ISSN 1725-5139
doi:10.3000/17255139.L_2010.027.pol
Dziennik Urzędowy
Unii Europejskiej
L 27
Wydanie polskie
Legislacja
Tom 53
30 stycznia 2010
|
ISSN 1725-5139 doi:10.3000/17255139.L_2010.027.pol |
||
|
Dziennik Urzędowy Unii Europejskiej |
L 27 |
|
|
|
||
|
Wydanie polskie |
Legislacja |
Tom 53 |
|
Spis treści |
|
IV Akty przyjęte przed dniem 1 grudnia 2009 r. na mocy Traktatu WE, Traktatu o UE i Traktatu Euratom |
Strona |
|
|
* |
Rozporządzenie Parlamentu Europejskiego i Rady (WE) nr 66/2010 z dnia 25 listopada 2009 r. w sprawie oznakowania ekologicznego UE ( 1 ) |
|
|
|
* |
||
|
|
* |
Dyrektywa Parlamentu Europejskiego i Rady 2009/144/WE z dnia 30 listopada 2009 r. w sprawie niektórych części i cech kołowych ciągników rolniczych lub leśnych ( 1 ) |
|
|
|
|
|
(1) Tekst mający znaczenie dla EOG |
|
PL |
Akty, których tytuły wydrukowano zwykłą czcionką, odnoszą się do bieżącego zarządzania sprawami rolnictwa i generalnie zachowują ważność przez określony czas. Tytuły wszystkich innych aktów poprzedza gwiazdka, a drukuje się je czcionką pogrubioną. |
IV Akty przyjęte przed dniem 1 grudnia 2009 r. na mocy Traktatu WE, Traktatu o UE i Traktatu Euratom
|
30.1.2010 |
PL |
Dziennik Urzędowy Unii Europejskiej |
L 27/1 |
ROZPORZĄDZENIE PARLAMENTU EUROPEJSKIEGO I RADY (WE) NR 66/2010
z dnia 25 listopada 2009 r.
w sprawie oznakowania ekologicznego UE
(Tekst mający znaczenie dla EOG)
PARLAMENT EUROPEJSKI I RADA UNII EUROPEJSKIEJ,
uwzględniając Traktat ustanawiający Wspólnotę Europejską, w szczególności jego art. 175 ust. 1,
uwzględniając wniosek Komisji,
uwzględniając opinię Europejskiego Komitetu Ekonomiczno-Społecznego (1),
uwzględniając opinię Komitetu Regionów (2),
stanowiąc zgodnie z procedurą określoną w art. 251 Traktatu (3),
a także mając na uwadze, co następuje:
|
(1) |
Celem rozporządzenia (WE) nr 1980/2000 Parlamentu Europejskiego i Rady z dnia 17 lipca 2000 r. w sprawie zrewidowanego programu przyznawania wspólnotowego oznakowania ekologicznego (4) było utworzenie opartego na dobrowolnym uczestnictwie programu przyznawania oznakowania ekologicznego, który miał służyć promocji produktów o ograniczonym poziomie wpływu na środowisko w ciągu całego cyklu życia oraz miał dostarczyć konsumentom dokładnych, rzetelnych, opartych na naukowych kryteriach informacji na temat wpływu produktów na środowisko. |
|
(2) |
Doświadczenia uzyskane w trakcie wdrażania rozporządzenia (WE) nr 1980/2000 pokazały, że istnieje potrzeba wprowadzenia zmian do tego programu oznakowania ekologicznego, celem zwiększenia jego skuteczności i usprawnienia jego działania. |
|
(3) |
Zmieniony program (zwany dalej „programem oznakowania ekologicznego UE”) powinien być wdrażany zgodnie z postanowieniami traktatów, w tym - w szczególności – z zasadą ostrożności, o której mowa w art. 174 ust. 2 Traktatu ustanawiającego Wspólnotę Europejską. |
|
(4) |
Konieczne jest zapewnienie koordynacji programu oznakowania ekologicznego UE z ustanawianiem wymogów w kontekście dyrektywy Parlamentu Europejskiego i Rady 2009/125/WE z dnia 21 października 2009 r. ustanawiającej ogólne zasady ustalania wymogów dotyczących ekoprojektu dla produktów związanych z energią (5). |
|
(5) |
Program oznakowania ekologicznego UE jest elementem wspólnotowej polityki zrównoważonej konsumpcji i produkcji, stawiającej sobie za cel ograniczenie negatywnego oddziaływania wzorców produkcji i konsumpcji na środowisko, zdrowie, klimat i zasoby naturalne. Celem programu jest prowadzona za pomocą oznakowania ekologicznego UE promocja produktów charakteryzujących się wysokim poziomem efektywności ekologicznej. W tym celu uznaje się za właściwy wymóg, aby kryteria, które muszą spełnić produkty ubiegające się o oznakowanie ekologiczne UE, były opracowane w oparciu o najwyższy poziom efektywności ekologicznej, jaki udało się osiągnąć produktom na rynku Wspólnoty. Kryteria te powinny być zrozumiałe i łatwe w stosowaniu oraz powinny być oparte na dowodach naukowych, przy uwzględnieniu najnowszych osiągnięć technologicznych. Kryteria te powinny być zorientowane na rynek i obejmować jedynie najbardziej znaczące rodzaje wpływu produktu na środowisko w ciągu całego jego cyklu życia. |
|
(6) |
Należy rozszerzyć możliwości stosowania oznakowania ekologicznego UE w celu uniknięcia powielania tego typu systemów oraz aby zachęcić do zintensyfikowania wysiłków w zakresie efektywności ekologicznej, podejmowanych w tych wszystkich sektorach, w których wpływ na środowisko może być kryterium wpływającym na wybór dokonywany przez konsumentów. Jednak w odniesieniu do grup produktów obejmujących żywność i pasze powinno się przeprowadzić badanie mające na celu zapewnienie możliwości spełnienia kryteriów i zagwarantowania wartości dodanej. W przypadku żywności i pasz, a także nieprzetworzonych produktów rolnych objętych zakresem stosowania rozporządzenia Rady (WE) nr 834/2007 z dnia 28 czerwca 2007 r. w sprawie produkcji ekologicznej i znakowania produktów ekologicznych (6) należy rozważyć przyjęcie opcji, zgodnie z którą do uzyskania oznakowania ekologicznego UE kwalifikowałyby się tylko produkty posiadające certyfikat produktów ekologicznych, aby uniknąć dezorientacji wśród konsumentów. |
|
(7) |
Oznakowanie ekologiczne UE powinno mieć na celu zastąpienie substancji stwarzających zagrożenie substancjami bezpieczniejszymi, w każdym przypadku gdy jest to możliwe z technicznego punktu widzenia. |
|
(8) |
Aby uzyskać powszechną akceptację programu oznakowania ekologicznego UE istotne jest, aby organizacje pozarządowe działające na rzecz środowiska oraz organizacje konsumenckie odgrywały ważną rolę i aktywnie uczestniczyły w opracowywaniu i ustaleniu kryteriów oznakowania ekologicznego UE. |
|
(9) |
Zainteresowane strony powinny mieć możliwość kierowania opracowywaniem lub zmianą kryteriów oznakowania ekologicznego UE, pod warunkiem że przestrzegane będą wspólne zasady proceduralne, a cały proces będzie koordynowany przez Komisję. W celu zapewnienia spójności działań Wspólnoty należy również wprowadzić wymóg, aby przy opracowywaniu lub zmianie kryteriów oznakowania ekologicznego UE były brane pod uwagę najnowsze cele strategiczne Wspólnoty dotyczące środowiska, takie jak programy działań w zakresie środowiska, strategie zrównoważonego rozwoju oraz programy dotyczące zmian klimatu. |
|
(10) |
W celu uproszczenia programu oznakowania ekologicznego UE oraz zmniejszenia obciążeń administracyjnych związanych ze stosowaniem oznakowania ekologicznego UE, powinny zostać usprawnione procedury oceny i weryfikacji. |
|
(11) |
Należy określić warunki używania oznakowania ekologicznego UE, zaś aby zapewnić przestrzeganie tych warunków, należy na jednostki właściwe nałożyć wymóg przeprowadzania weryfikacji po rejestracji, a także zakazać używania oznakowania ekologicznego UE w przypadku niespełniania tych warunków. Należy również nałożyć na państwa członkowskie wymóg ustanowienia przepisów dotyczących sankcji nakładanych w przypadku naruszenia niniejszego rozporządzenia oraz zapewnienia ich wdrażania. |
|
(12) |
Aby upowszechnić używanie oznakowania ekologicznego UE oraz aby zachęcić te podmioty, których produkty spełniają kryteria oznakowania ekologicznego UE, należy obniżyć koszty związane z jego używaniem. |
|
(13) |
Należy informować społeczeństwo i zwiększyć rozpoznawalność oznakowania ekologicznego UE poprzez działania promocyjne, kampanie informacyjne i edukacyjne na poziomie lokalnym, krajowym i wspólnotowym, aby konsumenci zrozumieli znaczenie oznakowania ekologicznego UE i mogli dokonywać przemyślanych wyborów. Jest to również konieczne do zwiększenia atrakcyjności programu dla producentów i sprzedawców detalicznych. |
|
(14) |
Państwa członkowskie powinny rozważyć wydanie wytycznych przy ustanawianiu krajowych planów działań w zakresie ekologicznych zamówień publicznych i mogłyby rozważyć ustalenie celów dotyczących zamówień publicznych na produkty przyjazne środowisku. |
|
(15) |
Aby ułatwić obrót produktami opatrzonymi oznakowaniem ekologicznym na poziomie krajowym, ograniczyć dodatkowe nakłady pracy w przedsiębiorstwach, zwłaszcza w MŚP, i nie dezorientować konsumentów, należy również wzmocnić spójność oraz promować harmonizację programu oznakowania ekologicznego UE oraz istniejących we Wspólnocie krajowych systemów oznakowania ekologicznego. |
|
(16) |
W celu zapewnienia zharmonizowanego stosowania systemu przyznawania oraz nadzoru nad rynkiem i kontroli stosowania oznakowania ekologicznego UE w całej Wspólnocie jednostki właściwe powinny prowadzić wymianę informacji i doświadczeń. |
|
(17) |
Środki niezbędne do wykonania niniejszego rozporządzenia powinny zostać przyjęte zgodnie z decyzją Rady 1999/468/WE z dnia 28 czerwca 1999 r. ustanawiającą warunki wykonywania uprawnień wykonawczych przyznanych Komisji (7). |
|
(18) |
W szczególności należy upoważnić Komisję do przyjmowania kryteriów, jakie muszą spełniać produkty opatrzone oznakowaniem ekologicznym UE, oraz do wprowadzania zmian w załącznikach do niniejszego rozporządzenia. Ponieważ środki te mają zasięg ogólny i mają na celu zmianę elementów innych niż istotne niniejszego rozporządzenia, między innymi poprzez uzupełnienie go o nowe elementy inne niż istotne, środki te muszą zostać przyjęte zgodnie z procedurą regulacyjną połączoną z kontrolą przewidzianą w art. 5a decyzji 1999/468/WE. |
|
(19) |
W celu zapewnienia przejrzystości i pewności prawa, rozporządzenie (WE) nr 1980/2000 powinno zostać zastąpione przez niniejsze rozporządzenie. |
|
(20) |
Należy zatem ustanowić odpowiednie przepisy przejściowe w celu zapewnienia płynnego przejścia między przepisami rozporządzenia (WE) nr 1980/2000 a przepisami niniejszego rozporządzenia, |
PRZYJMUJĄ NINIEJSZE ROZPORZĄDZENIE:
Artykuł 1
Przedmiot
Niniejsze rozporządzenie określa zasady ustanawiania i stosowania dobrowolnego programu oznakowania ekologicznego UE.
Artykuł 2
Zakres stosowania
1. Niniejsze rozporządzenie ma zastosowanie do wszelkich towarów i usług, które są dostarczane na rynek Wspólnoty do celów dystrybucji, konsumpcji lub użytkowania za opłatą lub nieodpłatnie (dalej zwanych „produktami”).
2. Niniejsze rozporządzenie nie ma zastosowania do produktów leczniczych stosowanych u ludzi, określonych w dyrektywie 2001/83/WE Parlamentu Europejskiego i Rady z dnia 6 listopada 2001 r. w sprawie wspólnotowego kodeksu odnoszącego się do produktów leczniczych stosowanych u ludzi (8), do weterynaryjnych produktów leczniczych, określonych w dyrektywie 2001/82/WE Parlamentu Europejskiego i Rady z dnia 6 listopada 2001 r. w sprawie wspólnotowego kodeksu odnoszącego się do weterynaryjnych produktów leczniczych (9) ani do wyrobów medycznych jakiegokolwiek rodzaju.
Artykuł 3
Definicje
Na użytek niniejszego rozporządzenia stosuje się następujące definicje:
|
1) |
„grupa produktów” oznacza zbiór produktów, które służą podobnym celom i mają podobne zastosowania lub podobne własności funkcjonalne i są podobnie postrzegane przez konsumentów; |
|
2) |
„podmiot gospodarczy” oznacza każdego producenta, wytwórcę, importera, usługodawcę, sprzedawcę hurtowego lub detalicznego; |
|
3) |
„wpływ na środowisko” oznacza wszelkie zmiany w środowisku, w całości lub częściowo wynikające z działania danego produktu podczas jego cyklu życia; |
|
4) |
„efektywność ekologiczna” oznacza wyniki zarządzania przez producenta tymi właściwościami produktu, które mają wpływ na środowisko; |
|
5) |
„weryfikacja” oznacza procedurę mającą na celu zaświadczenie, że produkt spełnia określone kryteria oznakowania ekologicznego UE. |
Artykuł 4
Jednostki właściwe
1. Każde z państw członkowskich powołuje w ramach ministerstw lub poza nimi jednostkę właściwą lub jednostki właściwe odpowiedzialne za wykonywanie zadań przewidzianych w niniejszym rozporządzeniu („jednostka właściwa” lub „jednostki właściwe”) i zapewnia im zdolność działania. W przypadku powołania więcej niż jednej jednostki właściwej państwo członkowskie określa uprawnienia każdej z jednostek oraz mające do nich zastosowanie wymogi współpracy.
2. Skład jednostek właściwych musi gwarantować ich niezależność i neutralność, a ich regulaminy wewnętrzne zapewniać przejrzystość w prowadzeniu działalności i udział wszystkich zainteresowanych stron.
3. Państwa członkowskie zapewniają spełnianie przez jednostki właściwe wymogów określonych w załączniku V.
4. Jednostki właściwe zapewniają prowadzenie procesu weryfikacji w sposób spójny, neutralny i wiarygodny przez stronę niezależną od podmiotu gospodarczego poddanego weryfikacji, w oparciu o międzynarodowe, europejskie lub krajowe normy i procedury dotyczące jednostek obsługujących programy certyfikacji produktów.
Artykuł 5
Komitet Unii Europejskiej ds. Oznakowania Ekologicznego
1. Komisja ustanawia Komitet Unii Europejskiej ds. Oznakowania Ekologicznego (zwany dalej „KUEOE”), składający się z przedstawicieli jednostek właściwych wszystkich państw członkowskich, o których mowa w art. 4, oraz z innych zainteresowanych stron. KUEOE wybiera swojego przewodniczącego zgodnie ze swoim regulaminem wewnętrznym. KUEOE uczestniczy w opracowywaniu i zmianach kryteriów oznakowania ekologicznego UE oraz we wszelkich przeglądach wdrażania programu oznakowania ekologicznego UE. Służy on także Komisji radą i pomocą w tych dziedzinach, a w szczególności wydaje zalecenia dotyczące minimalnych wymogów w zakresie efektywności ekologicznej.
2. W odniesieniu do każdej grupy produktów Komisja zapewnia przestrzeganie przez KUEOE w trakcie prowadzenia jego działalności zasady równego udziału wszystkich właściwych zainteresowanych stron, takich jak jednostki właściwe, producenci, wytwórcy, importerzy, usługodawcy, sprzedawcy hurtowi, sprzedawcy detaliczni, zwłaszcza MŚP, oraz organizacje ekologiczne i organizacje konsumenckie.
Artykuł 6
Ogólne wymogi dotyczące kryteriów oznakowania ekologicznego UE
1. Kryteria oznakowania ekologicznego UE opierają się na efektywności ekologicznej produktów i uwzględniają najnowsze strategiczne cele Wspólnoty w dziedzinie środowiska.
2. Kryteria oznakowania ekologicznego UE określają wymogi środowiskowe, które produkt musi spełniać, aby zostać opatrzony oznakowaniem ekologicznym UE.
3. Kryteria oznakowania ekologicznego UE określa się na podstawie danych naukowych oraz z uwzględnieniem całego cyklu życia produktów. Przy określaniu takich kryteriów uwzględnia się następujące kwestie:
|
a) |
najbardziej znaczące rodzaje wpływu na środowisko, w szczególności wpływ na zmiany klimatyczne, wpływ na przyrodę i różnorodność biologiczną, zużycie energii i zasobów, powstawanie odpadów, emisje do wszystkich elementów środowiska, zanieczyszczenie przez skutki fizyczne oraz wykorzystywanie i uwalnianie substancji stwarzających zagrożenie; |
|
b) |
zastępowanie substancji stwarzających zagrożenie substancjami bezpieczniejszymi jako takimi lub dzięki zastosowaniu innych materiałów lub zmian projektowych, w każdym przypadku gdy jest to wykonalne pod względem technicznym; |
|
c) |
potencjał redukcji wpływu na środowisko dzięki trwałości i możliwości ponownego wykorzystania produktów; |
|
d) |
bilans netto korzyści i obciążeń dla środowiska, włącznie z zagadnieniami dotyczącymi zdrowia i bezpieczeństwa, na poszczególnych etapach życia danych produktów; |
|
e) |
w stosownych przypadkach, aspekty społeczne i etyczne, np. poprzez odniesienie do odpowiednich konwencji i porozumień międzynarodowych, takich jak odpowiednie normy MOP i kodeksy postępowania; |
|
f) |
kryteria ustanowione dla innych oznakowań środowiskowych, zwłaszcza oficjalnie uznanych na poziomie krajowym lub regionalnym oznakowań środowiskowych EN ISO 14024 typ I, w przypadku gdy dla danej grupy produktów takie kryteria istnieją, tak aby wzmocnić efekt synergii; |
|
g) |
w miarę możliwości, zasadę ograniczania badań na zwierzętach. |
4. Kryteria oznakowania ekologicznego UE obejmują również wymogi mające na celu zapewnienie właściwego funkcjonowania produktów opatrzonych oznakowaniem ekologicznym UE zgodnie z planowanym przeznaczeniem.
5. Przed opracowaniem kryteriów oznakowania ekologicznego UE dotyczących żywności i pasz, określonych w rozporządzeniu (WE) nr 178/2002 Parlamentu Europejskiego i Rady z dnia 28 stycznia 2002 r. ustanawiającym ogólne zasady i wymagania prawa żywnościowego, powołującym Europejski Urząd ds. Bezpieczeństwa Żywności i ustanawiającym procedury w zakresie bezpieczeństwa żywności (10), najpóźniej do dnia 31 grudnia 2011 r. Komisja przeprowadza badanie wykonalności ustanowienia wiarygodnych kryteriów obejmujących efektywność ekologiczną tego rodzaju produktów przez cały cykl ich życia, w tym w odniesieniu do produktów rybołówstwa i akwakultury. W badaniu tym szczególną uwagę poświęca się wpływowi kryteriów oznakowania ekologicznego UE na żywność i pasze oraz nieprzetworzone produkty rolne objęte zakresem stosowania rozporządzenia (WE) nr 834/2007. W badaniu powinno się rozważyć możliwość, aby do przyznania oznakowania ekologicznego UE kwalifikowały się wyłącznie produkty posiadające certyfikat produktów ekologicznych, w celu uniknięcia dezorientacji wśród konsumentów.
Uwzględniając wynik badania i opinię KUEOE, Komisja decyduje, czy i w przypadku których grup żywności oraz pasz wykonalne jest opracowanie kryteriów oznakowania ekologicznego UE, zgodnie z procedurą regulacyjną połączoną z kontrolą, o której mowa w art. 16 ust. 2.
6. Oznakowanie ekologiczne UE nie może być przyznawane towarom zawierającym substancje lub preparaty/mieszaniny spełniające kryteria pozwalające zaklasyfikować je jako toksyczne, stwarzające zagrożenie dla środowiska, rakotwórcze, mutagenne lub działające szkodliwie na rozrodczość w rozumieniu rozporządzenia Parlamentu Europejskiego i Rady (WE) nr 1272/2008 z dnia 16 grudnia 2008 r. w sprawie klasyfikacji, oznakowania i pakowania substancji i mieszanin (11), ani towarom zawierającym substancje, o których mowa w art. 57 rozporządzenia (WE) nr 1907/2006 Parlamentu Europejskiego i Rady z dnia 18 grudnia 2006 r. w sprawie rejestracji, oceny, udzielania zezwoleń i stosowanych ograniczeń w zakresie chemikaliów (REACH) i utworzenia Europejskiej Agencji Chemikaliów (12).
7. W przypadku szczególnych kategorii towarów zawierających substancje, o których mowa w ust. 6, i tylko w przypadku, gdy z technicznego punktu widzenia nie jest wykonalne zastąpienie ich samych lub zastosowanie alternatywnych materiałów lub projektów lub w przypadku produktów, które mają znacząco wyższą całkowitą efektywność ekologiczną w porównaniu z innymi towarami tej samej kategorii, Komisja może przyjąć środki mające na celu przyznanie odstępstw od ust. 6. Nie przyznaje się odstępstw w stosunku do substancji spełniających kryteria art. 57 rozporządzenia (WE) nr 1907/2006 i wskazanych zgodnie z procedurą opisaną w art. 59 ust. 1 tego rozporządzenia, znajdujących się w mieszaninach, w jakimkolwiek artykule lub w jakiejkolwiek jednorodnej części złożonego artykułu w stężeniu powyżej 0,1 % (wagowego). Środki te, mające na celu zmianę elementów innych niż istotne niniejszego rozporządzenia, przyjmuje się zgodnie z procedurą regulacyjną połączoną z kontrolą, o której mowa w art. 16 ust. 2.
Artykuł 7
Opracowanie i zmiana kryteriów oznakowania ekologicznego UE
1. Po konsultacji z KUEOE Komisja, państwa członkowskie, jednostki właściwe i inne zainteresowane strony mogą również inicjować prace związane z opracowywaniem lub zmianą kryteriów oznakowania ekologicznego UE oraz kierować takimi pracami. W przypadku gdy prowadzenie opracowywania kryteriów zostało powierzone innym zainteresowanym stronom, muszą one wykazać się wiedzą fachową na temat danego produktu, a także zdolnością przeprowadzania procedury z zachowaniem neutralności i zgodnie z celami niniejszego rozporządzenia. W związku z tym preferowane będą konsorcja składające się z więcej niż jednej grupy interesu.
Strona, która inicjuje prace związane z opracowywaniem lub zmianą kryteriów oznakowania ekologicznego UE i kieruje nimi zgodnie z procedurą określoną w załączniku I część A, sporządza następujące dokumenty:
|
a) |
sprawozdanie wstępne; |
|
b) |
projekt wniosku w sprawie kryteriów; |
|
c) |
sprawozdanie merytoryczne w uzupełnieniu projektu wniosku w sprawie kryteriów; |
|
d) |
sprawozdanie końcowe; |
|
e) |
podręcznik dla potencjalnych użytkowników oznakowania ekologicznego UE i jednostek właściwych; |
|
f) |
podręcznik dla organów udzielających zamówień publicznych. |
Dokumenty te przedkłada się Komisji i KUEOE.
2. W przypadku gdy dla danej grupy produktów nie określono kryteriów oznakowania ekologicznego UE, a kryteria takie zostały już opracowane w ramach innego programu oznakowania ekologicznego zgodnego z wymogami oznakowań środowiskowych EN ISO 14024 typu I, każde państwo członkowskie, w którym uznawany jest inny program, może - po konsultacji z Komisją i KUEOE - zaproponować włączenie tych kryteriów do programu oznakowania ekologicznego UE.
W takich przypadkach można stosować skróconą procedurę opracowywania kryteriów określoną w części B załącznika I, pod warunkiem że proponowane kryteria zostały opracowane zgodnie z przepisami załącznika I część A. Skróconą procedurę opracowywania kryteriów prowadzi Komisja albo państwo członkowskie, które – zgodnie z akapitem pierwszym – zaproponowało tę procedurę.
3. W przypadku gdy konieczna jest zmiana inna niż istotna kryteriów, można zastosować skróconą procedurę zmiany określoną w załączniku I część C.
4. Do dnia 19 lutego 2011 KUEOE i Komisja uzgadniają plan prac obejmujący strategię i niewyczerpujący wykaz grup produktów. Plan uwzględni inne działania Wspólnoty (np. w zakresie ekologicznych zamówień publicznych) i może być aktualizowany zgodnie z najnowszymi strategicznymi celami Wspólnoty w dziedzinie środowiska. Plan ten jest regularnie aktualizowany.
Artykuł 8
Określanie kryteriów oznakowania ekologicznego UE
1. Projekt kryteriów oznakowania ekologicznego UE opracowywany jest zgodnie z procedurą określoną w załączniku I, z uwzględnieniem planu prac.
2. Nie później niż dziewięć miesięcy po konsultacji z KUEOE, Komisja przyjmuje środki w celu określenia szczegółowych kryteriów oznakowania ekologicznego UE dla każdej z grup produktów. Środki te publikowane są w Dzienniku Urzędowym Unii Europejskiej.
W swoim wniosku końcowym Komisja uwzględnia uwagi KUEOE i wyraźnie wskazuje, jakie zmiany wprowadziła po konsultacji z KUEOE w końcowym wniosku w porównaniu z projektem wniosku, oraz dokumentuje je i uzasadnia.
Środki te, mające na celu zmianę elementów innych niż istotne niniejszego rozporządzenia poprzez jego uzupełnienie, przyjmuje się zgodnie z procedurą regulacyjną połączoną z kontrolą, o której mowa w art. 16 ust. 2.
3. Za pomocą środków, o których mowa w ust. 2, Komisja:
|
a) |
określa wymogi oceny zgodności poszczególnych produktów z kryteriami oznakowania ekologicznego UE („wymogi oceny”); |
|
b) |
wskazuje, dla każdej grupy produktów, trzy kluczowe dla środowiska cechy produktu opatrzonego oznakowaniem ekologicznym, które mogą znaleźć się na dodatkowej etykiecie z polem tekstowym opisanym w załączniku II; |
|
c) |
określa dla każdej grupy produktów stosowny okres obowiązywania kryteriów i wymogów oceny; |
|
d) |
określa dozwolony stopień zmienności produktu w okresie obowiązywania, o którym mowa w lit. c). |
4. Przy ustanawianiu kryteriów oznakowania ekologicznego UE unika się wprowadzania środków, których wdrożenie może spowodować niewspółmierne obciążenia administracyjne i ekonomiczne dla MŚP.
Artykuł 9
Przyznawanie oznakowania ekologicznego UE i warunki jego używania
1. Każdy podmiot gospodarczy, który chce używać oznakowania ekologicznego UE składa wniosek do jednostek właściwych, o których mowa w art. 4, zgodnie z następującymi zasadami:
|
a) |
w przypadku gdy produkt pochodzi z jednego państwa członkowskiego – wniosek składa się jednostce właściwej w tym państwie członkowskim; |
|
b) |
w przypadku gdy produkt w tej samej postaci pochodzi z kilku państw członkowskich – wniosek można złożyć jednostce właściwej w jednym z tych państw; |
|
c) |
w przypadku gdy produkt pochodzi spoza Wspólnoty – wniosek składa się jednostce właściwej dowolnego z państw członkowskich, w których produkt ma zostać lub został wprowadzony do obrotu. |
2. Oznakowanie ekologiczne UE ma formę przedstawioną w załączniku II.
Oznakowanie ekologiczne UE może być używane jedynie w odniesieniu do produktów, które spełniają kryteria oznakowania ekologicznego UE, mające zastosowanie do danych produktów, w odniesieniu do których przyznano oznakowanie ekologiczne UE.
3. We wnioskach podaje się pełne dane kontaktowe podmiotu gospodarczego, a także daną grupę produktów i pełen opis produktu oraz wszelkie inne informacje wymagane przez jednostkę właściwą.
Do wniosków dołączana jest kompletna stosowna dokumentacja, o której mowa w odnośnym akcie Komisji określającym kryteria oznakowania ekologicznego UE dla danej grupy produktów.
4. Jednostka właściwa, w której złożono wniosek, pobiera opłaty zgodnie z załącznikiem III. Warunkiem używania oznakowania ekologicznego UE jest uiszczenie opłat w odpowiednim terminie.
5. W ciągu dwóch miesięcy od daty otrzymania wniosku odpowiednia jednostka właściwa sprawdza, czy dokumentacja jest kompletna, i powiadamia o tym podmiot gospodarczy. Jednostka właściwa może odrzucić wniosek, jeśli podmiot gospodarczy nie uzupełni dokumentacji w ciągu sześciu miesięcy od takiego powiadomienia.
Jeżeli dokumentacja jest kompletna, a jednostka właściwa sprawdziła, że produkt spełnia kryteria oznakowania ekologicznego UE i wymogi oceny opublikowane zgodnie z art. 8, jednostka właściwa przydziela produktowi numer rejestracyjny.
Podmioty gospodarcze ponoszą koszty badań i oceny zgodności z kryteriami oznakowania ekologicznego UE. Podmioty gospodarcze mogą zostać obciążone kosztami podróży i pobytu, w przypadku gdy niezbędne są weryfikacje na miejscu poza państwem członkowskim jednostki właściwej.
6. W przypadku gdy kryteria oznakowania ekologicznego UE wymagają, aby obiekty produkcyjne spełniały określone wymogi, wymogi te muszą być spełniane przez wszystkie obiekty, w których wytwarzany jest produkt opatrzony oznakowaniem ekologicznym UE. W stosownych przypadkach jednostka właściwa przeprowadza weryfikacje na miejscu lub wyznacza w tym celu upoważnionego przedstawiciela.
7. Jednostki właściwe uznają na zasadzie preferencyjnej badania objęte akredytacją zgodnie z ISO 17025 oraz weryfikacje przeprowadzone przez organy akredytowane zgodnie z normą EN 45011 lub z równoważną normą międzynarodową. Jednostki właściwe współpracują ze sobą w celu zapewnienia skutecznego i spójnego wdrażania procedur oceny i weryfikacji, głównie na forum grup roboczych, o których mowa w art. 13.
8. Jednostka właściwa zawiera z każdym podmiotem gospodarczym umowę obejmującą warunki używania oznakowania ekologicznego UE (w tym postanowienia dotyczące zezwolenia na używanie oznakowania ekologicznego UE i wycofania takiego zezwolenia, w szczególności ze względu na zmianę kryteriów). W tym celu stosuje się standardową umowę zgodną z wzorem zawartym w załączniku IV.
9. Podmiot gospodarczy może umieścić oznakowanie ekologiczne UE na produkcie dopiero po zawarciu umowy. Podmiot gospodarczy umieszcza na produkcie opatrzonym oznakowaniem ekologicznym UE także numer rejestracyjny.
10. Jednostka właściwa, która przyznała produktowi oznakowanie ekologiczne UE, powiadamia o tym Komisję. Komisja ustanawia tworzy rejestr i regularnie dokonuje jego aktualizacji. Rejestr ten jest publicznie dostępny na stronie internetowej poświęconej oznakowaniu ekologicznemu UE.
11. Oznakowanie ekologiczne UE może być umieszczane na produktach, którym je przyznano, i na związanych z nimi materiałach reklamowych.
12. Przyznanie oznakowania ekologicznego UE pozostaje bez uszczerbku dla wymogów środowiskowych lub innych wymogów regulacyjnych prawa wspólnotowego lub krajowego mających zastosowanie do poszczególnych etapów cyklu życia produktu.
13. Prawo używania oznakowania ekologicznego UE nie obejmuje używania go jako składnika znaku towarowego.
Artykuł 10
Nadzór nad rynkiem i kontrola używania oznakowania ekologicznego UE
1. Wszelkie nieprawdziwe lub wprowadzające w błąd reklamy oraz używanie oznakowań lub logo, które prowadzą do mylenia ich z oznakowaniem ekologicznym UE, są zabronione.
2. Jednostka właściwa regularnie weryfikuje, w odniesieniu do produktów, którym przyznała oznakowanie ekologiczne UE, czy dany produkt spełnia kryteria oznakowania ekologicznego UE oraz wymogi oceny publikowane zgodnie z art. 8. W stosownych przypadkach jednostka właściwa przeprowadza również tego rodzaju weryfikacje po otrzymaniu skargi. Weryfikacje te mogą mieć formę wyrywkowych kontroli.
Jednostka właściwa, która przyznała produktowi oznakowanie ekologiczne UE, informuje użytkownika oznakowania ekologicznego UE o wszelkich skargach, które wpłynęły w odniesieniu do produktu opatrzonego oznakowaniem ekologicznym UE, i może zażądać od użytkownika udzielenia odpowiedzi na te skargi. Jednostka właściwa może nie ujawniać użytkownikowi tożsamości składającego skargę.
3. Użytkownik oznakowania ekologicznego UE umożliwia jednostce właściwej, która przyznała produktowi oznakowanie ekologiczne UE, przeprowadzenie wszelkich kontroli niezbędnych do monitorowania stałego przestrzegania kryteriów dla danej grupy produktów oraz przepisów art. 9.
4. Użytkownik oznakowania ekologicznego UE, na żądanie jednostki właściwej, która przyznała produktowi oznakowanie ekologiczne UE, umożliwia wstęp na teren obiektów, w których produkowany jest dany produkt.
Żądanie to może zostać przedstawione w każdym dającym się rozsądnie uzasadnić czasie i bez uprzedzenia.
5. W przypadku, gdy po uprzednim umożliwieniu użytkownikowi oznakowania ekologicznego UE przedstawienia swoich uwag, dowolna jednostka właściwa stwierdzi, że produkt opatrzony oznakowaniem ekologicznym UE nie spełnia odpowiednich kryteriów dla danej grupy produktów lub że oznakowanie ekologiczne UE nie jest wykorzystywane zgodnie z art. 9, albo zabrania umieszczania tego oznakowania ekologicznego UE na tym produkcie albo, w przypadku gdy oznakowanie ekologiczne UE zostało przyznane przez inną jednostkę właściwą, informuje tę jednostkę właściwą. Użytkownik oznakowania ekologicznego UE nie jest uprawniony do pełnego ani częściowego zwrotu opłat, o których mowa w art. 9 ust. 4.
Jednostka właściwa niezwłocznie informuje wszystkie inne jednostki właściwe oraz Komisję o tym zakazie.
6. Jednostka właściwa, która przyznała produktowi oznakowanie ekologiczne UE, nie ujawnia informacji, do których dostęp uzyskała w trakcie przeprowadzania oceny przestrzegania przez użytkownika oznakowania ekologicznego UE zasad stosowania oznakowania ekologicznego UE określonych w art. 9, ani nie wykorzystuje tych informacji do celów innych niż cele związane z przyznaniem prawa do używania oznakowania ekologicznego UE.
Jednostka właściwa podejmuje wszelkie rozsądne kroki mające na celu zapewnienie ochrony dostarczonych jej dokumentów przed sfałszowaniem lub przywłaszczeniem.
Artykuł 11
Programy oznakowania ekologicznego w państwach członkowskich
1. W przypadku, gdy opublikowane zostały kryteria oznakowania ekologicznego UE dla danej grupy produktów, inne programy oznakowania ekologicznego, oficjalnie uznane na poziomie krajowym lub regionalnym, odpowiadające normie EN ISO 14024 typ I, które nie obejmują danej grupy produktów w chwili publikacji, mogą zostać rozszerzone na tę grupę produktów jedynie wówczas, gdy kryteria opracowane w ich ramach są co najmniej tak samo rygorystyczne, jak kryteria oznakowania ekologicznego UE.
2. W celu harmonizacji kryteriów europejskich programów oznakowania ekologicznego (EN ISO 14024 typ I), kryteria oznakowania ekologicznego UE uwzględniają również istniejące kryteria opracowane w oficjalnie uznanych programach oznakowania ekologicznego w państwach członkowskich.
Artykuł 12
Promowanie oznakowania ekologicznego UE
1. Państwa członkowskie i Komisja, we współpracy z KUEOE, uzgadniają konkretny plan działań w celu promowania używania oznakowania ekologicznego UE popoprzez:
|
a) |
prowadzenie działań uświadamiających oraz kampanii informacyjnych i edukacyjnych skierowanych do konsumentów, producentów, wytwórców, sprzedawców hurtowych, usługodawców, nabywców publicznych, handlowców, sprzedawców detalicznych oraz ogółu społeczeństwa, |
|
b) |
zachęcanie do korzystania z programu, zwłaszcza przez MŚP, |
wspierając tym samym rozwój programu.
2. Promowanie oznakowania ekologicznego UE może odbywać się poprzez stronę internetową oznakowania ekologicznego UE, dostarczającą, we wszystkich językach Wspólnoty, podstawowych informacji i materiałów promocyjnych na temat oznakowania ekologicznego UE, a także informacji o tym gdzie można nabyć produkty opatrzone oznakowaniem ekologicznym UE.
3. Państwa członkowskie zachęcają do korzystania z „Podręcznika dla organów udzielających zamówień publicznych”, o którym mowa w załączniku I część A pkt 5. W tym celu państwa członkowskie rozważają, na przykład, ustanowienie celów dotyczących zamówień publicznych na produkty spełniające kryteria określone w tym podręczniku.
Artykuł 13
Wymiana informacji i doświadczeń
1. W celu wspierania spójnego wdrażania niniejszego rozporządzenia jednostki właściwe prowadzą regularną wymianę informacji i doświadczeń, w szczególności dotyczących stosowania art. 9 i 10.
2. Komisja powołuje do tego celu grupę roboczą jednostek właściwych. Posiedzenia grupy roboczej odbywają się co najmniej dwa razy w roku. Koszty podróży pokrywa Komisja. Grupa robocza wybiera przewodniczącego i przyjmuje swój regulamin wewnętrzny.
Artykuł 14
Sprawozdanie
Do dnia 19 lutego 2015 Komisja przedstawia Parlamentowi Europejskiemu i Radzie sprawozdanie z wdrażania programu oznakowania ekologicznego UE. Sprawozdanie określa również, które z elementów programu mogłyby być poddane przeglądowi.
Artykuł 15
Zmiana załączników
Komisja może dokonać zmian w załącznikach, w tym zmienić maksymalną wysokość opłat przewidzianych w załączniku III, z uwzględnieniem konieczności pokrycia dzięki opłatom kosztów funkcjonowania programu.
Środki te, mające na celu zmianę elementów innych niż istotne niniejszego rozporządzenia, przyjmuje się zgodnie z procedurą regulacyjną połączoną z kontrolą, o której mowa w art. 16 ust. 2.
Artykuł 16
Procedura komitetowa
1. Komisja wspierana jest przez komitet.
2. W przypadku odesłania do niniejszego ustępu zastosowanie mają art. 5a ust. 1–4 i art. 7 decyzji 1999/468/WE, z uwzględnieniem przepisów jej art. 8.
Artykuł 17
Sankcje
Państwa członkowskie przyjmują przepisy dotyczące sankcji stosowanych w przypadku naruszenia przepisów niniejszego rozporządzenia oraz podejmują wszelkie środki konieczne do zapewnienia ich wdrożenia. Przewidziane sankcje muszą być skuteczne, proporcjonalne i odstraszające. Państwa członkowskie niezwłocznie powiadamiają o tych przepisach Komisję oraz niezwłocznie powiadamiają ją o wszelkich późniejszych zmianach mających na nie wpływ.
Artykuł 18
Uchylenie
Rozporządzenie (WE) nr 1980/2000 niniejszym traci moc.
Artykuł 19
Przepisy przejściowe
Rozporządzenie (WE) nr 1980/2000 ma w dalszym ciągu zastosowanie do umów zawartych zgodnie z jego art. 9, do określonego w tych umowach dnia ich wygaśnięcia, z wyjątkiem przepisów tego rozporządzenia dotyczących opłat.
Art. 9 ust. 4 oraz załącznik III do niniejszego rozporządzenia mają zastosowanie do takich umów.
Artykuł 20
Wejście w życie
Niniejsze rozporządzenie wchodzi w życie dwudziestego dnia po jego opublikowaniu w Dzienniku Urzędowym Unii Europejskiej.
Niniejsze rozporządzenie wiąże w całości i jest bezpośrednio stosowane we wszystkich państwach członkowskich.
Sporządzono w Strasburgu dnia 25 listopada 2009
W imieniu Parlamentu Europejskiego
Przewodniczący
J. BUZEK
W imieniu Rady
Przewodniczący
Å. TORSTENSSON
(1) Dz.U. C 120 z 28.5.2009, s. 56.
(2) Dz.U. C 218 z 11.9.2009, s. 50.
(3) Opinia Parlamentu Europejskiego z dnia 2 kwietnia 2009 r. (dotychczas nieopublikowana w Dzienniku Urzędowym) i decyzja Rady z dnia 26 października 2009 r.
(4) Dz.U. L 237 z 21.9.2000, s. 1.
(5) Dz.U. L 285 z 31.10.2009, s. 10
(6) Dz.U. L 189 z 20.7.2007, s. 1.
(7) Dz.U. L 184 z 17.7.1999, s. 23.
(8) Dz.U. L 311 z 28.11.2001, s. 67.
(9) Dz.U. L 311 z 28.11.2001, s. 1.
(10) Dz.U. L 31 z 1.2.2002, s. 1.
(11) Dz.U. L 353 z 31.12.2008, s. 1.
(12) Dz.U. L 396 z 30.12.2006, s. 1.
ZAŁĄCZNIK I
PROCEDURA OPRACOWYWANIA I ZMIAN KRYTERIÓW OZNAKOWANIA EKOLOGICZNEGO UE
A. Procedura standardowa
Sporządzone muszą zostać następujące dokumenty:
1. Sprawozdanie wstępne
Sprawozdanie wstępne musi zawierać następujące elementy:
|
— |
ilościowe zestawienie potencjalnych korzyści dla środowiska związanych z daną grupą produktów, z uwzględnieniem korzyści wynikających z innych podobnych europejskich i krajowych lub regionalnych programów oznakowania ekologicznego EN ISO 14024 typ I, |
|
— |
uzasadnienie wyboru grupy produktów i jej zakresu, |
|
— |
uwzględnienie wszelkich możliwych kwestii handlowych, |
|
— |
analizę kryteriów stosowanych przez inne programy oznakowania środowiskowego, |
|
— |
obecnie obowiązujące przepisy oraz bieżące inicjatywy prawodawcze związane z sektorem danej grupy produktów, |
|
— |
analizę możliwości zastąpienia substancji stwarzających zagrożenie substancjami bezpieczniejszymi jako takimi lub poprzez zastosowanie alternatywnych materiałów lub projektów, w każdym przypadku gdy jest to wykonalne pod względem technicznym, zwłaszcza w odniesieniu do substancji budzących szczególnie poważne obawy, o których mowa w art. 57 rozporządzenia (WE) nr 1907/2006, |
|
— |
dane na temat rynku wewnątrzwspólnotowego dotyczące danego sektora, w tym wielkości sprzedaży i obrotu, |
|
— |
obecne i przyszłe możliwości penetracji rynku przez produkty opatrzone oznakowaniem ekologicznym UE, |
|
— |
zakres i ogólne znaczenie poszczególnych rodzajów wpływu na środowisko związanych z grupą produktów, w oparciu o nowe lub wcześniej przeprowadzone oceny cyklu życia. Możliwe jest także użycie wszelkich innych dowodów naukowych. Szczegółowo przedstawiane i oceniane są opinie krytyczne oraz kwestie problematyczne, |
|
— |
źródła danych i informacji zebranych dla potrzeb sprawozdania i w nim wykorzystanych. |
Sprawozdanie wstępne udostępniane jest na specjalnej stronie internetowej Komisji, poświęconej oznakowaniu ekologicznemu UE, do wglądu oraz jako materiał do przedstawiania uwag w trakcie procesu opracowywania kryteriów.
W przypadku opracowywania kryteriów dotyczących grup produktów obejmujących żywność i pasze, w odniesieniu do badania przeprowadzonego zgodnie z art. 6 ust. 5, sprawozdanie wstępne musi wykazywać, że:
|
— |
opracowanie kryteriów oznakowania ekologicznego UE dla wybranego produktu przyniesie rzeczywistą środowiskową wartość dodaną, |
|
— |
oznakowanie ekologiczne UE uwzględnia cały cykl życia produktu, oraz |
|
— |
używanie oznakowania ekologicznego UE na wybranych produktach nie spowoduje dezorientacji wśród konsumentów w zestawieniu z innymi rodzajami oznakowania żywności. |
2. Wniosek w sprawie projektu kryteriów oraz związane z nim sprawozdanie merytoryczne
Po opublikowaniu sprawozdania wstępnego sporządza się wniosek w sprawie projektu kryteriów oraz sprawozdanie merytoryczne na poparcie wniosku.
Projekt kryteriów musi spełniać następujące warunki:
|
— |
jest on ustalany w oparciu o dostępne na rynku wspólnotowym produkty osiągające najlepsze rezultaty pod względem efektywności ekologicznej w ciągu całego cyklu życia, i w chwili ich przyjęcia odpowiadają orientacyjnie 10 % do 20 % dostępnych na wspólnotowym rynku produktów osiągających najlepsze rezultaty pod względem efektywności ekologicznej, |
|
— |
aby możliwa była niezbędna elastyczność, dokładną wartość procentową ustala się w poszczególnych przypadkach, zawsze w celu promowania najbardziej ekologicznych produktów i zapewnienia konsumentom wystarczającego wyboru produktów, |
|
— |
uwzględnia bilans netto korzyści i obciążeń dla środowiska, w tym w zakresie zdrowia i bezpieczeństwa; w stosownych przypadkach uwzględnia się aspekty społeczne i etyczne, np. poprzez odniesienie do odpowiednich konwencji i umów międzynarodowych, takich jak odpowiednie normy MOP i kodeksy postępowania, |
|
— |
jest on opracowywany w oparciu o najbardziej znaczące rodzaje wpływu produktu na środowisko, wyrażane, na ile to możliwe, za pomocą głównych technicznych wskaźników efektywności ekologicznej produktu, i może być poddany ocenie zgodnie z zasadami zawartymi w niniejszym rozporządzeniu, |
|
— |
jest on opracowywany w oparciu o rzetelne dane i informacje, które są reprezentatywne, w jak najszerszym zakresie, dla całego rynku Wspólnoty, |
|
— |
jest on opracowywany w oparciu o dane dotyczące cyklu życia i ilościowo ujęte rodzaje wpływu na środowisko, w stosownych przypadkach zgodnie z europejskimi referencyjnymi systemami danych na temat cyklu życia (ELCD), |
|
— |
uwzględnia opinie wszystkich zainteresowanych stron uczestniczących w procesie konsultacji, |
|
— |
gwarantuje harmonizację z istniejącymi przepisami mającymi zastosowanie do danej grupy produktów w zakresie definicji, metod badań i dokumentacji technicznej i administracyjnej, |
|
— |
uwzględnia stosowne dziedziny polityki Wspólnoty oraz wyniki prac dotyczących podobnych grup produktów. |
Wniosek w sprawie projektu kryteriów napisany jest w sposób przystępny dla zainteresowanych. Zawiera uzasadnienie dla każdego z kryteriów i przedstawia korzyści dla środowiska związane z każdym z nich. Podkreśla kryteria odpowiadające cechom kluczowym dla środowiska.
Sprawozdanie merytoryczne zawiera co najmniej:
|
— |
naukowe wyjaśnienia każdego wymogu i kryterium, |
|
— |
ilościowe ujęcie ogólnego poziomu efektywności ekologicznej, którego osiągnięcie powinno wynikać z zastosowania całego zestawu kryteriów, w porównaniu z poziomem osiąganym przez przeciętne produkty dostępne na rynku, |
|
— |
oszacowanie spodziewanego wpływu całego zestawu kryteriów na środowisko, gospodarkę i społeczeństwo, |
|
— |
odpowiednie metody badania służące ocenie spełnienia poszczególnych kryteriów, |
|
— |
szacunkowe koszty badań, |
|
— |
w odniesieniu do każdego kryterium, informacje na temat wszystkich badań, sprawozdań i innych dokumentów przeprowadzanych lub sporządzanych przez użytkowników na żądanie jednostki właściwej zgodnie z art. 10 ust. 3. |
Wniosek w sprawie projektu kryteriów oraz sprawozdanie merytoryczne udostępniane są na specjalnej stronie internetowej Komisji poświęconej oznakowaniu ekologicznemu UE, do wglądu oraz jako punkt wyjścia do uwag. Strona prowadząca prace związane z określeniem grupy produktów przesyła wniosek oraz sprawozdanie wszystkim zainteresowanym stronom.
Organizowane są co najmniej dwa otwarte spotkania grupy roboczej w sprawie projektu kryteriów, na które zapraszane są wszystkie zainteresowane strony, takie jak jednostki właściwe, przedstawiciele sektora (w tym MŚP), związki zawodowe, sprzedawcy detaliczni, importerzy, organizacje ekologiczne i konsumenckie. W spotkaniach tych uczestniczy również Komisja.
Wniosek w sprawie projektu kryteriów oraz sprawozdanie merytoryczne udostępniane są co najmniej na miesiąc przed pierwszym spotkaniem grupy roboczej. Wszelkie kolejne wnioski w sprawie projektu kryteriów udostępniane są co najmniej na miesiąc przed kolejnymi spotkaniami. Uzasadnienia wszelkich zmian kryteriów wprowadzanych w kolejnych projektach są szczegółowo przedstawiane i dokumentowane odniesieniami do dyskusji prowadzonych w ramach otwartych spotkań grup roboczych oraz do uwag otrzymanych w wyniku konsultacji publicznych.
Na wszystkie uwagi otrzymane w trakcie procesu opracowywania kryteriów udziela się odpowiedzi ze wskazaniem, czy uwagi zostały przyjęte, czy też odrzucone, i z jakiego powodu.
3. Sprawozdanie końcowe i projekt kryteriów
Sprawozdanie końcowe zawiera:
Jasne odpowiedzi na wszelkie uwagi i wnioski, ze wskazaniem, czy zostały przyjęte, czy też odrzucone, i z jakiego powodu. Zainteresowane strony zarówno z Unii Europejskiej, jak i spoza niej, są traktowane na równych zasadach.
Ponadto sprawozdanie zawiera:
|
— |
jednostronicowe podsumowanie poziomu poparcia dla projektowanych kryteriów ze strony jednostek właściwych, |
|
— |
podsumowujący wykaz wszystkich dokumentów przesłanych w trakcie opracowywania kryteriów wraz z datą ich przesłania i informacją o tym, komu został przesłany każdy z dokumentów, wraz z kopią danych dokumentów, |
|
— |
wykaz wszystkich zainteresowanych stron uczestniczących w opracowywaniu kryteriów lub stron, których opinii zasięgnięto, lub tych, które swoją opinię wyraziły, razem z ich danymi kontaktowymi, |
|
— |
streszczenie, |
|
— |
trzy kluczowe dla środowiska cechy grupy produktów opatrzonych oznakowaniem ekologicznym, które mogą znaleźć się na oznakowaniu fakultatywnym z polem tekstowym opisanym w załączniku II, |
|
— |
wniosek w sprawie strategii rynkowej i komunikacyjnej dla grupy produktów. |
Wszelkie uwagi dotyczące sprawozdania końcowego są brane pod uwagę, a informacje na temat sposobu ich uwzględnienia są przedstawiane na żądanie.
4. Podręcznik dla potencjalnych użytkowników oznakowania ekologicznego UE i jednostek właściwych
Opracowuje się podręcznik, którego celem jest wspieranie potencjalnych użytkowników oznakowania ekologicznego UE oraz jednostek właściwych w przeprowadzeniu oceny zgodności produktu z kryteriami.
5. Podręcznik dla organów udzielających zamówień publicznych
Opracowuje się podręcznik zawierający wskazówki na temat stosowania kryteriów oznakowania ekologicznego UE, przeznaczony dla organów udzielających zamówień publicznych.
Komisja dostarczy wzory podręcznika dla potencjalnych użytkowników i jednostek właściwych oraz podręcznika dla organów udzielających zamówień publicznych, przetłumaczone na wszystkie języki urzędowe Wspólnoty.
B. Procedura skrócona w przypadku gdy kryteria zostały opracowane w ramach innych programów oznakowań ekologicznych EN ISO 14024 typ I
Komisji przedkłada się jedno sprawozdanie. Sprawozdanie zawiera sekcję wykazującą spełnienie określonych w części A wymogów technicznych i wymogów odnoszących się do konsultacji, razem z wnioskiem w sprawie projektu kryteriów, podręcznikiem dla potencjalnych użytkowników oznakowania ekologicznego UE i jednostek właściwych oraz podręcznikiem dla organów udzielających zamówień publicznych.
Jeśli Komisja stwierdza, że sprawozdanie i kryteria spełniają wymagania określone w części A, udostępnia je do konsultacji publicznej na specjalnej stronie internetowej Komisji poświęconej oznakowaniu ekologicznemu UE, przez okres dwóch miesięcy, w celu przedstawiania uwag.
Na wszystkie uwagi otrzymane w trakcie konsultacji publicznych udziela się odpowiedzi ze wskazaniem, czy uwagi zostały przyjęte, czy też odrzucone, i z jakiego powodu.
Komisja może przyjąć kryteria z zastrzeżeniem wszelkich zmian wprowadzonych w trakcie konsultacji publicznych oraz jeżeli żadne państwo członkowskie nie zażąda otwartego spotkania grupy roboczej, zgodnie z art. 8.
Na żądanie któregokolwiek z państw członkowskich organizuje się otwarte spotkanie grupy roboczej w sprawie projektu kryteriów, w którym uczestniczą wszystkie zainteresowane strony, takie jak jednostki właściwe, przedstawiciele sektora (w tym MŚP), związki zawodowe, sprzedawcy detaliczni, importerzy, organizacje ekologiczne i konsumenckie. W spotkaniu tym uczestniczy również Komisja.
Komisja może przyjąć kryteria zgodnie z art. 8, z zastrzeżeniem wszelkich zmian wprowadzonych w trakcie konsultacji publicznych i otwartego spotkania grupy roboczej.
C. Procedura skrócona w celu zmiany innych niż istotne elementów kryteriów
Komisja przedstawia sprawozdanie zawierające następujące elementy:
|
— |
uzasadnienie wyjaśniające, dlaczego nie jest konieczna całkowita zmiana kryteriów i dlaczego wystarczy zwykłe uaktualnienie kryteriów i ich stopni rygorystyczności, |
|
— |
część techniczną uaktualniającą poprzednie dane rynkowe wykorzystane do ustalenia kryteriów, |
|
— |
zmieniony wniosek w sprawie projektu kryteriów, |
|
— |
ilościowe ujęcie ogólnego poziomu efektywności ekologicznej, którego osiągnięcia oczekuje się po zastosowaniu całego zestawu zmienionych kryteriów, w porównaniu z poziomem osiąganym przez przeciętne produkty dostępne na rynku, |
|
— |
zmieniony podręcznik dla potencjalnych użytkowników oznakowania ekologicznego UE i jednostek właściwych, oraz |
|
— |
zmieniony podręcznik dla organów udzielających zamówień publicznych. |
Sprawozdanie i wniosek w sprawie projektu kryteriów udostępniane są przez dwa miesiące na specjalnej stronie internetowej Komisji poświęconej oznakowaniu ekologicznemu UE, do wglądu oraz jako punkt wyjścia do uwag.
Na wszystkie uwagi otrzymane w trakcie konsultacji publicznych udziela się odpowiedzi ze wskazaniem, czy uwagi zostały przyjęte, czy też odrzucone, i z jakiego powodu.
Komisja może przyjąć kryteria zgodnie z art. 8, z zastrzeżeniem wszelkich zmian wprowadzonych w trakcie konsultacji publicznych oraz jeżeli żadne państwo członkowskie nie zażąda otwartego spotkania grupy roboczej.
Na żądanie któregokolwiek z państw członkowskich organizuje się otwarte spotkanie grupy roboczej w sprawie projektu zmienionych kryteriów, w którym uczestniczą wszystkie zainteresowane strony, takie jak jednostki właściwe, przedstawiciele sektora (w tym MŚP), związki zawodowe, sprzedawcy detaliczni, importerzy, organizacje ekologiczne i konsumenckie. W spotkaniu tym uczestniczy również Komisja.
Komisja może przyjąć kryteria zgodnie z art. 8, z zastrzeżeniem wszelkich zmian wprowadzonych w trakcie konsultacji publicznych i otwartego spotkania grupy roboczej.
ZAŁĄCZNIK II
FORMA OZNAKOWANIA EKOLOGICZNEGO UE
Oznakowanie ekologiczne UE ma następującą formę:
Oznakowanie:

