ISSN 1977-0707
Gazzetta ufficiale
dell'Unione europea
L 166
Edizione in lingua italiana
Legislazione
58° anno
30 giugno 2015
|
ISSN 1977-0707 |
||
|
Gazzetta ufficiale dell'Unione europea |
L 166 |
|
|
|
||
|
Edizione in lingua italiana |
Legislazione |
58° anno |
|
Sommario |
|
II Atti non legislativi |
pagina |
|
|
|
ATTI ADOTTATI DA ORGANISMI CREATI DA ACCORDI INTERNAZIONALI |
|
|
|
* |
||
|
|
* |
|
IT |
Gli atti i cui titoli sono stampati in caratteri chiari appartengono alla gestione corrente. Essi sono adottati nel quadro della politica agricola ed hanno generalmente una durata di validità limitata. I titoli degli altri atti sono stampati in grassetto e preceduti da un asterisco. |
II Atti non legislativi
ATTI ADOTTATI DA ORGANISMI CREATI DA ACCORDI INTERNAZIONALI
|
30.6.2015 |
IT |
Gazzetta ufficiale dell'Unione europea |
L 166/1 |
Solo i testi UN/ECE originali hanno efficacia giuridica ai sensi del diritto internazionale pubblico. Lo status e la data di entrata in vigore del presente regolamento devono essere verificati nell'ultima versione del documento UN/ECE TRANS/WP.29/343, reperibile al seguente indirizzo:
http://www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29fdocstts.html.
Regolamento n. 110 della Commissione economica per l'Europa delle Nazioni Unite (UNECE) — Prescrizioni uniformi relative all'omologazione di
|
I. |
componenti specifici dei veicoli a motore che utilizzano gas naturale compresso (GNC) e/o gas naturale liquefatto (GNL) per il sistema di propulsione; |
|
II. |
veicoli per quanto riguarda l'installazione di componenti specifici di tipo omologato per l'utilizzo di gas naturale compresso (GNC) e/o di gas naturale liquefatto (GNL) nel sistema di propulsione [2015/999] |
Comprendente tutti i testi validi fino a:
Supplemento 2 alla serie 01 di modifiche — Data di entrata in vigore: 9 ottobre 2014
INDICE
REGOLAMENTO
|
1. |
Campo di applicazione |
|
2. |
Riferimenti |
|
3. |
Classificazione dei componenti |
|
4. |
Definizioni |
PARTE I — Omologazione dei componenti specifici dei veicoli a motore che utilizzano gas naturale compresso (GNC) e/o gas naturale liquefatto (GNL) per il sistema di propulsione
|
5. |
Domanda di omologazione |
|
6. |
Marcature |
|
7. |
Omologazione |
|
8. |
Specifiche riguardanti i componenti per alimentazione con GNC e/o GNL |
|
9. |
Modifiche di un tipo di componente per alimentazione con GNC e/o GNL ed estensione dell'omologazione |
|
10. |
(non assegnato) |
|
11. |
Conformità della produzione |
|
12. |
Sanzioni in caso di non conformità della produzione |
|
13. |
(non assegnato) |
|
14. |
Cessazione definitiva della produzione |
|
15. |
Denominazione e indirizzo dei servizi tecnici incaricati di eseguire le prove di omologazione e delle autorità di omologazione |
PARTE II — Omologazione dei veicoli per quanto riguarda l'installazione di componenti specifici di tipo omologato per l'utilizzo di gas naturale compresso (GNC) e/o di gas naturale liquefatto (GNL) nel sistema di propulsione
|
16. |
Domanda di omologazione |
|
17. |
Omologazione |
|
18. |
Prescrizioni riguardanti l'installazione di componenti specifici per l'utilizzo di gas naturale compresso e/o di gas naturale liquefatto nel sistema di propulsione di un veicolo |
|
19. |
Conformità della produzione |
|
20. |
Sanzioni in caso di non conformità della produzione |
|
21. |
Modifica ed estensione dell'omologazione di un tipo di veicolo |
|
22. |
Cessazione definitiva della produzione |
|
23. |
Denominazione e indirizzo dei servizi tecnici incaricati di eseguire le prove di omologazione e delle autorità di omologazione |
|
24. |
Disposizioni transitorie |
ALLEGATI
|
1 A |
Caratteristiche essenziali dei componenti per alimentazione con GNC/GNL |
|
1B |
Caratteristiche essenziali del veicolo, del motore e dell'impianto a GNC/GNL |
|
2 A |
Configurazione del marchio di omologazione CE dei componenti per alimentazione con GNC/GNL |
|
2B |
Comunicazione relativa all'omologazione, all'estensione, al rifiuto o alla revoca dell'omologazione o alla cessazione definitiva della produzione di un tipo di componente per alimentazione con GNC/GNL a norma del regolamento n. 110 |
|
2C |
Configurazione dei marchi di omologazione |
|
2D |
Comunicazione relativa all'omologazione, all'estensione, al rifiuto o alla revoca dell'omologazione o alla cessazione definitiva della produzione di un tipo di veicolo per quanto riguarda l'installazione di un impianto a GNC/GNL a norma del regolamento n. 110 |
|
3. |
Stoccaggio a bordo di gas naturale utilizzato come carburante per gli autoveicoli |
|
3 A |
Bombole per gas — Bombole ad alta pressione per lo stoccaggio a bordo di GNC gas naturale compresso utilizzato come carburante per gli autoveicoli |
|
3B |
Serbatoi per liquidi — Recipienti con isolamento sotto vuoto per lo stoccaggio a bordo di gas naturale compresso utilizzato come carburante per gli autoveicoli |
|
4 A |
Disposizioni relative all'omologazione della valvola automatica, della valvola di non ritorno, della valvola di sicurezza alla sovrapressione (PRV), del dispositivo di sicurezza alla sovrapressione (PRD — termofusibile), della valvola limitatrice di flusso, della valvola manuale e del dispositivo di sicurezza alla sovrapressione (azionato dalla pressione) |
|
4B |
Disposizioni relative all'omologazione delle tubazioni e dei tubi flessibili per GNC e GNL |
|
4C |
Disposizioni relative all'omologazione del filtro del GNC |
|
4D |
Disposizioni relative all'omologazione del regolatore di pressione del GNC |
|
4E |
Disposizioni relative all'omologazione dei sensori di pressione e di temperatura del GNC |
|
4F |
Disposizioni relative all'omologazione dell'unità di riempimento del GNC (bocchettone) |
|
4G |
Disposizioni relative all'omologazione del regolatore di portata del gas e del miscelatore gas/aria, dell'iniettore di gas o del canale di alimentazione per GNC |
|
4H |
Disposizioni relative all'omologazione della centralina elettronica |
|
4I |
Disposizioni relative all'omologazione dello scambiatore di calore — vaporizzatore del GNL |
|
4J |
Disposizioni relative all'omologazione del bocchettone di riempimento del GNL |
|
4K |
Disposizioni relative all'omologazione del regolatore di pressione del GNL |
|
4L |
Disposizioni relative all'omologazione del sensore di pressione e/o di temperatura del GNL |
|
4M |
Disposizioni relative all'omologazione del rilevatore di gas naturale |
|
4N |
Disposizioni relative all'omologazione della valvola automatica, della valvola di ritenuta, della valvola di sicurezza alla sovrapressione (PRV), della valvola limitatrice di flusso, della valvola manuale e della valvola di non ritorno destinate ad applicazioni con GNL |
|
4O |
Disposizioni relative all'omologazione della pompa di alimentazione del GNL |
|
5. |
Procedure di prova |
|
5A |
Prova di sovrapressione (prova di resistenza) |
|
5B |
Prova di tenuta verso l'esterno |
|
5C |
Prova di tenuta verso l'interno |
|
5D |
Prova di compatibilità con il GNC/GNL |
|
5E |
Prova di resistenza alla corrosione |
|
5F |
Resistenza al calore secco |
|
5G |
Resistenza al deterioramento da ozono |
|
5H |
Prova dei cicli termici |
|
5I |
Prova dei cicli di pressione applicabile unicamente alle bombole |
|
5 J e 5K — |
(non assegnati) |
|
5L |
Prova di durata (in funzionamento continuo) |
|
5M |
Prova di scoppio/distruttiva applicabile unicamente alle bombole di GNC |
|
5N |
Prova di resistenza alle vibrazioni |
|
5O |
Temperature di funzionamento |
|
5P |
GNL — Prova a bassa temperatura |
|
5Q |
Compatibilità della parti non metalliche con i fluidi di scambio termico |
|
6. |
Disposizioni relative alla marcatura di identificazione del GNC per i veicoli delle categorie M2, M3, N2 e N3 |
|
7. |
Disposizioni relative alla marcatura di identificazione del GNL per i veicoli delle categorie M2, M3, N2 e N3 |
1. CAMPO DI APPLICAZIONE
Il presente regolamento si applica ai:
|
1.1. |
Parte I |
componenti specifici dei veicoli a motore delle categorie M e N (1) che utilizzano gas naturale compresso (GNC) e/o gas naturale liquefatto (GNL) per il sistema di propulsione; |
|
1.2. |
Parte II |
veicoli delle categorie M e N (1) per quanto riguarda l'installazione di componenti specifici di tipo omologato per l'utilizzo di gas naturale compresso (GNC) e/o gas naturale liquefatto (GNL) nel sistema di propulsione. |
2. RIFERIMENTI NORMATIVI
Le norme indicate qui di seguito contengono disposizioni che, integrate in questo testo sotto forma di rinvii, sono valide ai fini del presente regolamento.
|
Norme ASTM (2) |
|
|
ASTM B117-90 |
Test method of Salt Spray (Fog) Testing |
|
ASTM B154-92 |
Mercurous Nitrate Test for Copper and Copper Alloys |
|
ASTM D522-92 |
Mandrel Bend Test of attached Organic Coatings |
|
ASTM D1308-87 |
Effect of Household Chemicals on Clear and Pigmented Organic Finishes |
|
ASTM D2344-84 |
Test Method for Apparent interlaminar Shear Strength of Parallel Fibre Composites by Short Beam Method |
|
ASTM D2794-92 |
Test Method for Resistance of Organic Coatings to the Effects of Rapid Deformation (Impact) |
|
ASTM D3170-87 |
Chipping Resistance of Coatings |
|
ASTM D3418-83 |
Test Method for Transition Temperatures Polymers by Thermal Analysis |
|
ASTM E647-93 |
Standard Test,Method for Measurement of Fatigue Crack Growth Rates |
|
ASTM E813-89 |
Test Method for JIC, a Measure of Fracture Toughness |
|
ASTM G53-93 |
Standard Practice for Operating Light and Water — Exposure Apparatus (Fluorescent UV-Condensation Type) for Exposure of non-metallic materials |
|
Norme BSI (3) |
|
|
BS 5045 |
Part 1 (1982) Transportable Gas Containers — Specification for Seamless Steel Gas Containers Above 0.5 litre Water Capacity |
|
BS 7448-91 |
Fracture Mechanics Toughness Tests Part I — Method for Determination of KIC, Critical COD and Critical J Values of BS PD 6493-1991. Guidance and Methods for Assessing the A Acceptability of Flaws in Fusion Welded Structures; Metallic Materials |
|
Norme EN (4) |
|
|
EN 13322-2 2003 |
Transportable gas cylinders — Refillable welded steel gas cylinders — Design and construction — Part 2: Stainless steel |
|
EN ISO 5817 2003 |
Arc-welded joints in steel; guidance on quality levels for imperfections |
|
EN 1251-2 2000 |
Cryogenic vessels. Vacuum insulated vessels of not more than 1 000 litres volume |
|
EN 895:1995 |
Destructive tests on welds in metallic materials. Transverse tensile test |
|
EN 910:1996 |
Destructive test methods on welds in metallic materials. Bend tests |
|
EN 1435:1997 |
Non-destructive examination of welds. Radiographic examination of welded joints |
|
EN 6892-1:2009 |
Metallic materials. Prova di trazione |
|
EN 10045-1:1990 |
Charpy impact test on metallic materials. Test method (V- and U-notches) |
|
Norme ISO (5) |
|
|
ISO 37 |
Rubber, vulcanized or thermoplastic — Determination of tensile stress-strain properties. |
|
ISO 148-1983 |
Steel — Charpy Impact Test (v-notch) |
|
ISO 188 |
Rubber, volcanized or thermoplastic — Accelerated ageing and heat resistance tests |
|
ISO 306-1987 |
Plastics — Thermoplastic Materials — Determination of Vicat Softening Temperature |
|
ISO 527 Pt 1-93 |
Plastics — Determination of Tensile Properties — Part I: General principles |
|
ISO 642-79 |
Steel-Hardenability Test by End Quenching (Jominy Test) |
|
ISO 12991 |
Liquefied natural gas (LNG) — transportable tanks for use on-board vehicles |
|
ISO 1307 |
Rubber and plastics hoses — Hose sizes, minimum and maximum inside diameters, and tolerances on cut-to-length hoses |
|
ISO 1402 |
Rubber and plastics hoses and hose assemblies — Hydrostatic testing |
|
ISO 1431 |
Rubber, vulcanized or thermoplastic — Resistance to ozone cracking |
|
ISO 1436 |
Rubber hoses and hose assemblies — Wire-braid-reinforced hydraulic types for oil-based or water-based fluids — Specification |
|
ISO 1817 |
Rubber, vulcanized or thermoplastic — Determination of the effect of liquids |
|
ISO 2808-91 |
Paints and Varnishes — Determination of film Thickness |
|
ISO 3628-78 |
Glass Reinforced Materials — Determination of Tensile Properties |
|
ISO 4080 |
Rubber and plastics hoses and hose assemblies — Determination of permeability to gas |
|
ISO 4624-78 |
Paints and Varnishes — Pull-off Test for adhesion |
|
ISO 4672 |
Rubber and plastics — Sub-ambient temperature flexibility tests |
|
ISO 6982-84 |
Metallic Materials — Tensile Testing |
|
ISO 6506-1981 |
Metallic Materials — Hardness test — Brinell Test |
|
ISO 6508-1986 |
Metallic Materials — Hardness Tests — Rockwell Test (Scales, ABCDEFGHK) |
|
ISO 7225 |
Precautionary Labels for Gas Cylinders |
|
ISO/DIS 7866-1992 |
Refillable Transportable Seamless Aluminium Alloy Cylinders for Worldwide Usage Design, Manufacture and Acceptance |
|
ISO 9001:1994 |
Quality Assurance in Design/Development. Production, Installation and Servicing |
|
ISO 9002:1994 |
Quality Assurance in Production and Installation |
|
ISO/DIS 12737 |
Metallic Materials — Determination of the Plane-Strain Fracture Toughness |
|
ISO 12991 |
Liquefied natural gas (LNG) — transportable tanks for use on board of vehicles |
|
ISO 14469-1:2004 |
Road Vehicles: compressed natural gas CNG refuelling connector: Part I: 20 MPa (200 bar) connector |
|
ISO 14469-2:2007 |
Road Vehicles: compressed natural gas CNG refuelling connector: Part II: 20 MPa (200 bar) connector |
|
ISO 15500 |
Road vehicles — Compressed natural gas (CNG) fuel system components |
|
ISO 21028-1:2004 |
Cryogenic vessels — Toughness requirements for materials at cryogenic temperature — Part I: Temperatures below – 80 °C |
|
ISO 21029-1:2004 |
Cryogenic vessels — Transportable vacuum insulated vessels of not more than 1 000 litres volume — Part I: Design, fabrication, inspection and tests |
|
ISO/IEC Guide 25-1990 |
General requirements for the Technical Competence of Testing Laboratories |
|
ISO/IEC Guide 48-1986 |
Guidelines for Third Party Assessment and Registration of Supplies Quality System |
|
ISO/DIS 9809 |
Transportable Seamless Steel Gas Cylinders Design, Construction and Testing — Part I: Quenched and Tempered Steel Cylinders with Tensile Strength < 1 100MPa |
|
ISO 11439 |
Gas cylinders — High pressure cylinders for the on-board storage of natural gas as a fuel for automotive vehicles |
|
Norma NACE (6) |
|
|
NACE TM0177-90 |
Laboratory Testing of Metals for Resistance to Sulphide Stress Cracking in H2S Environments |
|
Regolamenti UNECE (7) |
|
|
Regolamento n. 10 |
Disposizioni uniformi relative all'omologazione di veicoli relativamente alla loro compatibilità elettromagnetica |
|
USA Federal Regulations (8) |
|
|
49 CFR 393.67 |
Liquid fuel tanks |
|
Norme SAE (9) |
|
|
SAE J2343-2008 |
Recommended Practice for LNG Medium and Heavy-Duty Powered Vehicles |
3. CLASSIFICAZIONE DEI COMPONENTI
|
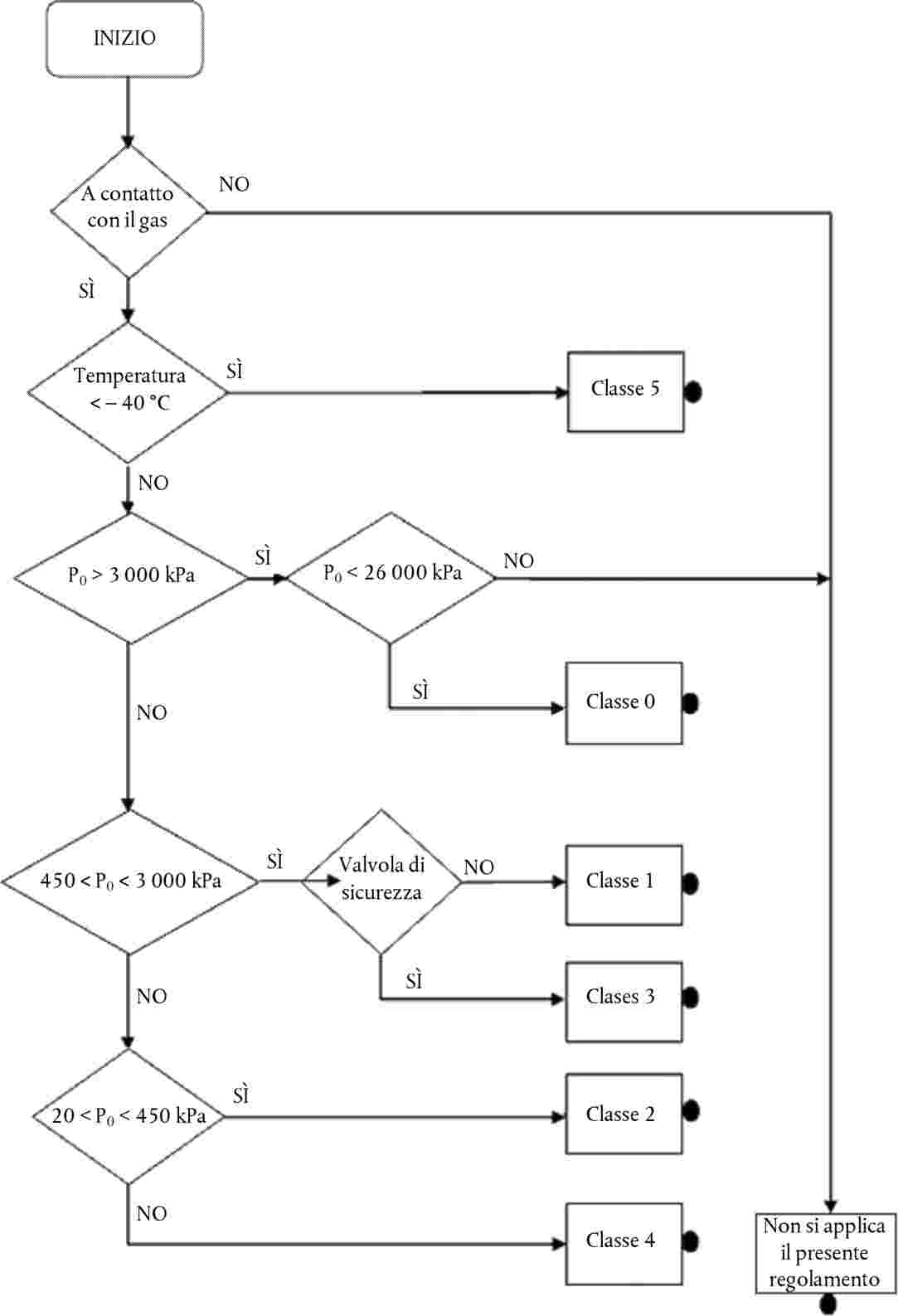
Classe 0 |
Elementi ad alta pressione, compresi i raccordi e le tubazioni contenenti GNC ad una pressione superiore a 3 MPa ed inferiore o pari a 26 MPa. |
|
Classe 1 |
Elementi a media pressione, compresi i raccordi e le tubazioni contenenti GNC ad una pressione superiore a 450 kPa e inferiore o pari a 3 000 kPa (3 MPa). |
|
Classe 2 |
Elementi a bassa pressione, compresi i raccordi e le tubazioni contenenti GNC ad una pressione superiore a 20 kPa e inferiore o pari a 450 kPa. |
|
Classe 3 |
Elementi a media pressione come le valvole di sicurezza o gli elementi protetti da una valvola di sicurezza, compresi i raccordi e le tubazioni contenenti GNC ad una pressione superiore a 450 kPa e inferiore o pari a 3 000 kPa (3 MPa). |
|
Classe 4 |
Elementi a contatto con gas sottoposto ad una pressione inferiore a 20 kPa. |
|
Classe 5 |
Parti esposte a un campo di temperature inferiore a – 40 °C. Un componente può essere costituito da più elementi, ciascuno dei quali è classificato singolarmente nella classe d'appartenenza in base alla pressione massima di esercizio e alla funzione. I componenti per alimentazione con GNC e/o GNL destinati ad essere utilizzati sui veicoli devono essere classificati in base alla pressione di esercizio, alla temperatura e alla funzione, conformemente al diagramma della figura 1-1. |
Fig. 1-1
Schema di flusso per la classificazione dei componenti per alimentazione con GNC e/o GNL
Prove applicabili alle classi specifiche di componenti (bombole di CNG e serbatoio di GNL esclusi)
|
Prova |
Classe 0 |
Classe 1 |
Classe 2 |
Classe 3 |
Classe 4 |
Classe 5 |
Allegato |
|||||||||
|
Sovrapressione o resistenza |
X |
X |
X |
X |
O |
X |
5A |
|||||||||
|
Tenuta verso l'esterno |
X |
X |
X |
X |
O |
X |
5B |
|||||||||
|
Tenuta verso l'interno |
A |
A |
A |
A |
O |
A |
5C |
|||||||||
|
Prove di durata |
A |
A |
A |
A |
O |
A |
5L |
|||||||||
|
Compatibilità con il GNC/GNL |
A |
A |
A |
A |
A |
A |
5D |
|||||||||
|
Resistenza alla corrosione |
X |
X |
X |
X |
X |
A |
5E |
|||||||||
|
Resistenza al calore secco |
A |
A |
A |
A |
A |
A |
5F |
|||||||||
|
Resistenza al deterioramento da ozono |
A |
A |
A |
A |
A |
A |
5G |
|||||||||
|
Prove di scoppio/distruttive |
X |
O |
O |
O |
O |
A |
5M |
|||||||||
|
Cicli termici |
A |
A |
A |
A |
O |
A |
5H |
|||||||||
|
Cicli di pressione |
X |
O |
O |
O |
O |
A |
5I |
|||||||||
|
Resistenza alle vibrazioni |
A |
A |
A |
A |
O |
A |
5N |
|||||||||
|
Temperature di funzionamento |
X |
X |
X |
X |
X |
X |
5O |
|||||||||
|
GNL a bassa temperatura |
O |
O |
O |
O |
O |
X |
5P |
|||||||||
|
||||||||||||||||
4. DEFINIZIONI
|
4.1. |
Per «pressione» si intende la pressione relativa, rispetto alla pressione atmosferica, salvo diversa indicazione. |
|
4.2. |
Per «pressione di impiego» o «pressione di esercizio» si intende la pressione stabilizzata ad una temperatura uniforme del gas di 15 °C. Per pressione di impiego per il GNL si intende la pressione stabilizzata prevista del serbatoio in uso dichiarata dal fabbricante. |
|
4.3. |
Per «pressione di prova» si intende la pressione a cui viene sottoposto il componente durante la prova di collaudo. Per il serbatoio di GNL: la regolazione di pressione dell'economizzatore, o la pressione di saturazione normale del GNL richiesta dal motore. Per la bombola di CNG: la pressione applicata durante una prova idrostatica di tenuta. |
|
4.4. |
Per «pressione di esercizio» si intende la pressione massima per la quale un componente è progettato e sulla base della quale viene determinata la resistenza dello stesso. Per la bombola di GNC: la pressione stabilizzata di 20 MPa a una temperatura uniforme di 15 °C. Per il serbatoio di GNL: la pressione della taratura della valvola primaria di sicurezza alla sovrapressione. |
|
4.5. |
Per «temperature di funzionamento» si intendono i valori massimi degli intervalli di temperature indicati nell'allegato 5O ai quali è garantito il funzionamento corretto e sicuro del componente specifico e per i quali il componente è progettato e omologato. |
|
4.6. |
Per «componenti specifici» si intendono:
|
|
4.7. |
Per «componente multifunzionale» si intende un componente risultante dalla combinazione o dall'integrazione di più componenti tra quelli sopraelencati. |
|
4.8. |
Per «omologazione di un veicolo» si intende l'omologazione di un tipo di veicolo delle categorie M ed N per quanto concerne l'impianto a GNC e/o a GNL di cui il veicolo è fin dall'origine dotato a fini di propulsione. |
|
4.9. |
Per «tipo di veicolo» si intendono i veicoli provvisti di componenti specifici per l'alimentazione del motore con GNC e/o GNL, che non differiscano nei seguenti elementi:
|
|
4.10. |
Per «impianto a GNC» si intendono un insieme di componenti (contenitore/i o bombola/e, valvole, tubi flessibili ecc.) ed elementi di connessione (tubi rigidi, raccordi ecc.) montati su veicoli a motore che utilizzano GNC per il sistema di propulsione. |
|
4.11. |
Per «impianto a GNL» si intendono un insieme di componenti (serbatoi, valvole, tubi flessibili ecc.) ed elementi di connessione (tubi, raccordi ecc.) montati su veicoli a motore che utilizzano GNL per il sistema di propulsione e componenti correlati, compreso il vaporizzatore. Altre parti a valle del vaporizzatore sono considerate componenti per alimentazione con GNC. |
|
4.12. |
Per «contenitore» (o bombola) si intende qualsiasi sistema utilizzato per lo stoccaggio del gas naturale compresso. |
|
4.13. |
Per «tipo di contenitore» si intendono contenitori che non differiscono tra loro per quanto riguarda le caratteristiche prescritte nell'allegato 3 A per le dimensioni ed i materiali.