Oznakowanie fakultatywne z polem tekstowym (możliwość zastosowania przez podmiot gospodarczy pola tekstowego z użyciem tekstu, który został określony w kryteriach dotyczących odnośnej grupy produktu):
Na produkcie umieszcza się również numer rejestracyjny oznakowania ekologicznego UE. Numer rejestracyjny ma następujący format:
![]()
Przy czym xxxx oznacza kraj rejestracji, yyy odnosi się do grupy produktów, a zzzzz to numer rejestracyjny przyznany przez jednostkę właściwą.
Oznakowanie, oznakowanie fakultatywne z polem tekstowym oraz numer rejestracyjny drukowane są albo w dwóch kolorach (liście i łodyga kwiatu, symbol „Є”, adres strony internetowej i skrót EU – w kolorze zielonym Pantone 347, pozostałe elementy, tekst i ramka – w kolorze Pantone 279), albo czarno na białym, albo biało na czarnym.
ZAŁĄCZNIK III
OPŁATY
1. Opłata za rozpatrzenie wniosku
Jednostka właściwa, w której złożono wniosek, pobiera opłatę zgodną z rzeczywistymi kosztami administracyjnymi rozpatrzenia wniosku. Opłata ta nie może wynosić mniej niż 200 EUR i nie może być wyższa niż 1 200 EUR.
W przypadku małych i średnich przedsiębiorstw (1) oraz podmiotów gospodarczych z krajów rozwijających się maksymalna opłata za rozpatrzenie wniosku nie może być wyższa niż 600 EUR.
W przypadku mikroprzedsiębiorstw maksymalna opłata za rozpatrzenie wniosku wynosi 350 EUR (1).
Opłatę za rozpatrzenie wniosku obniża się o 20 % w przypadku wnioskodawców zarejestrowanych we wspólnotowym systemie ekozarządzania i audytu (EMAS) lub posiadających certyfikat ISO 14001. Zniżka ta może być przyznana pod warunkiem, że wnioskodawca wyraźnie zobowiąże się w swojej polityce środowiskowej do zapewnienia pełnej zgodności swoich produktów opatrzonych oznakowaniem ekologicznym z kryteriami oznakowania ekologicznego UE przez cały okres obowiązywania umowy, a zobowiązanie to zostanie należycie wpisane na listę szczegółowych celów środowiskowych. Wnioskodawcy posiadający certyfikat ISO 14001 wykazują raz w roku, że realizują to zobowiązanie. Wnioskodawcy zarejestrowani w EMAS przekazują kopię swojej corocznej zweryfikowanej deklaracji środowiskowej.
2. Opłata roczna
Jednostka właściwa może wymagać od każdego wnioskodawcy, któremu przyznano oznakowanie ekologiczne UE, aby wnosił roczną opłatę w wysokości do 1 500 EUR za używanie oznakowania.
W przypadku małych i średnich przedsiębiorstw oraz podmiotów gospodarczych z krajów rozwijających się maksymalna opłata roczna nie może być wyższa niż 750 EUR.
W przypadku mikroprzedsiębiorstw maksymalna opłata roczna wynosi 350 EUR.
Opłata roczna obejmuje okres rozpoczynający się w dniu przyznania wnioskodawcy oznakowania ekologicznego UE.
(1) MŚP oraz mikroprzedsiębiorstwa określone w zaleceniu Komisji 2003/361/WE z dnia 6 maja 2003 r. (Dz.U. L 124 z 20.5.2003, s. 36).
ZAŁĄCZNIK IV
WZÓR UMOWY OBEJMUJĄCEJ WARUNKI UŻYWANIA OZNAKOWANIA EKOLOGICZNEGO UE
PREAMBUŁA
Jednostka właściwa … (pełna nazwa), zwana dalej „jednostką właściwą”,
z siedzibą w … (pełny adres), reprezentowana do celów podpisania niniejszej umowy przez … (nazwisko osoby odpowiedzialnej), oraz … (pełna nazwa użytkownika), występujący w charakterze producenta, wytwórcy, importera, usługodawcy, sprzedawcy hurtowego lub detalicznego, z siedzibą w: … (pełny adres), zwany dalej „użytkownikiem”, reprezentowany przez … (nazwisko osoby odpowiedzialnej), uzgodniły, co następuje, w odniesieniu do użytkowania oznakowania ekologicznego UE zgodnie z rozporządzeniem (WE) nr 66/2010 Parlamentu Europejskiego i Rady z dnia 25 listopada 2009 w sprawie oznakowania ekologicznego UE (1), zwanego dalej „rozporządzeniem w sprawie oznakowania ekologicznego UE”:
1. UŻYWANIE OZNAKOWANIA EKOLOGICZNEGO UE
1.1. Jednostka właściwa przyznaje użytkownikowi prawo używania oznakowania ekologicznego UE dla jego produktów opisanych w załączonej specyfikacji produktu, zgodnych z kryteriami dotyczącymi danej grupy produktów, obowiązującymi w okresie …, przyjętymi przez Komisję Wspólnot Europejskich w dniu … (data), opublikowanymi w Dzienniku Urzędowym Unii Europejskiej z dnia … (pełne odniesienie) i załączonymi do niniejszej umowy.
1.2. Oznakowanie ekologiczne UE jest używane tylko w formach przewidzianych w załączniku II do rozporządzenia w sprawie oznakowania ekologicznego UE.
1.3. Użytkownik zapewnia ciągłe spełnianie przez oznakowany produkt w okresie obowiązywania niniejszej umowy wszystkich warunków używania oraz postanowień określonych w art. 9 rozporządzenia w sprawie oznakowania ekologicznego UE. Nie jest wymagane składanie nowego wniosku w przypadku zmian właściwości produktu niemających wpływu na zgodność z kryteriami. Użytkownik informuje jednakże jednostkę właściwą o tego rodzaju zmianach listem poleconym. Jednostka właściwa może przeprowadzić stosowne weryfikacje.
1.4. Umowę można rozszerzyć na większą gamę produktów niż początkowo przewidywana, pod warunkiem uzyskania zgody jednostki właściwej oraz pod warunkiem, że należą one do tej samej grupy produktów i również spełniają kryteria. Jednostka właściwa może zweryfikować, czy warunek ten został spełniony. Załącznik zawierający szczegółową specyfikację produktu zmienia się odpowiednio.
1.5. Użytkownik nie reklamuje ani nie wydaje żadnych oświadczeń ani nie używa jakichkolwiek oznakowań ani logo niezgodnych z prawdą, mylących, dezorientujących lub podważających wiarygodność oznakowania ekologicznego UE.
1.6. Zgodnie z niniejszą umową użytkownik jest odpowiedzialny za sposób używania oznakowania ekologicznego UE w odniesieniu do swojego produktu, zwłaszcza w reklamach.
1.7. Jednostka właściwa, w tym jej przedstawiciele upoważnieni w tym celu, może podjąć wszelkie niezbędne weryfikacje mające na celu monitorowanie bieżącego spełniania przez użytkownika kryteriów dotyczących grupy produktów i warunków używania lub postanowień niniejszej umowy zgodnie z zasadami określonymi w art. 10 rozporządzenia w sprawie oznakowania ekologicznego UE.
2. ZAWIESZENIE I WYCOFANIE
2.1. W przypadku gdy użytkownik stwierdzi, że nie spełnia warunków używania lub postanowień art. 1 niniejszej umowy, powiadamia o tym jednostkę właściwą i powstrzymuje się od używania oznakowania ekologicznego UE do czasu spełnienia tych warunków używania lub postanowień i powiadomienia o tym jednostki właściwej.
2.2. W przypadku gdy jednostka właściwa uzna, że użytkownik naruszył jakikolwiek warunek używania lub postanowienie niniejszej umowy, jednostka właściwa jest uprawniona do zawieszenia lub wycofania udzielonego użytkownikowi zezwolenia na używanie oznakowania ekologicznego UE oraz do podjęcia środków niezbędnych do uniemożliwienia użytkownikowi dalszego używania go, w tym środków przewidzianych w art. 10 i 17 rozporządzenia w sprawie oznakowania ekologicznego UE.
3. OGRANICZENIE ODPOWIEDZIALNOŚCI I ODSZKODOWANIA
3.1. Użytkownik nie może włączać oznakowania ekologicznego UE w zakres jakiejkolwiek gwarancji ani rękojmi za produkt, o którym mowa w art. 1.1 niniejszej umowy.
3.2. Jednostka właściwa, w tym jej upoważnieni przedstawiciele, nie ponosi odpowiedzialności za jakiekolwiek straty lub szkody poniesione przez użytkownika, a wynikające z przyznania lub używania oznakowania ekologicznego UE.
3.3. Jednostka właściwa, w tym jej upoważnieni przedstawiciele, nie ponosi odpowiedzialności za jakiekolwiek straty lub szkody poniesione przez stronę trzecią, a wynikające z przyznania lub używania oznakowania ekologicznego UE, w tym również w reklamie.
3.4. Użytkownik ponosi odpowiedzialność wobec jednostki właściwej za wszelkie straty, szkody lub odpowiedzialność jednostki właściwej lub jej upoważnionych przedstawicieli poniesione lub powstałe w wyniku naruszenia niniejszej umowy przez użytkownika lub w wyniku przyjęcia przez jednostkę właściwą za wiarygodne informacji lub dokumentów dostarczonych przez użytkownika; dotyczy to także roszczeń stron trzecich.
4. OPŁATY
4.1. Wysokość opłaty za rozpatrzenie wniosku i opłaty rocznej ustala się zgodnie z załącznikiem III do rozporządzenia w sprawie oznakowania ekologicznego UE.
4.2. Używanie oznakowania ekologicznego UE jest uzależnione od terminowego uiszczenia wszelkich stosownych opłat.
5. OKRES OBOWIĄZYWANIA UMOWY I PRAWO WŁAŚCIWE
5.1. O ile nie postanowiono inaczej w art. 5.2, 5.3 i 5.4, niniejsza umowa obowiązuje od daty jej podpisania do (…) lub do chwili wygaśnięcia obowiązywania kryteriów dotyczących danej grupy produktów, w zależności od tego, która data nastąpi wcześniej.
5.2. W przypadku gdy użytkownik naruszył jakiekolwiek warunki używania lub postanowienia niniejszej umowy w rozumieniu art. 2.2, jednostka właściwa jest uprawniona do uznania tego za naruszenie warunków umowy, upoważniające jednostkę właściwą, w uzupełnieniu postanowień art. 2.2, do rozwiązania umowy w terminie wcześniejszym niż określony w art. 5.1, w (termin ten jest ustalany przez jednostkę właściwą), listem poleconym skierowanym do użytkownika.
5.3. Użytkownik może rozwiązać umowę z zachowaniem trzymiesięcznego okresu wypowiedzenia, o czym powiadamia jednostkę właściwą listem poleconym.
5.4. Jeżeli obowiązywanie kryteriów dotyczących grupy produktów zgodnie z art. 1.1 zostanie przedłużone na jakikolwiek okres w niezmienionej postaci i jeżeli na przynajmniej trzy miesiące przed wygaśnięciem ważności kryteriów dotyczących grupy produktów i niniejszej umowy jednostka właściwa nie przesłała pisemnego zawiadomienia o wygaśnięciu, informuje ona użytkownika z przynajmniej trzymiesięcznym wyprzedzeniem, że umowa zostanie automatycznie przedłużona na okres obowiązywania kryteriów dotyczących grupy produktów.
5.5. Po wygaśnięciu niniejszej umowy użytkownik nie może używać oznakowania ekologicznego UE w odniesieniu do produktu, o którym mowa w art. 1.1 i w załączniku do niniejszej umowy, ani w celu etykietowania, ani w celach reklamowych. Przez okres sześciu miesięcy od wygaśnięcia umowy oznakowanie ekologiczne UE może jednak występować na wyprodukowanych przed wygaśnięciem umowy zapasach będących w posiadaniu użytkownika lub innych osób. To ostatnie postanowienie nie ma zastosowania, jeżeli umowa wygasła z przyczyn określonych w art. 5.2.
5.6. Wszelkie spory między jednostką właściwą a użytkownikiem lub wszelkie roszczenia jednej ze stron wobec drugiej związane z niniejszą umową, których umawiające się strony nie rozstrzygną między sobą polubownie, podlegają prawu właściwemu ustalonemu zgodnie z rozporządzeniem Parlamentu Europejskiego i Rady (WE) nr 593/2008 z dnia 17 czerwca 2008 r. w sprawie prawa właściwego dla zobowiązań umownych („Rzym I”) (2) i z rozporządzeniem (WE) nr 864/2007 Parlamentu Europejskiego i Rady z dnia 11 lipca 2007 r. dotyczącym prawa właściwego dla zobowiązań pozaumownych („Rzym II”) (3).
Następujące załączniki stanowią część niniejszej umowy:
|
— |
kopia rozporządzenia (WE) Parlamentu Europejskiego i Rady nr 66/2010 z dnia 25 listopada 2009 w sprawie oznakowania ekologicznego UE, w języku(-ach) (odpowiedni(-e) język(-i) Wspólnoty), |
|
— |
specyfikacja produktu, obejmująca przynajmniej informacje dotyczące nazw lub wewnętrznych numerów referencyjnych wytwórcy, lokalizacji wytwarzania oraz odpowiedniego numeru lub odpowiednich numerów rejestracyjnych oznakowania ekologicznego UE, |
|
— |
kopia decyzji Komisji … (w sprawie kryteriów dotyczących danej grupy produktów). |
Sporządzono w … w dniu …
…
(Jednostka właściwa)
Wyznaczona osoba …
…
(Podpis prawnie wiążący)
…
(Użytkownik)
Wyznaczona osoba …
…
(Podpis prawnie wiążący)
(1) Dz.U. L 27 z 30.1.2010, s. 1.
ZAŁĄCZNIK V
WYMOGI DOTYCZĄCE JEDNOSTEK WŁAŚCIWYCH
1. Jednostka właściwa musi być niezależna od ocenianej organizacji lub produktu.
Jednostkę należącą do stowarzyszenia przedsiębiorców lub zrzeszenia branżowego reprezentującego przedsiębiorstwa zaangażowane w projektowanie, wytwarzanie, dostarczanie, montowanie, użytkowanie lub utrzymanie ocenianych produktów można wyznaczyć jako jednostkę właściwą pod warunkiem, że wykazano jej niezależność i niewystępowanie jakiegokolwiek konfliktu interesów.
2. Jednostka właściwa, jej najwyższe kierownictwo oraz pracownicy odpowiedzialni za wykonywanie zadań związanych z oceną zgodności nie mogą być projektantami, wytwórcami, dostawcami, instalatorami, nabywcami, właścicielami, użytkownikami ani konserwatorami ocenianych produktów, ani upoważnionymi przedstawicielami żadnej z wymienionych stron. Nie wyklucza to korzystania z ocenianych produktów niezbędnych do działania jednostki właściwej ani korzystania z tego rodzaju produktów do celów prywatnych.
Jednostka właściwa, jej ścisłe kierownictwo oraz pracownicy odpowiedzialni za wykonywanie zadań związanych z oceną zgodności nie mogą być bezpośrednio zaangażowani w projektowanie, wytwarzanie ani konstruowanie, wprowadzanie do obrotu, instalację, użytkowanie ani konserwację tych produktów, ani reprezentować stron zaangażowanych w taką działalność. Nie mogą podejmować żadnej działalności mogącej stać w sprzeczności z niezależnością ich sądów lub z ich rzetelnością w zakresie oceny zgodności, do wykonywania której zostali powołani. Dotyczy to w szczególności usług doradczych.
Jednostki właściwe zapewniają, aby działalność ich spółek zależnych lub podwykonawców nie wpływała na poufność, obiektywizm ani bezstronność ich działalności związanej z oceną zgodności.
3. Jednostki właściwe i ich pracownicy wykonują zadania związane z oceną zgodności z najwyższą rzetelnością zawodową i w oparciu o wymagane kwalifikacje techniczne w danej dziedzinie oraz nie mogą podlegać żadnym naciskom i zachętom, zwłaszcza finansowym, mogącym wpływać na ich osąd lub wyniki ich działalności związanej z oceną zgodności, szczególnie ze strony osób lub grup osób mających interes w wynikach tej działalności.
4. Jednostka właściwa musi być w stanie wykonywać wszelkie zadania dotyczące oceny zgodności wyznaczone jej w niniejszym rozporządzeniu, bez względu na to, czy zadanie te wykonuje sama jednostka właściwa, czy też są one wykonywane w jej imieniu i na jej odpowiedzialność.
W przypadku każdej procedury oceny zgodności i każdego rodzaju lub kategorii produktów będących przedmiotem powołania jednostka właściwa musi dysponować stale następującymi elementami w niezbędnym zakresie:
|
a) |
wiedzą techniczną oraz doświadczeniem wystarczającym i odpowiednim do wykonywania zadań związanych z oceną zgodności; |
|
b) |
opisami procedur, zgodnie z którymi przeprowadza ocenę zgodności, przy zapewnieniu przejrzystości i powtarzalności tych procedur. Posiada odpowiednią politykę i procedury, pozwalające na odróżnienie zadań wykonywanych w charakterze jednostki właściwej od wszelkiej innej działalności; |
|
c) |
procedurami służącymi prowadzeniu działalności przy uwzględnieniu wielkości przedsiębiorstwa, sektora, w którym ono działa, jego struktury, stopnia złożoności technologii wytwarzania danego produktu oraz masowego lub seryjnego charakteru procesu produkcyjnego. |
Jednostka właściwa musi dysponować środkami koniecznymi do prawidłowego wykonywania zadań technicznych i administracyjnych związanych z oceną zgodności i mieć dostęp do wszelkich niezbędnych urządzeń lub obiektów.
5. Pracownicy odpowiedzialni za wykonywanie zadań związanych z oceną zgodności muszą posiadać:
|
a) |
gruntowną wiedzę obejmującą wszelkie działania związane z oceną zgodności, do wykonywania których jednostka właściwa została powołana; |
|
b) |
umiejętność sporządzania zaświadczeń, zapisów i sprawozdań dokumentujących przeprowadzenie ocen. |
6. Zagwarantowana musi być bezstronność jednostek właściwych, ich najwyższego kierownictwa oraz pracowników wykonujących oceny.
Wynagrodzenie najwyższego kierownictwa jednostki właściwej i jej pracowników wykonujących oceny nie może zależeć od liczby przeprowadzonych ocen ani od ich wyników.
7. Jednostki właściwe biorą udział w stosownej działalności normalizacyjnej i w działalności grupy roboczej jednostek właściwych, o której mowa w art. 13 niniejszego rozporządzenia, lub zapewniają informowanie swoich pracowników o tej działalności, oraz stosują – w charakterze ogólnych wytycznych – decyzje administracyjne i dokumenty opracowane w wyniku prac tej grupy.
|
30.1.2010 |
PL |
Dziennik Urzędowy Unii Europejskiej |
L 27/20 |
ROZPORZĄDZENIE PARLAMENTU EUROPEJSKIEGO I RADY (WE) NR 67/2010
z dnia 30 listopada 2009 r.
ustanawiające ogólne zasady przyznawania pomocy finansowej Wspólnoty w zakresie sieci transeuropejskich
(wersja ujednolicona)
PARLAMENT EUROPEJSKI I RADA UNII EUROPEJSKIEJ,
uwzględniając Traktat ustanawiający Wspólnotę Europejską, w szczególności jego art. 156,
uwzględniając wniosek Komisji,
uwzględniając opinię Europejskiego Komitetu Ekonomiczno-Społecznego (1),
po konsultacji z Komitetem Regionów,
stanowiąc zgodnie z procedurą określoną w art. 251 Traktatu (2),
a także mając na uwadze, co następuje:
|
(1) |
Rozporządzenie Rady (WE) nr 2236/95 Parlamentu Europejskiego i Rady z 18 września 1995 r. ustanawiające ogólne zasady przyznawania pomocy finansowej Wspólnoty w zakresie sieci transeuropejskich (3) zostało znacząco zmienione (4). Dla zapewnienia jasności i zrozumiałości należy sporządzić jego wersję ujednoliconą. |
|
(2) |
Art. 155 Traktatu przewiduje, że Wspólnota tworzy zbiór wytycznych obejmujących cele, priorytety i ogólne kierunki działań dotyczących sfery sieci transeuropejskich, a także, że Wspólnota może wspierać projekty będące przedmiotem wspólnego zainteresowania w zakresie sieci transeuropejskich. Na mocy tego artykułu, pomoc wspólnotowa może być przyznawana projektom stanowiącym przedmiot wspólnego zainteresowania, które są identyfikowane w ramach wytycznych. |
|
(3) |
Należy ustanowić ogólne zasady finansowania sieci transeuropejskich przez Wspólnotę, co pozwoli na wdrożenie art. 155. |
|
(4) |
Zaangażowanie funduszy pochodzących z prywatnych źródeł w sieci transeuropejskie powinno wzrastać, powinno też być rozwijane partnerstwo pomiędzy sektorem prywatnym i publicznym. |
|
(5) |
Pomoc wspólnotowa może w szczególności przyjmować formę studiów wykonalności, gwarancji kredytowych lub dopłat do oprocentowania. Te dopłaty i gwarancje związane są w szczególności ze wsparciem finansowym udzielanym przez Europejski Bank Inwestycyjny lub przez inne publiczne lub prywatne organy finansowe. W niektórych należycie uzasadnionych przypadkach może być rozważane udzielenie bezpośredniej dotacji dla danej inwestycji. |
|
(6) |
Gwarancje kredytowe powinny być udzielane na zasadach komercyjnych przez Europejski Fundusz Inwestycyjny lub inne organizacje finansowe. Pomoc finansowa Wspólnoty może obejmować całość lub część opłat ponoszonych przez beneficjentów tych gwarancji. |
|
(7) |
Pomoc wspólnotowa jest głównie przeznaczona na przezwyciężenie wszelkich przeszkód finansowych, które mogą pojawiać się we wstępnej fazie projektu. |
|
(8) |
Konieczne jest ustalenie limitu dla pomocy wspólnotowej w stosunku do całkowitych kosztów inwestycji. Należy jednak ustanowić wyższą stawkę pomocy wspólnotowej w celu wsparcia ukończenia połączeń transgranicznych w zakresie projektów priorytetowych. |
|
(9) |
Ustanowienie partnerstw publiczno-prywatnych (lub innych form współpracy między sektorami publicznym i prywatnym) wymaga zdecydowanego zaangażowania finansowego inwestorów instytucjonalnych wystarczająco atrakcyjnego, by zgromadzić kapitał prywatny. Przyznanie finansowej pomocy Wspólnoty w wymiarze wieloletnim pozwoliłoby na usunięcie niepewności, które spowalniają rozwój projektów. Dlatego należy podjąć środki w celu przyznania wsparcia finansowego projektom wybranym na podstawie wieloletniego zobowiązania prawnego. |
|
(10) |
Pomoc wspólnotowa powinna być przyznawana dla projektów na podstawie tego, w jakim stopniu przyczyniają się do osiągnięcia celów art. 154 Traktatu i innych celów i priorytetów wynikających z wytycznych, o których mowa w art. 155 Traktatu. Powinny być również wzięte pod uwagę inne aspekty, takie jak efekt stymulowania finansów publicznych i prywatnych, bezpośrednie i pośrednie społeczno-ekonomiczne skutki projektów, w szczególności w zakresie zatrudnienia i oddziaływania na środowisko. |
|
(11) |
Właściwym jest umożliwienie uczestnictwa kapitału podwyższonego ryzyka w funduszach inwestycyjnych skoncentrowanych priorytetowo na dostarczaniu kapitału podwyższonego ryzyka na rzecz projektów sieci transeuropejskiej w wysokości do 1 % kwoty ogółem na okres 2000—2006 r. celem zdobycia doświadczenia w zakresie tej formy finansowania. Limit ten może zostać zwiększony do 2 % w następstwie przeglądu funkcjonowania tego instrumentu. Jest również właściwym przeanalizowanie dalszych możliwości jego zwiększania w przyszłości. |
|
(12) |
Celem zwiększenia przejrzystości oraz spełnienia oczekiwań wobec projektów lub grup projektów wiążących się z istotnymi długookresowymi potrzebami finansowymi, pożądane jest sporządzenie wieloletnich programów indykatywnych w poszczególnych sektorach lub dziedzinach. Programy takie powinny wskazywać, jakie wsparcie w skali roku oraz ogółem może być przeznaczone w danym okresie na takie projekty lub grupy projektów oraz służyć jako odniesienie na potrzeby corocznych decyzji dotyczących przyznawania pomocy finansowej w ramach rocznych środków budżetowych, jeśli spełniają one wymogi zawarte w odpowiednich wieloletnich programach indykatywnych. Jednakże kwoty roczne wskazane w tych programach nie stanowią zobowiązań budżetowych. |
|
(13) |
Komisja musi dokładnie oszacować potencjalną żywotność gospodarczą projektów, przy pomocy analiz typu kosztów i korzyści oraz innych właściwych kryteriów, jak i również ich finansową rentowność. |
|
(14) |
Wspólnotowe wsparcie finansowe na mocy art. 155 ust. 1 akapit pierwszy tiret trzecie Traktatu musi być zgodne z polityką Wspólnoty, w szczególności w zakresie sieci i ochrony środowiska, konkurencji i zamówień publicznych. Ochrona środowiska powinna obejmować ocenę wpływu na środowisko. |
|
(15) |
Konieczne jest jasne ustalenie odpowiednich praw i obowiązków państw członkowskich i Komisji w odniesieniu do kontroli finansowej. |
|
(16) |
Komisja musi zapewnić właściwą koordynację wszelkiej działalności wspólnotowej, szczególnie finansowania sieci transeuropejskich oraz finansowania z Funduszy Strukturalnych i Funduszu Spójności, Europejskiego Funduszu Inwestycyjnego i Europejskiego Banku Inwestycyjnego, które mają wpływ na sieci transeuropejskie. |
|
(17) |
Powinny zostać podjęte postanowienia dotyczące odpowiednich metod szacowania, śledzenia i kontroli pomocy wspólnotowej. |
|
(18) |
Należy zapewnić odpowiednią informację, widoczność pomocy i jawność w zakresie finansowanych działalności. |
|
(19) |
Mając na uwadze znaczenie sieci transeuropejskich, właściwe jest włączenie do niniejszego rozporządzenia ram finansowych w rozumieniu pkt 33 Porozumienia międzyinstytucjonalnego z dnia 6 maja 1999 r. pomiędzy Parlamentem Europejskim, Rada i Komisja w sprawie dyscypliny budżetowej i poprawy procedury budżetowej (5), w wysokości 4 874 880 000 EUR na realizację na okres 2000-2006 r. |
|
(20) |
Właściwe jest, aby Rada zbadała, czy należy kontynuować czy zmienić środki na podstawie niniejszego rozporządzenia w świetle wyczerpującego sprawozdania przedłożonego przez Komisję przed końcem 2006 r. |
|
(21) |
Środki niezbędne do wykonania niniejszego rozporządzenia powinny zostać przyjęte zgodnie z decyzją Rady 1999/468/WE z dnia 28 czerwca 1999 r. ustanawiającą warunki wykonywania uprawnień wykonawczych przyznanych Komisji (6), |
PRZYJMUJE NINIEJSZE ROZPORZĄDZENIE:
Artykuł 1
Definicja i zakres stosowania
Niniejsze rozporządzenie określa warunki i procedury przyznawania pomocy wspólnotowej zgodnie z art. 155 ust. 1 akapit pierwszy tiret trzecie Traktatu dla projektów stanowiących przedmiot wspólnego zainteresowania, dotyczących transeuropejskich sieci w zakresie infrastruktury telekomunikacyjnej oraz dla projektów stanowiących przedmiot wspólnego zainteresowania, dotyczących transeuropejskich sieci w zakresie infrastruktury transportu i energetyki, o których mowa w art. 20 akapit trzeci rozporządzenia (WE) nr 680/2007 Parlamentu Europejskiego i Rady z dnia 20 czerwca 2007 r. ustanawiające ogólne zasady przyznawania pomocy finansowej Wspólnoty w zakresie transeuropejskich sieci transportowych i energetycznych (7).
Artykuł 2
Uprawnienia do korzystania z pomocy
Pomoc wspólnotowa może być przyznawana wyłącznie dla projektów stanowiących przedmiot wspólnego zainteresowania (zwanych dalej „projektami”) określonych w ramach wytycznych, o których mowa w art. 155 ust. 1 akapit pierwszy tiret trzecie Traktatu.
Poszczególne części projektu również są kwalifikowane, jeżeli stanowią jednostki niezależne pod względem technicznym i finansowym.
Artykuł 3
Formy pomocy
1. Pomoc wspólnotowa dla projektów może przyjmować jedną lub kilka z następujących form:
|
a) |
współfinansowanie badań związanych z projektami, w tym analiz przygotowawczych, badań wykonalności i analiz oceniających, a także techniczne wsparcie tych badań. Co do zasady, udział Wspólnoty nie może przekroczyć 50 % całkowitych kosztów analiz i badań. W wyjątkowych i należycie uzasadnionych przypadkach, z inicjatywy Komisji i za zgodą zainteresowanych państw członkowskich udział Wspólnoty może przekroczyć limit 50 %; |
|
b) |
dopłaty do oprocentowania pożyczek udzielanych przez Europejski Bank Inwestycyjny lub inne publiczne lub prywatne jednostki finansowe. Obowiązuje generalna zasada, że okres trwania takich dopłat nie przekracza pięciu lat; |
|
c) |
udział w opłatach za gwarancje zabezpieczające pożyczki udzielane przez Europejski Fundusz Inwestycyjny lub inne instytucje finansowe; |
|
d) |
bezpośrednie dotacje do inwestycji w należycie uzasadnionych przypadkach; |
|
e) |
udział w kapitale podwyższonego ryzyka na rzecz funduszy inwestycyjnych lub porównywalnych przedsięwzięć finansowych priorytetowo skoncentrowanych na dostarczaniu kapitału podwyższonego ryzyka na potrzeby projektów w zakresie sieci transeuropejskich z udziałem znacznych inwestycji sektora prywatnego; taki udział w kapitale ryzyka nie przekracza 1 % środków budżetowych na mocy art. 19. Zgodnie z procedurą, o której mowa w art. 18 ust. 2, limit ten może być zwiększony do 2 % od 2003 r. w świetle przeglądu funkcjonowania tego instrumentu, który ma być przedstawiony przez Komisję Parlamentowi Europejskiemu oraz Radzie. Udział może mieć miejsce bezpośrednio poprzez fundusz lub porównywalne przedsięwzięcie finansowe lub też właściwy instrument współinwestowania zarządzany przez to samo kierownictwo funduszu. Dalsze procedury stosowania takiego udziału w kapitale podwyższonego ryzyka określa załącznik I. |
2. Pomoc wspólnotowa, o której mowa w ust. 1, jest łączona tam, gdzie jest to właściwe, w celu maksymalnego wykorzystania stymulującej siły zaangażowanych środków budżetowych, które wykorzystuje się w najbardziej wydajny sposób.
3. Formy pomocy wspólnotowej, o której mowa w ust. 1, wykorzystuje się selektywnie, biorąc pod uwagę szczególne cechy różnych rodzajów sieci, których dotyczą oraz w celu zapewnienia by taka pomoc nie powodowała zniekształceń konkurencji między przedsiębiorstwami w danym sektorze.
4. Finansowanie projektów z zakresu infrastruktury transportowej w okresie, o którym mowa w art. 19, powinno być wykorzystywane w taki sposób, aby co najmniej 55 % zostało przeznaczone na kolej (w tym transport kombinowany), a co najwyżej 25 % na drogi.
5. Komisja szczególnie wspiera wykorzystanie prywatnych źródeł finansowania projektów finansowanych na podstawie niniejszego rozporządzenia, w przypadku gdy efekt mnożnikowy wspólnotowych instrumentów finansowych może być zmaksymalizowany w partnerstwach publiczno-prywatnych. Każdy przypadek badany jest przez Komisję indywidualnie, uwzględniając, gdzie stosowne, możliwe alternatywy finansowania jedynie ze źródeł publicznych. Wsparcie każdego z zainteresowanych państw członkowskich w przypadku każdego projektu wymagane jest zgodnie z Traktatem.
Artykuł 4
Warunki przyznawania pomocy wspólnotowej
1. Pomoc wspólnotowa jest przyznawana, zasadniczo, wyłącznie w tych przypadkach, gdzie realizacja projektu napotyka przeszkody finansowe.
2. Pomoc wspólnotowa nie przekracza minimum uznawanego za konieczne do uruchomienia projektu.
3. Bez względu na rodzaj wybranej interwencji, całkowita kwota pomocy wspólnotowej udzielonej na podstawie niniejszego rozporządzeniem nie przekracza 10 % całkowitych kosztów inwestycji. Jednakże całkowita kwota pomocy wspólnotowej może osiągnąć 20 % całkowitych kosztów inwestycji w następujących przypadkach:
|
a) |
projekty dotyczące naprowadzania satelitarnego i systemów nawigacyjnych określonych w art. 17 decyzji nr 1692/96/WE Parlamentu Europejskiego i Rady z dnia 23 lipca 1996 r. w sprawie wspólnotowych wytycznych dotyczących rozwoju transeuropejskiej sieci transportowej (8); |
|
b) |
projekty priorytetowe w zakresie sieci energetycznych; |
|
c) |
etapów projektów w interesie europejskim określonych w załączniku III do decyzji nr 1692/96/WE, pod warunkiem że projekty te rozpoczęto przed 2010 r., których celem jest wyeliminowanie korków lub zakończenia etapów, jeżeli takie etapy mają charakter transgraniczny lub przygraniczny i przyczyniają się do integracji rynku wewnętrznego w powiększonej Wspólnocie, promują bezpieczeństwo, zapewniają interoperacyjność sieci krajowych lub zdecydowanie przyczyniają się do zmniejszenia braku równowagi między różnymi sposobami transportu na korzyść sposobów najbardziej przyjaznych dla środowiska. Stawkę różnicuje się zgodnie z korzyściami dla innych państw, w szczególności ościennych państw członkowskich. |
W przypadku projektów stanowiących przedmiot wspólnego zainteresowania określonych w załączniku I do decyzji nr 1336/97/WE Parlamentu Europejskiego i Rady z dnia 17 czerwca 1997 r. w sprawie zbioru wytycznych dla transeuropejskich sieci telekomunikacyjnych (9), całkowita kwota pomocy wspólnotowej udzielonej na podstawie niniejszego rozporządzenia może osiągnąć 30 % całkowitych kosztów inwestycji.
4. Środki finansowe przekazywane na podstawie niniejszego rozporządzenia nie są, co do zasady, przyznawane na projekty i etapy projektów, które otrzymują pomoc z innych wspólnotowych źródeł finansowania.
5. W przypadku projektów, o których mowa w ust. 3, oraz w granicach niniejszego rozporządzenia, zobowiązania prawne są wieloletnie, a zobowiązania budżetowe wypełniane są w rocznych ratach.
Artykuł 5
Wieloletni wspólnotowy program indykatywny
1. Bez uszczerbku dla stosowania art. 6 i w celu poprawy skuteczności działań Wspólnoty, Komisja może, zgodnie z procedurą, o której mowa w art. 18 ust. 2, opracować sektorowo wieloletni program indykatywny (zwany dalej „programem”) na podstawie wytycznych, o których mowa w art. 155 ust. 1 Traktatu. Program zostanie oparty o wnioski o pomoc finansową wniesione przez państwa członkowskie na mocy art. 8 i będzie odzwierciedlał, między innymi, informacje przedstawione w art. 9.
2. Program zawiera wyłącznie projekty stanowiące przedmiot wspólnego zainteresowania lub spójne grupy projektów stanowiących przedmiot wspólnego zainteresowania, według uprzednich określeń w ramach wytycznych, o których mowa w art. 155 ust. 1 Traktatu, w szczególnych dziedzinach, w których istnieją znaczące potrzeby finansowe w dłuższym okresie czasu.
3. Dla każdego projektu lub grupy projektów, program określać będzie indykatywne kwoty przyznawania pomocy finansowej będące przedmiotem corocznych decyzji władzy budżetowej. Na cele wieloletnich programów indykatywnych nie wykorzystuje się więcej niż 75 % środków budżetowych określonych w art. 19.
4. Program służy jako odniesienie w podejmowaniu corocznych decyzji przeznaczających pomoc wspólnotową na projekty w ramach rocznych środków budżetowych. Komisja regularnie powiadamia Komitet, o którym mowa w art. 18 ust. 1, o postępach programów oraz wszelkich decyzjach podjętych przez Komisję w rozdzielaniu pomocy wspólnotowej na rzecz tych projektów. Dokumenty towarzyszące wstępnemu projektowi budżetu Komisji zawierają sprawozdanie dotyczące postępów w wykonaniu każdego z wieloletnich programów indykatywnych zgodnie z rozporządzeniem Rady (WE, Euratom) nr 1605/2002 z dnia 25 czerwca 2002 r. w sprawie rozporządzenia finansowego mającego zastosowanie do budżetu ogólnego Wspólnot Europejskich (10).
Program podlega przeglądowi, przynajmniej w połowie okresu wykonania lub w świetle rzeczywistego postępu projektów lub grup projektów i w razie konieczności zmianie, zgodnie z procedurą, o której mowa w art. 18 ust. 2.
Program wskazuje również inne źródła finansowania danych projektów, w szczególności z innych instrumentów wspólnotowych oraz Europejskiego Banku Inwestycyjnego.
5. W przypadku znaczących zmian w wykonaniu projektów lub grup projektów, zainteresowane państwo członkowskie bezzwłocznie powiadamia o tym Komisję.
Zmiany całkowitych kwot indykatywnych ustalonych w ramach programu dla projektów, które mogą być konieczne w następstwie tych zmian, przyjmuje się zgodnie z procedurą, o której mowa w art. 18 ust. 2.
Artykuł 6
Kryteria wyboru projektów
1. Projekty są wybierane zgodnie ze stopniem, w jakim się przyczyniają do realizacji celów wymienionych w art. 154 Traktatu i innych założeń i priorytetów określonych zgodnie z wytycznymi, o których mowa w art. 155 ust. 1 Traktatu.
2. Wdrażając niniejsze rozporządzenie Komisja zapewnia zgodność swoich decyzji dotyczących przyznawania pomocy wspólnotowej z priorytetami ustanowionymi w wytycznych dla różnych sektorów ustalonych na podstawie art. 155 ust. 1 Traktatu. Obejmuje to ich zgodność z wszelkimi wymogami, jakie mogą być określone w tych wytycznych w dziedzinie procentowego udziału pomocy wspólnotowej.
3. Pomoc wspólnotowa jest przyznawana projektom, które wykazują potencjalną żywotność ekonomiczną i których finansowa rentowność w chwili składania wniosku jest uznawana za niewystarczającą.
4. Decyzja o przyznaniu pomocy wspólnotowej powinna również brać pod uwagę:
|
a) |
stopień rozwoju projektu, |
|
b) |
stymulujący wpływ interwencji Wspólnoty na finanse prywatne i publiczne, |
|
c) |
solidność pakietu finansowego, |
|
d) |
bezpośrednie lub pośrednie skutki socjoekonomiczne, zwłaszcza w odniesieniu do zatrudnienia |
|
e) |
oddziaływanie na środowisko. |
5. Szczególnie w przypadku projektów transgranicznych jest również brana pod uwagę koordynacja poszczególnych części projektu w czasie.
Artykuł 7
Zgodność
Projekty finansowane na podstawie niniejszego rozporządzenia są zgodne z prawem wspólnotowym i z prowadzonymi przez Wspólnotę politykami, szczególnie w zakresie ochrony środowiska, konkurencji i zamówień publicznych.
Artykuł 8
Złożenie wniosków o przyznanie pomocy finansowej
Wnioski o przyznanie pomocy finansowej przedkładają Komisji zainteresowane państwa członkowskie lub, za zgodą państw(-a) członkowskiego(-ich), bezpośrednio zainteresowane przedsiębiorstwa publiczne lub prywatne.
Komisja stwierdza wyrażenie zgody przez zainteresowane państwa członkowskie.
Artykuł 9
Informacje wymagane do oceny i identyfikacji wniosków
1. Każdy wniosek o przyznanie pomocy finansowej zawiera wszystkie informacje niezbędne do oceny projektu zgodnie z art. 4, 6 i 7, a w szczególności:
|
a) |
jeśli wniosek dotyczy projektu:
|
|
b) |
jeśli wniosek dotyczy studium, załączone założenia, cele jak i zastosowane metody i techniki badawcze; |
|
c) |
tymczasowy harmonogram prac; |
|
d) |
opis środków kontroli jakie są stosowane przy wykorzystywaniu przyznanych funduszy przez zainteresowane państwo członkowskie. |
2. Wnioskodawcy przekazują Komisji wszelkie istotne informacje dodatkowe, jakich Komisja żąda, takie jak parametry, wytyczne i hipotezy, na których opiera się analiza kosztów i korzyści.
3. Komisja może zwracać się o poradę specjalistyczną w celu oceny przedstawionego wniosku, w tym również zasięgać opinii Europejskiego Banku Inwestycyjnego.
Artykuł 10
Przyznawanie pomocy finansowej
Zgodnie z art. 274 Traktatu Komisja podejmuje decyzję w sprawie przyznania pomocy finansowej na mocy niniejszego rozporządzenia, na podstawie swojej oceny wniosku w oparciu o kryteria selekcji. W przypadku projektów określonych w odpowiednim wieloletnim programie indykatywnym przyjętym na podstawie art. 5, Komisja podejmuje coroczną decyzję o przyznaniu pomocy w ramach kwot indykatywnych określonych w tym programie. W przypadku innych projektów, podejmuje się środki zgodnie z procedurą, o której mowa w art. 18 ust. 2. Komisja powiadamia o swojej decyzji bezpośrednio beneficjentów oraz państwa członkowskie.
Artykuł 11
Przepisy finansowe
1. Pomoc wspólnotowa może pokrywać jedynie wydatki związane z projektami i ponoszone przez beneficjentów lub strony trzecie odpowiedzialne za prowadzenie projektu.
2. Wydatki poniesione przed dniem, w którym Komisja otrzymała wniosek, nie są pokrywane.
3. Decyzje o przyznaniu przez Komisję pomocy finansowej zgodnie z art. 10 są zobowiązaniem do pokrycia wydatków zatwierdzonych w budżecie.
4. Co do zasady, płatności są realizowane w postaci zaliczek, płatności w trakcie realizacji i płatności końcowych. Zaliczka, która zazwyczaj nie przekracza 50 % pierwszej transzy rocznej, jest wypłacana po akceptacji wniosku o przyznanie pomocy finansowej. Płatności w trakcie są realizowane na podstawie wezwania do zapłaty, biorąc pod uwagę postęp w pracach nad realizacją projektu czy badania i, jeśli to konieczne, uwzględniając zmiany w planach finansowych, które są przedstawione w sposób dokładny i klarowny.
5. Płatności muszą uwzględniać fakt, że projekty związane z infrastrukturą są realizowane przez szereg lat i ustalenia ich dotyczące muszą być sporządzane w ramach finansowania wieloletniego.
6. Komisja dokonuje końcowej płatności po zaakceptowaniu sprawozdania końcowego dotyczącego projektu lub badania, przedstawionego przez beneficjentów i wyszczególniającego wszystkie poniesione wydatki.
7. Zgodnie z procedurą, o której mowa w art. 18 ust. 2, Komisja określa ramy proceduralne, harmonogram oraz kwoty płatności wynikających z dopłat do oprocentowania, subwencji na opłaty za udzielanie gwarancji oraz wsparcie w formie udziału w kapitale podwyższonego ryzyka, dla funduszy inwestycyjnych lub porównywalnych przedsiębiorstw finansowych priorytetowo skoncentrowanych na dostarczaniu kapitału podwyższonego ryzyka na potrzeby projektów sieci transeuropejskich.
Artykuł 12
Kontrola finansowa
1. Celem zapewnienia pełnego wykonania projektów finansowanych na podstawie niniejszego rozporządzenia państwa członkowskie oraz Komisja, każde w zakresie swojej właściwości, podejmą środki niezbędne w celu:
|
a) |
regularnego sprawdzania czy projekty lub badania finansowane przez Wspólnotę są prowadzone prawidłowo; |
|
b) |
zapobiegania zakłóceniom i podejmowania działań przeciwko nim; |
|
c) |
odzyskiwania wszelkich kwot utraconych w wyniku nieprawidłowości, w tym odsetek za opóźnienie w płatnościach, zgodnie z zasadami ustalonymi przez Komisję. Z wyjątkiem przypadków, w których państwa członkowskie lub wykonujące organy publiczne dostarczą dowód, że nie były odpowiedzialne za takie nieprawidłowości, państwo członkowskie jest odpowiedzialne subsydiarnie za zwrot wszelkich kwot nienależnie wypłaconych. |
2. Państwa członkowskie informują Komisję o krokach podjętych w ramach kontroli finansowej i, w szczególności, zawiadamiają Komisję o systemach kontroli i zarządzania stworzonych w celu zapewnienia efektywnego prowadzenie projektów lub studiów.
3. Państwa członkowskie udostępniają Komisji wszelkie konieczne sprawozdania krajowe na temat kontroli projektów.
4. Bez uszczerbku dla działań kontrolnych podejmowanych przez państwa członkowskie zgodnie z krajowym przepisami ustawowymi, wykonawczymi i administracyjnymi i zgodnie z postanowieniami art. 246 Traktatu i działaniami kontrolnymi podejmowanymi zgodnie z art. 279 Traktatu, urzędnicy Komisji lub jej przedstawiciele mogą przeprowadzać kontrole na miejscu, w tym kontrole wyrywkowe, w zakresie projektów finansowanych zgodnie z niniejszym rozporządzeniem i mogą sprawdzać systemy i działania kontrolne stworzone przez władze krajowe, które informują Komisję na temat działań podjętych w tym zakresie.
5. Przed przeprowadzeniem kontroli na miejscu Komisja informuje o tym zamiarze zainteresowane państwa członkowskie, w celu uzyskania wszelkiej niezbędnej pomocy. Jeśli Komisja przeprowadza kontrole na miejscu bez poinformowania, wynika to z porozumień osiągniętych zgodnie z rozporządzeniem (WE, Euratom) nr 1605/2002. Urzędnicy i przedstawiciele zainteresowanego państwa członkowskiego mogą brać udział w takich kontrolach.
Komisja może wymagać od danego państwa członkowskiego przeprowadzenia kontroli na miejscu w celu zweryfikowania poprawności wezwań do zapłaty. Urzędnicy lub przedstawiciele Komisji mogą brać udział w takim sprawdzaniu, a muszą w przypadku gdy zainteresowane państwo członkowskie zwróci się o to z prośbą.
Komisja zapewnia przeprowadzanie wszystkich kontroli w skoordynowany sposób, tak by uniknąć powtarzających się kontroli tego samego zagadnienia w tym samym czasie. Zainteresowane państwo członkowskie i Komisja niezwłocznie wymieniają się wszelkimi istotnymi informacjami dotyczącymi wyników przeprowadzanej kontroli.
6. W przypadku pomocy wspólnotowej przyznanej bezpośrednio zainteresowanym publicznym lub prywatnym przedsiębiorstwom lub organom, środki kontrolne podejmuje Komisja we współpracy z państwami członkowskimi, gdy jest to właściwe.
7. Odpowiedzialne podmioty i organy oraz bezpośrednio zainteresowane przedsiębiorstwa lub podmioty publiczne lub prywatne przechowują wszelkie dokumenty towarzyszące dotyczące wydatków na każdy z projektów przez okres pięciu lat od ostatniej płatności na rzecz danego projektu, tak by mogły być one udostępnione Komisji.
Artykuł 13
Zmniejszenie, wstrzymanie i cofnięcie pomocy
1. W przypadku gdy realizacja działań wydaje się nie uzasadniać, w całości lub tylko częściowo, przydzielenia na nie pomocy finansowej, Komisja dokonuje sprawdzenia danego przypadku, zwracając się do państwa członkowskiego lub organów czy innych podmiotów wyznaczonych do realizacji tych działań, o przedstawienie ich opinii na dany temat w określonym czasie.
2. W wyniku przeprowadzenia postępowania sprawdzającego, o którym mowa w ust. 1, Komisja może zmniejszyć, wstrzymać lub cofnąć pomoc w odniesieniu do danych działań, jeśli postępowanie sprawdzające wykaże nieprawidłowość lub niezgodność z jednym z warunków określonych w decyzji o przyznaniu pomocy, a w szczególności w przypadkach, w których znaczne zmiany dotyczą charakteru lub warunków prowadzenia projektu, a nie wystąpiono o ich akceptację do Komisji.
Każda nienależna kumulacja płatności stanowi podstawę do zwrotu sum nienależnie wypłaconych.
3. Z wyjątkiem odpowiednio uzasadnionych przed Komisją przypadków, pomoc przyznana na rzecz projektów, które nie rozpoczęły się w ciągu dwóch lat od daty ich oczekiwanego rozpoczęcia, jak wskazano w decyzji przyznającej pomoc, zostanie przez Komisję cofnięta.
4. Każda odzyskana suma jest zwracana Komisji.
5. Jeżeli w 10 lat po przyznaniu pomocy finansowej, dane działanie nie zostało zakończone, Komisja może zażądać zwrotu wypłaconej pomocy, z należytym uwzględnieniem zasady proporcjonalności i wszystkich właściwych czynników.
Artykuł 14
Koordynacja
Komisja jest odpowiedzialna za koordynację i spójność między projektami i programami, o których mowa w art. 5 ust. 1, podjętymi na mocy niniejszego rozporządzenia oraz projektami podjętymi z pomocą wkładów z budżetu Wspólnoty, Europejskiego Banku Inwestycyjnego, Europejskiego Funduszu Inwestycyjnego lub innych wspólnotowych instrumentów finansowych.
Artykuł 15
Weryfikacja, kontrola i ocena
1. Państwa członkowskie i Komisja zapewniają, aby realizacja projektów na mocy niniejszego rozporządzenia, podlegała skutecznej kontroli i ocenie. Projekty dostosowuje się w oparciu o wyniki kontroli i oceny.
2. W celu zapewnienia efektywnego wykorzystania pomocy wspólnotowej, Komisja oraz zainteresowane państwa członkowskie systematycznie kontrolują postęp projektów, gdzie jest to właściwe przy współpracy z Europejskim Bankiem Inwestycyjnym lub odpowiednimi organami.
3. Po otrzymaniu wniosku o przyznanie pomocy, a przed jego zatwierdzeniem, Komisja dokonuje weryfikacji projektu w celu stwierdzenia jego zgodności z warunkami i kryteriami określonymi w art. 4 i 6. Gdzie jest to konieczne, Komisja zaprasza Europejski Bank Inwestycyjny lub inne właściwe organy do udziału w tej weryfikacji.
4. Komisja i państwa członkowskie oceniają sposób, w jaki zrealizowano projekty i programy oraz wpływ ich realizacji, w celu ocenienia, czy pierwotne cele mogą zostać lub zostały osiągnięte. Ocena taka zawiera, między innymi, oddziaływanie projektów na środowisko, z uwzględnieniem obowiązującego prawa Wspólnoty. Komisja może, po konsultacji z zainteresowanym państwem członkowskim, wymagać od beneficjenta dostarczenia szczególnej oceny projektów lub grup projektów, które objęto wsparciem na podstawie niniejszego rozporządzenia, lub udzielenia informacji oraz pomocy koniecznych do oceny tych projektów.
5. Kontrolę przeprowadza się, gdzie jest to właściwe, poprzez odniesienie do wskaźników rzeczowych i finansowych. Wskaźniki te odnoszą się do szczególnego charakteru projektów i ich celów. Określa się je w taki sposób, aby zademonstrować:
|
a) |
etap projektu zrealizowany zgodnie z planem i pierwotnie założone cele operacyjne; |
|
b) |
postęp osiągnięty w zakresie zarządzania i inne związane z tym problemy. |
6. Sprawdzając poszczególne wnioski o pomoc, Komisja bierze pod uwagę dane zebrane na temat oceny i oszacowania zgodnie z niniejszym artykułem.
7. Procedury oceny i kontroli, przewidziane w ust. 4 i 5, są określane w decyzjach zatwierdzających projekty lub przepisach umownych odnoszących się do pomocy finansowej.
Artykuł 16
Informacja i widoczność pomocy
1. Komisja przedstawia sprawozdanie roczne z działalności prowadzonej na mocy niniejszego rozporządzenia do oceny Parlamentowi Europejskiemu, Radzie, Europejskiemu Komitetowi Ekonomiczno-Społecznemu oraz Komitetowi Regionów. Sprawozdanie takie zawiera oszacowanie wyników osiągniętych przy udziale pomocy wspólnotowej w różnych dziedzinach zastosowania, w porównaniu z pierwotnymi celami, jak również rozdział poświęcony treści i wykonaniu bieżących programów wieloletnich, w szczególności sprawozdanie z przeglądów określonych w art. 5 ust. 4 akapit drugi.
2. Beneficjenci zapewniają odpowiednie uwidocznienie pomocy udzielonej zgodnie z niniejszym rozporządzeniem, w celu informowania społeczeństwa o roli, jaką Wspólnota odgrywa w realizacji projektów.
Beneficjenci zasięgają opinii Komisji na temat tego, w jaki sposób powinno to być realizowane.
Artykuł 17
Wdrożenie
Komisja jest odpowiedzialna za wdrożenie niniejszego rozporządzenia.
Artykuł 18
Procedura komitetowa
1. Komisję wspomaga komitet (zwany dalej „Komitetem”).
Europejski Bank Inwestycyjny zgłasza przedstawiciela do Komitetu; nie ma on prawa głosu.
2. W przypadku odesłania do niniejszego ustępu, stosuje się art. 5 i 7 decyzji 1999/468/WE, z uwzględnieniem art. 8 tej decyzji.
Okres przewidziany w art. 5 ust. 6 decyzji 1999/468/WE ustala się na trzy miesiące.
Artykuł 19
Finansowanie
Ramy finansowe na wdrożenie niniejszego rozporządzenia w latach 2000–2006 wynoszą 4 874 880 000 EUR.
Środki w skali roku zatwierdza władza budżetowa w ramach limitów perspektywy finansowej.
Wartość środków przydzielonych związana jest z ilościowym i jakościowym poziomem wykonania.
Artykuł 20
Klauzula rewizyjna
Przed końcem 2006 roku Komisja przedstawi Parlamentowi Europejskiemu i Radzie wyczerpujące sprawozdanie dotyczące doświadczenia zdobytego w zakresie stosowania mechanizmów przyznawania pomocy wspólnotowej na mocy niniejszego rozporządzenia, w szczególności mechanizmów i przepisów określonych w art. 3.
Parlament Europejski i Rada, działając zgodnie z procedurą określoną w art. 156 akapit pierwszy Traktatu, badają, czy i na jakich warunkach realizacja środków przewidzianych w niniejszym rozporządzeniu będzie kontynuowana lub zmieniona po zakończeniu okresu, o którym mowa w art. 19.
Artykuł 21
Uchylenie
Rozporządzenie (WE) nr 2236/95 zostaje uchylone.
Odesłania do uchylonego rozporządzenia traktuje się jako odesłania do niniejszego rozporządzenia, zgodnie z tabelą korelacji w załączniku III.
Artykuł 22
Wejście w życie
Niniejsze rozporządzenie wchodzi w życie dwudziestego dnia po jego opublikowaniu w Dzienniku Urzędowym Unii Europejskiej.
Niniejsze rozporządzenie wiąże w całości i jest bezpośrednio stosowane we wszystkich państwach członkowskich.
Sporządzono w Brukseli dnia 30 listopada 2009
W imieniu Parlamentu Europejskiego
Przewodniczący
J. BUSEK
W imieniu Rady
Przewodniczący
B. ASK
(1) Opinia z dnia 10 czerwca 2009 r. (dotychczas nieopublikowana w Dzienniku Urzędowym).
(2) Opinia Parlamentu Europejskiego z dnia 24 listopada 2009 r. (dotychczas nieopublikowana w Dzienniku Urzędowym) i decyzja Rady z dnia 26 listopada 2009 r.
(3) Dz.U. L 228 z 23.9.1995, s. 1.
(4) Zob. załącznik II.
(5) Dz.U. C 172 z 18.6.1999, s. 1.
(6) Dz.U. L 184 z 17.7.1999, s. 23.
(7) Dz.U. L 162 z 22.6.2007, s. 1.
(8) Dz.U. L 228 z 9.9.1996, s. 1.
(9) Dz.U. L 183 z 11.7.1997, s. 12.
(10) Dz.U. L 248 z 16.9.2002, s. 1.
(11) Dz.U. L 175 z 5.7.1985, s. 40.
ZAŁĄCZNIK I
Wykonanie procedur określonych w art. 3 ust. 1 lit. e)
1. Warunki wkładu Wspólnoty w kapitał podwyższonego ryzyka
Wnioski o pomoc finansową na mocy art. 3 ust. 1 lit. e) tego rozporządzenia muszą zawierać następujące informacje, zadowalające Komitet, o którym mowa w art. 18. ust. 1, stanowiące podstawę przy podejmowaniu decyzji w sprawie przyznania pomocy:
|
— |
memorandum informacyjne zawierające podstawowe postanowienia dokumentów statutowych funduszu, w tym jego strukturę prawną i kierowniczą, |
|
— |
szczegółowe wytyczne inwestycyjne, w tym informacje w sprawie projektów docelowych, |
|
— |
informacje w sprawie uczestnictwa inwestorów prywatnych, |
|
— |
informacje w sprawie zasięgu geograficznego, |
|
— |
informacje w sprawie finansowej efektywności funduszu, |
|
— |
informacje w sprawie praw inwestorów do podjęcia działań naprawczych w wypadku, gdyby powierzone im przedsięwzięcie nie zostało uznane przez fundusz, |
|
— |
informacje w sprawie polityki wyjścia oraz ustaleń dotyczących zamknięcia funduszu, |
|
— |
prawa przedstawicielstwa w komitetach inwestorów. |
Przed podjęciem decyzji w sprawie przyznania pomocy, pośredniczący fundusz inwestycyjny lub inna porównywalna instytucja finansowa musi zainwestować nie mniej niż równowartość dwóch trzecich wielokrotności wkładu Wspólnoty w projekty uprzednio określone jako projekty stanowiące przedmiot wspólnego zainteresowania zgodnie z art. 155 ust. 1 akapit pierwszy tiret pierwsze Traktatu.
Pomoc wspólnotowa dla funduszy inwestycyjnych lub porównywalnych przedsiębiorstw finansowych, jeśli została przyznana w formie udziału w kapitale podwyższonego ryzyka, jest udzielana, co do zasady, jedynie gdy wkład Wspólnoty jest traktowany równorzędnie w zakresie ryzyka z wkładami pozostałych inwestorów uczestniczących w funduszu.
Otrzymujące fundusze inwestycyjne lub porównywalne przedsiębiorstwa finansowe muszą kierować się prawidłowymi zasadami finansowymi.
2. Limity interwencji i maksymalnej inwestycji
Wkład na mocy art. 3 ust. 1 lit. e) nie może przekraczać 1 % całkowitej kwoty na okres, o którym mowa w art. 19. Jednakże powyższy limit może być zwiększony zgodnie ze wspomnianym art. 3 ust. 1 lit. e).
Pomoc wspólnotowa na mocy art. 3 ust. 1 lit. e) nie może przekraczać 20 % całkowitego kapitału funduszu inwestycyjnego lub porównywalnego przedsięwzięcia finansowego.
3. Zarządzanie wkładem Wspólnoty
Zarządzanie wkładem Wspólnoty zapewnia Europejski Fundusz Inwestycyjny (EFI). Szczegółowe warunki wykonywania pomocy wspólnotowej na mocy w art. 3 ust. 1 lit. e), w tym jej monitorowanie i kontrola, są ustanawiane w umowie o współpracy między Komisją i EIF, uwzględniając przepisy niniejszego załącznika.
4. Pozostałe przepisy
Przepisy obowiązujące dla oceny, monitorowania i oszacowania określone w tym rozporządzeniu obowiązują w całości dla jego art. 3 ust. 1 lit. e), łącznie z przepisami w sprawie warunków pomocy wspólnotowej, kontroli finansowej oraz zmniejszenia, zawieszenia i cofnięcia pomocy. Jest to, między innymi, zapewniane przez właściwe postanowienia umowy o współpracy między Komisją i EIF, oraz odpowiednie umowy z funduszami inwestorów lub porównywalnymi przedsiębiorstwami finansowymi określające konieczną kontrolę na poziomie poszczególnych projektów stanowiących przedmiot wspólnego zainteresowania. Zostaną dokonane właściwe ustalenia umożliwiające Trybunałowi Obrachunkowemu wykonywanie swoich zadań, w szczególności celem sprawdzenia prawidłowości dokonywanych płatności.
Płatności na mocy art. 3 ust. 1 lit. e) reguluje art. 11 ust. 7, niezależnie od art. 11 ust. 6. Po zakończeniu okresu inwestycyjnego lub, w odpowiednim przypadku, wcześniej, wszelkie salda wynikające z rentowności zainwestowanego kapitału lub podziału zysków i zysków z tytułu przyrostu wartości kapitału oraz wszelkich innych podziałów dokonanych przez inwestorów są zwracane do budżetu Wspólnoty.
Wszystkie decyzje dotyczące udziału w kapitale podwyższonego ryzyka na mocy art. 3 ust. 1 lit. e), przedkłada się Komitetowi, o którym mowa w art. 18 ust. 1.
Komisja regularnie składa sprawozdania wspomnianemu Komitetowi w sprawie udziału w kapitale podwyższonego ryzyka na mocy art. 3 ust. 1 lit. e)
Przed końcem 2006 r. Komisja przekazuje w ramach art. 15 oszacowanie działań przeprowadzonych na mocy art. 3 ust. 1 lit. e), w szczególności w sprawie ich wykorzystania, ich wpływu na wykonanie projektów sieci transeuropejskich, na które udzielono wsparcia oraz uczestnictwa prywatnych inwestorów w finansowanych projektach.
ZAŁĄCZNIK II
Uchylone rozporządzenie i jego kolejne zmiany
|
Rozporządzenie Rady (WE) nr 2236/95 |
|
|
Rozporządzenie (WE) nr 1655/1999 Parlamentu Europejskiego i Rady |
|
|
Rozporządzenie (WE) nr 788/2004 Parlamentu Europejskiego i Rady |
Wyłącznie art. 1 |
|
Rozporządzenie (WE) nr 807/2004 Parlamentu Europejskiego i Rady |
|
|
Rozporządzenie (WE) nr 1159/2005 Parlamentu Europejskiego i Rady |
|
ZAŁĄCZNIK III
Tabela korelacji
|
Rozporządzenie (WE) nr 2236/95 |
Niniejsze rozporządzenie |
|
art. 1 |
art. 1 |
|
art. 2 ust. 1 |
art. 2 |
|
art. 4 ust. 1 lit. a) – (e) |
art. 3 ust. 1 lit. a) – e) |
|
art. 4 ust. 1 lit. f) |
art. 3 ust. 2 |
|
art. 4 ust. 2 |
art. 3 ust. 3 |
|
art. 4 ust. 3 |
art. 3 ust. 4 |
|
art. 4 ust. 4 |
art. 3 ust. 5 |
|
art. 5 |
art. 4 |
|
art. 5a |
art. 5 |
|
art. 6 ust. 1 |
art. 6 ust. 1 |
|
art. 6 ust. 1a |
art. 6 ust. 2 |
|
art. 6 ust. 2 |
art. 6 ust. 3 |
|
art. 6 ust. 3 wyrazy wprowadzające |
art. 6 ust. 4 wyrazy wprowadzające |
|
art. 6 ust. 3 tiret pierwsze |
art. 6 ust. 4 lit. a) |
|
art. 6 ust. 3 tiret drugie |
art. 6 ust. 4 lit. b) |
|
art. 6 ust. 3 tiret trzecie |
art. 6 ust. 4 lit. c) |
|
art. 6 ust. 3 tiret czwarte |
art. 6 ust. 4 lit. d) |
|
art. 6 ust. 3 tiret piąte |
art. 6 ust. 4 lit. e) |
|
art. 6 ust. 4 |
art. 6 ust. 5 |
|
art. 7 |
art. 7 |
|
art. 8 zdanie pierwsze |
art. 8 akapit pierwszy |
|
art. 8 zdanie drugie |
art. 8 akapit drugi |
|
art. 9 ust. 1 wyrażenie wprowadzające |
art. 9 ust. 1 wyrażenie wprowadzające |
|
art. 9 ust. 1 lit. a) wyrażenie wprowadzające |
art. 9 ust. 1 lit. a) wyrażenie wprowadzające |
|
art. 9 ust. 1 lit. a) tiret pierwsze |
art. 9 ust.1 lit. a) ppkt (i) |
|
art. 9 ust. 1 lit. a) tiret drugie |
art. 9 ust. 1 lit. a) ppkt (ii) |
|
art. 9 ust. 1 lit. a) tiret trzecie |
art. 9 ust. 1 lit. a) ppkt (iii) |
|
art. 9 ust. 1 lit. a) tiret czwarte |
art. 9 ust. 1 lit. a) ppkt (iv) |
|
art. 9 ust. 1 lit. a) tiret piąte |
art. 9 ust. 1 lit. a) ppkt (v) |
|
art. 9 ust. 1 lit. a) tiret szóste |
art. 9 ust. 1 lit. a) ppkt (vi) |
|
art. 9 ust. 1 lit. a) tiret siódme |
art. 9 ust. 1 lit. a) ppkt (vii) |
|
art. 9 ust. 1 lit. a) tiret ósme |
art. 9 ust. 1 lit. a) ppkt (viii) |
|
art. 9 ust. 1 lit. b), c) and d) |
art. 9 ust. 1 lit. b), c) i d) |
|
art. 9 ust. 2 i 3 |
art. 9 ust. 2 i 3 |
|
art. 10 i 11 |
art. 10 i 11 |
|
art. 12 ust. 1 wyrażenie wprowadzające |
art. 12 ust. 1 wyrażenie wprowadzające |
|
art. 12 ust. 1 tiret pierwsze |
art. 12 ust. 1 lit. a) |
|
art. 12 ust. 1 tiret drugie |
art. 12 ust. 1 lit. b) |
|
art. 12 ust. 1 tiret trzecie |
art. 12 ust. 1 lit. c) |
|
art. 12 ust. 2 – 7 |
art. 12 ust. 2 – 7 |
|
art. 13 ust. 1 i 2 |
art. 13 ust. 1 i 2 |
|
art. 13 ust. 2 lit. a) |
art. 13 ust. 3 |
|
art. 13 ust. 3 |
art. 13 ust. 4 |
|
art. 13 ust. 4 |
art. 13 ust. 5 |
|
art. 14 |
art. 14 |
|
art. 15 ust. 1 – 4 |
art. 15 ust. 1 – 4 |
|
art. 15 ust. 5 wyrażenie wprowadzające |
art. 15 ust. 5 wyrażenie wprowadzające |
|
art. 15 ust. 5 tiret pierwsze |
art. 15 ust. 5 lit. a) |
|
art. 15 ust. 5 tiret drugie |
art. 15 ust. 5 lit. b) |
|
art. 15 ust. 6 i 7 |
art. 15 ust. 6 i 7 |
|
art. 16 ust. 1 |
art. 16 ust. 1 |
|
art. 16 ust. 2 zdanie pierwsze |
art. 16 ust. 2 akapit |
|
art. 16 ust. 2 zdanie drugie |
art. 16 ust. 2 akapit drugi |
|
art. 17 ust. 1 |
art. 17 |
|
art. 17 ust. 2 zdanie pierwsze |
art. 18 ust. 1 akapit pierwszy |
|
art. 17 ust. 2 zdanie drugie |
art. 18 ust. 1 akapit drugi |
|
art. 17 ust. 3 |
art. 18 ust. 2 |
|
art. 17 ust. 4 |
— |
|
art. 18 |
art. 19 |
|
art. 19 zdanie pierwsze |
art. 20 akapit pierwszy |
|
art. 19 zdanie drugie |
art. 20 akapit drugi |
|
— |
art. 21 |
|
art. 20 |
art. 22 |
|
załącznik |
załącznik I |
|
— |
załącznik II |
|
— |
załącznik III |
|
30.1.2010 |
PL |
Dziennik Urzędowy Unii Europejskiej |
L 27/33 |
DYREKTYWA PARLAMENTU EUROPEJSKIEGO I RADY 2009/144/WE
z dnia 30 listopada 2009 r.
w sprawie niektórych części i cech kołowych ciągników rolniczych lub leśnych
(wersja ujednolicona)
(Tekst mający znaczenie dla EOG)
PARLAMENT EUROPEJSKI I RADA UNII EUROPEJSKIEJ,
uwzględniając Traktat ustanawiający Wspólnotę Europejską, w szczególności jego art. 95,
uwzględniając wniosek Komisji,
uwzględniając opinię Komitetu Ekonomiczno-Społecznego (1),
stanowiąc zgodnie z procedurą określoną w art. 251 Traktatu (2),
a także mając na uwadze, co następuje:
|
(1) |
Dyrektywa Rady 89/173/EWG z dnia 21 grudnia 1988 r. w sprawie zbliżenia ustawodawstw Państw Członkowskich odnoszących się do niektórych części i cech kołowych ciągników rolniczych lub leśnych (3) została kilkakrotnie znacząco zmieniona (4). W celu zapewnienia jej jasności i zrozumiałości należy ją zatem ujednolicić. |
|
(2) |
Dyrektywa 89/173/EWG jest jedną ze szczegółowych dyrektyw dotyczących systemu homologacji typu WE, o którym mowa w dyrektywie Rady 74/150/EWG, zastąpionej dyrektywą 2003/37/WE Parlamentu Europejskiego i Rady z dnia 26 maja 2003 r. w sprawie homologacji typu ciągników rolniczych lub leśnych, ich przyczep i wymiennych holowanych maszyn, łącznie z ich układami, częściami i oddzielnymi zespołami technicznymi (5) i określa normy techniczne dotyczące projektowania i budowy ciągników rolniczych i leśnych odnoszące się do układów kierowniczych. Te normy techniczne dotyczą zbliżenia ustawodawstw państw członkowskich, w celu umożliwienia stosowania procedury homologacji typu WE przewidzianej w dyrektywie 2003/37/WE odnośnie każdego typu ciągnika. W związku z tym, przepisy ustanowione dyrektywą 2003/37/WE odnoszące się do ciągników rolniczych i leśnych, ich przyczep i wymiennych holowanych maszyn, łącznie z ich układami, częściami i oddzielnymi zespołami technicznymi stosują się do niniejszej dyrektywy. |
|
(3) |
Wymagania techniczne, które muszą spełniać ciągniki zgodnie z ustawodawstwem krajowym, dotyczą między innymi ich wymiarów i masy, regulatorów prędkości, ochrony części napędowych, części wystających i kół, sterowania hamulców pojazdów ciągnionych, szyb przednich i innych szyb, sprzężenia mechanicznego pomiędzy ciągnikiem i pojazdem ciągnionym, a także położenia i sposobu przymocowania do zabudowy ciągnika ustawowych tablic i innych oznaczeń. |
|
(4) |
Należy uwzględnić wymogi techniczne przyjęte przez Europejską Komisję Gospodarczą Organizacji Narodów Zjednoczonych (EKG ONZ) w odpowiednich uregulowaniach załączonych do Porozumienia Europejskiej Komisji Gospodarczej Narodów Zjednoczonych a dotyczące przyjęcia ujednoliconych norm technicznych dla pojazdów kołowych, wyposażenia i części, które mogą być stosowane w pojazdach kołowych lub w nich używane oraz warunków wzajemnego uznawania homologacji przyznanych na podstawie tych norm (6). |
|
(5) |
Niniejsza dyrektywa nie narusza zobowiązań państw członkowskich odnoszących się do terminów przeniesienia do prawa krajowego i stosowania dyrektyw określonych w załączniku VII część B, |
PRZYJMUJĄ NINIEJSZĄ DYREKTYWĘ:
Artykuł 1
1. Do celów niniejszej dyrektywy „ciągnik” (rolniczy lub leśny) oznacza każdy pojazd silnikowy, wyposażony w koła lub gąsienice i posiadający co najmniej dwie osie, którego główna funkcja polega na mocy pociągowej i który został specjalnie skonstruowany w celu holowania, pchania, przewożenia lub napędzania odpowiednich narzędzi, maszyn lub przyczep, przeznaczonych do stosowania w rolnictwie lub leśnictwie. Może on być w wyposażony w celu przewożenia rzeczy i osób.
2. Niniejszą dyrektywę stosuje się wyłącznie do ciągników określonych w ust. 1, wyposażonych w opony pneumatyczne oraz zaprojektowanych do poruszania się z maksymalną prędkością od 6 do 40 km/godz.
Artykuł 2
1. W odniesieniu do ciągników, które spełniają wymogi określone w niniejszej dyrektywie, państwa członkowskie nie mogą, z przyczyn związanych z przedmiotem niniejszej dyrektywy:
|
a) |
odmówić udzielenia homologacji typu WE lub krajowej homologacji typu ciągnika; |
|
b) |
odmówić rejestracji lub zabronić sprzedaży, dopuszczenia do ruchu lub eksploatowania takiego ciągnika. |
W drodze odstępstwa od przepisów akapitu pierwszego dotyczących użytkowania ciągnika, państwa członkowskie mogą, z powodów związanych z dopuszczalną masą ciągnioną, stosować przepisy krajowe odzwierciedlające w szczególności szczególne wymagania dotyczące charakteru ukształtowania terenu na terytorium danego państwa, w ramach ograniczeń określających dopuszczalną masę ciągnioną wymienione w ppkt 2.2 załącznika I, o ile nie wiąże się to z wprowadzeniem zmian w samym ciągniku lub z kolejną dodatkową krajową homologacją typu.
2. W odniesieniu do ciągników, które nie spełniają wymogów określonych w niniejszej dyrektywie, państwa członkowskie, z przyczyn związanych z przedmiotem niniejszej dyrektywy:
|
a) |
nie udzielają homologacji typu WE; |
|
b) |
mogą odmówić udzielenia krajowej homologacji typu. |
3. W odniesieniu do nowych ciągników, które nie spełniają wymogów określonych w niniejszej dyrektywie, państwa członkowskie, z przyczyn związanych z przedmiotem niniejszej dyrektywy:
|
a) |
uznają świadectwa zgodności, w jakie zaopatrzone są nowe ciągniki zgodnie z przepisami dyrektywy 2003/37/WE, za już nieobowiązujące do celów art. 7 ust. 1 tej dyrektywy; |
|
b) |
mogą odmówić rejestracji, sprzedaży lub dopuszczenia do ruchu tych nowych ciągników. |
Artykuł 3
1. Każde państwo członkowskie udziela homologacji WE części dla wszelkich typów szyb przednich i innych szyb lub sprzężenia mechanicznego, które spełniają wymagania konstrukcyjne i badań ustanowione w załącznikach III i/lub IV.
2. Państwo członkowskie, które udzieliło homologacji WE części, podejmuje wymagane środki, w koniecznym zakresie, oraz jeżeli zajdzie potrzeba, we współpracy z właściwymi organami innego państwa członkowskiego, w celu sprawdzenia zgodności produkowanych modeli z homologowanym typem. Takie sprawdzenie ogranicza się do kontroli na miejscu.
Artykuł 4
Państwa członkowskie wydają producentom ciągników, szyb przednich lub sprzężeń mechanicznych lub ich upoważnionym przedstawicielom znak homologacji WE części odpowiadający przykładom umieszczonym w załączniku III lub załączniku IV, dla każdego typu szyby przedniej lub innej szyby oraz sprzężenia mechanicznego, jakim stosownie do art. 3 udzielono homologacji.
Państwa członkowskie podejmują wszelkie właściwe środki w celu niedopuszczenia do stosowania znaków, które mogłyby powodować mylenie typów wyposażenia ciągnika, którym udzielono homologacji WE części stosownie do art. 3, z wyposażeniem innych typów.
Artykuł 5
Żadne państwo członkowskie nie może zakazać wprowadzania do obrotu szyb przednich lub innych szyb, lub sprzężenia mechanicznego z powodów związanych z ich budową, jeśli mają one znak homologacji WE części.
Jednakże, państwo członkowskie może zakazać wprowadzenia na rynek szyb przednich i innych tafli szkła lub sprzężenia mechanicznego posiadającego znak homologacji WE części, jeśli nie odpowiadają one homologowanemu typowi.
Państwo członkowskie powiadamia pozostałe państwa członkowskie oraz Komisję o podjętych środkach, przedstawiając powody swojej decyzji.
Artykuł 6
Właściwe organy każdego państwa członkowskiego, w ciągu jednego miesiąca, przesyłają właściwym organom pozostałych państw członkowskich kopię świadectwa homologacji części, którego wzór pokazany jest w załączniku III lub załączniku IV, wypełnionego dla każdego typu szyby przedniej i innych tafli szkła lub sprzężenia mechanicznego, które zostały homologowane lub nie.
Artykuł 7
1. Jeżeli państwo członkowskie, które udzieliło homologacji WE części, zauważy, że pewna ilość szyb przednich i innych tafli szkła lub sprzężeń mechanicznych posiadających znak homologacji WE części, nie odpowiada typowi, który dane państwo homologowało, podejmuje niezbędne środki w celu zapewnienia zgodności produkowanych modeli z homologowanym typem.
Właściwe organy tego państwa członkowskiego powiadamiają właściwe organy pozostałych państw członkowskich o podjętych środkach, które mogą, jeżeli będzie taka konieczność, w przypadku poważnej i powtarzającej się niezgodności z homologowanym typem, obejmować również wycofanie homologacji WE części.
Organy te podejmują takie same środki, jeżeli zostaną poinformowane przez właściwe organy innego państwa członkowskiego o tego rodzaju braku zgodności.
2. Właściwe organy państw członkowskich, w ciągu miesiąca, powiadamiają się wzajemnie o cofnięciu homologacji WE części oraz o powodach podjętych środków.
Artykuł 8
Każda decyzja, podjęta zgodnie z przepisami przyjętymi w celu wykonania niniejszej dyrektywy, odmawiająca udzielenia lub wycofująca homologację WE części w stosunku do szyby przedniej lub sprzężenia mechanicznego lub zakazująca wprowadzenia na rynek lub eksploatowania, szczegółowo określa powody, które stanowią jej podstawę.
O decyzjach takich zawiadamia się zainteresowaną stronę, która jednocześnie zostaje poinformowana o przysługującym jej prawie do odwołania na mocy przepisów prawnych obowiązujących w danym państwie członkowskim i o terminach przewidzianych dla wnoszenia takich odwołań.
Artykuł 9
Zmiany konieczne do dostosowania do postępu technicznego wymagań załączników I do VI, przyjmuje się zgodnie z procedurą określoną w art. 20 ust. 3 dyrektywy 2003/37/WE.
Artykuł 10
Państwa członkowskie przekazują Komisji teksty podstawowych przepisów prawa krajowego przyjętych w zakresie objętym niniejszą dyrektywą.
Artykuł 11
Dyrektywa 89/173/EWG, zmieniona aktami wymienionymi w załączniku VII, część A traci moc, bez uszczerbku dla zobowiązań państw członkowskich odnoszących się do terminów przeniesienia do prawa krajowego i stosowania dyrektyw określonych w załączniku VII, część B.
Odesłania do uchylonej dyrektywy odczytuje się jako odesłania do niniejszej dyrektywy, zgodnie z tabelą korelacji w załączniku VIII.
Artykuł 12
Niniejsza dyrektywa wchodzi w życie dwudziestego dnia po jej opublikowaniu w Dzienniku Urzędowym Unii Europejskiej.
Niniejszą dyrektywę stosuje się od dnia 1 czerwca 2010 r.
Artykuł 13
Niniejsza dyrektywa skierowana jest do państw członkowskich.
Sporządzono w Brukseli, 30 listopada 2009
W imieniu Parlamentu Europejskiego
Przewodniczący
J. BUZEK
W imieniu Rady
Przewodniczący
B. ASK
(1) Dz.U. C 182 z 4.8.2009, s. 76.
(2) Opinia Parlamentu Europejskiego z dnia 24 marca 2009 r. (dotychczas nieopublikowana w Dzienniku Urzędowym) i decyzja Rady z dnia 26 listopada 2009 r.
(3) Dz.U. L 67 z 10.3.1989, s. 1.
(4) Zob. załącznik VII część A.
(5) Dz.U. L 171 z 9.7.2003, s. 1.
(6) Opublikowane jako załącznik I do decyzji Rady 97/836/WE (Dz.U. L 346 z 17.12.1997, s. 78).
WYKAZ ZAŁĄCZNIKÓW
|
ZAŁĄCZNIK I: |
Wymiary i dopuszczalne masy ciągnione |
|
Dodatek: |
Załącznik do świadectwa homologacji typu WE |
|
ZAŁĄCZNIK II: |
Ogranicznik prędkości i ochrona części napędu, części wystających i kół |
|
Dodatek: |
Załącznik do świadectwa homologacji typu WE |
|
ZAŁĄCZNIK III A: |
Szyba przednia i inne szyby - wymagania w stosunku do wyposażenia, definicje, wniosek o homologacji części, homologacji części, oznakowanie, wymagania ogólne, badania i zgodność produkcji |
|
Dodatek: |
Przykłady oznakowania homologacji części |
|
ZAŁĄCZNIK III B: |
Powiadamianie w sprawie homologacji WE części, odmowa udzielenia homologacji WE części, rozszerzenie homologacji WE części i wycofanie homologacji części |
|
Dodatek 1: |
Szyby przednie ze szkła hartowanego |
|
Dodatek 2: |
Szyby inne niż szyby przednie z jednolicie hartowanego szkła |
|
Dodatek 3: |
Szyby przednie ze szkła laminowanego |
|
Dodatek 4: |
Szyby inne niż szyby przednie ze szkła laminowanego |
|
Dodatek 5: |
Szyby przednie z tworzywa sztucznego |
|
Dodatek 6: |
Szyby inne niż szyby przednie z tworzywa sztucznego |
|
Dodatek 7: |
Części ze szkła podwójnego |
|
Dodatek 8: |
Zawartość wykazu szyb przednich |
|
ZAŁĄCZNIK III C: |
Ogólne warunki badań |
|
ZAŁĄCZNIK III D: |
Szyby przednie ze szkła hartowanego |
|
ZAŁĄCZNIK III E: |
Szyby inne niż szyby przednie z jednolicie hartowanego szkła |
|
ZAŁĄCZNIK III F: |
Szyby przednie ze zwykłego szkła laminowanego |
|
ZAŁĄCZNIK III G: |
Szyby inne niż szyby przednie ze szkła laminowanego |
|
ZAŁĄCZNIK III H: |
Szyby przednie z ulepszanego szkła laminowanego |
|
ZAŁĄCZNIK III I: |
Szyby bezpieczne wykładane od wewnątrz materiałem z tworzywa sztucznego |
|
ZAŁĄCZNIK III J: |
Szyby przednie z tworzywa sztucznego |
|
ZAŁĄCZNIK III K: |
Szyby inne niż szyby przednie z tworzywa sztucznego |
|
ZAŁĄCZNIK III L: |
Części ze szkła podwójnego |
|
ZAŁĄCZNIK III M: |
Grupowanie szyb przednich do celu badań homologacyjnych części |
|
ZAŁĄCZNIK III N: |
Pomiar wysokości segmentu i położenie punktu uderzenia |
|
ZAŁĄCZNIK III O: |
Kontrola zgodności produkcji |
|
ZAŁĄCZNIK III P: |
Załącznik do świadectwa homologacji typu WE |
|
ZAŁĄCZNIK IV: |
Sprzężenie mechaniczne pomiędzy ciągnikiem i pojazdem ciągnionym oraz obciążenie pionowe w punkcie sprzężenia |
|
Dodatek 1: |
Rysunki części sprzężenia mechanicznego |
|
Dodatek 2: |
Metoda badania dynamicznego |
|
Dodatek 3: |
Metoda badania statycznego urządzenia sprzęgającego |
|
Dodatek 4: |
Oznakowanie homologacji części |
|
Dodatek 5: |
Wzór świadectwa homologacji WE części |
|
Dodatek 6: |
Warunki udzielenia homologacji typu WE |
|
Dodatek 7: |
Załącznik do świadectwa homologacji typu WE |
|
ZAŁĄCZNIK V: |
Położenie i metoda przytwierdzania ustawowych tablic i napisów na zabudowie ciągnika |
|
Dodatek: |
Załącznik do świadectwa homologacji typu WE |
|
ZAŁĄCZNIK VI: |
Sterowanie hamulcami pojazdów ciągnionych i sprzężenie hamulcowe pomiędzy ciągnikami i pojazdami ciągnionymi |
|
Dodatek: |
Załącznik do świadectwa homologacji typu WE |
|
ANNEX VII: |
Część A: Uchylona dyrektywa i wykaz jej kolejnych zmian |
|
Część B: Lista terminów przeniesienia do prawa krajowego i stosowania |
|
|
ANNEX VIII: |
Tabela korelacji |
ZAŁĄCZNIK I
Wymiary i masy ciągnione
1. DEFINICJE
1.1. „Długość” oznacza:
|
— |
długość ciągnika mierzoną pomiędzy płaszczyznami pionowymi prostopadłymi do osi wzdłużnej ciągnika i przechodzącymi przez jego najdalej wysunięte punkty, z wyłączeniem:
|
1.2. „Szerokość” oznacza:
|
— |
szerokość ciągnika mierzoną pomiędzy płaszczyznami pionowymi równoległymi do osi wzdłużnej ciągnika i przechodzącymi przez jego najdalej wysunięte punkty, z wyłączeniem:
|
1.3. „Wysokość” oznacza:
|
— |
pionową odległość pomiędzy podłożem a punktem ciągnika najbardziej oddalonym od podłoża, z wyłączeniem anten. W momencie mierzenia wysokości ciągnika jest wyposażony w nowe opony o największym promieniu toczenia określonym przez ich producenta. |
1.4. „Dopuszczalna masa ciągniona” oznacza:
|
— |
masę, jaką dany typ ciągnika może ciągnąć. Może się na nią składać na przykład jedna lub więcej ciągnionych przyczep lub narzędzi rolniczych lub leśnych. Wprowadza się rozróżnienie pomiędzy masą technicznie dopuszczalną określoną przez producenta a dozwoloną masą ciągnioną, ustanowioną w ppkt 2.2 poniżej. |
1.5. „Urządzenie pociągowe” oznacza:
część ciągnika przeznaczoną do pełnienia roli połączenia mechanicznego pomiędzy ciągnikiem a pojazdem ciągnionym.
1.6. „Masa nieobciążonego ciągnika gotowego do jazdy (mt)” oznacza:
masę określoną w ppkt 2.1.1 załącznika I do dyrektywy 2003/37/WE.
1.7. „Technicznie dopuszczalna masa ciągniona” oznacza:
|
— |
niehamowaną masę ciągnioną, |
|
— |
niezależnie hamowaną masę ciągnioną (według określenia z ppkt 1.12 załącznika I do dyrektywy 76/432/EWG (1)), |
|
— |
inercyjnie hamowaną masę ciągnioną (według określenia z ppkt 1.14 załącznika I do dyrektywy 76/432/EWG), |
|
— |
masę ciągnioną wyposażoną w hydrauliczny lub pneumatyczny układ hamulcowy; taki układ hamulcowy może posiadać stały, półstały lub niezależny napęd mechaniczny, jak określono w ppkt 1.9, 1.10 i 1.11 załącznika I do dyrektywy 76/432/EWG. |
2. WYMAGANIA
2.1. Wymiary
Maksymalne wymiary ciągnika są następujące:
2.1.1. długość: 12 m;
2.1.2. szerokość: 2,55 m (pomijając wszelkie wybrzuszenia części opon, które pozostają w kontakcie podłożem);
2.1.3. wysokość: 4 m.
2.1.4. Pomiary, których celem jest sprawdzenie powyższych wymiarów, są przeprowadzane w następujący sposób:
|
— |
przy ciągniku nieobciążonym i w stanie gotowości do jazdy, jak wskazano w ppkt 1.6, |
|
— |
na płaskiej poziomej powierzchni, |
|
— |
przy ciągniku unieruchomionym i wyłączonym silniku, |
|
— |
z nowymi oponami o normalnym ciśnieniu zalecanym przez producenta, |
|
— |
przy zamkniętych oknach i drzwiach, |
|
— |
z kierownicą skierowaną na wprost, |
|
— |
bez zamocowanych do ciągnika jakichkolwiek narzędzi rolniczych lub leśniczych. |
2.2. Dopuszczalna masa ciągniona
Dopuszczalna masa ciągniona nie może przekraczać:
2.2.1.1. technicznie dopuszczalnej masy ciągnionej, jak określono w ppkt 1.7, zalecanej przez producenta ciągnika;
2.2.1.2. masy ciągnionej ustanowionej dla urządzenia ciągnącego stosownie do homologacji WE części.
2.2.2. Jeśli państwo członkowskie stosuje art. 2 ust. 2, masa ciągniona musi zostać określona w świadectwie rejestracyjnym ciągnika.
(1) Dyrektywa Rady z dnia 6 kwietnia 1976 r. w sprawie zbliżenia ustawodawstw Państw Członkowskich odnoszących się do urządzeń hamujących kołowych ciągników rolniczych lub leśnych (Dz.U. L 122 z 8.5.1976, s. 1).
Dodatek
WZÓR
ZAŁĄCZNIK DO ŚWIADECTWA HOMOLOGACJI TYPU WE DLA TYPU CIĄGNIKA DOTYCZĄCEGO WYMIARÓW I MAS CIĄGNIONYCH
(Art. 4 ust. 2 dyrektywy Parlamentu Europejskiego i Rady 2003/37/WE z dnia 26 maja 2003 r. w sprawie homologacji typu ciągników rolniczych lub leśnych, ich przyczep i wymiennych holowanych maszyn, łącznie z ich układami, częściami i oddzielnymi zespołami technicznymi)
Homologacja typu WE nr …
Część (części) lub cecha(y):
Wymiary:
1.1.1. długość: … m
1.1.2. szerokość: … m
1.1.3. wysokość: … m
Masa ciągniona:
1.2.1. niehamowana masa ciągniona: … kg
1.2.2. niezależnie hamowana masa ciągniona: … kg
1.2.3. bezwładnościowo hamowana masa ciągniona: … kg
1.2.4. masa ciągniona wyposażona we wspomagany układ hamulcowy (hydrauliczny lub pneumatyczny): … kg
2. Producent ciągnika lub nazwa firmy producenta:
…
3. Typ oraz, jeśli dotyczy, nazwa handlowa ciągnika:
…
4. Nazwa i adres producenta: …
…
5. Jeżeli producent wyznaczył swojego przedstawiciela, nazwa i adres przedstawiciela producenta:
…
…
6. Data przedstawienia ciągnika do homologacji typu WE:
…
7. Placówka techniczna odpowiedzialna za przeprowadzenie badań homologacyjnych typu:
…
…
8. Data wystawienia protokołu tej placówki:
…
9. Numer protokołu sporządzonego przez tą placówkę:
…
10. Homologacja typu WE dotycząca wymiarów i mas ciągnionych zostaje udzielona/odmówiono jej udzielenia (1):
11. Miejsce: …
12. Data: …
13. Podpis: …
14. W załączniku do niniejszego pisma przedstawiono następujące dokumenty, opatrzone numerem homologacji typu WE wskazanym niżej:
… zwymiarowane rysunki;
… szkic lub zdjęcie.
Dane należy udostępnić właściwym organom pozostałych państw członkowskich na ich wyraźne życzenie.
15. Uwagi:
…
…
(1) Niepotrzebne skreślić.
ZAŁĄCZNIK II
Regulator prędkości i ochrona części napędowych oraz części wystających i kół
1. REGULATOR PRĘDKOŚCI
1.1. Jeżeli regulator prędkości znajduje się w standardowym wyposażeniu ciągnika wykonanym przez producenta, musi być on zainstalowany i zaprojektowany w taki sposób, aby ciągnik odpowiadał wymaganiom dyrektywy 2009/60/WE (1), w sprawie maksymalnej prędkości konstrukcyjnej.
2. OCHRONA CZĘŚCI NAPĘDOWYCH, CZĘŚCI WYSTAJĄCYCH I KÓŁ
2.1. Ogólne
2.1.1. Części napędowe, części wystające i koła ciągnika muszą być zaprojektowane, zamontowane i chronione w sposób zapobiegający wypadkom w normalnych warunkach użytkowania.
2.1.2. Wymagania ppkt 2.1.1 są uważane za spełnione, jeśli spełnione są wymagania określone w ppkt 2.3. Rozwiązania inne niż te opisane w ppkt 2.3 są dopuszczone, jeżeli producent przedstawi dowody świadczące o tym, iż są one przynajmniej równoważne pod względem wymagań ppkt 2.3.
2.1.3. Urządzenia ochronne muszą być zamocowane trwale do ciągnika. „Trwałe zamocowanie” oznacza, że usunięcie takich urządzeń byłoby możliwe tylko przy użyciu narzędzi.
2.1.4. Osłony, pokrywy i kapturki, które mogłyby spowodować uraz w przypadku gwałtownego zatrzaśnięcia, muszą być wykonane w sposób wykluczający ich przypadkowe zatrzaśnięcie (np. za pomocą urządzeń bezpieczeństwa lub odpowiedniego montowania, lub odpowiedniej konstrukcji).
2.1.5. Pojedyncze urządzenie ochronne może chronić jednocześnie kilka niebezpiecznych punktów. Jednakże, jeżeli jakiekolwiek urządzenie dostosowawcze, konserwujące lub eliminujące zakłócenia – które można uruchomić tylko przy włączonym silniku – zostanie umieszczone przed pojedynczym urządzeniem ochronnym, wówczas należy zamontować dodatkowe urządzenia ochronne.
2.1.6. Urządzenia zabezpieczające (jak np. zaciski sprężynowe lub fartuchy)
|
— |
zabezpieczające łatwo zwalniane części montażowe (jak np. bolce gniazdkowe), oraz takie części, jak |
|
— |
urządzeń ochronnych, które otwierają się bez pomocy narzędzi (np. maska silnika) |
muszą być trwale zamocowane do części mocujących ciągnika lub do urządzenia ochronnego.
2.2. Definicje
„Urządzenie ochronne” oznacza urządzenie, którego funkcją jest ochrona części niebezpiecznych. W rozumieniu niniejszej dyrektywy urządzenia ochronne obejmują osłony, pokrywy lub zabezpieczenia.
2.2.1.1. „Osłona” oznacza urządzenie ochronne umieszczone bezpośrednio przed częścią niebezpieczną, które, samo lub w połączeniu z innymi częściami maszyny, chroni ze wszystkich stron przed kontaktem z niebezpieczną częścią.
2.2.1.2. „Kapturek” lub „pokrywa” oznacza urządzenie ochronne umieszczone bezpośrednio przed niebezpieczną częścią, które zabezpiecza przed kontaktem z niebezpieczną częścią od strony zakrytej.
2.2.1.3. „Zabezpieczenie” oznacza urządzenie ochronne, które za pomocą szyny, kraty lub tym podobnego urządzenia zapewnia niezbędną bezpieczną odległość zabezpieczającą przed kontaktem z niebezpieczną częścią.
„Niebezpieczna część” oznacza każdy punkt, w którym, ze względu na ustawienie lub konstrukcję zamocowanej trwale bądź wyjmowanej części ciągnika, powoduje powstanie ryzyka urazu. Części niebezpieczne to w szczególności: punkty zaciskające, tnące, krojące, przekłuwające, przebijające, chwytające, punkty wejścia i atakujące.
2.2.2.1. „Punkt zaciskający” oznacza każdy niebezpieczny punkt, w którym części przesuwają się w stosunku do siebie nawzajem lub w stosunku do części nieruchomych w taki sposób, że istnieje niebezpieczeństwo zaciśnięcia lub ściśnięcia człowieka lub niektórych części jego ciała.
2.2.2.2. „Punkt tnący” oznacza każdy niebezpieczny punkt, w którym części przesuwają się wzdłuż względem siebie lub wzdłuż względem innych części w taki sposób, że istnieje niebezpieczeństwo zaciśnięcia albo ściśnięcia lub przecięcia człowieka lub niektórych części jego ciała.
2.2.2.3. „Punkt krojący, przekłuwający lub przebijający” oznacza każdy niebezpieczny punkt, w którym części ruchome bądź nieruchome, o ostrych krawędziach, spiczaste lub tępe, mogą zranić człowieka lub pewne części jego ciała.
2.2.2.4. „Punkt chwytający” oznacza każdy niebezpieczny punkt, w którym występy o ostrych krawędziach, zęby, szpilki, śruby lub sworznie, smarowniczki, wałki, końcówki wałków i inne części poruszają się w taki sposób, że istnieje ryzyko pochwycenia i pociągnięcia człowieka, pewnych części jego ciała lub ubrania.
2.2.2.5. „Punkt wejścia lub atakujący” oznacza każdy niebezpieczny punkt, którego części, na skutek poruszania się zwężają otwór, w którym może zostać pochwycony człowiek lub pewne części jego ciała bądź ubrania.
2.2.3. „Zasięg” oznacza maksymalną odległość, jaką może osiągnąć człowiek lub niektóre części jego ciała wzwyż, w dół, do środka, powyżej, naokoło lub w poprzek bez pomocy żadnego przedmiotu (rysunek 1).
2.2.4. „Odległość bezpieczna” oznacza odległość równą zasięgowi lub rozmiarom ciała powiększoną o wskaźnik bezpieczeństwa (rysunek 1).
2.2.5. „Urządzenie sterujące” oznacza każde urządzenie, którego bezpośrednie uruchomienie umożliwia zmianę stanu bądź działania ciągnika lub jakiegokolwiek wyposażenia połączonego z ciągnikiem.
2.2.6. „Normalne użytkowanie” oznacza użytkowanie ciągnika zgodnie z założeniami producenta i przez kierującego znającego cechy ciągnika i przestrzegającego zasad dotyczących użytkowania, obsługi i bezpieczeństwa, opisanych przez producenta w podręczniku użytkownika i za pomocą oznakowania umieszczonego na ciągniku.
2.2.7. „Przypadkowy kontakt” oznacza niezamierzony kontakt między osobą a niebezpiecznym punktem na skutek działania tej osoby w trakcie normalnego użytkowania i obsługi ciągnika.
2.3. Odległość bezpieczeństwa w celu uniknięcia kontaktu z niebezpiecznymi częściami
2.3.1. Odległość bezpieczeństwa jest mierzona od tych punktów, które można dosięgnąć w celu uruchomienia, obsługi lub sprawdzenia ciągnika, a także od poziomu powierzchni. „Obsługa i sprawdzenie ciągnika” oznacza wyłącznie pracę wykonywaną zwyczajowo przez samego kierowcę zgodnie z instrukcją obsługi. Przy określaniu odległości bezpieczeństwa podstawową zasadą jest to, że ciągnik ma znajdować się w stanie, do jakiego jest przeznaczony, oraz że nie stosuje się żadnych środków w celu dosięgnięcia niebezpiecznej części.
Odległości bezpieczeństwa zostały określone w ppkt 2.3.2.1–2.3.2.5. W pewnych szczególnych obszarach, bądź też dla pewnych określonych części, przewidziany jest odpowiedni poziom bezpieczeństwa, jeżeli ciągnik odpowiada wymogom określonym w ppkt 2.3.2.6–2.3.2.14.
Ochrona punktów niebezpiecznych
2.3.2.1. W górę
Wskaźnik bezpieczeństwa w górę wynosi 2 500 mm (patrz: rysunek 1) w przypadku osób stojących w pozycji wyprostowanej.