|
|
4.14. |
Per «serbatoio» (o recipiente) si intende qualsiasi sistema utilizzato per lo stoccaggio del gas naturale liquefatto. |
|
4.15. |
Per «tipo di serbatoio» si intendono serbatoi che non differiscono tra loro per quanto riguarda le caratteristiche prescritte nell'allegato 3B per le dimensioni ed i materiali. |
|
4.16. |
Per «accessori fissati al contenitore o al serbatoio» si intendono (ma non a titolo esaustivo) i componenti seguenti, separati o combinati, allorché fissati al contenitore o al serbatoio: 4.16.1. «valvola manuale»: una valvola azionata manualmente; 4.16.2. «sensore/indicatore di pressione»: un dispositivo pressurizzato che indica la pressione del gas o del liquido; 4.16.3. «valvola limitatrice di flusso»: una valvola che automaticamente interrompe o limita il flusso di gas quando la portata supera un valore di progetto prestabilito; 4.16.4. «camera stagna di ventilazione»: Un dispositivo che convoglia all'esterno del veicolo le perdite di gas, comprensivo del tubo di aerazione. |
|
4.17. |
Per «valvola o rubinetto» si intende un dispositivo che permette di controllare il flusso di un fluido. |
|
4.18. |
Per «valvola automatica» si intende una valvola che non è azionata manualmente. |
|
4.19. |
Per «valvola automatica della bombola» si intende una valvola automatica fissata rigidamente alla bombola che controlla il flusso di gas al sistema di alimentazione. La valvola automatica della bombola è chiamata anche rubinetto di servizio controllato a distanza. |
|
4.20. |
Per «valvola di non ritorno o valvola di ritenuta» si intende una valvola automatica che permette il flusso del gas in una sola direzione. |
|
4.21. |
Per «valvola limitatrice di flusso» (limitatore di flusso) si intende un dispositivo che automaticamente interrompe o limita il flusso di gas o di liquido quando la portata supera un valore di progetto prestabilito. |
|
4.22. |
Per «valvola manuale» si intende una valvola manuale fissata rigidamente alla bombola o al serbatoio. |
|
4.23. |
Per «valvola di sicurezza alla sovrapressione (PRV) (valvola di scarico)» si intende un dispositivo che impedisce che la pressione a monte superi un valore prefissato. |
|
4.24. |
Per «rubinetto di servizio» si intende una valvola di intercettazione che viene chiusa unicamente in occasione della manutenzione del veicolo. |
|
4.25. |
Per «filtro» si intende uno schermo protettivo che trattiene i corpi estranei presenti nel gas o nel liquido. |
|
4.26. |
Per «raccordo» si intende una connessione utilizzata in un sistema di condotti o di tubazioni rigide o flessibili. |
|
4.27. |
Per «pompa di alimentazione del GNL» si intende un dispositivo che permette di aprire l'alimentazione di GNL al motore aumentando la pressione del fluido (liquido o gassoso). |
|
4.28. |
Per «tubazioni flessibili» si intende un tubo o condotto flessibile entro cui circola il gas naturale. |
|
4.29. |
Per «tubazioni rigide» si intende un condotto entro cui circola il gas naturale, non progettato per subire flessioni nelle condizioni normali di utilizzo. |
|
4.30. |
Per «dispositivo di alimentazione del gas» si intende un dispositivo che consente l'ingresso del carburante gassoso nel collettore di alimentazione del motore (carburatore o iniettore). |
|
4.31. |
Per «miscelatore gas/aria» si intende un dispositivo che consente di miscelare il carburante gassoso e l'aria aspirata destinati al motore. |
|
4.32. |
Per «iniettore di gas» si intende un dispositivo per l'ingresso del carburante gassoso nel motore o nel connesso sistema di aspirazione. |
|
4.33. |
Per «regolatore di portata del gas» si intende un dispositivo, montato a valle di un regolatore di pressione, che consente di ridurre la portata di gas e che controlla l'alimentazione del motore. |
|
4.34. |
Per «regolatore di pressione» si intende un dispositivo utilizzato per controllare la pressione del GNC o del GNL. |
|
4.35. |
Per «dispositivo di sicurezza alla sovrapressione (PRD — termofusibile)» si intende un dispositivo ad utilizzo unico, azionato da una temperatura e/o pressione eccessive, che espelle il gas per evitare la rottura della bombola. |
|
4.36. |
Per «dispositivo di sicurezza alla sovrapressione (PRD) (azionato dalla pressione)» (talvolta questo dispositivo è chiamato «disco di rottura») si intende un dispositivo ad utilizzo unico, azionato da una pressione eccessiva che impedisce di superare una pressione a monte predeterminata. |
|
4.37. |
Per «unità o bocchettone di riempimento» si intende un dispositivo montato sul veicolo, utilizzato per riempire il contenitore o il serbatoio alla stazione di servizio. |
|
4.38. |
Per «centralina elettronica (per l'alimentazione con GNC/GNL)» si intende un dispositivo che controlla la richiesta di gas ed altri parametri del motore, ed aziona automaticamente la chiusura della valvola automatica di intercettazione, per ragioni di sicurezza. |
|
4.39. |
Per «tipo di componenti» di cui ai punti da 4.17. a 4.38. (di cui sopra) si intendono componenti che non differiscono sotto profili essenziali, quali i materiali, la pressione di esercizio e le temperature di funzionamento. |
|
4.40. |
Per «tipo di centralina elettronica» di cui al punto 4.38. si intendono componenti che non differiscono sotto profili essenziali, quali i principi di base del software, tranne che per varianti di secondaria importanza. |
|
4.41. |
Per «scambiatore di calore/vaporizzatore» si intende un dispositivo utilizzato per modificare lo stato del GNL in GNC. |
|
4.42. |
Per «gas naturale liquefatto (GNL)», chiamato anche «liquido da gas naturale», si intende un liquido criogenico ottenuto riducendo la temperatura del gas naturale a circa — 161,7 °C a pressione atmosferica, e conservato per essere utilizzato come carburante per autotrazione. |
|
4.43. |
Per «gas naturale compresso (GNC)» si intende il gas naturale che è stato compresso e conservato per essere utilizzato come carburante per autotrazione. |
|
4.44. |
Per «gas evaporato» si intende il gas creato dall'evaporazione del GNL a causa dell'immissione di calore ambientale. |
|
4.45. |
Per «svuotamento» si intende lo scarico dei vapori dal contenitore/serbatoio di stoccaggio. |
|
4.46. |
Per «sistema di svuotamento» si intende un sistema che controlla il rilascio di gas naturale del sistema di stoccaggio di GNL. |
|
4.47. |
Per «pretensionamento della cerchiatura (autofrettage)» si intende il procedimento di applicazione di una pressione, utilizzato nella fabbricazione di bombole di materiale composito provviste di anime metalliche, che deforma l'anima oltre il suo punto di snervamento quanto basta per causare una deformazione plastica permanente. Questo procedimento fa sì che l'anima abbia sollecitazioni di compressione e che le fibre siano sottoposte a sollecitazioni di trazione con pressione interna nulla. |
|
4.48. |
Per «pressione di pretensionamento della cerchiatura (autofrettage)» si intende la pressione all'interno della bombola ricoperta alla quale si stabilisce la necessaria distribuzione delle sollecitazioni fra l'anima e la ricopertura. |
|
4.49. |
Per «lotto — bombole di materiale composito» si intende un gruppo di bombole prodotte consecutivamente da anime qualificate aventi le stesse dimensioni, lo stesso progetto, gli stessi materiali di costruzione specificati e lo stesso processo di fabbricazione. |
|
4.50. |
Per «lotto — bombole/anime metalliche» si intende un gruppo formato da bombole o anime metalliche, prodotte consecutivamente con lo stesso diametro nominale, lo stesso spessore della parete, lo stesso progetto, lo stesso materiale di costruzione specificato, lo stesso processo di fabbricazione, le medesime attrezzature di fabbricazione e il medesimo trattamento termico, nonché le stesse condizioni di tempo, temperatura e atmosfera durante il trattamento termico. |
|
4.51. |
Per «lotto — anime non metalliche» si intende un gruppo formato da anime non metalliche, prodotte consecutivamente con lo stesso diametro nominale, lo stesso spessore di parete, lo stesso progetto, lo stesso materiale di costruzione specificato e il medesimo processo di fabbricazione. |
|
4.52. |
Per «limiti del lotto» si intende che un «lotto» non deve in nessun caso superare 200 bombole finite o anime (escluse le bombole e le anime destinate a prove distruttive) o il numero di bombole/anime prodotte in un turno di produzione, se questo numero è maggiore di 200. |
|
4.53. |
Per «bombola di materiale composito» si intende una bombola realizzata con filamento continuo impregnato di resina avvolto attorno a un'anima metallica o non metallica. Per le bombole di materiale composito con anime non metalliche la denominazione è quella di bombole interamente di materiale composito. |
|
4.54. |
Per «avvolgimento in trazione controllata» si intende il processo utilizzato nella fabbricazione di bombole di materiale composito con avvolgimento circonferenziale provviste di anime metalliche, mediante il quale si ottengono sollecitazioni di compressione nell'anima e sollecitazioni di trazione nella ricopertura con pressione interna nulla, tramite l'avvolgimento dei filamenti di rinforzo sottoposti a una tensione sufficientemente elevata. |
|
4.55. |
Per «pressione di riempimento» si intende la pressione del gas nella bombola immediatamente dopo il suo riempimento. |
|
4.56. |
Per «bombole finite» si intendono le bombole ultimate e pronte per l'uso, rappresentative della produzione normale, complete di marcature di identificazione e di strato di rivestimento esterno comprendente l'isolamento integrale specificato dal fabbricante, ma prive di protezione o di isolamento non integrale. |
|
4.57. |
Per «bombola completamente ricoperta» si intende una ricopertura che presenta un rinforzo avvolto a filamento sia nella direzione circonferenziale sia in quella assiale della bombola. |
|
4.58. |
Per «temperatura del gas» si intende la temperatura del gas in una bombola. |
|
4.59. |
Per «bombola con ricopertura circonferenziale» si intende una ricopertura che presenta un filamento di rinforzo avvolto in una direzione sostanzialmente circonferenziale attorno alla porzione cilindrica dell'anima in modo che il filamento non sia soggetto ad alcun carico significativo in una direzione parallela all'asse longitudinale della bombola. |
|
4.60. |
Per «anima» si intende un contenitore utilizzato come involucro interno stagno al gas, attorno al quale sono avvolte le fibre di rinforzo (filamenti) per ottenere la resistenza necessaria. Nella presente norma internazionale sono descritti due tipi di anima: le anime metalliche progettate per condividere il carico con il rinforzo e le anime non metalliche a cui non è trasmessa alcuna parte del carico. |
|
4.61. |
Per «fabbricante» si intende la persona o l'organizzazione responsabile della progettazione, della fabbricazione e delle prove delle bombole. |
|
4.62. |
Per «pressione massima sviluppata» si intende la pressione stabilizzata esercitata dal gas quando una bombola riempita alla pressione di esercizio raggiunge la temperatura massima di esercizio. |
|
4.63. |
Per «ricopertura» si intende il sistema di rinforzo composto da filamento e da resina applicato attorno all'anima. |
|
4.64. |
Per «pretensionamento» si intende il processo di applicazione della pressione di pretensionamento della cerchiatura (autofrettage) o della tensione di avvolgimento controllata. |
|
4.65. |
Per «vita di impiego» si intende il numero di anni durante i quali le bombole possono essere utilizzate in sicurezza in conformità alle normali condizioni di impiego. |
|
4.66. |
Per «pressione stabilizzata» si intende la pressione del gas quando è raggiunta una data temperatura stabilizzata. |
|
4.67. |
Per «temperatura stabilizzata» si intende la temperatura uniforme del gas dopo la dissipazione dell'eventuale variazione della temperatura causata dal riempimento. |
|
4.68. |
Per «cattura del GNL» si intende il contenimento del GNL in un alloggiamento a volume costante. |
|
4.69. |
Per «temperatura criogenica» si intende, ai fini del presente regolamento, una temperatura inferiore a – 40 °C. |
|
4.70. |
Per «recipiente interno o serbatoio interno» si intende la parte del serbatoio del carburante che contiene GNL. |
|
4.71. |
Per «recipiente esterno o contenitore esterno» si intende la parte del serbatoio del carburante che avvolge il recipiente interno o i serbatoi interni, e il suo sistema di isolamento. |
|
4.72. |
Per «canale di alimentazione» si intende la tubazione o il condotto che collega i dispositivi di iniezione del carburante. |
|
4.73. |
Per «ugello del GNL» si intende il dispositivo che permette di collegare e scollegare rapidamente il tubo di alimentazione del carburante al bocchettone del GNL in modo sicuro. |
|
4.74. |
Per «bocchettone di riempimento del GNL» si intende un dispositivo collegato a un veicolo o a un sistema di stoccaggio che riceve l'ugello di iniezione del GNL e permette il trasferimento sicuro del combustibile. Il bocchettone è costituito per lo meno dal corpo del bocchettone e da una valvola di ritenuta montata all'interno del corpo. |
|
4.75. |
Per «fase di spegnimento comandato» si intende il periodo di tempo durante il quale il motore a combustione si spegne automaticamente per risparmiare carburante, per poi rimettersi in moto spontaneamente. |
PARTE I
Omologazione dei componenti specifici dei veicoli a motore che utilizzano gas naturale compresso (GNC) e/o gas naturale liquefatto (GNL) per il sistema di propulsione
5. DOMANDA DI OMOLOGAZIONE
5.1. La domanda di omologazione del componente specifico o del componente multifunzionale deve essere presentata dal titolare del marchio di fabbrica o dal suo mandatario.
5.2. La domanda deve essere corredata della seguente documentazione in triplice copia e dalle informazioni seguenti:
|
5.2.1. |
descrizione del veicolo nella quale siano precisate tutte le informazioni pertinenti indicate nell'allegato 1 A del presente regolamento; |
|
5.2.2. |
descrizione dettagliata del tipo di componente specifico o di componenti multifunzionali; |
|
5.2.3. |
disegno del componente specifico o dei componenti multifunzionali, sufficientemente dettagliato e in scala appropriata; |
|
5.2.4. |
verifica del rispetto delle specifiche di cui al punto 8 del presente regolamento. |
5.3. Su richiesta del servizio tecnico incaricato dell'esecuzione delle prove di omologazione devono essere presentati campioni del componente specifico o dei componenti multifunzionali. Campioni supplementari (in numero massimo di 3) devono essere forniti su richiesta.
5.3.1. Durante la fase di preproduzione dei contenitori, le prove non distruttive di cui all'allegato 3 A devono essere eseguite su [n] (10) contenitori ogni 50 esemplari (lotto di qualificazione). Per i serbatoi di GNL cfr. allegato 3B.
6. MARCATURE
6.1. I campioni di un componente specifico o di componenti multifunzionali presentati per l'omologazione devono recare il marchio di fabbrica o la denominazione commerciale del fabbricante e il tipo, compresa un'indicazione relativa alle temperature di funzionamento [«M» o «C» per le temperature medie (moderate) o basse (cold) del GNL a seconda dei casi]; i campioni di tubi flessibili devono inoltre recare il mese e l'anno di fabbricazione; l'iscrizione deve essere chiaramente leggibile e indelebile.
6.1.1. Oltre alle disposizioni di cui al punto 6.1. occorre utilizzare uno dei seguenti marchi supplementari per la valvola automatica della bombola che rispetta le prescrizioni di cui al punto 2.2.4. dell'allegato 4 A:
|
a) |
«H1» |
|
b) |
«H2» |
|
c) |
«H3» |
6.2. In ogni componente deve essere previsto uno spazio sufficiente per l'apposizione del marchio di omologazione; tale spazio deve essere indicato nei disegni di cui al punto 5.2.3.
6.3. Ogni contenitore deve essere provvisto anche di una targhetta su cui siano apposti in maniera chiaramente leggibile e indelebile i seguenti dati:
|
a) |
il numero di serie; |
|
b) |
la capacità in litri; |
|
c) |
la marcatura «GNC»; |
|
d) |
la pressione di esercizio/di prova [MPa]; |
|
e) |
la massa (kg); |
|
f) |
l'anno e il mese di omologazione (es. 96/01); |
|
g) |
il marchio di omologazione di cui al punto 7.4. |
6.4. Ogni serbatoio deve essere provvisto anche di una targhetta su cui siano apposti in maniera chiaramente leggibile e indelebile i seguenti dati:
|
a) |
il numero di serie; |
|
b) |
la capacità lorda in litri; |
|
c) |
la marcatura «GNL»; |
|
d) |
la pressione di impiego/di esercizio [MPa]; |
|
e) |
la massa (kg); |
|
f) |
il fabbricante; |
|
g) |
l'anno e il mese di omologazione (es. 96/01); |
|
h) |
la marcatura «POMPA INTERNA, pressione di erogazione della pompa *** MPa» nel caso in cui la pompa di alimentazione del GNL sia montata sul serbatoio; laddove *** è il valore della pressione di erogazione della pompa; |
|
i) |
il marchio di omologazione di cui al punto 7.4. |
7. OMOLOGAZIONE
7.1. Se i campioni del componente per alimentazione con GNC presentati per l'omologazione soddisfano le prescrizioni di cui ai punti da 8.1 a 8.11 del presente regolamento, è rilasciata l'omologazione per questo tipo di componente.
Se i campioni del componente per alimentazione con GNL presentati per l'omologazione soddisfano le prescrizioni di cui ai punti da 8.12. a 8.21 del presente regolamento, è rilasciata l'omologazione per questo tipo di componente.
7.2. Ad ogni tipo di componente o di componente multifunzionale omologato viene attribuito un numero di omologazione. Le prime due cifre di tale numero (attualmente 01 per la serie di modifiche 01) indicano la serie di modifiche corrispondente alle principali e più recenti modifiche tecniche apportate al regolamento al momento del rilascio dell'omologazione. Una stessa parte contraente non può assegnare lo stesso codice alfanumerico ad un altro tipo di componente.
7.3. L'omologazione, il rifiuto o l'estensione dell'omologazione di un tipo di componente per alimentazione con GNC o GNL a norma del presente regolamento sono comunicati alle parti contraenti dell'accordo che applicano il presente regolamento mediante una scheda conforme al modello che figura nell'allegato 2B del presente regolamento.
7.4. Oltre alle marcature prescritte dai punti 6.1. e 6.3. (GNC) e dal punto 6.4. (GNL), ciascun componente conforme ad un tipo omologato a norma del presente regolamento deve recare, in maniera ben visibile nello spazio menzionato al punto 6.2, un marchio internazionale di omologazione composto da:
|
7.4.1. |
un cerchio all'interno del quale è iscritta la lettera «E» seguito dal numero distintivo del paese che ha rilasciato l'omologazione (11); |
|
7.4.2. |
il numero del presente regolamento, seguito dalla lettera «R», da un trattino e dal numero di omologazione posti a destra del cerchio descritto al punto 7.4.1. Questo numero di omologazione è costituito dal numero di omologazione attribuito al tipo di componente, che figura nel rispettivo certificato (cfr. punto 7.2. e allegato 2B), preceduto da due cifre che indicano il numero della serie più recente di modifiche del presente regolamento. |
7.5. Il marchio di omologazione deve essere chiaramente leggibile e indelebile.
7.6. Nell'allegato 2 A del presente regolamento figura un esempio della configurazione del citato marchio di omologazione.
8. SPECIFICHE RIGUARDANTI I COMPONENTI PER ALIMENTAZIONE CON GNC E/O GNL
8.1. Disposizioni generali
8.1.1. I componenti specifici dei veicoli che utilizzano GNC e/o GNL per il sistema di propulsione devono funzionare in modo corretto e sicuro, come specificato nel presente regolamento.
I materiali dei componenti a contatto con il GNC e/o il GNL devono essere con essi compatibili (cfr. allegato 5D).
Le parti dei componenti il cui corretto e sicuro funzionamento potrebbe essere influenzato dal contatto con il GNC/GNL, dall'alta pressione o dalle vibrazioni devono essere sottoposte alle procedure di prova applicabili descritte negli allegati del presente regolamento. In particolare devono essere soddisfatte le disposizioni di cui ai punti da 8.2. a 8.11 per i componenti per alimentazione con GNC. Per i componenti per alimentazione con GNL devono essere soddisfatte le disposizioni di cui ai punti da 8.12. a 8.21.
I componenti specifici dei veicoli che utilizzano GNC/GNL per il sistema di propulsione devono soddisfare le prescrizioni in materia di compatibilità elettromagnetica (CEM) previste dal regolamento n. 10, serie di modifiche 03, o da norme equivalenti.
8.2. Disposizioni in materia di contenitori per GNC
8.2.1. I contenitori per GNC devono essere omologati conformemente alle disposizioni dell'allegato 3 A del presente regolamento.
8.3. Disposizioni riguardanti i componenti fissati al contenitore per GNC
8.3.1. Il contenitore per GNC deve essere dotato per lo meno dei seguenti componenti, che possono essere separati o combinati:
|
8.3.1.1. |
la valvola manuale; |
|
8.3.1.2. |
la valvola automatica della bombola; |
|
8.3.1.3. |
il dispositivo di sicurezza alla sovrapressione (PRD); |
|
8.3.1.4. |
il limitatore di flusso. |
8.3.2. Se necessario, il contenitore per GNC può essere provvisto di una camera stagna di ventilazione.
8.3.3. I componenti di cui ai punti da 8.3.1 a 8.3.2. devono essere omologati conformemente alle disposizioni dell'allegato 4 del presente regolamento.
8.4.-8.11. Disposizioni relative ad altri componenti per alimentazione con GNC
I componenti sottoelencati devono essere omologati conformemente alle disposizioni degli allegati indicati nella tabella che segue.
|
Punto |
Componente |
Allegato |
|
8.4. |
Valvola automatica Valvola di ritenuta o valvola di non ritorno Valvola di sicurezza alla sovrapressione (PRV) Dispositivo di sicurezza alla sovrapressione (PRD — termofusibile) Valvola limitatrice di flusso Dispositivo di sicurezza alla sovrapressione (PRD) (azionato dalla pressione) |
4A |
|
8.5. |
Tubo flessibile di alimentazione |
4B |
|
8.6. |
Filtro per GNC |
4C |
|
8.7. |
Regolatore di pressione |
4D |
|
8.8. |
Sensori di pressione e di temperatura |
4E |
|
8.9. |
Unità o bocchettone di riempimento |
4F |
|
8.10. |
Regolatore di portata del gas e miscelatore gas/aria, iniettore o canale di alimentazione |
4G |
|
8.11. |
Centralina elettronica |
4H |
8.12. Disposizioni relative ai serbatoi per GNL
8.12.1. I serbatoi per GNL devono essere omologati conformemente alle disposizioni dell'allegato 3B del presente regolamento.
8.12.2. Deve essere previsto un sistema per evitare che il serbatoio del carburante sia riempito in eccesso.
8.13. Disposizioni riguardanti i componenti fissati al serbatoio per GNL
8.13.1. Il serbatoio per GNL deve essere dotato per lo meno dei seguenti componenti, che possono essere separati o combinati (speciale cura sarà riservata nell'impedire la cattura di GNL):
|
8.13.1.1. |
la valvola di sicurezza alla sovrapressione (PRV); |
|
8.13.1.2. |
la valvola manuale; |
|
8.13.1.3. |
la valvola automatica; |
|
8.13.1.4. |
il limitatore di flusso. |
8.13.2. Se necessario, il serbatoio può essere provvisto di una camera stagna di ventilazione.
8.13.3. I componenti di cui ai punti da 8.13.1.1 a 8.13.1.4 devono essere omologati conformemente alle disposizioni dell'allegato 4 del presente regolamento.
8.14.-8.22. Disposizioni relative ad altri componenti per alimentazione con GNL
I componenti sottoelencati devono essere omologati conformemente alle disposizioni degli allegati indicati nella tabella che segue.
|
Punto |
Componente |
Allegato |
|
8.15. |
Scambiatore di calore — vaporizzatore del GNL |
4I |
|
8.16. |
Bocchettone di riempimento del GNL |
4J |
|
8.17. |
Regolatore di pressione |
4K |
|
8.18. |
Sensore/indicatore di pressione e/o di temperatura del GNL |
4L |
|
8.19. |
Rilevatore di gas naturale |
4M |
|
8.20. |
Valvola automatica, valvola di ritenuta, valvola di sicurezza alla sovrapressione (PRV), valvola limitatri e di flusso, valvola manuale e valvola di non ritorno |
4N |
|
8.21. |
Pompa di alimentazione |
4O |
|
8.22. |
Centralina elettronica |
4H |
9. MODIFICHE DI UN TIPO DI COMPONENTE PER ALIMENTAZIONE CON GNC E/O GNL ED ESTENSIONE DELL'OMOLOGAZIONE
9.1. Qualsiasi modifica di un tipo di componente per alimentazione con GNC e/o GNL deve essere notificata all'autorità di omologazione che ha rilasciato l'omologazione, la quale può:
|
9.1.1. |
ritenere improbabile che le modifiche effettuate abbiano un'incidenza negativa rilevante e ritenere che il componente soddisfi ancora le prescrizioni; oppure |
|
9.1.2. |
decidere che il componente deve essere sottoposto ad una nuova serie parziale o completa di prove da parte dell'autorità di omologazione. |
9.2. La conferma o il rifiuto dell'omologazione, con l'indicazione delle modifiche, devono essere notificati conformemente alla procedura di cui al precedente punto 7.3. alle parti contraenti dell'accordo che applicano il presente regolamento.
9.3. L'autorità di omologazione che rilascia l'estensione dell'omologazione attribuisce un numero di serie ad ogni scheda di notifica compilata per tale estensione.
10. (NON ASSEGNATO)
11. CONFORMITÀ DELLA PRODUZIONE
Le procedure intese ad assicurare la conformità della produzione devono essere conformi a quelle definite nell'appendice 2 E/ECE/324-E/ECE/TRANS/505/Rev. 2) e soddisfare le seguenti prescrizioni.
|
11.1. |
Ogni contenitore per GNC deve essere sottoposto a prova ad una pressione minima pari a 1,5 volte la pressione di esercizio, conformemente a quanto prescritto dall'allegato 3 A del presente regolamento. Ogni serbatoio per GNL deve essere sottoposto a prova ad una pressione minima pari a 1,3 volte (la pressione di esercizio + 0,1 MPa), conformemente a quanto prescritto dall'allegato 3B del presente regolamento. |
|
11.2. |
Per i contenitori per GNC, ogni lotto comprendente al massimo 200 contenitori fabbricati con lo stesso lotto di materie prime deve essere sottoposto ad una prova di scoppio a pressione idraulica conformemente all'appendice A, punto A.12, dell'allegato 3 A. |
|
11.3. |
Ogni tubo flessibile di alimentazione appartenente alle classi ad alta e media pressione (classi 0, 1 e 5) secondo la classificazione di cui al punto 3 del presente regolamento deve essere sottoposto a prova ad una pressione doppia rispetto alla pressione di esercizio. |
12. SANZIONI IN CASO DI NON CONFORMITÀ DELLA PRODUZIONE
12.1. L'omologazione rilasciata ad un tipo di componente a norma del presente regolamento può essere revocata se le prescrizioni di cui al punto 11 non vengono rispettate.
12.2. Se una parte dell'accordo che applica il presente regolamento revoca un'omologazione da essa precedentemente rilasciata, ne informa immediatamente le altre parti contraenti che applicano il presente regolamento mediante l'invio di una scheda di notifica conforme al modello di cui all'allegato 2B del presente regolamento.
13. (NON ASSEGNATO)
14. CESSAZIONE DEFINITIVA DELLA PRODUZIONE
Il titolare di un'omologazione che cessi completamente la produzione di un tipo di componente omologato a norma del presente regolamento ne informa l'autorità di omologazione che ha rilasciato l'omologazione. A seguito di tale comunicazione detta autorità informa le altre parti contraenti dell'accordo che applicano il presente regolamento mediante una scheda di notifica conforme al modello di cui all'allegato 2B del presente regolamento.
15. DENOMINAZIONE E INDIRIZZO DEI SERVIZI TECNICI INCARICATI DI ESEGUIRE LE PROVE DI OMOLOGAZIONE E DELLE AUTORITÀ DI OMOLOGAZIONE
Le parti contraenti dell'accordo che applicano il presente regolamento comunicano al segretariato delle Nazioni Unite la denominazione e l'indirizzo dei servizi tecnici incaricati di eseguire le prove di omologazione nonché dell'autorità di omologazione che rilascia l'omologazione, a cui devono essere inviate le schede attestanti il rilascio, l'estensione, il rifiuto o la revoca dell'omologazione emesse negli altri paesi.
PARTE II
Omologazione dei veicoli per quanto riguarda l'installazione di componenti specifici di tipo omologato per l'utilizzo di gas naturale compresso (GNC) e/o di gas naturale liquefatto (GNL) nel sistema di propulsione
16. DOMANDA DI OMOLOGAZIONE
16.1. La domanda di omologazione di un tipo di veicolo per quanto riguarda l'installazione dei componenti specifici per l'utilizzo di gas naturale compresso (GNC) e/o di gas naturale liquefatto (GNL) nel sistema di propulsione deve essere presentata dal fabbricante del veicolo o dal suo mandatario.
16.2. La domanda deve essere accompagnata da documenti, in triplice copia, contenenti una descrizione del veicolo relativa a tutte le caratteristiche pertinenti riportate nell'allegato 1B del presente regolamento.
16.3. Al servizio tecnico che effettua le prove di omologazione va presentato un veicolo rappresentativo del tipo di veicolo da omologare.
17. OMOLOGAZIONE
17.1. L'omologazione viene rilasciata se il veicolo presentato per l'omologazione a norma del presente regolamento è provvisto di tutti i componenti specifici per l'utilizzo di gas naturale compresso (GNC) e/o di gas naturale liquefatto (GNL) nel sistema di propulsione e soddisfa le prescrizioni di cui al punto 18 che segue.
17.2. Ad ogni tipo di veicolo omologato viene attribuito un numero di omologazione. Le prime due cifre di tale numero indicano la serie di modifiche comprendente le principali e più recenti modifiche tecniche pertinenti apportate al regolamento alla data di rilascio dell'omologazione.
17.3. L'omologazione, il rifiuto o l'estensione dell'omologazione di un tipo di componente per alimentazione con GNC e/o GNL a norma del presente regolamento sono comunicati alle parti contraenti dell'accordo che applicano il presente regolamento mediante una scheda conforme al modello che figura nell'allegato 2D del presente regolamento.
17.4. Ciascun veicolo conforme ad un tipo di veicolo omologato a norma del presente regolamento deve recare, in maniera chiaramente visibile e in una posizione facilmente accessibile specificata nella scheda di omologazione di cui al precedente punto 17.3, un marchio internazionale di omologazione composto da:
|
17.4.1. |
un cerchio all'interno del quale è iscritta la lettera «E» seguita dal numero distintivo del paese che ha rilasciato l'omologazione (12); |
|
17.4.2. |
il numero del presente regolamento, seguito dalla lettera «R», da un trattino e dal numero di omologazione posti a destra del cerchio descritto al punto 17.4.1. |
17.5. Se il veicolo è conforme ad un tipo di veicolo omologato, a norma di uno o più altri regolamenti allegati all'accordo, nel paese che rilascia l'omologazione a norma del presente regolamento, non è necessario ripetere il simbolo di cui al punto 17.4.1; in questo caso il numero del regolamento e di omologazione e i simboli supplementari di tutti i regolamenti applicati per l'omologazione nel paese che ha rilasciato l'omologazione a norma del presente regolamento devono essere disposti in colonne verticali a destra del simbolo di cui al punto 17.4.1.
17.6. Il marchio di omologazione deve essere chiaramente leggibile e indelebile.
17.7. Il marchio di omologazione deve essere posizionato sulla targhetta dei dati del veicolo o in prossimità della stessa.
17.8. Nell'allegato 2C del presente regolamento figurano esempi relativi alla configurazione del citato marchio di omologazione.
18. PRESCRIZIONI RIGUARDANTI L'INSTALLAZIONE DI COMPONENTI SPECIFICI PER L'UTILIZZO DI GAS NATURALE COMPRESSO E/O DI GAS NATURALE LIQUEFATTO NEL SISTEMA DI PROPULSIONE DI UN VEICOLO
18.1. Prescrizioni di carattere generale
18.1.1. L'impianto a GNC e/o a GNL del veicolo deve funzionare in modo adeguato e sicuro alla pressione di esercizio e alle temperature di funzionamento per le quali è stato progettato e omologato.
18.1.2. Tutti i componenti dell'impianto devono essere coperti da un'omologazione, per le singole parti o per quelle multifunzionali, conformemente alla parte I del presente regolamento.
18.1.2.1. Fatte salve le disposizioni di cui al punto 18.1.2, non è richiesta alcuna omologazione separata della centralina elettronica per l'alimentazione con GNC/GNL se detta centralina elettronica è integrata nella centralina elettronica del motore ed è oggetto di un'omologazione dei veicoli per quanto riguarda l'installazione di componenti specifici, conformemente alla parte II del presente regolamento e al regolamento n. 10. L'omologazione del veicolo deve inoltre essere conforme alle disposizioni dell'allegato 4H del presente regolamento.
18.1.3. I materiali utilizzati nell'impianto devono essere compatibili con il GNC e/o il GNL, a seconda dei casi.
18.1.4. Tutti i componenti dell'impianto devono essere fissati in modo appropriato.
18.1.5. L'impianto a GNC e/o a GNL deve essere pressurizzato alla pressione di esercizio e sottoposto alla prova di tenuta, con un agente attivo in superficie senza la formazione di bolle per tre minuti oppure utilizzando un metodo che è stato provato equivalente.
18.1.6. L'impianto a GNC e/o a GNL deve essere installato in modo da avere la migliore protezione contro danni dovuti, ad esempio, a movimenti di componenti del veicolo, a collisioni, a pietrisco, alle operazioni di carico e scarico del veicolo o a movimenti del carico trasportato.
18.1.7. All'impianto a GNC e/o a GNL non deve essere collegato alcun accessorio eccetto quelli strettamente necessari per il corretto funzionamento del motore del veicolo.
18.1.7.1. Fatte salve le disposizioni di cui al punto 18.1.7, i veicoli possono essere muniti di un impianto di riscaldamento dell'abitacolo/vano passeggeri e/o del vano di carico collegato all'impianto a GNC e/o a GNL.
18.1.7.2. L'impianto di riscaldamento di cui al punto 18.1.7.1. è autorizzato se il servizio tecnico incaricato dell'esecuzione delle prove di omologazione ritiene che sia adeguatamente protetto e che non incida sul corretto funzionamento del normale impianto a GNC e/o a GNL.
18.1.8. Identificazione dei veicoli alimentati a GNC e/o a GNL
18.1.8.1. I veicoli delle categorie M2 e M3 dotati di un impianto a GNC devono recare una targhetta conforme alle prescrizioni dell'allegato 6.
18.1.8.2. I veicoli delle categorie M2 e M3 dotati di un impianto a GNL devono recare una targhetta conforme alle prescrizioni dell'allegato 7.
18.1.8.3. Tale targhetta deve essere apposta sulla parte anteriore e posteriore dei veicoli di categoria M2 o M3 e all'esterno delle porte, sul lato destro (veicoli con guida a sinistra) o sul lato sinistro (veicoli con guida a destra).
18.1.8.4. Una targhetta che indichi il tipo di carburante utilizzato deve essere apposta vicino al bocchettone di riempimento del GNL. Tali indicazioni sono quelle raccomandate dal fabbricante.
18.2. Altre prescrizioni
18.2.1. Nessun componente dell'impianto a GNC e/o a GNL, ivi compresi i materiali di protezione che fanno parte di tali componenti, deve sporgere oltre la sagoma del veicolo, ad eccezione dell'unità di riempimento, che può sporgere al massimo di 10 mm rispetto alla sua base.
18.2.2. Occorre prevedere un'adeguata schermatura dal calore di componenti adiacenti e nessun componente dell'impianto a GNC e/o a GNL può essere collocato a meno di 100 mm dalla tubazione di scarico o da un'analoga sorgente di calore, a meno che non sia adeguatamente schermato dal calore.