2.3.2.2. W dół, ponad
Wskaźnik bezpieczeństwa pod względem sięgania poza barierę wynosi:
|
a |
= |
od poziomu powierzchni do punktu niebezpiecznego; |
|
b |
= |
wysokość bariery lub urządzenia ochronnego; |
|
c |
= |
pozioma odległość pomiędzy punktem niebezpiecznym a barierą (patrz rysunek 2). |

Podczas sięgania zarówno w górę, jak w dół należy zachowywać odległości bezpieczeństwa wyznaczone w tabeli 1.
Tabela 1
|
(mm) |
||||||||
|
a: Odległość od podłoża punktu niebezpiecznego |
Wysokość między barierą a urządzeniem ochronnym b |
|||||||
|
2 400 |
2 200 |
2 000 |
1 800 |
1 600 |
1 400 |
1 200 |
1 000 |
|
|
Pozioma odległość c od niebezpiecznego punktu |
||||||||
|
2 400 |
— |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
|
2 200 |
— |
250 |
350 |
400 |
500 |
500 |
600 |
600 |
|
2 000 |
— |
— |
350 |
500 |
600 |
700 |
900 |
1 100 |
|
1 800 |
— |
— |
— |
600 |
900 |
900 |
1 000 |
1 100 |
|
1 600 |
— |
— |
— |
500 |
900 |
900 |
1 000 |
1 300 |
|
1 400 |
— |
— |
— |
100 |
800 |
900 |
1 000 |
1 300 |
|
1 200 |
— |
— |
— |
— |
500 |
900 |
1 000 |
1 400 |
|
1 000 |
— |
— |
— |
— |
300 |
900 |
1 000 |
1 400 |
|
800 |
— |
— |
— |
— |
— |
600 |
900 |
1 300 |
|
600 |
— |
— |
— |
— |
— |
— |
500 |
1 200 |
|
400 |
— |
— |
— |
— |
— |
— |
300 |
1 200 |
|
200 |
— |
— |
— |
— |
— |
— |
200 |
1 100 |
2.3.2.3. Zasięg wokół
Wskaźnik bezpieczeństwa pokazany w tabeli 2 poniżej musi zostać zachowany jako minimum, aby określona część ciała nie dotknęła niebezpiecznego punktu. Przy ustalaniu wskaźnika bezpieczeństwa przyjmuje się, że dany główny staw ciała jest mocno przyciśnięty do krawędzi urządzenia ochronnego. Wskaźniki bezpieczeństwa nie są uważane za zachowane, o ile nie ma pewności, że jakakolwiek część ciała w żaden sposób nie może posunąć się ani sięgnąć dalej.
Tabela 2
|
Część ciała |
Odległość bezpieczna |
Rysunek |
|
Dłoń Od stawu palca pierwszego do końców palców |
≥ 120 |
|
|
Dłoń Od nadgarstka do końców palców |
≥ 230 |
|
|
Kończyna |
Odległość bezpieczna |
Rysunek |
|
Ręka Od łokcia do końców palców |
≥ 550 |
|
|
Ręka Od ramienia do końców palców |
≥ 850 |
|
2.3.2.4. Sięganie w głąb i w poprzek
Jeżeli możliwe jest sięganie w głąb i w poprzek otworów oraz do wnętrza niebezpiecznych części, muszą być zachowane minimalne odległości bezpieczeństwa wymienione w tabelach 3 i 4.
Części, które poruszają się względem samych siebie lub części poruszające się wzdłuż części nieruchomych, nie są uważane za czynniki ryzyka, pod warunkiem, że odległość między nimi wynosi nie więcej niż 8 mm.
Tabela 3
Odległości bezpieczeństwa dla otworów wzdłużnych i równoległych
a stanowi mniejszy rozmiar otworu.
b oznacza odległość bezpieczeństwa od niebezpiecznego punktu
|
Koniec palca |
Palec |
Palce do poduszeczki kciuka |
Ręka do ramienia |
— |
|
|
|
|
|
|
|
|
|
4 <a ≤8 |
8 <a ≤12 |
12 <a ≤20 |
20 <a ≤30 |
30 <a ≤135 maks. |
> 135 |
|
b ≥ 15 |
b ≥ 80 |
b ≥ 120 |
b ≥ 200 |
b ≥ 850 |
— |
Tabela 4
Odległości bezpieczeństwa dla otworów kwadratowych lub okrągłych
a stanowi rozmiar otworu lub długość boczną.
b oznacza odległość bezpieczeństwa od punktu niebezpiecznego
|
Koniec palca |
Palec |
Palce do poduszeczki kciuka |
Ręka do ramienia |
— |
|
|
|
|
|
|
|
|
|
4 <a ≤8 |
8 <a ≤12 |
12 <a ≤25 |
25 <a ≤40 |
40 <a ≤250 maks. |
250 |
|
b ≥ 15 |
b ≥ 80 |
b ≥ 120 |
B ≥ 200 |
b ≥ 850 |
— |
2.3.2.5. Odległości bezpieczeństwa w punktach zaciskających
Punkt zaciskający nie jest uważany za niebezpieczny dla ciała człowieka, jeżeli odległości bezpieczeństwa są nie mniejsze niż te określone w tabeli 5 oraz jeżeli istnieje pewność, że w otworze nie znajdzie się również sąsiadująca, szersza część ciała.
Tabela 5
|
Kończyna |
Ciało |
Noga |
Stopa |
Ręka |
Dłoń, staw nadgarstek, dłoń |
Palec |
|
Odlegkłości bezpieczne |
500 |
180 |
120 |
100 |
25 |
|
|
Rysunek |
|
|
|
|
|
|
2.3.2.6. Urządzenia sterujące.
Przestrzeń pomiędzy dwoma pedałami i dwoma wgłębieniami, przez którą przechodzą urządzenia sterujące, nie jest uważana za punkt zaciskający ani tnący.
2.3.2.7. Tylne trzypunktowe sprzężenie
2.3.2.7.1. Za płaszczyzną przechodzącą przez środkową płaszczyznę punktów obrotu wieszaków w układzie sprzężenia trzypunktowego należy zachować przynajmniej 25 mm wskaźnik bezpieczeństwa pomiędzy częściami poruszającymi się dla każdego punktu przemieszczenia urządzenia podnoszącego – z wyłączeniem najwyższej i najniższej pozycji 0,1 n, wraz z odległością 25 mm lub minimalnym kątem 30° dla części w nożycach, które powodują zmianę nachylenia (patrz rysunek 3). Przemieszczenie n′, zredukowane o 0,1 n zarówno w dolnej, jak i w górnej końcówce, jest określone następująco (patrz rysunek 4). W przypadku, gdy dolne łączniki uruchamiane są bezpośrednio przez urządzenie podnoszące, płaszczyzna odniesienia wyznaczona jest przez poprzeczną płaszczyznę środkową tych łączników.


2.3.2.7.2. Dla przemieszczenia n podnośnika hydraulicznego pozycja niższa pozycja A sprzężenia niższego ogniwa jest ograniczona wymiarem „14” – zgodnie z normą ISO 730, część 1 z grudnia 1994 r. – podczas gdy pozycja górna B jest ograniczonym przemieszczeniem hydraulicznym. Przemieszczenie n′ odpowiada przemieszczeniu n zredukowanemu w górę i w dół o 0,1 n i stanowi pionową odległość pomiędzy A′ i B′.
2.3.2.7.3. Ponadto w ramach przemieszczenia n′ wokół profili wieszaków musi być zachowany minimalny wskaźnik bezpieczeństwa 25 mm względem części sąsiadujących.
2.3.2.7.4. Jeżeli, w przypadku trzypunktowego sprzężenia, stosowane są urządzenia sprzęgające, które nie wymagają obecności operatora pomiędzy ciągnikiem a narzędziem ciągnionym (na przykład w przypadku szybkiego sprzęgania), przepisy ppkt 2.3.2.7.3 nie mają zastosowania.
2.3.2.7.5. Podręcznik działania zawiera wyszczególnione informacje na temat niebezpiecznych punktów położonych przed płaszczyzną opisaną w ppkt 2.3.2.7.1 zdanie pierwsze.
2.3.2.8. Przednie sprzężenie trzypunktowe
2.3.2.8.1. W każdym punkcie przemieszczenia podnośnika n – z wyłączeniem najwyższego i najniższego osiągu 0,1 n – musi być zachowany minimalny wskaźnik bezpieczeństwa pomiędzy poruszającymi się częściami, wraz z minimalnym kątem nachylenia 30° lub wskaźnik bezpieczeństwa 25 mm w przypadku zmiany nachylenia spowodowanego przez części ścinające. Przemieszczenie n′ zredukowane o 0,1 n na górnej i dolnej końcówce jest określone następująco (patrz również rysunek 4).
2.3.2.8.2. Dla przemieszczenia n podnośnika hydraulicznego najniższa pozycja A punktu sprzężenia dolnego ogniwa jest ograniczona wymiarem „14” – zgodnie z normą ISO 8759, część 2 z marca 1998 r. – podczas gdy najwyższa pozycja B jest ograniczona przez maksymalne przemieszczenie hydrauliczne. Przemieszczenie n′ zredukowane w górę i w dół o 0,1 n oraz odległość pionową pomiędzy punktami A′ i B′.
2.3.2.8.3. Jeżeli dla niższych ogniw przedniego sprzężenia trzypunktowego stosowane są urządzenia sprzęgające (takie jak np. sprzężenie natychmiastowe), które nie wymagają obecności człowieka pomiędzy ciągnikiem a narzędziem dołączonym podczas sprzęgania, wymagania określone w ppkt 2.3.2.8.1 nie stosuje się w ramach zasięgu promienia 250 mm od punktów, w których niższe ogniwa są sprzężone z ciągnikiem. Jednakże w każdym przypadku wokół zewnętrznej strony wieszaków/cylindrów musi być zachowany minimalny wskaźnik bezpieczeństwa 25 mm od części sąsiadujących w zakresie określonego przemieszczenia n′.
2.3.2.9. Siedzenie kierowcy i jego otoczenie
Kiedy kierowca zajmuje pozycję siedzącą, wszystkie punkty zaciskające i ścinające muszą znajdować się poza zasięgiem jego rąk i nóg. To wymaganie jest uważane za spełnione, jeżeli spełnione są następujące warunki:
2.3.2.9.1. Siedzenie kierowcy znajduje się w pozycji środkowej zarówno we wzdłużnym, jak i pionowym zakresie regulacyjnym. Ograniczenie zasięgu kierowcy jest podzielone na strefy A i B. Centralny sferyczny punkt tych stref znajduje się 60 mm przed i 580 mm ponad punktem odniesienia dla siedzenia (patrz rysunek 5). Strefa A obejmuje sferę o promieniu 550 mm, a strefa B znajduje się pomiędzy tą sferą a sferą o promieniu 1 000 mm.

2.3.2.9.2. Odległość bezpieczeństwa 120 mm w strefie A i 25 mm w strefie B jest zachowana w pobliżu punktów zaciskających, a jednocześnie zachowany jest minimalny kąt 30° na wypadek zmiany nachylenia części ścinających.
2.3.2.9.3. W strefie A należy uwzględnić tylko punkty zaciskające i ścinające powodowane przez wprawienie w ruch części maszyny zewnętrznego źródła mocy.
2.3.2.9.4. Jeżeli punkt niebezpieczny jest spowodowany obecnością części konstrukcyjnych przylegających do siedzenia, zachowywana jest odległość bezpieczeństwa wynosząca przynajmniej 25 mm pomiędzy częścią konstrukcyjną a siedzeniem. Nie ma punktów niebezpiecznych pomiędzy tylnym oparciem siedzenia a przylegającymi częściami konstrukcyjnymi położonymi za tym oparciem, jeśli przylegające części konstrukcyjne są gładkie, a oparcie siedzenia jest zaokrąglone w jego otoczeniu i nie ma punktów ostrych.
2.3.2.10. Siedzenie pasażera (jeżeli jest)
2.3.2.10.1. Jeżeli części maszyny mogą powodować zagrożenie dla stóp pasażera, konieczne jest określenie przepisów dotyczących urządzeń ochronnych w zakresie półkuli o promieniu 800 mm rozciągającej się od przedniej krawędzi poduszki siedzenia i skierowanej ku dołowi.
2.3.2.10.2. Tak jak to opisano w ppkt 2.3.2.9 (patrz: rysunek 6), punkty niebezpieczne w strefach A i B muszą być osłonięte w zasięgu sfery, której środek znajduje się 670 mm powyżej środka przedniej krawędzi siedzenia pasażera.

Ciągniki o wąskim rozstawie kół (ciągniki, których rozstaw kół odpowiada rozstawowi zdefiniowanemu w art. 1 tiret drugie dyrektywy Rady 87/402/EWG (2))
2.3.2.11.1. W przypadku ciągników o wąskim rozstawie kół wymagania określone w ppkt 2.3.2.9 nie stosuje się do strefy położonej poniżej płaszczyzny nachylonej pod kątem 45° do tyłu i poprzecznej względem kierunku jazdy oraz przechodzącej przez punkt położony 230 mm za punktem odniesienia siedzenia (patrz rysunek 7). Jeśli w obrębie tej strefy znajdują się jakiekolwiek punkty niebezpieczne, na ciągniku muszą być umieszczone odpowiednie ostrzeżenia.
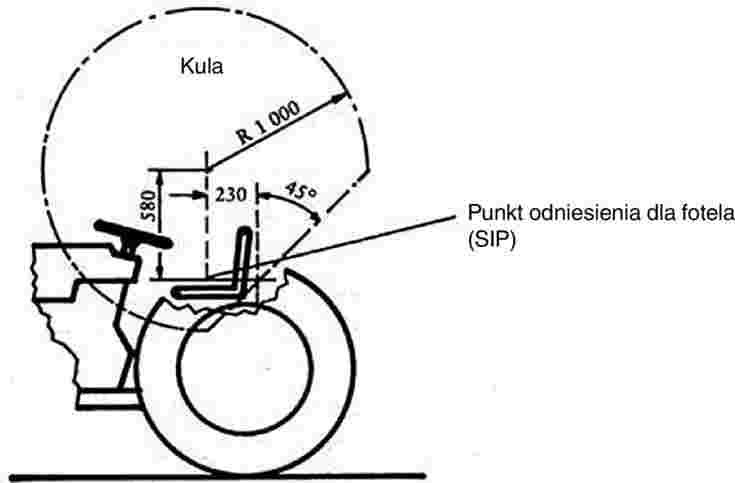
2.3.2.11.2. Podpunkt II.1 i II.2 załącznika I do dyrektywy 80/720/EWG (3) stosuje się względem dostępu do siedzenia kierowcy.
2.3.2.11.3. Podpunkt I.6 załącznika I do dyrektywy 80/720/EWG stosuje się do urządzeń sterujących.
2.3.2.11.4. Przed płaszczyzną odniesienia, która przechodzi prostopadle do wzdłużnej osi pojazdu oraz przez środek nieobciążonego pedału (sprzęgło i/lub hamulec główny), bardzo gorące części układu wydechowego muszą być osłonięte, jeśli znajdują się w promieniu 300 mm w strefie górnej (700 mm ponad poziomem podłoża) i w promieniu 150 mm wewnątrz strefy dolnej (patrz: rysunek 8). Po bokach obszar podlegający osłonie jest ograniczony zewnętrzną linią kształtu ciągnika i zewnętrznym kształtem układu wydechowego.
Bardzo gorące części układu wydechowego przechodzące powyżej schodka wejściowego muszą być osłonięte w rzucie pionowym lub zabezpieczone termicznie w inny sposób.
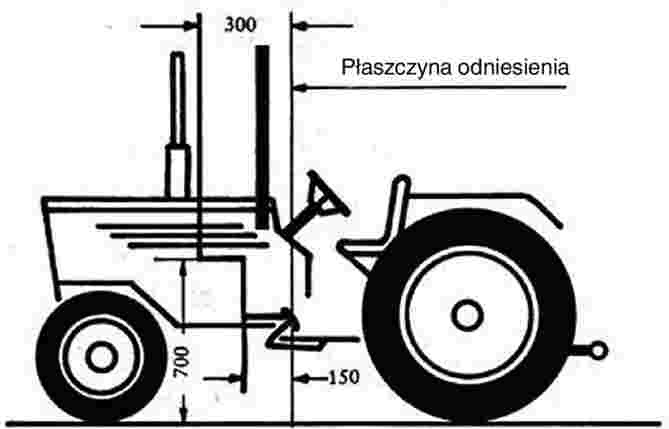
2.3.2.12. Układ i oznakowanie hydraulicznych przewodów giętkich.
2.3.2.12.1. Hydrauliczne przewody giętkie muszą być tak ułożone, aby były chronione przed uszkodzeniami mechanicznymi i termicznymi.
2.3.2.12.2. Hydrauliczne przewody giętkie muszą być łatwe do identyfikacji i oznakowane w sposób nieścieralny z podaniem następujących informacji:
|
— |
oznaczenie producenta przewodów giętkich, |
|
— |
data wyprodukowania (rok i miesiąc produkcji), |
|
— |
maksymalny dopuszczalny dynamiczny zakres ciśnienia roboczego. |
2.3.2.12.3. Hydrauliczne przewody giętkie znajdujące się w pobliżu kierowcy lub pasażera muszą być w taki sposób ułożone lub ochronione, aby w przypadku ewentualnej ich awarii nie występowało żadne niebezpieczeństwo dla żadnej osoby.
2.3.2.13. Oś kierowana i przegubowy most napędowy
Części poruszające się wzajemnie lub części trwale zamocowane muszą być ochraniane, jeżeli znajdują się w strefie zdefiniowanej w ppkt 2.3.2.9 i 2.3.2.10.
Jeżeli zastosowano kierowanie przegubowe, to musi ono być oznakowane w sposób nieścieralny i zrozumiale określający zakres wychyleń po obu stronach ciągnika, poprzez przedstawienie tego w postaci ilustrowanej lub słownej, że przebywanie w niechronionej strefie wychyleń jest niedopuszczalne. Odpowiednia informacja o tym musi być zawarta w instrukcji obsługi.
2.3.2.14. Zamocowane w ciągniku wały napędowe
Wały napędowe (na przykład w przypadku napędu na cztery koła wał, który może się obracać tylko wtedy, gdy ciągnik jest w ruchu) muszą być chronione przed dostępem, jeśli znajdują się w strefie zdefiniowanej w ppkt 2.3.2.9 i 2.3.2.10.
2.3.2.15. Strefa swobodna dookoła kół napędowych
2.3.2.15.1. Strefa swobodna dookoła kół napędowych musi spełniać następujące wymagania.
2.3.2.15.2. „Strefa swobodna” oznacza przestrzeń, która musi pozostawać wolna dookoła kół napędowych w odniesieniu do przyległych (znajdujących się w tym obszarze) części pojazdu.
Strefa swobodna odnosząca się do kół napędowych, gdy są one wyposażone w opony dużych rozmiarów, musi być adekwatna do odpowiednich rozmiarów pokazanych na rysunku 9 i w tabeli 6.
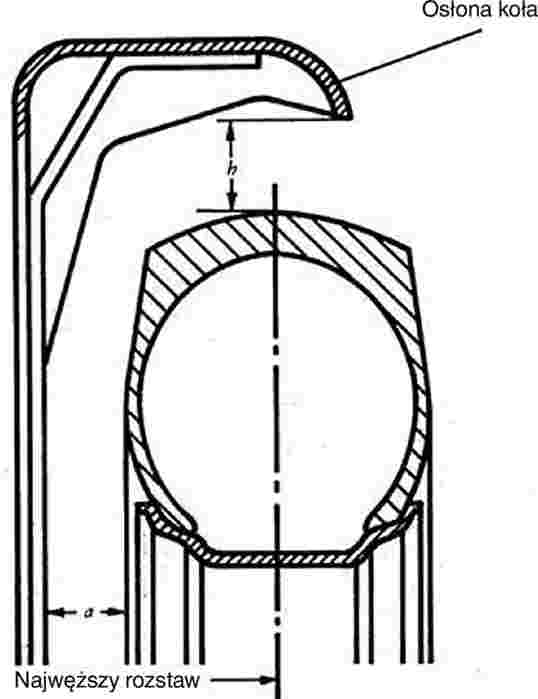
Tabela 6
|
Ciągniki standardowe |
Ciągniki o wąskim rozstawie kół |
||
|
a |
h |
a |
h |
|
mm |
mm |
mm |
mm |
|
40 |
60 |
15 |
30 |
Jest dopuszczalna mniejsza strefa swobodna niż ta pokazana na rysunku 9 oraz w tabeli 6, gdy występuje w połączeniu ze strefą określoną w ppkt 2.3.2.9 i 2.3.2.10 w odniesieniu do ciągników o wąskim rozstawie kół, w których osłony kół są także użyte do zgarniania ziemi, która przylgnęła do kół.
2.3.2.16. Rozgrzane powierzchnie
Rozgrzane powierzchnie, których kierujący może dotknąć w trakcie normalnego użytkowania ciągnika, muszą być osłonięte lub izolowane. Odnosi się to do rozgrzanych powierzchni znajdujących się w pobliżu stopni, poręczy i uchwytów, a także integralnych części ciągnika, wykorzystywanych przy wchodzeniu do kabiny, których kierujący może przypadkowo dotknąć.
2.3.2.17. Osłona zacisku akumulatora
Nieuziemione zaciski muszą być zabezpieczone przed niezamierzonym kontaktem, mogącym spowodować zwarcie.
2.4. Metoda określania punktu odniesienia dla siedzenia
2.4.1. Ogólnie
Poniżej opisana metoda i urządzenia użyte do zdefiniowania punktu odniesienia siedzenia dotyczą dowolnego typu siedzeń tapicerskich.
2.4.2. Definicje
Punkt odniesienia siedzenia (SIP):
Jest to punkt usytuowany na pionowej środkowej wzdłużnej powierzchni urządzenia określającego SIP przedstawiony na rysunku 10, który jest umieszczony na siedzeniu kierowcy zgodnie z ppkt 2.4.4 i 2.4.6.
Punkt odniesienia siedzenia jest ustalany w odniesieniu do pojazdu i nie przemieszcza się wraz z przemieszczaniem siedzenia podczas jego regulacji i/lub obracania.
2.4.3. Urządzenie do określania położenia punktu odniesienia (SIP)
Urządzenie do określania położenia punktu odniesienia (SIP) musi wyglądać tak, jak pokazano to na rysunku 10. Masa tego urządzenia wynosi 6 ± 1 kg, a jego spodnia część musi być płaska i gładka.
2.4.4. Ustawienie siedzenia w celu określenia położenia punktu odniesienia (SIP)
Jeżeli siedzenie i jego zawieszenie może być regulowane, siedzenie to należy wyregulować, jak następuje, zanim przystąpi się do określenia położenia punktu SIP:
|
a) |
wszystkie regulacje – do tyłu/do przodu, wysokość i pochylenie – muszą być ustawione w ich położeniu środkowym. Jeżeli nie ma takiej możliwości, należy zastosować najbliższe możliwe położenie powyżej lub poniżej położenia środkowego; |
|
b) |
regulowane zawieszenie musi być ustawione w taki sposób, aby zawieszenie znajdowało się w środkowym położeniu przesuwu, a urządzenie do ustawiania pozycji w jego pozycji oraz musi być obciążone. Zawieszenie może być zablokowane mechanicznie w tej pozycji podczas określania punktu odniesienia (SIP); |
|
c) |
zawieszenie nieregulowane może być zablokowane w pozycji pionowej, która zostanie osiągnięta przy urządzeniu do ustawiania położenia znajdującym się w swojej pozycji i przy obciążeniu; |
|
d) |
jeżeli wymienione powyżej regulacje kolidują ze szczególnymi instrukcjami producenta, należy je przestrzegać w ten sposób, aby osiągnąć zalecane ustawienie dla kierowcy ważącego 75 kg. |
Uwaga: Kierowca ważący 75 kg umożliwia zbliżenie urządzenia ustawiającego pozycję na siedzeniu i obciążenie masą 65 kg.
2.4.5. Określenie osi odniesienia x′, y′ i z′ dla SIP
Współrzędne muszą być ustalone, jak następuje:
|
a) |
położenie, po jednej stronie zamocowania siedzenia, otworu mocowania usytuowanego w pozycji najdalszej do tyłu; |
|
b) |
jeżeli oś tego otworu jest równoległa do osi obrotu określonej na urządzeniu, przyjmuje się ją jako oś y′ (przebiegająca z lewej na prawą stronę w stosunku do siedzącego kierowcy – patrz rysunek 11); |
|
c) |
jeżeli oś otworu jest równoległa do płaszczyzny pionowej przechodzącej przez linię środkową siedzenia, linia prosta zostaje przyjęta jako oś y′, która biegnie równolegle do określonej osi obrotu i przechodzi przez punkt przecięcia pomiędzy płaszczyzną podparcia siedzenia i osią otworu, określonego powyżej (patrz rysunek 12); |
|
d) |
we wszystkich przypadkach oś y′ zostaje ustalona zgodnie z parametrami odnoszącymi się do mierzonego siedzenia; |
|
e) |
osie x′ i y′ są określane jako przecięcia płaszczyzn poziomych i pionowych, przechodzących przez y′, z płaszczyzną pionową przechodzącą przez środkową linię siedzenia. Osie x′ i z′ są skierowane ku przodowi i w górę (patrz rysunek 11 i 12). |
2.4.6. Metoda określania punktu odniesienia siedzenia (SIP)
Punkt odniesienia siedzenia (SIP) jest określany z zastosowaniem urządzenia pokazanego na rysunku 10 oraz w drodze następującego postępowania:
|
a) |
siedzenie przykrywa się kawałkiem materiału, aby zapewnić poprawną pozycję urządzenia; |
|
b) |
urządzenie zostaje umieszczone na poduszce siedzenia (bez dodatkowej masy) poprzez popychanie go ku tyłowi do wsporników; |
|
c) |
dodane zostają obciążniki, aby doprowadzić całkowitą masę urządzenia do poziomu od 6 ± 1 kg do 26 ± 1 kg. Środek siły pionowej musi znajdować się 40 mm przed oznakowaniem punktu odniesienia siedzenia na poziomej części urządzenia (patrz rysunek 10); |
|
d) |
siła pozioma wynosząca około 100 N zostaje przyłożona dwukrotnie do urządzenia w punkcie odniesienia siedzenia, jak określono na rysunku 10; |
|
e) |
dodawane są dalsze obciążniki, aby doprowadzić całkowitą masę urządzenia do poziomu od 26 ± 1 kg do 65 ± 1 kg. Środek siły pionowej dodanych obciążników musi znajdować się 40 mm przed oznakowaniem punktu odniesienia siedzenia poziomej części urządzenia (patrz rysunek 10); |
|
f) |
po obu stronach siedzenia w dwóch płaszczyznach pionowych, równoodległych od środkowej linii wzdłużnej siedzenia, współrzędne, określone w ppkt 2.4.5, przecięcia tych płaszczyzn na osi punktu odniesienia siedzenia, oznakowane przez urządzenie muszą wynosić ±1 mm. Średnia arytmetyczna wartości pomiarów dokonanych w tych dwóch płaszczyznach zostaje zapisana jako współrzędne SIP; |
|
g) |
warunki wynikające z metody określania, i które odbiegają od procedury ustalonej w niniejszym załączniku, lub które mogą stanowić źródło błędów odnoszących się do ich wyników, mogą zostać odnotowane, wraz z przyczynami. |
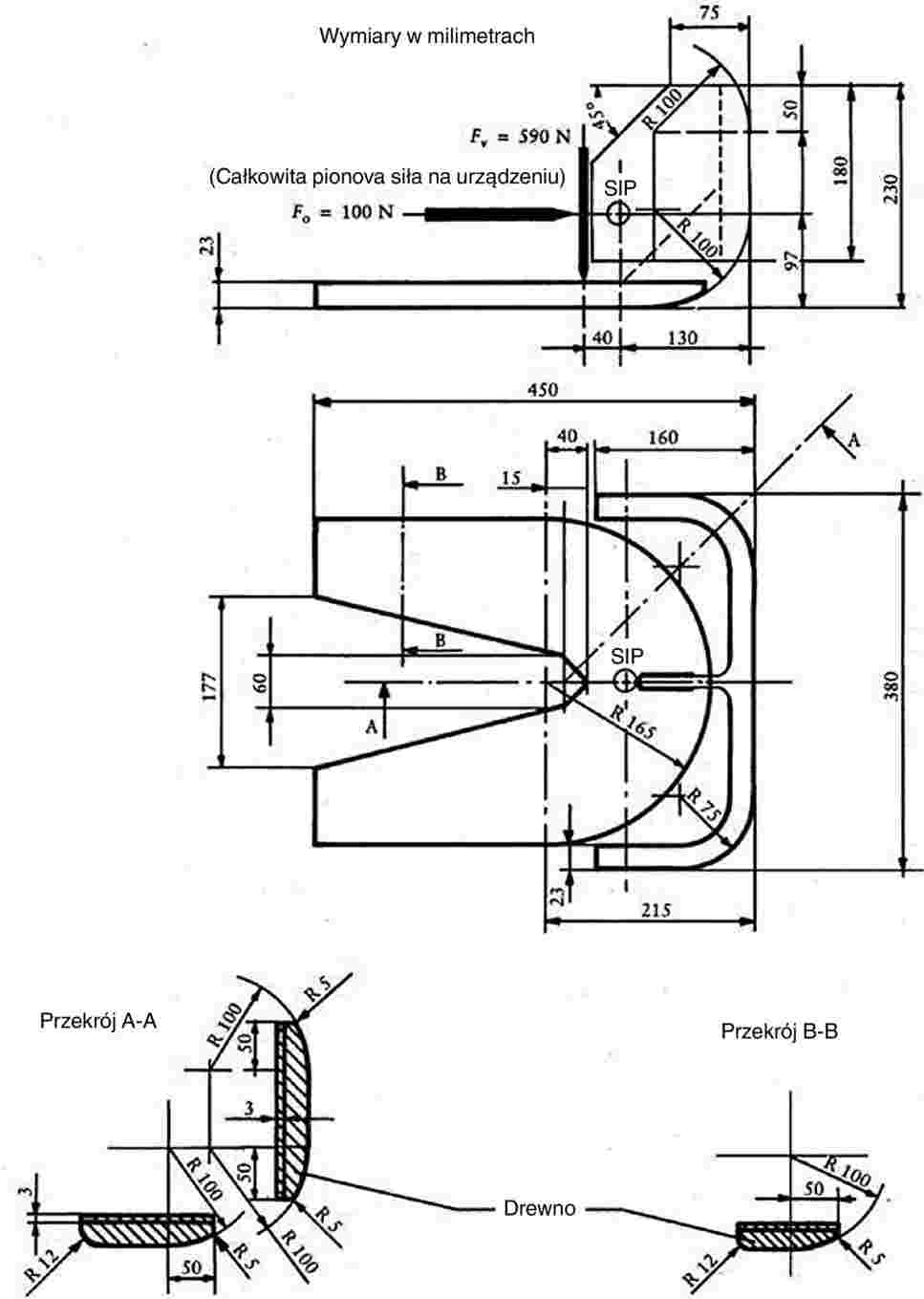

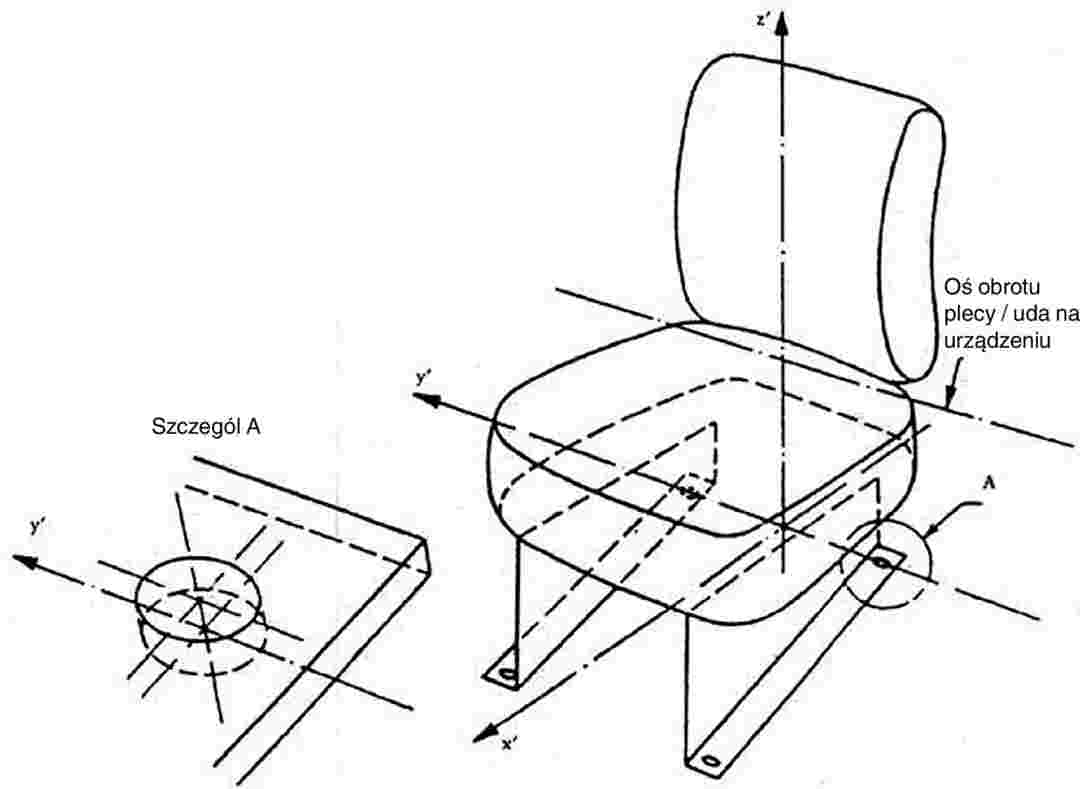
(1) Dyrektywa Parlamentu Europejskiego i Rady 2009/60/WE z dnia 13 lipca 2009 r. w sprawie maksymalnej prędkości konstrukcyjnej oraz skrzyń ładunkowych kołowych ciągników rolniczych i leśnych (Wersja ujednolicona) (Dz.U. L 198 z 30.7.2009, s. 15).
(2) Dyrektywa Rady 87/402/EWG z dnia 25 czerwca 1987 r. w sprawie konstrukcji zabezpieczających przy przewróceniu montowanych przed siedzeniem kierowcy w kołowych ciągnikach rolniczych i leśnych o wąskim rozstawie kół (Dz.U. L 220 z 8.8.1987, s. 1).
(3) Dyrektywa Rady 80/720/EWG z dnia 24 czerwca 1980 r. w sprawie zbliżenia ustawodawstw Państw Członkowskich odnoszących się do przestrzeni roboczej, dostępu do miejsca kierowcy oraz drzwi i okien kołowych ciągników rolniczych lub leśnych (Dz.U. L 194 z 28.7.1980, s. 1).
Dodatek
WZÓR
ZAŁĄCZNIK DO ŚWIADECTWA HOMOLOGACJI TYPU WE DLA TYPU CIĄGNIKAW ODNIESIENIU DO REGULATORA PRĘDKOŚCI I OCHRONY CZĘŚCI NAPĘDOWYCH, CZĘŚCI WYSTAJĄCYCH KÓŁ
(Art. 4 ust. 2 dyrektywy Parlamentu Europejskiego i Rady 2003/37/WE z dnia 26 maja 2003 r. w sprawie homologacji typu ciągników rolniczych lub leśnych, ich przyczep i wymiennych holowanych maszyn, łącznie z ich układami, częściami i oddzielnymi zespołami technicznymi)
Homologacja typu WE nr …
Część (części) lub cecha(y):
1.1. regulator prędkości (jeżeli jest)
1.2. ochrona jednostek napędowych, części wystających kół
2. Producent ciągnika (lub nazwa firmy producenta):
…
…
3. Typ oraz, oraz gdzie stosowne, nazwa handlowa ciągnika:
…
…
4. Nazwa i adres producenta:
…
…
5. Jeżeli producent wyznaczył swojego przedstawiciela, nazwa i adres przedstawiciela producenta:
…
…
6. Opis części i/lub cech(-y) wymienionych w pkt 1 powyżej:
…
7. Data przedstawienia ciągnika do homologacji typu WE:
…
8. Placówka techniczna odpowiedzialna za przeprowadzenie badań homologacyjnych typu:
…
…
9. Data wystawienia protokołu tej placówki:
…
10. Numer protokołu sporządzonego przez tą placówkę:
…
11. Homologacja typu WE dla regulatora prędkości i osłony części napędowych, części wystających, kół zostaje udzielona/odmawia się jej udzielenia (1):
12. Miejsce: …
13. Data: …
14. Podpis: …
15. Do niniejszego świadectwa dołącza się następujące dokumenty, opatrzone numerem homologacji typu WE wskazanym niżej:
… zwymiarowany rysunek;
… rysunek lub zdjęcie odpowiednich części ciągnika.
Powyższe dane muszą być udostępnione właściwym organom pozostałych państw członkowskich na ich życzenie.
16. Uwagi:
…
…
(1) Niepotrzebne skreślić.
ZAŁĄCZNIK III A
Wymagania dotyczące szyb przednich i innych szyb w wyposażeniu ciągnika, definicje, wniosek o udzielenie homologacji części, homologacje części, oznakowanie, wymagania ogólne, badania i zgodność produkcji
1. WYMOGI DOTYCZĄCE WYPOSAŻENIA
Ciągniki rolnicze i leśne mogą być wyposażone według wyboru producenta w:
1.1.1. szyby przednie i tafle szkła inne niż szyby objęte przepisami niniejszego załącznika;
1.1.2. szyby przednie określone wymaganiami przewidzianymi dla tafli szkła, innych niż szyby przednie opisane w niniejszym załączniku, z wyłączeniem wymagań ppkt 9.1.4.2 załącznika III C do niniejszej dyrektywy (tafle szkła o regularnej przepuszczalności światła poniżej 70 %);
1.1.3. zezwala się na zastosowanie sztywnego tworzywa sztucznego do wykonania szyb niebędących szybą przednią zgodnie z dyrektywą Rady 92/22/EWG (1) lub regulaminem nr 43 EKG ONZ, załącznik 14.
2. DEFINICJE
Do celu niniejszej dyrektywy:
2.1. „tafle szkła hartowanego” oznacza taflę szkła składającą się z pojedynczej warstwy szkła, które zostało poddane specjalnej obróbce w celu wzmocnienia jego wytrzymałości mechanicznej i spowodowania jego rozdrobnienia po rozbiciu;
„tafle szkła laminowanego” oznacza taflę szkła składającą się z dwóch lub więcej warstw szkła, spojonych ze sobą jedną lub dwiema międzywarstwami z materiału z tworzywa sztucznego i która może być:
2.2.1. „zwykła”, jeśli żadna warstwa szkła składającego się na taflę nie była poddana obróbce, lub
2.2.2. „poddana obróbce”, jeśli przynajmniej jedna z warstw szkła składającego się na taflę została poddana specjalnej obróbce, w celu wzmocnienia jej wytrzymałości mechanicznej oraz spowodowania jej rozdrobnienia po rozbiciu;
2.3. „szyba bezpieczna pokryta materiałem z tworzywa sztucznego” oznacza taflę szkła, tak jak określono w ppkt 2.1 lub 2.2, pokrytą warstwą materiału z tworzywa sztucznego na jej wewnętrznej powierzchni;
2.4. „szyba bezpieczna ze szkła-tworzywa sztucznego” oznacza taflę szkła laminowanego, składającego się z jednej warstwy szkła oraz jednej lub więcej warstw materiału z tworzywa sztucznego, z których przynajmniej jedna spełnia funkcję międzywarstwy. Kiedy tafla jest zamontowana w ciągniku, warstwy z tworzywa sztucznego znajdują się od strony wewnętrznej;
„grupa szyb przednich” oznacza grupę obejmującą szyby różnych rozmiarów i kształtów, poddane badaniom oceniającym ich właściwości mechaniczne, tryb rozdrobnienia oraz ich zachowanie w środowiskowych badaniach odporności;
2.5.1. „płaska szyba przednia” oznacza szybę przednią, niewykazującą krzywizn prostopadłych do powierzchni, co oznacza, że wysokość odcinka nie wystaje więcej niż 10 mm na 1 metr bieżący;
2.5.2. „zakrzywiona szyba przednia” oznacza szybę przednią wykazującą prostopadłe do powierzchni (nominalne) krzywizny, skutkiem czego wysokość odcinka przekracza 10 mm na 1 metr bieżący;
2.6. „okno podwójne” oznacza zestaw dwóch tafli zainstalowanych oddzielnie w tym samym otworze w ciągniku;
„podwójna szyba” oznacza jednostkę składającą się z dwóch tafli połączonych na stałe w fazie produkcji w fabryce i oddzielonych jednolitym odstępem;
2.7.1. „podwójna szyba symetryczna” oznacza podwójną szybę, w której dwie tafle składowe są tego samego typu (hartowane lub laminowane szkło itp.) oraz wykazują te same cechy zasadnicze i drugorzędne;
2.7.2. „podwójna szyba asymetryczna” oznacza podwójną szybę, w której dwie tafle składowe są różnego typu (hartowane lub laminowane szkło itp.) lub też wykazują różne cechy zasadnicze i/lub drugorzędne;
2.8. „cecha zasadnicza” oznacza cechę, która dostrzegalnie zmienia optyczne i/lub mechaniczne właściwości tafli szkła w sposób znaczący dla funkcji, jaką tafla szkła ma spełniać w ciągniku. Termin ten obejmuje również nazwę handlową lub markę;
2.9. „cecha drugorzędna” oznacza cechę, która jest w stanie zmienić optyczne i/lub mechaniczne właściwości tafli szkła w sposób znaczący dla funkcji, jaką tafla ta ma spełniać w ciągniku. Rozmiar takiej zmiany jest oceniany w stosunku do wskaźników trudności;
2.10. „wskaźniki trudności” obejmują dwustopniowy system gradacji stosujący się do odmian zaobserwowanych w praktyce względem każdej cechy drugorzędnej. Zmiana ze wskaźnika „1” na wskaźnik „2” wskazuje na potrzebę przeprowadzenia dodatkowego badania;
2.11. „pole powierzchni rozwiniętej szyby przedniej” oznacza minimalną powierzchnię prostokątną, z której można wyprodukować szybę przednią;
„kąt nachylenia szyby przedniej” oznacza kąt zawarty między linią pionową a prostą linią przechodzącą przez najdalszy górny i dolny punkt szyby przedniej, gdzie obie linie leżą na pionowej płaszczyźnie wzdłuż wzdłużnej osi ciągnika.
2.12.1. Mierzenie kąta nachylenia szyby przedniej jest wykonywane przy ciągniku nieobciążonym i stojącym na równym podłożu.
2.12.2. Ciągniki wyposażone w hydropneumatyczne, hydrauliczne bądź pneumatyczne zawieszenie lub posiadające urządzenie umożliwiające automatyczną regulację prześwitu pod pojazdem w zależności od ładunku są badane w normalnych warunkach roboczych określonych szczegółowo przez producenta.
2.13. „wysokość segmentu, h” oznacza maksymalną odległość, mierzoną pod kątami prostymi względem tafli szkła, oddzielającą wewnętrzną powierzchnię tafli od tafli przechodzącej przez końce tej tafli (patrz załącznik III N, rysunek 1);
„typ tafli szkła” oznacza taflę szkła, jak określono definicjami w ppkt 2.1-2.4, niewykazującą żadnych znaczących różnic, w szczególności względem zasadniczych i drugorzędnych cech opisanych w załącznikach III D–III L.
2.14.1. Mimo iż zmiana cech zasadniczych oznacza powstanie nowego typu produktu, uznaje się, że w niektórych przypadkach zmiana kształtu i rozmiarów nie wymaga koniecznie przeprowadzenia pełnego zestawu badań. Dla niektórych spośród badań opisanych w poszczególnych załącznikach tafle szkła można pogrupować, jeżeli jest oczywiste, że wykazują one te same cechy zasadnicze.
2.14.2. Tafle szkła wykazujące różnice tylko względem swoich cech drugorzędnych mogą być uznane za tafle tego samego typu; niemniej pewne badania mogą być przeprowadzane na próbkach takich tafli, jeśli przeprowadzenie tych badań jest wyraźnie wymagane w ramach warunków badania;
2.15. „krzywizna, r” oznacza przybliżoną wartość najmniejszego promienia łuku szyby przedniej, mierzoną na obszarze maksymalnej krzywizny.
3. WNIOSEK O HOMOLOGACJĘ CZĘŚCI
3.1. Wniosek o homologację WE części dla typu tafli szkła jest przedkładany przez producenta tafli szkła bezpiecznego lub przez jego odpowiednio upoważnionego przedstawiciela, dla każdego typu szkła bezpiecznego. Wniosek można złożyć tylko w jednym państwie członkowskim.
Dla każdego typu szkła bezpiecznego do wniosku należy dołączyć niżej wymienione dokumenty, każdy w trzech egzemplarzach, z uwzględnieniem następujących szczegółów:
opis techniczny obejmujący wszystkie cechy zasadnicze i drugorzędne; oraz
3.2.1.1. w przypadku szyby innej niż szyba przednia rysunki w formacie nie większym niż A4, lub złożone do wielkości tego formatu, pokazujące:
|
— |
maksymalną powierzchnię, |
|
— |
najmniejszy kąt pomiędzy dwoma sąsiadującymi stronami tafli szkła, oraz |
|
— |
maksymalną wysokość segmentu, jeżeli jest; |
W przypadku szyby przedniej:
3.2.1.2.1. wykaz wzorów szyby przedniej, dla jakich ma być udzielona homologacja części, z podaniem nazwy producentów ciągnika i typu(-ów) ciągnika;
szczegółowe rysunki w skali 1:10 oraz diagramy szyb przednich i ich instalacji w ciągniku, pokazujące:
3.2.1.2.2.1. położenie szyby przedniej względem punktu R, zdefiniowanego w ppkt 1.2 załącznika I do dyrektywy 2008/2/WE (2);
3.2.1.2.2.2. kąt nachylenia szyby przedniej;
3.2.1.2.2.3. położenie i rozmiar strefy, w której weryfikowane są właściwości optyczne, oraz, gdzie stosowne, powierzchnię poddaną hartowaniu miejscowemu;
3.2.1.2.2.4. pole powierzchni rozwiniętej szyby przedniej;
3.2.1.2.2.5. maksymalną wysokość segmentu szyby przedniej; oraz
3.2.1.2.2.6. krzywiznę szyby przedniej (tylko do celów grupowania szyb przednich);
3.2.1.3. w przypadku szyby podwójnej rysunki w formacie nie większym niż A4 lub złożone do wielkości tego formatu, pokazujące, oprócz informacji określonych w ppkt 3.2.1.1, również:
|
— |
typ każdej składowej tafli szkła, |
|
— |
typ spojenia (organiczne, szklano-szklane lub szklano-metalowe), |
|
— |
grubość nominalną szczeliny pomiędzy dwiema taflami szkła. |
3.3. Ponadto wnioskujący musi przedłożyć wystarczającą ilość kawałków i próbek wykończonych tafli szkła zgłaszanych wzorów na potrzeby badania; ilość próbek zostanie, w razie potrzeby, ustalona na zasadzie porozumienia z placówką techniczną odpowiedzialną za przeprowadzenie badań.
3.4. Przed udzieleniem homologacji części właściwy organ musi zweryfikować istnienie odpowiednich ustaleń w celu zapewnienia skutecznej kontroli zgodności produkcji.
4. OZNAKOWANIE
4.1. Każda szklana szyba bezpieczna, włączając również próbki i wycinki przedstawione do homologacji części, musi być opatrzona nazwą firmy lub znakiem firmowym producenta. Oznakowania należy wykonać czytelnie i w sposób nieusuwalny.
5. HOMOLOGACJA CZĘŚCI
5.1. Jeżeli próbki przedstawione do homologacji części spełniają wymagania poniższych pkt i ppkt 5-7, zostanie udzielona homologacja danego typu bezpiecznej tafli szkła.
5.2. Numer homologacji części jest nadawany dla każdego typu, jak określono w załącznikach III E, III G, III K i III L, lub, w przypadku szyb przednich, dla każdej homologowanej grupy. Pierwsze dwie cyfry numeru (obecnie 00 dla dyrektywy 89/173/EWG w jej oryginalnym brzmieniu) wskazują na serię zmian wprowadzających główne zmiany techniczne wprowadzone do dyrektywy 89/173/EWG zastąpionej niniejszą dyrektywą w momencie wydania homologacji. Państwo członkowskie nie może nadać tego samego numeru innemu typowi lub grupie tafli szkła bezpiecznego.
Informacja o homologacji części, rozszerzeniu lub nieudzielaniu homologacji typu tafli szkła bezpiecznego zgodnie z niniejszą dyrektywą jest przekazywana do państw członkowskich w formie zawiadomienia sformułowanego zgodnie ze wzorem określonym w załączniku III B i dodatkach do niego do niniejszej dyrektywy.
5.3.1. W przypadku szyb przednich do zawiadomienia o homologacji WE części należy dołączyć dokument wymieniający wszystkie wzory wśród homologowanej grupy, wraz z cechą grupy, zgodnie z dodatkiem 8 do załącznika III B.
Oprócz oznakowania, wymienionego w ppkt 4.1, oznakowanie homologacji WE części musi być umieszczone w widocznym miejscu na wszystkich taflach szkła bezpiecznego i podwójnych zespołach szyb zgodnych z typem homologowanym na mocy niniejszej dyrektywy. Umieścić można również wszelkie specjalne znaki homologacji części przyznane każdej z tafli składającej się na podwójny zespół szyb.
Taki znak homologacji części składa się z:
5.4.1. prostokąta otaczającego małą literę „e” i wyróżniający numer państwa, które udzieliło homologacji (3);
5.4.2. numeru homologacji części po prawej stronie prostokąta opisanego w ppkt 5.4.1.
Obok opisanego powyżej znaku homologacji typu EWG umieszcza się następujące symbole dodatkowe:
5.5.1. w przypadku szyby przedniej:
|
I |
: |
dla szkła hartowanego (I/P, jeżeli jest pokryte) (4), |
|
II |
: |
dla zwykłego szkła laminowanego (II/P, jeżeli jest pokryte) (4), |
|
III |
: |
dla szkła laminowanego poddanego obróbce (III/P, jeżeli jest pokryte) (4), |
|
IV |
: |
dla szyby ze szkła–tworzywa sztucznego; |
|
V |
: |
w przypadku tafli szkła innej niż szyba przednia objęta przepisami ppkt 9.1.4.2 załącznika III C; |
|
VI |
: |
w przypadku podwójnego zespołu szyb; |
|
T |
: |
w przypadku szyb przednich spełniających wymagania względem tafli szkła innych niż szyby przednie, z wyjątkiem tych, które podlegają przepisom ppkt 9.1.4.2 załącznika III C (tafle szkła o regularnej przepuszczalności światła poniżej 70 %). Jednakże, w przypadku szyb przednich spełniających wymagania wobec tafli szkła innych niż szyby przednie, symbol „T” może być umieszczony po przeprowadzeniu badania za pomocą głowy manekina określonej w punkcie 3.3.2 załącznika III G, przy wysokości spadku wynoszącej 4,0 m + 25/-0 mm. |
5.6. Znak homologacji WE części oraz symbol muszą być sporządzone w sposób czytelny i nieusuwalny.
5.7. Dodatek do niniejszego załącznika pokazuje przykłady znaków homologacji części.
6. WYMAGANIA OGÓLNE
6.1. Wszystkie tafle szkła, w szczególności te przeznaczone do produkcji szyb przednich, muszą posiadać odpowiedni poziom jakości w celu zminimalizowania ryzyka urazów ciała na wypadek rozbicia szyby. Szyba ma odpowiednią odporność wobec zdarzeń, jakie mogą wystąpić w normalnym ruchu, a także wobec warunków atmosferycznych i termicznych, działań czynników chemicznych, spalania i otarć.
6.2. Szkło bezpieczne musi być ponadto wystarczająco przezroczyste i nie powodować żadnych zauważalnych zniekształceń przedmiotów widzianych przez szybę przednią, a także nie może być powodem niejasności związanych z rozpoznawaniem kolorów używanych w drogowej sygnalizacji świetlnej i innych sygnałach. W przypadku rozbicia szyby przedniej kierowca jest w stanie widzieć drogę wyraźnie, a także bez przeszkód hamować i zatrzymać ciągnik.
7. WYMAGANIA SZCZEGÓŁOWE
Wszystkie typy szkła bezpiecznego, w zależności od kategorii, do jakiej należą, muszą spełniać następujące wymagania:
7.1. w odniesieniu do szyb przednich ze szkła hartowanego, wymagania zawarte w załączniku III D;
7.2. w odniesieniu do jednolicie zahartowanych tafli szkła innych niż szyby przednie, wymagania zawarte w załączniku III E;
7.3. w odniesieniu do szyb przednich ze zwykłego szkła laminowanego, wymagania zawarte w załączniku III F;
7.4. w odniesieniu do tafli szkła ze zwykłego szkła laminowanego innych niż szyby przednie, wymagania zawarte w załączniku III G;
7.5. w odniesieniu do szyb przednich ze szkła laminowanego poddanego obróbce, wymagania zawarte w załączniku III H;
7.6. w odniesieniu do tafli szkła bezpiecznego licowanych materiałem z tworzywa sztucznego, oprócz odpowiednich wymagań wymienionych powyżej, wymagania zawarte w załączniku III I;
7.7. w odniesieniu do szyb przednich ze szkła-tworzywa sztucznego, wymagania zawarte w załączniku III J;
7.8. w odniesieniu do tafli szkła-tworzywa sztucznego innych niż szyby przednie, wymagania zawarte w załączniku III K;
7.9. w odniesieniu do podwójnych zespołów szyb, wymagania zawarte w załączniku III L.
8. BADANIA
Wymagane jest przeprowadzenie następujących badań:
8.1.1. Rozdrobnienie
Celem niniejszego badania jest:
8.1.1.1. sprawdzenie, czy kawałki i odpryski powstałe na skutek rozbicia tafli szkła minimalizują ryzyko spowodowania urazów ciała, oraz:
8.1.1.2. w przypadku szyb przednich sprawdzenie widoczności po rozbiciu szyby.
8.1.2. Wytrzymałość mechaniczna
8.1.2.1. Badanie uderzenia kulą
Niniejsze badanie jest przeprowadzane w dwóch formach: jedno przy użyciu kuli o masie 227 g, drugie zaś – kuli o masie 2 260 g.
8.1.2.1.1. Badanie z użyciem kuli o masie 227 g: celem tego badania jest sprawdzenie przylegania międzywarstwy w szkle laminowanym oraz wytrzymałości mechanicznej jednolicie hartowanego szkła.
8.1.2.1.2. Badanie z użyciem kuli o masie 2 260 g: celem tego badania jest ocena odporności szkła laminowanego na przebicie kulą.
8.1.2.2. Badanie za pomocą głowy manekina
Celem tego badania jest sprawdzenie, w jakim stopniu tafla szkła spełnia wymagania związane z minimalizacją ryzyka urazu na wypadek uderzenia głową o szybę przednią, laminowane szkło lub tafle szkła-tworzywa sztucznego inną niż szyba przednia, a także podwójne zespoły szyb stosowane jako okna boczne.
8.1.3. Odporność na czynniki zewnętrzne
8.1.3.1. Badanie odporności na ścieranie
Celem tego badania jest sprawdzenie, czy odporność tafli szkła bezpiecznego na ścieranie nie przekracza sprecyzowanych wartości.
8.1.3.2. Badanie odporności na wysokie temperatury
Celem tego badania jest sprawdzenie, czy w międzywarstwie szyby laminowanej lub w płycie ze szkła-tworzywa sztucznego, przy wystawieniu jej na działanie wysokich temperatur przez długi okres, nie pojawiają się pęcherzyki lub inne defekty.
8.1.3.3. Badanie odporności na promieniowanie
Celem tego badania jest określenie, czy przepuszczalność światła tafli szkła laminowanego, tafli szkła–tworzywa sztucznego lub tafli szkła pokrytych tworzywem sztucznym, przy wystawieniu ich na działanie promieniowania przez długi okres, ulega zmniejszeniu w znaczącym stopniu lub też, czy szyby ulegają w znaczącym stopniu odbarwieniu.
8.1.3.4. Badanie odporności na wilgotność
Celem tego badania jest sprawdzenie, czy tafle szkła laminowanego, tafle szkła-tworzywa sztucznego lub tafle szkła pokrytego tworzywem sztucznym nie ulegają znaczącym odkształceniom na skutek wystawienia na długotrwałe działanie wilgotności atmosferycznej.
8.1.3.5. Odporność na zmiany temperatur
Celem tego badania jest sprawdzenie, czy materiał z tworzywa sztucznego użyty w szybach bezpiecznych, według definicji w ppkt 2.3 i 2.4, nie ulega znaczącym odkształceniom na skutek długotrwałego działania ekstremalnych temperatur.
8.1.4. Właściwości optyczne
8.1.4.1. Badanie przepuszczalności światła
Celem tego badania jest sprawdzenie, czy normalna przepuszczalność światła tafli szkła bezpiecznego nie przekracza sprecyzowanych wartości.
8.1.4.2. Badanie zniekształceń optycznych
Celem tego badania jest sprawdzenie, czy zniekształcenie przedmiotów widzianych przez szybę przednią nie jest na tyle duże, że mogłoby wprowadzić w błąd kierowcę pojazdu.
8.1.4.3. Badanie oddzielenia obrazu wtórnego
Celem tego badania jest sprawdzenie, czy oddzielenie kątowe obrazu wtórnego od obrazu pierwotnego nie przekracza sprecyzowanych wartości.
8.1.4.4. Badanie rozpoznawania kolorów
Celem tego badania jest sprawdzenie, czy nie istnieje ryzyko pomylenia kolorów widzianych przez szybę przednią.
8.1.5. Badanie odporności na ogień
Celem tego badania jest sprawdzenie, czy wewnętrzna warstwa tafli szkła bezpiecznego według definicji w ppkt 2.3 i 2.4 wykazuje odpowiedni wskaźnik niskopalności.
8.1.6. Odporność na działanie czynników chemicznych
Celem tego badania jest sprawdzenie, czy wewnętrzna warstwa tafli szkła bezpiecznego według definicji w ppkt 2.3 i 2.4 nie ulega zniekształceniom na skutek działania czynników chemicznych, jakie mogłyby wystąpić lub być używane w otoczeniu ciągnika (np. środki czyszczące).
8.2. Badania wymagane względem tafli szkła należących do kategorii określonych w ppkt 2.1-2.4
8.2.1. Tafle szkła bezpiecznego podlegają badaniom wymienionym w poniższej tabeli:
|
|
Szyby przednie |
Tafle szkła inne niż szyby przednie |
||||||||
|
Szkło hartowane |
Zwykłe szkło laminowane |
Szkło laminowane poddane obróbce |
Szkło – two-rzywo sztu-czne |
Szkło harto-wane |
Szkło lamino-wane |
Szkło – two-rzywo sztu-czne |
||||
|
I |
I/P |
II |
II/P |
III |
III/P |
IV |
||||
|
Rozdrobnienie |
D/2 |
D/2 |
— |
— |
H/4 |
H/4 |
— |
E/2 |
— |
— |
|
Wytrzymałość mechaniczna: |
|
|
|
|
|
|
|
|
|
|
|
badanie z piłką 227 g |
— |
— |
F/4.3. |
F/4.3. |
F/4.3. |
F/4.3. |
F/4.3. |
E/3.1. |
G/4 |
G/4 |
|
test badanie z piłką 2 260 g |
— |
— |
F/4.2. |
F/4.2. |
F/4.2. |
F/4.2. |
— |
— |
— |
— |
|
Badanie uderzenia głową (5) |
D/3 |
D/3 |
F/3 |
F/3 |
F/3 |
F/3 |
J/3 |
— |
G/3 (7) |
K/3 (7) |
|
Ścieranie: |
|
|
|
|
|
|
|
|
|
|
|
warstwa wewnętrzna warstwa zewnętrzna |
— |
— |
F/5.1. |
F/5.1. |
F/5.1. |
F/5.1. |
F/5.1. |
— |
F/5.1. |
F/5.1. |
|
— |
— |
I/2 |
— |
I/2 |
— |
I/2 |
I/2 |
I/2 (6) |
I/2 (6) |
I/2 |
|
Wysokie temperatury |
— |
— |
C/5 |
C/5 |
C/5 |
C/5 |
C/5 |
— |
C/5 |
C/5 |
|
Promieniowanie |
— |
C/6 |
C/6 |
C/6 |
C/6 |
C/6 |
C/6 |
— |
C/6 |
C/6 |
|
Wilgotność |
— |
C/7 |
C/7 |
C/7 |
C/7 |
C/7 |
C/7 |
C/7 (6) |
C/7 |
C/7 |
|
Przepuszczalność światła |
C/9.1. |
C/9.1. |
C/9.1. |
C/9.1. |
C/9.1. |
C/9.1. |
C/9.1. |
C/9.1. |
C/9.1. |
C/9.1. |
|
Zniekształcenia optyczne |
C/9.2. |
C/9.2. |
C/9.2. |
C/9.2. |
C/9.2. |
C/9.2. |
C/9.2. |
— |
— |
— |
|
Obraz wtórny |
C/9.3. |
C/9.3. |
C/9.3. |
C/9.3. |
C/9.3. |
C/9.3. |
C/9.3. |
— |
— |
— |
|
Rozpoznawanie kolorów |
C/9.4. |
C/9.4. |
C/9.4. |
C/9.4. |
C/9.4. |
C/9.4. |
C/9.4. |
— |
— |
— |
|
Odporność na zmiany temperatury |
— |
C/8 |
— |
C/8 |
— |
C/8 |
C/8 |
C/8 (6) |
C/8 (6) |
C/8 |
|
Odporność na ogień |
— |
C/10 |
— |
C/10 |
— |
C/10 |
C/10 |
C/10 (6) |
C/10 (6) |
C/10 |
|
Odporność względem czynników chemicznych |
— |
C/11 |
— |
C/11 |
— |
C/11 |
C/11 |
C/11 (6) |
C/11 (6) |
C/11 |
|
Uwaga: Odsyłacz taki jak np. K/3 oznacza załącznik III K, pkt 3 tego załącznika, gdzie opisano dane badanie oraz sprecyzowano wymagania. |
||||||||||
8.2.2. Tafla szkła bezpiecznego otrzyma homologację części, jeżeli spełnia wszystkie wymagania wskazane w odpowiednich przepisach, określonych w powyższej tabeli.
9. ZMIANA LUB ROZSZERZENIE HOMOLOGACJI TYPU TAFLI SZKŁA BEZPIECZNEGO
Informacje o wszelkich zmianach wprowadzonych do typu tafli szkła bezpiecznego, lub też, w przypadku szyby przedniej, o każdym przypadku dodania szyb przednich do grupy, muszą być zgłaszane w organie administracyjnym, który udzielił homologacji typu tafli szkła bezpiecznego. Organ może wówczas:
9.1.1. uznać, że wprowadzone zmiany najprawdopodobniej nie wywrą zauważalnego niekorzystnego wpływu na produkt, lub też, w przypadku szyb przednich, że nowy typ pozostaje w zgodności z homologowaną grupą, oraz że tafla szkła bezpiecznego nadal spełnia stawiane wymagania;
9.1.2. zażądać dodatkowego sprawozdania z badania od placówki technicznej odpowiedzialnej za przeprowadzenie badań.
9.2. Powiadamianie
9.2.1. Potwierdzenie, odmowa lub rozszerzenie homologacji części są przekazywane państwom członkowskim zgodnie z procedurą określoną w ppkt 5.3.
9.2.2. Właściwe organy, które udzieliły rozszerzenia homologacji części, umieszczą numer serii na każdym powiadomieniu dotyczącym rozszerzenia.
10. ZGODNOŚĆ PRODUKCJI
10.1. Szyby bezpieczne, którym udzielono homologacji typu w myśl niniejszego i następnych załączników, muszą być produkowane w sposób zgodny z homologowanym typem i spełniać wymagania określone w pkt 6, 7 i 8.
10.2. W celu sprawdzenia, czy wymagania ppkt 10.1 zostały spełnione, należy utrzymywać stałą kontrolę produkcji.
Posiadacz homologacji części musi w szczególności:
10.3.1. zapewnić funkcjonowanie procedur kontroli jakości produktu,
10.3.2. posiadać dostęp do wyposażenia koniecznego dla kontroli zgodności z każdym homologowanym typem,
10.3.3. rejestrować dane z wyników badań oraz sporządzać pomocnicze dokumenty (8) dostępne w okresie pozostającym do ustalenia w porozumieniu z organem administracyjnym,
10.3.4. analizować wyniki badań w celu kontroli i zapewniania zgodności cech produktu, zezwalając na dozwolone odstępstwa w produkcji przemysłowej,
10.3.5. zapewnić, aby dla każdego typu produktu wykonywane były przynajmniej badania zalecone w załączniku III O, oraz
10.3.6. zapewnić, aby w przypadku, jeżeli jakiekolwiek próbki lub kawałki badane wykazują niezgodność z danym typem, pobierane były dalsze próbki w celu przeprowadzenia gruntownych badań.
W celu przywrócenia zgodności w ramach danej produkcji należy podjąć wszelkie konieczne kroki.
Właściwe organy mogą w dowolnym czasie kontrolować metody stosowane do celów kontroli zgodności dla każdej jednostki produkcyjnej (patrz ppkt 1.3 załącznika III O).
10.4.1. Przy każdej kontroli należy okazać osobie kontrolującej dane dotyczące badań oraz rejestry o przebiegu produkcji.
10.4.2. Kontroler może pobrać wyrywkowe próbki do przebadania w laboratorium producenta. Minimalna liczba próbek może zostać ustalona w świetle wyników kontroli przeprowadzanych przez samego producenta.
10.4.3. Jeżeli poziom jakości okazuje się niezadowalający lub jeżeli wydaje się konieczna kontrola ważności badań przeprowadzonych zgodnie z ppkt 10.4.2, kontroler może wybrać próbki do odesłania do placówki technicznej, która wykonała badania homologacyjne części.
10.4.4. Właściwe organy mogą przeprowadzić każde badanie nakazane niniejszą dyrektywą.
10.4.5. Normalna częstotliwość kontroli wynosi dwa razy w ciągu roku. Jeśli podczas jakiejkolwiek kontroli wykazane zostaną niezadowalające wyniki, właściwe organy są upoważnione do zapewnienia, aby podjęte zostały wszelkie kroki zmierzające do jak najszybszego przywrócenia zgodności produkcji.
11. KARY ZA NIEZGODNĄ PRODUKCJĘ
11.1. Homologacja części udzielona w odniesieniu do typu tafli szkła bezpiecznego na mocy niniejszej dyrektywy może być wycofana, jeśli przestaje być spełniane wymaganie, ustanowione w ppkt 10.1.
11.2. Jeśli państwo członkowskie wycofuje homologację, którą wcześniej udzieliło, musi następnie powiadomić o tym pozostałe państwa członkowskie, przesyłając im kopię świadectwa homologacji części z dodanym na dole napisem wielkimi literami „HOMOLOGACJA CZĘŚCI WYCOFANA”, opatrzoną podpisem i datą.
12. OSTATECZNE PRZERWANIE PRODUKCJI
Jeżeli posiadacz homologacji części zupełnie przestaje produkować typ tafli szkła bezpiecznego, jaki homologowano zgodnie z niniejszą dyrektywą, musi o tym zawiadomić organy, które udzieliły homologacji. Organy powiadomią o tym z kolei pozostałe państwa członkowskie, przesyłając im kopie zawiadomienia o homologacji typu, zgodne ze wzorem wskazanym w załączniku III B.
13. NAZWY I ADRESY PLACÓWEK TECHNICZNYCH ODPOWIEDZIALNYCH ZA PRZEPROWADZENIE BADAŃ HOMOLOGACYJNYCH CZĘŚCI ORAZ ORGANÓW ADMINISTRACYJNYCH WYDAJĄCYCH TAKĄ HOMOLOGACJĘ
Każde państwo członkowskie przekaże pozostałym państwom członkowskim oraz Komisji informacje dotyczące nazw i adresów placówek technicznych odpowiedzialnych za wykonywanie badań homologacyjnych części oraz organów administracyjnych wydających homologacje EWG części, do których należy przesyłać świadectwa homologacji części oraz świadectwa informujące o nieudzieleniu lub wycofaniu homologacji części wydanej w innym państwie członkowskim.
(1) Dyrektywa Rady 92/22/EWG z dnia 31 marca 1992 r. w sprawie bezpiecznych szyb i materiałów do szyb w pojazdach silnikowych i ich przyczepach (Dz.U. L 129 z 14.5.1992, s. 11).
(2) Dyrektywa Parlamentu Europejskiego i Rady 2008/2/WE z dnia 15 stycznia 2008 r. w sprawie pola widzenia i wycieraczek szyb przednich w kołowych ciągnikach rolniczych i leśnych (Wersja skodyfikowana) (Dz.U. L 24 z 29.1.2008, s. 30).
(3) 1 Dla Niemiec, 2 dla Francji, 3 dla Włoch, 4 dla Niderlandów, 5 dla Szwecji, 6 dla Belgii, 7 dla Węgier, 8 dla Republiki Czeskiej, 9 dla Hiszpanii, 11 dla Zjednoczonego Królestwa, 12 dla Austrii, 13 dla Luksemburga, 17 dla Finlandii, 18 dla Danii, 19 dla Rumunii, 20 dla Polski, 21 dla Portugalii, 23 dla Grecji, 24 dla Irlandii, 26 dla Słowenii, 27 dla Słowacji, 29 dla do Estonii, 32 dla Łotwy, 34 dla Bułgarii, 36 dla Litwy, 49 dla Cypru, 50 dla Malty.
(4) Jak określono w ppkt 2.3.
(5) To badanie należy wykonywać dodatkowo na podwójnych zestawach szyb, zgodnie z pkt 3 załącznika III.
(6) Jeżeli na wewnętrznej stronie jest pokrycie z materiału z tworzywa sztucznego.
(7) Niniejszy wykaz badań jest przeprowadzony przy spadku wynoszącym 4 m + 25/-0 mm zamiast 1,5 m + 25/-0 mm, jeżeli tafle są używane jako szyby przednie w ciągnikach.
Uwaga: Odsyłacz taki jak np. K/3 oznacza załącznik III K, pkt 3 tego załącznika, gdzie opisano dane badanie oraz sprecyzowano wymagania.
(8) Wyniki badania na rozdrobnienie muszą być zapisane, nawet jeśli wydruk fotograficzny nie jest wymagany.
Dodatek
PRZYKŁADY ZNAKÓW HOMOLOGACJI CZĘŚCI
(patrz ppkt 5.5 załącznika III A)
Szyby przednie ze szkła hartowanego:

Powyższy znak homologacji części, umieszczony na szybie przedniej ze szkła hartowanego, pokazuje, że dana część została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
Szyby przednie ze szkła hartowanego licowane materiałem z tworzywa sztucznego:

Powyższy znak homologacji części umieszczony na szybie przedniej ze szkła hartowanego licowanego materiałem z tworzywa sztucznego pokazuje, że dana część została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
Szyby przednie ze zwykłego szkła laminowanego:

Powyższy znak homologacji części umieszczony na szybie przedniej ze zwykłego szkła laminowanego pokazuje, że dana część została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
Szyby przednie ze zwykłego szkła laminowanego licowanego materiałem z tworzywa sztucznego:

Powyższy znak homologacji części umieszczony na szybie przedniej ze zwykłego szkła laminowanego licowanego materiałem z tworzywa sztucznego pokazuje, że dana część została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
Szyby przednie ze szkła laminowanego poddanego obróbce:
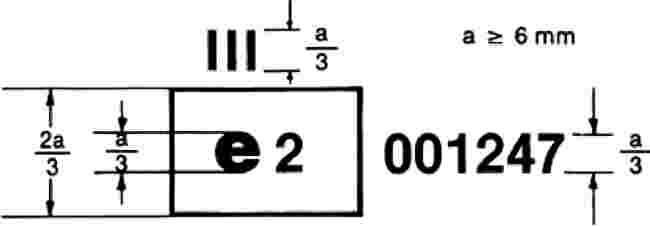
Powyższy znak homologacji części umieszczony na szybie przedniej ze szkła laminowanego poddanego obróbce pokazuje, że dana część została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
Szyby przednie ze szkła-tworzywa sztucznego:
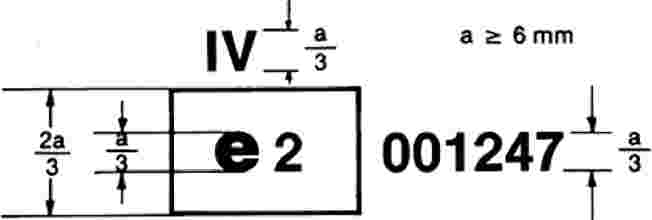
Powyższy znak homologacji części umieszczony na szybie przedniej ze szkła-tworzywa sztucznego pokazuje, że dana część została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
Tafle szkła inne niż szyby przednie o normalnej przepuszczalności światła poniżej 70 %:

Powyższy znak homologacji części umieszczony na płycie szklanej innej niż szyba przednia, do którego stosuje się wymagania ppkt 9.1.4.2 załącznika III C, pokazuje, że dana część została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
Podwójne zespoły szyb o normalnej przepuszczalności światła poniżej 70 %:

Powyższy znak homologacji części umieszczony na podwójnym zespole szyb pokazuje, że dana część została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
Tafle szkła inne niż szyby przednie przeznaczone do wykorzystania jako szyby przednie w ciągnikach:

Powyższy znak homologacji części umieszczony na płycie szklanej pokazuje, że dana część, przeznaczona do wykorzystania jako szyba przednia w ciągniku, została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
Tafle szkła inne niż szyby przednie o normalnej przepuszczalności światła wynoszącej 70 % lub więcej:

Powyższy znak homologacji części umieszczony na płycie szklanej innej niż szyba przednia, do którego stosuje się wymagania ppkt 9.1.4.1 załącznika III C, pokazuje, że dana część została homologowana we Francji (e 2) na mocy niniejszej dyrektywy, pod numerem homologacji części 001247.
ZAŁĄCZNIK III B
(Maksymalny format: A4 (210 × 297 mm))
Powiadomienie o
|
— |
homologacji części, |
|
— |
odmowie udzielenia homologacji części, |
|
— |
rozszerzeniu homologacji części, |
|
— |
wycofaniu homologacji części (1) dla typu tafli szkła bezpiecznego na mocy dyrektywy 2009/144/EC |
Homologacja EWG części nr WE … Rozszerzenie nr: …
1. Kategoria tafli szkła bezpiecznego:
…
2. Opis tafli szkła (patrz dodatki 1, 2, 3, 4, 5, 6, 7 (1) oraz, w przypadku szyb przednich, wykaz zgodny z dodatkiem 8)
…
…
3. Znak handlowy lub znak towarowy:
…
4. Nazwa i adres producenta:
…
…
5. Nazwa i adres przedstawiciela producenta, jeżeli dotyczy:
…
6. Przedstawiony do homologacji części w dniu:
…
7. Placówka techniczna odpowiedzialna za przeprowadzenie badań homologacyjnych części:
…
8. Data protokołu z badań:
…
9. Numer protokołu z badań:
…
10. Podjęto decyzję o przyznaniu/odmowie/rozszerzeniu/wycofaniu homologacji części (1):
…
11. Powody rozszerzenia homologacji typu:
…
…
…
12. Uwagi:
…
…
…
13. Miejsce: …
14. Data: …
15. Podpis: …
16. Dołącza się wykaz dokumentów obejmujący akta homologacji części przekazane organowi administracji, który udzielił homologacji; dokumenty te są dostępne na życzenie.
(1) Niepotrzebne skreślić.
Dodatek 1
SZYBY PRZEDNIE ZE SZKŁA HARTOWANEGO
(cechy zasadnicze i drugorzędne, według definicji z załącznika III D lub III I)
Homologacja części nr: … Cechy zasadnicze …
Rozszerzenie nr:
|
— |
Kategoria kształtu: … |
|
— |
Kategoria grubości: … |
|
— |
Grubość nominalna szyby przedniej: … |
|
— |
Charakter i typ pokrycia z tworzywa sztucznego: … |
|
— |
Grubość pokrycia z tworzywa sztucznego: … |
Cechy drugorzędne
|
— |
Charakter materiału (szkło walcowane, lane, szkło płaskie): … |
|
— |
Kolor szkła: … |
|
— |
Kolor pokrycia z tworzywa sztucznego: … |
|
— |
Wprowadzone przewodniki (tak/nie): |
|
— |
Wprowadzone pasy przeciwoślepieniowe (tak/nie): |
Uwagi:
…
…
…
…
…
Załączone dokumenty: wykaz szyb przednich (patrz dodatek 8)
Dodatek 2
TAFLE SZKŁA JEDNOLICIE HARTOWANEGO INNE NIŻ SZYBY PRZEDNIE
(Cechy zasadnicze i drugorzędne, według definicji z załącznika III E lub III I)
Homologacja części nr: … Cechy zasadnicze …
Rozszerzenie nr:
|
— |
Inne niż szyby przednie (tak/nie): |
|
— |
Szyby przednie do ciągnika(-ów): … |
|
— |
Kategoria kształtu: … |
|
— |
Sposób przeprowadzenia procesu hartowania: … |
|
— |
Kategoria grubości: … |
|
— |
Charakter i typ pokrycia z tworzywa sztucznego: … |
Cechy drugorzędne
|
— |
Charakter materiału (szkło walcowane, lane, szkło płaskie): … |
|
— |
Kolor szkła: … |
|
— |
Kolor pokrycia z tworzywa sztucznego: … |
|
— |
Wprowadzone przewodniki (tak/nie): |
|
— |
Wprowadzone pasy przeciwoślepieniowe (tak/nie): |
Kryteria homologowane
|
— |
Największe pole powierzchni (szkło płaskie): … |
|
— |
Najmniejszy kąt: … |
|
— |
Największe pole powierzchni rozwiniętej (szkło zakrzywione): … |
|
— |
Największa wysokość segmentu: … |
Uwagi:
…
…
…
…
…
Załączone dokumenty: wykaz szyb przednich (o ile ma zastosowanie) (patrz dodatek 8).
Dodatek 3
SZYBY ZE SZKŁA LAMINOWANEGO
(zwykłe, po obróbce lub pokryte tworzywem sztucznym)
(Cechy zasadnicze i drugorzędne, zgodnie z definicją podaną w załącznikach III F, III H lub III I)
Homologacja części nr: … Cechy zasadnicze …
Rozszerzenie nr:
|
— |
Liczba warstw szkła: … |
|
— |
Liczba warstw w międzywarstwie: … |
|
— |
Grubość nominalna szyby przedniej: … |
|
— |
Grubość nominalna międzywarstw(-y): … |
|
— |
Specjalna obróbka szkła: … |
|
— |
Własności fizyczne i typ międzywarstw(-y): … |
|
— |
Cechy fizyczne i typ powłoki pokrycia z tworzywa sztucznego: … |
Cechy drugorzędne
|
— |
Właściwości fizyczne materiału (szkło walcowane, lane, szkło płaskie): … |
|
— |
Zabarwienie szkła (bezbarwne, podbarwione): … |
|
— |
Zabarwienie powłoki pokrycia z tworzywa sztucznego (całkowite/częściowe): … |
|
— |
Wprowadzone przewodniki (tak/nie): |
|
— |
Wprowadzone pasy przeciwoślepieniowe (tak/nie): |
Uwagit
…
…
…
…
…
Załączone dokumenty: wykaz szyb przednich (patrz dodatek 8).
Dodatek 4
TAFLE SZKŁA LAMINOWANEGO INNE NIŻ SZYBY PRZEDNIE
(Cechy zasadnicze i drugorzędne, zgodnie z definicją podaną w załączniku III G lub III I)
Homologacja części nr: … Cechy zasadnicze …
Rozszerzenie nr:
|
— |
Inne niż szyby przednie (tak/nie): |
|
— |
Szyby przednie do ciągnika(-ów): … |
|
— |
Liczba warstw szkła: … |
|
— |
Liczba warstw w międzywarstwie: … |
|
— |
Kategoria grubości: … |
|
— |
Grubość nominalna międzywarstw(-y): … |
|
— |
Specjalna obróbka szkła: … |
|
— |
Cechy fizyczne i typ międzywarstw(-y): … |
|
— |
Cechy fizyczne i typ powłoki z tworzywa sztucznego: … |
|
— |
Grubośći powłoki z tworzywa sztucznego: … |
Cechy drugorzędne
|
— |
Cechy fizyczne materiału (szkło walcowane, lane, szkło płaskie): … |
|
— |
Zabarwienie międzywarstwy (całkowite/częściowe): … |
|
— |
Zabarwienie szkła: … |
|
— |
Zabarwienie powłoki z tworzywa sztucznego: … |
|
— |
Wprowadzone przewodniki (tak/nie): |
|
— |
Wprowadzone pasy przeciwoślepieniowe (tak/nie): |
Uwagi:
…
…
…
…
…
Załączone dokumenty: wykaz szyb przednich (jeśli dotyczy) (patrz dodatek 8).
Dodatek 5
SZYBY PRZEDNIE ZE SZKŁA-TWORZYWA SZTUCZNEGO
(Cechy zasadnicze i drugorzędne, zgodnie z definicją podaną w załączniku III J)
Homologacja części nr: … Cechy zasadnicze …
Rozszerzenie nr:
|
— |
Kategoria kształtu: … |
|
— |
Liczba warstw tworzywa sztucznego: … |
|
— |
Grubość nominalna szkła: … |
|
— |
Obróbka szkła (tak/nie): |
|
— |
Grubość nominalna szyby przedniej: … |
|
— |
Grubość nominalna warstw(-y) tworzywa sztucznego spełniającego funkcję mędzywarstwy: … |
|
— |
Cechy fizyczne i typ warstw(-y) tworzywa sztucznego spełniającego funkcję mędzywarstwy: … |
|
— |
Cechy fizyczne i typ zewnętrznej warstwy tworzywa sztucznego: … |
Cechy drugorzędne
|
— |
Cechy fizyczne materiału (szkło walcowane, lane, szkło płaskie): … |
|
— |
Zabarwienie szkła: … |
|
— |
Zabarwienie warstw(-y) tworzywa sztucznego (całkowite/częściowe): … |
|
— |
Wprowadzone przewodniki (tak/nie): |
|
— |
Wprowadzone pasy przeciwoślepieniowe (tak/nie): |
Uwagi:
…
…
…
…
…
Załączone dokumenty: wykaz szyb przednich (patrz dodatek 8).
Dodatek 6
PŁYTY ZE SZKŁA-TWORZYWA SZTUCZNEGO INNE NIŻ SZYBY PRZEDNIE
(Cechy zasadnicze i drugorzędne, zgodnie z definicją podaną w załączniku III K)
Homologacja części nr: … Cechy zasadnicze …
Rozszerzenie nr:
|
— |
Inne niż szyby przednie (tak/nie): |
|
— |
Szyby przednie do ciągnika(-ów): … |
|
— |
Liczba warstw tworzywa sztucznego: … |
|
— |
Grubość części szklanej: … |
|
— |
Obróbka części szklanej (tak/nie): |
|
— |
Grubość nominalna tafli … |
|
— |
Grubość nominalna warstw(-y) tworzywa sztucznego spełniającego funkcję międzywarstwy: … |
|
— |
Cechy fizyczne i typ tworzywa sztucznego spełniającego funkcję międzywarstwy: … |
|
— |
Cechy fizyczne i typ zewnętrznej warstwy z tworzywa sztucznego: … |
Cechy drugorzędne
|
— |
Cechy fizyczne materiału (szkło walcowane, lane, szkło płaskie): … |
|
— |
Zabarwienie szkła (bezbarwne/podbarwione): … |
|
— |
Zabarwienie warstw(-y) tworzywa sztucznego (całkowite/częściowe): … |
|
— |
Wprowadzone przewodniki (tak/nie): |
|
— |
Wprowadzone pasy przeciwoślepieniowe (tak/nie): |
Uwagi:
…
…
…
…
…
Załączone dokumenty: wykaz szyb przednich (jeżeli dotyczy) (patrz dodatek 8).
Dodatek 7
PODWÓJNE ZESPOŁY SZYB
(Cechy zasadnicze i drugorzędne, zgodnie z definicją podaną w załączniku III L)
Homologacja części nr: … Rozszerzenie nr: …
Cechy zasadnicze
|
— |
Skład podwójnych zespołów szyb (symetryczne/asymetryczne): … |
|
— |
Grubość nominalna szczeliny: … |
|
— |
Sposób połączenia: … |
|
— |
Typ każdej z szyb, zgodnie z definicjami podanymi w załącznikach III E, III G, III I, III K: … |
Załączone dokumenty
Jeden formularz dla obu tafli szkła symetrycznego podwójnego zespołu szyb, zgodnie z Załącznikiem, na mocy którego tafle zostały przebadane bądź homologowane.
Po jednym formularzu dla każdej z tafli szkła asymetrycznego podwójnego zespołu szyb, zgodnie z załącznikami, na mocy których tafle zostały przebadane bądź homologowane.
Uwagi:
…
…
…
…
…
Dodatek 8
ZAWARTOŚĆ WYKAZU SZYB PRZEDNICH (1)
Dla każdej szyby przedniej objętej niniejszą homologacją części należy dostarczyć, jako minimum, informacje szczegółowe dotyczące następujących zagadnień:
|
— |
Producent ciągnika: … |
|
— |
Typ ciągnika: … |
|
— |
Pole powierzchni rozwiniętej (F): … |
|
— |
Wysokość segmentu (h): … |
|
— |
Zakrzywienie (r): … |
|
— |
Kąt zainstalowania (α): … |
|
— |
Współrzędne punktu odniesienia (A, B, C) w stosunku do środka górnej krawędzi szyby przedniej: … |

(1) Wykaz ten musi być dołączony do dodatków 1, 2 (jeżeli dotyczy), 3 i 5 do niniejszego załącznika.
ZAŁĄCZNIK III C
Ogólne warunki badania
1. BADANIE ROZDROBNIENIA
1.1. Tafla szkła przeznaczona do badania nie jest solidnie zabezpieczona; może być jednakże przymocowana do identycznej tafli szkła za pomocą taśmy klejącej wzdłuż wszystkich krawędzi.
1.2. W celu uzyskania rozdrobnienia używa się młotka o wadze około 75 g lub innego urządzenia, które spowodowałoby równoważne skutki. Promień zakrzywienia punktu wynosi 0,2 ±0,05 mm.
1.3. Należy przeprowadzić oddzielne badania dla każdego wskazanego punktu uderzenia.
1.4. Badanie rozdrobnionych części jest przeprowadzane na fotograficznym papierze kontaktowym, przy naświetleniu rozpoczynającym się nie później niż 10 sekund i kończącym się nie później niż trzy minuty po uderzeniu. Rozpatrywane są tylko linie najciemniejsze, odpowiadające pierwotnemu rozbiciu. Laboratorium jest obowiązane przechowywać reprodukcje zdjęć uzyskanego rozdrobnienia.
2. BADANIE UDERZENIA KULĄ
2.1. Badanie przy użyciu kuli o masie 227 g
2.1.1. Aparatura
2.1.1.1. Kula ze stali hartowanej o masie 227 ± 2 g i średnicy około 38 mm.
2.1.1.2. Urządzenie umożliwiające swobodne upuszczenie kuli z określonej wysokości lub też urządzenie nadające kuli prędkość równoważną tej, jaką uzyskuje się przy swobodnym spadku. W przypadku zastosowania urządzenia do wyrzucenia kuli tolerancja prędkości wynosi ±1 % prędkości równoważnej do tej, jaką uzyskuje się przy swobodnym spadku.
2.1.1.3. Konstrukcja nośna, np. taka jak na rysunku 1, zbudowana z metalowych ram o obrobionych krawędziach o szerokości 15 mm, nałożonych na siebie i licowanych uszczelkami gumowymi o grubości około 3 mm i szerokości 15 mm, o twardości równej 50 IRHD.
Rama dolna opiera się na skrzyni żelaznej o wysokości około 150 mm. Badana część jest utrzymana we właściwej pozycji za pomocą ramy górnej, której masa wynosi około 3 kg. Konstrukcja nośna jest przyspawana do arkusza stali o grubości około 12 mm spoczywającego na podłodze, a między arkuszem a podłogą jest umieszczony arkusz gumy o grubości około 3 mm i twardości około 50 IRHD.

2.1.2. Warunki badania
|
— |
Temperatura: 20 ± 5 °C. |
|
— |
Ciśnienie: od 860 do 1 060 mbar. |
|
— |
Wilgotność względna: 60 ± 20 %. |
2.1.3. Część badana
Część badana jest płaskim kwadratem o boku długości 300 + 10/-0 mm.
2.1.4. Procedura
Badaną część należy przygotować poprzez umieszczenie jej w pomieszczeniu o określonej temperaturze na cztery godziny przed rozpoczęciem badania.
Umieścić badaną część w konstrukcji nośnej (ppkt 2.1.1.3). Płaszczyzna części badanej jest prostopadła, przy tolerancji odchylenia w granicach 3°, w stosunku do kierunki spadania kuli.
Punkt uderzenia znajduje się w odległości nie większej niż 25 mm od geometrycznego środka części badanej przy wysokości spadku nieprzekraczającej 6 m oraz w odległości 50 mm od środka części badanej przy wysokości spadku przekraczającej 6 m. Kula uderza po tej stronie badanej części, która odpowiada zewnętrznej stronie tafli szkła bezpiecznego po obsadzeniu w pojeździe. Kula może uderzyć tylko jeden raz.
2.2. Badanie przy użyciu kuli o masie 2 260 g
2.2.1. Aparatura
2.2.1.1. Kula ze stali hartowanej o masie 2 260 g ± 20 g, o średnicy około 82 mm.
2.2.1.2. Urządzenie umożliwiające swobodne upuszczenie kuli z określonej wysokości, lub też urządzenie nadające kuli prędkość równoważną tej, jaką uzyskuje się przy swobodnym spadku. W przypadku zastosowania urządzenia do wyrzucenia kuli tolerancja prędkości wynosi 1 % prędkości równoważnej tej, jaką uzyskuje się przy swobodnym spadku.
2.2.1.3. Konstrukcja nośna, jak pokazano na rysunku 1, i identyczna z opisem w ppkt 2.1.1.3.
2.2.2. Warunki badania
|
— |
Temperatura: 20 ± 5 °C. |
|
— |
Ciśnienie: od 860 do 1 060 mbar. |
|
— |
Wilgotność względna: 60 ± 20 %. |
2.2.3. Część badana
Badana część jest płaskim kwadratem o boku długości 300 + 10– 0 mm, lub też jest to fragment wycięty z najbardziej płaskiej części szyby przedniej lub innej zakrzywionej tafli szkła bezpiecznego.
Można również poddać badaniu całą szybę przednią. Należy wówczas zwrócić szczególną uwagę na zapewnienie właściwego zamocowania tafli szkła bezpiecznego do konstrukcji nośnej.
2.2.4. Procedura
Badaną część przygotować poprzez umieszczenie jej w pomieszczeniu o określonej temperaturze co najmniej na cztery godziny przed rozpoczęciem badania.
Umieścić część badaną w konstrukcji nośnej (ppkt 2.1.1.3). Płaszczyzna części badanej jest prostopadła, przy tolerancji odchylenia do 3°, w stosunku do kierunku spadania kuli.
W przypadku szyby ze szkła-tworzywa sztucznego, badana część jest przytwierdzona klamrami do konstrukcji nośnej.
Punkt uderzenia znajduje się w odległości nie większej niż 25 mm od geometrycznego środka badanej części. Kula uderza po tej stronie części badanej, która odpowiada zewnętrznej stronie tafli szkła bezpiecznego po obsadzeniu w pojeździe. Kula może uderzyć tylko jeden raz.
3. BADANIE ZA POMOCĄ GŁOWY MANEKINA
3.1. Aparatura
3.1.1. Ciężarek w kształcie głowy umieszczony w sferycznym lub półsferycznej głowie manekina, wykonanym z laminowanego drewna twardego pokrytego wymienialnym filcem i połączonym (niekoniecznie) z drewnianą belką poprzeczną. Pomiędzy głową manekina a belką poprzeczną i prętem montażowym z drugiej strony belki znajduje się część pośrednia imitująca szyję.
Rozmiary manekina – odpowiednio do rysunku 2.
Masa całkowita aparatury wynosi 10 ±0,2 kg.
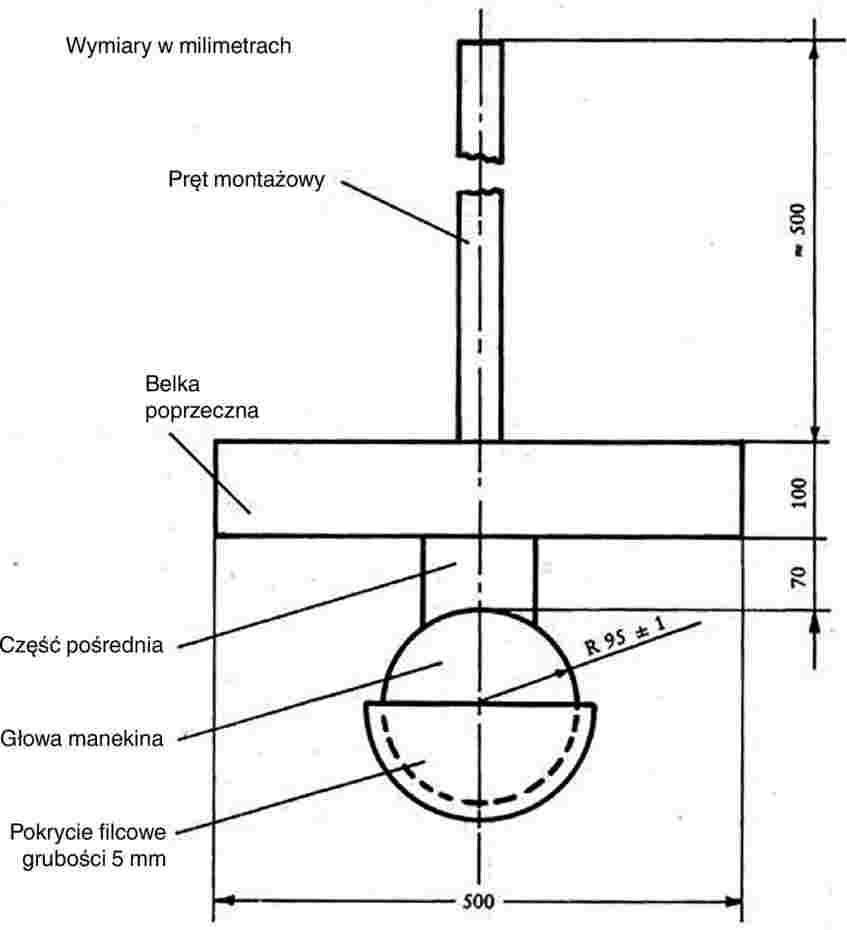
3.1.2. Urządzenie umożliwiające upuszczanie głowy manekina z określonej wysokości bądź też urządzenie nadające manekinowi prędkość równoważną tej, jaką uzyskuje się przy swobodnym spadku.
Jeśli zastosowane jest urządzenie do rzucania manekina, tolerancja względem prędkości wynosi ±1 % prędkości równoważnej tej, jaką uzyskuje się przy swobodnym spadku.
3.1.3. Konstrukcja nośna, jak pokazano na rysunku 3, do celów badania płaskich części badanych. Konstrukcja jest zbudowana z dwu metalowych ram o obrobionych krawędziach o szerokości 50 mm, nałożonych na siebie i licowanych uszczelkami gumowymi o grubości około 3 mm i szerokości 15 ± 1 mm, o twardości równej 70 IRHD.
Rama górna jest przyciśnięta do ramy dolnej za pomocą co najmniej ośmiu śrub.
3.2 Warunki badania
3.2.1. Temperatura: 20 ± 5 °C.
3.2.2. Ciśnienie: od 860 do 1 060 mbar.
3.2.3. Wilgotność względna: 60 ± 20 %

3.3. Procedura
3.3.1. Badanie wykonywane na płaskim elemencie badanym
Płaska część badana, o długości 1 100 + 5/-2 mm i szerokości 500 + 5/-2 mm umieścić w stałej temperaturze 20 ± 5 °C co najmniej na cztery godziny bezpośrednio przed rozpoczęciem badania. Zamocować część badaną na konstrukcji nośnej (ppkt 3.1.3), przykręcić śruby dla zapewnienia, by przesunięcie części badanej podczas badania nie przekroczyło 2 mm. Płaszczyzna części badanej jest jak najbardziej prostopadła do kierunku spadania obciążnika. Obciążnik uderza badaną część w punkcie znajdującym się w promieniu nie większym niż 40 mm od jego geometrycznego środka, po tej stronie, która odpowiada wewnętrznej stronie tafli szkła bezpiecznego po zamontowaniu jej w pojeździe. Obciążnik może uderzyć tylko jeden raz.
Powierzchnia uderzająca wykonana z filcu jest wymieniana po 12 badaniach.
3.3.2. Badanie wykonywane na całych szybach przednich (stosowane tylko przy wysokości spadku nie większej niż 1,5 m)
Umieścić szybę przednią swobodnie w konstrukcji nośnej, podkładając pasek gumowy o twardości 70 IRHD i grubości około 3 mm, przy szerokości styku wzdłuż całego obwodu około 15 mm. Konstrukcja nośna składa się ze sztywnego fragmentu odpowiadającego kształtowi szyby przedniej tak, aby obciążnik głowy manekina uderzał w powierzchnię strony wewnętrznej. Jeśli to konieczne, szyba przednia jest przytwierdzona klamrami do konstrukcji nośnej za pomocą odpowiednich środków. Konstrukcja nośna jest oparta na sztywnej podstawie z podłożonym arkuszem gumowym o twardości 70 IRHD i grubości około 3 mm.
Powierzchnia szyby przedniej jest jak najbardziej prostopadła do kierunku spadania obciążnika głowy manekina.
Obciążnik uderza część badaną w punkcie znajdującym się w promieniu nie więcej niż 40 mm od jego geometrycznego środka, po tej stronie, która odpowiada wewnętrznej stronie tafli szkła bezpiecznego po zamontowaniu jej w pojeździe. Obciążnik może uderzyć tylko jeden raz.
Powierzchnia uderzająca manekina wykonana z filcu jest wymieniana po 12 badaniach.
4. BADANIE ODPORNOŚCI NA ŚCIERANIE
4.1. Aparatura
4.1.1. Urządzenie ścierające (1), pokazane schematycznie na rysunku 4 i składa się z:
|
— |
obrotnicy poziomej, z klamrą środkową, obracającej się w kierunku przeciwnym do ruchu wskazówek zegara z prędkością od 65 do 75 obr./min, oraz
|
|
— |
dwóch równoległych ramion obciążających, na każdym z nich znajduje się specjalne koło ścierające obracających się swobodnie na poziomych łożyskach kulkowych, każde z kół opiera się na próbce badanej pod naciskiem wywieranym przez masę 500 g. |
Obrotnica urządzenia ścierającego obracają się równomiernie, o ile to możliwe, w jednej płaszczyźnie (odchylenie od tej płaszczyzny nie może przekraczać ±0,05 mm w odległości 1,6 mm od obrzeża obrotnicy). Koła są zamontowane w taki sposób, że przy kontakcie z obracającą częścią badaną obracają się w przeciwnych kierunkach, tak aby zapewnić dwukrotne, podczas jednego obrotu badanej części, wywieranie działania ściskającego i ścierającego wzdłuż zakrzywionych linii na powierzchni pierścieniowej około 30 cm2.
4.1.2. Koła ścierające (2), każde o średnicy 45–50 mm i grubości 12,5 mm, zbudowane ze specjalnego, dokładnie przesianego ścierniwa, umieszczonego w gumie o średniej twardości. Koła wykazują twardość w wysokości 72 ± 5 IRHD, mierzoną w czterech równo oddalonych od siebie punktach na centralnej linii powierzchni ścierającej. Nacisk jest przykładany pionowo wzdłuż średnicy koła, a pomiary odczytywane 10 sekund po pełnym przyłożeniu nacisku.
Koła ścierające są przygotowane do użytkowania przez bardzo powolne obracanie ich na arkuszu płaskiego szkła, co ma zapewnić, by ich powierzchnia była całkowicie równa.
4.1.3. Źródło światła składające się z żarówki, której żarnik jest umieszczony w równoległej rurce pomiarowej o wymiarach 1,5 mm × 1,5 mm × 3 mm. Napięcie w żarniku żarówki jest takie, że temperatura barwy wynosi 2 856 K ± 50 K. Napięcie jest ustabilizowane w granicach ± 1/1 000. Urządzenie stosowane do mierzenia napięcia ma właściwą dokładność.
4.1.4. System optyczny składający się z obiektywu o ogniskowej f co najmniej 500 mm, skorygowanego dla aberracji chromatycznej. Pełne otwarcie obiektywu nie może przekraczać f/20. Odległość między obiektywem i źródłem światła jest regulowana w celu uzyskania jak najbardziej równoległej wiązki światła. Wprowadza się przysłonę w celu zmniejszenia promienia wiązki światła do 7 mm ± 1 mm. Przysłona jest umieszczona w odległości 100 ± 50 mm od obiektywu po stronie oddalonej od źródła światła.
4.1.5. Sprzęt do mierzenia światła rozproszonego (patrz rysunek 5), na który składa się komórka fotoelektryczna o całkującej kuli o średnicy od 200 do 250 mm. Kula jest wyposażona w otwory wejścia i wyjścia światła. Otwór wejścia jest okrągły, o średnicy przynajmniej dwukrotnie większej od długości wiązki światła. Otwór wyjścia kuli posiada albo pułapkę światła albo też normalizator współczynnika odbicia, zgodnie z procedurą opisaną poniżej w ppkt 4.4.3. Pułapka światła pochłania całe światło, kiedy w wiązce światła nie ma próbki badanej.
Oś wiązki światła przechodzi przez środki otworów wejścia i wyjścia. Średnica b otworu wyjścia światła równa się 2a · tan 4°, gdzie a jest średnicą kuli.
Komórka fotoelektryczna jest przymocowana w sposób uniemożliwiający dotarcie do niej światła biegnącego bezpośrednio od otworu wejścia lub z normalizatora współczynnika odbicia.
Powierzchnia wnętrza kuli całkującej i normalizatora współczynnika odbicia muszą charakteryzować się jak najbardziej równym współczynnikiem odbicia, być matowe i nieselektywne. Moc wyjściowa komórki fotoelektrycznej jest linearna w granicach ±2 % poza zakres zastosowanych natężeń światła. Urządzenie jest skonstruowane, aby nie następowało wychylenie galwanometru w sytuacji, kiedy kula pozostaje ciemna.
Całe urządzenie jest regularnie kontrolowane poprzez kalibrowanie znormalizowanymi próbkami o określonym zamgleniu. Jeżeli pomiarów zamglenia dokonuje się przy użyciu sprzętu lub metod innych niż opisane powyżej, należy skorygować wyniki, jeżeli zachodzi taka potrzeba, aby zgadzały się one z wynikami uzyskanymi na urządzeniu opisanym powyżej.

4.2. Warunki badania
4.2.1. Temperatura: 20 ± 5 °C.
4.2.2. Ciśnienie: od 860 do 1 060 mbar.
4.2.3. Wilgotność względna: 60 ± 20 %.
4.3. Części badane
Części badane są płaskimi kwadratami o długości boku 100 mm, o obu powierzchniach możliwie płaskich i równoległych oraz, jeśli jest taka potrzeba, z wywierconym otworem do mocowania o średnicy otworu 6,4 + 0,2/-0 mm.
4.4. Procedura
Badanie ścierania jest przeprowadzany na tej części badanej, która odpowiada zewnętrznej powierzchni tafli szkła bezpiecznego, kiedy jest ona zamocowana w pojeździe, a także na wewnętrznej stronie w przypadku tafli szkła z powłoką z tworzywa sztucznego.
4.4.1. Niezwłocznie przed i po ścieraniu części badane należy wyczyścić w następujący sposób:
|
a) |
umyć szmatką lnianą w czystej wodzie bieżącej; |
|
b) |
wypłukać wodą destylowaną lub odmineralizowaną; |
|
c) |
wysuszyć strumieniem tlenu lub azotu; |
|
d) |
usunąć wszelkie pozostałości wody, pocierając lekko wilgotną szmatką lnianą. Jeżeli zajdzie taka potrzeba, należy wysuszyć ściskając lekko między dwiema częściami materiału lnianego. |
Należy unikać poddawania działaniu urządzeń ultradźwiękowych. Po oczyszczeniu części badane można trzymać, dotykając tylko krawędzi, a przechowywać należy je tak, aby nie dopuścić do uszkodzenia bądź zanieczyszczenia ich powierzchni.
4.4.2. Części badane należy przygotować do badania, przechowując w temperaturze 20 ± 5 °C i wilgotności względnej 60 ± 20 % co najmniej przez 48 godzin.
4.4.3. Bezpośrednio po przygotowaniu należy umieścić część badaną w otworze wejściowym kuli całkującej. Kąt pomiędzy normalną (prostopadłą) do powierzchni części badanej i osią wiązki światła nie może przekraczać 8o.
Należy wykonać cztery odczyty ze wskazań przyrządu zgodnie z wskazaniami poniższej tabeli:
|
Odczyt |
Z częścią badaną |
Z pułapką światła |
Z normalizatorem współczynnika odbicia |
Reprezentatywna ilość |
|
T1 |
Nie |
nie |
tak |
Światło przypadkowe |
|
T2 |
Tak |
nie |
tak |
Część badana przepuszcza całe światło |
|
T3 |
Nie |
tak |
nie |
Światło rozproszone przez urządzenie |
|
T4 |
Tak |
tak |
nie |
Światło rozproszone przez urządzenie i część badana |
Powtórzyć odczyty pomiarów T1, T2, T3 i T4 w innych określonych pozycjach części badanej w celu potwierdzenia jednolitości.
Obliczyć przepuszczalność całkowitą Tt = T2/T1.
Obliczyć przepuszczalność rozproszoną Td według następującego wzoru:
Td = (T4 – T3(T2/T1))/T1
Obliczyć zamglenie procentowe lub światło, ewentualnie jedno i drugie, według następującego wzoru:
(Td/Tt) × 100 %
Zmierzyć zamglenie początkowe części badanej przynajmniej w czterech punktach jednakowo oddalonych od siebie, na nieścieranej powierzchni zgodnie z powyższym wzorem. Uśrednić wyniki dla każdej części badanej. Zamiast przeprowadzania czterech pomiarów można uzyskać wartość uśrednioną poprzez jednolite obracanie części badanej z prędkością 3 lub więcej obrotów na sekundę.
Dla każdej tafli szkła bezpiecznego przeprowadzić trzy badania tego samego rodzaju. Wykorzystać zamglenie jako miarę ścierania podpowierzchniowego, po przeprowadzeniu badania ścierania na elemencie badanym. Zmierzyć rozproszone światło przechodzące przez starty tor przynajmniej w czterech punktach wzdłuż tego toru, jednakowo oddalonych od siebie, według wzoru podanego powyżej.
Uśrednić wyniki dla każdej części badanej. Zamiast przeprowadzania czterech pomiarów można uzyskać wartość uśrednioną poprzez jednolite obracanie części z prędkością 3 lub więcej obrotów na sekundę.
4.5. Badanie ścierania ma być przeprowadzane według uznania laboratorium wykonującego badanie, przy odpowiednim uwzględnieniu dostępnych wcześniej informacji. Z wyjątkiem materiałów z plastikowego szkła, na przykład w przypadku zmian w międzywarstwie lub grubości materiału, dalsze testowanie z zasady nie jest konieczne.
4.6. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
5. BADANIE ODPORNOŚCI NA WYSOKIE TEMPERATURY
5.1. Procedura
Podgrzać do temperatury 100 °C trzy próbki lub trzy części badane o wymiarach co najmniej 300 mm × 300 mm pobrane przez laboratorium z trzech szyb przednich lub trzech tafli szkła innych niż szyby przednie, według uznania, w których jeden z wymiarów odpowiada górnej krawędzi tafli. Utrzymać powyższą temperaturę przez dwie godziny, a następnie pozwolić
próbce(-kom) wystygnąć do temperatury pokojowej. Jeśli tafla szkła bezpiecznego ma obie zewnętrzne powierzchnie wykonane z materiału nieorganicznego, badanie można wykonać poprzez zanurzenie próbki badanej pionowo we wrzątku na określony czas, przy czym należy zwrócić uwagę, aby nie dopuścić do nadmiernego szoku termicznego. Jeżeli próbki są wycięte z szyb przednich, jedna z krawędzi każdej z próbek stanowi część krawędzi szyby przedniej.
5.2. Wskaźniki trudności cech drugorzędnych
|
|
Bezbarwna |
Podbarwiona |
|
Zabarwienie międzywarstwy: |
1 |
2 |
Badanie nie obejmuje innych cech drugorzędnych.
5.3. Interpretacja wyników
5.3.1. Wynik badania odporności na wysokie temperatury jest uważany za pozytywny, jeżeli bąbelki i inne deformacje nie powstają w odległości większej niż 15 mm od nieodciętej krawędzi, lub też w odległości większej niż 25 mm od odciętej krawędzi części badanej lub próbki, lub też większej niż 10 mm od jakiejkolwiek rysy, która pojawiła się podczas wykonywania badania.
Zestaw części badanych przedłożonych do homologacji części jest uważany za spełniający wymagania pod względem badania odporności na wysokie temperatury, jeżeli spełnione są wszystkie poniższe wymagania:
5.3.2.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
5.3.2.2. jedno badanie wykazało wynik niedostateczny, ale seria dalszych badań wykonanych na nowym zestawie części badanych lub próbek przyniosła wyniki pozytywne.
6. BADANIE ODPORNOŚCI NA PROMIENIOWANIE
6.1. Metoda badania
6.1.1. Aparatura
6.1.1.1. Źródło promieniowania składa się ze średniociśnieniowej łukowej lampy rtęciowej z rurową żarówką kwarcową typu bezozonowego. Oś żarówki jest pionowa. Wymiary nominalne żarówki wynoszą: długość 360 mm oraz średnica 9,5 mm. Długość łuku wynosi 300 ± 4 mm. Lampa działa z mocą 750 ± 50 W.
Można zastosować każde dowolne inne źródło promieniowania powodujące identyczny efekt z tym co lampa opisana powyżej. Aby sprawdzić, czy efekt innego źródła promieniowania jest identyczny, należy porównać pomiary ilości energii wysyłanej w przedziale długości fali od 300 do 450 nm, przy zablokowaniu wszelkich innych długości fali za pomocą odpowiednich filtrów. Wówczas inne źródło należy stosować przy użyciu tychże filtrów.
W przypadku tafli szkła bezpiecznego, dla których nie ma dostatecznej korelacji pomiędzy niniejszym badaniem a warunkami użytkowania, konieczne jest zweryfikowanie warunków badania.
6.1.1.2. Transformator zasilający oraz kondensator odpowiedni do zasilania lampy (ppkt 6.1.1.1) w początkowe napięcie szczytowe o wysokości co najmniej 1 100 V oraz napięcie robocze o wysokości 500 ± 50 V.
6.1.1.3. Urządzenie pomocnicze służące do zamocowania i obracania badanych próbek z prędkością od 1 do 5 obr./min wokół umieszczonego centralnie źródła promieniowania w celu zapewnienia równomiernego działania promieniowania.
6.1.2 Części badane
6.1.2.1. Wymiary części badanych wynoszą 76 mm × 300 mm.
6.1.2.2. Części badane są wycinane przez laboratorium z górnej części tafli z uwzględnieniem następujących zastrzeżeń:
|
— |
w przypadku tafli szkła innych niż szyby przednie krawędź górna części badanych pokrywa się z górną krawędzią tafli, |
|
— |
w przypadku szyb przednich górna krawędź części badanych pokrywa się z górną granicą strefy, dla której kontrolowana jest i określana równomierna przepuszczalność zgodnie z ppkt 9.1.2.2 niniejszego załącznika. |
6.1.3. Procedura
Sprawdzić równomierną przepuszczalność światła, określoną zgodnie z ppkt 9.1.1 i 9.1.2 niniejszego załącznika, trzech próbek badanych przed wystawieniem ich na działanie promieniowania. Zabezpieczyć pewną część każdej próbki przed działaniem promieniowania, a następnie umieścić próbkę w urządzeniu badawczym w odległości 230 mm od lampy, długością próbki równolegle do osi podłużnej lampy. Utrzymywać temperaturę próbek na poziomie 45 ± 5 °C przez cały czas wykonywania badania. Powierzchnia wierzchnia każdej próbki badanej, która stanowiłaby zewnętrzną, narażoną na zarysowanie część w ciągniku, musi być zwrócona bezpośrednio w stronę lampy. Dla typu lampy określonego w ppkt 6.1.1.1 czas naświetlenia wynosi 100 godzin.
Po naświetleniu zmierzyć ponownie równomierną przepuszczalność światła w naświetlonej części każdej próbki.
6.1.4. Każda część lub próbka badana (razem trzy sztuki) jest poddawana, zgodnie z procedurą opisaną powyżej, takiemu promieniowaniu, że w każdym punkcie części lub próbki badanej w międzywarstwie powoduje taki sam efekt co zastosowanie promieniowania słonecznego 1 400 W/m2 przez 100 godzin.
6.2. Wskaźniki trudności cech drugorzędnych
|
|
Bezbarwne |
Podbarwione |
|
Zabarwienie szkła |
2 |
1 |
|
Zabarwienie międzywarstwy |
1 |
2 |
Badanie nie obejmuje innych cech drugorzędnych.
6.3. Interpretacja wyników
Wynik badania odporności na promieniowanie jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
całkowita przepuszczalność światła mierzona zgodnie z ppkt 9.1.1 i 9.1.2 niniejszego załącznika nie spada poniżej 95 % wartości oryginalnej przed napromieniowaniem oraz, w żadnym wypadku, nie spada poniżej:
6.3.1.1.1. 70 %, w przypadku tafli szkła innych niż szyba przednia, które muszą spełniać wymagania dotyczące pola widzenia kierowcy we wszystkich kierunkach;
6.3.1.1.2. 75 %, w przypadku szyb przednich, w granicach strefy, w której jest mierzona równomierna przepuszczalność światła, jak określono w ppkt 9.1.2.2 poniżej.
6.3.1.2. Część lub próbka badana może wykazywać nieznaczne przebarwienia po napromieniowaniu, przy badaniu jej na białym tle, pod warunkiem że nie występują inne zmiany.
Zestaw części badanych przedstawiony w celu uzyskania homologacji części jest uważany za zadowalający pod względem badania odporności na promieniowanie, jeśli spełniony jest jeden z poniższych warunków:
6.3.2.1. wszystkie badania kończą się wynikiem zadowalającym, lub
6.3.2.2. jedno z badań zakończyło się wynikiem niedostatecznym, ale seria dalszych badań wykonanych na nowym zestawie części lub próbek badanych przyniosła wyniki zadowalające.
7. BADANIE ODPORNOŚCI NA WILGOTNOŚĆ
7.1. Procedura
Utrzymywać trzy części lub próbki badane, o wymiarach przynajmniej 300 mm × 300 mm, w pozycji pionowej przez okres co najmniej dwóch tygodni w zamkniętym pojemniku, w którym utrzymywana jest temperatura 50 ± 2 °C i wilgotność względna 95 % ± 4 % (3).
Części badane należy przygotować w następujący sposób:
|
— |
jedna z krawędzi każdej badanej części jest krawędzią części oryginalnej szyby przedniej, |
|
— |
jeśli jednocześnie ma być badanych kilka części, to należy zapewnić odpowiedniej wielkości odstępy między nimi. |
Należy zachować środki ostrożności, aby nie dopuścić do opadania skroplonego powietrza ze ścian lub sufitu komory badawczej na badane próbki.
7.2. Wskaźniki trudności cech drugorzędnych
|
|
Bezbarwna |
Podbarwiona |
|
Zabarwienie międzywarstwy |
1 |
2 |
Badanie nie obejmuje innych cech drugorzędnych.
7.3. Interpretacja wyników
7.3.1. Tafle szkła bezpiecznego są uważane za spełniające wymagania badania odporności na wilgotność, jeżeli nie obserwuje się żadnych istotnych zmian w odległości większej niż 10 mm od nieodciętych krawędzi oraz większej niż 15 mm od krawędzi odciętych, po dwóch godzinach przetrzymywania w otaczającej atmosferze dla szkła zwykłego i szkła laminowanego oraz po 48 godzinach w otaczającej atmosferze dla tafli szkła powlekanych tworzywem sztucznym i szyb z tworzywa sztucznego.
Zestaw części badanych przedstawionych w celu homologacji części jest uważany za zadowalający, jeżeli spełniony jest jeden z następujących warunków:
7.3.2.1. wszystkie badania kończą się wynikiem zadowalającym, lub
7.3.2.2. jedno z badań zakończyło się wynikiem niedostatecznym, ale seria dalszych badań wykonanych na nowym zestawie części lub próbek badanych przyniosła wyniki zadowalające.
8. BADANIE ODPORNOŚCI NA ZMIANY TEMPERATURY
8.1. Metoda badania
Dwie części o wymiarach 300 mm × 300 mm umieścić w zamkniętej komorze na sześć godzin w temperaturze –40 ± 5 °C; następnie umieścić te same części w powietrzu otaczającym o temperaturze 23 ± 2 °C na jedną godzinę lub do momentu, kiedy część badana osiągnie stałą temperaturę. Następnie umieścić je w strumieniu powietrza o temperaturze 72 ± 2 °C na trzy godziny. Części są badane po ponownym umieszczeniu ich w powietrzu otaczającym o temperaturze 23 ± 2 °C i schłodzeniu do tej temperatury.
8.2. Wskaźnik trudności cech drugorzędnych
|
|
Bezbarwna |
Podbarwiona |
|
Zabarwienie międzywarstwy z tworzywa sztucznego lub powłoki pokrycia |
1 |
2 |
Badanie nie obejmuje żadnych innych cech drugorzędnych.
8.3. Interpretacja wyników
Wynik badania odporności na zmiany temperatury jest uważany za pozytywny, jeżeli części badane nie wykazują pęknięć, zmętnień, rozwarstwień lub innych widocznych deformacji.
9. WŁAŚCIWOŚCI OPTYCZNE
9.1. Badanie przepuszczalności światła
9.1.1. Aparatura
9.1.1.1. Źródło światła składające się z żarówki, której żarnik jest umieszczony w równoległościanie o wymiarach 1,5 mm × 1,5 mm × 3 mm. Napięcie w żarniku żarówki jest takie, że temperatura barwy wynosi 2 856 K ± 50 K. Napięcie to jest ustabilizowane w granicach1/1 000. Urządzenie stosowane do mierzenia napięcia ma odpowiednią dokładność.
9.1.1.2. System optyczny składający się z obiektywu o ogniskowej przynajmniej 500 mm, skorygowany dla aberracji chromatycznych. Pełne otwarcie obiektywu nie może przekraczać f/20. Odległość między obiektywem a źródłem światła jest tak dobrana, aby uzyskać wiązkę światła jak najbardziej równoległą.
W celu ograniczenia średnicy wiązki światła do 7 ± 1 mm wprowadza się przysłonę. Przysłona jest umieszczona w odległości 100 ± 50 mm od obiektywu po stronie bardziej oddalonej od źródła światła. Punkt pomiaru znajduje się w środku wiązki światła.
9.1.1.3. Aparatura pomiarowa. Względna czułość widmowa odbiornika jest zgodna ze względną skutecznością świetlną dla znormalizowanego obserwatora fotometrycznego CIE (Commission Internationale de l'Éclairage) dla przedziału fotowizyjnego. Powierzchnia czuła odbiornika jest pokryta rozpraszającym medium i ma przynajmniej dwukrotnie większy przekrój poprzeczny niż wiązka światła wysyłana przez system optyczny. Jeżeli stosowana jest kula całkująca, otwory kuli mają powierzchnię przekroju przynajmniej dwukrotnie większą od równoległego odcinka wiązki światła. Liniowość odbiornika i przyłączonego urządzenia wskazującego musi być lepsza niż 2 % skutecznej części skali.
Odbiornik musi być usytuowany na osi wiązki światła.
9.1.2. Procedura
Wyregulować urządzenie wskazujące odpowiedź odbiornika w taki sposób, aby wskazywało 100 podziałek, kiedy tafla szkła bezpiecznego nie jest umieszczona na drodze strumienia światła. Kiedy na odbiornik nie pada światło, urządzenie wskazuje wartość zerową.
Umieścić taflę szkła bezpiecznego w odległości od odbiornika równej około pięciokrotnej średnicy odbiornika. Umieścić taflę szkła bezpiecznego pomiędzy przysłoną i odbiornikiem, a następnie dostosować ukierunkowanie w taki sposób, aby kąt padania wiązki światła wynosił 0° ± 5°. Równomierna przepuszczalność jest mierzona na tafli szkła bezpiecznego, a dla każdego punktu pomiaru odczytywana jest liczba podziałek n pokazana na urządzeniu wskazującym. Przepuszczalność równomierna τr wynosi n/100.
9.1.2.1. W przypadku szyb przednich można zastosować alternatywne metody badania, z wykorzystaniem próbki badanej wyciętej z najbardziej płaskiej części szyby przedniej, lub też specjalnie przygotowanego płaskiego kwadratu o właściwościach materiałowych i grubości identycznej z właściwościami odpowiedniej szyby przedniej; pomiary są wówczas pobierane normalnie (prostopadle) do tafli szkła.
9.1.2.2. Badanie jest wykonywane w strefie I, określonej w ppkt 9.2.5.2 niniejszego załącznika.
9.1.2.3. W przypadku ciągników, dla których niemożliwe jest wyznaczenie strefy I takiej jak określona w punkcie 9.2.5.2, badanie jest wykonywane w strefie I′, jak określono w ppkt 9.2.5.3 niniejszego załącznika.
9.1.3. Wskaźniki trudności cech drugorzędnych
|
|
Bezbarwne |
Podbarwione |
|
Zabarwienie szkła |
1 |
2 |
|
Zabarwienie międzywarstwy (w przypadku laminowanych szyb przednich) |
1 |
2 |
|
|
nie dotyczy |
dotyczy |
|
Opaski zacieniające i/lub zaciemniające |
1 |
2 |
Badanie nie obejmuje żadnych innych cech drugorzędnych.
9.1.4. Interpretacja wyników
9.1.4.1. Równomierna przepuszczalność mierzona zgodnie z ppkt 9.1.2 w przypadku szyb przednich wynosi nie mniej niż 75 % oraz w przypadku szyb innych niż szyby przednie - nie mniej niż 70 %.
9.1.4.2. W przypadku okien umieszczanych w punktach bez większego znaczenia dla pola widzenia kierowcy (na przykład: przeszklony dach) równomierna przepuszczalność światła przez taflę może wynosić mniej niż 70 %. Szyby, których współczynnik równomiernej przepuszczalności światła wynosi mniej niż 70 %, są oznaczone odpowiednim symbolem.
9.2. Badanie zniekształceń optycznych
9.2.1. Zakres
Opisana metoda jest metodą rzutowania, która pozwala na ocenę zniekształceń optycznych płyty ze szkła bezpiecznego.
9.2.1.1. Definicje
9.2.1.1.1. Odchylenie optyczne: kąt pomiędzy prawdziwym i pozornym kierunkiem punktu oglądanego przez taflę szkła bezpiecznego, gdzie powiększenie kąta jest funkcją kąta padania linii wzroku, grubości i nachylenia tafli szkła oraz promienia zakrzywienia w punkcie padania.
9.2.1.1.2. Zniekształcenie optyczne w kierunku MM′: różnica algebraiczna odchylenia kątowego Δα, mierzona pomiędzy dwoma punktami M i M′ na powierzchni z tafli szkła bezpiecznego; gdzie odległość między dwoma punktami jest taka, że ich rzuty na płaszczyznę prostopadle do kierunku widzenia są oddzielone daną odległością Δx (patrz rysunek 6).
Odchylenie przeciwne do wskazówek zegara jest uważane za pozytywne, a zgodne ze wskazówkami zegara za negatywne.
9.2.1.1.3. Zniekształcenie optyczne w punkcie M: zniekształcenie optyczne maksymalne we wszystkich kierunkach MM′ z punktu M.
9.2.1.2. Aparatura
Niniejsza metoda zakłada rzutowanie odpowiedniego slajdu (rastera) na ekran monitora przez taflę szkła bezpiecznego poddawaną badaniu. Zmiana w kształcie rzutowanego obrazu na skutek wprowadzenia tafli szkła bezpiecznego na drogę światła umożliwia pomiar zniekształcenia. Aparatura składa się z następujących części, zestawionych tak jak pokazano na rysunku 9.
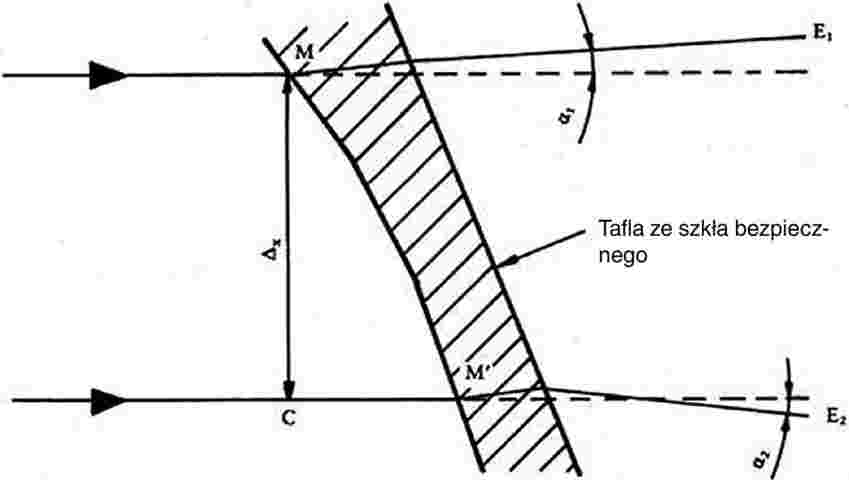
|
Uwagi: |
Δa = α1 – α2, |
tzn. zniekształcenie optyczne w kierunku MM′. |
|
|
Δx = MC |
tzn. odległość między dwiema liniami prostymi równoległymi do kierunku widzenia i przechodzącymi przez punkty M i M′. |

9.2.1.2.1. Dobrej jakości rzutnik z punktowym źródłem światła o dużej intensywności, wykazujący na przykład następujące właściwości:
|
— |
ogniskowa długości przynajmniej 90 mm, |
|
— |
otwarcie około 1/2,5, |
|
— |
kwarcowa żarówka halogenowa 150 W (jeżeli jest stosowana bez filtra), |
|
— |
kwarcowa żarówka halogenowa 250 W (jeżeli jest stosowany filtr zielony). |
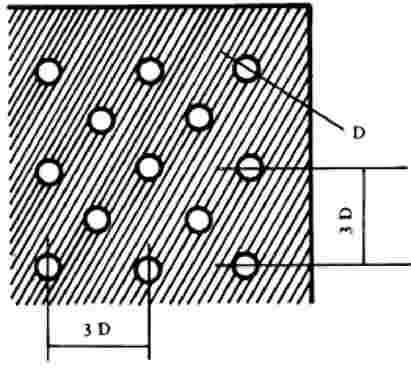
Rzutnik jest pokazany schematycznie na rysunku 7. Przesłona o średnicy 8 mm jest umieszczona około 10 mm od przedniej soczewki.
9.2.1.2.2. Slajdy (rastery) przedstawiające na przykład układ jaskrawych okrągłych form na ciemnym tle (patrz rysunek 8). Slajd wykazuje możliwie dobrą jakość i kontrast umożliwiający wykonanie pomiaru przy błędzie mniejszym niż 5 %. Gdy nie ma tafli szkła bezpiecznego, która jest badana, rozmiary form okrągłych muszą być takie, że kiedy są one wyświetlane, to tworzą układ kół o średnicy ((R1 + R2)/R1)Δx, gdzie Δx = 4 mm (patrz rysunki 6 i 9).