18.3. Impianto a GNC
18.3.1. Un impianto a GNC deve comprendere per lo meno i seguenti componenti:
|
18.3.1.1. |
contenitore/i o bombola/e; |
|
18.3.1.2. |
indicatore di pressione o indicatore di livello del carburante; |
|
18.3.1.3. |
dispositivo di sicurezza alla sovrapressione (PRD — termofusibile); |
|
18.3.1.4. |
valvola automatica della bombola; |
|
18.3.1.5. |
valvola manuale; |
|
18.3.1.6. |
regolatore di pressione; |
|
18.3.1.7. |
regolatore di portata del gas; |
|
18.3.1.8. |
limitatore di flusso; |
|
18.3.1.9. |
dispositivo di alimentazione del gas; |
|
18.3.1.10. |
unità o bocchettone di riempimento; |
|
18.3.1.11. |
tubi flessibili del gas; |
|
18.3.1.12. |
tubi rigidi del gas; |
|
18.3.1.13. |
centralina elettronica; |
|
18.3.1.14. |
raccordi; |
|
18.3.1.15. |
camera stagna di ventilazione per i componenti installati nel bagagliaio e nell'abitacolo/vano passeggeri. La camera stagna di ventilazione, laddove non sia a prova di incendio, può coprire il dispositivo di sicurezza alla sovrapressione (PRD). |
18.3.2. L'impianto a GNC può comprendere anche i seguenti componenti:
|
18.3.2.1. |
valvola di non ritorno o valvola di ritenuta; |
|
18.3.2.2. |
valvola di sicurezza alla sovrapressione (PRV); |
|
18.3.2.3. |
filtro per GNC; |
|
18.3.2.4. |
sensore di pressione e/o di temperatura; |
|
18.3.2.5. |
sistema di selezione del carburante e circuito elettrico; |
|
18.3.2.6. |
PRD (azionato dalla pressione); |
|
18.3.2.7. |
canale di alimentazione. |
18.3.3. Una valvola automatica supplementare può essere associata al regolatore di pressione.
18.3.4. L'impianto a GNL deve comprendere per lo meno i seguenti componenti:
|
18.3.4.1. |
serbatoio/i o recipiente/i per GNL; |
|
18.3.4.2. |
scambiatore di calore — vaporizzatore del GNL; |
|
18.3.4.3. |
valvola di sicurezza alla sovrapressione (PRV) del GNL; |
|
18.3.4.4. |
sistema di svuotamento del GNL; |
|
18.3.4.5. |
bocchettone del GNL; |
|
18.3.4.6. |
valvola limitatrice di flusso (limitatore di flusso) del GNL; |
|
18.3.4.7. |
valvola (manuale) del GNL; |
|
18.3.4.8. |
tubi di alimentazione del GNL; |
|
18.3.4.9. |
raccordi per GNL; |
|
18.3.4.10. |
valvola di ritenuta o valvola di non ritorno del GNL; |
|
18.3.4.11. |
indicatore di pressione o indicatore del carburante per GNL; |
|
18.3.4.12. |
centralina elettronica; |
|
18.3.4.13. |
rilevatore di gas naturale o camera stagna di ventilazione, per i veicoli di categoria M. |
18.3.5. L'impianto a GNL può comprendere anche i seguenti componenti:
|
18.3.5.1. |
regolatore di pressione del GNL; |
|
18.3.5.2. |
sensore di pressione e/o di temperatura del GNL; |
|
18.3.5.3. |
pompa di alimentazione del GNL; |
|
18.3.5.4. |
indicatore di livello del GNL; |
|
18.3.5.5. |
valvola automatica del GNL; |
|
18.3.5.6. |
rilevatore di gas naturale; |
|
18.3.5.7. |
camera stagna di ventilazione. |
18.3.6. I componenti di veicoli alimentati a GNL a valle dello scambiatore di calore/vaporizzatore (fase gassosa) devono essere considerati componenti per alimentazione con GNC.
18.4. Installazione del contenitore e/o dei serbatoi
18.4.1. Il contenitore e/o il serbatoio devono essere installati sul veicolo in modo permanente. Non devono essere installati nel vano motore.
18.4.2. Il contenitore e/o il serbatoio devono essere installati in modo che non ci sia contatto metallo su metallo, tranne che nei punti di fissaggio del/dei contenitore/i e/o del/dei serbatoio/i.
18.4.3. Quando il veicolo è in ordine di marcia, il contenitore e/o il serbatoio del carburante non devono trovarsi a meno di 200 mm di altezza rispetto al piano stradale.
18.4.3.1. Le disposizioni di cui al punto 18.4.3. non si applicano se il contenitore e/o il serbatoio sono opportunamente protetti anteriormente e ai lati e se nessuna parte di essi sporge inferiormente alla struttura di protezione medesima.
18.4.4. Il contenitore e/o il serbatoio del carburante devono essere montati e fissati in modo tale che possano, pieni, resistere senza danni alle sollecitazioni derivanti dalle seguenti accelerazioni:
|
|
veicoli delle categorie M1 e N1:
|
|
|
veicoli delle categorie M2 e N2:
|
|
|
veicoli delle categorie M3 e N3:
|
Invece di una prova pratica può essere utilizzato un metodo di calcolo se chi presenta la domanda di omologazione può dimostrarne l'equivalenza in termini soddisfacenti per il servizio tecnico.
18.5. Accessori montati sul/i contenitore/i di GNC
18.5.1. Valvola automatica della bombola
18.5.1.1. Su ciascun contenitore deve essere installata direttamente una valvola automatica.
18.5.1.2. La valvola automatica della bombola deve funzionare in modo che l'alimentazione del gas venga interrotta contemporaneamente allo spegnimento del motore, indipendentemente dalla posizione del blocchetto dell'accensione del motore, e resti interrotta fintantoché il motore non è in moto. È ammesso un ritardo di due (2) secondi per la fase di diagnosi.
18.5.1.3. Fatte salve le disposizioni di cui al punto 18.5.1.2, la valvola automatica della bombola può rimanere in posizione aperta durante le fasi di spegnimento comandato.
18.5.1.4. Se la valvola automatica della bombola è chiusa durante le fasi di spegnimento comandato, detta valvola deve rispettare le prescrizioni di cui al punto 2.2.4. dell'allegato 4 A.
18.5.2. Dispositivo di sicurezza alla sovrapressione (PRD)
18.5.2.1. Il dispositivo di sicurezza alla sovrapressione (PRD — termofusibile) deve essere fissato al/ai contenitore/i di GNC in modo tale da sfiatare nella camera stagna di ventilazione se quest'ultima soddisfa le prescrizioni di cui al punto 18.5.5.
18.5.3. Valvola limitatrice di flusso sul contenitore di GNC
18.5.3.1. Il limitatore di flusso deve essere fissato nel contenitore di GNC sulla valvola automatica della bombola.
18.5.4. Valvola manuale
18.5.4.1. Alla bombola di GNC deve essere fissata una valvola manuale, che può essere integrata in quella automatica.
18.5.5. Camera stagna di ventilazione montata sul/sui contenitore/i di GNC
18.5.5.1. Sul contenitore di GNC deve essere montata una camera stagna di ventilazione al di sopra dei raccordi che soddisfi le prescrizioni di cui ai punti da 18.5.5.2. a 18.5.5.5, a meno che il contenitore di GNC non sia installato all'esterno del veicolo.
18.5.5.2. La camera stagna di ventilazione deve essere in comunicazione diretta con l'atmosfera, se necessario tramite un tubo di raccordo flessibile ed un condotto passante in materiale resistente al GNC.
18.5.5.3. L'apertura di ventilazione della camera stagna non deve scaricare sull'arco passaruota né in direzione di una sorgente di calore come la tubazione di scarico.
18.5.5.4. I raccordi flessibili e i condotti passanti sul fondo della scocca del veicolo, utilizzati per la ventilazione della camera stagna di ventilazione, devono avere un'apertura libera minima di 450 mm2.
18.5.5.5. La camera stagna di ventilazione montata sui raccordi e sui tubi di raccordo flessibili del/dei contenitore/i di GNC deve resistere a una pressione di 10 kPa senza presentare deformazioni permanenti. In questo caso è accettabile una dispersione non superiore a 100 cm3 l'ora.
18.5.5.6. Il tubo di raccordo flessibile deve essere fissato alla camera stagna di ventilazione e al condotto passante mediante fascette o in altro modo così da assicurare la tenuta.
18.5.5.7. La camera stagna di ventilazione deve contenere tutti i componenti che sono nel bagagliaio o nell'abitacolo.
18.5.6. PRD (azionato dalla pressione)
18.5.6.1. Il PRD (azionato dalla pressione) è attivato e espelle il gas indipendentemente dal PRD (termofusibile).
18.5.6.2. Il PRD (azionato dalla pressione) deve essere fissato al/ai contenitore/i in modo tale da sfiatare nella camera stagna di ventilazione, se quest'ultima soddisfa le prescrizioni di cui al punto 18.5.5.
18.6. Accessori fissati ai serbatoi di GNL
18.6.1. Valvola automatica
18.6.1.1. Su ciascun serbatoio di GNL (in posizione protetta) deve essere installata direttamente una valvola automatica nella tubazione di alimentazione.
18.6.1.2. La valvola automatica della bombola deve funzionare in modo che l'alimentazione del gas venga interrotta contemporaneamente allo spegnimento del motore, indipendentemente dalla posizione del blocchetto dell'accensione del motore, e resti interrotta fintantoché il motore non è in moto. È ammesso un ritardo di due (2) secondi per la fase di diagnosi.
18.6.1.3. Fatte salve le disposizioni di cui al punto 18.6.1.2, la valvola automatica può rimanere in posizione aperta durante le fasi di spegnimento comandato.
18.6.1.4. Se la valvola automatica è chiusa durante le fasi di spegnimento comandato, essa deve rispettare le prescrizioni di cui al punto 2.2.4. dell'allegato 4 A.
18.6.2. Valvola limitatrice di flusso
La valvola limitatrice di flusso può essere installata all'interno o direttamente sul serbatoio di GNL (in posizione protetta).
18.6.3. Valvola di sicurezza alla sovrapressione (primaria)
L'uscita della valvola primaria di sicurezza alla sovrapressione deve essere collegata a un sistema di scarico aperto che espelle il gas verso l'alto. È necessario prestare attenzione alla prevenzione di un'eventuale ostruzione o congelamento del tubo di scarico. La valvola primaria di sicurezza alla sovrapressione del GNL non deve scaricare nella camera stagna di ventilazione (se montata).
18.6.4. Valvola di sicurezza alla sovrapressione (secondaria)
La valvola secondaria di sicurezza alla sovrapressione può rilasciare gas direttamente dalla sua uscita. Occorre prestare attenzione alla protezione dalle infiltrazioni d'acqua e dai danni. La valvola secondaria di sicurezza alla sovrapressione non deve essere collegata allo stesso tubo di scarico della valvola primaria di sicurezza alla sovrapressione. La valvola secondaria di sicurezza alla sovrapressione del GNL non deve scaricare nella camera stagna di ventilazione (se montata).
18.6.5. Valvola manuale di arresto del carburante
La valvola manuale di arresto del carburante può essere installata direttamente sul serbatoio di GNL (in posizione protetta). Essa dovrebbe essere facilmente accessibile. La valvola manuale di arresto del carburante può essere integrata in quella automatica.
18.6.6. Valvola manuale di arresto del vapore
La valvola manuale di arresto del vapore può essere installata direttamente sul serbatoio di GNL (in posizione protetta). Essa dovrebbe essere facilmente accessibile.
18.6.7. Condotto o connettore di sfiato
Il condotto o connettore di sfiato può essere montato all'interno del serbatoio di GNL o sopra di esso (in posizione protetta). Dovrebbe essere facilmente accessibile. Il connettore di sfiato deve essere idoneo per l'utilizzo alle temperature indicate nell'allegato 5O per la pressione di esercizio del serbatoio di GNL.
18.6.8. Sistema di gestione dello svuotamento
La valvola primaria di sicurezza alla sovrapressione deve essere collegata ad un camino di ventilazione che si estende verso l'alto. Le uscite delle valvole primarie e secondarie di sicurezza devono essere protette dalle incrostazioni dovute a sporcizia, detriti, neve, ghiaccio e/o acqua. Il camino di ventilazione deve essere di dimensione tale da impedire la riduzione della portata provocata da una perdita di carico. Il gas evacuato dal camino di ventilazione o dalla valvola secondaria di sicurezza non deve soffiare su zone chiuse, altri autoveicoli, sistemi esterni di aspirazione dell'aria (ad esempio impianti di condizionamento), prese d'aria o sistemi di scarico dei motori. Nel caso di doppio serbatoio, i condotti di uscita della valvola primaria di sicurezza per ciascun serbatoio possono essere raccordati ad un camino comune.
18.7. Tubi rigidi e flessibili del gas
18.7.1. I tubi rigidi per GNC devono essere privi di saldature e costituiti di acciaio inossidabile o di acciaio rivestito di materiale resistente alla corrosione.
18.7.1.1. I tubi rigidi per GNL devono essere costituiti di acciaio inossidabile austenitico o di rame, e possono essere privi di saldature o saldati.
18.7.2. Il tubo rigido per GNC può essere sostituito con un tubo flessibile per le classi 0, 1 o 2.
18.7.2.1. Il tubo rigido per GNL può essere sostituito con un tubo flessibile se è utilizzato per la classe 5.
18.7.3. Il tubo flessibile per GNC e GNL deve soddisfare le prescrizioni pertinenti di cui all'allegato 4B del presente regolamento.
18.7.4. I tubi rigidi devono essere fissati in maniera tale da non essere soggetti a vibrazioni o sollecitazioni meccaniche.
18.7.5. I tubi flessibili per GNC e/o GNL devono essere fissati in modo tale da non essere soggetti a vibrazioni o sollecitazioni meccaniche.
18.7.6. Al punto di fissaggio, i tubi rigidi o flessibili devono essere montati in modo tale che non ci sia contatto metallo-metallo.
18.7.7. I tubi rigidi e flessibili non devono essere situati in prossimità dei punti di sollevamento del veicolo (con il martinetto).
18.7.8. Nei punti di passaggio attraverso fori o altro, i tubi devono essere provvisti di materiale di protezione.
18.7.9. I tubi per GNL devono essere isolati o protetti nelle aree in cui altri componenti e/o persone possano essere danneggiati dalla bassa temperatura.
18.8. Raccordi per gas tra i componenti
18.8.1. I raccordi a saldatura o brasatura e i raccordi a compressione a superficie mordente non sono ammessi per il GNC. I raccordi a compressione a superficie mordente non sono ammessi per il GNL.
18.8.2. Per i tubi in acciaio inossidabile si devono utilizzare unicamente raccordi in acciaio inossidabile.
18.8.3. I raccordi per GNC devono essere realizzati in materiale resistente alla corrosione.
18.8.4. I tubi rigidi devono essere collegati tramite raccordi adeguati, ad esempio raccordi a compressione in due pezzi per i tubi in acciaio e raccordi biconi.
18.8.5. Il numero di raccordi deve essere limitato al minimo.
18.8.6. Tutti i raccordi devono essere posizionati in modo tale che sia facile ispezionarli.
18.8.7. All'interno dell'abitacolo o in un bagagliaio chiuso, i tubi non devono essere più lunghi di quanto ragionevolmente necessario, e in ogni caso devono essere protetti mediante una camera stagna di ventilazione.
18.8.7.1. Le disposizioni di cui al punto 18.8.7. non si applicano se il veicolo è di categoria M2 o M3 ed i tubi e i raccordi sono muniti di una guaina protettiva resistente al GNC ed in collegamento diretto con l'atmosfera.
18.9. Valvola automatica
18.9.1. Per gli impianti a GNC un'altra valvola automatica può essere montata sul tubo del gas, il più vicino possibile al regolatore di pressione.
18.9.2. Per gli impianti a GNL una valvola automatica deve essere installata il più vicino possibile dopo il vaporizzatore.
18.10. Unità o bocchettone di riempimento
18.10.1. L'unità di riempimento deve essere fissata in modo tale che non possa ruotare e deve essere protetta dalla polvere e dall'acqua.
18.10.2. Quando il contenitore o il serbatoio per GNC/GNL è montato nell'abitacolo o in un bagagliaio chiuso, l'unità di riempimento deve essere situata all'esterno del veicolo o nel vano motore.
18.10.3. Per i veicoli delle categorie M1 e N1 l'unità di riempimento (bocchettone) del GNC deve soddisfare le specifiche di disegno riportate nella figura 1 dell'allegato 4F.
18.10.4. Per i veicoli delle categorie M2, M3, N2 e N3 l'unità di riempimento (bocchettone) del GNC deve soddisfare le specifiche di disegno riportate nelle figure 1 o 2 dell'allegato 4F o le specifiche di disegno riportate nella figura 1 dell'allegato 4F, unicamente per il GNC.
18.11. Sistema di selezione del carburante e sistema elettrico
18.11.1. I componenti elettrici dell'impianto a GNC/GNL devono essere protetti da eventuali sovraccarichi.
18.11.2. I veicoli multicarburante devono essere muniti di un sistema di selezione del carburante che impedisca tanto l'afflusso di carburante gassoso nel serbatoio di benzina o di gasolio, quanto l'afflusso di benzina o gasolio nel serbatoio di carburante gassoso, anche nel caso di un guasto del sistema di selezione del carburante.
18.11.3. Occorre dimostrare le misure nel corso dell'omologazione.
18.11.4. Le connessioni e i componenti elettrici alloggiati nella camera stagna di ventilazione devono essere costruiti in modo tale che non sia possibile la formazione di scintille.
18.12. L'impianto a GNL deve essere progettato in modo da evitare la cattura di GNL.
18.13. L'impianto a GNL per i veicoli della categoria M deve essere provvisto di un rivelatore di gas naturale e/o di una camera stagna di ventilazione. L'impianto a GNL per i veicoli della categoria N può essere provvisto di un rivelatore di gas naturale se il serbatoio di stoccaggio del carburante e le tubazioni connesse sono montati all'esterno del veicolo, senza possibilità di cattura del gas (cfr. punto 18.12). Se il serbatoio di stoccaggio del carburante è situato all'interno del vano di carico di un veicolo della categoria N, è necessaria la presenza di un rivelatore di gas naturale e/o di una camera stagna di ventilazione.
19. CONFORMITÀ DELLA PRODUZIONE
19.1. Le procedure intese ad assicurare la conformità della produzione devono essere conformi a quelle definite nell'appendice 2 dell'accordo (E/ECE/324-E/ECE/TRANS/505/Rev. 2).
20. SANZIONI IN CASO DI NON CONFORMITÀ DELLA PRODUZIONE
20.1. L'omologazione rilasciata ad un tipo di veicolo a norma del presente regolamento può essere revocata se le prescrizioni di cui al precedente punto 18 non vengono rispettate.
20.2. Se una parte dell'accordo che applica il presente regolamento revoca un'omologazione da essa precedentemente rilasciata, ne informa immediatamente le altre parti contraenti che applicano il presente regolamento mediante l'invio di una scheda di notifica conforme al modello di cui all'allegato 2D del presente regolamento.
21. MODIFICA ED ESTENSIONE DELL'OMOLOGAZIONE DI UN TIPO DI VEICOLO
21.1. Qualsiasi modifica dell'installazione dei componenti specifici per l'alimentazione del motore con gas naturale compresso e/o liquefatto nel sistema di propulsione del veicolo deve essere segnalata all'autorità di omologazione che ha omologato il tipo di veicolo, la quale può:
|
21.1.1. |
ritenere che le modifiche effettuate non rischiano di avere un'incidenza negativa rilevante e che comunque il veicolo soddisfa ancora le prescrizioni; oppure |
|
21.1.2. |
chiedere un altro verbale di prova al servizio tecnico incaricato dell'esecuzione delle prove. |
21.2. La conferma o il rifiuto dell'omologazione, con indicazione delle modifiche, devono essere notificati alle parti contraenti dell'accordo che applicano il presente regolamento, mediante una scheda conforme al modello di cui all'allegato 2D del presente regolamento.
21.3. L'autorità di omologazione che rilascia l'estensione dell'omologazione attribuisce un numero di serie a tale estensione e ne informa le altre parti contraenti dell'accordo del 1958 che applicano il presente regolamento mediante una scheda di notifica conforme al modello di cui all'allegato 2D del presente regolamento.
22. CESSAZIONE DEFINITIVA DELLA PRODUZIONE
Il titolare di un'omologazione che cessi completamente la produzione di un tipo di veicolo omologato a norma del presente regolamento ne informa l'autorità di omologazione che ha rilasciato l'omologazione. A seguito di tale comunicazione detta autorità informa le altre parti contraenti dell'accordo che applicano il presente regolamento mediante una scheda di notifica conforme al modello di cui all'allegato 2D del presente regolamento.
23. DENOMINAZIONE E INDIRIZZO DEI SERVIZI TECNICI INCARICATI DI ESEGUIRE LE PROVE DI OMOLOGAZIONE E DELLE AUTORITÀ DI OMOLOGAZIONE
Le parti contraenti dell'accordo che applicano il presente regolamento comunicano al segretariato delle Nazioni Unite la denominazione e l'indirizzo dei servizi tecnici incaricati di eseguire le prove di omologazione nonché delle autorità di omologazione che rilasciano l'omologazione, a cui devono essere inviate le schede attestanti il rilascio, l'estensione, il rifiuto o la revoca dell'omologazione emesse negli altri paesi.
24. DISPOSIZIONI TRANSITORIE
24.1. Dalla data ufficiale di entrata in vigore della serie 01 di modifiche del presente regolamento, nessuna delle parti contraenti che applicano il presente regolamento può rifiutare di rilasciare o di accettare un'omologazione a norma del presente regolamento, modificato dalla serie 01 di modifiche.
24.2. Trascorsi 12 mesi dalla data ufficiale di entrata in vigore della serie 01 di modifiche del presente regolamento, le parti contraenti che applicano il presente regolamento rilasciano l'omologazione unicamente se il tipo di componenti da omologare è conforme alle prescrizioni della parte I del presente regolamento, modificato dalla serie 01 di modifiche del medesimo regolamento.
24.3. Le omologazioni di componenti diversi dal canale di alimentazione, quale definito al punto 4.72, concesse a norma della versione originale del presente regolamento restano valide e sono accettate ai fini dell'installazione di tali componenti sui veicoli.
24.4. Trascorsi 18 mesi dalla data ufficiale di entrata in vigore della serie 01 di modifiche del presente regolamento, le parti contraenti che applicano il presente regolamento rilasciano l'omologazione unicamente se il tipo di veicolo da omologare è conforme alle prescrizioni della parte II del presente regolamento, modificato dalla serie 01 di modifiche del medesimo regolamento.
24.5. Fino a 12 mesi dopo la data di entrata in vigore della serie 01 di modifiche del presente regolamento, le parti contraenti che applicano il presente regolamento possono continuare a rilasciare omologazioni per il tipo di componenti di cui alla versione originale del presente regolamento senza prendere in considerazione le disposizioni della serie 01 di modifiche.
24.6. Fino a 18 mesi dopo la data di entrata in vigore della serie 01 di modifiche del presente regolamento, le parti contraenti che applicano il presente regolamento possono continuare a rilasciare omologazioni per il tipo di veicolo di cui alla versione originale del presente regolamento senza prendere in considerazione le disposizioni della serie 01 di modifiche.
24.7. Fatte salve le disposizioni di cui ai punti 24.5. e 24.6, le parti contraenti che applicano il presente regolamento non possono rifiutare il rilascio, per tipi esistenti di componenti o di veicoli, di estensioni di omologazioni che sono state rilasciate a norma del presente regolamento senza prendere in considerazione le disposizioni della serie 01 di modifiche del presente regolamento.
(1) Secondo le definizioni contenute nella risoluzione consolidata sulla costruzione dei veicoli (R.E.3), documento ECE/TRANS/WP.29/78/Rev. 3, paragrafo 2. — www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html.
(2) American Society for Testing and Materials.
(3) British Standards Institution.
(4) Norma europea.
(5) Organizzazione internazionale per la standardizzazione.
(6) National Association of Corrosion Engineers.
(7) Commissione economica per l'Europa delle Nazioni Unite; regolamenti.
(8) Regolamenti federali degli Stati Uniti d'America
(9) Society of Automotive Engineers
(10) [n] indica le dimensioni del campione ed è determinato dall'autorità di omologazione.
(11) I numeri distintivi delle parti contraenti dell'accordo del 1958 si trovano nell'allegato 3 della Risoluzione consolidata sulla costruzione dei veicoli (R.E.3), documento ECE/TRANS/WP.29/78/Rev. 3, allegato 3 — www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html.
(12) I numeri distintivi delle parti contraenti dell'accordo del 1958 si trovano nell'allegato 3 della Risoluzione consolidata sulla costruzione dei veicoli (R.E.3), documento ECE/TRANS/WP.29/78/Rev. 3, allegato 3 — www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html.
ALLEGATO 1 A
CARATTERISTICHE ESSENZIALI DEI COMPONENTI PER ALIMENTAZIONE CON GNC/GNL
1. (non assegnato)
1.2.4.5.1. Descrizione dell'impianto:
1.2.4.5.2. Regolatore/i di pressione del GNC: sì/no (1)
1.2.4.5.2.1. Marca o marche: …
1.2.4.5.2.2. Tipo o tipi: …
1.2.4.5.2.5. Disegni: …
1.2.4.5.2.6. Numero dei punti di regolazione principali: …
1.2.4.5.2.7. Descrizione del principio di regolazione ai punti di regolazione principali: …
1.2.4.5.2.8. Numero di punti di regolazione del minimo: …
1.2.4.5.2.9. Descrizione dei principi di regolazione ai punti di regolazione del minimo: …
1.2.4.5.2.10. Altre possibilità di regolazione: se sì, quali (allegare descrizione e disegni):
1.2.4.5.2.11. Pressione/i di esercizio (2): … kPa
1.2.4.5.2.12. Materiale: …
1.2.4.5.2.13. Temperature di funzionamento (2): … °C
1.2.4.5.3. Miscelatore gas/aria per GNC: sì/no (1)
1.2.4.5.3.1. Numero: …
1.2.4.5.3.2. Marca o marche: …
1.2.4.5.3.3. Tipo o tipi: …
1.2.4.5.3.4. Disegni: …
1.2.4.5.3.5. Possibilità di regolazione: …
1.2.4.5.3.6. Pressione/i di esercizio (2): … kPa
1.2.4.5.3.7. Materiale: …
1.2.4.5.3.8. Temperature di funzionamento (2): … °C
1.2.4.5.4. Regolatore di portata del gas per GNC: sì/no (1)
1.2.4.5.4.1. Numero: …
1.2.4.5.4.2. Marca o marche: …
1.2.4.5.4.3. Tipo o tipi: …
1.2.4.5.4.4. Disegni: …
1.2.4.5.4.5. Possibilità di regolazione (descrizione) …
…
1.2.4.5.4.6. Pressione/i di esercizio (2): … kPa
1.2.4.5.4.7. Materiale: …
1.2.4.5.4.8. Temperature di funzionamento (2): … °C
1.2.4.5.5. Iniettore/i di gas per GNC: sì/no (1)
1.2.4.5.5.1. Marca o marche: …
1.2.4.5.5.2. Tipo o tipi: …
1.2.4.5.5.3. Identificazione: …
1.2.4.5.5.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.5.5. Schemi di installazione: …
1.2.4.5.5.6. Materiale: …
1.2.4.5.5.7. Temperature di funzionamento (2): … °C
1.2.4.5.6. Centralina elettronica (per l'alimentazione con GNC e/o GNL): sì/no (1)
1.2.4.5.6.1. Marca o marche: …
1.2.4.5.6.2. Tipo o tipi: …
1.2.4.5.6.3. Possibilità di regolazione: …
1.2.4.5.6.4. Principi di base del software: …
1.2.4.5.6.5. Temperature di funzionamento (2): … °C
1.2.4.5.7. Contenitore/i o bombola/e per GNC: sì/no (1)
Serbatoio/i o recipiente/i per GNL: sì/no (1)
1.2.4.5.7.1. Marca o marche: …
1.2.4.5.7.2. Tipo o tipi (allegare disegni): …
1.2.4.5.7.3. Capacità: … litri
1.2.4.5.7.4. Schemi d'installazione del contenitore/serbatoio: …
1.2.4.5.7.5. Dimensioni: …
1.2.4.5.7.6. Materiale: …
1.2.4.5.8. Accessori del contenitore per GNC/del serbatoio per GNL
1.2.4.5.8.1. Indicatore di pressione: sì/no (1)
1.2.4.5.8.1.1. Marca o marche: …
1.2.4.5.8.1.2. Tipo o tipi: …
1.2.4.5.8.1.3. Principio di funzionamento: galleggiante/altro (1) (allegare descrizione o disegni)
1.2.4.5.8.1.4. Pressione/i di esercizio (2): … MPa
1.2.4.5.8.1.5. Materiale: …
1.2.4.5.8.1.6. Temperature di funzionamento (2): … °C
1.2.4.5.8.2. Valvola di sicurezza alla sovrapressione (valvola di scarico): sì/no (1)
1.2.4.5.8.2.1. Marca o marche: …
1.2.4.5.8.2.2. Tipo o tipi: …
1.2.4.5.8.2.3. Pressione/i di esercizio (2): … MPa
1.2.4.5.8.2.4. Materiale:…
1.2.4.5.8.2.5. Temperature di funzionamento (2): … °C
1.2.4.5.8.3. Valvola automatica della bombola
1.2.4.5.8.3.1. Marca o marche: …
1.2.4.5.8.3.2. Tipo o tipi: …
1.2.4.5.8.3.3. Pressione/i di esercizio (2): … MPa
1.2.4.5.8.3.4. Materiale: …
1.2.4.5.8.3.5. Temperature di funzionamento (2): … °C
1.2.4.5.8.4. Valvola limitatrice di flusso: sì/no (1)
1.2.4.5.8.4.1. Marca o marche: …
1.2.4.5.8.4.2. Tipo o tipi: …
1.2.4.5.8.4.3. Pressione/i di esercizio (2): … MPa
1.2.4.5.8.4.4. Materiale: …
1.2.4.5.8.4.5. Temperature di funzionamento (2): … °C
1.2.4.5.8.5. Camera stagna di ventilazione: sì/no (1)
1.2.4.5.8.5.1. Marca o marche: …
1.2.4.5.8.5.2. Tipo o tipi: …
1.2.4.5.8.5.3. Pressione/i di esercizio (2): … MPa
1.2.4.5.8.5.4. Materiale: …
1.2.4.5.8.5.5. Temperature di funzionamento (2): … °C
1.2.4.5.8.6. Valvola manuale: sì/no (1)
1.2.4.5.8.6.1. Marca o marche: …
1.2.4.5.8.6.2. Tipo o tipi: …
1.2.4.5.8.6.3. Disegni: …
1.2.4.5.8.6.4. Pressione/i di esercizio (2): … MPa
1.2.4.5.8.6.5. Materiale: …
1.2.4.5.8.6.6. Temperature di funzionamento (2): … °C
1.2.4.5.9. Dispositivo di sicurezza alla sovrapressione (PRD — termofusibile): sì/no (1)
1.2.4.5.9.1. Marca o marche: …
1.2.4.5.9.2. Tipo o tipi: …
1.2.4.5.9.3. Descrizione e disegni: …
1.2.4.5.9.4. Temperatura di attivazione (2): … °C
1.2.4.5.9.5. Materiale: …
1.2.4.5.9.6. Temperature di funzionamento (2): … °C
1.2.4.5.10. Unità o bocchettone di riempimento: sì/no (1)
1.2.4.5.10.1. Marca o marche: …
1.2.4.5.10.2. Tipo o tipi: …
1.2.4.5.10.3. Pressione/i di esercizio (2): … MPa
1.2.4.5.10.4. Descrizione e disegni: …
1.2.4.5.10.5. Materiale: …
1.2.4.5.10.6. Temperature di funzionamento (2): … °C
1.2.4.5.11. Tubi flessibili di alimentazione: sì/no (1)
1.2.4.5.11.1. Marca o marche: …
1.2.4.5.11.2. Tipo o tipi: …
1.2.4.5.11.3. Descrizione: …
1.2.4.5.11.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.11.5. Materiale: …
1.2.4.5.11.6. Temperature di funzionamento (2): … °C
1.2.4.5.12. Sensore/i di pressione e di temperatura: sì/no (1)
1.2.4.5.12.1. Marca o marche: …
1.2.4.5.12.2. Tipo o tipi: …
1.2.4.5.12.3. Descrizione: …
1.2.4.5.12.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.12.5. Materiale: …
1.2.4.5.12.6. Temperature di funzionamento (2): … °C
1.2.4.5.13. Filtro/i per GNC: sì/no (1)
1.2.4.5.13.1. Marca o marche: …
1.2.4.5.13.2. Tipo o tipi: …
1.2.4.5.13.3. Descrizione: …
1.2.4.5.13.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.13.5. Materiale: …
1.2.4.5.13.6. Temperature di funzionamento (2): … °C
1.2.4.5.14. Valvola/e di non ritorno o valvola/e di ritenuta: sì/no (1)
1.2.4.5.14.1. Marca o marche: …
1.2.4.5.14.2. Tipo o tipi: …
1.2.4.5.14.3. Descrizione: …
1.2.4.5.14.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.14.5. Materiale: …
1.2.4.5.14.6. Temperature di funzionamento (2): … °C
1.2.4.5.15. Collegamento dell'impianto di riscaldamento all'impianto a GNC/GNL: sì/no (1)
1.2.4.5.15.1. Marca o marche: …
1.2.4.5.15.2. Tipo o tipi: …
1.2.4.5.15.3. Descrizione e disegni dell'installazione: …
1.2.4.5.16. PRD (azionato dalla pressione): sì/no (1)
1.2.4.5.16.1. Marca o marche: …
1.2.4.5.16.2. Tipo o tipi: …
1.2.4.5.16.3. Descrizione e disegni: …
1.2.4.5.16.4. Pressione di attivazione (2): … MPa
1.2.4.5.16.5. Materiale: …
1.2.4.5.16.6. Temperature di funzionamento (2): … °C
1.2.4.5.17. Canale di alimentazione: sì/no (1)
1.2.4.5.17.1. Marca o marche: …
1.2.4.5.17.2. Tipo o tipi: …
1.2.4.5.17.3. Descrizione: …
1.2.4.5.17.4. Pressione di esercizio (2): … kPa
1.2.4.5.17.5. Materiale: …
1.2.4.5.17.6. Temperature di funzionamento (2): … °C
1.2.4.5.18. Scambiatore di calore/vaporizzatore: sì/no (1)
1.2.4.5.18.1. Marca o marche: …
1.2.4.5.18.2. Disegni: …
1.2.4.5.18.3. Pressione/i di esercizio (2): … MPa
1.2.4.5.18.4. Materiale: …
1.2.4.5.18.5. Temperature di funzionamento (2): … °C
1.2.4.5.19. Rilevatore di gas naturale: sì/no (1)
1.2.4.5.19.1. Marca o marche: …
1.2.4.5.19.2. Tipo o tipi: …
1.2.4.5.19.3. Disegni: …
1.2.4.5.19.4. Pressione/i di esercizio (2): … MPa
1.2.4.5.19.5. Materiale: …
1.2.4.5.19.6. Temperature di funzionamento (2): … °C
1.2.4.5.19.7. Valori impostati: …
1.2.4.5.20. Bocchettone/i di riempimento del GNL: sì/no (1)
1.2.4.5.20.1. Marca o marche: …
1.2.4.5.20.2. Tipo o tipi: …
1.2.4.5.20.3. Descrizione: …
1.2.4.5.20.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.20.5. Materiale: …
1.2.4.5.21. Regolatore di pressione del GNL: sì/no (1)
1.2.4.5.21.1. Marca o marche: …
1.2.4.5.21.2. Tipo o tipi: …
1.2.4.5.21.3. Descrizione: …
1.2.4.5.21.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.21.5. Materiale: …
1.2.4.5.22. Sensore/i di pressione e/o di temperatura: sì/no (1)
1.2.4.5.22.1. Marca o marche: …
1.2.4.5.22.2. Tipo o tipi: …
1.2.4.5.22.3. Descrizione: …
1.2.4.5.22.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.22.5. Materiale: …
1.2.4.5.23. Valvola/e manuale/i del GNL: sì/no (1)
1.2.4.5.23.1. Marca o marche: …
1.2.4.5.23.2. Tipo o tipi: …
1.2.4.5.23.3. Descrizione: …
1.2.4.5.23.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.23.5. Materiale: …
1.2.4.5.24. Valvola/valvole automatiche del GNL: sì/no (1)
1.2.4.5.24.1. Marca o marche: …
1.2.4.5.24.2. Tipo o tipi: …
1.2.4.5.24.3. Descrizione: …
1.2.4.5.24.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.24.5. Materiale: …
1.2.4.5.25. Valvola/e di non ritorno del GNL: sì/no (1)
1.2.4.5.25.1. Marca o marche: …
1.2.4.5.25.2. Tipo o tipi: …
1.2.4.5.25.3. Descrizione: …
1.2.4.5.25.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.25.5. Materiale: …
1.2.4.5.26. Valvola di sicurezza alla sovrapressione del GNL: sì/no (1)
1.2.4.5.26.1. Marca o marche: …
1.2.4.5.26.2. Tipo o tipi: …
1.2.4.5.26.3. Descrizione: …
1.2.4.5.26.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.26.5. Materiale: …
1.2.4.5.27. Valvola limitatrice di flusso del GNL: sì/no (1)
1.2.4.5.27.1. Marca o marche: …
1.2.4.5.27.2. Tipo o tipi: …
1.2.4.5.27.3. Descrizione: …
1.2.4.5.27.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.27.5. Materiale: …
1.2.4.5.28. Pompa di alimentazione del GNL: sì/no (1)
1.2.4.5.28.1. Marca o marche: …
1.2.4.5.28.2. Tipo o tipi: …
1.2.4.5.28.3. Descrizione: …
1.2.4.5.28.4. Pressione/i di esercizio (2): … kPa
1.2.4.5.28.5. Posizione all'interno/all'esterno del serbatoio di GNL (1): …
1.2.4.5.28.6. Temperature di funzionamento (2): … °C
1.2.5. Impianto di raffreddamento: (liquido/aria) (1)
1.2.5.1. Descrizione dell'impianto/disegni relativi all'impianto a GNC/GNL: …
(1) Cancellare la dicitura inutile.
(2) Specificare la tolleranza.
ALLEGATO 1B
CARATTERISTICHE ESSENZIALI DEL VEICOLO, DEL MOTORE E DELL'IMPIANTO A GNC/GNL
0. Descrizione del veicolo/dei veicoli
0.1. Marca: …
0.2. Tipo o tipi: …
0.3. Nome e indirizzo del fabbricante: …
0.4. Tipo o tipi del motore e numero/i di omologazione: …
1. Descrizione del motore/dei motori
1.1. Costruttore: …
1.1.1. Codice/i motore del costruttore (quale apposto sul motore o altri mezzi d'identificazione): …
1.2. Motore a combustione interna
1.2.3. (non assegnato)
1.2.4.5.1. (non assegnato)
1.2.4.5.2. Regolatore/i di pressione:
1.2.4.5.2.1. Marca o marche: …
1.2.4.5.2.2. Tipo o tipi: …
1.2.4.5.2.3. Pressione/i di esercizio (1): … kPa
1.2.4.5.2.4. Materiale: …
1.2.4.5.2.5. Temperature di funzionamento (1): … °C
1.2.4.5.3. Miscelatore gas/aria: sì/no (2)
1.2.4.5.3.1. Numero: …
1.2.4.5.3.2. Marca o marche: …
1.2.4.5.3.3. Tipo o tipi: …
1.2.4.5.3.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.3.5. Materiale: …
1.2.4.5.3.6. Temperature di funzionamento (1): … °C
1.2.4.5.4. Regolatore di portata del gas: sì/no (2)
1.2.4.5.4.1. Numero: …
1.2.4.5.4.2. Marca o marche: …
1.2.4.5.4.3. Tipo o tipi: …
1.2.4.5.4.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.4.5. Materiale: …
1.2.4.5.4.6. Temperature di funzionamento (1): … °C
1.2.4.5.5. Iniettore/i di gas: sì/no (2)
1.2.4.5.5.1. Marca o marche: …
1.2.4.5.5.2. Tipo o tipi: …
1.2.4.5.5.3. Pressione/i di esercizio (1): … kPa
1.2.4.5.5.4. Materiale: …
1.2.4.5.5.5. Temperature di funzionamento (1): … °C
1.2.4.5.6. Centralina elettronica: sì/no (2)
1.2.4.5.6.1. Marca o marche: …
1.2.4.5.6.2. Tipo o tipi: …
1.2.4.5.6.3. Principi di base del software: …
1.2.4.5.6.4. Temperature di funzionamento (1): … °C
1.2.4.5.7. Contenitore/i o bombola/e per GNC: sì/no (2)
Serbatoio/i o recipiente/i per GNL: sì/no (2)
1.2.4.5.7.1. Marca o marche: …
1.2.4.5.7.2. Tipo o tipi: …
1.2.4.5.7.3. Capacità: … litri
1.2.4.5.7.4. Numero di riconoscimento: …
1.2.4.5.7.5. Dimensioni: …
1.2.4.5.7.6. Materiale: …
1.2.4.5.8. Accessori del contenitore per GNC/del serbatoio per GNL
1.2.4.5.8.1. Indicatore di pressione:
1.2.4.5.8.1.1. Marca o marche: …
1.2.4.5.8.1.2. Tipo o tipi: …
1.2.4.5.8.1.3. Pressione/i di esercizio (1): … MPa
1.2.4.5.8.1.4. Materiale: …
1.2.4.5.8.1.5. Temperature di funzionamento (1): … °C
1.2.4.5.8.2. Valvola di sicurezza alla sovrapressione (valvola di scarico): sì/no (2)
1.2.4.5.8.2.1. Marca o marche: …
1.2.4.5.8.2.2. Tipo o tipi: …
1.2.4.5.8.2.3. Pressione di esercizio (1): … MPa
1.2.4.5.8.2.4. Materiale: …
1.2.4.5.8.2.5. Temperature di funzionamento (1): … °C
1.2.4.5.8.3. Valvola o valvole automatiche:
1.2.4.5.8.3.1. Marca o marche: …
1.2.4.5.8.3.2. Tipo o tipi: …
1.2.4.5.8.3.3. Pressione/i di esercizio (1): … MPa
1.2.4.5.8.3.4. Materiale: …
1.2.4.5.8.3.5. Temperature di funzionamento (1): … °C
1.2.4.5.8.4. Valvola limitatrice di flusso: sì/no (2)
1.2.4.5.8.4.1. Marca o marche: …
1.2.4.5.8.4.2. Tipo o tipi: …
1.2.4.5.8.4.3. Pressione/i di esercizio (1): … MPa
1.2.4.5.8.4.4. Materiale: …
1.2.4.5.8.4.5. Temperature di funzionamento (1): … °C
1.2.4.5.8.5. Camera stagna di ventilazione: sì/no (2)
1.2.4.5.8.5.1. Marca o marche: …
1.2.4.5.8.5.2. Tipo o tipi: …
1.2.4.5.8.5.3. Pressione/i di esercizio (1): … MPa
1.2.4.5.8.5.4. Materiale: …
1.2.4.5.8.5.5. Temperature di funzionamento (1): … °C
1.2.4.5.8.6. Valvola manuale:
1.2.4.5.8.6.1. Marca o marche: …
1.2.4.5.8.6.2. Tipo o tipi: …
1.2.4.5.8.6.3. Pressione/i di esercizio (1): … MPa
1.2.4.5.8.6.4. Materiale: …
1.2.4.5.8.6.5. Temperature di funzionamento (1): … °C
1.2.4.5.9. Dispositivo di sicurezza alla sovrapressione (PRD — termofusibile): sì/no (2)
1.2.4.5.9.1. Marca o marche: …
1.2.4.5.9.2. Tipo o tipi: …
1.2.4.5.9.3. Temperatura di attivazione (1): … °C
1.2.4.5.9.4. Materiale: …
1.2.4.5.9.5. Temperature di funzionamento (1): … °C
1.2.4.5.10. Unità o bocchettone di riempimento: sì/no (2)
1.2.4.5.10.1. Marca o marche: …
1.2.4.5.10.2. Tipo o tipi: …
1.2.4.5.10.3. Pressione/i di esercizio (1): … MPa
1.2.4.5.10.4. Materiale: …
1.2.4.5.10.5. Temperature di funzionamento (1): … °C
1.2.4.5.11. Tubi flessibili di alimentazione: sì/no (2)
1.2.4.5.11.1. Marca o marche: …
1.2.4.5.11.2. Tipo o tipi: …
1.2.4.5.11.3. Pressione/i di esercizio (1): … kPa
1.2.4.5.11.4. Materiale: …
1.2.4.5.11.5. Temperature di funzionamento (1): … °C
1.2.4.5.12. Sensore/i di pressione e di temperatura: sì/no (2)
1.2.4.5.12.1. Marca o marche: …
1.2.4.5.12.2. Tipo o tipi: …
1.2.4.5.12.3. Pressione/i di esercizio (1): … kPa
1.2.4.5.12.4. Materiale: …
1.2.4.5.12.5. Temperature di funzionamento (1): … °C
1.2.4.5.13. Filtro per GNC: sì/no (2)
1.2.4.5.13.1. Marca o marche: …
1.2.4.5.13.2. Tipo o tipi: …
1.2.4.5.13.3. Pressione/i di esercizio (1): … kPa
1.2.4.5.13.4. Materiale: …
1.2.4.5.13.5. Temperature di funzionamento (1): … °C
1.2.4.5.14. Valvola/e di non ritorno o valvola/e di ritenuta: sì/no (2)
1.2.4.5.14.1. Marca o marche: …
1.2.4.5.14.2. Tipo o tipi: …
1.2.4.5.14.3. Pressione/i di esercizio (1): … kPa
1.2.4.5.14.4. Materiale: …
1.2.4.5.14.5. Temperature di funzionamento (1): … °C
1.2.4.5.15. Collegamento dell'impianto di riscaldamento all'impianto a GNC/GNL: sì/no (2)
1.2.4.5.15.1. Marca o marche: …
1.2.4.5.15.2. Tipo o tipi: …
1.2.4.5.15.3. Descrizione e schemi di installazione: …
1.2.4.5.16. PRD (azionato dalla pressione): sì/no (2)
1.2.4.5.16.1. Marca o marche: …
1.2.4.5.16.2. Tipo o tipi: …
1.2.4.5.16.3. Pressione di attivazione (1): … MPa
1.2.4.5.16.4. Materiale: …
1.2.4.5.16.5. Temperature di funzionamento (1): … °C
1.2.4.5.17. Canale di alimentazione: sì/no (2)
1.2.4.5.17.1. Marca o marche: …
1.2.4.5.17.2. Tipo o tipi: …
1.2.4.5.17.3. Pressione di esercizio (1): … kPa
1.2.4.5.17.4. Materiale: …
1.2.4.5.17.5. Temperature di funzionamento (1): … °C
1.2.4.5.18. Scambiatore di calore/vaporizzatore: sì/no (2)
1.2.4.5.18.1. Marca o marche: …
1.2.4.5.18.2. Tipo o tipi: …
1.2.4.5.18.3. Disegni: …
1.2.4.5.18.4. Pressione/i di esercizio (1): … MPa
1.2.4.5.18.5. Materiale: …
1.2.4.5.18.6. Temperature di funzionamento (1): … °C
1.2.4.5.19. Rilevatore di gas naturale: sì/no (2)
1.2.4.5.19.1. Marca o marche: …
1.2.4.5.19.2. Tipo o tipi: …
1.2.4.5.19.3. Disegni: …
1.2.4.5.19.4. Pressione/i di esercizio (1): … MPa
1.2.4.5.19.5. Materiale: …
1.2.4.5.19.6. Temperature di funzionamento (1): … °C
1.2.4.5.19.7. Valori impostati: …
1.2.4.5.20. Bocchettone/i di riempimento del GNL: sì/no (2)
1.2.4.5.20.1. Marca o marche: …
1.2.4.5.20.2. Tipo o tipi: …
1.2.4.5.20.3. Descrizione: …
1.2.4.5.20.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.20.5. Materiale: …
1.2.4.5.21. Regolatore di pressione del GNL: sì/no (2)
1.2.4.5.21.1. Marca o marche: …
1.2.4.5.21.2. Tipo o tipi: …
1.2.4.5.21.3. Descrizione: …
1.2.4.5.21.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.21.5. Materiale: …
1.2.4.5.22. Sensore/i di pressione e/o di temperatura: sì/no (2)
1.2.4.5.22.1. Marca o marche: …
1.2.4.5.22.2. Tipo o tipi: …
1.2.4.5.22.3. Descrizione: …
1.2.4.5.22.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.22.5. Materiale: …
1.2.4.5.23. Valvola/e manuale/i del GNL: sì/no (2)
1.2.4.5.23.1. Marca o marche: …
1.2.4.5.23.2. Tipo o tipi: …
1.2.4.5.23.3. Descrizione: …
1.2.4.5.23.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.23.5. Materiale: …
1.2.4.5.24. Valvola/valvole automatiche del GNL: sì/no (2)
1.2.4.5.24.1. Marca o marche: …
1.2.4.5.24.2. Tipo o tipi: …
1.2.4.5.24.3. Descrizione: …
1.2.4.5.24.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.24.5. Materiale: …
1.2.4.5.25. Valvola/e di non ritorno del GNL: sì/no (2)
1.2.4.5.25.1. Marca o marche: …
1.2.4.5.25.2. Tipo o tipi: …
1.2.4.5.25.3. Descrizione:
1.2.4.5.25.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.25.5. Materiale: …
1.2.4.5.26. Valvola di sicurezza alla sovrapressione del GNL: sì/no (2)
1.2.4.5.26.1. Marca o marche: …
1.2.4.5.26.2. Tipo o tipi: …
1.2.4.5.26.3. Descrizione: …
1.2.4.5.26.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.26.5. Materiale: …
1.2.4.5.27. Valvola limitatrice di flusso del GNL: sì/no (2)
1.2.4.5.27.1. Marca o marche: …
1.2.4.5.27.2. Tipo o tipi: …
1.2.4.5.27.3. Descrizione: …
1.2.4.5.27.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.27.5. Materiale: …
1.2.4.5.28. Pompa di alimentazione del GNL: sì/no (2)
1.2.4.5.28.1. Marca o marche: …
1.2.4.5.28.2. Tipo o tipi: …
1.2.4.5.28.3. Descrizione: …
1.2.4.5.28.4. Pressione/i di esercizio (1): … kPa
1.2.4.5.28.5. Posizione all'interno/all'esterno del serbatoio di GNL (2):
1.2.4.5.28.6. Temperature di funzionamento (1): …
1.2.4.5.29. Altra documentazione: …
1.2.4.5.29.1. Descrizione dell'impianto a GNC/a GNL2
1.2.4.5.29.2. Configurazione dell'impianto (collegamenti elettrici, collettori a vuoto, condotte di compensazione ecc.): …
1.2.4.5.29.3. Rappresentazione del simbolo: …
1.2.4.5.29.4. Caratteristiche di regolazione: …
1.2.4.5.29.5. Numero di omologazione del veicolo per l'alimentazione a benzina, se già rilasciata: …
1.2.5. Impianto di raffreddamento: (liquido/aria) (2)
(1) Specificare la tolleranza.
(2) Cancellare la dicitura inutile.
ALLEGATO 2 A
CONFIGURAZIONE DEL MARCHIO DI OMOLOGAZIONE DEI COMPONENTI PER ALIMENTAZIONE CON GNC/GNL
(cfr. punto 7.2. del presente regolamento)

Il marchio di omologazione sopra riportato, apposto sul componente per alimentazione con GNC e/o con GNL, indica che il componente è stato omologato in Italia (E3), a norma del regolamento n. 110, con il numero di omologazione 012439. Le prime due cifre del numero di omologazione indicano che l'omologazione è stata rilasciata conformemente alle prescrizioni del regolamento n. 110, quale modificato dalla serie 01 di modifiche.
La lettera «L» indica che il prodotto è idoneo per l'utilizzo con GNL.
La lettera «M» indica che il prodotto è idoneo per l'utilizzo a temperature moderate.
La lettera «C» indica che il prodotto è idoneo per l'utilizzo a bassa temperatura.
ALLEGATO 2B

Addendum
1. Informazioni complementari relative all'omologazione di un tipo di componenti per alimentazione con GNC/GNL a norma del regolamento n. 110
1.1. Sistema di stoccaggio del gas naturale
1.1.1. Contenitore/i o bombola/e (per impianto a GNC)
1.1.1.1. Dimensioni: …
1.1.1.2. Materiale: …
1.1.2. Serbatoio/i o recipiente/i (impianto a GNL)
1.1.2.1. Capacità: …
1.1.2.2. Materiale: …
1.2. Indicatore di pressione
1.2.1. Pressione/i di esercizio (1): … MPa
1.2.2. Materiale: …
1.3. Valvola di sicurezza alla sovrapressione (valvola di scarico)
1.3.1. Pressione/i di esercizio (1): … MPa
1.3.2. Materiale: …
1.4. Valvola o valvole automatiche
1.4.1. Pressione/i di esercizio (1): … MPa
1.4.2. Materiale: …
1.5. Valvola limitatrice di flusso
1.5.1. Pressione/i di esercizio (1): … MPa
1.5.2. Materiale: …
1.6. Camera stagna di ventilazione
1.6.1. Pressione/i di esercizio: … MPa
1.6.2. Materiale: …
1.7. Regolatore/i di pressione
1.7.1. Pressione/i di esercizio (1): … MPa
1.7.2. Materiale: …
1.8. Valvola/e di non ritorno o valvola/e di ritenuta
1.8.1. Pressione/i di esercizio (1): … MPa
1.8.2. Materiale: …
1.9. Dispositivo di sicurezza alla sovrapressione (PRD — termofusibile)
1.9.1. Pressione/i di esercizio (1): … MPa
1.9.2. Materiale: …
1.10. Valvola manuale
1.10.1. Pressione/i di esercizio (1): … MPa
1.10.2. Materiale: …
1.11. Tubi flessibili
1.11.1. Pressione/i di esercizio (1): … MPa
1.11.2. Materiale: …
1.12. Unità o bocchettone di riempimento
1.12.1. Pressione/i di esercizio (1): … MPa
1.12.2. Materiale: …
1.13. Iniettore/i di gas
1.13.1. Pressione/i di esercizio (1): … MPa
1.13.2. Materiale: …
1.14. Regolatore di portata del gas
1.14.1. Pressione/i di esercizio (1): … MPa
1.14.2. Materiale: …
1.15. Miscelatore gas/aria
1.15.1. Pressione/i di esercizio (1): … MPa
1.15.2. Materiale: …
1.16. Centralina elettronica
1.16.1. Principi di base del software: …
1.17. Sensore/i di pressione e di temperatura
1.17.1. Pressione/i di esercizio (1): … MPa
1.17.2. Materiale: …
1.18. Filtro/i per GNC
1.18.1. Pressione/i di esercizio (1): … MPa
1.18.2. Materiale: …
1.19. PRD (azionato dalla pressione)
1.19.1. Pressione/i di esercizio (1): … MPa
1.19.2. Materiale: …
1.20. Canale/i di alimentazione
1.20.1. Pressione/i di esercizio (1): … MPa
1.20.2. Materiale: …
1.21. Scambiatore/i di calore/vaporizzatore/i
1.21.1. Pressione/i di esercizio (1): … MPa
1.21.2. Materiale: …
1.22. Rilevatore/i di gas naturale
1.22.1. Pressione/i di esercizio (1): … MPa
1.22.2. Materiale: … MPa
1.23. Bocchettone/i di riempimento del GNL
1.23.1. Pressione/i di esercizio (1): … MPa
1.23.2. Materiale: … MPa
1.24. Regolatore/i di pressione del GNL
1.24.1. Pressione/i di esercizio (1): … MPa
1.24.2. Materiale: … MPa
1.25. Sensore/i di pressione e/o di temperatura del GNL
1.25.1. Pressione/i di esercizio (1): … MPa
1.25.2. Materiale: … MPa
1.26. Valvola/e manuale/i del GNL
1.26.1. Pressione/i di esercizio (1): … MPa
1.26.2. Materiale: … MPa
1.27. Valvola/valvole automatiche del GNL
1.27.1. Pressione/i di esercizio (1): … MPa
1.27.2. Materiale: … MPa
1.28. Valvola/e di non ritorno del GNL
1.28.1. Pressione/i di esercizio (1): … MPa
1.28.2. Materiale: … MPa
1.29. Valvola di sicurezza alla sovrapressione (PRV) del GNL
1.29.1. Pressione/i di esercizio (1): … MPa
1.29.2. Materiale: … MPa
1.30. Valvola limitatrice di flusso del GNL
1.30.1. Pressione/i di esercizio (1): … MPa
1.30.2. Materiale: … MPa
1.31. Pompa/e di alimentazione del GNL
1.31.1. Pressione/i di esercizio (1): … MPa
1.31.2. Materiale: … MPa
(1) Specificare la tolleranza.
ALLEGATO 2C
CONFIGURAZIONE DEI MARCHI DI OMOLOGAZIONE
MODELLO A
(cfr. punto 17.2. del presente regolamento)

Il marchio di omologazione sopra riportato, apposto su un veicolo, indica che, per quanto riguarda l'installazione di un impianto a GNC/GNL per l'alimentazione del motore con gas naturale, il veicolo è stato omologato in Italia (E3) a norma del regolamento n. 100, con il numero di omologazione 012439. Le prime due cifre del numero di omologazione indicano che l'omologazione è stata rilasciata conformemente alle prescrizioni del regolamento n 110, quale modificato dalla serie 01 di modifiche.
La lettera «L» indica che il prodotto è idoneo per l'utilizzo con GNL.
La lettera «M» indica che il prodotto è idoneo per l'utilizzo a temperature moderate.
La lettera «C» indica che il prodotto è idoneo per l'utilizzo a bassa temperatura.
MODELLO B
(cfr. punto 17.2. del presente regolamento)

Il marchio di omologazione sopra riportato, apposto su un veicolo, indica che, per quanto riguarda l'installazione di un impianto a GNC/GNL per l'alimentazione del motore con gas naturale, il veicolo è stato omologato in Italia (E3) a norma del regolamento n. 100, con il numero di omologazione 012439. Le prime due cifre del numero di omologazione indicano che l'omologazione è stata rilasciata conformemente alle prescrizioni del regolamento n. 110, quale modificato dalla serie 01 di modifiche, e che il regolamento n. 83 includeva la serie 05 di modifiche.
La lettera «L» indica che il prodotto è idoneo per l'utilizzo con GNL.
La lettera «M» indica che il prodotto è idoneo per l'utilizzo a temperature moderate.
La lettera «C» indica che il prodotto è idoneo per l'utilizzo a bassa temperatura.
ALLEGATO 2D
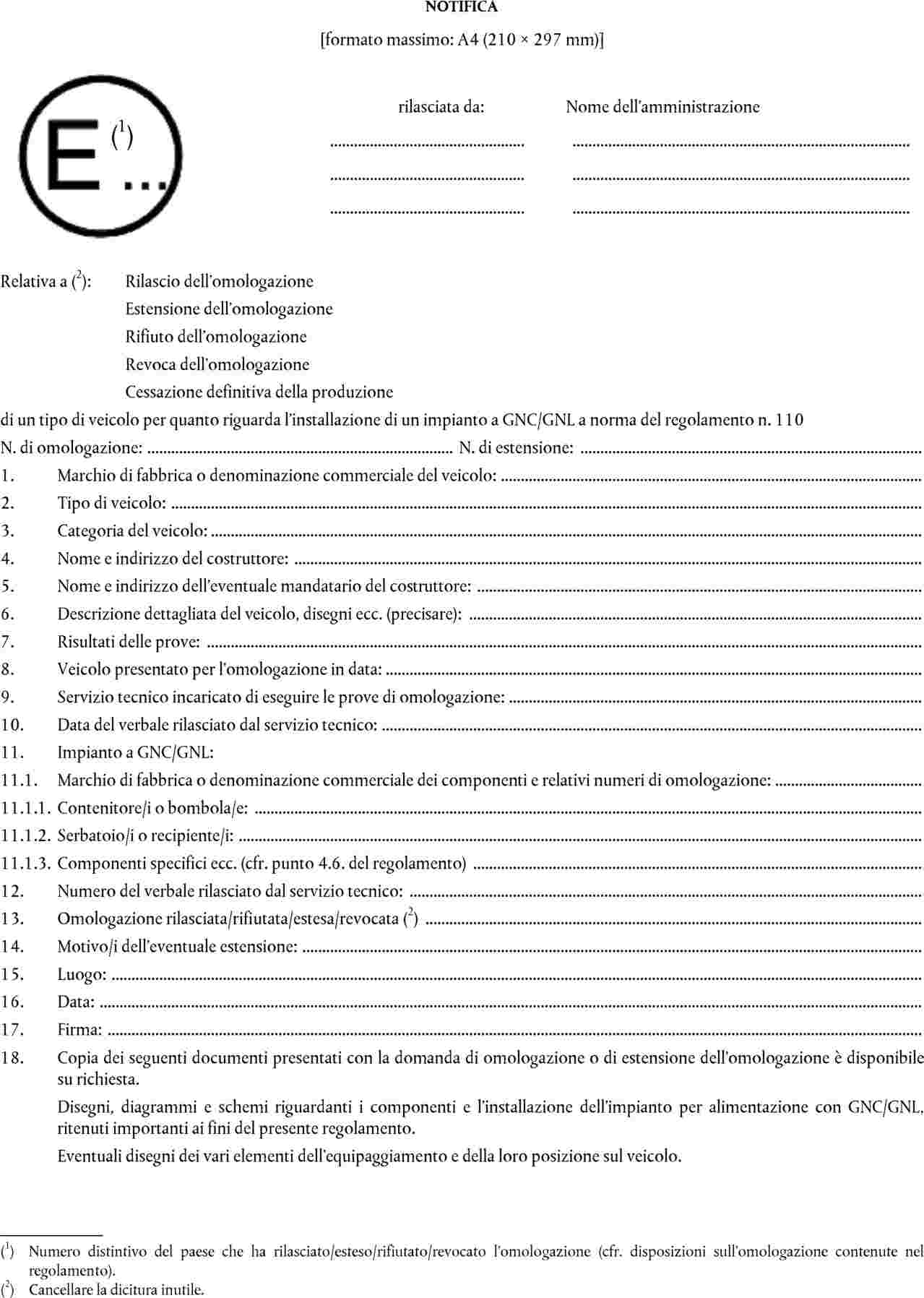
ALLEGATO 3
STOCCAGGIO A BORDO DI GAS NATURALE UTILIZZATO COME CARBURANTE PER GLI AUTOVEICOLI
1. CAMPO DI APPLICAZIONE
1.1. L'allegato 3 A definisce le prescrizioni minime applicabili alle bombole per gas leggere ricaricabili. Queste bombole sono destinate unicamente allo stoccaggio di gas naturale compresso ad alta pressione, utilizzato come carburante a bordo di autoveicoli, ai quali tali bombole devono essere fissate. Le bombole possono essere realizzate in acciaio, alluminio o materiale non metallico, utilizzando qualsiasi progettazione o metodo di fabbricazione adatto alle condizioni di impiego specificate. Il presente allegato tratta anche le anime metalliche di acciaio inossidabile prive di saldature o saldate.