9.2.1.2.3. Stojak podpórkowy, najlepiej taki, który umożliwiałby pionowe i poziome skanowanie, jak również obracanie tafli szkła bezpiecznego.
9.2.1.2.4. Szablon kontrolny przeznaczony do mierzenia zmian wymiarów w sytuacjach, kiedy wymagana jest szybka ocena. Właściwy wzorzec jest pokazany na rysunku 10.

9.2.1.3. Procedura
9.2.1.3.1. Ogólne
Zamocować taflę szkła bezpiecznego na stojaku podpórkowym (ppkt 9.2.1.2.3) pod wyznaczonym kątem nachylenia. Wyświetlić obraz badany przez kontrolowany obszar tafli. Obracać taflę szkła bezpiecznego lub przemieszczać pionowo, lub poziomo w celu zbadania całej powierzchni obszaru.
9.2.1.3.2. Ocena przy użyciu szablonu kontrolnego
W przypadku gdzie wystarczająca jest szybka ocena przy dopuszczalnym błędzie do 20 %, obliczyć wartość A (patrz rysunek 10) z wartości granicznej ΔαL w celu uzyskania zmiany odchylenia oraz wartość R2, czyli odległość między taflą szkła bezpiecznego a ekranem:
A = 0,145 ΔαL · R2
Stosunek między zmianą średnicy wyświetlanego obrazu Δd i zmianą zniekształcenia kątowego Δα można uzyskać za pomocą wzoru:
Δd = 0,29 Δα · R2
gdzie:
|
Δd |
jest wyrażone w milimetrach, |
|
A |
jest wyrażone w milimetrach, |
|
ΔαL |
jest wyrażone w minutach kątowych, |
|
Δα |
jest wyrażone w minutach kątowych, oraz |
|
R2 |
jest wyrażone w metrach. |
9.2.1.3.3. Pomiar przy użyciu przyrządu fotoelektrycznego
W przypadku gdy wymagany jest pomiar precyzyjny z dopuszczalnym marginesem błędu nie większym niż 10 % wartości granicznej, należy zmierzyć wielkość Δd na osi rzutowania, gdzie wielkość szerokości punktowej jest pobrana w punkcie, gdzie luminacja jest równa 0,5 maksymalnej wartości luminacji punktowej.
9.2.1.4. Prezentacja wyników
Ocenić zniekształcenie optyczne tafli szkła bezpiecznego poprzez zmierzenie Δd w każdym miejscu powierzchni i we wszystkich kierunkach w celu znalezienia Δd maks.
9.2.1.5. Metoda alternatywna
Dodatkowo, dozwolona jest technika strioskopowa jako alternatywa dla techniki wyświetlania za pomocą rzutnika, pod warunkiem że zachowana jest dokładność pomiaru podana w ppkt 9.2.1.3.2 i 9.2.1.3.3.
9.2.1.6. Odległość Δx powinna wynosić 4 mm.
9.2.1.7. Szyby przednie należy montować pod takim samym kątem nachylenia, jaki występuje po zamontowaniu w ciągniku.
9.2.1.8. Oś rzutowania w płaszczyźnie poziomej jest utrzymana mniej więcej prostopadle do śladu szyby przedniej na tej płaszczyźnie.
Pomiary są wykonywane w strefie I, jak określono w ppkt 9.2.5.2 niniejszego załącznika.
9.2.2.1. W przypadku ciągników, dla których nie jest możliwe ustalenie strefy I według opisu z ppkt 9.2.5.2 niniejszego załącznika, badanie jest wykonywane w strefie I′, zgodnie z definicją z ppkt 9.2.5.3 niniejszego załącznika.
9.2.2.2. Typ ciągnika
Badanie należy powtórzyć, jeżeli szyba przednia ma być zamontowana w typie ciągnika, w którym przednie pole widzenia jest inne niż w typie ciągnika, dla którego szyba przednia została wcześniej homologowana.
9.2.3. Wskaźniki trudności cech drugorzędnych
9.2.3.1. Właściwości fizyczne materiału
|
Szkło polerowane (walcowane płaskie) |
Szkło lane |
Szkło płaskie |
|
1 |
1 |
2 |
9.2.3.2. Inne cechy drugorzędne
Badanie nie obejmuje żadnych innych cech drugorzędnych.
9.2.4. Ilość próbek
Do badania należy przedstawić cztery próbki.
9.2.5. Definicja strefy widzenia dla szyb przednich w ciągnikach
Strefa widzenia jest ustalana na podstawie:
9.2.5.1.1. punktu odniesienia zgodnie z definicją z ppkt 1.2 załącznika I do dyrektywy 2008/2/WE. Punkt ten jest oznaczony poniżej jako O;
9.2.5.1.2. linia prosta OQ, która jest poziomą linią prostą przechodzącą przez punkt odniesienia i prostopadłą do środkowej wzdłużnej płaszczyzny ciągnika;
9.2.5.2. strefa I jest strefą szyby przedniej określoną punktami przecięcia szyby przedniej z czterema płaszczyznami zdefiniowanymi poniżej:
|
P1 |
— |
płaszczyzna pionowa przechodząca przez O i tworząca kąt 15° na lewo od środkowej wzdłużnej płaszczyzny ciągnika, |
|
P2 |
— |
płaszczyzna pionowa symetryczna do P1 względem środkowej wzdłużnej płaszczyzny ciągnika Jeżeli nie jest możliwe powyższe (na przykład ze względu na niewystępowanie symetrycznej środkowej wzdłużnej płaszczyzny ciągnika), P2 jest płaszczyzną symetryczną do P1 względem wzdłużnej płaszczyzny ciągnika przechodzącej przez punkt odniesienia, |
|
P3 |
— |
płaszczyzna przechodząca przez linię prostą OQ i tworząca kąt 10° ponad płaszczyzną poziomą, |
|
P4 |
— |
płaszczyzna przechodząca przez linię prostą OQ i tworząca kąt 8° poniżej płaszczyzny poziomej. |
9.2.5.3. W przypadku ciągników, dla których nie jest możliwe ustalenie strefy I zgodnie z definicją z ppkt 9.2.5.2 niniejszego załącznika., strefa I′ składa się z całej powierzchni szyby przedniej.
9.2.6. Interpretacja wyników
Typ szyby przedniej jest uważany za zadowalający pod względem zniekształceń optycznych, jeżeli dla czterech próbek przedstawionych do badania zniekształcenie optyczne nie przekracza maksymalnej wartości 2′ kątowych zarówno w strefie I, jak i w strefie I′.
9.2.6.1. Nie są wymagane pomiary w zasięgu strefy peryferyjnej o szerokości 100 mm.
9.2.6.2. W przypadku szyb przednich podzielonych nie wykonuje się pomiarów w granicach pasma o szerokości 35 mm od krawędzi tafli, która może przylegać do rozdzielnika ekranu.
9.3. Badanie oddzielenia obrazu wtórnego
9.3.1. Zakres
Uznawane są dwie metody badania:
|
— |
badanie tarczowe, oraz |
|
— |
badanie za pomocą teleskopu kolimacyjnego. |
Podane metody badania mogą być stosowane do celów homologacji części, kontroli jakości lub oceny produktu, odpowiednio do potrzeb.
9.3.1.1. Badanie tarczowe
9.3.1.1.1. Aparatura
Niniejsza metoda polega na oglądaniu oświetlonej tarczy przez taflę szkła bezpiecznego. Tarcza może być wykonana w taki sposób, że przeprowadzane badanie jest proste, na zasadzie nadaje się/nie nadaje się.
Tarcza, o ile to możliwe, odpowiada jednemu z poniżej opisanych typów:
|
a) |
oświetlana tarcza pierścieniowa, której średnica zewnętrzna D leży naprzeciw kąta, o η minut kątowych, wyznaczonego z punku położonego w odległości x metrów (rysunek 11a); lub |
|
b) |
oświetlona tarcza pierścieniowa i kołowa, których wymiary są takie, że odległość D od punktu na krawędzi koła do najbliższego punktu na wewnętrznej stronie leży naprzeciw kąta, o η minut kątowych, wyznaczonego z punku położonego w odległości x metrów (rysunek 11b); |
gdzie:
|
Η |
to wartość graniczna oddzielenia obrazu wtórnego, |
|
X |
to odległość między taflą szkła bezpiecznego a tarczą (nie mniej niż 7 m), |
|
D |
jest określone wzorem: |
D = x · tan η
Oświetlona tarcza składa się ze skrzynki świetlnej, o wymiarach około 300 mm × 300 mm × 150 mm, której przednia ścianka jest, o ile to możliwie, wykonana ze szkła przykrytego nieprzezroczystym czarnym papierem lub powlekanego czarną farbą matową. Skrzynka jest oświetlona przez odpowiednie źródło światła. Wewnętrzna strona skrzynki jest powlekana białą farbą matową. Wygodne może być zastosowanie innego rodzaju tarczy, np. takiej jak na rysunku 14. Dopuszczalne jest również zastąpienie systemu tarczowego systemem wyświetlania za pomocą rzutnika i oglądanie powstałych obrazów na ekranie.
9.3.1.1.2. Procedura
Zamocować taflę szkła bezpiecznego pod określonym kątem natarcia na odpowiednim stojaku w taki sposób, że obserwacja jest wykonywana na płaszczyźnie poziomej przechodzącej przez środek tarczy.
Skrzynka świetlna jest oglądana w ciemnym lub półzaciemnionym pokoju i przez każdą część badanej powierzchni w celu wykrycia obecności wszelkiego rodzaju obrazów wtórnych związanych z oświetloną tarczą. Obracać taflę szkła bezpiecznego zgodnie z potrzebą tak, aby zachować odpowiedni kierunek przeglądania. Do przeglądania można użyć okularu.
9.3.1.1.3. Prezentacja wyników
Określić, czy:
|
— |
jeżeli stosowana jest tarcza (a) (patrz rysunek 11a), obraz pierwotny i wtórny okręgu oddzielają się, tzn. czy przekroczona jest wartość graniczna η, lub też |
|
— |
jeżeli zastosowana jest tarcza (b) (patrz rysunek 11b), obraz wtórny koła przesuwa się powyżej punktu styczności z wewnętrzną krawędzią okręgu, tzn. czy została przekroczona wartość graniczna η. |

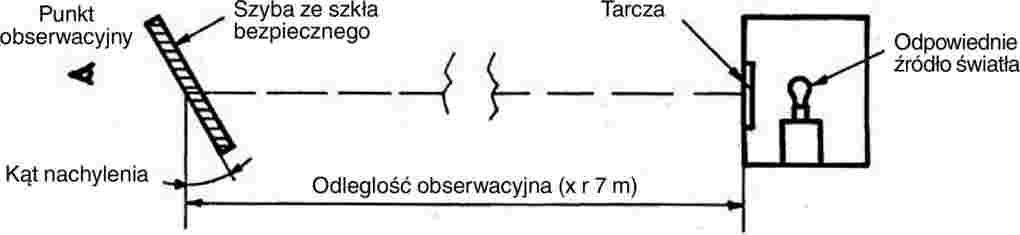

9.3.1.2. Badanie za pomocą teleskopu kolimacyjnego
Jeżeli jest taka potrzeba, stosuje się tryb postępowania opisany w niniejszym podpunkcie.
9.3.1.2.1. Aparatura
Aparatura składa się z kolimatora i teleskopu i może być zainstalowana według rysunku 13. Można jednakże zastosować każdy równoważny system optyczny.
9.3.1.2.2. Procedura
Teleskop kolimacyjny tworzy w nieskończoności obraz systemu współrzędnych biegunowych, w centrum których znajduje się jaskrawy punkt (patrz rysunek 14). W płaszczyźnie ogniskowej teleskopu obserwacyjnego, na osi optycznej, umieszcza się małe nieprzezroczyste koło o średnicy nieznacznie większej od średnicy wyświetlanego jaskrawego punktu, zaciemniając w ten sposób jaskrawy punkt.

Kiedy pomiędzy teleskopem a kolimatorem umieszczona jest część badana przedstawiająca obraz wtórny, w pewnej odległości pomiędzy punktami widzianymi przez teleskop obserwacyjny pojawia się drugi, mniej jaskrawy punkt (patrz rysunek 14). (Odległość między czarną plamką i jaskrawym punktem w centrum systemu współrzędnych biegunowych odpowiada odchyleniu optycznemu).
9.3.1.2.3. Prezentowanie wyników
Tafla szkła bezpiecznego jest najpierw badana za pomocą prostej techniki punktowania obrazu w celu ustalenia obszaru tworzącego najsilniejszy obraz wtórny. Następnie obszar ten jest badany za pomocą systemu teleskopu kolimacyjnego pod odpowiednim kątem padania. Mierzone jest maksymalne oddzielenie obrazu wtórnego.
9.3.1.3. Kierunek obserwacji w płaszczyźnie poziomej jest zachowany mniej więcej prostopadle do śladu szyby przedniej na tej płaszczyźnie.
Pomiary są wykonywane w strefach określonych w ppkt 9.2.2, odpowiednio do kategorii ciągnika.
9.3.2.1. Typ ciągnika
Badanie należy powtórzyć, jeśli szyba przednia jest użytkowana w typie ciągnika o przednim polu widzenia innym niż pole widzenia ciągnika, dla którego szyba przednia została wcześniej homologowana.
9.3.3. Wskaźniki trudności cech drugorzędnych
9.3.3.1. Właściwości fizyczne materiału
|
Szkło polerowane (walcowane) |
Szkło lane |
Szkło płaskie |
|
1 |
1 |
2 |
9.3.3.2. Inne cechy drugorzędne
Badanie nie obejmuje żadnych innych cech drugorzędnych.
9.3.4. Liczba próbek
Do badania należy przedstawić cztery próbki.
9.3.5. Interpretacja wyników
Typ szyby przedniej jest uważany za zadowalający pod względem oddzielenia obrazu wtórnego, jeżeli dla czterech próbek szyb przedstawionych do badania oddzielenie obrazu pierwotnego i wtórnego nie przekracza wartości maksymalnej 15′ kątowych.
9.3.5.1. Nie wykonuje się żadnych pomiarów w strefie peryferyjnej o szerokości 100 mm.
9.3.5.2. W przypadku szyb przednich podzielonych nie wykonuje się pomiarów w granicach pasma o szerokości 35 mm od krawędzi tafli, która może przylegać do podziału ekranu.
9.4. Badanie rozpoznawania kolorów
Jeżeli szyba przednia jest podbarwiona w strefach określonych w ppkt 9.2.5.2 lub 9.2.5.3, bada się cztery szyby przednie względem rozpoznawalności następujących kolorów:
|
— |
biały, |
|
— |
żółty selektywny, |
|
— |
czerwony, |
|
— |
zielony, |
|
— |
niebieski, |
|
— |
bursztynowy. |
10. BADANIE ODPORNOŚCI NA OGIEŃ
10.1. Cel i zakres stosowania
Niniejsza metoda umożliwia ustalenie stopnia spalania poziomego materiałów stosowanych w kabinie użytkownika ciągnika po poddaniu ich działaniu niewielkiego płomienia. Niniejsza metoda umożliwia badanie materiałów i części wewnętrznego wyposażenia ciągnika pojedynczo lub łącznie, do grubości 15 mm. Wykorzystywana jest do oceny jednolitości partii produkcyjnych tych materiałów względem ich zachowania w procesie spalania. Ze względu na wiele różnic występujących pomiędzy sytuacjami rzeczywistymi (zastosowanie i ukierunkowanie w ciągniku; warunki użytkowania; źródło zapłonu itp.) a precyzyjnie określonymi warunkami badania zaleconymi tutaj metoda ta nie może być uznawana za odpowiednią do oceny wszystkich właściwości spalania w ciągniku.
10.2. Definicje
10.2.1. Stopień spalania: stosunek spalonego odcinka mierzonego zgodnie z niniejszą metodą do czasu, w jakim nastąpiło spalenie.
Jest wyrażona w milimetrach na minutę.
10.2.2. Materiał złożony: materiał składający się z kilku warstw podobnych lub różnych materiałów połączonych ściśle na ich powierzchni poprzez cementowanie, klejenie, platerowanie, spawanie itp. Jeżeli różne materiały są wzajemnie połączone w sposób przerywany (np. poprzez zszywanie, spawanie dielektryczne, nitowanie), wówczas, w celu umożliwienia przygotowania oddzielnych próbek zgodnie z ppkt 10.5, materiały takie nie są uważane za materiały złożone.
10.2.3. Strona narażona: strona skierowana do wnętrza kabiny użytkownika (kabiny pasażera), kiedy dany materiał jest zastosowany w wyposażeniu ciągnika.
10.3. Zasada
Próbkę umieszcza się poziomo w uchwycie w kształcie litery U i poddaje działaniu określonego niskoenergetycznego płomienia przez 15 sekund, wewnątrz komory spalania, gdzie płomień działa na wolną końcówkę próbki. Badanie określa, czy i kiedy płomień wygasa, lub ustala czas, w jakim płomień pokonuje wymierzony odcinek.
10.4. Aparatura
10.4.1. Komora spalania (rysunek 15), najlepiej jeżeli jest wykonana ze stali nierdzewnej, o wymiarach podanych na rysunku 16. Przednia ścianka komory zawiera ognioodporne okienko obserwacyjne, które może zajmować całą przednią ściankę lub być przystosowane do pełnienia funkcji drzwiczek kontrolnych.
Spód komory posiada otwory odpowietrzające, zaś naokoło strony wierzchniej znajdują się szczeliny odpowietrzające. Komora spalania jest postawiona na czterech nóżkach o wysokości 10 mm.
Komora może mieć z jednej strony otwór do wprowadzania uchwytu z próbką; po przeciwnej stronie znajduje się otwór na linię dopływu gazu. Stopiony materiał spływa do rynienki (patrz rysunek 17), która jest umieszczona na dnie komory pomiędzy otworami odpowietrzającymi, tak aby nie zakrywała żadnego z nich.



10.4.2. Uchwyt do próbek składający się z dwóch płytek lub ramek metalowych w kształcie litery U, wykonany z odpornego na korozję materiału. Wymiary są podane na rysunku 18.
Płytka dolna posiada bolce, a górna odpowiadające im otwory, które zapewniają stałe i pewne utrzymanie próbki. Bolce służą również za punkty pomiarowe na początku i na końcu odcinka spalania.
Dodatkowe zabezpieczenie stanowią żaroodporne druty o średnicy 0,25 mm łączące szkielet konstrukcji w odstępach co 25 mm wokół dolnej ramki w kształcie litery U (patrz rysunek 19).