1.2. L'allegato 3B definisce le prescrizioni minime applicabili ai serbatoi ricaricabili per gas naturale liquefatto (LNG) utilizzato come carburante a bordo di veicoli nonché i metodi di prova richiesti.
ALLEGATO 3 A
BOMBOLE PER GAS — BOMBOLE AD ALTA PRESSIONE PER LO STOCCAGGIO A BORDO DI GNC GAS NATURALE COMPRESSO UTILIZZATO COME CARBURANTE PER GLI AUTOVEICOLI
1. CAMPO DI APPLICAZIONE
Le bombole cui si applica il presente allegato sono classificate nella classe 0 di cui al punto 3 del presente regolamento e hanno la seguente denominazione:
|
GNC-1 |
Metallo |
|
GNC-2 |
Anima metallica rinforzata con filamento continuo impregnato di resina (ricopertura circonferenziale) |
|
GNC-3 |
Anima metallica rinforzata con filamento continuo impregnato di resina (interamente ricoperte) |
|
GNC-4 |
Filamento continuo impregnato di resina con un'anima non metallica (interamente di materiale composito). |
Le condizioni di impiego delle bombole sono descritte al punto 2 del presente allegato. Il presente allegato si basa su una pressione di esercizio di 20 MPa stabilizzata a 15 °C per il gas naturale impiegato come carburante con una pressione massima di riempimento di 26 MPa. Altre pressioni di esercizio possono essere consentite variando la pressione mediante il coefficiente appropriato (rapporto); ad esempio, un sistema con pressione di esercizio di 25 MPa richiede pressioni moltiplicate per 1,25.
La vita di impiego della bombola deve essere definita dal fabbricante e può variare in funzione delle applicazioni. Il calcolo della vita di impiego della bombola si basa su 1 000 riempimenti per anno di impiego, per un minimo di 15 000 riempimenti. La vita massima di impiego è di 20 anni.
Per le bombole metalliche e con anima metallica, la vita di impiego si basa sulla velocità di propagazione delle cricche da fatica. Per assicurare l'assenza di difetti maggiori della dimensione massima consentita è necessario l'esame ad ultrasuoni o un controllo equivalente su ogni bombola o anima. Questo approccio consente di ottimizzare la progettazione e la fabbricazione di bombole leggere per veicoli che utilizzano il gas naturale compresso come carburante.
Per le bombole interamente di materiale composito provviste di anima non metallica e non portante, la vita di impiego «in sicurezza» è dimostrata mediante appropriati metodi di progettazione, prove di qualificazione della progettazione e controlli di fabbricazione.
2. RIFERIMENTI NORMATIVI (CFR. PUNTO 2 DEL PRESENTE REGOLAMENTO)
3. DEFINIZIONI (CFR. PUNTO 4 DEL PRESENTE REGOLAMENTO)
4. CONDIZIONI DI IMPIEGO
4.1. Prescrizioni di carattere generale
4.1.1. Condizioni normali di impiego
Le condizioni normali di impiego descritte al presente punto sono fornite come base per la progettazione, la fabbricazione, l'ispezione, il collaudo e l'omologazione di bombole destinate ad essere montate in forma permanente su veicoli e destinate allo stoccaggio, a temperature ambiente, di gas naturale utilizzato come carburante nei veicoli.
4.1.2. Utilizzo delle bombole
Le condizioni di impiego sono inoltre destinate a fornire informazioni su come utilizzare in modo sicuro le bombole fabbricate in conformità al presente regolamento. Destinatari di queste informazioni sono:
|
a) |
i fabbricanti di bombole; |
|
b) |
i proprietari di bombole; |
|
c) |
i progettisti o gli appaltatori responsabili dell'installazione delle bombole; |
|
d) |
i progettisti o proprietari di attrezzature utilizzate per ricaricare le bombole sui veicoli; |
|
e) |
i fornitori di gas naturale; nonché |
|
f) |
le autorità di regolamentazione competenti in materia di utilizzo delle bombole. |
4.1.3. Vita di impiego
La vita di impiego nel corso della quale le bombole possono essere utilizzate in condizioni di sicurezza deve essere specificata dal progettista della bombola in base all'utilizzo nelle condizioni di impiego descritte in questa sede. La vita massima di impiego è di 20 anni.
4.1.4. Riqualificazione periodica
Il fabbricante delle bombole deve fornire, sulla base dell'utilizzo nelle condizioni di impiego specificate nel presente allegato, raccomandazioni per la riqualificazione periodica mediante controllo visivo o prove da eseguire nell'arco della vita di impiego. Ogni bombola deve essere sottoposta a controllo visivo almeno ogni 48 mesi a decorrere dalla data di messa in servizio nel veicolo (immatricolazione del veicolo) e ad ogni nuova installazione per verificare l'assenza di danni o deterioramenti anche sotto le fascette di supporto. Il controllo visivo deve essere effettuato da un organismo competente approvato o riconosciuto dall'autorità di regolamentazione, conformemente alle specifiche del fabbricante. Le bombole prive dell'etichetta contenente le informazioni obbligatorie oppure con etichette sulle quali per una qualunque ragione le informazioni obbligatorie siano diventate illeggibili devono essere ritirate dal servizio. Se la bombola può essere identificata in modo certo in base al fabbricante e al numero di serie, si può applicare un'etichetta sostitutiva in modo che la bombola possa continuare a essere utilizzata.
4.1.4.1. Bombole coinvolte in collisioni
Le bombole coinvolte in una collisione del veicolo devono essere ispezionate nuovamente da un organismo autorizzato dal fabbricante, salvo indicazione contraria dell'autorità competente. Le bombole che non abbiano subito danni da urto a seguito della collisione possono essere nuovamente utilizzate; in caso contrario devono essere restituite al fabbricante per un'indagine valutativa.
4.1.4.2. Bombole coinvolte in incendi
Le bombole che abbiano subito l'azione del fuoco devono essere nuovamente ispezionate da un organismo autorizzato dal fabbricante, oppure dichiarate non idonee e ritirate dal servizio.
4.2. Pressioni massime
La pressione della bombola deve essere limitata a:
|
a) |
una pressione che si stabilizza a 20 MPa ad una temperatura stabilizzata di 15 °C; |
|
b) |
26 MPa, subito dopo il riempimento, indipendentemente dalla temperatura. |
4.3. Numero massimo di cicli di riempimento
Le bombole sono progettate per essere riempite fino a una pressione stabilizzata di 20 MPa (200 bar) a una temperatura stabilizzata del gas di 15 °C fino a 1 000 volte per anno di impiego.
4.4. Campo di temperature
4.4.1. Temperatura stabilizzata del gas
La temperatura stabilizzata del gas nelle bombole può variare da un minimo di – 40 °C fino a un massimo di + 65 °C.
4.4.2. Temperature delle bombole
La temperatura dei materiali delle bombole può variare da un minimo di – 40 °C fino a un massimo di + 82 °C.
Le temperature superiori a + 65 °C devono essere sufficientemente localizzate oppure di durata sufficientemente breve, in modo che la temperatura del gas nella bombola non superi mai + 65 °C, tranne nelle condizioni indicate al punto 4.4.3.
4.4.3. Temperature transitorie
Le temperature sviluppate dal gas durante il riempimento e lo scarico possono oltrepassare i limiti definiti al precedente punto 4.4.1.
4.5. Composizione del gas
Al gas naturale non devono essere aggiunti deliberatamente metanolo e/o glicole. Le bombole devono essere progettate in modo da poter essere riempite con gas naturale rispondente ad una delle tre condizioni indicate di seguito:
|
a) |
SAE J1616 |
|
b) |
gas secco Il vapore acqueo dovrebbe di norma essere inferiore a 32 mg/m3, con un punto di rugiada di – 9 °C a 20 MPa. Non ci sono limiti per i componenti dei gas secchi, tranne per:
Il tenore di idrogeno non deve superare il 2 % in volume, se le bombole sono fabbricate con un acciaio avente una resistenza alla trazione superiore a 950 MPa; |
|
c) |
gas umido Per quanto concerne il gas che abbia un tenore d'acqua superiore a quello specificato alla lettera b), normalmente i suoi componenti sono soggetti ai limiti indicati qui di seguito:
Nel caso di gas umidi, per proteggere le bombole e le anime metalliche è necessario almeno 1 mg di lubrificante per compressori per chilogrammo di gas. |
4.6. Superfici esterne
Le bombole non sono progettate per un'esposizione continua all'azione meccanica o chimica, ad esempio perdite dal carico trasportato a bordo dei veicoli oppure danni gravi da abrasione provocati dalle condizioni della strada, e devono essere conformi a norme di installazione riconosciute. Le superfici esterne delle bombole possono tuttavia essere involontariamente esposte a:
|
a) |
acqua, per immersione intermittente o spruzzi sulla strada; |
|
b) |
sale, dovuto all'impiego del veicolo in zone marittime oppure in zone dove si utilizza sale antighiaccio; |
|
c) |
radiazioni ultraviolette della luce solare; |
|
d) |
colpi di ghiaia; |
|
e) |
solventi, acidi e alcali, fertilizzanti; nonché |
|
f) |
fluidi per autoveicoli, compresi la benzina, i fluidi idraulici, il glicole e gli oli. |
4.7. Permeazione o perdita di gas
Le bombole possono essere collocate in luogo chiuso per lunghi periodi di tempo. La permeazione di gas attraverso la parete della bombola o la perdita di gas tra i terminali di connessione e l'anima devono essere prese in considerazione in fase di progettazione.
5. OMOLOGAZIONE DEL PROGETTO
5.1. Prescrizioni di carattere generale
Il progettista della bombola deve fornire le seguenti informazioni a corredo della domanda di omologazione presentata all'autorità di omologazione:
|
a) |
dichiarazione d'impiego (punto 5.2); |
|
b) |
dati di progettazione (punto 5.3); |
|
c) |
dati di fabbricazione (punto 5.4); |
|
d) |
sistema qualità (punto 5.5); |
|
e) |
resistenza alla rottura e dimensione dei difetti per le prove non distruttive (PND) (punto 5.6); |
|
f) |
scheda delle specifiche (punto 5.7); |
|
g) |
dati aggiuntivi (punto 5.8). |
Per le bombole progettate conformemente alla norma ISO 9809 non è necessario fornire il rapporto di analisi delle sollecitazioni di cui al punto 5.3.2. o le informazioni di cui al punto 5.6.
5.2. Dichiarazione d'impiego
Lo scopo della dichiarazione d'impiego è fornire indicazioni agli utilizzatori e agli installatori delle bombole ed informare l'autorità di omologazione o un suo rappresentante. La dichiarazione d'impiego deve comprendere:
|
a) |
una dichiarazione che indichi che la progettazione della bombola è idonea per l'utilizzo nelle condizioni di impiego definite al punto 4, per la vita di impiego della bombola; |
|
b) |
l'indicazione della vita di impiego; |
|
c) |
le prescrizioni minime per la prova e/o l'ispezione in servizio; |
|
d) |
l'indicazione dei dispositivi di sicurezza alla sovrapressione (PRD) e/o di isolamento prescritti; |
|
e) |
una descrizione dei metodi di fissaggio, dei rivestimenti protettivi ecc. necessari ma non forniti con la bombola; |
|
f) |
una descrizione del progetto della bombola; |
|
g) |
qualsiasi altra informazione necessaria per assicurare l'utilizzo e l'ispezione della bombola in condizioni di sicurezza. |
5.3. Dati di progettazione
5.3.1. Disegni
I disegni devono illustrare almeno quanto segue:
|
a) |
titolo, numero di riferimento, data di pubblicazione ed eventuali numeri di revisione con le relative date di pubblicazione; |
|
b) |
il riferimento al presente regolamento e il tipo di bombola; |
|
c) |
tutte le dimensioni con le relative tolleranze, compresi i dettagli relativi ai fondelli, con gli spessori minimi, e alle aperture o bocchelli; |
|
d) |
la massa delle bombole, con relativa tolleranza; |
|
e) |
le specifiche dei materiali, comprese le proprietà meccaniche e chimiche minime o i campi di tolleranza e, per le bombole metalliche o le anime metalliche, il campo di durezza specificato; |
|
f) |
altri dati quali il campo della pressione di pretensionamento della cerchiatura (autofrettage), la pressione minima di prova, i dettagli del sistema di protezione antincendio e del rivestimento protettivo esterno. |
5.3.2. Rapporto di analisi delle sollecitazioni
Occorre effettuare un'analisi delle sollecitazioni ad elementi finiti o un'altra analisi delle sollecitazioni.
Deve essere fornito un prospetto in cui siano riepilogate le sollecitazioni calcolate.
5.3.3. Dati relativi alle prove sui materiali
Occorre fornire una descrizione dettagliata dei materiali utilizzati nel progetto, con le tolleranze delle rispettive caratteristiche. È inoltre necessario presentare dati delle prove che definiscano le proprietà meccaniche e l'idoneità dei materiali all'impiego nelle condizioni specificate al precedente punto 4.
5.3.4. Dati relativi alle prove di qualificazione della progettazione (DQ)
Il materiale, il progetto, la fabbricazione e la verifica della bombola devono essere adatti all'uso previsto e rispondere alle prescrizioni delle prove richieste per quel progetto specifico di bombola, quando si procede ai collaudi con i metodi di prova pertinenti descritti dettagliatamente nell'appendice A del presente allegato.
I dati relativi alle prove devono indicare anche le dimensioni, lo spessore di parete ed il peso di ciascuna bombola sottoposta a prova.
5.3.5. Protezione antincendio
Occorre specificare la disposizione dei dispositivi di sicurezza alla sovrapressione (PRD) che proteggono la bombola da una rottura improvvisa in caso di esposizione alle condizioni di incendio descritte nell'appendice A, punto A.15, del presente allegato. I dati delle prove devono confermare l'efficacia del sistema di protezione antincendio specificato.
5.3.6. Supporti delle bombole
È necessario fornire i dati relativi ai supporti delle bombole o alle prescrizioni riguardanti i supporti, conformemente a quanto indicato al punto 6.11. del presente allegato.
5.4. Dati di fabbricazione
Si devono fornire i dettagli relativi a tutti i processi di fabbricazione, alle prove non distruttive, alle prove di produzione e alle prove per lotto. Vanno specificate le tolleranze per tutti i processi di fabbricazione quali il trattamento termico, la formatura dei fondelli, il rapporto di miscelazione della resina, la tensione e la velocità di avvolgimento del filamento, i tempi e le temperature di indurimento (curing) e le procedure di pretensionamento della cerchiatura (autofrettage). Occorre inoltre specificare la finitura superficiale, i dati sulla filettatura, i criteri di accettazione per la scansione con ultrasuoni (o esame equivalente) e le dimensioni massime dei lotti destinati alle prove per lotto.
5.5. (non assegnato)
5.6. Resistenza alla rottura e dimensione dei difetti per le prove non distruttive (PND)
5.6.1. Resistenza alla rottura
Il fabbricante deve dimostrare che sia assicurato il comportamento leak-before-break (LBB — perdita prima della rottura), come descritto al punto 6.7.
5.6.2. Dimensioni dei difetti per le PND
Mediante il metodo descritto al punto 6.15.2. il fabbricante deve stabilire la dimensione massima dei difetti per le prove non distruttive che impedisca qualsiasi cedimento per fatica della bombola durante la sua vita di impiego o il cedimento strutturale che provochi la rottura.
5.7. Scheda delle specifiche
Ogni progetto di bombola deve essere corredato di una scheda delle specifiche contenente l'elenco dei documenti contenenti le informazioni di cui al precedente punto 5.1. Per ogni documento devono essere indicati il titolo, il numero di riferimento, il numero della revisione e la data di pubblicazione della prima edizione e delle rispettive versioni. Tutti i documenti devono essere firmati o siglati dalla persona che li ha emessi. Ogni scheda delle specifiche deve essere contrassegnata da un numero e deve recare l'indicazione del numero dell'eventuale revisione; si tratta di numeri che possono essere utilizzati per indicare il progetto di bombola. Sulla scheda delle specifiche deve essere previsto uno spazio per un timbro indicante la registrazione del progetto.
5.8. Dati aggiuntivi
Se del caso, devono essere forniti dati aggiuntivi a sostegno della domanda, come ad esempio la cronistoria dell'impiego del materiale proposto o l'uso di un particolare progetto di bombola in altre condizioni di impiego.
5.9. Omologazione e certificazione
5.9.1. Ispezione e prove
La valutazione di conformità deve essere effettuata secondo le disposizioni di cui al punto 9 del presente regolamento.
Per assicurare la conformità delle bombole al presente regolamento internazionale, esse devono essere sottoposte ad ispezione eseguita dall'autorità di omologazione conformemente ai punti 6.13. e 6.14.
5.9.2. Certificato di prova
Se i risultati delle prove effettuate sul prototipo conformemente al punto 6.13. sono soddisfacenti, l'autorità di omologazione rilascia un certificato di prova. L'appendice D del presente allegato contiene un esempio di certificato di prova.
5.9.3. Certificato di accettazione di un lotto
L'autorità di omologazione redige un certificato di accettazione come quello presentato nell'appendice D del presente allegato.
6. PRESCRIZIONI APPLICABILI A TUTTI I TIPI DI BOMBOLE
6.1. Prescrizioni di carattere generale
Le prescrizioni indicate di seguito si applicano in maniera generale ai tipi di bombole di cui ai punti da 7 a 10 del presente allegato. Il progetto delle bombole deve riguardare tutti gli aspetti pertinenti che consentano di assicurare che ogni bombola prodotta secondo tale progetto può essere utilizzata allo scopo previsto per la vita di impiego specificata. Le bombole in acciaio del tipo GNC-1 progettate conformemente alla norma ISO 9809 e rispondenti a tutte le prescrizioni in essa contenute devono rispettare unicamente le prescrizioni di cui al punto 6.3.2.4. e ai punti da 6.9. a 6.13.
6.2. Progettazione
Il presente regolamento non contiene formule di progettazione né indica sollecitazioni o deformazioni consentite, bensì dispone che l'adeguatezza della progettazione sia stabilita mediante calcoli appropriati e dimostrata attraverso prove che attestino che le bombole sono in grado di superare regolarmente le prove relative ai materiali, alla qualificazione della progettazione, alla produzione e al lotto, specificate nel presente regolamento. Ogni progettazione deve garantire un modalità di cedimento con perdita prima della rottura (leak-before-break — LBB) in condizioni di possibile deterioramento delle parti sottoposte a pressione durante il normale impiego. Le eventuali perdite da bombole metalliche o da anime metalliche devono essere dovute unicamente alla propagazione di una cricca di fatica.
6.3. Materiali
6.3.1. I materiali utilizzati devono essere idonei alle condizioni di impiego specificate al punto 4 del presente allegato. Il progetto non deve prevedere il contatto tra materiali incompatibili. Le prove di qualificazione della progettazione relativamente ai materiali sono sintetizzate nella tabella 6.1.
6.3.2. Acciaio
6.3.2.1. Composizione
Gli acciai devono essere calmati all'alluminio e/o silicio e prodotti secondo un metodo che consenta di ottenere prevalentemente una struttura a grana fine. La composizione chimica di tutti gli acciai deve essere dichiarata e definita almeno dai seguenti elementi:
|
a) |
il contenuto di carbonio, manganese, alluminio e silicio, in tutti i casi; |
|
b) |
il contenuto di nichel, cromo, molibdeno, boro e vanadio e quello di qualunque altro elemento di lega aggiunto intenzionalmente. Nell'analisi di colata non devono essere superati i seguenti valori:
|
Quando si usa un acciaio al carbonio-boro si deve eseguire una prova di temprabilità secondo la norma ISO 642 sul primo e ultimo lingotto o bramma di ogni colata d'acciaio. La durezza misurata a 7,9 mm dall'estremità sottoposta a tempra deve essere compresa tra 33 e 53 HRC (durezza Rockwell «C»), o tra 327 e 560 HV (durezza Vickers) e deve essere certificata dal fabbricante del materiale.
6.3.2.2. Proprietà di trazione
Le proprietà meccaniche dell'acciaio dell'anima o della bombola finita devono essere determinate conformemente al punto A.1 (appendice A del presente allegato). L'allungamento dell'acciaio deve essere almeno del 14 %.
6.3.2.3. Proprietà di resistenza all'urto
Le proprietà meccaniche dell'acciaio dell'anima o della bombola finita devono essere determinate conformemente al punto A.2 (appendice A del presente allegato). I valori della prova d'urto non devono essere inferiori a quelli indicati nella tabella 6.2. del presente allegato.
6.3.2.4. Proprietà di flessione
Le proprietà di flessione dell'acciaio inossidabile saldato dell'anima finita vanno determinate conformemente al punto A.3 (appendice A del presente allegato).
6.3.2.5. Controllo macroscopico della saldatura
Per ogni tipo di procedura di saldatura si deve eseguire un controllo macroscopico della saldatura. Quest'ultima deve evidenziare una fusione completa e non deve presentare alcun difetto di assemblaggio o difetto inaccettabile secondo il livello C di cui alla norma EN ISO 5817.
6.3.2.6. Resistenza alla fessurazione sotto sforzo in presenza di solfuro
Se il limite superiore della resistenza alla trazione specificata per l'acciaio è superiore a 950 MPa, l'acciaio della bombola finita deve essere sottoposto a una prova di resistenza alla fessurazione sotto sforzo in presenza di solfuro conformemente al punto A.3 dell'appendice A e rispondere alle prescrizioni ivi definite.
6.3.3. Alluminio
6.3.3.1. Composizione
Le leghe d'alluminio devono essere definite conformemente ai metodi della Aluminium Association per un determinato sistema di leghe. Il contenuto massimo di impurità di piombo e bismuto non deve essere superiore allo 0,003 % in qualsiasi lega di alluminio.
6.3.3.2. Prove di corrosione
Le leghe di alluminio devono soddisfare i requisiti delle prove di corrosione effettuate conformemente al punto A.4 (appendice A del presente allegato).
6.3.3.3. Fessurazione da carico permanente
Le leghe di alluminio devono soddisfare i requisiti delle prove di fessurazione da carico permanente effettuate conformemente al punto A.5 (appendice A del presente allegato).
6.3.3.4. Proprietà di trazione
Le proprietà meccaniche della lega di alluminio della bombola finita devono essere determinate conformemente al punto A.1 (appendice A del presente allegato). L'allungamento dell'alluminio deve essere almeno del 12 %.
6.3.4. Resine
6.3.4.1. Prescrizioni di carattere generale
Come materiale per l'impregnazione possono essere utilizzate resine termoplastiche o termoindurenti. Per la matrice si possono utilizzare ad esempio materiali termoindurenti quali le plastiche termoindurenti epossidiche, epossidiche modificate, di poliestere e di vinilestere, nonché il materiale termoplastico di polietilene e di poliammide.
6.3.4.2. Resistenza al taglio
Le resine devono essere sottoposte a prova conformemente al punto A.26 (appendice A del presente allegato) e soddisfare le prescrizioni in esso contenute.
6.3.4.3. Temperatura di transizione vetrosa
La temperatura di transizione vetrosa della resina deve essere determinata conformemente alla norma ASTM D3418.
6.3.5. Fibre
I materiali in filamento utilizzati come rinforzo strutturale devono essere costituiti da fibra di vetro, fibra aramidica o fibra di carbonio. Se si utilizza il rinforzo in fibra di carbonio, il progetto deve includere un sistema che impedisca la corrosione galvanica dei componenti metallici della bombola. Il fabbricante deve conservare il fascicolo riguardante le specifiche pubblicate dei materiali compositi, le raccomandazioni del fabbricante del materiale relative all'immagazzinamento, alle condizioni e alla durata di conservazione, nonché la certificazione del fabbricante del materiale attestante che ogni spedizione è conforme a dette specifiche. Il produttore delle fibre deve certificare che le proprietà del materiale in fibre sono conformi alle specifiche del fabbricante relative a quel prodotto.
6.3.6. Anime di materia plastica
Il carico di snervamento a trazione e l'allungamento a rottura devono essere determinati conformemente al punto A.22 (appendice A del presente allegato). I risultati delle prove devono dimostrare le proprietà di duttilità della materia plastica dell'anima a temperature pari o inferiori a – 50 °C rispettando i valori specificati dal fabbricante. Il materiale polimerico deve essere compatibile con le condizioni di impiego specificate al punto 4 del presente allegato. Conformemente al metodo descritto al punto A.23 (appendice A del presente allegato), la temperatura di rammollimento deve essere di almeno 90 °C, e la temperatura di fusione di almeno 100 °C.
6.4. Pressione di prova
La pressione minima di prova utilizzata in fase di fabbricazione deve essere di 30 MPa.
6.5. Pressioni di scoppio e rapporti di sollecitazione delle fibre
Per tutti i tipi di bombola la pressione minima effettiva di scoppio non deve essere inferiore ai valori riportati nella tabella 6.3 del presente allegato. Per le bombole di tipo GNC-2, GNC-3 e GNC-4 la ricopertura di materiale composito deve essere progettata per garantire un'alta affidabilità in condizioni di carico permanente e di carico ciclico. Questa affidabilità deve essere conseguita ottenendo, per i rinforzi in materiale composito, rapporti di sollecitazione uguali o superiori ai valori riportati nella tabella 6.3 del presente allegato. Il rapporto di sollecitazione si definisce come il quoziente tra la sollecitazione della fibra alla pressione di scoppio minima specificata e la sollecitazione della fibra alla pressione di esercizio. Il rapporto di scoppio si definisce come il quoziente tra la pressione di scoppio effettiva della bombola e la pressione di esercizio. Il rapporto di scoppio si definisce come il quoziente tra la pressione di scoppio effettiva della bombola e la pressione di esercizio. Per le bombole del tipo GNC-4 il rapporto di sollecitazione è uguale al rapporto di scoppio. Per le bombole di tipo GNC-2 e GNC-3 (con anima metallica, con ricopertura di materiale composito) i calcoli del rapporto di sollecitazione devono comprendere:
|
a) |
un metodo di analisi applicabile ai materiali non lineari (software per applicazioni speciali o programma di analisi ad elementi finiti); |
|
b) |
conoscenza e modellazione corretta della curva sollecitazione-deformazione elastoplastica del materiale dell'anima; |
|
c) |
modellazione corretta delle proprietà meccaniche dei materiali compositi; |
|
d) |
calcoli alla pressione di pretensionamento della cerchiatura (autofrettage), a pressione nulla dopo il suddetto pretensionamento, alla pressione di esercizio e alla pressione minima di scoppio; |
|
e) |
nell'analisi si deve tener conto delle pretensioni derivanti dalla tensione di avvolgimento; |
|
f) |
la pressione minima di scoppio deve essere scelta in modo tale che il rapporto tra la sollecitazione calcolata alla pressione minima di scoppio e la sollecitazione calcolata alla pressione di esercizio sia conforme alle prescrizioni riguardanti il rapporto di sollecitazione della fibra utilizzata; |
|
g) |
nell'analisi delle bombole con rinforzo in materiale ibrido (due o più fibre diverse) si deve tener conto della ripartizione del carico tra le diverse fibre sulla base dei diversi moduli di elasticità delle fibre. Le prescrizioni relative al rapporto di sollecitazione per ciascun tipo di fibra devono essere conformi ai valori indicati nella tabella 6.3 del presente allegato. La verifica dei rapporti di sollecitazione può essere effettuata anche mediante estensimetri. L'allegato E (informativo) del presente allegato descrive un metodo accettabile. |
6.6. Analisi delle sollecitazioni
Per giustificare gli spessori minimi di progetto della parete deve essere eseguita un'analisi delle sollecitazioni. Per le progettazioni in materiale composito, tale analisi deve comprendere la determinazione delle sollecitazioni nelle anime e nelle fibre.
6.7. Valutazione della perdita prima della rottura (LBB — leak-before-break)
Le bombole GNC-1, GNC-2 e GNC-3 devono dimostrare un comportamento leak-before-break (LBB — perdita prima della rottura). La prova relativa al comportamento LBB deve essere effettuata conformemente al punto A.6 (appendice A del presente allegato). La dimostrazione di un comportamento leak-before-break non è necessaria per le bombole la cui resistenza alla fatica sia superiore a 45 000 cicli di pressione nelle prove effettuate conformemente al punto A.13 (appendice A del presente allegato). L'appendice F riporta, a titolo informativo, due metodi di valutazione relativi alla perdita prima della rottura (LBB — leak-before-break).
6.8. Ispezione e prove
Il controllo di fabbricazione deve specificare i programmi e le procedure riguardanti:
|
a) |
il controllo, le prove ed i criteri di accettazione in fase di fabbricazione; nonché |
|
b) |
i controlli periodici, le prove ed i criteri di accettazione durante l'utilizzo in servizio. L'intervallo tra le revisioni visive delle superfici esterne delle bombole deve essere conforme al punto 4.1.4. del presente allegato, salvo diversa indicazione dell'autorità di omologazione. Il fabbricante deve stabilire i criteri che determinano il non superamento di un nuovo controllo visivo in base ai risultati delle prove dei cicli di pressione effettuate su bombole che presentano dei difetti. L'appendice G del presente allegato contiene indicazioni in merito alle istruzioni del fabbricante riguardanti la movimentazione, l'utilizzo e l'ispezione delle bombole. |
6.9. Protezione antincendio
Tutte le bombole devono essere protette dal fuoco per mezzo di dispositivi di sicurezza alla sovrapressione (PRD). La bombola, i materiali che la compongono, i dispositivi di sicurezza alla sovrapressione (PRD) e qualsiasi altro materiale aggiunto di isolamento o protezione devono essere progettati e studiati insieme per garantire un livello adeguato di sicurezza in condizioni di incendio nella prova specificata al punto A.15 (appendice A del presente allegato).
I dispositivi di sicurezza alla sovrapressione (PRD) devono essere sottoposti a prova conformemente al punto A.24 (appendice A del presente allegato).
6.10. Aperture o bocchelli
6.10.1. Prescrizioni di carattere generale
Le aperture o bocchelli sono ammessi unicamente nei fondelli. L'asse delle aperture o dei bocchelli deve coincidere con l'asse longitudinale della bombola. Le filettature devono essere realizzate con taglio netto, lisce, senza discontinuità superficiali ed essere calibrate.
6.11. Supporti delle bombole
Il fabbricante deve specificare in che modo debbano essere fissate le bombole per l'installazione sui veicoli. Il fabbricante deve anche fornire le istruzioni per l'installazione dei supporti, compresa la forza e la coppia di serraggio necessarie per esercitare la forza di fissaggio richiesta senza provocare sollecitazioni inaccettabili nella bombola o danneggiarne la superficie.