Płaszczyzna dolnej strony próbek znajduje się 178 mm ponad płytą podłogi. Odległość przedniej krawędzi uchwytu próbek od końca komory ma wynosić 22 mm; odległość wzdłużnych boków uchwytu do próbek od ścian komory ma wynosić 50 mm (wszystkie wymiary wewnętrzne). (Patrz rysunki 15 i 16.)
10.4.3. Palnik gazowy. Niewielkie źródło zapłonowe może zapewnić palnik Bunsena o średnicy wewnętrznej 9,5 mm. Jest on umieszczony w pomieszczeniu badawczym w taki sposób, że środek jego końcówki wylotowej znajduje się 19 mm poniżej środka spodniej krawędzi wolnej końcówki próbki (patrz rysunek 16).
10.4.4. Gaz do celu badań. Gaz dostarczany do palnika wykazuje wartość kaloryczną około 38 MJ/m3 (na przykład gaz naturalny).
10.4.5. Grzebień metalowy o długości co najmniej 110 mm, z siedmioma lub ośmioma zaokrąglonymi zębami po 25 mm.
10.4.6. Stoper z dokładnością do 0,5 sekundy.
10.4.7. Wyciąg laboratoryjny. Komorę spalania można umieścić w wyciągu laboratoryjnym pod warunkiem, że pojemność wewnętrzna wyciągu jest przynajmniej 20, ale nie więcej niż 110, razy większa od objętości komory spalania i pod warunkiem, że żaden wymiar z osobna: długość, szerokość czy wysokość, wyciągu laboratoryjnego nie jest więcej niż 2 ½ razy dłuższy od każdego z dwóch pozostałych wymiarów.
Przed przystąpieniem do badania mierzona jest prędkość powietrza przechodzącego przez wyciąg laboratoryjny 100 mm przed i za najdalej wysuniętymi punktami komory spalania. Prędkość mieści się w przedziale między 0,10 a 0,30 m/s, aby zapobiec przykremu działaniu spalin, które może odbierać operator. Jest możliwość korzystania z wyciągu laboratoryjnego z naturalną wentylacją i właściwą prędkością powietrza.
10.5. Próbki
10.5.1. Kształt i wymiary
Kształt i wymiary próbek są podane na rysunku 20. Grubość próbki odpowiada grubości badanego produktu. Nie może przekraczać 13 mm. Jeżeli jest to możliwe, próbka ma stały podział na całej swojej długości. Jeżeli kształt i wymiary produktu nie pozwalają na pobranie próbki w danym rozmiarze, należy zachować następujące wymiary minimalne:
|
a) |
dla próbek o szerokości od 3 do 60 mm długość wynosi 356 mm. W tym przypadku materiał jest badany na szerokości produktu; |
|
b) |
dla próbek o szerokości od 60 do 100 mm długość wynosi przynajmniej 138 mm. W tym przypadku potencjalny odcinek spalania odpowiada długości próbki, a pomiar rozpoczyna się w pierwszym punkcie pomiarowym; |
|
c) |
próbki o szerokości mniejszej niż 60 mm i długości mniejszej niż 356 mm oraz próbki o szerokości między 60 a 100 mm i długości mniejszej niż 138 mm nie mogą być badane przy użyciu wyżej opisanej metody. Ta sama zasada dotyczy próbek o szerokości mniejszej niż 3 mm. |
10.5.2 Pobieranie próbek
Należy pobrać co najmniej pięć próbek materiału, który ma być badany. W przypadku materiałów, dla których szybkość spalania jest różna w zależności od kierunku materiału (ustalane w badaniu wstępnym), pięć (lub więcej) próbek należy umieścić w aparaturze badawczej w sposób umożliwiający zmierzenie największej szybkości spalania. Jeżeli materiał jest dostarczany w określonych szerokościach, wycina się odcinek długości 500 mm obejmujący całą szerokość. Z tak wyciętej części pobierane są próbki nie mniej niż 100 mm od krawędzi materiału i w punktach jednakowo oddalonych od siebie.
Próbki są pobierane w taki sam sposób z produktów wykończonych, jeżeli pozwala na to kształt produktu. Jeżeli grubość produktu przekracza 13 mm, należy ją zredukować do 13 mm na drodze obróbki mechanicznej zastosowanej po stronie nieskierowanej do wnętrza kabiny pasażerskiej.
Materiały złożone (patrz ppkt 10.2.2) należy badać tak, jakby były materiałami jednolitymi.
W przypadku materiałów składających się z nałożonych na siebie warstw o różnym składzie, które nie są materiałami złożonymi, wszystkie warstwy materiału, do głębokości 13 mm od strony zwróconej do wnętrza kabiny, należy badać oddzielnie.
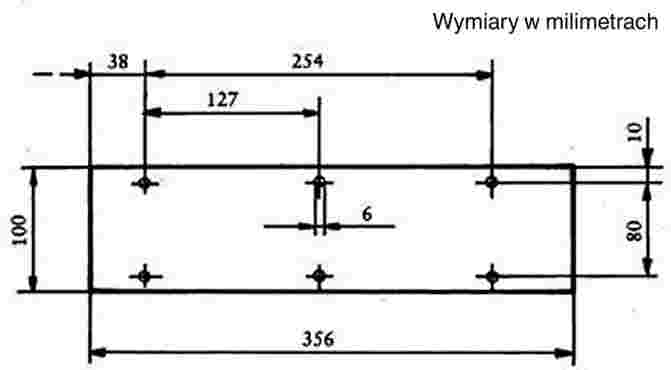
10.5.3. Przygotowanie do badania
Próbki należy przygotować, przechowując co najmniej przez 24 godziny, ale nie więcej niż 7 dni, w temperaturze 23 ± 2 °C i wilgotności względnej 50 ± 5 %, i utrzymując w takich warunkach do chwili rozpoczęcia badania.
10.6. Procedura
10.6.1. Próbki umieścić stroną z włosem lub kłaczkowatą na płaskiej powierzchni i przeczesać dwukrotnie pod włos grzebieniem (ppkt 10.4.5).
10.6.2. Umieścić próbkę w uchwycie (ppkt 10.4.2) tak, aby strona narażona była skierowana ku dołowi, w stronę płomienia.
10.6.3. Wyregulować płomień gazu do wysokości 30 mm, korzystając z podziałki wewnątrz komory spalania, przy zamkniętym wlocie powietrza palnika. Płomień płonie co najmniej przez jedną minutę, do jego ustabilizowania, przed rozpoczęciem pierwszego badania.
10.6.4. Włożyć uchwyt z próbką do komory spalania tak, aby końcówka próbki została poddana działaniu płomienia i po 15 sekundach odciąć dopływ gazu.
10.6.5. Pomiar czasu spalania rozpoczyna się w momencie, kiedy płomień przechodzi przez pierwszy punkt pomiarowy. Obserwować rozszerzanie się ognia po stronie (górnej lub dolnej), która płonie szybciej.
10.6.6. Pomiar czasu spalania kończy się, kiedy płomień dochodzi do ostatniego punktu pomiarowego, lub jeżeli płomień zgaśnie przed osiągnięciem tego punktu. Jeżeli płomień nie dochodzi do ostatniego punktu pomiarowego, zmierzyć odcinek do punktu, w którym płomień zgasł. Odcinek spalony jest częścią próbki zniszczoną przez spalenie na powierzchni lub pod powierzchnią.
10.6.7. Jeżeli próbka nie zapala się lub nie pali się po wyłączeniu palnika, lub jeżeli płomień gaśnie przed osiągnięciem pierwszego punktu pomiarowego tak, iż nie został zmierzony czas spalania, w sprawozdaniu z badania należy zapisać czas spalania jako równy 0 mm/min.
10.6.8. Przy wykonywaniu serii badań lub wykonywaniu badań powtórnych sprawdzić przed rozpoczęciem badania, czy temperatura komory spalania i uchwytu do próbek nie przekracza 30 °C.
10.7. Obliczanie
Stopień spalania B w milimetrach na minutę jest wyrażony wzorem:
B = (s/t) × 60
gdzie:
|
S |
oznacza długość spalonego odcinka w milimetrach, |
|
T |
oznacza czas, w sekundach, w jakim nastąpiło spalenie odcinka s. |
10.8. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
10.9. Interpretacja wyników
Szyby bezpieczne pokryte tworzywem sztucznym (ppkt 2.3) i z tworzywa sztucznego (ppkt 2.4) są uznawane za zadowalające pod względem zachowania w procesie spalania (odporności na ogień), jeżeli stopień spalania nie przekracza 250 mm/min.
11. BADANIE ODPORNOŚCI NA DZIAŁANIE CZYNNIKÓW CHEMICZNYCH
11.1. Czynniki chemiczne, jakie należy zastosować
11.1.1. Nieścieralny roztwór mydlany: 1 % w masie oleinianu potasowego w zdejonizowanej wodzie.
11.1.2. Płyn do mycia okien: roztwór wodny izopropanolu i glikolu propylowego, każdy w stężeniu 5 % do 10 % w masie oraz wodorotlenku amonowego w stężeniu 1 % do 5 % w masie.
11.1.3. Nierozcieńczony spirytus denaturowany: jedna część objętości alkoholu metylowego na 10 części alkoholu etylowego.
11.1.4. Wzorcowa mieszanka paliwowa składająca się z: 50 % objętości toluenu, 30 % objętości 2,2,4-trimetylopentanu, 15 % objętości 2,4,4-trimetylo-1-pentanu i 5 % objętości alkoholu etylowego.
11.1.5. Wzorcowa nafta: mieszanina 50 % objętości n-oktanowej i 50 % objętości n-dekanowej.
11.2. Metoda badania
Dwie części badane o wymiarach 180 × 25 mm należy przebadać działaniem czynników chemicznych, przewidzianych w ppkt 11.1, używając nowej części dla każdego badania i produktu. Po każdym badaniu części należy wyczyścić zgodnie ze wskazówkami producenta, a następnie przetrzymywać przez 48 godzin w warunkach o temperaturze 23 ± 2 °C i wilgotności względnej 50 ± 5 %. Takie warunki należy zachowywać również w czasie wykonywania badań. Części badane należy całkowicie zanurzyć w płynie badawczym na jedną minutę, potem wyjąć, a następnie wysuszyć natychmiast (czystą) chłonną szmatką bawełnianą.
11.3. Wskaźniki trudności dla cech drugorzędnych
|
|
Bezbarwna |
Podbarwiona |
|
Zabarwienie międzywarstwy z tworzywa sztucznego lub powłoki pokrycia |
1 |
2 |
Badanie nie obejmuje żadnych innych cech drugorzędnych.
11.4. Interpretacja wyników
11.4.1. Wynik badania odporności na działanie czynników chemicznych jest uważany za pozytywny, jeżeli części badane nie wykazują zmiękczania, lepkości, pęknięć powierzchniowych lub pozornej utraty przejrzystości.
Zestaw części badanych przedłożonych w celu uzyskania homologacji części jest uznawany za zadowalający pod względem odporności na działanie czynników chemicznych, jeżeli został spełniony jeden z następujących warunków:
11.4.2.1. wszystkie badania zakończyły się wynikiem pozytywnym;
11.4.2.2. jeżeli jedno badanie przyniosło wynik negatywny, należy przeprowadzić drugą serię badań na nowym zestawie części badanych, które zakończą się wynikiem pozytywnym.
(1) Właściwe urządzenie ścierające jest dostarczane przez Taber Industries (Stany Zjednoczone Ameryki).
(2) Właściwe koła ścierające mogą być otrzymane z Taber Industries (Stany Zjednoczone Ameryki).
(3) Takie warunki badania wykluczają wszelką kondensację na częściach badanych.
ZAŁĄCZNIK III D
Szyby przednie ze szkła hartowanego
1. DEFINICJA TYPU
Szyby przednie ze szkła hartowanego są uważane za należące do odmiennych typów, jeżeli różnią się między sobą pod względem przynajmniej jednej spośród następujących cech zasadniczych lub drugorzędnych:
1.1. Cechy zasadnicze są następujące:
1.1.1. nazwa handlowa lub znak towarowy;
kształt i wymiary.
Do celów badania rozdrobnienia i badania właściwości mechanicznych szyby przednie ze szkła hartowanego są dzielone na dwie grupy, mianowicie:
1.1.2.1. płaskie szyby przednie, oraz
1.1.2.2. zakrzywione szyby przednie;
1.1.3. kategoria grubości, w której znajduje się grubość nominalna „e” (przy dozwolonej przez producenta tolerancji ±0,2 mm).
|
|
e ≤ 4,5 mm |
||
|
4,5 mm < |
e ≤ 5,5 mm |
||
|
5,5 mm < |
e ≤ 6,5 mm |
||
|
6,5 mm < |
E |
1.2. Cechy drugorzędne są następujące:
1.2.1. właściwości fizyczne materiału (szkło polerowane (walcowane), lane, szkło płaskie)
1.2.2. barwa (bezbarwne lub podbarwione),
1.2.3. obecność lub brak przewodników,
1.2.4. obecność lub brak pasm zaciemniających.
2. BADANIE ROZDROBNIENIA
2.1. Wskaźniki trudności cech drugorzędnych
2.1.1. Badanie obejmuje tylko właściwości fizyczne materiału.
2.1.2. Uważa się, że szkło lane i szkło płaskie mają ten sam wskaźnik trudności.
2.1.3. Badania rozdrobnienia należy powtórzyć przy przechodzeniu ze szkła polerowanego (walcowanego) do szkła lanego i szkła płaskiego, i odwrotnie.
2.1.4. Badania należy powtórzyć, jeżeli stosowane są pasma zaciemniające inne niż malowane farbą.
2.2. Liczba próbek
Należy zbadać sześć próbek z serii najmniejszego pola rozwiniętego oraz sześć próbek z serii największego pola rozwiniętego, wybranych zgodnie z zaleceniami załącznika III M.
2.3. Różne strefy szkła
Szyba przednia ze szkła hartowanego obejmuje dwie główne strefy, FI i FII. Może również obejmować strefę przejściową FIII.
Strefy te odpowiadają poniższym definicjom:
2.3.1. strefa FI: strefa peryferyjna rozdrobnienia dokładnego, o szerokości przynajmniej 7 cm, wzdłuż całej długości krawędzi szyby przedniej, obejmująca również zewnętrzny pas szerokości 2 cm nie poddawany ocenie.
strefa FII: strefa widoczności o rozdrobnieniu zróżnicowanym, zawsze obejmująca prostokątną część o wysokości przynajmniej 20 cm i długości przynajmniej 50 cm.
2.3.2.1. Środek prostokąta znajduje się wewnątrz koła o promieniu 10 cm ze środkiem znajdującym się na rzucie punktu odniesienia.
2.3.2.2. W przypadku ciągników, dla których nie jest możliwe ustalenie punktu odniesienia, położenie strefy widoczności jest zaznaczone w sprawozdaniu z badania.
2.3.2.3. Wysokość powyższego prostokąta może być zmniejszona do 15 cm dla szyb przednich o wysokości mniejszej niż 44 cm;
2.3.3. strefa FIII: strefa przejściowa, o szerokości nieprzekraczającej 5 cm, znajdująca się pomiędzy strefami FI i FII.
2.4. Metoda badania
Stosowana metoda badania jest opisana w pkt 1 załącznika III C.
2.5. Punkty uderzenia (patrz załącznik III N, rysunek 2)
2.5.1. Punkty uderzenia są wybierane w następujący sposób:
punkt 1: w części środkowej strefy FII, na obszarze wysokiego lub niskiego naprężenia;
punkt 2: w strefie FIII, jak najbliżej pionowej płaszczyzny symetrii strefy FII;
punkt 3 i 3′: 3 cm od krawędzi jednej ze środkowych próbki; jeżeli znajduje się znak szczypiec, jeden z punktów rozbicia znajduje się blisko krawędzi opatrzonej tym znakiem, drugi zaś blisko krawędzi po przeciwnej stronie;
punkt 4: w miejscu, gdzie promień zakrzywienia jest najmniejszy na najdłuższej środkowej;
punkt 5: 3 cm od krawędzi próbki w miejscu, gdzie promień zakrzywienia krawędzi jest najmniejszy, po lewej lub po prawej stronie.
2.5.2. Badanie rozdrobnienia jest wykonywane w każdym z punktów: 1, 2, 3, 3′, 4 i 5.
2.6. Interpretacja wyników
Uważa się, że badanie rozdrobnienia przyniosło wynik pozytywny, jeżeli rozdrobnienie spełnia wszystkie warunki wymienione w ppkt 2.6.1.1, 2.6.1.2 i 2.6.1.3 poniżej.
2.6.1.1. Strefa FI
2.6.1.1.1. Liczba odłamków po rozdrobnieniu, przypadających na każdy kwadrat o wymiarach 5 × 5 cm, jest nie mniejsza niż 40 i nie większa niż 350; dopuszczalna jest jednakże sytuacja, w której liczba odłamków jest mniejsza niż 40, ale liczba przypadająca na kwadrat 10 × 10 cm, zawierający kwadrat 5 × 5 cm, jest nie mniejsza niż 160.
2.6.1.1.2. Do celów powyższej zasady odłamek wychodzący poza kwadrat liczy się jako pół odłamka.
2.6.1.1.3. Nie kontroluje się rozdrobnienia w pasie o szerokości 2 cm wzdłuż brzegów próbek, który to pas odpowiada obramowaniu szkła, ani też w promieniu 7,5 cm od punktu uderzenia.
2.6.1.1.4. Dopuszcza się maksymalnie trzy odłamki, których powierzchnia przekracza 3 cm2. Nie może zdarzyć się tak, że dwa z nich pochodzą z tego samego koła o promieniu 10 cm.
2.6.1.1.5. Dopuszczalne są fragmenty wydłużone, pod warunkiem że ich krawędzie nie są ostro zakończone, a ich długość nie przekracza 7,5 cm, z wyjątkiem przypadku opisanego w ppkt 2.6.2.2 poniżej. Jeśli te wydłużone fragmenty dochodzą do krawędzi szkła, nie mogą tworzyć z nią kąta większego niż 45°.
2.6.1.2. Strefa FII
2.6.1.2.1. Widoczność szczątkowa po rozbiciu szyby jest kontrolowana na obszarze prostokątnym zdefiniowanym w ppkt 2.3.2. W tym prostokącie pole powierzchni całkowitej odłamków o powierzchni większej niż 2 cm2 nie przekracza 15 % powierzchni prostokąta; jednakże w przypadku szyb przednich o wysokości nie większej niż 44 cm, lub których kąt instalacji jest mniejszy niż 15o względem pionu, stopień widoczności wynosi przynajmniej 10 % powierzchni równoważnego prostokąta.
2.6.1.2.2. Powierzchnia żadnego z odłamków nie może przekraczać 16 cm2, z wyjątkiem przypadku opisanego w ppkt 2.6.2.2.
2.6.1.2.3. W promieniu 10 cm od punktu uderzenia, ale tylko w części koła należącej do strefy FII, dopuszczalne są trzy odłamki o powierzchni większej niż 16 cm2, ale mniejszej niż 25 cm2.
Odłamki mają jak najbardziej równomierne kształty, bez wierzchołków opisanych w ppkt 2.6.1.2.4.1. Jednakże nie dopuszcza się więcej niż 10 odłamków o nieregularnych kształtach z jednego prostokąta o wymiarach 50 × 20 cm, i nie więcej niż 25 z całej powierzchni szyby przedniej.
Żaden z tych odłamków nie może mieć wierzchołka dłuższego niż 35 mm, mierzonego zgodnie z ppkt 2.6.1.2.4.1.
2.6.1.2.4.1. Odłamek jest uważany za odłamek nieregularny, jeżeli nie da się go wpisać w koło o średnicy 40 mm, jeżeli przynajmniej jeden jego wierzchołek jest dłuższy niż 15 mm, mierzony od końca wierzchołka do miejsca, którego szerokość równa się grubości szyby oraz, jeżeli ma jeden lub więcej wierzchołków, których kąt jest mniejszy niż 40°.
2.6.1.2.5. Odłamki o wydłużonym kształcie są dozwolone w strefie FII pod warunkiem, że ich długość nie przekracza 10 cm, z wyjątkiem przypadku opisanego w ppkt 2.6.2.2.
2.6.1.3. Strefa FIII
Rozdrobnienie w tej strefie wykazuje cechy przejściowe między dwoma rodzajami rozdrobnienia odpowiednio dozwolonymi w strefach sąsiednich (FI i FII).
Szyba przednia przedstawiona do homologacji części jest uznawana za spełniającą wymagania pod względem rozdrobnienia, jeżeli spełniony jest przynajmniej jeden z następujących warunków:
2.6.2.1. wszystkie badania przeprowadzone z zastosowaniem miejsc uderzenia opisanych w ppkt 2.5.1 przyniosły pozytywne wyniki;
2.6.2.2. jeżeli jedno spośród wszystkich badań przeprowadzonych z zastosowaniem punktów uderzenia opisanych w ppkt 2.5.1 przyniosło wynik niedostateczny, z uwzględnieniem odchyleń nieprzekraczających następujących granic:
strefa FI: nie więcej niż pięć odłamków o długości między 7,5 a 15 cm.
strefa FII: nie więcej niż trzy odłamki o powierzchni między 16 a 20 cm2, na obszarze położonym poza kołem o promieniu 10 cm, ze środkiem w punkcie uderzenia;
strefa FIII: nie więcej niż cztery odłamki o długości między 10 a 17,5 cm,
i przy powtórnym wykonaniu badania na nowej próbce, spełnia wymagania przedstawione w ppkt 2.6.1 lub wykazuje odchylenia mieszczące się w granicach określonych powyżej.
2.6.2.3. jeżeli dwa spośród wszystkich wykonanych badań, z zastosowaniem punktów uderzenia opisanych w ppkt 2.5.1, przyniosły wynik negatywny pod względem odchyleń nieprzekraczających granic opisanych w ppkt 2.6.2.2, a kolejna seria badań przeprowadzonych na nowym zestawie próbek spełnia wymagania ppkt 2.6.1, lub nie więcej niż dwa odłamki wykazują odchylenia nieprzekraczające granic określonych w ppkt 2.6.2.2.
2.6.3. Jeżeli stwierdzono odchylenia, o jakich mowa powyżej, należy odnotować je w sprawozdaniu z badania oraz dołączyć do sprawozdania zdjęcia odpowiednich części szyby przedniej.
3. BADANIE ZA POMOCĄ GŁOWY MANEKINA
3.1. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
3.2. Liczba próbek
3.2.1. Dla każdej grupy szyb przednich ze szkła hartowanego badaniom poddaje się cztery próbki o mniej więcej najmniejszym polu rozwiniętym i cztery próbki o mniej więcej największym polu rozwiniętym, łącznie osiem próbek tego samego typu co próbki wybrane do badania rozdrobnienia (patrz ppkt 2.2).
3.2.2. Alternatywnie, dla każdej kategorii grubości szyby przedniej, można zastosować w badaniu, według uznania laboratorium przeprowadzającego badanie, sześć części badanych o wymiarach 1 100 × 500 mm + 5/-2 mm.
3.3. Metoda badania
3.3.1. Stosowana metoda badania jest opisana w pkt 3 załącznika III C.
3.3.2. Wysokość upuszczenia wynosi 1,5 m + 0/-5 mm.
3.4. Interpretacja wyników
3.4.1. Wynik badania jest uznawany za pozytywny, jeżeli szyba przednia lub część badana uległy rozbiciu.
Zestaw próbek przedstawionych w celu uzyskania homologacji części jest uznawany za spełniający wymagania pod względem badania za pomocą głowy manekina, jeżeli został spełniony jeden z dwóch następujących warunków:
3.4.2.1. wszystkie badania zakończyły się wynikami pozytywnymi,
3.4.2.2. jeżeli jedno badanie przyniosło wynik niedostateczny, przeprowadzono dalszą serię badań na nowym zestawie próbek, a te przyniosły wyniki pozytywne.
4. WŁAŚCIWOŚCI OPTYCZNE
Wymagania dotyczące właściwości optycznych wyznaczone w pkt 9 załącznika III C stosuje się do każdego typu szyb przednich.
ZAŁĄCZNIK III E
Tafle szkła hartowane jednolicie, inne niż szyby przednie (1)
1. DEFINICJA TYPU
Tafle szkła hartowane jednolicie są uważane za należące do różnych typów, jeżeli różnią się przynajmniej jedną spośród następujących cech zasadniczych lub drugorzędnych.
1.1. Cechy zasadnicze są następujące:
1.1.1. nazwa handlowa lub znak towarowy;
1.1.2. właściwości procesu hartowania (termiczny lub chemiczny);
kategoria kształtu; wyróżniane są dwie kategorie;
1.1.3.1. płaskie tafle szkła;
1.1.3.2. płaskie i zakrzywione tafle szkła;
1.1.4. kategoria grubości, w której znajduje się grubość nominalna „e” (dopuszczalna tolerancja produkcyjna wynosi ±0,2 mm):
|
|
e ≤ 3,5 mm |
||
|
3,5 mm < |
e ≤ 4,5 mm |
||
|
4,5 mm < |
e ≤ 6,5 mm |
||
|
6,5 mm < |
E |
1.2. Cechy drugorzędne są następujące:
1.2.1. cechy fizyczne materiału (szkło polerowane (walcowane), lane, szkło płaskie),
1.2.2. zabarwienie (bezbarwne lub podbarwione),
1.2.3. obecność lub brak przewodników.
2. TEST ROZDROBNIENIA
2.1. Wskaźniki trudności cech drugorzędnych
|
Materiał |
Wskaźnik trudności |
|
Szkło walcowane |
2 |
|
Szkło lane |
1 |
|
Szkło płaskie |
1 |
Badanie nie obejmuje innych cech drugorzędnych.
2.2. Dobór próbek
Próbki z każdej kategorii kształtu i każdej kategorii grubości, trudne do wytworzenia, są wybierane według następujących kryteriów badania:
w przypadku płaskich tafli szkła wybierane są dwa zestawy próbek, odpowiadające:
2.2.1.1.1. największej powierzchni rozwiniętej,
2.2.1.1.2. najmniejszemu kątowi pomiędzy dwoma sąsiadującymi bokami;
w przypadku płaskich i zakrzywionych tafli szkła dostarczane są trzy zestawy próbek, odpowiadające:
2.2.1.2.1. największej powierzchni rozwiniętej,
2.2.1.2.2. najmniejszemu kątowi pomiędzy dwoma sąsiadującymi bokami,
2.2.1.2.3. największej wysokości segmentu.
2.2.2. Badania wykonane na próbkach odpowiadających największej powierzchni rozwiniętej S mają zastosowanie do każdej powierzchni mniejszej niż S + 5 %.
2.2.3. Jeżeli przedstawione próbki wykazują kąt γ, mniejszy niż 30°, badania mają zastosowanie do wszystkich produkowanych tafli szkła o kącie większym niż γ – 5°.
Jeżeli przedstawione próbki wykazują kąt γ większy bądź równy 30°, badania mają zastosowanie do wszystkich produkowanych tafli szkła, w których kąt jest większy bądź równy 30°.
2.2.4. Jeżeli wysokość segmentu h w przedstawionych próbkach jest większa niż 100 mm, badania mają zastosowanie do wszystkich produkowanych tafli szkła, w których wysokość segmentu jest mniejsza od h + 30 mm.
Jeżeli wysokość segmentu w przedstawionych próbkach jest mniejsza niż 100 mm, badania mają zastosowanie do wszystkich produkowanych tafli szkła, w których wysokość segmentu jest mniejsza bądź równa 100 mm.
2.3. Ilość próbek w zestawie
Ilość próbek w każdej grupie jest następująca, zgodnie z kategorią kształtu określoną w ppkt 1.1.3 powyżej:
|
Rodzaj tafli szkła |
Ilość próbek |
|
Płaskie (dwa zestawy) |
4 |
|
Płaskie i zakrzywione (trzy zestawy) |
5 |
2.4. Metoda badania
2.4.1. Stosowana metoda jest opisana w pkt 1 załącznika III C.
2.5. Punkty uderzenia (patrz załącznik III N, rysunek 3)
2.5.1. Dla tafli szkła płaskich i tafli szkła zakrzywionych punkty uderzenia pokazane odpowiednio w załączniku III N, rysunki 3 a) i 3 b), i w załączniku III N, rysunek 3 c), są następujące:
punkt 1: 3 cm od krawędzi tafli szkła w części, w której promień zakrzywienia jest najmniejszy;
punkt 2: 3 cm od krawędzi jednej ze środkowych, wybiera się stronę (jeżeli jest taka) opatrzoną znakiem szczypiec;
punkt 3: w środku geometrycznym tafli;
punkt 4: tylko dla tafli szkła zakrzywionych; punkt ten jest wybierany na największej środkowej w tej części tafli, gdzie promień zakrzywienia jest najmniejszy.
2.5.2. Wykonuje się tylko po jednym badaniu dla każdego zaleconego punktu uderzenia.
2.6. Interpretacja wyników
Wynik badania jest uważany za pozytywny, jeżeli rozdrobnienie spełnia następujące warunki:
2.6.1.1. liczba odłamków w każdym kwadracie o polu 5 × 5 cm2 jest nie mniejsza niż 40 lub nie większa niż 400, lub, w przypadku szyby nie grubszej niż 3,5 mm, 450.
2.6.1.2. Do celów powyższej zasady odłamek wychodzący poza dany kwadrat jest liczony jako pół odłamka.
2.6.1.3. Rozdrobnienie nie jest kontrolowane w pasie o szerokości 2 cm wzdłuż całej krawędzi próbki, jako że ten pas odpowiada obramowaniu szyby; ani też w promieniu 7,5 cm od punktu uderzenia.
2.6.1.4. Niedopuszczalne są odłamki o powierzchni przekraczającej 3 cm2, z wyjątkiem części określonych w ppkt 2.6.1.3.
2.6.1.5. Dozwolonych jest kilka odłamków o wydłużonym kształcie, pod warunkiem że:
|
— |
ich krawędzie nie są ostre, |
|
— |
jeśli dochodzą do krawędzi tafli, nie tworzą z nią kąta większego niż 45°, |
oraz, z wyjątkiem przypadków przewidzianych w ppkt 2.6.2.2 poniżej, jeśli ich długość nie przekracza 7,5 cm.
Zestaw próbek przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania pod względem rozdrobnienia, jeżeli jest spełniony przynajmniej jeden spośród następujących warunków:
2.6.2.1. jeżeli wszystkie badania wykonane z zastosowaniem punktów uderzenia określonych w ppkt 2.5.1 zostały przeprowadzone pozytywnie;
2.6.2.2. jeżeli jedno spośród wszystkich badań przeprowadzonych z zastosowaniem punktów uderzenia określonych w ppkt 2.5.1 przyniosło wynik niedostateczny, z uwzględnieniem odchyleń nieprzekraczających następujących granic:
|
— |
nie więcej niż pięć odłamków o długości między 6 a 7,5 cm, |
|
— |
nie więcej niż pięć odłamków o długości między 7,5 a 10 cm. |
a kolejne badanie, powtórzone na nowym zestawie próbek, dało wyniki zgodne z wymaganiami ppkt 2.6.1 lub wykazało odchylenia mieszczące się w granicach opisanych powyżej.
2.6.2.3. Jeżeli dwa spośród wszystkich badań przeprowadzonych z zastosowaniem punktów uderzenia określonych w ppkt 2.5.1 przyniosły wyniki niedostateczne, z uwzględnieniem odchyleń nieprzekraczających granic określonych w ppkt 2.6.2.2, a kolejna seria badań przeprowadzona na nowym zestawie próbek odpowiada wymaganiom ppkt 2.6.1, lub też nie więcej niż dwie próbki z nowego zestawu wykazują odchylenia mieszczące się w granicach określonych w ppkt 2.6.2.2.
2.6.3. Jeżeli stwierdzono opisane wyżej odchylenia, należy je odnotować w sprawozdaniu z badania oraz dołączyć do sprawozdania zdjęcia odpowiednich części tafli szkła.
3. BADANIE WYTRZYMAŁOŚCI MECHANICZNEJ
3.1. Badanie z kulą o masie 227 g
3.1.1. Wskaźniki trudności cech drugorzędnych
|
Materiał |
Wskaźnik trudności |
Zabarwienie |
Wskaźnik trudności |
|
Szkło polerowane walcowane |
2 |
Bezbarwne |
1 |
|
Szkło lane |
1 |
Podbarwione |
2 |
|
Szkło płaskie |
1 |
|
|
Badanie nie obejmuje innych cech drugorzędnych (mianowicie: obecności lub braku przewodników).
3.1.2. Ilość próbek
Dla każdej kategorii grubości określonej w ppkt 1.1.4 powyżej badaniu poddaje się sześć próbek.
3.1.3. Metoda badania
3.1.3.1. Stosowana metoda badania jest opisana w ppkt 2.1 załącznika III C.
3.1.3.2. Wysokość upuszczenia (mierzona od spodu kuli do wierzchniej strony części badanej) jest pokazana w poniższej tabeli, odpowiednio do grubości tafli szkła:
|
Grubość nominalna płyty szklanej (e) |
Wysokość upuszczenia |
|
e ≤ 3,5 mm |
2,0 m + 5/– 0 mm |
|
3,5 mm < e |
2,5 m + 5/– 0 mm |
3.1.4. Interpretacja wyników
3.1.4.1. Wynik badania jest uważany za pozytywny, jeśli część badana nie ulega pęknięciu.
Zestaw części badanych przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania pod względem wytrzymałości mechanicznej, jeżeli spełniony jest przynajmniej jeden z następujących warunków:
3.1.4.2.1. jeżeli nie więcej niż jedno badanie zakończyło się wynikiem niedostatecznym,
3.1.4.2.2. jeżeli dwa badania zakończyły się wynikiem niedostatecznym, a następnie przeprowadzono dodatkowe badania na nowych zestawach części badanych, które zakończyły się wynikiem pozytywnym.
4. WŁAŚCIWOŚCI OPTYCZNE
4.1. Przepuszczalność światła
Wymagania dotyczące równomiernej przepuszczalności światła wymienione w ppkt 9.1 załącznika III C stosuje się do tafli jednolicie hartowanego szkła lub do części tafli szkła położonych w miejscach o istotnym znaczeniu dla pola widzenia kierowcy.
(1) Ten typ jednolicie hartowanych tafli szkła może być także użyty na szyby przednie ciągników.
ZAŁĄCZNIK III F
Szyby przednie ze zwykłego szkła laminowanego
1. DEFINICJA TYPU
Szyby przednie ze zwykłego szkła laminowanego są uważane za należące do różnych typów, jeśli różnią się przynajmniej jedną z następujących zasadniczych lub drugorzędnych cech.
1.1. Cechy zasadnicze są następujące:
1.1.1. nazwa handlowa lub znak towarowy;
1.1.2. kształt i wymiary.
Szyby przednie ze zwykłego szkła laminowanego są uważane za należące do jednej grupy do celów badań właściwości mechanicznych i odporności na czynniki środowiskowe;
1.1.3. liczba warstw szkła;
1.1.4. grubość nominalna szyby przedniej „e”, przy dopuszczonej tolerancji produkcyjnej 0,2 n mm (gdzie n jest liczbą warstw szkła w szybie przedniej);
1.1.5. grubość nominalna międzywarstwy lub międzywarstw;
1.1.6. właściwości fizyczne i typ międzywarstwy lub międzywarstw (np. PVB lub międzywarstwa, lub międzywarstwy z innego materiału z tworzywa sztucznego).
1.2. Cechy drugorzędne są następujące:
1.2.1. cechy fizyczne materiału (szkło polerowane (walcowane), lane, szkło płaskie),
1.2.2. zabarwienie (całkowite lub częściowe) międzywarstwy lub międzywarstw (bezbarwne lub podbarwione),
1.2.3. zabarwienie szkła (bezbarwne lub podbarwione),
1.2.4. obecność lub brak przewodników,
1.2.5. obecność lub brak pasm zaciemniających.
2. OGÓLNE
2.1. W przypadku szyb przednich ze zwykłego szkła laminowanego badania inne niż badania za pomocą głowy manekina (ppkt 3.2) i badania właściwości optycznych są wykonywane na płaskich częściach badanych, które są albo wycinane z autentycznych szyb przednich, albo specjalnie produkowane do celów badania. W obu przypadkach części badane muszą być pod każdym względem zgodne z właściwościami szyb przednich, dla których ma być udzielona homologacja części.
2.2. Przed każdym badaniem część badaną należy przechowywać nie krócej niż przez cztery godziny w temperaturze 23 ± 2 °C. Po wyjęciu części badanej z naczynia, w którym był przechowywany, badanie należy wykonać jak najszybciej.
3. BADANIE ZA POMOCĄ GŁOWY MANEKINA
3.1. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
3.2. Badanie za pomocą głowy manekina na pełnej szybie przedniej
3.2.1. Liczba próbek
Badane są cztery próbki z serii najmniejszej powierzchni rozwiniętej i cztery z serii największej powierzchni rozwiniętej, wybrane zgodnie z przepisami załącznika III M.
3.2.2. Metoda badania
3.2.2.1. Stosowana metoda badania jest opisana w ppkt 3.3.2 załącznika III C.
3.2.2.2. Wysokość spuszczenia wynosi 1,5 m + 0/-5 mm.
3.2.3. Interpretacja wyników
Wynik niniejszego badania jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
3.2.3.1.1. próbka pęka, tworzą się liczne koliste pęknięcia, których środkiem jest w przybliżeniu punkt uderzenia, przy czym pęknięcia najbliższe punktu uderzenia są od niego oddalone nie więcej niż 80 mm;
3.2.3.1.2. warstwy szkła pozostają przylegające do międzywarstwy z materiału z tworzywa sztucznego. Poza kołem o średnicy 60 mm, którego środkiem jest punkt uderzenia, dopuszczalne jest jedno lub więcej częściowych oddzieleń od międzywarstwy o szerokości nieprzekraczającej 4 mm z każdej strony pęknięcia.
Od strony uderzenia:
3.2.3.1.3.1. nie może dojść do odsłonięcia międzywarstwy na powierzchni większej niż 20 cm2,
3.2.3.1.3.2. dozwolone jest rozdarcie międzywarstwy do długości nie większej niż 35 mm.
Zestaw próbek przedstawionych w celu uzyskania homologacji jest uważany za spełniający wymagania pod względem badania za pomocą głowy manekina, jeżeli jest spełniony jeden z następujących warunków:
3.2.3.2.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
3.2.3.2.2. jedno z badań zakończyło się wynikiem negatywnym, a dodatkowa seria badań przeprowadzona na nowym zestawie próbek zakończyła się wynikiem pozytywnym.
3.3. Badanie za pomocą głowy manekina na płaskich częściach badanych
3.3.1. Liczba próbek
Badaniu poddaje się sześć części badanych o wymiarach 1 100 mm × 500 mm + 5/-2 mm.
3.3.2. Metoda badania
3.3.2.1. Stosowana metoda badania jest opisana w ppkt 3.3.1 załącznika III C.
3.3.2.2. Wysokość upuszczenia wynosi 4 m + 25/-0 mm.
3.3.3. Interpretacja wyników
Wynik badania jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
3.3.3.1.1. część badana ugina się i pęka, tworzą się liczne koliste pęknięcia, których środkiem jest w przybliżeniu punkt uderzenia;
3.3.3.1.2. dozwolone są rozerwania międzywarstwy pod warunkiem, że głowa manekina nie przechodzi przez badaną część;
3.3.3.1.3. od międzywarstwy nie odrywają się żadne duże części szkła.
Zestaw części badanych przedstawionych w celu uzyskania homologacji jest uważany za spełniający wymagania pod względem badania za pomocą głowy manekina, jeżeli jest spełniony jeden z następujących warunków:
3.3.3.2.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
3.3.3.2.2. jeżeli jedno badanie zakończyło się wynikiem negatywnym, należy przeprowadzić serię dodatkowych badań, które zakończą się wynikiem pozytywnym.
4. BADANIE WYTRZYMAŁOŚCI MECHANICZNEJ
4.1. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
4.2. Badanie z kulą o masie 2 260 g
4.2.1. Liczba części badanych
Badaniu poddaje się sześć kwadratowych części o boku długości 300 mm + 10/-0 mm.
4.2.2. Metoda badania
4.2.2.1. Stosowana metoda badania jest opisana w ppkt 2.2 załącznika III C.
4.2.2.2. Wysokość upuszczenia (mierzona od spodu kuli do wierzchniej strony części badanej) wynosi 4 m + 25/-0 mm.
4.2.3. Interpretacja wyników
4.2.3.1. Wynik badania jest uważany za pozytywny, jeżeli kula nie przechodzi przez szybę w ciągu pięciu sekund od chwili uderzenia.
Zestaw części badanych przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania pod względem badania z kulą o masie 2 260 g, jeżeli jest spełniony jeden z następujących warunków:
4.2.3.2.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
4.2.3.2.2. jeżeli jedno badanie zakończyło się wynikiem niedostatecznym, należy przeprowadzić dodatkową serię badań na nowych częściach badanych, które przyniosą pozytywne wyniki.
4.3. Badanie z kulą o masie 227 g
4.3.1. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych
4.3.2. Liczba części badanych
Badaniu poddaje się 20 części kwadratowych o boku długości 300 mm + 10/– 0 mm.
4.3.3. Metoda badania
4.3.3.1. Stosowana metoda badania jest opisana w ppkt 2.1 załącznika III C. 10 próbek bada się w temperaturze +40 ± 2 °C, a drugie 10 w temperaturze –20 ± 2 oC.
4.3.3.2. Wysokość upuszczenia dla różnych kategorii grubości i masa oddzielonych części są podane w poniższej tabeli:
|
|
+40 °C |
–20 °C |
||
|
Grubość części badanej |
Wysokość spuszczenia |
Maksymalna dopuszczalna masa odłamków |
Wysokość spuszczenia |
Maksymalna dopuszczalna masa odłamków |
|
mm |
m (1) |
g |
m (1) |
g |
|
e ≤ 4,5 |
9 |
12 |
8,5 |
12 |
|
4,5 < e ≤ 5,5 |
10 |
15 |
9 |
15 |
|
5,5 < e ≤ 6,5 |
11 |
20 |
9,5 |
20 |
|
e > 6,5 |
12 |
25 |
10 |
25 |
4.3.4. Interpretacja wyników
4.3.4.1. wynik badania jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
|
— |
kula nie przechodzi przez badaną część, |
|
— |
badana część nie łamie się na kilka części, |
|
— |
jeżeli międzywarstwa nie została rozdarta, waga odłamków oddzielonych od strony szkła po stronie przeciwnej do punktu uderzenia nie może przekraczać odpowiednich wartości określonych w ppkt 4.3.3.2. |
Zestaw części badanych przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania pod względem badania z kulą o masie 227 g, jeżeli został spełniony jeden z następujących warunków:
4.3.4.2.1. nie mniej niż osiem badań w każdej temperaturze badawczej zakończyło się wynikiem pozytywnym, lub
4.3.4.2.2. jeżeli więcej niż dwa badania w każdej temperaturze badawczej zakończyły się wynikiem niedostatecznym, należy przeprowadzić serię dodatkowych badań na nowym zestawie próbek, które zakończą się wynikami pozytywnymi.
5. BADANIE ODPORNOŚCI NA DZIAŁANIE CZYNNIKÓW ŚRODOWISKOWYCH
5.1. Badanie odporności na ścieranie
5.1.1. Wskaźniki trudności i metoda badania
Stosuje się wymagania pkt 4 załącznika III C, badanie jest kontynuowane przez 1 000 obrotów.
5.1.2. Interpretacja wyników
Tafla szkła bezpiecznego jest uważana za zadowalającą pod względem odporności na ścieranie, jeżeli rozproszenie światła na skutek ścierania części badanej nie przekracza 2 %.
5.2. Badanie odporności na wysokie temperatury
Stosuje się wymagania pkt 5 załącznika III C.
5.3. Badanie odporności na promieniowanie
5.3.1. Wymaganie ogólne
Badanie jest wykonywane tylko wówczas, kiedy laboratorium uzna to za stosowne, na podstawie dostępnych informacji dotyczących międzywarstwy.
5.3.2. Stosuje się wymagania pkt 6 załącznika III C.
5.4. Badanie odporności na wilgotność
Stosuje się wymagania pkt 7 załącznika III C.
6. WŁAŚCIWOŚCI OPTYCZNE
Wymagania dotyczące właściwości optycznych określone w pkt 9 załącznika III C stosuje się do wszystkich typów szyb przednich.
(1) W wysokości spuszczenia dopuszczalna tolerancja wynosi + 25/– 0 mm.
ZAŁĄCZNIK III G
Tafle szkła laminowanego, inne niż szyby przednie (1)
1. DEFINICJA TYPU
Tafle szkła laminowanego, inne niż szyby przednie, należą do różnych typów, jeżeli różnią się przynajmniej jedną spośród następujących cech zasadniczych lub drugorzędnych:
1.1. Cechy zasadnicze są następujące:
1.1.1. nazwa handlowa lub znak towarowy;
1.1.2. kategoria grubości tafli, w której znajduje się jej grubość nominalna „e”, przy dozwolonej tolerancji produkcyjnej ±0,2n mm (gdzie n oznacza liczbę warstw szkła w płycie):
|
|
e ≤ 5,5 mm |
||
|
5,5 mm < |
e ≤ 6,5 mm |
||
|
6,5 mm < |
< e |
1.1.3. grubość nominalna międzywarstwy lub międzywarstw;
1.1.4. własności fizyczne i typ międzywarstwy lub międzywarstw, np. PVB lub międzywarstwa lub międzwarstwy z innego materiału z tworzywa sztucznego;
1.1.5. każda specjalna obróbka, jakiej być może została poddana jakakolwiek z warstw.
1.2. Cechy drugorzędne są następujące:
1.2.1. właściwości fizyczne materiału (szkło polerowane (walcowane), lane, szkło płaskie),
1.2.2. zabarwienie (całkowite lub częściowe) międzywarstwy lub międzywarstw (bezbarwne lub podbarwione).
1.2.3. zabarwienie szkła (bezbarwne lub podbarwione).
2. OGÓLNE
2.1. W przypadku tafli szkła laminowanego, innych niż szyby przednie, badania są wykonywane na płaskich częściach badanych, które są albo wycinane z autentycznych szyb przednich, albo specjalnie produkowane do celów badania. W obu przypadkach części badane muszą być pod każdym względem zgodne z właściwościami tafli szkła, dla których ma być udzielona homologacja części.
2.2. Przed każdym badaniem części badane ze szkła laminowanego należy przechowywać nie krócej niż przez cztery godziny w temperaturze 23 ± 2 °C. Badania należy wykonać jak najszybciej po wyjęciu części badanej z naczynia, w jakim był przechowywany.
2.3. Przepisy niniejszego załącznika są uważane za spełnione, jeśli szyby przedstawione w celu uzyskania homologacji części mają ten sam skład co szyby homologowane wcześniej na mocy przepisów załączników III F, III H lub III I.
3. BADANIE ZA POMOCĄ GŁOWY MANEKINA
3.1. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
3.2. Liczba próbek
Badaniom poddaje się sześć próbek o wymiarach 1 100 × 500 mm (+ 25/-0 mm).
3.3. Metoda badania
3.3.1. Stosowana metoda badania jest opisana w pkt 3 załącznika III C.
3.3.2. Wysokość upuszczenia wynosi 1,50 m + 0/-5 mm. Wysokość tę należy zwiększyć do 4 m + 25/-0 mm dla szyb stosowanych jako szyby przednie w ciągnikach.
3.4. Interpretacja wyników
Wynik niniejszego badania jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
3.4.1.1. próbka ugina się i pęka, tworzą się liczne koliste pęknięcia, których środkiem jest w przybliżeniu punkt uderzenia;
3.4.1.2. dozwolone jest rozerwanie międzywarstwy, ale głowa manekina nie przejdzie na drugą stronę,
3.4.1.3. od międzywarstwy nie mogą odrywać się duże fragmenty szkła.
Zestaw próbek przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania względem badania za pomocą głowy manekina, jeżeli jest spełniony jeden z następujących warunków:
3.4.2.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
3.4.2.2. jedno z badań zakończyło się wynikiem negatywnym, a dodatkowa seria badań przeprowadzona na nowym zestawie próbek zakończyła się wynikiem pozytywnym.
4. BADANIE WYTRZYMAŁOŚCI MECHANICZNEJ – BADANIE Z KULĄ O MASIE 227 G
4.1. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
4.2. Liczba części badanych
Badaniu poddaje się cztery kwadratowe części o boku długości 300 mm + 10/-0 mm.
4.3. Metoda badania
4.3.1. Stosowana metoda badania jest opisana w ppkt 2.1 załącznika III C.
4.3.2. Wysokość upuszczenia (mierzona od spodu kuli do wierzchniej strony części badanej), jako funkcja grubości nominalnej — odpowiednio do wskazań poniższej tabeli:
|
Grubość nominalna |
Wysokość upuszczenia |
|
|
e ≤ 5,5 mm |
5 m |
+25 mm/–0mm |
|
5,5 mm ≤ e ≤ 6,5 mm |
6 m |
|
|
6,5 mm ≤ e |
7 m |
|
4.4. Interpretacja wyników
4.4.1. Wynik badania jest uważany za pozytywny, jeżeli zostały spełnione następujące warunki:
|
— |
kula nie przechodzi przez badaną część, |
|
— |
część badana nie łamie się na kilka części, |
|
— |
waga całkowita kilku odłamków, jakie mogą powstać po stronie przeciwnej do punktu uderzenia, nie przekracza 15 g. |
Zestaw części badanych przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania pod względem wytrzymałości mechanicznej, jeżeli jest spełniony jeden z następujących warunków:
4.4.2.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
4.4.2.2. jeżeli nie więcej niż dwa badania zakończyły się wynikiem niedostatecznym, należy przeprowadzić dodatkową serię badań na nowych częściach badanych, które przyniosą pozytywne wyniki.
5. BADANIE ODPORNOŚCI NA DZIAŁANIE CZYNNIKÓW ŚRODOWISKOWYCH
5.1. Badanie odporności na ścieranie
5.1.1. Wskaźniki trudności i metoda badania
Stosuje się wymagania pkt 4 załącznika III C, badanie jest wykonywane przez 1 000 obrotów.
5.1.2. Interpretacja wyników
Tafla szkła bezpiecznego jest uważana za zadowalającą pod względem odporności na ścieranie, jeżeli rozproszenie światła na skutek ścierania części badanej nie przekracza 2 %.
5.2. Badanie odporności na wysokie temperatury
Stosuje się wymagania pkt 5 załącznika III C.
5.3. Badanie odporności na promieniowanie
5.3.1 Wymaganie ogólne
Badanie jest wykonywane tylko wówczas, jeżeli laboratorium uzna to za stosowne, na podstawie dostępnych informacji dotyczących międzywarstwy.
5.3.2. Stosuje się wymagania pkt 6 załącznika III C.
5.4. Badanie odporności na wilgotność
5.4.1. Stosuje się wymagania pkt 7 załącznika III C.
6. WŁAŚCIWOŚCI OPTYCZNE
6.1. Przepuszczalność światła
Przepisy dotyczące równomiernej przepuszczalności światła wymienione w ppkt 9.1 załącznika III C stosuje się do tafli szkła innych niż szyby przednie lub do części szyb szklanych umieszczonych w miejscach istotnych dla pola widzenia kierowcy.
(1) Ten typ płyt ze szkła laminowanego można również stosować w ciągnikach jako szyby przednie.
ZAŁĄCZNIK III H
Szyby przednie ze szkła laminowanego poddanego obróbce
1. DEFINICJA TYPU
Szyby przednie ze szkła laminowanego poddanego obróbce są uważane za należące do różnych typów, jeżeli różnią się przynajmniej jedną spośród następujących cech zasadniczych lub drugorzędnych:
1.1. Cechy zasadnicze są następujące:
1.1.1. nazwa handlowa lub znak towarowy;
1.1.2. kształt i wymiary.
Szyby przednie ze szkła laminowanego poddanego obróbce należą do jednej grupy do celów badań: rozdrobnienia, właściwości mechanicznych i odporności na działanie czynników środowiskowych;
1.1.3. liczba warstw szkła;
1.1.4. grubość nominalna szyby przedniej „e”, przy dozwolonej tolerancji produkcyjnej 0,2 n mm poniżej i powyżej wartości nominalnej (gdzie n oznacza liczbę warstw szkła w szybie przedniej);
1.1.5. każda obróbka specjalna, jakiej być może została poddana jedna lub więcej warstw.
1.1.6. grubość nominalna międzywarstwy lub międzywarstw;
1.1.7. własności fizyczne i typ międzywarstwy lub międzywarstw (np. PVB lub międzywarstwa lub międzwarstwy z innego materiału z tworzywa sztucznego).
1.2. Cechy drugorzędne są następujące:
1.2.1. właściwości fizyczne materiału (szkło polerowane (walcowane), lane, szkło płaskie),
1.2.2. zabarwienie (całkowite lub częściowe) międzywarstwy lub międzywarstw (bezbarwne lub podbarwione),
1.2.3. zabarwienie szkła (bezbarwne lub podbarwione),
1.2.4. obecność lub brak przewodników,
1.2.5. obecność lub brak pasm zaciemniających.
2. OGÓLNE
2.1. W przypadku szyb przednich ze szkła laminowanego poddanego obróbce badania inne niż badanie za pomocą głowy manekina na pełnej szybie przedniej i badania właściwości optycznych są wykonywane na próbkach i/lub płaskich częściach badanych, które są specjalnie produkowane do celów badania. Jednakże części badane muszą być pod każdym względem zgodne z właściwościami szyb przednich, dla których ma być udzielona homologacja części.
2.2. Przed każdym badaniem części badane lub próbki należy przechowywać nie krócej niż przez cztery godziny w temperaturze 23 ± 2 °C. Badania należy wykonać jak najszybciej po wyjęciu części badanej z naczynia, w jakim był przechowywany.
3. WYMAGANE BADANIA
Szyby przednie ze szkła laminowanego poddanego obróbce należy poddać:
3.1. badaniom wymaganym w załączniku III F dla szyb przednich ze zwykłego szkła laminowanego,
3.2. badaniu rozdrobnienia opisanemu w pkt 4 poniżej.
4. BADANIE ROZDROBNIENIA
4.1. Wskaźniki trudności cech drugorzędnych
|
Materiał |
Wskaźnik trudności |
|
Szkło walcowane |
2 |
|
Szkło lane |
1 |
|
Szkło płaskie |
1 |
4.2. Liczba części lub próbek badanych
Badaniu poddaje się po jednym elemencie lub próbce badanej o wymiarach 1 100 × 500 mm (+ 5/- 2 mm) na każdy punkt uderzenia.
4.3. Metoda badania
Stosowana metoda jest opisana w pkt 1 załącznika III C.
4.4. Punkt lub punkty uderzenia
Tafla szkła jest uderzana na każdej zewnętrznej warstwie poddanej obróbce, w środku części badanej lub próbki.
4.5. Interpretacja wyników
Dla każdego punktu uderzenia wynik badania rozdrobnienia jest uważany za pozytywny, jeżeli całkowita powierzchnia odłamków o powierzchni większej niż 2 cm2 zawartych w prostokącie opisanym w ppkt 2.3.2 załącznika III D stanowi nie mniej niż 15 % powierzchni tego prostokąta.
W przypadku próbki:
4.5.1.1.1. środek prostokąta znajduje się w kole o promieniu 10 cm, którego środkiem jest rzut punktu odniesienia określonego w ppkt 1.2 załącznika I do dyrektywy 2008/2/WE.
4.5.1.1.2. W przypadku ciągników, dla których niemożliwe jest ustalenie punktu odniesienia, położenie strefy widoczności jest odnotowane w sprawozdaniu z badania.
4.5.1.1.3. Wysokość prostokąta może być zmniejszona do 15 cm dla szyb przednich, których wysokość nie przekracza 44 cm i których kąt instalacji jest mniejszy niż 15° względem pionu; stopień widoczności wynosi przynajmniej 10 % równoważnego prostokąta.
4.5.1.2. W przypadku części badanej środek prostokąta musi być położony na większej osi części badanej w odległości 450 mm od jednej z jego krawędzi.
Część (części) badana(-e) lub próbka(-i) przedstawiona(-e) w celu uzyskania homologacji części są uważane za spełniające wymagania pod względem rozdrobnienia, jeżeli jest spełniony jeden z następujących warunków:
4.5.2.1. badanie zakończyło się wynikiem pozytywnym dla każdego punktu uderzenia, lub
4.5.2.2. badanie jest powtórzone na nowym zestawie czterech części dla każdego punktu uderzenia, dla którego początkowo wynik był niedostateczny. Cztery dodatkowe badania przeprowadzone dla tego samego punktu uderzenia zakończą się wynikami pozytywnymi.
ZAŁĄCZNIK III I
Tafle szkła bezpiecznego pokrytego od wewnątrz materiałem z tworzywa sztucznego
1. Materiały szyb bezpiecznych, określone w załącznikach III D-III H, które są pokryte od wewnątrz warstwą materiału z tworzywa sztucznego, spełniają nie tylko wymagania odpowiednich załączników, ale również następujące wymagania:
2. BADANIE ODPORNOŚCI NA ŚCIERANIE
2.1. Wskaźniki trudności i metoda badania
Pokrycie z tworzywa sztucznego należy poddać badaniu przez 100 obrotów, zgodnie z wymaganiami określonymi szczegółowo w pkt 4 załącznika III C.
2.2. Interpretacja wyników
Pokrycie z tworzywa sztucznego jest uważane za spełniające wymagania pod względem odporności na ścieranie, jeżeli rozproszenia światła w wyniku ścierania części badanej nie przekracza 4 %.
3. BADANIE ODPORNOŚCI NA WILGOTNOŚĆ
3.1. W przypadku hartowanych szyb bezpiecznych pokrytych tworzywem sztucznym należy wykonać badanie odporności na wilgotność.
3.2. Stosuje się wymagania pkt 7 załącznika III C.
4. BADANIE ODPORNOŚCI NA ZMIANY TEMPERATURY
Stosuje się wymagania pkt 8 załącznika III C.
5. BADANIE ODPORNOŚCI NA OGIEŃ
Stosuje się wymagania pkt 10 załącznika III C.
6. BADANIE ODPORNOŚCI NA DZIAŁANIE CZYNNIKÓW CHEMICZNYCH
Stosuje się wymagania pkt 11 załącznika III C.
ZAŁĄCZNIK III J
Szyby przednie ze szkła — tworzywa sztucznego
1. DEFINICJA TYPU
Szyby przednie ze szkła-tworzywa sztucznego są uważane za należące do różnych typów, jeżeli różnią się przynajmniej jedną spośród następujących cech zasadniczych lub drugorzędnych:
1.1. Cechy zasadnicze są następujące:
1.1.1. nazwa handlowa lud znak towarowy;
1.1.2. kształt i wymiary.
Szyby przednie ze szkła-tworzywa sztucznego są uważane za należące do jednej grupy do celów badania: wytrzymałości mechanicznej, odporności na działanie czynników środowiskowych, odporności na zmiany temperatury i odporności na działanie czynników chemicznych;
1.1.3. liczba warstw tworzywa sztucznego;
1.1.4. grubość nominalna szyby przedniej „e”, przy dopuszczonej tolerancji produkcyjnej ±0,2 mm;
1.1.5. grubość nominalna warstwy szkła;
1.1.6. grubość nominalna warstw(-y) tworzywa sztucznego spełniającej(-ych) funkcję międzywarstw(-y);
1.1.7. właściwości fizyczne i typ warstw tworzywa sztucznego spełniających funkcję międzywarstw(-y) (np. PVB lub inny materiał) oraz warstwy tworzywa sztucznego umieszczonej od strony wewnętrznej;
1.1.8. każda obróbka specjalna, jakiej być może została poddana tafla szklana.
1.2. Cechy drugorzędne są następujące:
1.2.1. właściwości fizyczne materiału (szkło walcowane, lane, płaskie),
1.2.2. zabarwienie (całkowite lub częściowe) każdej warstwy tworzywa sztucznego (bezbarwne lub podbarwione),
1.2.3. zabarwienie szkła (bezbarwne lub podbarwione),
1.2.4. obecność lub brak przewodników,
1.2.5. obecność lub brak pasm zaciemniających.
2. OGÓLNE
2.1. W przypadku szyb przednich ze szkła-tworzywa sztucznego badania inne niż badania za pomocą głowy manekina (ppkt 3.2) i badania właściwości optycznych są wykonywane na płaskich częściach badanych, które są albo wycinane z autentycznych szyb przednich, albo specjalnie produkowane do celów badania. W obu przypadkach części badane muszą być pod każdym względem zgodne z właściwościami produkowanych szyb przednich, dla których ma być udzielona homologacja części.
2.2. Przed każdym badaniem część badaną należy przechowywać nie krócej niż przez cztery godziny w temperaturze 23 ± 2 °C. Po wyjęciu części badanej z naczynia, w jakim był przechowywany, badania należy wykonać jak najszybciej.
3. BADANIE ZA POMOCĄ GŁOWY MANEKINA
3.1. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
3.2. Badanie za pomocą głowy manekina na pełnej szybie przedniej
3.2.1. Liczba próbek
Badane są cztery próbki z serii najmniejszej powierzchni rozwiniętej i cztery z serii największej powierzchni rozwiniętej, wybrane zgodnie z przepisami załącznika III M.
3.2.2. Metoda badania
3.2.2.1. Stosowana metoda badania jest opisana w ppkt 3.3.2 załącznika III C.
3.2.2.2. Wysokość upuszczenia wynosi 1,5 m + 0/– 5 mm.
3.2.3. Interpretacja wyników
Wynik niniejszego badania jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
3.2.3.1.1. warstwa szkła pęka, tworzą się liczne koliste pęknięcia, których środkiem jest w przybliżeniu punkt uderzenia, przy czym pęknięcia najbliższe punktu uderzenia są od niego oddalone nie więcej niż 80 mm;
3.2.3.1.2. warstwa szkła pozostaje przylegająca do międzywarstwy z materiału z tworzywa sztucznego. Poza kołem o średnicy 60 mm, którego środkiem jest punkt uderzenia, dopuszczalne jest jedno lub więcej częściowych oddzieleń od międzywarstwy o szerokości nieprzekraczającej 4 mm z każdej strony pęknięcia;
3.2.3.1.3. od strony uderzenia dozwolone jest rozdarcie międzywarstwy do długości nie większej niż 35 mm.
Zestaw próbek przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania względem badania za pomocą głowy manekina, jeżeli jest spełniony jeden z następujących warunków:
3.2.3.2.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
3.2.3.2.2. jedno z badań zakończyło się wynikiem negatywnym, a dodatkowa seria badań przeprowadzona na nowym zestawie próbek zakończyła się wynikiem pozytywnym.
3.3. Badanie za pomocą głowy manekina na płaskich częściach badanych
3.3.1. Liczba próbek
Badaniu poddaje się sześć płaskich części badanych o wymiarach 1 100 mm × 500 mm + 5/-2 mm.
3.3.2. Metoda badania
3.3.2.1. Stosowana metoda badania jest opisana w ppkt 3.3.1 załącznika III C.
3.3.2.2. Wysokość upuszczenia wynosi 4 m + 25/– 0 mm.
3.3.3. Interpretacja wyników
Wynik badania jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
3.3.3.1.1. warstwa szkła ugina się i pęka, tworzą się liczne koliste pęknięcia, których środkiem jest w przybliżeniu punkt uderzenia;
3.3.3.1.2. dozwolone są rozdarcia międzywarstwy pod warunkiem, że głowa manekina nie przechodzi przez badaną część;
3.3.3.1.3. od międzywarstwy nie odrywają się żadne duże części szkła.
Zestaw części badanych przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania pod względem badania za pomocą głowy manekina, jeżeli jest spełniony jeden z następujących warunków:
3.3.3.2.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
3.3.3.2.2. jeżeli jedno badanie zakończyło się wynikiem negatywnym, należy przeprowadzić serię dodatkowych badań, które zakończą się wynikiem pozytywnym.
4. BADANIE WYTRZYMAŁOŚCI MECHANICZNEJ
4.1. Wskaźniki trudności, metoda badania i interpretacja wyników
Stosuje się wymagania pkt 4 załącznika III F.
4.2. Jednakże nie ma zastosowania trzecie wymaganie wymienione w ppkt 4.3.4.1 załącznika III F.
5. BADANIE ODPORNOŚCI NA DZIAŁANIE CZYNNIKÓW ŚRODOWISKOWYCH
5.1. Test odporności na ścieranie
5.1.1. Badanie odporności na ścieranie od strony zewnętrznej
5.1.1.1. Stosuje się wymagania ppkt 5.1 załącznika III F.
5.1.2. Badanie odporności na ścieranie od strony wewnętrznej
5.1.2.1. Stosuje się wymagania pkt 2 załącznika III I.
5.2. Badanie odporności na wysokie temperatury
Stosuje się wymagania pkt 5 załącznika III C.
5.3. Badanie odporności na promieniowanie
Stosuje się wymagania pkt 6 załącznika III C.
5.4. Badanie odporności na wilgotność
Stosuje się wymagania pkt 7 załącznika III C.
5.5. Badanie odporności na zmiany temperatury
Stosuje się wymagania pkt 8 załącznika III C.
6. WŁAŚCIWOŚCI OPTYCZNE
Wymagania dotyczące właściwości optycznych określone w pkt 9 załącznika III C stosuje się do wszystkich typów szyb przednich.
7. BADANIE ODPORNOŚCI NA OGIEŃ
Stosuje się wymagania pkt 10 załącznika III C.
8. BADANIE ODPORNOŚCI NA DZIAŁANIE CZYNNIKÓW CHEMICZNYCH
Stosuje się wymagania pkt 11 załącznika III C.
ZAŁĄCZNIK III K
Płyty ze szkła-tworzywa sztucznego inne niż szyby przednie (1)
1. DEFINICJA TYPU
Tafle szkła-tworzywa sztucznego inne niż szyby przednie są uważane za należące do różnych typów, jeżeli różnią się przynajmniej jedną spośród następujących cech zasadniczych lub drugorzędnych:
1.1. Cechy zasadnicze są następujące:
1.1.1. nazwa handlowa lub znak towarowy;
1.1.2. kategoria grubości tafli, do której należy jej grubość nominalna „e”, przy dozwolonej tolerancji produkcyjnej ±0,2 mm
|
e ≤ 3,5 mm |
||
|
3,5 mm < e ≤ 4,5 mm |
||
|
4,5 mm < e |
1.1.3. grubość nominalna międzywarstw(-y) lub materiału z tworzywa sztucznego spełniającego funkcję międzywarstw(-y);
1.1.4. grubość nominalna tafli szkła;
1.1.5. typ warstw(-y) materiału z tworzywa sztucznego spełniającego(-ych) funkcję międzywarstw(-y) (np. PVB lub inny materiał) oraz warstwy tworzywa sztucznego od strony wewnętrznej;
1.1.6. każda specjalna obróbka, jakiej być może została poddana warstwa szkła.
1.2. Cechy drugorzędne są następujące:
1.2.1. właściwości fizyczne materiału (szkło walcowane, szkło lane, szkło płaskie),
1.2.2. zabarwienie (całkowite lub częściowe) każdej warstw(-y) tworzywa sztucznego (bezbarwne lub podbarwione),
1.2.3. zabarwienie szkła (bezbarwne lub podbarwione).
2. OGÓLNE
2.1. W przypadku tafli szkła-tworzywa sztucznego, innych niż szyby przednie, badania są wykonywane na płaskich częściach badanych, które są albo wycinane z autentycznych szyb przednich, albo specjalnie produkowane do celów badania. W obu przypadkach części badane muszą być pod każdym względem zgodne z właściwościami tafli szkła, dla których ma być udzielona homologacja części.
2.2. Przed każdym badaniem części badane tafli szkła-tworzywa sztucznego należy przechowywać nie krócej niż przez cztery godziny w temperaturze 23 ± 2 °C. Badania należy wykonać jak najszybciej po wyjęciu części badanej z naczynia, w jakim był przechowywany.
2.3. Wymagania niniejszego załącznika są uważane za spełnione, jeżeli tafla szkła przedstawiona w celu uzyskania homologacji części ma skład taki sam jak szyba przednia homologowana wcześniej na podstawie wymagań załącznika III J.
3. BADANIE ZA POMOCĄ GŁOWY MANEKINA
3.1. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
3.2. Liczba części badanych
Badaniom poddaje się sześć płaskich części badanych o wymiarach 1 100 × 500 mm (+ 5/-2 mm).
3.3. Metoda badania
3.3.1. Stosowana metoda badania jest opisana w pkt 3 załącznika III C.
3.3.2. Wysokość upuszczenia wynosi 1,50 m + 0– 5 mm. (Wysokość tę należy zwiększyć do 4 m + 25/– 0 mm dla szyb stosowanych jako szyby przednie w ciągnikach).
3.4. Interpretacja wyników
Wynik niniejszego badania jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
3.4.1.1. warstwa szkła pęka, tworzą się liczne rysy;
3.4.1.2. dozwolone jest rozerwanie międzywarstwy pod warunkiem, że głowa manekina nie przechodzi przez część badaną;
3.4.1.3. od międzywarstwy nie odrywają się duże fragmenty szkła.
Zestaw próbek przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania względem badania za pomocą głowy manekina, jeżeli jest spełniony jeden z następujących warunków:
3.4.2.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
3.4.2.2. jedno z badań zakończyło się wynikiem negatywnym, a dodatkowa seria badań przeprowadzona na nowym zestawie próbek zakończyła się wynikiem pozytywnym.
4. BADANIE WYTRZYMAŁOŚCI MECHANICZNEJ – BADANIE Z KULĄ O MASIE 227 g
4.1. Stosuje się wymagania pkt 4 załącznika III G, z wyjątkiem tabeli z ppkt 4.3.2, która jest zastąpiona poniższą tabelą:
|
Grubość nominalna |
Wysokość upuszczenia |
|
|
e ≤ 3,5 mm |
5 m |
+ 25/– 0 mm |
|
3,5 mm < e ≤ 4,5 mm |
6 m |
|
|
e > 4,5 mm |
7 m |
|
4.2. Nie ma zastosowania ppkt 4.4.1 tiret trzecie załącznika III G.
5. BADANIE ODPORNOŚCI NA DZIAŁANIE CZYNNIKÓW ŚRODOWISKOWYCH
5.1. Badanie odporności na ścieranie
5.1.1. Badanie odporności na ścieranie od strony zewnętrznej
Stosuje się wymagania ppkt 5.1 załącznika III G.
5.1.2. Badanie odporności na ścieranie od strony wewnętrznej
Stosuje się wymagania ppkt 2.1 załącznika III I.
5.2. Badanie odporności na wysokie temperatury
Stosuje się wymagania pkt 5 załącznika III C.
5.3. Badanie odporności na promieniowanie
Stosuje się wymagania pkt 6 załącznika III C.
5.4. Badanie odporności na wilgotność
Stosuje się wymagania pkt 7 załącznika III C.
5.5. Badanie odporności na zmiany temperatur
Stosuje się wymagania pkt 8 załącznika III C.
6. WŁAŚCIWOŚCI OPTYCZNE
Przepisy dotyczące równomiernej przepuszczalności światła określone w ppkt 9.1 załącznika III C stosuje się do tafli szkła lub części tafli szkła umieszczonych w miejscach istotnych dla pola widzenia kierowcy.
7. BADANIE ODPORNOŚCI NA OGIEŃ
Stosuje się wymagania pkt 10 załącznika III C.
8. BADANIE ODPORNOŚCI NA CHEMIKALIA
Stosuje się wymagania pkt 11 załącznika III C.
(1) Ten typ płyt szklano-plastikowych może być również stosowany do produkcji szyb przednich w ciągnikach.
ZAŁĄCZNIK III L
Podwójne zespoły szyb
1. DEFINICJA TYPU
Podwójne zespoły szyb są uważane za należące do różnych typów, jeśli różnią się przynajmniej jedną spośród następujących cech zasadniczych lub drugorzędnych.
1.1. Cechy zasadnicze są następujące:
1.1.1. nazwa handlowa lub znak towarowy;
1.1.2. skład podwójnego zespołu szyb (symetryczny, niesymetryczny);
1.1.3. typ każdej składowej tafli szkła, zgodnie z definicją w pkt 1 załącznikach III E, III G lub III K;
1.1.4. szerokość nominalna szczeliny między dwiema taflami szkła;
1.1.5. typ uszczelnienia (organiczne, szkło - szkło/szkło - metal).
1.2. Cechy drugorzędne są następujące:
1.2.1. Cechy drugorzędne każdej składowej tafli szkła, zgodnie z definicjami w ppkt 1.2 załącznikach III E, III G lub III K.
2. OGÓLNE
2.1. Każda składowa tafla szkła tworząca podwójny zespół szyb uzyska albo homologację typu, albo jest poddana badaniom określonym w odpowiednich załącznikach (III E, III G lub III K).
2.2. Badania wykonane na podwójnych zespołach szyb o nominalnej szerokości szczeliny „e” stosuje się do wszystkich podwójnych zespołów szyb wykazujących te same cechy i szerokość nominalną szczeliny „e”±3 mm. Niemniej producent występujący o homologację części może przedstawić do celów badań próbkę o najmniejszej szczelinie i próbkę o największej szczelinie.
2.3. W przypadku zespołów szyb podwójnych złożonych przynajmniej z jednej tafli szkła laminowanego lub jednej tafli szkła-tworzywa sztucznego części badane są przechowywane przez okres nie krótszy niż cztery godziny przed badaniem w temperaturze 23 ± 2 °C. Badania są wykonywane jak najszybciej po wyjęciu części badanych z naczynia, w którym były przechowywane.
3. BADANIE ZA POMOCĄ GŁOWY MANEKINA
3.1. Wskaźniki trudności cech drugorzędnych
Badanie nie obejmuje żadnych cech drugorzędnych.
3.2. Liczba części badanych
Badaniom poddaje się sześć części o wymiarach 1 100 mm × 500 mm (+ 5/– 22 mm), dla każdej kategorii grubości tafli składowych i dla każdej grubości szczeliny, zgodnie z definicją ppkt 1.1.4 powyżej.
3.3. Metoda badania
3.3.1. Stosowana metoda badania jest opisana w pkt 3 załącznika III C.
3.3.2. Wysokość upuszczenia wynosi 1,5 m (+ 0/-5 mm).
3.3.3. W przypadku niesymetrycznego podwójnego zestawu szyb należy wykonać po trzy badania z każdej strony.
3.4. Interpretacja wyników
3.4.1. Podwójny zespół szyb składający się z dwóch tafli jednolicie hartowanego szkła.
Wynik niniejszego badania jest uważany za pozytywny, jeżeli obie tafle składowe pękają.
Podwójny zespół szyb składający się z dwóch tafli szkła laminowanego innych niż szyby przednie.
Wynik badania jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
3.4.2.1. oba składniki części badanej uginają się i pękają, tworzą się liczne koliste pęknięcia, których środkiem jest w przybliżeniu punkt uderzenia;
3.4.2.2. dozwolone jest rozerwanie międzywarstwy, ale głowa manekina nie przejdzie na drugą stronę;
3.4.2.3. od międzywarstwy nie mogą odrywać się duże fragmenty szkła.
Podwójny zespół szyb składający się z tafli jednolicie hartowanego szkła i z tafli laminowanego szkła lub z tafli szkła-tworzywa sztucznego innej niż szyba przednia.
Wynik tego badania jest uważany za pozytywny, jeżeli spełnione są następujące warunki:
3.4.3.1. tafla szkła hartowanego pęka;
3.4.3.2. tafla szkła laminowanego lub tafla szkła-tworzywa sztucznego ugina się i pęka, tworzą się liczne koliste pęknięcia, których środkiem jest w przybliżeniu punkt uderzenia;
3.4.3.3. dozwolone jest rozerwanie międzywarstw(-y) pod warunkiem, że głowa manekina nie przechodzi przez badaną część;
3.4.3.4. od międzywarstwy nie odrywają się duże fragmenty szkła.
Zestaw próbek przedstawionych w celu uzyskania homologacji części jest uważany za spełniający wymagania pod względem zachowania po uderzeniu ciężarem głowy, jeżeli jest spełniony jeden z następujących warunków:
3.4.4.1. wszystkie badania zakończyły się wynikiem pozytywnym, lub
3.4.4.2. jedno z badań zakończyło się wynikiem negatywnym, a dodatkowa seria badań przeprowadzona na nowym zestawie próbek zakończyła się wynikiem pozytywnym.
4. WŁAŚCIWOŚCI OPTYCZNE
Wymagania dotyczące równomiernej przepuszczalności światła określone w ppkt 9.1 załącznika III C stosuje się do podwójnych zespołów szyb lub części podwójnych zespołów szyb umieszczonych w miejscach o dużym znaczeniu dla pola widzenia kierowcy.
ZAŁĄCZNIK III M
Grupowanie szyb przednich do celów badania homologacji części
Następujące cechy są brane pod uwagę:
1.1. pole powierzchni rozwiniętej szyby przedniej;
1.2. wysokość segmentu;
1.3. zakrzywienie.
2. Grupę tworzy się w określonej klasie grubości.
3. Klasyfikacja jest dokonywana w porządku malejącym pod względem pola powierzchni rozwiniętej. Wybiera się pięć największych i pięć najmniejszych pól powierzchni, które są następnie numerowane w następujący sposób:
|
1 |
największa |
1 |
najmniejsza |
|
2 |
następna najmniejsza po 1 |
2 |
następna największa po 1 |
|
3 |
następna najmniejsza po 2 |
3 |
następna największa po 2 |
|
4 |
następna najmniejsza po 3 |
4 |
następna największa po 3 |
|
5 |
następna najmniejsza po 4 |
5 |
następna największa po 4 |
4. Dla każdej z dwóch serii opisanych w pkt 3 powyżej wysokości segmentów są numerowane w następujący sposób:
|
1 |
największa wysokość segmentu |
|
2 |
następna najmniejsza |
|
3 |
następna najmniejsza itd. |
5. W każdej z dwóch serii określonych w pkt 3 powyżej promienie zakrzywienia są oznaczone w następujący sposób:
|
1 |
najmniejszy promień zakrzywienia, |
|
2 |
następny największy promień zakrzywienia, |
|
3 |
następny największy itd. |
Liczby przydzielone każdej szybie przedniej w dwóch seriach określonych w pkt 3 powyżej są sumowane.
6.1. Szyba przednia należąca do pięciu największych, która ma najmniejszą sumę, i szyba przednia należąca do pięciu najmniejszych, która ma najmniejszą sumę, są wybierane do przeprowadzenia pełnych badań, zgodnie z definicjami w załącznikach III D, III F, III H, III I lub III J.
6.2. Inne szyby przednie z tej samej serii są badane dla sprawdzenia właściwości optycznych określonych w pkt 9 załącznika III C.
7. Kilka szyb przednich o parametrach kształtu i/lub promieniu zakrzywienia znacząco różniących się od wartości granicznych w wybranej grupie można dodatkowo poddać badaniom, jeżeli placówka techniczna wykonująca badania uzna, że takie parametry mogą mieć znaczący wpływ ujemny.
8. Wartości graniczne w grupie są ustalane na podstawie pola powierzchni rozwiniętej szyby przedniej. Jeżeli pole powierzchni rozwiniętej szyby przedniej przedstawionej do homologacji części wykracza poza homologowane granice i/lub wysokość segmentu jest znacznie większa, lub też promień zakrzywienia znacznie mniejszy, szyba ta jest uważana za nowy typ i jest poddana dodatkowym badaniom, jeżeli placówka techniczna uzna je za technicznie wymagane, uwzględniając dostępne informacje o produkcie i stosowanym materiale.
Jeżeli następnie posiadacz homologacji części produkowałby jakikolwiek inny model szyby przedniej w homologowanej wcześniej klasie grubości:
9.1. należy sprawdzić, czy model ten zawiera się w grupie pięciu największych lub pięciu najmniejszych szyb wybranych do homologacji części w danej grupie;
9.2. ponownie przeprowadza się przydzielanie numerów według procedury opisanej w pkt 3, 4 i 5 powyżej;
jeżeli suma numerów przyznanych szybie przedniej nowo wprowadzonej do grupy pięciu największych lub pięciu największych szyb przednich:
okaże się najmniejsza, przeprowadzane są następujące badania:
dla szyb przednich ze szkła hartowanego,
9.3.1.1.1. rozdrobnienia,
9.3.1.1.2. uderzenia przy pomocy głowy manekina,
9.3.1.1.3. zniekształceń optycznych,
9.3.1.1.4. oddzielenia obrazu wtórnego,
9.3.1.1.5. przepuszczalności światła;
dla szyb przednich ze szkła laminowanego lub ze szkła-tworzywa sztucznego:
9.3.1.2.1. uderzenia za pomocą głowy manekina,
9.3.1.2.2. zniekształceń optycznych,
9.3.1.2.3. oddzielenia obrazu wtórnego,
9.3.1.2.4. przepuszczalności światła;
9.3.1.3. dla szyb przednich ze szkła laminowanego poddanego obróbce: badania określone w ppkt 9.3.1.1.1, 9.3.1.1.2, 9.3.1.2;
9.3.1.4. dla szyb przednich licowanych tworzywem sztucznym: badania określone w ppkt 9.3.1.1 lub 9.3.1.2;
9.3.2. okaże się nie być najmniejszą, wykonywane są tylko badania wymagane dla sprawdzenia właściwości optycznych określone w pkt 9 załącznika III C.
ZAŁĄCZNIK III N
Pomiar wysokości segmentów i położenie punktów uderzenia
Dla tafli szkła o pojedynczej krzywiźnie h1 jest największą wysokością segmentu
Dla tafli szkła o podwójnej krzywiźnie największą wysokością segmentu staje się suma h1 + h2