6.12. Protezione della parte esterna rispetto all'ambiente
L'esterno delle bombole deve rispondere alle prescrizioni riguardanti le condizioni della prova ambientale di cui al punto A.14 (appendice A del presente allegato). La protezione esterna può essere assicurata mediante uno dei seguenti sistemi:
|
a) |
una finitura superficiale che assicuri una protezione adeguata (ad esempio metallizzazione a spruzzo su alluminio, anodizzazione); |
|
b) |
l'utilizzo di materiali adeguati per la fibra e la matrice (ad esempio fibra di carbonio in resina); oppure |
|
c) |
un rivestimento protettivo (ad esempio rivestimento organico, vernice) che risponda alle prescrizioni di cui al punto A.9 (appendice A del presente allegato). |
Qualsiasi rivestimento applicato sulle bombole deve avere caratteristiche tali per cui il processo di applicazione non incida negativamente sulle proprietà meccaniche della bombola. Il rivestimento deve essere progettato in modo da facilitare la successiva ispezione in servizio e il fabbricante deve fornire indicazioni sul trattamento del rivestimento nel corso dell'ispezione allo scopo di garantire l'integrità della bombola nel tempo.
Si informano i fabbricanti che l'appendice informativa H del presente allegato contiene la descrizione di una prova ambientale che valuta la compatibilità dei sistemi di rivestimento.
6.13. Prove di qualificazione della progettazione (DQ)
Per l'omologazione di ogni tipo di bombola si deve dimostrare che il materiale, il progetto, la fabbricazione ed il controllo sono adatti all'utilizzo previsto: devono rispondere cioè alle prescrizioni riguardanti le prove di qualificazione del materiale sintetizzate nella tabella 6.1 del presente allegato e le prove di qualificazione della bombola sintetizzate nella tabella 6.4 del presente allegato, mediante esecuzione di tutte le prove conformemente ai metodi di prova descritti nell'appendice A del presente allegato. La selezione delle bombole o delle anime di prova e l'esecuzione delle prove devono avvenire sotto il controllo dell'autorità competente. Nel caso di prove effettuate su un numero di bombole o anime superiore a quello richiesto dal presente allegato, tutti i risultati devono essere documentati.
6.14. Prove per lotto
Le prove per lotto indicate nel presente allegato per ogni tipo di bombola devono essere effettuate su bombole o anime prelevate da ogni lotto di anime o bombole finite. Si possono utilizzare anche campioni testimone sottoposti a trattamento termico, ritenuti rappresentativi delle anime o bombole finite. Le prove per lotto necessarie per ogni tipo di bombola sono specificate nella tabella 6.5 del presente allegato.
6.15. Prove e controlli della produzione
6.15.1. Prescrizioni di carattere generale
Le prove e i controlli della produzione devono essere effettuati su tutte le bombole che compongono un lotto. Ogni bombola deve essere controllata durante la fabbricazione e a fabbricazione ultimata mediante:
|
a) |
scansione con ultrasuoni (o metodo di cui sia stata dimostrata l'equivalenza) delle bombole e delle anime metalliche conformemente alla norma BS 5045, parte 1, allegato B, o metodo di cui sia stata dimostrata l'equivalenza, che confermi che la dimensione massima dei difetti presenti sia inferiore alla dimensione specificata nel progetto; |
|
b) |
verifica che attesti che le dimensioni critiche e la massa critica della bombola finita, dell'eventuale anima e della ricopertura rientrano nelle tolleranze di progetto; |
|
c) |
verifica della conformità alla finitura superficiale specificata, esaminando con particolare attenzione le pieghe e le grinze sul collo delle estremità imbutite o forgiate od ogivate a caldo al tornio, nonché le aperture o bocchelli; |
|
d) |
verifica delle marcature; |
|
e) |
le prove di durezza delle bombole e delle anime metalliche di cui al punto A.8 (appendice A del presente allegato) devono essere eseguite dopo il trattamento termico finale, e i valori così determinati devono rientrare nell'intervallo specificato per il progetto; |
|
f) |
prova idrostatica di tenuta conformemente al punto A.11 (appendice A del presente allegato). |
La tabella 6.6 del presente allegato sintetizza le prescrizioni fondamentali in materia di controllo della produzione da effettuare su ogni bombola.
6.15.2. Dimensione massima dei difetti
Per le bombole di tipo GNC-1, GNC-2 e GNC-3 si deve determinare la dimensione massima dei difetti in qualsiasi punto della bombola metallica o dell'anima metallica, senza che si raggiungano dimensioni critiche nel corso della vita di impiego specificata. La dimensione critica del difetto è definita come il difetto massimo di spessore della parete (della bombola o dell'anima) che consentirebbe al gas immagazzinato di fuoriuscire senza provocare la rottura della bombola. La dimensione dei difetti corrispondente ai criteri di scarto per la scansione a ultrasuoni o esame equivalente deve essere inferiore alla dimensione massima consentita dei difetti. Per le bombole di tipo GNC-2 e GNC-3, il presupposto progettuale è che il composito non subisca alcun danno dovuto a fenomeni dipendenti dal tempo. La dimensione consentita dei difetti per le PND (prove non distruttive) deve essere determinata mediante un metodo appropriato. L'appendice F (informativa) del presente allegato indica due metodi utilizzabili a questo scopo.
6.16. Non conformità ai requisiti di prova
In caso di non conformità ai requisiti di prova, si devono ripetere le prove oppure il trattamento termico con relativa ripetizione delle prove secondo quanto di seguito indicato:
|
a) |
deve essere effettuata un'ulteriore prova se è dimostrato che è stato commesso un errore di esecuzione della prova oppure un errore di misurazione. Se il risultato di questa ulteriore prova è soddisfacente, non si tiene conto della prima prova; |
|
b) |
se la prova è stata effettuata in modo soddisfacente si deve individuare la causa del mancato superamento della stessa. |
Se si ritiene che l'esito negativo della prova sia dovuto al trattamento termico applicato, il fabbricante può sottoporre tutte le bombole del lotto ad un nuovo trattamento termico.
Se l'esito negativo della prova non è dovuto al trattamento termico applicato, tutte le bombole identificate come difettose devono essere scartate o riparate utilizzando un metodo approvato. Le bombole non scartate sono in questo caso considerate come facenti parte di un nuovo lotto.
In entrambi i casi il nuovo lotto deve essere nuovamente sottoposto a prova e devono essere ripetute tutte le prove pertinenti per prototipo o per lotto necessarie per dimostrare l'accettabilità del nuovo lotto. Se l'esito di una o più prove è anche solo in parte insoddisfacente, tutte le bombole di quel lotto devono essere scartate.
6.17. Modifica del progetto
Si intende per modifica del progetto una qualsiasi modifica riguardante la scelta dei materiali strutturali o una qualsiasi modifica dimensionale non attribuibile alle normali tolleranze di fabbricazione.
Le modifiche progettuali di modesta entità devono poter ottenere la qualificazione mediante un programma di prove ridotto. Le modifiche progettuali indicate nella tabella 6.7 devono essere sottoposte alle prove di qualificazione della progettazione specificate nella stessa tabella.
Tabella 6.1
Prova di qualificazione della progettazione per i materiali
|
|
Punto corrispondente del presente allegato |
||||
|
|
Acciaio |
Alluminio |
Resine |
Fibre |
Anime di materia plastica |
|
Proprietà di trazione |
6.3.2.2. |
6.3.3.4. |
|
6.3.5. |
6.3.6. |
|
Proprietà di resistenza all'urto |
6.3.2.3. |
|
|
|
|
|
Proprietà di flessione |
6.3.2.4. |
|
|
|
|
|
Controllo della saldatura |
6.3.2.5. |
|
|
|
|
|
Resistenza alla fessurazione sotto sforzo in presenza di solfuro |
6.3.2.6. |
|
|
|
|
|
Resistenza alla fessurazione da carico permanente |
|
6.3.3.3. |
|
|
|
|
Fessurazione per tensocorrosione |
|
6.3.3.2. |
|
|
|
|
Resistenza al taglio |
|
|
6.3.4.2. |
|
|
|
Temperatura di transizione vetrosa |
|
|
6.3.4.3. |
|
|
|
Temperatura di rammollimento/fusione |
|
|
|
|
6.3.6. |
|
Meccanica della frattura (1) |
6.7. |
6.7. |
|
|
|
Tabella 6.2
Valori accettabili per la prova di resistenza all'urto
|
Diametro della bombola D [mm] |
> 140 |
≤ 140 |
||
|
Direzione della prova |
trasversale |
longitudinale |
||
|
Larghezza del provino [mm] |
3 - 5 |
> 5 - 7,5 |
> 7,5 - 10 |
da 3 a 5 |
|
Temperatura di prova [°C] |
– 50 |
– 50 |
||
|
Resistenza all'urto [J/cm2] |
|
|
|
|
|
MEDIA di tre provini |
30 |
35 |
40 |
60 |
|
Singolo provino |
24 |
28 |
32 |
48 |
Tabella 6.3
Valori minimi effettivi di scoppio e rapporti di sollecitazione
|
|
GNC-1 interamente in metallo |
GNC-2 ricopertura circonferenziale |
GNC-3 interamente ricoperte |
GNC-4 interamente di materiale composito |
|||
|
Pressione di scoppio [MPa] |
Rapporto di sollecitazione [MPa] |
Pressione di scoppio [MPa] |
Rapporto di sollecitazione [MPa] |
Pressione di scoppio [MPa] |
Rapporto di sollecitazione [MPa] |
Pressione di scoppio [MPa] |
|
|
Interamente in metallo |
45 |
|
|
|
|
|
|
|
Vetro |
|
2,75 |
501) |
3,65 |
701) |
3,65 |
73 |
|
Aramide |
|
2,35 |
47 |
3,10 |
601) |
3,10 |
62 |
|
Carbonio |
|
2,35 |
47 |
2,35 |
47 |
2,35 |
47 |
|
Ibrido |
|
2) |
2) |
2) |
|||
|
Nota 1 — Pressione minima effettiva di scoppio. Si devono inoltre effettuare i calcoli di cui al punto 6.5. del presente allegato per verificare che anche i requisiti relativi al rapporto di sollecitazione siano rispettati. Nota 2 — I rapporti di sollecitazione e le pressioni di scoppio devono essere calcolati conformemente al punto 6.5. del presente allegato. |
|||||||
Tabella 6.4
Prove di qualificazione della progettazione delle bombole
|
Prova e numero dell'allegato |
Tipo di bombola |
|||||||||
|
GNC-1 |
GNC-2 |
GNC-3 |
GNC-4 |
|||||||
|
X * |
X |
X |
X |
||||||
|
X * |
X |
X |
X |
||||||
|
|
X |
X |
X |
||||||
|
|
X |
X |
X |
||||||
|
X |
X |
X |
X |
||||||
|
X |
X |
X |
X |
||||||
|
|
X |
X |
X |
||||||
|
|
X |
X |
X |
||||||
|
|
|
X |
X |
||||||
|
|
|
|
X |
||||||
|
|
X |
X |
X |
||||||
|
X |
|
|
X |
||||||
|
|
|
|
X |
||||||
|
|
X |
X |
|
||||||
|
X |
X |
X |
X |
||||||
|
||||||||||
Tabella 6.5
Prove per lotto
|
Prova e numero dell'allegato |
Tipo di bombola |
||||||||||||
|
GNC-1 |
GNC-2 |
GNC-3 |
GNC-4 |
||||||||||
|
X |
X |
X |
X |
|||||||||
|
X |
X |
X |
X |
|||||||||
|
X |
X † |
X † |
|
|||||||||
|
X |
X † |
X † |
|
|||||||||
|
X |
X |
X |
X |
|||||||||
|
|||||||||||||
Tabella 6.6
Prescrizioni fondamentali in materia di controllo della produzione
|
Tipo |
Tipo di bombola |
||||||
|
Controllo da effettuare |
GNC-1 |
GNC-2 |
GNC-3 |
GNC-4 |
|||
|
Dimensioni critiche |
X |
X |
X |
X |
|||
|
Finitura superficiale |
X |
X |
X |
X |
|||
|
Difetti (esame ad ultrasuoni o equivalente) |
X |
X |
X |
|
|||
|
Durezza delle bombole e delle anime metalliche |
X |
X |
X |
|
|||
|
Prova idrostatica di tenuta |
X |
X |
X |
X |
|||
|
Prova di tenuta |
|
|
|
X |
|||
|
Marcature |
X |
X |
X |
X |
|||
|
|||||||
Tabella 6.7
Modifiche del progetto
|
Modifica del progetto |
Tipo di prova |
||||||||||||||||||
|
Scoppio a pressione idrostatica A.12 |
Cicli di pressione a temperatura ambiente A.13 |
Prova in ambiente acido A.14 |
Prova d'incendio (bonfire) A.15 |
Prove di penetrazione A.16 |
Resistenza all'intaglio A.17 |
Scorrimento ad alta temperatura A.18 Rottura sotto sollecitazione A.19 Prova di caduta A.20 |
Prova di permeazione A.21 GNC Momento torcente sul bocchello A.25 Prova di cicli di pressione A.27 |
Prova funzionale del PRD A.24 |
|||||||||||
|
Produttore della fibra |
X |
X |
|
|
|
|
X* |
X† |
|
||||||||||
|
Materiale metallico della bombola o dell'anima |
X |
X |
X* |
X |
X* |
X |
X* |
|
|
||||||||||
|
Materiale plastico dell'anima |
|
X |
X |
|
|
|
|
X† |
|
||||||||||
|
Materiale fibra |
X |
X |
X |
X |
X |
X |
X |
X† |
|
||||||||||
|
Materiale resina |
|
|
X |
|
X |
X |
X |
|
|
||||||||||
|
Variazione del diametro ≤ 20 % |
X |
X |
|
|
|
|
|
|
|
||||||||||
|
Variazione del diametro > 20 % |
X |
X |
|
X |
X* |
X |
|
|
|
||||||||||
|
Variazione della lunghezza ≤ 50 % |
X |
|
|
X‡ |
|
|
|
|
|
||||||||||
|
Variazione della lunghezza > 50 % |
X |
X |
|
X‡ |
|
|
|
|
|
||||||||||
|
Variazione della pressione di esercizio ≤ 20 %@ |
X |
X |
|
|
|
|
|
|
|
||||||||||
|
Forma del fondello |
X |
X |
|
|
|
|
|
X† |
|
||||||||||
|
Dimensioni apertura |
X |
X |
|
|
|
|
|
|
|
||||||||||
|
Modifica rivestimento |
|
|
X |
|
|
|
|
|
|
||||||||||
|
Progettazione del bocchello |
|
|
|
|
|
|
|
X† |
|
||||||||||
|
Modifica processo produzione |
X |
X |
|
|
|
|
|
|
|
||||||||||
|
Dispositivo di sicurezza alla sovrapressione (PRD) |
|
|
|
X |
|
|
|
|
X |
||||||||||
|
|||||||||||||||||||
7. BOMBOLE METALLICHE DI TIPO GNC-1
7.1. Prescrizioni di carattere generale
Per una bombola utilizzata alla pressione di esercizio il progetto deve individuare la dimensione massima di un difetto ammesso, in qualsiasi punto della bombola, che non raggiunga dimensioni critiche prima del termine previsto per la ripetizione delle prove oppure entro la vita di impiego qualora non sia prevista la ripetizione delle prove. La determinazione del comportamento leak-before-break (LBB — perdita prima della rottura) deve essere effettuata conformemente alle procedure appropriate definite al punto A.6 (appendice A del presente allegato). La dimensione ammessa dei difetti deve essere determinata conformemente al precedente punto 6.15.2.
Le bombole progettate secondo la norma ISO 9809 e conformi a tutte le prescrizioni di detta norma devono rispondere unicamente alle prescrizioni riguardanti la prova sui materiali di cui al punto 6.3.2.4. e alle prescrizioni riguardanti la prova di qualificazione della progettazione di cui al punto 7.5, eccetto i punti 7.5.2. e 7.5.3.
7.2. Analisi delle sollecitazioni
Le sollecitazioni all'interno della bombola devono essere calcolate per una pressione di 2 MPa, 20 MPa, per la pressione di prova e per la pressione di scoppio di progettazione. I calcoli devono utilizzare tecniche di analisi idonee che applichino la teoria dei gusci sottili (thin shell) che tiene conto della flessione fuori piano del guscio per stabilire la distribuzione delle sollecitazioni a livello del collo, delle zone di transizione e della parte cilindrica della bombola.
7.3. Prescrizioni relative alle prove di fabbricazione e di produzione
7.3.1. Prescrizioni di carattere generale
Le estremità delle bombole d'alluminio non devono essere sigillate mediante formatura. Le estremità base delle bombole d'acciaio chiuse mediante formatura, fatta eccezione per le bombole progettate conformemente alla norma ISO 9809, devono essere sottoposte a PND o controlli equivalenti. Non si deve aggiungere metallo nel processo di chiusura delle estremità. Lo spessore e la finitura superficiale di ogni bombola devono essere esaminati prima delle operazioni di formatura delle estremità.
Dopo la formatura delle estremità le bombole devono essere sottoposte ad un trattamento termico fino ad ottenere una durezza rientrante nell'intervallo di valori specificato dal progetto. Non è consentito il trattamento termico localizzato.
L'eventuale dispositivo di fissaggio costituito da un collare, da un anello a livello della parte inferiore della bombola o da un accessorio di supporto deve essere di materiale compatibile con il materiale della bombola e deve essere saldamente fissato con un metodo diverso dalla saldatura, dalla brasatura forte o dalla brasatura dolce.
7.3.2. Prove non distruttive
Su ciascuna bombola metallica devono essere eseguite le seguenti prove:
|
a) |
prova di durezza conformemente al punto A.8 (appendice A del presente allegato); |
|
b) |
controllo ad ultrasuoni conformemente alla norma BS 5045, parte 1, allegato I, o metodo di prova non distruttiva di cui sia dimostrata l'equivalenza, allo scopo di assicurare che la dimensione massima dei difetti non superi quella specificata nel progetto, determinata conformemente al precedente punto 6.15.2. |
7.3.3. Prova sotto pressione idrostatica
Ogni bombola finita deve essere sottoposta ad una prova sotto pressione idrostatica conformemente al punto A.11 (appendice A del presente allegato).
7.4. Prove su bombole per lotto
Le prove per lotto devono essere effettuate su bombole finite che siano rappresentative della produzione normale e rechino le marcature di identificazione. In ogni lotto si devono scegliere a caso due bombole. Se le prove vengono effettuate su un numero di bombole più elevato rispetto a quello previsto dal presente allegato, tutti i risultati devono essere documentati. Sulle bombole devono essere effettuate per lo meno le prove indicate qui di seguito.
|
a) |
Prove sui materiali per lotto. Una bombola o un campione testimone sottoposto a trattamento termico che sia rappresentativo di una bombola finita devono essere sottoposti alle prove seguenti:
Devono essere sottoposte alle procedure specificate al precedente punto 6.16. tutte le bombole rientranti in un lotto di prova che risulti non conforme in base alle prove per lotto. Quando il rivestimento non risponde alle prescrizioni del punto A.9.2 (appendice A del presente allegato), l'intero lotto deve essere controllato allo scopo di eliminare le bombole che presentano gli stessi difetti. Il rivestimento su tutte le bombole rivestite in modo difettoso può essere rimosso e riapplicato. La prova del rivestimento per lotto deve essere quindi ripetuta. |
|
b) |
Prova di scoppio per lotto. Una bombola deve essere sottoposta a prova idrostatica di tenuta fino allo scoppio conformemente al punto A.12 (appendice A del presente allegato). Se la pressione di scoppio è inferiore alla pressione minima di scoppio calcolata, si devono attuare le procedure di cui al precedente punto 6.16. |
|
c) |
Prova periodica di cicli di pressione. Le bombole finite devono essere sottoposte a cicli di pressione conformemente al punto A.13 (appendice A del presente allegato) con la frequenza di prova seguente:
|
7.5. Prove di qualificazione della progettazione delle bombole
7.5.1. Prescrizioni di carattere generale
Le prove di qualificazione devono essere effettuate su bombole finite che siano rappresentative della normale produzione e che rechino le marcature di identificazione. La selezione, il controllo e la documentazione dei risultati devono essere effettuati conformemente al precedente punto 6.13.
7.5.2. Prova di scoppio a pressione idrostatica
Tre bombole rappresentative devono essere sottoposte a pressione idrostatica fino al cedimento conformemente al punto A.12 (appendice A del presente allegato). La pressione di scoppio della bombola deve essere maggiore della pressione minima di scoppio calcolata mediante l'analisi delle sollecitazioni per quel tipo di bombola e deve essere di almeno 45 MPa.
7.5.3. Prova dei cicli di pressione a temperatura ambiente
Due bombole finite devono essere sottoposte a cicli di pressione a temperatura ambiente conformemente al punto A.13 (appendice A del presente allegato) fino al cedimento, o ad almeno 45 000 cicli. Le bombole non devono cedere prima di aver raggiunto la vita di impiego specificata espressa in anni, moltiplicata per 1 000 cicli. Per le bombole che superano 1 000 cicli moltiplicati per la vita di impiego specificata espressa in anni, il cedimento deve avvenire per perdita e non per rottura. Le bombole che non presentano alcun cedimento entro 45 000 cicli devono essere distrutte proseguendo i cicli di pressione finché non si produce il cedimento, oppure sottoponendole a pressione idrostatica fino allo scoppio. Devono essere registrati il numero di cicli che determina il cedimento e la posizione del punto di inizio del cedimento.
7.5.4. Prova d'incendio (bonfire)
Le prove devono essere eseguite conformemente al punto A.15 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
7.5.5. Prova di penetrazione
Le prove devono essere eseguite conformemente al punto A.16 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
7.5.6. Comportamento leak-before-break (LBB — perdita prima della rottura)
Per le bombole che non superano 45 000 cicli nelle prove di cui al precedente punto 7.5.3, le prove di comportamento leak-before-break devono essere effettuate conformemente all'appendice A, punto A.6, del presente allegato e soddisfare le prescrizioni ivi contenute.
8. BOMBOLE DI TIPO GNC-2 CON RICOPERTURA CIRCONFERENZIALE
8.1. Prescrizioni di carattere generale
Durante la pressurizzazione, questo tipo di bombola presenta un comportamento in cui gli spostamenti della ricopertura in materiale composito e dell'anima metallica si sovrappongono linearmente. Questo allegato non indica un metodo di progettazione definito nei particolari, in quanto vengono utilizzate diverse tecniche di fabbricazione.
La determinazione del comportamento leak-before-break (LBB — perdita prima della rottura) deve essere effettuata conformemente alle procedure appropriate definite al punto A.6 (appendice A del presente allegato). La dimensione ammessa dei difetti deve essere determinata conformemente al precedente punto 6.15.2.
8.2. Prescrizioni relative al progetto
8.2.1. Anima metallica
L'anima metallica deve avere una pressione minima effettiva di scoppio di 26 MPa.
8.2.2. Ricopertura di materiale composito
La sollecitazione di trazione nelle fibre deve essere conforme alle prescrizioni di cui al precedente punto 6.5.
8.2.3. Analisi delle sollecitazioni
Si devono calcolare le sollecitazioni nel materiale composito e nell'anima dopo il pretensionamento. Le pressioni utilizzate per questi calcoli devono essere la pressione di prova e la pressione di scoppio di progettazione pari a 0,2 MPa e 20 MPa. Per i calcoli devono essere utilizzate tecniche di analisi idonee che applichino la teoria dei gusci sottili (thin shell), tenendo conto del comportamento non lineare del materiale dell'anima per stabilire la distribuzione delle sollecitazioni a livello del collo, delle zone di transizione e della parte cilindrica dell'anima della bombola.
Per le progettazioni in cui il pretensionamento viene ottenuto mediante il pretensionamento della cerchiatura (autofrettage) si devono calcolare i limiti entro cui deve essere compresa la pressione del suddetto pretensionamento.
Per le progettazioni in cui il pretensionamento viene ottenuto utilizzando un avvolgimento in trazione controllata, si devono calcolare la temperatura alla quale viene effettuato l'avvolgimento, la trazione richiesta in ogni strato del materiale composito e il successivo pretensionamento nell'anima.
8.3. Prescrizioni relative alla fabbricazione
8.3.1. Prescrizioni di carattere generale
La bombola in materiale composito deve essere fabbricata con un'anima ricoperta da avvolgimenti continui di filamento. Le operazioni di avvolgimento del filamento devono essere comandate da computer o meccanicamente. I filamenti devono essere applicati a tensione controllata durante l'avvolgimento. Una volta terminato l'avvolgimento, le resine termoindurenti devono essere sottoposte a indurimento (curing) mediante riscaldamento, utilizzando una curva tempo-temperatura predeterminata e controllata.
8.3.2. Anima
La fabbricazione di un'anima metallica deve soddisfare le prescrizioni di cui al precedente punto 7.3. relative al corrispondente tipo di fabbricazione dell'anima.
8.3.3. Ricopertura
Le bombole devono essere fabbricate con una macchina per l'avvolgimento delle fibre. Durante l'avvolgimento si devono sorvegliare le variabili significative per verificare che rientrino nelle tolleranze specificate e ciò deve essere documentato in un apposito rapporto. Le variabili possono comprendere gli elementi seguenti (l'elenco non ha però carattere esaustivo):
|
a) |
tipo di fibra, comprese le dimensioni; |
|
b) |
metodo di impregnazione; |
|
c) |
tensione di avvolgimento; |
|
d) |
velocità di avvolgimento; |
|
e) |
numero di filati di fibre o roving; |
|
f) |
larghezza della banda; |
|
g) |
tipo di resina e composizione; |
|
h) |
temperatura della resina; |
|
i) |
temperatura dell'anima. |
8.3.3.1. Trattamento (curing) delle resine termoindurenti
Se si utilizza una resina termoindurente, essa deve essere sottoposta a indurimento (curing) dopo l'avvolgimento delle fibre. Durante il trattamento si deve documentare il ciclo di indurimento (vale a dire la relazione tempo-temperatura).
La temperatura di indurimento (curing) deve essere controllata e non deve incidere in alcun modo sulle proprietà del materiale dell'anima. La temperatura massima di indurimento (curing) per bombole con anima di alluminio è di 177 °C.
8.3.4. Pretensionamento della cerchiatura (autofrettage)
L'eventuale pretensionamento della cerchiatura deve essere effettuato prima della prova sotto pressione idrostatica. La pressione di pretensionamento della cerchiatura deve essere compresa entro i limiti di cui al punto 8.2.3. ed il fabbricante deve stabilire il metodo di verifica della pressione appropriata.
8.4. Prescrizioni relative alle prove di produzione
8.4.1. Prove non distruttive
Le prove non distruttive devono essere effettuate conformemente ad una norma ISO o ad una norma equivalente riconosciute. Su ogni anima metallica devono essere effettuate le prove seguenti:
|
a) |
prova di durezza conformemente al punto A.8 (appendice A del presente allegato); |
|
b) |
controllo ad ultrasuoni, conformemente alla norma BS 5045, parte 1, allegato 1B, o metodo di prova non distruttiva di cui sia dimostrata l'equivalenza, allo scopo di assicurare che la dimensione massima dei difetti non superi quella specificata nel progetto. |
8.4.2. Prova sotto pressione idrostatica
Ogni bombola finita deve essere sottoposta ad una prova sotto pressione idrostatica conformemente al punto A.11 (appendice A del presente allegato). Il fabbricante deve definire il limite di espansione volumetrica permanente per la pressione di prova utilizzata, ma l'espansione permanente non deve in nessun caso superare il 5 % dell'espansione volumetrica totale misurata alla pressione di prova. Le bombole che non rientrino nel limite di accettazione definito devono essere scartate e distrutte oppure utilizzate per effettuare prove per lotto.
8.5. Prove su bombole per lotto
8.5.1. Prescrizioni di carattere generale
Le prove per lotto devono essere effettuate su bombole finite che siano rappresentative della produzione normale e rechino le marcature di identificazione. In ogni lotto si devono scegliere a caso due bombole o, a seconda dei casi, una bombola e un'anima. Se le prove vengono effettuate su un numero di bombole più elevato rispetto a quello previsto dal presente allegato, tutti i risultati devono essere documentati. Sulle bombole devono essere effettuate per lo meno le prove indicate qui di seguito.
Laddove siano riscontrati difetti nella ricopertura prima del pretensionamento della cerchiatura (autofrettage) o della prova sotto pressione idrostatica, la ricopertura può essere interamente rimossa e sostituita.
|
a) |
Prove sui materiali per lotto. Una bombola o un'anima o un campione testimone sottoposto a trattamento termico rappresentativo di una bombola finita devono essere sottoposti alle prove seguenti:
Quando il rivestimento non risponde alle prescrizioni del punto A.9.2 (appendice A del presente allegato), l'intero lotto deve essere controllato allo scopo di eliminare le bombole che presentano gli stessi difetti. Il rivestimento di tutte le bombole difettose può essere rimosso utilizzando un metodo che non comprometta l'integrità della copertura in materiale composito e riapplicato. La prova del rivestimento per lotto deve essere quindi ripetuta. |
|
b) |
Prova di scoppio per lotto. Una bombola deve essere sottoposta a prova conformemente alle prescrizioni di cui al precedente punto 7.4, lettera b). |
|
c) |
Prova periodica di cicli di pressione. La prova deve essere effettuata conformemente alle prescrizioni di cui al precedente punto 7.4, lettera c). |
8.6. Prove di qualificazione della progettazione delle bombole
8.6.1. Prescrizioni di carattere generale
Le prove di qualificazione devono essere effettuate su bombole che siano rappresentative della normale produzione e che rechino le marcature di identificazione. La selezione, il controllo e la documentazione dei risultati devono essere effettuati conformemente al precedente punto 6.13.
8.6.2. Prova di scoppio a pressione idrostatica
|
a) |
Un'anima deve essere sottoposta a prova di scoppio per pressione idrostatica conformemente al punto A.12 (appendice A del presente allegato). La pressione di scoppio deve essere maggiore della pressione minima di scoppio specificata per la progettazione dell'anima. |
|
b) |
Tre bombole devono essere sottoposte a prova di scoppio per pressione idrostatica conformemente al punto A.12 (appendice A del presente allegato). Le pressioni di scoppio delle bombole devono essere maggiori della pressione minima di scoppio determinata mediante l'analisi delle sollecitazioni per quel tipo di bombola, in conformità alla tabella 6.3, e in nessun caso devono essere inferiori rispetto al valore necessario per soddisfare i requisiti del rapporto di sollecitazione di cui al precedente punto 6.5. |
8.6.3. Prova dei cicli di pressione a temperatura ambiente
Due bombole finite devono essere sottoposte a cicli di pressione a temperatura ambiente conformemente al punto A.13 (appendice A del presente allegato) fino al cedimento, o ad almeno 45 000 cicli. Le bombole non devono cedere prima di aver raggiunto la vita di impiego specificata espressa in anni, moltiplicata per 1 000 cicli. Per le bombole che superano 1 000 cicli moltiplicati per la vita di impiego specificata espressa in anni, il cedimento deve avvenire per perdita e non per rottura. Le bombole che non presentano alcun cedimento entro 45 000 cicli devono essere distrutte proseguendo i cicli di pressione finché non si produce il cedimento, oppure sottoponendole a pressione idrostatica fino allo scoppio. Per le bombole che superano 45 000 cicli è ammesso il cedimento per rottura. Devono essere registrati il numero di cicli che determina il cedimento e la posizione del punto di inizio del cedimento.
8.6.4. Prova in ambiente acido
Una bombola deve essere sottoposta a prova conformemente al punto A.14 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute. L'appendice informativa H del presente allegato illustra una prova ambientale facoltativa.
8.6.5. Prova d'incendio (bonfire)
Le bombole finite devono essere sottoposte a prova conformemente al punto A.15 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
8.6.6. Prova di penetrazione
Una bombola finita deve essere sottoposta a prova conformemente al punto A.16 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
8.6.7. Prove di resistenza all'intaglio
Una bombola finita deve essere sottoposta a prova conformemente al punto A.17 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
8.6.8. Prova di scorrimento ad alta temperatura
Nelle progettazioni in cui la temperatura di transizione vetrosa della resina non supera di almeno 20 °C la temperatura massima di progetto del materiale, una bombola deve essere sottoposta a prova conformemente al punto A.18 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
8.6.9. Prova accelerata di rottura sotto sollecitazione
Una bombola finita deve essere sottoposta a prova conformemente al punto A.19 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
8.6.10. Comportamento leak-before-break (LBB — perdita prima della rottura)
Per le bombole che non superano 45 000 cicli nelle prove di cui al precedente punto 8.6.3, le prove di comportamento leak-before-break devono essere effettuate conformemente all'appendice A, punto A.6, del presente allegato e soddisfare le prescrizioni ivi contenute.
8.6.11. Prova di pressione ciclica alle temperature estreme
Una bombola finita deve essere sottoposta a prova conformemente al punto A.7 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
9. BOMBOLE DI TIPO GNC-3, INTERAMENTE RICOPERTE
9.1. Prescrizioni di carattere generale
Durante la pressurizzazione, questo tipo di bombole ha un comportamento in cui gli spostamenti della copertura in materiale composito e dell'anima si sovrappongono. Questo allegato non indica un metodo di progettazione definito nei particolari, in quanto vengono utilizzate diverse tecniche di fabbricazione; la determinazione del comportamento leak-before-break (LBB — perdita prima della rottura) deve essere effettuata conformemente alle procedure appropriate definite al punto A.6 (appendice A del presente allegato). La dimensione ammessa dei difetti deve essere determinata conformemente al precedente punto 6.15.2.
9.2. Prescrizioni relative al progetto
9.2.1. Anima metallica
La sollecitazione di compressione nell'anima a pressione zero e a 15 °C non deve provocare la deformazione permanente o la piegatura dell'anima.
9.2.2. Ricopertura di materiale composito
La sollecitazione di trazione nelle fibre deve essere conforme alle prescrizioni di cui al precedente punto 6.5.
9.2.3. Analisi delle sollecitazioni
Occorre calcolare le sollecitazioni tangenziali e longitudinali nel materiale composito e nell'anima della bombola dopo l'applicazione delle seguenti pressioni: pressione pari a 0, pressione di esercizio, 10 % della pressione di esercizio, pressione di prova e pressione di scoppio di progettazione. Si devono calcolare i limiti entro cui deve essere compresa la pressione di pretensionamento della cerchiatura (autofrettage). Per i calcoli devono essere utilizzate tecniche di analisi idonee che applichino la teoria dei gusci sottili (thin shell), tenendo conto del comportamento non lineare del materiale dell'anima per stabilire la distribuzione delle sollecitazioni a livello del collo, delle zone di transizione e della parte cilindrica dell'anima della bombola.
9.3. Prescrizioni relative alla fabbricazione
Le prescrizioni relative alla fabbricazione rispecchiano quelle descritte al precedente punto 8.3, ma la ricopertura deve essere costituita anche da filamenti avvolti in modo elicoidale.
9.4. Prescrizioni relative alle prove di produzione
Le prescrizioni relative alle prove di produzione rispecchiano quelle descritte al precedente punto 8.4.
9.5. Prove su bombole per lotto
Le prove per lotto devono soddisfare le prescrizioni di cui al precedente punto 8.5.
9.6. Prove di qualificazione della progettazione delle bombole
Le prove di qualificazione della progettazione delle bombole devono essere effettuate conformemente alle prescrizioni di cui al precedente punto 8.6. e al successivo punto 9.6.1, ma non è richiesta la prova di scoppio dell'anima prescritta al punto 8.6.
9.6.1. Prova di caduta
Una o più bombole finite devono essere sottoposte a prova di caduta conformemente al punto A.30 (appendice A del presente allegato).
10. BOMBOLE DI TIPO GNC-4, INTERAMENTE IN MATERIALE COMPOSITO
10.1. Prescrizioni di carattere generale
Il presente allegato non definisce nei particolari un metodo specifico per la progettazione di bombole con anima in materiale polimerico, perché esistono molti tipi di bombole possibili.
10.2. Prescrizioni relative al progetto
Per stabilire l'adeguatezza della progettazione utilizzare i calcoli di progetto. Le sollecitazioni di trazione nelle fibre devono rispondere alle prescrizioni di cui al precedente punto 6.5.
Sui bocchelli metallici devono essere utilizzate filettature coniche e cilindriche conformi ai precedenti punti 6.10.2. o 6.10.3.
I bocchelli metallici con aperture filettate devono essere in grado di resistere ad una coppia di 500 Nm senza che si producano danni all'integrità del raccordo all'anima non metallica. I bocchelli metallici collegati all'anima non metallica devono essere in materiale compatibile con le condizioni di impiego specificate al punto 4 del presente allegato.
10.3. Analisi delle sollecitazioni
Le sollecitazioni tangenziali e longitudinali nel materiale composito e nell'anima della bombola devono essere calcolate per una pressione pari a 0, per la pressione di esercizio, per la pressione di prova e la pressione di scoppio di progettazione. I calcoli devono applicare tecniche di analisi idonee al fine di determinare la distribuzione delle sollecitazioni nella bombola.
10.4. Prescrizioni relative alla fabbricazione
Le prescrizioni relative alla fabbricazione rispecchiano quelle descritte al precedente punto 8.3, salvo che la temperatura di indurimento (curing) per le resine termoindurenti deve essere di almeno 10 °C inferiore alla temperatura di rammollimento dell'anima in materiale plastico.
10.5. Prescrizioni relative alle prove di produzione
10.5.1. Prova sotto pressione idrostatica
Ogni bombola finita deve essere sottoposta ad una prova sotto pressione idrostatica conformemente al punto A.11 (appendice A del presente allegato). Il fabbricante deve definire il limite appropriato di espansione elastica per la pressione di prova utilizzata; l'espansione elastica di qualsiasi bombola non deve, tuttavia, in nessun caso superare di oltre il 10 % il valore medio del lotto. Le bombole che non rientrino nel limite di accettazione definito devono essere scartate e distrutte oppure utilizzate per effettuare prove per lotto.
10.5.2. Prova di tenuta
Ogni bombola finita deve essere sottoposta a prova di tenuta conformemente al punto A.10 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
10.6. Prove su bombole per lotto
10.6.1. Prescrizioni di carattere generale
Le prove per lotto devono essere effettuate su bombole finite che siano rappresentative della produzione normale e rechino le marcature di identificazione. In ogni lotto si deve scegliere a caso una bombola. Se le prove vengono effettuate su un numero di bombole più elevato rispetto a quello previsto dal presente allegato, tutti i risultati devono essere documentati. Sulle bombole devono essere effettuate per lo meno le prove indicate qui di seguito.
|
a) |
Prove sui materiali per lotto Una bombola, un'anima oppure un campione testimone (di un'anima), rappresentativo di una bombola finita, deve essere sottoposto alle seguenti prove:
|
|
b) |
Prova di scoppio per lotto Una bombola deve essere sottoposta a prova conformemente alle prescrizioni di cui al precedente punto 7.4, lettera b). |
|
c) |
Prova periodica di cicli di pressione Su una bombola il bocchello deve essere sottoposto a prova con una coppia di 500 Nm conformemente al metodo di prova di cui al punto A.25 (appendice A del presente allegato). La bombola deve essere quindi sottoposta a cicli di pressione conformemente alle procedure indicate al punto 7.4, lettera c). Una volta effettuati i cicli di pressione previsti, la bombola deve essere sottoposta a prova di tenuta conformemente al metodo descritto al punto A.10 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute. |
10.7. Prove di qualificazione della progettazione delle bombole
10.7.1. Prescrizioni di carattere generale
Le prove di qualificazione devono essere effettuate conformemente alle prescrizioni di cui ai punti 8.6, 10.7.2, 10.7.3. e 10.7.4. del presente allegato, ma non è richiesta la prova di comportamento leak-before-break (LLB — perdita prima della rottura) di cui al punto 8.6.10.
10.7.2. Prova di momento torcente sul bocchello
Una bombola deve essere sottoposta a prova conformemente al punto A.25 (appendice A del presente allegato).
10.7.3. Prova di permeazione
Una bombola deve essere sottoposta a prova di permeazione conformemente al punto A.21 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
10.7.4. Prova di cicli di pressione con gas naturale
Una bombola finita deve essere sottoposta a prova conformemente al punto A.27 (appendice A del presente allegato) e soddisfare le prescrizioni ivi contenute.
11. MARCATURE
11.1. Realizzazione delle marcature
Su ogni bombola il fabbricante deve apporre marcature permanenti leggibili, di altezza non inferiore a 6 mm. Le marcature devono essere realizzate mediante etichette incorporate nei rivestimenti in resina, etichette fissate con adesivo, stampigliature a bassa pressione sui fondelli rinforzati delle bombole di tipo GNC-1 e GNC-2 oppure mediante una combinazione di detti sistemi di marcatura. Le etichette adesive e la loro applicazione devono essere conformi alla norma ISO 7225 o ad una norma equivalente. Sono ammesse più etichette che devono essere collocate in modo tale da non venire coperte dalle staffe di montaggio. Ogni bombola conforme al presente allegato deve recare le seguenti marcature.
|
a) |
Informazioni obbligatorie:
|
|
b) |
Informazioni facoltative
|
12. PREPARAZIONE DELLA SPEDIZIONE
Prima della spedizione dallo stabilimento del fabbricante, l'interno di ogni bombola deve essere pulito ed asciugato. Le bombole che non vengono chiuse immediatamente mediante l'installazione di una valvola e di dispositivi di sicurezza, laddove questi siano applicabili, devono essere provviste di tappi in corrispondenza di tutte le aperture o bocchelli, allo scopo di evitare la penetrazione di umidità nella bombola e proteggere le filettature. Prima della spedizione, in tutte le bombole e in tutte le anime in acciaio deve essere spruzzato un anticorrosivo (ad esempio contenente olio).
All'acquirente devono essere fornite la dichiarazione di impiego del fabbricante e tutte le informazioni necessarie per assicurare procedure corrette di movimentazione, utilizzo e ispezione in servizio della bombola. La dichiarazione di impiego deve essere conforme all'appendice D del presente allegato.
(1) Non necessario se si utilizza il metodo di prova per le bombole difettose di cui all'appendice A, punto A.7, del presente allegato.
(2) La data di scadenza non deve essere posteriore alla vita di impiego specificata. La data di scadenza può essere apposta sulla bombola al momento della spedizione a condizione che le bombole siano state immagazzinate in luogo asciutto senza pressione interna.
Appendice A
METODI DI PROVA
A.1 PROVE DI TRAZIONE PER BOMBOLE DI ACCIAIO E DI ALLUMINIO
Occorre effettuare una prova di trazione sul materiale prelevato dalla parte cilindrica della bombola finita, utilizzando un provino rettangolare sagomato conformemente al metodo descritto nella norma ISO 9809 per l'acciaio e nella norma ISO 7866 per l'alluminio. Anche nel caso di cilindri con anime saldate di acciaio inossidabile si devono eseguire le prove di trazione su materiale prelevato dalle saldature secondo il metodo descritto al punto 8.4. della norma EN 13322-2. Le due facce del provino, corrispondenti alla superficie interna ed esterna della bombola, non devono essere lavorate di macchina. La prova di trazione deve essere effettuata conformemente alla norma ISO 6892.
Nota — Si richiama l'attenzione sul metodo di misurazione dell'allungamento descritto nella norma ISO 6892, in particolare nei casi in cui il provino sottoposto a prova di trazione sia rastremato, il che dà luogo a un punto di rottura distante dal centro della base di misura (lunghezza calibrata).
A.2 PROVA D'URTO PER BOMBOLE E ANIME D'ACCIAIO
La prova d'urto deve essere effettuata su tre provini di materiale prelevato dalla parte cilindrica della bombola finita, conformemente alla norma ISO 148. I provini per la prova d'urto devono essere prelevati nella direzione indicata nella tabella 6.2 dell'allegato 3 A dalla parete della bombola. Anche nel caso di cilindri con anime saldate di acciaio inossidabile si devono eseguire le prove d'urto su materiale prelevato dalla saldatura secondo il metodo descritto al punto 8.6. della norma EN 13322-2. L'intaglio deve essere perpendicolare alla faccia della parete della bombola. Per le prove longitudinali il provino deve essere interamente lavorato di macchina (sulle sei facce); se lo spessore della parete non consente di ottenere una larghezza finale del provino pari a 10 mm, la larghezza deve essere più vicina possibile allo spessore nominale della parete della bombola. I provini prelevati nella direzione trasversale devono essere lavorati di macchina solo su quattro facce; le facce interna ed esterna della parete della bombola non devono subire tale lavorazione.
A.3. PROVA DI RESISTENZA ALLA FESSURAZIONE SOTTO SFORZO IN PRESENZA DI SOLFURO, PER L'ACCIAIO
Salvo quanto precisato di seguito, le prove devono essere condotte in conformità al metodo A — Procedure della prova di trazione normalizzata NACE, descritto nella norma NACE TM0177-96. Le prove devono essere condotte su un minimo di tre provini di trazione con un diametro del calibro di 3,81 mm (0,150 pollici) lavorati di macchina, prelevati dalla parete di una bombola finita o di un'anima. I provini devono essere sottoposti a un carico di trazione costante pari al 60 % del carico minimo di snervamento specificato dell'acciaio, immersi in una soluzione di acqua distillata tamponata con lo 0,5 % (frazione di massa) di acetato di sodio triidrato e regolata a un pH iniziale di 4,0 mediante l'uso di acido acetico.
La soluzione deve essere continuamente saturata alla temperatura e alla pressione ambiente con acido solfidrico a 0,414 kPa (0,06 psia) (azoto di compensazione). I provini sottoposti a prova non devono cedere durante le 144 ore di durata della prova.
A.4. PROVE DI CORROSIONE PER L'ALLUMINIO
Le prove di corrosione per le leghe di alluminio devono essere effettuate conformemente all'allegato A della norma ISO/DIS 7866 e soddisfare le prescrizioni ivi contenute.
A.5. PROVE DI FESSURAZIONE DA CARICO PERMANENTE PER L'ALLUMINIO
Queste prove di resistenza alla fessurazione da carico permanente devono essere effettuate conformemente all'allegato D della norma ISO/DIS 7866 e soddisfare le prescrizioni ivi contenute.
A.6. PROVA DI PERDITA PRIMA DELLA ROTTURA (LBB — LEAK-BEFORE-BREAK)
Tre bombole finite devono essere sottoposte a cicli di pressione compresa tra non più di 2 MPa e non meno di 30 MPa ad una frequenza non superiore a 10 cicli al minuto.
Tutte le bombole devono cedere per perdita.
A.7. PROVA DI PRESSIONE CICLICA ALLE TEMPERATURE ESTREME
Le bombole finite, con la ricopertura di materiale composito senza alcun rivestimento protettivo, devono essere sottoposte a cicli di pressione come segue, senza mostrare segni di rottura, perdita o di sfilacciamento delle fibre:
|
a) |
condizionare la bombola per 48 ore a pressione zero, a una temperatura pari o superiore a 65 °C e con un'umidità relativa pari o superiore al 95 %. Questa prescrizione è considerata soddisfatta mediante vaporizzazione di un getto fine o di una nebbia d'acqua in una camera mantenuta alla temperatura di 65 °C; |
|
b) |
sottoporre la bombola a pressione idrostatica compresa tra non più di 2 MPa e non meno di 26 MPa a temperatura pari o superiore a 65 °C e con un'umidità del 95 % per 500 cicli moltiplicati per la vita di impiego specificata espressa in anni; |
|
c) |
stabilizzare a pressione zero e temperatura ambiente; |
|
d) |
mettere in pressione a valori compresi tra non più di 2 MPa a non meno di 20 MPa per 500 cicli moltiplicati per la vita di impiego specificata espressa in anni, alla temperatura di – 40 °C o inferiore. |
La frequenza dei cicli di pressione di cui al punto b) non deve superare 10 cicli al minuto. La frequenza dei cicli di pressione di cui al punto d) non deve superare 3 cicli al minuto, salvo nel caso in cui un trasduttore di pressione sia montato direttamente all'interno della bombola. Deve essere disponibile una strumentazione di registrazione idonea in modo da garantire che la temperatura minima del fluido sia mantenuta al livello indicato durante i cicli a bassa temperatura.
Dopo i cicli di pressione alle temperature estreme, le bombole devono essere sottoposte a pressione idrostatica, fino al cedimento, conformemente alle prescrizioni della prova di scoppio idrostatica, e raggiungere una pressione minima di scoppio pari all'85 % della pressione minima di scoppio di progettazione. Per le bombole di tipo GNC-4, prima della prova di scoppio idrostatica la bombola deve essere sottoposta a prova di tenuta conformemente al successivo punto A.10.
A.8. PROVA DI DUREZZA BRINELL
Le prove di durezza devono essere eseguite sulla parete parallela a livello centrale e ad un fondello di ciascuna bombola o anima conformemente alla norma ISO 6506. La prova deve essere eseguita dopo il trattamento termico finale; i valori di durezza determinati tramite la prova devono essere compresi nell'intervallo specificato per il progetto.
A.9. PROVE DEL RIVESTIMENTO [OBBLIGATORIE SE SI APPLICA IL PUNTO 6.12, LETTERA c), DELL'ALLEGATO 3 A]
A.9.1. Prove del rivestimento
I rivestimenti devono essere valutati utilizzando i seguenti metodi di prova oppure norme nazionali equivalenti:
|
a) |
prove di adesione conformemente alla norma ISO 4624 utilizzando il metodo A o il metodo B, a seconda dei casi. Il rivestimento deve mostrare un indice di adesione 4 A o 4B, a seconda dei casi; |
|
b) |
prove di flessibilità conformemente alla norma ASTM D522 (prova di piegatura su mandrino di rivestimenti organici applicati — Mandrel Bend Test of Attached Organic Coatings), utilizzando il metodo di prova B con un mandrino da 12,7 mm allo spessore specificato a – 20 °C. I campioni per la prova di flessibilità devono essere preparati conformemente alla norma ASTM D522. Non si devono riscontrare fessurazioni visibili; |
|
c) |
prove di resistenza all'urto conformemente alla norma ASTM D2794 [metodo di prova per la resistenza dei rivestimenti organici agli effetti della deformazione rapida (urto) — Test method for Resistance of Organic Coatings to the Effects of Rapid Deformation (Impact)]. Il rivestimento deve superare una prova d'urto preliminare a 18 J, a temperatura ambiente; |
|
d) |
prove di resistenza chimica se le prove sono effettuate secondo la norma ASTM D1308 (effetti dei prodotti chimici domestici sui rivestimenti organici trasparenti e pigmentati — Effect of Household Chemicals on Clear and Pigmented Organic Finishes). Queste prove devono essere effettuate utilizzando il metodo della prova per punti discontinui (Open Spot Test) e un'esposizione di 100 ore ad una soluzione di acido solforico al 30 % (acido per batterie con una densità relativa di 1,219) ed un'esposizione di 24 ore a un glicole polialchilene (ad esempio fluido per freni). Non si devono riscontrare sollevamenti, formazione di bolle o rammollimento del rivestimento. L'adesione deve essere di grado 3 nel caso di prova eseguita conformemente alla norma ASTM D3359; |
|
e) |
esposizione minima di 1 000 ore conformemente alla norma ASTM G53 [guida per l'utilizzo di apparecchiature (di tipo fluorescente a condensazione UV) per l'esposizione alla luce e all'acqua dei materiali non metallici — Practice for Operating Light- and Water-Exposure Apparatus (Fluorescent W-Condensation Type) for Exposure of non-metallic Materials]. Non si deve riscontrare alcuna formazione di bolle e l'adesione deve essere di grado 3 nel caso di prova eseguita conformemente alla norma ISO 4624. La perdita massima consentita di brillantezza è del 20 %; |
|
f) |
esposizione minima di 500 ore conformemente alla norma ASTM B117 [prova in nebbia salina — Salt Spray (Fog) Testing]. L'intaglio eseguito con la punta a tracciare non deve superare 3 mm, non deve esserci alcuna traccia di formazione di bolle e l'adesione deve essere di grado 3 nel caso di prova eseguita conformemente alla norma ASTM D3359; |
|
g) |
prove di resistenza alla scheggiatura a temperatura ambiente conformemente alla norma ASTM D3170 (resistenza alla scheggiatura dei rivestimenti — Chipping Resistance of Coatings). Il rivestimento deve essere di classe 7 A o migliore, e il substrato non deve rimanere scoperto. |
A.9.2. Prove del rivestimento per lotto
|
a) |
Spessore del rivestimento Lo spessore del rivestimento deve soddisfare le prescrizioni del progetto quando sottoposto a prova conformemente alla norma ISO 2808. |
|
b) |
Adesione del rivestimento La resistenza di adesione del rivestimento deve essere misurata conformemente alla norma ISO 4624 e deve essere almeno di grado 4 se misurata utilizzando il metodo di prova A o B, a seconda dei casi. |
A.10. PROVA DI TENUTA
Le bombole di tipo GNC-4 devono essere sottoposte a prova di tenuta utilizzando la procedura seguente (o altra procedura accettabile).
|
a) |
Le bombole devono essere minuziosamente asciugate e pressurizzate alla pressione di esercizio con aria o azoto secchi contenenti un gas rilevabile come ad esempio l'elio; |
|
b) |
la bombola in esame deve essere scartata laddove venga rilevata in un qualsiasi punto una perdita superiore a 0,004 cm3/ora. |
A.11. PROVA IDRAULICA
Si deve utilizzare uno dei due metodi seguenti.
Metodo 1: camicia d'acqua (prova di espansione volumetrica)
|
a) |
La bombola deve essere sottoposta a prova idrostatica ad una pressione pari ad almeno 1,5 volte la pressione di esercizio. In nessun caso la pressione di prova deve essere maggiore di quella di pretensionamento della cerchiatura (autofrettage). |
|
b) |
La pressione deve essere mantenuta per un periodo sufficientemente lungo (almeno 30 secondi) per assicurare l'espansione completa. Qualsiasi pressione interna applicata dopo il pretensionamento e prima della prova idrostatica non deve superare il 90 % della pressione idrostatica di prova. Se non è possibile mantenere la pressione di prova a causa di un guasto dell'apparecchiatura di prova, la prova può essere ripetuta, ad una pressione aumentata di 700 kPa. Non sono ammesse più di due ripetizioni della prova. |
|
c) |
Il fabbricante deve stabilire il limite appropriato di espansione volumetrica permanente per la pressione di prova utilizzata, ma l'espansione permanente non deve in nessun caso superare il 5 % dell'espansione volumetrica totale misurata alla pressione di prova. Il fabbricante deve stabilire il limite appropriato di espansione elastica per le bombole di tipo GNC-4. Le bombole che non rientrino nel limite di accettazione definito devono essere scartate e distrutte oppure utilizzate per effettuare prove per lotto. |
Metodo 2: prova della pressione di collaudo
La pressione idrostatica nella bombola deve essere aumentata in modo regolare e graduale fino a raggiungere la pressione di prova, pari ad almeno 1,5 volte la pressione di esercizio. La pressione di prova della bombola deve essere mantenuta per un periodo sufficientemente lungo (almeno 30 secondi) per accertarsi che non tenda a diminuire e che la tenuta sia garantita.
A.12. PROVA DI SCOPPIO A PRESSIONE IDROSTATICA
|
a) |
La velocità di pressurizzazione non deve superare 1,4 MPa al secondo (200 psi/secondo) a pressioni superiori all'80 % della pressione di scoppio di progettazione. Se la velocità di pressurizzazione a pressioni superiori all'80 % della pressione di scoppio di progettazione supera i 350 kPa/secondo (50 psi/secondo), è necessario collocare la bombola schematicamente tra la sorgente di pressione e il dispositivo di misurazione della pressione, oppure deve essere applicata per 5 secondi una pressione pari a quella minima di scoppio di progettazione. |
|
b) |
La pressione minima richiesta (calcolata) deve essere di almeno 45 MPa e non deve essere in nessun caso inferiore al valore necessario per soddisfare le prescrizioni relative al rapporto di sollecitazione. La pressione di scoppio effettiva deve essere registrata. La rottura può prodursi nella parte cilindrica o nel fondello della bombola. |
A.13. CICLI DI PRESSIONE A TEMPERATURA AMBIENTE
I cicli di pressione devono essere effettuati secondo la procedura descritta qui di seguito:
|
a) |
riempire la bombola da sottoporre a prova con un fluido non corrosivo come olio, acqua additivata o glicole; |
|
b) |
sottoporre la bombola a cicli di pressione compresa tra non più di 2 MPa e non meno di 26 MPa con una frequenza non superiore a 10 cicli al minuto. |
Registrare il numero di cicli fino al cedimento, unitamente alla posizione e alla descrizione dell'inizio del cedimento.
A.14. PROVA IN AMBIENTE ACIDO
Utilizzare la seguente procedura di prova su una bombola finita:
|
a) |
esporre per 100 ore un'area della superficie della bombola con diametro di 150 mm a una soluzione di acido solforico al 30 % (acido per batterie con una densità relativa di 1,219) mantenendo la pressione della bombola a 26 MPa; |
|
b) |
pressurizzare la bombola fino allo scoppio secondo la procedura di cui al precedente punto A.12. Applicare una pressione di scoppio superiore all'85 % della pressione minima di scoppio di progettazione. |
A.15. PROVA D'INCENDIO (BONFIRE)
A.15.1. Prescrizioni di carattere generale
Le prove d'incendio sono studiate per dimostrare che le bombole finite, complete del sistema di protezione antincendio [valvola della bombola, dispositivi di sicurezza alla sovrapressione (PRD) e/o isolamento termico integrale] specificato nella progettazione, non sono soggette a scoppio nelle condizioni di incendio indicate. È opportuno procedere con la massima cautela durante la prova antincendio, in considerazione della possibilità di una rottura della bombola.
A.15.2. Disposizione delle bombole
Le bombole devono essere disposte orizzontalmente con il fondo a circa 100 mm dalla sorgente del fuoco.
Si deve utilizzare una schermatura metallica di protezione per evitare il contatto diretto delle fiamme con le valvole della bombola, i raccordi e/o i dispositivi di sicurezza alla sovrapressione (PRD). La schermatura metallica non deve essere a contatto diretto con il sistema di protezione antincendio specificato [dispositivi di sicurezza alla sovrapressione (PRD) o valvola della bombola]. Qualsiasi malfunzionamento durante la prova di una valvola, raccordo o tubazione non facente parte del sistema di protezione previsto nel progetto invalida il risultato della prova.
A.15.3. Sorgente di fuoco
Una sorgente di fuoco uniforme lunga 1,65 m deve permettere il contatto diretto delle fiamme sulla superficie della bombola, su tutto il diametro.
Per alimentare la sorgente del fuoco si può utilizzare qualsiasi combustibile, a condizione che fornisca un calore uniforme sufficiente a mantenere le temperature di prova specificate fino allo svuotamento della bombola. Nella scelta del combustibile occorre tenere conto dei problemi di inquinamento atmosferico. La disposizione del fuoco deve essere registrata in modo sufficientemente dettagliato per poter riprodurre il livello di calore applicato alla bombola. Qualsiasi anomalia o variazione della sorgente di fuoco durante la prova invalida il risultato.
A.15.4. Misurazioni della temperatura e della pressione
Le temperature superficiali devono essere controllate mediante almeno tre termocoppie collocate lungo la parte inferiore della bombola a una distanza di non più di 0,75 m l'una dall'altra. Per evitare il contatto diretto delle fiamme con le termocoppie si devono utilizzare degli schermi metallici di protezione. In alternativa, le termocoppie possono essere inserite in blocchi di metallo di superficie inferiore a 25 mm2.
La pressione all'interno del cilindro va misurata con un sensore di pressione senza cambiare la configurazione del sistema sottoposto a prova.
Le temperature delle termocoppie e la pressione della bombola devono essere registrate ogni 30 secondi o a intervalli più ravvicinati durante la prova.
A.15.5. Prescrizioni generali relative alla prova
Le bombole devono essere pressurizzate con gas naturale e sottoposte a prova in posizione orizzontale:
|
a) |
alla pressione di esercizio; |
|
b) |
al 25 % della pressione di esercizio. |
Subito dopo l'accensione, le fiamme devono venire a contatto con la superficie della bombola, per la lunghezza di 1,65 m della sorgente del fuoco e sull'intero diametro della bombola. Entro 5 minuti dall'accensione la temperatura di almeno una termocoppia deve essere pari ad almeno 590 °C. Questa temperatura minima deve essere mantenuta fino al termine della prova.
A.15.6. Bombole di lunghezza pari o inferiore a 1,65 m
Il centro della bombola deve essere collocato sopra il centro della sorgente di fuoco.
A.15.7. Bombole di lunghezza superiore a 1,65 m
Se la bombola è provvista di un dispositivo di sicurezza alla sovrapressione (PRD) a un'estremità, la sorgente del fuoco deve cominciare all'estremità opposta della bombola. Se la bombola è provvista di dispositivi di sicurezza alla sovrapressione (PRD) ad entrambe le estremità, o in più punti lungo la bombola, il centro della sorgente di fuoco deve essere collocato a metà tra i dispositivi di sicurezza alla sovrapressione (PRD) separati tra loro dalla massima distanza orizzontale.
Se la bombola è protetta anche da un isolamento termico, si devono eseguire due prove di resistenza al fuoco alla pressione di impiego, una con il fuoco al centro rispetto alla lunghezza della bombola e l'altra con il fuoco appiccato a una delle estremità della bombola.
A.15.8. Risultati accettabili
La bombola deve svuotarsi attraverso un dispositivo di sicurezza alla sovrapressione (PRD).
A.16. PROVE DI PENETRAZIONE
La prova consiste nel far penetrare una pallottola perforante di diametro pari o superiore a 7,62 mm in una bombola pressurizzata a 20 MPa ± 1 MPa con gas compresso. La pallottola deve perforare completamente almeno una delle pareti laterali della bombola. Per le bombole di tipo GNC-2, GNC-3 e GNC-4 il proiettile deve urtare la parete laterale con un angolo di circa 45°. La bombola non deve presentare alcun segno di cedimento dovuto a schegge. La perdita di frammenti di materiale, ciascuno di peso non superiore a 45 grammi, non invalida la prova. Si devono registrare le dimensioni approssimative dei fori di entrata e uscita e la loro posizione.
A.17. PROVA DI RESISTENZA ALL'INTAGLIO DEL MATERIALE COMPOSITO
Unicamente per le bombole di tipo GNC-2, GNC-3 e GNC-4, su una bombola finita provvista di rivestimento di protezione si devono praticare intagli (in senso longitudinale) nel materiale composito. Le dimensioni degli intagli devono essere maggiori rispetto ai limiti specificati dal fabbricante per il controllo visivo.
La bombola intagliata deve essere poi sottoposta a cicli di pressione compresa tra non più di 2 MPa e non meno di 26 MPa, inizialmente per 3 000 cicli, quindi ad altri 12 000 cicli a temperatura ambiente. La bombola non deve perdere né rompersi entro i primi 3 000 cicli, ma può cedere per perdita nei 12 000 cicli successivi. Tutte le bombole sottoposte a questa prova devono essere distrutte.