Punkty „2”, pokazane na rysunkach 3 a), 3 b), 3 c) stanowią przykłady określania położenia punktów „2” opisanych w ppkt 2.5 załącznika III E.
ZAŁĄCZNIK III O
Sprawdzanie zgodności produkcji
1. DEFINICJE
Do celów niniejszego załącznika:
1.1. „typ produktu” oznacza wszystkie tafle szkła wykazujące takie same cechy zasadnicze;
1.2. „klasa grubości” oznacza wszystkie tafle szkła, w których grubość części składowych mieści się w dozwolonych granicach tolerancji;
1.3. „jednostka produkcyjna” oznacza wszystkie urządzenia produkcyjne dla jednego lub kilku typów tafli szkła zgromadzone w jednym miejscu; może obejmować kilka linii produkcyjnych;
1.4. „zmiana” oznacza okres produkcji wykonywanej przez tę samą linię produkcyjną w dziennym czasie pracy;
1.5. „ciąg produkcji” oznacza nieprzerwany okres produkcji produktu tego samego typu podczas tej samej zmiany;
1.6. „Ps” oznacza ilość tafli szkła tego samego typu produktu wyprodukowanych przez tę samą zmianę;
1.7. „Pr” oznacza liczbę tafli szkła tego samego typu produktu wyprodukowanych w czasie ciągu produkcyjnego.
2. BADANIA
Tafle szkła są poddawane następującym badaniom:
2.1. Szyby przednie ze szkła hartowanego
2.1.1. Badanie rozdrobnienia zgodnie z wymaganiami pkt 2 załącznika III D.
2.1.2. Pomiar przepuszczalności światła zgodnie z wymaganiami ppkt 9.1 załącznika III C.
2.1.3. Badanie zniekształceń optycznych zgodnie z wymaganiami ppkt 9.2 załącznika III C.
2.1.4. Badanie oddzielenia obrazu wtórnego zgodnie z wymaganiami ppkt 9.3 załącznika III C.
2.2. Tafle jednolicie hartowanego szkła
2.2.1. Badanie rozdrobnienia zgodnie z wymaganiami pkt 2 załącznika III E.
2.2.2. Pomiar przepuszczalności światła zgodnie z wymaganiami ppkt 9.1 załącznika III C.
W przypadku tafli szkła używanych jako szyby przednie:
2.2.3.1. Badanie zniekształceń optycznych zgodnie z wymaganiami ppkt 9.2 załącznika III C.
2.2.3.2. Badanie oddzielenia obrazu wtórnego zgodnie z wymaganiami ppkt 9.3 załącznika III C.
2.3. Szyby przednie ze zwykłego szkła laminowanego i szyby przednie ze szkła-tworzywa sztucznego
2.3.1. Badanie za pomocą głowy manekina zgodnie z wymaganiami pkt 3 załącznika III F.
2.3.2. Badanie uderzenia kulą o masie 2 260 g zgodnie z wymaganiami ppkt 4.2 załącznika III F i ppkt 2.2 załącznika III C.
2.3.3. Badanie odporności na wysokie temperatury zgodnie z wymaganiami pkt 5 załącznika III C.
2.3.4. Pomiar przepuszczalności światła zgodnie z wymaganiami ppkt 9.1 załącznika III C.
2.3.5. Badanie zniekształceń optycznych zgodnie z wymaganiami ppkt 9.2 załącznika III C.
2.3.6. Badanie oddzielenia obrazu wtórnego zgodnie z wymaganiami ppkt 9.3 załącznika III C.
Tylko w przypadku szyb przednich ze szkła-tworzywa sztucznego:
2.3.7.1. Badanie odporności na ścieranie zgodnie z wymaganiami ppkt 2.1 załącznika III I.
2.3.7.2. Badanie odporności na wilgotność zgodnie z wymaganiami pkt 3 załącznika III I.
2.3.7.3. Badanie odporności na działanie czynników chemicznych zgodnie z wymaganiami pkt 11 załącznika III C.
2.4. Tafle ze zwykłego szkła laminowanego i tafli szkła-tworzywa sztucznego inne niż szyby przednie
2.4.1. Badanie uderzenia kulą o masie 227 g zgodnie z wymaganiami pkt 4 załącznika III G.
2.4.2. Badanie odporności na wysokie temperatury zgodnie z wymaganiami pkt 5 załącznika III C.
2.4.3. Pomiar przepuszczalności światła zgodnie z wymaganiami ppkt 9.1 załącznika III C.
Tylko w stosunku do płyt ze szkła-tworzywa sztucznego:
2.4.4.1. Badanie odporności na ścieranie zgodnie z wymaganiami ppkt 2.1 załącznika III I.
2.4.4.2. Badanie odporności na wilgotność zgodnie z wymaganiami pkt 3 załącznika III I.
2.4.4.3. Badanie odporności na działanie czynników chemicznych zgodnie z wymaganiami pkt 11 załącznika III C.
2.4.5. Powyższe warunki są uważane za spełnione, jeżeli odpowiednie badania zostały przeprowadzone na szybie przedniej o takim samym składzie.
2.5. Szyby przednie ze szkła laminowanego poddanego obróbce
2.5.1. Oprócz badań opisanych w ppkt 2.3 należy przeprowadzić badanie rozdrobnienia zgodnie z wymaganiami pkt 4 załącznika III H.
2.6. Tafle szkła licowane materiałem z tworzywa sztucznego
Oprócz badań opisanych w różnych punktach niniejszego załącznika należy przeprowadzić następujące badania:
2.6.1. Badanie odporności na ścieranie zgodnie z wymaganiami ppkt 2.1 załącznika III I.
2.6.2. Badanie odporności na wilgotność zgodnie z wymaganiami pkt 3 załącznika III I.
2.6.3. Badanie odporności na działanie czynników chemicznych zgodnie z wymaganiami pkt 11 załącznika III C.
2.7. Podwójne zespoły szyb
Należy przeprowadzić badania wyszczególnione w niniejszym załączniku dla każdej tafli szkła tworzącej podwójny zespół szyb, z taką samą częstotliwością i z takimi samymi wymaganiami.
3. CZĘSTOTLIWOŚĆ PRZEPROWADZANIA BADAŃ I ICH WYNIKI
3.1. Rozdrobnienie
3.1.1. Badania
3.1.1.1. Pierwsza seria badań, polegających na rozbijaniu szkła w każdym z punktów uderzenia określonych niniejszą dyrektywą, jest przeprowadzona, ze zdjęciami, na początku produkcji każdego nowego typu tafli szkła w celu ustalenia punktu najsilniejszego pękania.
Jednakże, dla szyb przednich ze szkła hartowanego, taką pierwszą serię badań należy przeprowadzić tylko w wypadku, jeśli roczna produkcja tego typu tafli szkła przekracza 200 sztuk.
3.1.1.2. W czasie ciągu produkcyjnego przeprowadzane są badania kontrolne przy zastosowaniu punktu pękania zgodnie z ustaleniem ppkt 3.1.1.1.
3.1.1.3. Sprawdzenia dokonuje się przy rozpoczęciu każdej zmiany produkcyjnej lub po zmianie koloru.
3.1.1.4. W czasie ciągu produkcyjnego badania kontrolne przeprowadza się z zachowaniem następującej częstotliwości minimalnej:
|
Szyby przednie ze szkła hartowanego |
Tafle szkła hartowanego inne niż szyby przednie |
Szyby przednie ze szkła laminowanego poddanego obróbce |
||
|
Ps ≤ 200: |
jedno rozbicie na ciąg produkcyjny |
Pr ≤ 500: |
jedno na zmianę, |
0,1 % na typ |
|
Ps > 200: |
jedno rozbicie na cztery godziny produkcji |
Pr > 500: |
dwa na zmianę |
|
3.1.1.5. Badanie kontrolne należy powtórzyć pod koniec zmiany produkcyjnej na jednej z ostatnich wyprodukowanych tafli szkła.
3.1.1.6. dla Pr < 20 wykonuje się tylko jedno badanie rozdrobnienia na jeden ciąg produkcyjny.
3.1.2. Wyniki
Wszystkie wyniki muszą zostać zapisane, włączając wyniki bez zdjęć fotograficznych.
Ponadto muszą zostać wykonane fotograficzne zdjęcia kontaktowe, po jednym na zmianę, wyłączając przypadki, gdy Pr ≤ 500. W tym ostatnim przypadku wykonuje się tylko jedno fotograficzne zdjęcie kontaktowe na jeden ciąg produkcyjny.
3.2. Badanie uderzeniowe za pomocą głowy manekina
3.2.1. Badania
Dokonuje się kontroli na próbkach odpowiadających co najmniej 0,5 % produkcji dziennej szyb przednich ze szkła laminowanego z jednej linii produkcyjnej. Badaniu poddaje się maksimum 15 szyb przednich na dzień.
Wybór próbek musi być reprezentatywny dla produkcji różnych typów szyb przednich.
Za zgodą służby administracyjnej, badania te mogą zostać zastąpione przez badanie uderzeniem kuli o masie 2 260 g (patrz ppkt 3.3 poniżej). Zachowanie pod wpływem uderzenia za pomocą głowy manekina musi w każdym przypadku zostać sprawdzone co najmniej na dwóch próbkach dla każdej klasy grubości w ciągu roku.
3.2.2. Wyniki
Wszystkie wyniki muszą zostać zapisane.
3.3. Badanie poprzez uderzenie kulą o masie 2 260 g
3.3.1. Badania
Minimalną częstotliwością kontroli jest jedno pełne badanie na miesiąc dla każdej klasy grubości.
3.3.2. Wyniki
Wszystkie wyniki muszą zostać zapisane.
3.4. Badanie poprzez uderzenie kulą o masie 227 g
3.4.1. Badania
Części badane należy wyciąć z próbek. Jednakże ze względów praktycznych, badania można przeprowadzić na gotowych produktach lub na częściach tych produktów.
Sprawdzenia należy dokonać na próbkach odpowiadających co najmniej 0,5 % produkcji jednej zmiany, maksimum na 10 próbkach dziennie.
3.4.2. Wyniki
Wszystkie wyniki muszą zostać zapisane.
3.5. Odporność na wysoką temperaturę
3.5.1. Badania
Części badane należy wyciąć z próbek. Jednakże, ze względów praktycznych, badania mogą zostać przeprowadzone na gotowych produktach lub częściach tych produktów. Są one tak wybierane, aby wszystkie międzywarstwy zostały zbadane proporcjonalnie do ich zastosowania.
Sprawdzenia należy dokonać co najmniej na trzech próbkach dla każdego koloru międzywarstwy, pobranych z dziennej produkcji.
3.5.2. Wyniki
Wszystkie wyniki muszą być zapisane.
3.6. Przepuszczalność światła
3.6.1. Badania
Do badania należy przedstawić reprezentatywne próbki gotowych produktów podbarwionych.
Sprawdzenia należy dokonać co najmniej na początku każdego ciągu produkcyjnego, jeżeli występuje jakakolwiek zmiana cechy tafli szkła, mająca wpływ na wyniki badania.
Tafle szkła, posiadające regularną przepuszczalność światła, zmierzoną podczas homologowania części, nie mniejszą niż 80 %, w przypadku szyb przednich, i nie mniejszą niż 75 %, w przypadku tafli szkła innych niż szyby przednie oraz tafli szkła kategorii V, zostają wyłączone z tego badania.
Alternatywnie, dla tafli szkła hartowanego, dostawca szkła może przedstawić świadectwo zgodności z powyższymi wymaganiami.
3.6.2. Wyniki
Wartość przepuszczalności światła winna zostać zapisana. Ponadto, w odniesieniu do szyb przednich z pasmami przyciemniającymi lub pasmami zaciemniającymi, musi zostać sprawdzone, na podstawie rysunków, określonych w ppkt 3.2.1.2.2.3 załącznika III A, że te pasma znajdują się poza strefą I’.
3.7. Zniekształcenia optyczne i oddzielenie obrazu wtórnego
3.7.1. Badania
Każdą szybę przednią należy sprawdzić pod kątem wad optycznych. Ponadto, stosując wyszczególnione metody lub jakąkolwiek metodę dającą podobne wyniki, należy dokonać pomiarów w różnych obszarach widoczności, z następującą częstotliwością:
|
— |
jeżeli Ps ≤ 200, jedną próbkę na zmianę |
|
— |
jeżeli Ps > 200, dwie próbki na zmianę, |
|
— |
1 % całej produkcji, przy czym wybrane próbki są reprezentatywne dla całej produkcji. |
3.7.2. Wyniki
Wszystkie wyniki muszą zostać zapisane.
3.8. Odporność na ścieranie
3.8.1. Badania
Tafle licowane tworzywem sztucznym i tafle tylko ze szkła-tworzywa sztucznego winny zostać poddane niniejszemu badaniu. Musi mieć miejsce co najmniej jedno sprawdzenie w miesiącu oraz badanie pod kątem typu tworzywa sztucznego zastosowanego do licowania lub na międzywarstwy.
3.8.2. Wyniki
Wyniki pomiaru rozproszenia światła winny zostać zapisane.
3.9. Odporność na wilgotność
3.9.1. Badania
Tafle licowane tworzywem sztucznym i tafle tylko ze szkła-tworzywa sztucznego winny zostać poddane niniejszemu badaniu. Musi mieć miejsce co najmniej jedno sprawdzenie w miesiącu oraz badanie pod kątem typu tworzywa sztucznego zastosowanego do licowania lub na międzywarstwy.
3.9.2. Wyniki
Wszystkie wyniki muszą zostać zapisane.
3.10. Odporność na działanie czynników chemicznych
3.10.1. Badania
Tafle licowane tworzywem sztucznym i tafle tylko ze szkła-tworzywa sztucznego powinny zostać poddane niniejszemu badaniu. Musi mieć miejsce co najmniej jedno sprawdzenie w miesiącu oraz badanie pod kątem typu tworzywa sztucznego zastosowanego do licowania lub na międzywarstwy.
3.10.2. Wyniki
Wszystkie wyniki muszą zostać zapisane.
ZAŁĄCZNIK III P
WZÓR
Załącznik do świadectwa homologacji typu WE dla ciągnika w odniesieniu do szyb przednich i innych tafli szkła
(Art. 4 ust. 2 dyrektywy Parlamentu Europejskiego i Rady 2003/37/WE z dnia 26 maja 2003 r. w sprawie homologacji typu ciągników rolniczych lub leśnych, ich przyczep i wymiennych holowanych maszyn, łącznie z ich układami, częściami i oddzielnymi zespołami technicznymi)
Homologacja typu WE … Rozszerzenie nr: …
1. Producent ciągnika (nazwa przedsiębiorstwa):
…
2. Typ i, gdzie stosowne, nazwa handlowa ciągnika:
…
3. Nazwa i adres producenta:
…
4. Nazwa i adres upoważnionego przedstawiciela producenta (jeśli jest):
…
5. Opis typu szyby przedniej i innych tafli szkła (hartowanych, laminowanych, z tworzywa sztucznego, ze szkła - tworzywa sztucznego, płaskich, zakrzywionych, itp.):
…
6. Numer homologacji WE części dla szyby przedniej i innych tafli
…
7. Data przedstawienia ciągnika do homologacji typu WE:
…
8. Placówka techniczna odpowiedzialna za homologację typu:
…
9. Data wystawienia protokołu tej placówki:
…
10. Numer protokołu sporządzonego przez tę placówkę:
…
11. Homologacja WE części dla szyby przedniej i innych tafli szkła zostaje udzielona/nie zostaje udzielona (1):
12. Miejsce: …
13. Data: …
14. Podpis: …
15. Do niniejszego dokumentu dołącza się następujące dokumenty opatrzone numerem homologacji typu WE wskazanym powyżej:
… zwymiarowane rysunki;
… szkic lub zdjęcie szyby przedniej i innych tafli szkła w kabinie ciągnika.
Powyższe dane są udostępnione właściwym organom pozostałych państw członkowskich na ich wyraźne życzenie.
16. Uwagi:
…
…
…
…
…
(1) Niepotrzebne skreślić.
ZAŁĄCZNIK IV
Sprzężenie mechaniczne między ciągnikiem a pojazdem ciągnionym i obciążenie pionowe w punkcie sprzężenia
1. DEFINICJE
1.1. „Sprzężenie mechaniczne między ciągnikiem a pojazdem ciągnionym” oznacza części zainstalowane w ciągniku i w pojeździe ciągnionym w celu umożliwienia sprzężenia mechanicznego pomiędzy tymi pojazdami.
Niniejsza dyrektywa dotyczy tylko części sprzężenia mechanicznego ciągników.
Wśród różnych typów części sprzężenia mechanicznego ciągników przeprowadza się podstawowe rozróżnienie na:
|
— |
górny zaczep transportowy (patrz dodatek 1 rysunki 1 i 2), |
|
— |
hak holowniczy (patrz: rys. 1 – „Rozmiary zaczepu” w ISO 6489-1:2001), |
|
— |
belka zaczepowa (patrz dodatek 1 rysunek 3). |
„Typ sprzężenia mechanicznego między ciągnikiem a pojazdem ciągnionym” oznacza takie części, które nie różnią się między sobą względem następujących zasadniczych części:
1.2.1. właściwości części sprzężenia mechanicznego,
1.2.2. pierścienie belki zaczepowej (o średnicy 40 mm i/lub 50 mm),
1.2.3. kształt zewnętrzny, wymiary i tryb eksploatacji (np. automatyczny lub nieautomatyczny),
1.2.4. materiał,
1.2.5. wartość D, zgodnie z definicją w dodatku 2, dla badania przeprowadzanego z wykorzystaniem metody dynamicznej, lub masa przyczepy, zgodnie z definicją z dodatku 3 dla badań wykonywanych z zastosowaniem metody statycznej, oraz obciążenie pionowe w punkcie sprzężenia S.
1.3. „Środek odniesienia sprzężenia mechanicznego” oznacza punkt na osi sworznia, równo oddalony od skrzydeł w przypadku widelca i punktu wynikającego z przecięcia płaszczyzny symetrii haka z tworzącą powierzchni wklęsłej haka na poziomie kontaktu z pierścieniem, kiedy znajduje się w pozycji ciągnącej.
1.4. „Wysokość sprzężenia mechanicznego ponad podłoże (h)” oznacza odległość między płaszczyzną poziomą przechodzącą przez środek odniesienia sprzężenia mechanicznego i płaszczyzną poziomą, na której spoczywają koła ciągnika.
1.5. „Występ sprzężenia mechanicznego (c)” oznacza odległość między środkiem odniesienia części sprzężenia mechanicznego i płaszczyzną pionową przechodzącą przez oś, na której obsadzone są tylne koła ciągnika.
1.6. „Obciążenie pionowe w punkcie sprzężenia (S)” oznacza obciążenie wywierane w warunkach statycznych na środek odniesienia sprzężenia mechanicznego.
1.7. „Automatyczny” odnosi się do części sprzężenia mechanicznego, które zamyka się i zabezpiecza bez udziału operatora, kiedy mechanizm ślizgowy pierścieni haka jest uruchomiony.
1.8. „Rozstaw osi ciągnika (l)” oznacza odległość między płaszczyznami pionowymi prostopadłymi do środkowej płaszczyzny wzdłużnej ciągnika przechodzącymi przez osie ciągnika.
1.9. „Ciężar na osi przedniej przy ciągniku nieobciążonym (ma)” oznacza tę cześć ciężaru ciągnika, która w warunkach statycznych jest przenoszona na podłoże poprzez oś przednią ciągnika.
2. WYMAGANIA OGÓLNE
2.1. Części sprzężenia mechanicznego mogą być zaprojektowane do funkcjonowania automatycznego lub nieautomatycznego.
2.2. Części sprzężenia mechanicznego w ciągniku spełniają wymagania pod względem wymiarów i wytrzymałości określonych w ppkt 3.1 i 3.2 oraz wymagania względem obciążenia ciągnika w punkcie sprzężenia określone w ppkt 3.3.
2.3. Części sprzężenia mechanicznego są zaprojektowane i wykonane w taki sposób, że w normalnych warunkach użytkowania odpowiednio funkcjonują i zachowują właściwości zalecone niniejszą dyrektywą.
2.4. Wszystkie części sprzężenia mechanicznego są wykonane z materiałów dostatecznej jakości, aby mogły pozytywnie przejść badania, określone w ppkt 3.2, oraz charakteryzują się trwałą wytrzymałością.
2.5. Wszystkie sprzężenia i ich zamknięcia są łatwe w obsłudze oraz są zaprojektowane w sposób uniemożliwiający przypadkowe rozprzężenie w trakcie eksploatacji.
W przypadku automatycznych części sprzężenia mechanicznego pozycja zamknięta jest zabezpieczona na zasadzie postaci zamkniętej, za pomocą dwóch niezależnie działających urządzeń bezpieczeństwa. Mogą one jednakże być zwalniane za pomocą tego samego urządzenia sterującego.
2.6. Pierścień belki zaczepowej jest w stanie przechylić się przynajmniej do 60 po obu stronach osi wzdłużnej nie wbudowanego urządzenia sprzęgającego. Ponadto wymagana jest stała mobilność pionowa w zakresie 20o w dół i w górę. (patrz również: dodatek 1.)
Nie może dojść do tego, aby kąty sprzężenia przegubowego były osiągane jednocześnie.
2.7. Szczęka pozwala pierścieniom belki zaczepowej obracać się osiowo przynajmniej 90° w prawo lub w lewo wokół osi wzdłużnej sprzężenia ze stałym momentem hamowania wynoszącym między 30 a 150 Nm.
Hak holowniczy pozwala pierścieniowi belki zaczepowej obracać się osiowo przynajmniej 20° w prawo lub w lewo wokół osi wzdłużnej haka.
2.8. Pod warunkiem, że co najmniej jednemu sprzężeniu mechanicznemu udzielona została homologacja WE części, pozostałe typy mechanicznych łączników lub sprzężeń używane w państwach członkowskich dozwolone są w okresie 10 lat od daty wejścia w życie dyrektywy 89/173/WE, bez unieważniania homologacji typu WE ciągnika pod warunkiem, że jego zamocowanie nie ma wpływu na częściowe homologacje.
2.9. W celu zapobieżenia przypadkowemu odłączeniu się zaczepu odległość pomiędzy końcem haka holowniczego a uchwytem (urządzeniem mocującym) nie przekracza 10 mm przy maksymalnej ładowności konstrukcyjnej.
3. WYMAGANIA SZCZEGÓLNE
3.1. Wymiary
Wymiary części sprzężenia mechanicznego w ciągniku stosuje się do warunków określonych w dodatku 1, rysunki 1, 2 i 3. Wszelkie wymiary niepokazane na tych rysunkach pozostają dowolne.
3.2. Wytrzymałość
3.2.1. Do celów sprawdzenia wytrzymałości części sprzężenia mechanicznego są poddane badaniu dynamicznemu na warunkach określonych w dodatku 2 lub badaniu statycznemu na warunkach określonych w dodatku 3.
3.2.2. Badanie nie powodują żadnych trwałych zniekształceń, pęknięć lub złamań.
3.3. Obciążenie pionowe w punkcie sprzężenia (S)
3.3.1. Maksymalne obciążenie statyczne jest określane przez producenta. Jednakże w żadnym wypadku nie może ono przekraczać trzech ton.
Warunki dopuszczenia:
3.3.2.1. Dopuszczalne statyczne obciążenie pionowe nie może przekraczać dopuszczalnego technicznie obciążenia pionowego zalecanego przez producenta ciągnika, ani też dopuszczalnego obciążenia pionowego określonego dla urządzenia holowniczego zgodnie z homologacją WG części.
3.3.2.2. Muszą być spełnione wymagania pkt 2 załącznika I do dyrektywy 2009/63/WE (1), nie można jednakże przekraczać maksymalnego obciążenia na tylnej osi.
3.4. Wysokość urządzenia sprzęgającego ponad podłoże (h)
(patrz rysunek poniżej).

3.4.1. Wszystkie ciągniki masie całkowitej przekraczającej 2,5 tony muszą być wyposażone w sprzęgi przyczep posiadające prześwit spełniający jedną z następujących zależności:
![]()
lub
![]()
gdzie:
|
mt |
: |
Masa ciągnika (patrz ppkt 1.6 załącznika I), |
|
mlt |
: |
Masa ciągnika (patrz ppkt 1.6 załącznika I) z obciążnikiem balastowym na przedniej osi, |
|
ma |
: |
Ciężar na przedniej osi przy ciągniku nieobciążonym (patrz ppkt 1.9 załącznika IV), |
|
mla |
: |
Ciężar na przedniej osi ciągnika (patrz ppkt 1.9 załącznika IV), z obciążnikiem balastowym na przedniej osi, |
|
l |
: |
Rozstaw kół ciągnika (patrz ppkt 1.8 załącznika IV), |
|
S |
: |
Obciążenie pionowe w punkcie sprzężenia (patrz ppkt 1.6 załącznika IV), |
|
C |
: |
Odległość między środkiem odniesienia sprzężenia mechanicznego a płaszczyzną pionową przechodzącą przez oś kół tylnych ciągnika (patrz ppkt 1.5 załącznika IV). |
4. WNIOSEK O HOMOLOGACJĘ WE CZĘŚCI
4.1. Wniosek o homologację WE części dla ciągnika odnośnie do urządzenia sprzęgającego jest złożone przez producenta urządzenia lub jego upoważnionego przedstawiciela.
4.2. Dla każdego typu części sprzężenia mechanicznego do wniosku należy dołączyć następujące dokumenty i opisy:
|
— |
rysunki (w skali zmniejszonej) urządzenia sprzęgającego (trzy egzemplarze). Rysunki te uwidaczniają zwłaszcza szczegółowe wymagane wymiary, jak również pomiary konieczne przy instalowaniu urządzenia sprzęgającego. |
|
— |
krótki opis techniczny urządzenia sprzęgającego precyzujący typ konstrukcyjny i zastosowane materiały, |
|
— |
wyznaczenie wartości D, określonej w dodatku 2, dla badania dynamicznego, lub wartości T (siła uciągu), określonej w dodatku 3, dla badania statycznego, jak również obciążenia pionowego w punkcie sprzężenia S, |
|
— |
jedna lub więcej próbek urządzenia, zgodnie z wymaganiami placówki technicznej. |
5. NAPISY
Każda część sprzężenia mechanicznego zgodny z typem, dla jakiego została udzielona homologacja WE części, jest opatrzony następującymi napisami:
5.1.1. nazwa handlowa lub znak towarowy,
5.1.2. oznakowanie homologacji WE części, zgodnie ze wzorem określonym w dodatku 4;
5.1.3. jeżeli moc jest sprawdzana zgodnie z dodatkiem 2 (badanie dynamiczne):
dopuszczalna wartość D,
wartość statycznego obciążenia pionowego S;
5.1.4. jeżeli moc jest kontrolowana zgodnie z dodatkiem 3 (badanie statyczne):
masa ciągniona i obciążenie pionowe S w punkcie sprzężenia.
5.2. Dane są wypisane w sposób widoczny, czytelny i trwały.
6. INSTRUKCJA UŻYTKOWANIA
Każde sprzężenie mechaniczne jest wyposażone w instrukcję użytkowania załączoną przez producenta. W instrukcji znajduje się numer homologacji WE części oraz wartości D lub T, w zależności od tego, jakiemu badaniu sprzężenie zostało poddane.
(1) Dyrektywa Parlamentu Europejskiego i Rady 2009/63/WE z dnia 13 lipca 2009 r. w sprawie niektórych części i właściwości kołowych ciągników rolniczych i leśnych (wersja ujednolicona) (Dz.U. L 214 z 19.8.2009, s. 23).
Dodatek 1
RYSUNKI CZĘŚCI SPRZĘŻENIA MECHANICZNEGO





Dodatek 2
METODA BADANIA DYNAMICZNEGO
1. PROCEDURA BADANIA
Wytrzymałość sprzężenia mechanicznego jest oceniana poprzez przemienny uciąg na stanowisku badawczym.
Niniejsza metoda opisuje próbę zmęczeniową, jaka jest przeprowadzana na kompletnym mechanicznym urządzeniu sprzęgającym, tzn. sprzężenie mechaniczne wyposażone jest we wszystkie części niezbędne do jego montażu i jest badane na stanowisku badawczym.
Siły przemienne są przykładane sinusoidalnie, na ile to tylko możliwe (tzn. przemiennie i/lub narastająco), a cykl obciążenia jest uzależniony od rodzaju materiału, z jakim mamy do czynienia. Podczas badania nie może dojść do pękania ani rozrywania żadnych części.
2. KRYTERIA BADANIA
Składniki siły poziomej na osi wzdłużnej pojazdu wraz ze składnikami siły pionowej stanowią bazę obciążeń badawczych.
O ile nie mają większego znaczenia, składniki siły poziomej, pozostające pod kątem prostym do osi wzdłużnej pojazdu, jak również momenty nie są brane pod uwagę.
Składniki siły poziomej na osi wzdłużnej pojazdu są reprezentowane przez wyliczoną matematycznie siłę statystyczną o wartości D.
Następujące równanie ma stosowane dla sprzężenia mechanicznego:
D = g · (MT · MR)/(MT + MR)
gdzie:
|
MT |
= |
dopuszczalna technicznie masa całkowita ciągnika, |
|
MR |
= |
dopuszczalna technicznie masa całkowita pojazdów ciągnionych, |
|
g |
= |
9,81 m/s2. |
Składniki siły pionowej prostopadłe do toru są wyrażone statycznym obciążeniem pionowym S.
Dopuszczalne technicznie obciążenia są podawane przez producenta.
3. PROCEDURA BADANIA
3.1. Wymagania ogólne
Badanie siły jest przeprowadzane na mechanicznym urządzeniu sprzęgającym, które podlega badaniu za pomocą odpowiedniego znormalizowanego pierścienia belki zaczepowej, pod kątem określonym przez pozycję badanego obciążenia pionowego Fv, w stosunku do badanego obciążenia poziomego Fh, w kierunku środkowej płaszczyzny wzdłużnej przechodzącej od przedniej części do tylnej.
Siła badawcza jest przykładana w typowym miejscu styczności między mechanicznym urządzeniem sprzęgającym a pierścieniem belki zaczepowej.
Należy ograniczyć do minimum luz występujący pomiędzy urządzeniem sprzęgającym a pierścieniem. Z zasady siła badawcza jest przykładana przemiennie wokół punktu zerowego.
Poprzez zastosowanie przemiennej siły badawczej obciążenie powstające na skutek jej działania jest równe zero.
Jeżeli konstrukcja urządzenia sprzęgającego (np. nadmierny luz, hak holowniczy) uniemożliwiałaby przeprowadzenie badania z przemiennym obciążeniem badawczym, obciążenie badawcze może być również przykładane rosnąco w kierunku ciągnięcia lub nacisku, zależnie od tego, która z wartości jest większa.
Kiedy badanie jest przeprowadzane z rosnącą krzywą siły, obciążenie badawcze jest równe górnemu (najwyższemu) obciążeniu, natomiast dolne (najmniejsze) nie przekracza 5 % obciążenia górnego.
Przy badaniu siły przemiennej należy zwrócić szczególną uwagę na to, aby poprzez odpowiednią instalację aparatury badawczej i wybór systemu przeniesienia obciążenia nie zostały wprowadzone dodatkowe momenty lub siły powstające pod kątem prostym do siły badawczej. Błąd kąta przyłożenia siły w stosunku do kierunku działania siły dla badania siły przemiennej nie przekracza ±1,5°; natomiast dla badania siły rosnącej kąt jest ustawiony w pozycji obciążenia górnego.
Częstotliwość badania nie przekracza 30 Hz.
Dla części wykonanych ze stali lub odlewu staliwnego cykl obciążenia wynosi 2 · 106. Badanie wytrzymałości, będące wynikiem badania siły, jest przeprowadzane przy użyciu metody penetracji kolorów lub temu podobnej.
Jeżeli w częściach sprzęgających są wprowadzone sprężyny i/lub amortyzatory, nie należy ich w czasie badania usuwać, ale można je wymienić, jeśli podczas badania zostaną poddane obciążeniom niemożliwym do uzyskania w normalnych warunkach użytkowania (np. bardzo wysokie temperatury) i na ich skutek uszkodzone. Opis zachowania tych części przed, w czasie i po badaniu należy umieścić w sprawozdaniu z badania.
3.2. Siły badawcze
Siła badawcza składa się, w ujęciu geometrycznym, z następujących pionowych i poziomych składników badania:

gdzie:
|
Fh |
= |
±0,6 · D w przypadku siły przemiennej or |
|
Fh |
= |
1,0 · D in the case of rising force (traction or pressure), |
|
Fv |
= |
g · 1,5 · S |
|
S |
= |
static drawbar load (vertical force components on the track). |
Dodatek 3
URZĄDZENIE SPRZĘGAJĄCE
STATYCZNA METODA BADANIA
1. WYMAGANIA BADANIA
1.1. Ogólne
1.1.1. Urządzenie sprzęgające, które podlega sprawdzeniu cech konstrukcyjnych, jest poddawane badaniom statycznym zgodnie z wymaganiami ppkt 1.2, 1.3 i 1.4.
1.2. Przygotowanie badania
Badania są wykonywane na specjalnej maszynie, gdzie urządzenie sprzęgające wraz z wszelkimi częściami mocującymi je z ciągnikiem jest przymocowane do sztywnej konstrukcji za pomocą tych samych części, które są używane do mocowania urządzenia do ciągnika.
1.3. Urządzenia badawcze
Urządzenia stosowane do zapisywania przykładanych obciążeń i ruchów wykazuje następujący poziom dokładności:
|
— |
przykładane obciążenia ±50 daN, |
|
— |
ruchy ±0,01 mm. |
1.4. Procedura badania
Urządzenie sprzęgające jest najpierw poddane wstępnemu obciążeniu ciągnącemu, które nie przekracza 15 % badanego obciążenia ciągnącego określonego w ppkt 1.4.2.
1.4.1.1. Działanie opisane w ppkt 1.4.1 należy powtórzyć przynajmniej dwukrotnie, rozpoczynając od obciążenia zerowego, które jest następnie stopniowo zwiększane, aż do osiągnięcia wartości określonej w ppkt 1.4.1, a następnie zmniejszane do 500 daN; wartość nastawną obciążenia należy utrzymać co najmniej przez 60 sekund.
Dane zarejestrowane do celów sporządzenia krzywej obciążenia/deformacji w czasie ciągnięcia, lub wykres takiej krzywej otrzymany z drukarki podłączonej do maszyny ciągnącej, bazują tylko na obciążeniach rosnących, rozpoczynając od 500 daN, w stosunku do środka odniesienia urządzenia sprzęgającego.
Niedopuszczalne są uszkodzenia dla wartości rosnących do wartości ciągnącego obciążenia badawczego włącznie, które jest ustalone jako 1,5 raza dopuszczalna technicznie masa przyczepy; ponadto krzywa obciążenia/deformacji pokazują równomierną progresję bez gwałtownych zmian na odcinku między 500 daN a ⅓ maksymalnego obciążenia ciągnącego.
1.4.2.1. Trwała deformacja jest zarejestrowana na krzywej deformacji/obciążenia w stosunku do obciążenia 500 daN po tym, jak badanie obciążenia zostało sprowadzone do tej wartości.
1.4.2.2. Zarejestrowana wartość stałej deformacji nie może przekraczać 25 % maksymalnej występującej deformacji elastycznej.
1.5. Badanie, określone w ppkt 1.4.2, należy poprzedzić badaniem, w którym do środka odniesienia urządzenia sprzęgającego przykładane jest stopniowo wzrastające obciążenie wstępne wynoszące trzykrotną wartość dopuszczalnego obciążenia pionowego zalecanego przez producenta, rozpoczynając od wstępnego obciążenia 500 daN.
Podczas badania deformacja urządzenia sprzęgającego nie może przekroczyć 10 % maksymalnej występującej deformacji elastycznej.
Kontroli dokonuje się po cofnięciu obciążenia pionowego i powrocie do obciążenia wstępnego w wysokości 500 daN.
Dodatek 4
ZNAK HOMOLOGACJI CZĘŚCI
Znak homologacji WE części składa się z:
|
— |
prostokąta otaczającego małą literę „e”, po której następuje wyróżniający kod (litera(-y) lub numer) państwa członkowskiego, które udzieliło homologacji WE części: 1 dla Niemiec; 2 dla Francji; 3 dla Włoch; 4 dla Niderlandów; 5 dla Szwecji; 6 dla Belgii; 7 dla Węgier; 8 dla Republiki Czeskiej; 9 dla Hiszpanii; 11 dla Zjednoczonego Królestwa; 12 dla Austrii; 13 dla Luksemburga; 17 dla Finlandii; 18 dla Danii; 19 dla Rumunii; 20 dla Polski; 21 dla Portugalii; 23 dla Grecji; 24 dla Irlandii; 26 dla Słowenii; 27 dla Słowacji; 29 dla Estonii; 32 dla Łotwy; 34 dla Bułgarii 36 w odniesieniu do Litwy; 49 w odniesieniu do Cypru; oraz 50 w odniesieniu do Malty, |
|
— |
numeru homologacji WE części, który odpowiada numerowi świadectwa homologacji WE części, wydanego dla danego typu urządzenia sprzęgającego pod względem jego wytrzymałości i wymiarów, umieszczonego w dowolnym dogodnym miejscu, obok prostokąta, |
|
— |
wielkiej litery „D” lub „S”, w zależności od rodzaju badania, jakie zostało przeprowadzone na urządzeniu sprzęgającym (badanie dynamiczne = D, badanie statyczne = S), umieszczonej nad prostokątem otaczającym małą literę „e”. |
Przykład znaku homologacji WE części
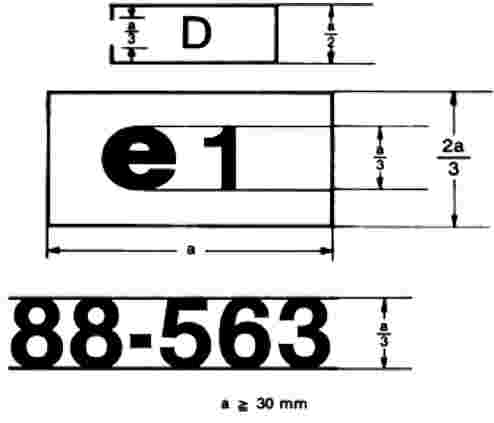
Sprzężenie posiadające wyżej pokazany znak homologacji WE części jest urządzeniem, dla którego homologacja WE części została udzielona w Niemczech (e 1) pod numerem 88-563, i na którym zostało przeprowadzone badanie dynamiczne.
Dodatek 5
WZÓR ŚWIADECTWA HOMOLOGACJI WE CZĘŚCI
POWIADOMIENIE DOTYCZĄCE UDZIELENIA, ODMOWY UDZIELENIA, WYCOFANIA LUB ROZSZERZENIA HOMOLOGACJI WE CZĘŚCI, POD WZGLĘDEM WYTRZYMAŁOŚCI, WYMIARÓW I OBCIĄŻENIA PIONOWEGO W PUNKCIE SPRZĘŻENIA DLA TYPU URZĄDZENIA SPRZĘGAJĄCEGO (ZACZEP TRANSPORTOWY, HAK HOLOWNICZY, CIĄGNIKOWA BELKA ZACZEPOWA)
Homologacja WE części nr:
…
… rozszerzenie (1)
1. Nazwa handlowa lub znak towarowy:
…
…
2. Typ urządzenia sprzęgającego (górny zaczep transportowy, hak holowniczy, belka zaczepowa) (2):
…
3. Nazwa i adres producenta urządzenia sprzęgającego:
…
…
4. Nazwa i adres upoważnionego przedstawiciela producenta urządzenia sprzęgającego (jeśli jest):
…
Urządzenie sprzęgające zostało poddane badaniu dynamicznemu/statycznemu (2) i homologowane dla następujących wartości:
5.1. Badanie dynamiczne:
wartość D:
… (kN)
obciążenie pionowe w punkcie sprzężenia:
… (daN)
5.2. Badanie statyczne:
masa ciągniona:
… (kg)
obciążenie pionowe w punkcie sprzężenia:
… (daN)
6. Przedstawiono do homologacji WE części w dniu:
…
7. Placówka techniczna odpowiedzialna za przeprowadzenie badania:
…
8. Data i numer protokołu badań:
…
9. Homologacja WE części zostaje udzielona/nie zostaje udzielona (2):
…
10. Miejsce: …
11. Data: …
12. Do niniejszego dokumentu dołącza się następujące dokumenty opatrzone numerem homologacji części pokazanym powyżej (np. sprawozdanie z badania, rysunki itp.). Powyższe informacje są udostępniane właściwym organom pozostałych państw członkowskich na ich wyraźne życzenie:
…
…
13. Uwagi:
…
14. Podpis: …
(1) Jeśli stosowne, zaznaczyć, czy jest to pierwsze, drugie itd. rozszerzenie oryginalnego homologacji WE części.
(2) Niepotrzebne skreślić.
Dodatek 6
WARUNKI UDZIELENIA HOMOLOGACJI TYPU WE
1. Wniosek o homologację typu WE dla ciągnika, pod względem wytrzymałości i wymiarów urządzenia sprzęgającego, jest przedkładany przez producenta ciągnika lub jego upoważnionego przedstawiciela.
2. Ciągnik reprezentatywny dla typu ciągnika, któremu ma być homologowany i na którym zamontowane jest odpowiednio homologowane urządzenie sprzęgające, jest przedstawiany do placówki technicznej odpowiedzialnej za przeprowadzenie badań homologacyjnych typu.
3. Placówka techniczna odpowiedzialna za przeprowadzenie badań kontroluje, czy dany typ urządzenia sprzęgającego jest odpowiedni do zamontowania w typie ciągnika, któremu ma zostać udzielona homologacja typu. W szczególności placówka stwierdza, czy zamocowanie urządzenia sprzęgającego odpowiada temu, które było badane przed udzieleniem homologacji WE części.
4. Posiadacz homologacji typu WE może ubiegać się o rozszerzenie jego zakresu na inne typy urządzeń sprzęgających.
Właściwe organy udzielają takiego rozszerzenia na następujących warunkach:
5.1. nowy typ urządzenia sprzęgającego otrzymał homologację WE części;
5.2. urządzenie nadaje się do montowania w typie ciągnika, dla którego ma być udzielona homologacja typu WE;
5.3. mocowanie urządzenia sprzęgającego w ciągniku odpowiada temu, które było przedstawione, kiedy udzielano homologacji WE części;
6. Dla każdej homologacji typu lub rozszerzenia zakresu homologacji typu, która zostało udzielone lub nie zostało udzielone, do świadectwa homologacji typu WE dołącza się świadectwo, którego wzór pokazano w dodatku 5.
7. Jeżeli wniosek o homologację typu WE dla typu ciągnika jest składane jednocześnie z wnioskiem o homologację WE części dla urządzenia sprzęgającego w ciągniku, którego dotyczy pierwszy wniosek, wówczas pkt 2 i 3 nie są wymagane.
Dodatek 7
WZÓR
ZAŁĄCZNIK DO ŚWIADECTWA HOMOLOGACJI TYPU WE DLA CIĄGNIKA, POD WZGLĘDEM URZĄDZENIA SPRZĘGAJĄCEGO I WYTRZYMAŁOŚCI JEGO MOCOWANIA W CIĄGNIKU
(Art. 4 ust. 2 dyrektywy Parlamentu Europejskiego i Rady 2003/37/WE z dnia 26 maja 2003 r. w sprawie homologacji typu ciągników rolniczych lub leśnych, ich przyczep i wymiennych holowanych maszyn, łącznie z ich układami, częściami i oddzielnymi zespołami technicznymi)
Homologacja typu WE nr: …
… rozszerzenie (1)
1. Nazwa handlowa lub znak towarowy:
…
2. Typ ciągnika i nazwa handlowa:
…
3. Nazwa i adres producenta ciągnika:
…
…
4. Jeżeli producent wyznaczył swojego przedstawiciela, nazwa i adres przedstawiciela:
…
…
5. Nazwa handlowa lub znak towarowy urządzenia sprzęgającego:
…
…
6. Typ(-y) urządzenia(-ń) sprzęgającego(-ych):
…
7. Znak WE i numer homologacji WE części:
…
8. Rozszerzenie zakresu homologacji typu WE na następujący(-e) typ(-y) sprzężenia:
…
…
9. Dopuszczalne statyczne obciążenie pionowe w punkcie sprzężenia:
… daN
10. Ciągnik przedstawiono do badania homologacyjnego typu WE w dniu:
…
11. Placówka techniczna odpowiedzialna za przeprowadzenie badania homologacyjnego typu WE:
…
12. Data wystawienia protokołu tej placówki:
…
13. Numer protokołu sporządzonego przez tę placówkę:
…
14. Homologacja typu WE, dla urządzenia sprzęgającego pod względem wytrzymałości jego mocowania w ciągniku zostaje udzielona/nie zostaje udzielona (2).
15. Rozszerzenie zakresu homologacji typu WE pod względem urządzenia sprzęgającego i wytrzymałości jego mocowania ciągniku zostaje udzielone/nie zostaje udzielone (2).
…
16. Miejsce: …
17. Data: …
18. Podpis: …
(1) Jeśli stosowne, zaznaczyć, czy jest to pierwsze, drugie itd. rozszerzenie oryginalnego homologacji WE części.
(2) Niepotrzebne skreślić.
ZAŁĄCZNIK V
Położenie i sposób przymocowania ustawowych tablic oraz napisów do zabudowy ciągnika
1. OGÓLNE
1.1. Wszystkie ciągniki rolnicze lub leśne posiadają tablicę i napisy opisane w poniższych punktach. Tablica i napisy są umieszczane przez producenta lub przez jego upoważnionego przedstawiciela.
2. TABLICA PRODUCENTA
Tablica producenta, wzorowana na modelu z Dodatku do niniejszego załącznika, jest trwale przymocowana w dobrze widocznym i łatwo dostępnym miejscu, na części, która w normalnych warunkach nie jest wymieniana w trakcie eksploatacji. Tablica wyraźnie i w sposób niezmywalny pokazuje następujące informacje:
2.1.1. Nazwę producenta.
2.1.2. Typ ciągnika (również wersję, jeśli jest taka potrzeba).
2.1.3. Numer homologacji WE:
Numer homologacji WE składa się z małej litery „e”, po której następuje wyróżniający kod (litera(-y) lub numer) państwa członkowskiego, które udzieliło homologacji WE części:
1 dla Niemiec; 2 dla Francji; 3 dla Włoch; 4 dla Niderlandów; 5 dla Szwecji; 6 dla Belgii; 7 dla Węgier; 8 dla Republiki Czeskiej; 9 dla Hiszpanii; 11 dla Zjednoczonego Królestwa; 12 dla Austrii; 13 dla Luksemburga; 17 dla Finlandii; 18 dla Danii; dla Rumunii; 20 dla Polski; 21 dla Portugalii; 23 dla Grecji; 24 dla Irlandii; 26 dla Słowenii; 27 dla Słowacji; 29 dla Estonii; 32 dla Łotwy; 34 dla Bułgarii; 36 dla Litwy; 49 dla Cypru; oraz 50 dla Malty,
oraz numer homologacji typu, który odpowiada numerowi świadectwa homologacji typu, wydanego dla typu pojazdu.
Gwiazdkę umieszcza się między literą „e”, po której następuje wyróżniający kod państwa udzielającego homologacji WE i numerem homologacji.
2.1.4. Numer identyfikacyjny ciągnika.
2.1.5. Minimalne i maksymalne wartości największej dopuszczalnej masy ciągnika obciążonego, w zależności od możliwych typów opon, w jakie można ten ciągnik wyposażyć.
2.1.6. Największa dopuszczalna masa na każdą oś ciągnika, w zależności od możliwych typów opon, w jakie można ten ciągnik wyposażyć; informacje te należy wymienić w formie wykazu uszeregowanego od osi przedniej do tylnej.
2.1.7. Technicznie dopuszczalna masa(-y) ciągniona(-e): określona w ppkt 1.7 załącznika I.
2.1.8. Państwa członkowskie mogą wymagać od ciągników wprowadzonych na ich rynkach, że oprócz nazwy producenta, który dokonał ostatecznego montażu ciągnika, wymienia się państwo, w którym dokonano ostatecznego montażu, jeżeli montaż ten miał miejsce w państwie innym niż państwo producenta i nienależącym do państw członkowskich Wspólnoty.
2.2. Producent może podać informacje dodatkowe poniżej lub obok wymaganych napisów, poza wyraźnie oznaczonym prostokątem, w którym mają się zawierać tylko informacje opisane w ppkt 2.1.1-2.1.7 (patrz: przykład tablicy producenta).
3. NUMER IDENTYFIKACYJNY CIĄGNIKA
Numer identyfikacyjny ciągnika jest ustalonym połączeniem znaków przydzielonych każdemu ciągnikowi przez producenta. Celem nadania numeru jest zapewnienie nieomylnej identyfikacji każdego ciągnika, a w szczególności jego typu w ciągu 30 lat, za pośrednictwem producenta, bez konieczności nawiązywania do dalszych wymagań.
Numer identyfikacyjny jest zgodny z następującymi wymaganiami:
Numer jest umieszczony na tablicy producenta oraz na podwoziu lub innej temu podobnej konstrukcji.
3.1.1. O ile to tylko możliwe, jest zapisany tylko w jednej linii.
3.1.2. Jest umieszczony na podwoziu lub innej temu podobnej konstrukcji na przedniej prawej stronie pojazdu.
3.1.3. Jest umieszczony w dobrze widocznym i łatwo dostępnym miejscu, za pomocą metody takiej, jak wykucie lub wytłoczenie, w sposób uniemożliwiający samoistne zmazanie lub zniszczenie.
4. ZNAKI
4.1. We wszystkich oznakowaniach, określonych w pkt 2 i 3, należy zastosować litery łacińskie i cyfry arabskie. Jednakże, w oznakowaniach, przewidzianych w ppkt 2.1.1 oraz w pkt 3, zastosowane litery łacińskie muszą być wielkimi literami.
W numerze identyfikacyjnym ciągnika:
4.2.1. nie wolno używać liter „I”, „O” i „Q” oraz kresek, gwiazdek i innych znaków specjalnych;
minimalna wysokość liter i numerów jest następująca:
4.2.2.1. 7 mm dla znaków umieszczanych bezpośrednio na podwoziu, korpusie lub innej temu podobnej konstrukcji ciągnika,
4 mm dla znaków umieszczonych na tablicy producenta.
Przykład tablicy producenta
Poniższy przykład nie odnosi się do danych, które mogłyby faktycznie znaleźć się na tablicy producenta: jest on podany wyłącznie w celach informacyjnych.
|
STELLA TRAKTOR WERKE |
||||||||
|
Typ: 846 E |
||||||||
|
Numer WEEWG: e * 1* 1 792 |
||||||||
|
Numer identyfikacyjny: GBS18041947 |
||||||||
|
Dopuszczalna masa całkowita (1): 4 820 do 6 310 kg Dopuszczalne obciążenie osi przedniej (1): 2 390 do 3 200 kg Dopuszczalne obciążenie osi tylnej (1): 3 130 do 4 260 kg |
||||||||
|
Dopuszczalne masy ciągnione:
|
(1) W zależności od rodzaju opon
Dodatek
WZÓR
Załącznik do świadectwa homologacji typu WE dla ciągnika, pod względem umieszczenia i sposobu przymocowania ustawowych tablic i napisów do zabudowy ciągnika
(Art. 4 ust. 2 dyrektywy Parlamentu Europejskiego i Rady 2003/37/WE z dnia 26 maja 2003 r. w sprawie homologacji typu ciągników rolniczych lub leśnych ich przyczep i wymiennych holowanych maszyn, łącznie z ich układami, częściami i oddzielnymi zespołami technicznymi)
Homologacja typu WE nr: …
1. Producent ciągnika lub nazwa handlowa producenta:
…
2. Typ ciągnika i, jeśli stosowne, nazwa handlowa:
…
3. Nazwa i adres producenta:
…
4. Jeżeli producent wyznaczył swojego przedstawiciela, nazwa i adres przedstawiciela producenta:
…
5. Data przedstawienia ciągnika do homologacji typu WE:
…
6. Placówka techniczna odpowiedzialna za przeprowadzenie badań homologacyjnych typu:
…
7. Data wystawienia protokołu tej placówki:
…
8. Numer protokołu sporządzonego przez tę placówkę:
…
9. Homologacja typu EWG, dla umieszczenia i sposobu przymocowania ustawowych tablic i napisów do zabudowy ciągnika zostaje udzielona / nie zostaje udzielona (1).
10. Miejsce: …
11. Data: …
12. Podpis: …
13. Do niniejszego świadectwa dołącza się następujące dokumenty opatrzone numerem homologacji typu WE wskazanym wyżej:
… zwymiarowane rysunki;
… szkic lub zdjęcie umieszczenia i sposobu przymocowania ustawowych tablic do zabudowy ciągnika.
Dane są udostępnione właściwym organom pozostałych państw członkowskich na ich życzenie.
14. Uwagi: …
…
…
…
(1) Niepotrzebne skreślić.
ZAŁĄCZNIK VI
STEROWANIE HAMULCÓW POJAZDÓW CIĄGNIONYCH I SPRZĘŻENIE HAMULCÓW POMIĘDZY CIĄGNIKIEM A POJAZDEM CIĄGNIONYM
1. Jeżeli ciągnik jest wyposażony w sterowanie hamulcem przyczepy, jest ono obsługiwane ręcznie lub nożnie, a także konieczna jest możliwość jego regulowania i obsługiwania z siedzenia kierowcy, a jednocześnie na jego działanie nie może wpływać działanie żadnych innych urządzeń sterujących.
Jeżeli ciągnik jest wyposażony w hydrauliczny lub pneumatyczny system sprzęgający umieszczony pomiędzy ciągnikiem a masą ciągnioną, w wyposażeniu znajduje się tylko jedno urządzenie sterujące obsługujące całe połączenie pojazdów.
2. Zastosowany układ hamowania należy do jednego spośród tych, jakie opisano w załączniku I do dyrektywy 76/432/EWG w sprawie zbliżenia ustawodawstw odnoszących się do urządzeń hamujących kołowych ciągników rolniczych i leśnych.
Montaż jest wykonany w sposób wykluczający możliwość niekorzystnego wpływu na funkcjonowanie ciągnika w przypadku uszkodzenia lub nieprawidłowego funkcjonowania urządzenia hamującego w pojeździe ciągnionym, lub w przypadku przerwania sprzężenia.
Jeżeli sprzężenie pomiędzy ciągnikiem a pojazdem ciągnionym jest hydrauliczne lub pneumatyczne, ponadto spełnia jeden z następujących warunków:
3.1. Sprzężenie hydrauliczne:
Sprzężenie hydrauliczne jest typu jednoprzewodowego.
Spełnia wymagania normy ISO 5676 z 1983 r., gdzie część wystająca należy do ciągnika.
Obsługa sterowania dopuszcza ciśnienie zerowe dostarczane do głowicy sprzężenia w pozycji spoczynkowej; ciśnienie robocze jest nie mniejsze niż 10 i nie większe niż 15 MPa.
Nie może istnieć możliwość odłączenia źródła mocy od silnika.
3.2. Sprzężenia pneumatyczne:
Sprzężenie pomiędzy ciągnikiem a pojazdem(-ami) ciągnionym(-i) typu dwuprzewodowego: przewód automatyczny i przewód hamowania bezpośredniego funkcjonujący poprzez zwiększenie ciśnienia.
Głowica sprzężenia odpowiada normie ISO 1728 z 1980 r.
Obsługa sterowania dopuszcza ciśnienie robocze nie mniejsze niż 0,65 i nie większe niż 0,8 MPa doprowadzane do głowicy sprzężenia.
Dodatek
WZÓR
ZAŁĄCZNIK DO ŚWIADECTWA HOMOLOGACJI TYPU WE DLA CIĄGNIKA, POD WZGLĘDEM STEROWANIA HAMULCÓW POJAZDÓW CIĄGNIONYCH
(Art. 4 ust. 2 dyrektywy Parlamentu Europejskiego i Rady 2003/37/WE z dnia 26 maja 2003 r. w sprawie homologacji typu ciągników rolniczych lub leśnych ich przyczep i wymiennych holowanych maszyn, łącznie z ich układami, częściami i oddzielnymi zespołami technicznymi)
Homologacja typu WE nr: …
1. Producent ciągnika lub nazwa handlowa producenta:
…
…
2. Typ ciągnika i, gdzie stosowne, nazwa handlowa:
…
3. Nazwa i adres producenta:
…
4. Jeżeli producent wyznaczył swojego przedstawiciela, nazwa i adres przedstawiciela producenta:
…
5. Opis części sterującej(-ych) hamulcem pojazdu ciągnionego i/lub jej/ich cechy:
…
6. Data przedstawienia ciągnika do homologacji typu WE:
…
7. Placówka techniczna odpowiedzialna za przeprowadzenie badań homologacyjnych typu:
…
8. Data wystawienia protokołu tej placówki:
…
9. Numer protokołu sporządzonego przez tę placówkę:
…
10. Homologacja typu WE, dla sterowania hamulcem pojazdu ciągnionego zostaje udzielona/nie zostaje udzielona (1):
11. Miejsce: …
12. Data: …
13. Podpis: …
14. Do niniejszego świadectwa dołącza się następujące dokumenty opatrzone numerem homologacji typu WE wskazanym wyżej:
… szkic lub zdjęcie odpowiednich części ciągnika.
Dane te są udostępnione właściwym organom pozostałych państw członkowskich na ich życzenie.
15. Uwagi:
…
…
(1) Niepotrzebne skreślić.
ZAŁĄCZNIK VII
CZĘŚĆ A
Uchylona dyrektywa i wykaz jej kolejnych zmian
(o których mowa w art. 10)
|
Dyrektywa Rady 89/173/EWG |
|
|
Punkt XI.C.II.7 załącznika I do Aktu Przystąpienia z 1994 r. |
|
|
Dyrektywa Parlamentu Europejskiego i Rady 97/54/WE |
wyłącznie w odniesieniu do odesłania w artykule 1 tiret pierwsze do dyrektywy 89/173/EWG |
|
Dyrektywa Komisji 2000/1/WE |
|
|
Punkt I.A.33 załącznika II do Aktu Przystąpienia z 2003 r. |
|
|
Dyrektywa Komisji 2006/26/WE |
wyłącznie w odniesieniu do odesłania w artykule 4 i załączniku IV do dyrektywy 89/173/EWG |
|
Dyrektywa Rady 2006/96/WE |
wyłącznie w odniesieniu do odesłania w artykule 1 i punkcie A.31 załącznika do dyrektywy 89/173/EWG |
CZĘŚĆ B
Lista terminów transpozycji do prawa krajowego i stosowania
(określonych w art. 10)
|
Dyrektywa |
Termin transpozycji |
Data rozpoczęcia stosowania |
|
89/173/EWG |
31 grudzień 1989 r. |
— |
|
97/54/WE |
22 wrzesień 1998 r. |
23 wrzesień 1998 r. |
|
2000/1/WE |
30 czerwiec 2000 r. |
— |
|
2006/26/WE |
31 grudzień 2006 r. (1) |
— |
|
2006/96/WE |
1 stycznia 2007 |
— |
(1) Zgodnie z artykułem 5 dyrektywy 2006/26/WE:
|
„1. |
Od dnia 1 stycznia 2007 r. w odniesieniu do pojazdów, które spełniają wymogi określone odpowiednio w dyrektywach 74/151/EWG, 78/933/EWG, 77/311/EWG i 89/173/EWG zmienionych niniejszą dyrektywą, państwa członkowskie, z przyczyn związanych z przedmiotem danej dyrektywy:
|
|
2. |
Od dnia 1 lipca 2007 r. w odniesieniu do pojazdów, które nie spełniają wymogów określonych odpowiednio w dyrektywach 74/151/EWG, 78/933/EWG, 77/311/EWG i 89/173/EWG zmienionych niniejszą dyrektywą, państwa członkowskie, z przyczyn związanych z przedmiotem danej dyrektywy:
|
|
3. |
Od dnia 1 lipca 2009 r. w odniesieniu do pojazdów, które nie spełniają wymogów określonych odpowiednio w dyrektywach 74/151/EWG, 78/933/EWG, 77/311/EWG i 89/173/EWG zmienionych niniejszą dyrektywą, państwa członkowskie, z przyczyn związanych z przedmiotem danej dyrektywy:
|
ZAŁĄCZNIK VIII
TABELA KORELACJI
|
Dyrektywa 89/173/EWG |
Dyrektywa 2006/26/WE |
Niniejsza dyrektywa |
|
art. 1 |
|
art. 1 |
|
art. 2 ust. 1 wyrażenie wprowadzające |
art. 5 ust. 1, wyrażenie wprowadzające |
art. 2 ust. 1 akapit pierwszy, wyrażenie wprowadzające |
|
art. 2 ust. 1 tiret pierwsze do szóste |
|
— |
|
art. 2 ust. 1 wyrażenie końcowe |
|
— |
|
|
art. 5 ust. 1 lit. a) i b) |
art. 2 ust. 1, akapit pierwszy, lit. a) i b) |
|
art. 2 ust. 2 |
|
art. 2 ust. 1 akapit drugi |
|
— |
art. 5 ust. 2 |
art. 2 ust. 2 |
|
— |
art. 5 ust. 3 |
art. 2 ust. 3 |
|
art. 3 i 4 |
|
art. 3 i 4 |
|
art. 5 ust. 1 |
|
art. 5 akapit pierwszy |
|
art. 5 ust. 2 |
|
art. 5 akapit drugi i trzeci |
|
art. 6 do 9 |
|
art. 6 do 9 |
|
art. 10 ust. 1 |
|
— |
|
art. 10 ust. 2 |
|
art. 10 |
|
— |
|
art. 11 i 12 |
|
art. 11 |
|
art. 13 |
|
załączniki I do VI |
|
załączniki I do VI |
|
— |
|
załącznik VII |
|
— |
|
załącznik VIII |