A.18. PROVA DI SCORRIMENTO AD ALTA TEMPERATURA
Questa prova è obbligatoria per tutte le bombole di tipo GNC-4, nonché per tutte le bombole di tipo GNC-2 e GNC-3 in cui la temperatura di transizione vetrosa della matrice in resina non supera di almeno 20 °C la temperatura massima di progetto del materiale indicata al punto 4.4.2. dell'allegato 3 A. Una bombola finita deve essere sottoposta a prova come segue:
|
a) |
la bombola deve essere pressurizzata a 26 MPa e mantenuta alla temperatura di 100 °C per un periodo non inferiore a 200 ore; |
|
b) |
dopo la prova, la bombola deve soddisfare le prescrizioni di cui ai precedenti punti A.10 (prova di tenuta), A.11 (prova di espansione idrostatica) e A.12 (prova di scoppio). |
A.19. PROVA ACCELERATA DI ROTTURA SOTTO SOLLECITAZIONE
Unicamente per le bombole di tipo GNC-2, GNC-3 e GNC-4 una bombola priva di rivestimento protettivo deve essere sottoposta a pressione idrostatica a 26 MPa ed essere contemporaneamente immersa in acqua a 65 °C. La bombola deve essere mantenuta a questa pressione e a questa temperatura per 1 000 ore, quindi deve essere pressurizzata fino allo scoppio conformemente alla procedura di cui al punto A.12, salvo per il fatto che la pressione di scoppio deve superare l'85 % della pressione minima di scoppio di progettazione.
A.20. PROVA DEI DANNI DA URTO
Una o più bombole finite devono essere sottoposte a prova di caduta a temperatura ambiente senza pressurizzazione interna né valvole installate. La superficie su cui sono lasciate cadere le bombole deve essere un piano o una pavimentazione regolare e orizzontale di calcestruzzo. Una bombola deve essere lasciata cadere in posizione orizzontale sulla superficie d'impatto da un'altezza, calcolata relativamente al fondo della bombola, di 1,8 metri. Una bombola deve essere lasciata cadere verticalmente su ciascuna estremità da un'altezza sul piano o pavimentazione d'impatto sufficiente affinché l'energia potenziale sia di 488 J; l'altezza dell'estremità inferiore non deve in nessun caso superare 1,8 m. Una bombola deve essere lasciata cadere con un angolo di 45° su un fondello da un'altezza tale per cui il baricentro si trovi a 1,8 m; tuttavia se l'estremità inferiore è a meno di 0,6 m dal suolo l'angolo di caduta deve essere modificato allo scopo di mantenere un'altezza minima di 0,6 m e un baricentro di 1,8 m.
Dopo l'urto da caduta, le bombole devono essere sottoposte a cicli di pressione compresa tra non più di 2 MPa e non meno di 26 MPa per un numero di cicli pari a 1 000 volte la vita di impiego specificata espressa in anni. Le bombole possono perdere ma non rompersi durante l'applicazione dei cicli di pressione. Tutte le bombole sottoposte a prova con l'applicazione di cicli di pressione devono essere distrutte.
A.21. PROVA DI PERMEAZIONE
Questa prova è richiesta unicamente per le bombole di tipo GNC-4. Una bombola finita deve essere riempita con gas naturale compresso o con una miscela composta da 90 % di azoto e 10 % di elio alla pressione di esercizio. Durante la prova la bombola, che deve essere posta in una camera chiusa e sigillata a temperatura ambiente, deve essere controllata per rilevare eventuali perdite per un periodo di tempo sufficientemente lungo da consentire di determinare un tasso di permeazione stabile. Il tasso di permeazione deve essere inferiore a 0,25 ml di gas naturale o elio all'ora per litro di capacità in acqua della bombola.
A.22. PROPRIETÀ DI TRAZIONE DELLE MATERIE PLASTICHE
Il carico di snervamento a trazione e l'allungamento a rottura della materia plastica dell'anima devono essere determinati a – 50 °C conformemente alla norma ISO 3628 e soddisfare le prescrizioni di cui al punto 6.3.6. dell'allegato 3 A.
A.23. TEMPERATURA DI FUSIONE DELLE MATERIE PLASTICHE
Il materiale polimerico di anime finite deve essere sottoposto a prova conformemente al metodo descritto nella norma ISO 306 e soddisfare le prescrizioni di cui al punto 6.3.6. dell'allegato 3 A.
A.24. PRESCRIZIONI RELATIVE AI DISPOSITIVI DI SICUREZZA ALLA SOVRAPRESSIONE (PRD)
La compatibilità dei dispositivi di sicurezza alla sovrapressione (PRD) specificati dal fabbricante nelle condizioni di impiego indicate al punto 4 dell'allegato 3 A deve essere dimostrata mediante le seguenti prove di qualificazione.
|
a) |
Un campione deve essere mantenuto ad una temperatura controllata non inferiore a 95 °C e ad una pressione non inferiore alla pressione di prova (30 MPa) per 24 ore. Al termine della prova non si deve riscontrare alcuna traccia di fuga né alcun segno visibile di estrusione di qualsiasi metallo fusibile utilizzato nel progetto. |
|
b) |
Un campione deve essere sottoposto ad una prova di fatica applicando non più di 4 cicli di pressione al minuto nel modo seguente:
Al termine della prova non si deve riscontrare alcuna traccia di fuga né alcun segno visibile di estrusione di qualsiasi metallo fusibile utilizzato nel progetto. |
|
c) |
I componenti esposti in ottone destinati a mantenere la pressione nei dispositivi di sicurezza alla sovrapressione (PRD) devono resistere, senza che si produca alcuna fessurazione per tensocorrosione, ad una prova con nitrato mercuroso effettuata conformemente alla norma ASTM B154. Il dispositivo di sovrapressione deve essere immerso per 30 minuti in una soluzione acquosa di nitrato mercuroso contenente 10 g di nitrato mercuroso e 10 ml di acido nitrico per litro di soluzione. Dopo l'immersione il dispositivo di sicurezza alla sovrapressione (PRD) deve essere sottoposto a prova di tenuta applicando una pressione aerostatica di 26 MPa per un minuto, nel corso del quale deve essere verificata l'assenza di perdite verso l'esterno a livello del componente. Eventuali perdite non devono essere superiori a 200 cm3/h. |
|
d) |
I componenti esposti in acciaio inossidabile destinati a mantenere la pressione nei dispositivi di sicurezza alla sovrapressione (PRD) devono essere fabbricati con un tipo di lega resistente alla fessurazione per tensocorrosione indotta da cloruri. |
A.25. PROVA DI MOMENTO TORCENTE SUL BOCCHELLO
Il corpo della bombola deve essere fissato per impedirne la rotazione e deve essere applicata una coppia di 500 Nm a ciascun bocchello della bombola, dapprima nella direzione di serraggio di un collegamento filettato, poi in quella di allentamento e infine di nuovo in quella di serraggio.
A.26. RESISTENZA AL TAGLIO DELLA RESINA
Le resine devono essere sottoposte a prova su un provino campione rappresentativo della ricopertura in materiale composito conformemente alla norma ASTM D2344 o ad una norma nazionale equivalente. Dopo 24 ore di bollitura in acqua, il materiale composito deve avere una resistenza minima al taglio di 13,8 MPa.
A.27. PROVA DI CICLI DI PRESSIONE CON GAS NATURALE
Una bombola finita deve essere sottoposta a 300 cicli di pressione compresa tra meno di 2 MPa e la pressione di esercizio, utilizzando gas naturale compresso. La durata di ciascun ciclo di riempimento e svuotamento della bombola non deve superare 1 ora. La bombola deve essere sottoposta a prova di tenuta conformemente al precedente punto A.10 e soddisfare le prescrizioni ivi contenute. Al termine dei suddetti cicli effettuati con il gas naturale, la bombola deve essere sezionata e l'interfaccia anima/bocchello deve essere esaminata per rilevare qualsiasi deterioramento quali cricche da fatica o scariche elettrostatiche.
Nota — È necessario prestare particolare attenzione alla sicurezza durante l'esecuzione di questa prova. Prima di effettuare la prova, occorre che le bombole di questo tipo abbiano pienamente soddisfatto le prescrizioni di prova di cui al precedente punto A.12 (prova di scoppio a pressione idrostatica), al punto 8.6.3. dell'allegato 3 A (prova dei cicli di pressione a temperatura ambiente) e al precedente punto A.21 (prova di permeazione). Prima dell'esecuzione della prova le bombole in questione devono aver soddisfatto le prescrizioni di prova di cui al precedente punto A.10 (prova di tenuta).
A.28. PROVA DI PIEGAMENTO, ANIME SALDATE DI ACCIAIO INOSSIDABILE
Le prove di piegamento vanno effettuate su materiale prelevato dalla parte cilindrica di un'anima saldata di acciaio inossidabile e secondo il metodo descritto al punto 8.5. della norma EN 13322-2. Il provino non deve incrinarsi quando viene piegato verso l'interno attorno ad una forma in modo che la distanza tra le sue estremità interne non sia superiore al diametro della forma.
Appendice B
(non assegnato)
Appendice C
(non assegnato)
Appendice D
MODELLI DI RAPPORTO
Nota — La presente appendice non costituisce una parte obbligatoria del presente allegato.
È opportuno utilizzare i seguenti modelli:
|
1) |
Rapporto di fabbricazione e certificato di conformità: chiaro e leggibile, secondo il formato di cui al modello 1. |
|
2) |
Rapporto (1) dell'analisi chimica del materiale per bombole, anime o bocchelli metallici: deve contenere elementi essenziali, identificazione ecc. |
|
3) |
Rapporto (1) delle proprietà meccaniche del materiale per bombole e anime metalliche: deve contenere tutti i verbali di prova prescritti dal presente regolamento. |
|
4) |
Rapporto (1) delle proprietà fisiche e meccaniche dei materiali per anime non metalliche: deve contenere tutte le informazioni e i verbali di prova prescritti dal presente regolamento. |
|
5) |
Rapporto (1) dell'analisi del materiale composito: deve contenere tutti i verbali di prova e i dati prescritti dal presente regolamento. |
|
6) |
Rapporto delle prove idrostatiche, della prova periodica dei cicli di pressione e delle prove di scoppio: deve contenere tutti i verbali di prova e i dati prescritti dal presente regolamento. Modello 1 — Rapporto del fabbricante e certificazione di conformità Fabbricato da: Sede: Numero di registrazione regolamentare: Numero e marchio del fabbricante: Numero di serie: da … a … compreso … Descrizione della bombola: DIMENSIONI: diametro esterno: … mm; lunghezza: … mm. Le marcature punzonate sul fondello o riportate su etichette applicate sulla bombola sono:
Ogni bombola è stata fabbricata conformemente a tutte le prescrizioni del regolamento UNECE n. … e alla descrizione della bombola di cui sopra. I prescritti rapporti dei risultati di prova sono allegati. Con la presente certifico che i risultati delle prove sono soddisfacenti sotto tutti gli aspetti e conformi alle prescrizioni relative al tipo sopraindicato. Osservazioni: … Autorità di omologazione: … Firma dell'ispettore: … Firma del fabbricante: … Luogo e data: … |
(1) I modelli di rapporto dal n. 2 al n. 6 devono essere compilati dal fabbricante e servono a identificare esattamente le bombole e le relative prescrizioni. Ogni rapporto deve essere firmato dall'autorità competente e dal fabbricante.
Appendice E
VERIFICA DEI RAPPORTI DI SOLLECITAZIONE MEDIANTE L'USO DI ESTENSIMETRI
|
1. |
Il rapporto sollecitazione-deformazione per le fibre è sempre elastico; di conseguenza, i rapporti di sollecitazione e i rapporti di deformazione sono uguali. |
|
2. |
Sono necessari estensimetri per allungamenti elevati. |
|
3. |
Gli estensimetri devono essere orientati nel senso delle fibre su cui sono montati (ad esempio, per la fibra di rinforzo circonferenziale sull'esterno della bombola gli estensimetri vanno montati in direzione circonferenziale). |
|
4. |
Metodo 1 (per le bombole che non utilizzano avvolgimento ad elevata trazione)
|
|
5. |
Metodo 2 (per tutte le bombole)
|
Appendice F
METODI DI DETERMINAZIONE DELLA RESISTENZA A ROTTURA
F.1. DETERMINAZIONE DEI PUNTI SENSIBILI ALLA FATICA
La posizione e l'orientamento dei cedimenti per fatica devono essere determinati nelle bombole mediante un'appropriata analisi delle sollecitazioni oppure mediante prove di fatica effettuate in scala reale su bombole finite, secondo quanto prescritto per ogni tipo di bombola sulla base delle prove di qualificazione della progettazione. Utilizzando l'analisi delle sollecitazioni ad elementi finiti, il punto sensibile alla fatica deve essere individuato sulla base della posizione e dell'orientamento della massima concentrazione dello sforzo di trazione principale nella parete della bombola o nell'anima alla pressione di esercizio.
F.2. PERDITA PRIMA DELLA ROTTURA (LBB — LEAK-BEFORE-BREAK)
F.2.1. Analisi critica (engineering critical assessment — ECA). Quest'analisi può essere effettuata per dimostrare che nella bombola finita si produrrà una perdita in presenza di un difetto nella bombola o nell'anima che si propaghi fino a diventare una cricca passante. Sulla parete laterale della bombola deve essere effettuata una valutazione della perdita prima della rottura. Se il punto sensibile alla fatica è al di fuori della parete laterale, la valutazione della perdita prima della rottura deve essere effettuata anche in quel punto utilizzando una metodologia di livello II, così come delineato nella norma BS PD6493. L'analisi deve comprendere le seguenti fasi:
|
a) |
misurazione della lunghezza massima (asse principale) della cricca superficiale passante (normalmente di forma ellittica) su tre bombole sottoposte a cicli di pressione nell'ambito delle prove di qualificazione della progettazione (conformemente all'appendice A, punti A.13 e A.14, del presente allegato) per ciascun tipo di bombola. Nell'analisi utilizzare la cricca più lunga rilevata nelle tre bombole. Modellizzare una cricca semiellittica passante con asse principale pari a due volte l'asse più lungo (misurato) e con l'asse più corto pari a 0,9 volte lo spessore della parete. La cricca semiellittica deve essere modellizzata nelle posizioni specificate al precedente punto F.1. La cricca deve essere orientata in modo tale che il massimo sforzo principale di trazione provochi l'avanzamento della fessura; |
|
b) |
ai fini dell'analisi si devono utilizzare i livelli di sollecitazione nella parete/anima a 26 MPa ricavati dall'analisi delle sollecitazioni di cui al punto 6.6. dell'allegato 3 A. Le forze che provocano l'avanzamento della cricca (crack driving forces) devono essere calcolate in base al punto 9.2. o 9.3. della norma BS PD6493; |
|
c) |
la resistenza alla frattura della bombola finita o dell'anima di una bombola finita, determinata a temperatura ambiente per l'alluminio e a – 40 °C per l'acciaio, deve essere stabilita utilizzando una tecnica di prova normalizzata (ISO/DIS 12737 o ASTM 813-89 o BS 7448) conformemente ai punti 8.4. e 8.5. della norma BS PD6493; |
|
d) |
il coefficiente di collasso plastico deve essere calcolato conformemente al punto 9.4. della norma BS PD6493-91; |
|
e) |
l'intaglio modellizzato deve essere accettabile secondo quanto previsto al punto 11.2. della norma BS PD6493-91. |
F.2.2. Prova di perdita prima della rottura per scoppio di una bombola intagliata
Una prova di frattura deve essere effettuata sulla parete laterale della bombola. Se i punti sensibili alla fatica determinati conformemente al precedente punto F.1 sono all'esterno della parete laterale, la prova di frattura deve essere effettuata anche in tali punti. La procedura di prova è la seguente:
|
a) |
Determinazione della lunghezza dell'intaglio corrispondente alla perdita prima della rottura La lunghezza dell'intaglio corrispondente alla perdita prima della rottura nel punto sensibile alla fatica deve essere pari al doppio della lunghezza massima della cricca superficiale passante misurata sulle tre bombole sottoposte a cicli di pressione fino al cedimento nel quadro delle prove di qualificazione della progettazione relative a ogni tipo di bombola. |
|
b) |
Intagli sulle bombole Per le bombole di tipo GNC-1 che presentano un punto sensibile alla fatica nella parte cilindrica in direzione assiale, gli intagli esterni devono essere lavorati di macchina longitudinalmente, circa a metà della lunghezza della parte cilindrica della bombola. Gli intagli devono essere praticati nello spessore minimo di parete della sezione mediana determinato in base a misurazioni dello spessore in quattro punti lungo la circonferenza della bombola. Per le bombole di tipo GNC-1 che presentano un punto sensibile alla fatica all'esterno della parte cilindrica, l'intaglio corrispondente alla perdita prima della rottura deve essere praticato sulla superficie interna della bombola nella direzione sensibile alla fatica. Per le bombole di tipo GNC-2 e GNC-3 l'intaglio corrispondente alla perdita prima della rottura deve essere praticato nell'anima metallica. Per gli intagli da sottoporre a prova con pressione monotona, l'utensile di taglio utilizzato deve avere uno spessore di circa 12,5 mm con un angolo di 45° ed un raggio di raccordo massimo di 0,25 mm. Il diametro dell'utensile di taglio deve essere di 50 mm per le bombole con diametro esterno inferiore a 140 mm, e compreso tra 65 e 80 mm per le bombole con diametro esterno superiore a 140 mm (si raccomanda l'utilizzo di un utensile «CVN» normalizzato). Nota — L'utensile di taglio deve essere affilato regolarmente per far sì che il raggio di raccordo sia conforme alle specifiche. La profondità dell'intaglio può essere modificata per ottenere una perdita mediante messa in pressione idraulica monotona. La cricca non deve propagarsi di oltre il 10 % al di là dell'intaglio praticato con l'utensile di taglio e misurato sulla superficie esterna. |
|
c) |
Procedura La prova deve essere effettuata mediante messa in pressione monotona o ciclica nel modo descritto qui di seguito.
|
|
d) |
Criteri di accettazione per la prova della bombola intagliata La bombola supera le prove se sono soddisfatte le seguenti condizioni.
|
Nota — Se questi requisiti non sono soddisfatti (il cedimento si verifica a meno di 26 MPa, pur avvenendo per perdita) la prova può essere ripetuta con un intaglio meno profondo. Inoltre, se si verifica un cedimento per rottura ad una pressione superiore a 26 MPa e se l'intaglio è poco profondo, la prova può essere ripetuta con un intaglio più profondo.
F.3. DIMENSIONI DEI DIFETTI PER LE PROVE NON DISTRUTTIVE (PND)
F.3.1. Determinazione delle dimensioni dei difetti per le prove non distruttive (PND) mediante analisi critica (engineering critical assessment — ECA)
I calcoli devono essere effettuati conformemente al punto 3 della norma britannica (BS) PD 6493, attenendosi alle fasi seguenti:
|
a) |
le cricche da fatica devono essere modellizzate nel punto sottoposto a più forte sollecitazione nella parete/anima sotto forma di intagli piani; |
|
b) |
il campo di sollecitazioni applicate nel punto sensibile alla fatica, dovuto ad una pressione compresa tra 2 MPa e 20 MPa, deve essere determinato in base all'analisi delle sollecitazioni così come indicato al punto F.1 della presente appendice; |
|
c) |
la sollecitazione di flessione e la sollecitazione di membrana possono essere usate separatamente; |
|
d) |
il numero minimo di cicli di pressione è 15 000; |
|
e) |
i dati sulla propagazione della cricca da fatica devono essere determinati in aria conformemente alla norma ASTM E647. Il piano della cricca deve essere orientato in direzione C-L (vale a dire che il piano della cricca deve essere perpendicolare alle circonferenze e lungo l'asse della bombola), come illustrato nella norma ASTM E399. La velocità di propagazione è determinata dalla media di tre prove con provini. Nell'analisi possono essere utilizzati i dati specifici, eventualmente disponibili, relativi alla velocità di propagazione delle cricche da fatica per il materiale e le condizioni di impiego; |
|
f) |
la crescita della cricca nella direzione dello spessore e in quella della lunghezza per ciclo di pressione deve essere determinata seguendo le fasi indicate al punto 14.2. della norma britannica BS PD 6493-91, integrando il rapporto tra la velocità di propagazione della cricca da fatica determinata conformemente al precedente punto e) e il campo di variazione della forza che provoca l'avanzamento della cricca (crack driving force) corrispondente al ciclo di pressione applicato; |
|
g) |
seguendo le fasi sopraindicate, calcolare la profondità e la lunghezza massime ammissibili del difetto che non provochino il cedimento per rottura o fatica della bombola durante la vita di impiego prevista dal progetto. Le dimensioni dei difetti per le PND (prove non distruttive) devono essere pari o inferiori alla dimensione massima (ammessa) dei difetti calcolata nel progetto. |
F.3.2. Determinazione delle dimensioni dei difetti per le prove non distruttive (PND) mediante cicli di pressione applicati alla bombola intagliata
Per quanto concerne le bombole di tipo GNC-1, GNC-2 e GNC-3, tre bombole con intagli artificiali che superino la capacità di rilevamento della lunghezza e profondità dei difetti del metodo di ispezione PND di cui al punto 6.15. dell'allegato 3 A devono essere sottoposte a cicli di pressione fino a cedimento conformemente al metodo di prova di cui al punto A.13 (appendice A del presente allegato). Per le bombole di tipo GNC-1 che presentino un punto sensibile alla fatica nella parte cilindrica, praticare intagli esterni sulla parete laterale. Per le bombole di tipo GNC-1 che abbiano un punto sensibile alla fatica all'esterno della parete laterale e per le bombole di tipo GNC-2 e GNC-3, praticare intagli interni. Gli intagli interni possono essere lavorati di macchina prima del trattamento termico e della chiusura dell'estremità della bombola.
Le bombole non devono perdere o rompersi prima di 15 000 cicli. La dimensione consentita dei difetti per le PND è pari o inferiore alla dimensione dell'intaglio artificiale praticato in quel punto.
Appendice G
ISTRUZIONI DEL FABBRICANTE PER LA MOVIMENTAZIONE, L'UTILIZZO E L'ISPEZIONE DELLE BOMBOLE
G.1. PRESCRIZIONI DI CARATTERE GENERALE
La funzione principale di questa appendice è fornire indicazioni all'acquirente, al distributore, all'installatore e all'utilizzatore della bombola per un utilizzo sicuro della bombola stessa durante la sua vita d'impiego prevista.
G.2. DISTRIBUZIONE
Il fabbricante deve informare l'acquirente dell'obbligo di fornire istruzioni a tutti coloro che sono coinvolti nelle operazioni di distribuzione, movimentazione, installazione e utilizzo delle bombole. Il documento può essere riprodotto per avere a disposizione un numero di copie sufficienti alle esigenze; deve però essere contrassegnato con il riferimento alle bombole consegnate.
G.3. RIFERIMENTO A CODICI, NORME E REGOLAMENTI ESISTENTI
Possono essere fornite istruzioni specifiche facendo riferimento a codici, norme e regolamenti nazionali o riconosciuti.
G.4. MOVIMENTAZIONE DELLE BOMBOLE
Devono essere descritte le procedure di movimentazione in modo da assicurare che le bombole non subiscano danni o contaminazioni inaccettabili durante la movimentazione.
G.5. INSTALLAZIONE
Devono essere fornite istruzioni di installazione al fine di assicurare che le bombole non subiscano danni inaccettabili durante l'installazione e durante il normale funzionamento nella vita di impiego prevista.
Nel caso in cui il montaggio sia descritto dal fabbricante, le istruzioni devono contenere all'occorrenza dettagli come lo schema di montaggio, l'uso di materiali resilienti per guarnizioni, le coppie di serraggio corrette e recare l'indicazione che deve essere evitata l'esposizione diretta della bombola a contatti meccanici e chimici.
Il fabbricante, nei casi in cui non descriva il montaggio, deve attirare l'attenzione dell'acquirente sui possibili effetti a lungo termine del sistema di montaggio sul veicolo, ad esempio: movimenti della scocca del veicolo ed espansione/contrazione della bombola nelle condizioni di pressione e temperatura di impiego.
All'occorrenza il fabbricante deve attirare l'attenzione dell'acquirente sulla necessità di effettuare l'installazione in modo tale da evitare il deposito di liquidi o solidi che potrebbero danneggiare il materiale della bombola.
Il fabbricante deve anche specificare il corretto dispositivo di sicurezza alla sovrapressione (PRD) da installare.
G.6. UTILIZZO DELLE BOMBOLE
Il fabbricante deve attirare l'attenzione dell'acquirente sulle condizioni di utilizzo previste da questo regolamento, in particolare sul numero di cicli di pressione consentito per la bombola, sulla sua durata d'impiego in anni, sui parametri di qualità del gas e sulle pressioni massime consentite.
G.7. ISPEZIONE IN SERVIZIO
Il fabbricante deve indicare chiaramente l'obbligo per l'utilizzatore di rispettare le prescrizioni riguardanti l'ispezione della bombola (ad esempio l'intervallo tra le revisioni da far eseguire a personale autorizzato). Queste informazioni devono essere conformi alle prescrizioni di omologazione del progetto.
Appendice H
PROVA AMBIENTALE
H.1. CAMPO DI APPLICAZIONE
La prova ambientale ha l'obiettivo di dimostrare che le bombole per veicoli a gas naturale (VGN) sono in grado di resistere all'esposizione all'ambiente del sottoscocca ed occasionalmente ad altri fluidi. La prova è stata messa a punto dall'industria automobilistica statunitense a seguito di cedimenti delle bombole dovuti a fessurazione per tensocorrosione (SCC — stress corrosion cracking) della copertura in materiale composito.
H.2. RIASSUNTO DEL METODO DI PROVA
Si procede innanzitutto al precondizionamento di una bombola sottoponendola ad urti prodotti con un pendolo e con ghiaia per simulare le potenziali condizioni del sottoscocca. La bombola viene quindi sottoposta all'immersione in modo da simulare l'esposizione a sale ad uso stradale/pioggia acida, esposta ad altri fluidi, sottoposta a cicli di pressione ed esposta ad alte e a basse temperature. Al termine della sequenza di prova la bombola viene messa in pressione idraulica fino alla distruzione. La resistenza residua allo scoppio della bombola non deve essere inferiore all'85 % della resistenza minima allo scoppio di progettazione.
H.3. DISPOSIZIONE E PREPARAZIONE DELLA BOMBOLA
La bombola deve essere sottoposta a prova in condizioni rappresentative della geometria installata, compresi l'eventuale rivestimento, le staffe di montaggio e le guarnizioni, nonché i raccordi di pressione che utilizzino la stessa configurazione di tenuta (ad esempio O-ring) utilizzata durante l'impiego della bombola. Le staffe di montaggio possono essere verniciate o rivestite prima di essere introdotte nella prova di immersione qualora siano verniciate o rivestite prima della loro installazione sul veicolo.
Le bombole devono essere sottoposte a prova in posizione orizzontale e suddivise idealmente lungo la mezzeria orizzontale in una parte «superiore» e una parte «inferiore». La parte inferiore della bombola deve essere sottoposta alternativamente a immersione in sale ad uso stradale/pioggia acida e in aria calda o fredda.
La parte superiore deve essere suddivisa in cinque zone distinte marcate per il precondizionamento e l'esposizione ai fluidi. Le aree devono avere un diametro nominale di 100 mm e non devono sovrapporsi sulla superficie della bombola. Sebbene ciò agevoli le prove, le zone possono non essere orientate lungo una stessa linea ma non devono comunque sovrapporsi alla parte immersa della bombola.
Anche se il precondizionamento e l'esposizione ai fluidi sono effettuati sulla parte cilindrica della bombola, l'intera bombola, fondelli compresi, deve resistere alle prove ambientali come le zone esposte.
Figura H.1
Orientamento della bombola e disposizione delle aree esposte
Aree esposte
ad altri fluidi

H.4. APPARECCHIATURA DI PRECONDIZIONAMENTO
Per il precondizionamento della bombola mediante urto con pendolo e con ghiaia è necessaria la seguente apparecchiatura.
|
a) |
Apparecchiatura d'urto mediante pendolo Il corpo d'urto deve essere di acciaio, di forma piramidale, con facce a forma di triangolo equilatero e base quadrata. La sommità e gli spigoli devono essere arrotondati con un raggio di 3 mm. Il centro di percussione del pendolo deve coincidere con il baricentro della piramide; la sua distanza dall'asse di rotazione del pendolo deve essere di 1 m. La massa totale del pendolo riferita al suo centro di percussione deve essere di 15 kg. L'energia del pendolo al momento dell'urto non deve essere inferiore a 30 Nm e il più possibile vicina a tale valore. Durante l'urto del pendolo la bombola deve essere tenuta ferma in corrispondenza dei fondelli o delle staffe di montaggio previste. |
|
b) |
Macchina per urto con ghiaia Macchina costruita conformemente alle specifiche di progettazione illustrate nella figura H.2. La procedura di funzionamento dell'apparecchiatura è quella descritta nella norma ASTM D3170 (metodo di prova normalizzato per la resistenza alla scheggiatura dei rivestimenti — Standard Test Method for Chip Resistance of Coatings), tranne per il fatto che la bombola può essere tenuta a temperatura ambiente durante l'impatto con la ghiaia. |
|
c) |
Ghiaia Ghiaia stradale alluvionale che passi a un setaccio da 16 mm ma venga trattenuta da un setaccio da 9,5 mm. In ogni applicazione si devono utilizzare 550 ml di ghiaia calibrata (circa 250-300 granuli). |
Figura H.2
Prova d'urto con ghiaia

H.5. AMBIENTI DI ESPOSIZIONE
|
a) |
Ambiente di immersione Nella fase appropriata della sequenza di prova (tabella 1) la bombola deve essere orientata orizzontalmente con il terzo inferiore del suo diametro immerso in una soluzione acquosa che simuli la pioggia acida/il sale ad uso stradale. La soluzione deve essere costituita da:
Il livello ed il pH della soluzione devono essere regolati prima di ogni fase della prova in cui si utilizza questo liquido. La temperatura del bagno deve essere di 21 ± 5 °C. Durante l'immersione la parte non immersa della bombola deve essere tenuta in aria ambiente. |
|
b) |
Esposizione ad altri fluidi Nella fase appropriata della sequenza di prova (tabella 1) esporre ciascuna zona marcata per 30 minuti ad una delle cinque soluzioni seguenti. Per tutta la durata della prova si deve usare per ogni zona la stessa soluzione. Le soluzioni sono:
Durante l'esposizione orientare la bombola di prova con la zona di esposizione verso l'alto. Sulla zona di esposizione posizionare uno strato di lana di vetro (spesso circa 0,5 mm) tagliato a misura. Con una pipetta applicare 5 ml del fluido di prova sulla zona di esposizione. Rimuovere lo strato di lana di vetro dopo la pressurizzazione della bombola per 30 minuti. |
H.6. CONDIZIONI DI PROVA
|
a) |
Ciclo di pressione Sottoporre la bombola a cicli di pressione idraulica compresa tra non più di 2 MPa e non meno di 26 MPa, come definito nella sequenza di prova. Il ciclo totale deve durare non meno di 66 secondi e deve comprendere una fase della durata minima di 60 secondi in cui la pressione sia mantenuta a 26 MPa. Il ciclo nominale è il seguente:
durata totale del ciclo: almeno 66 secondi. |
|
b) |
Pressione durante l'esposizione ad altri fluidi Dopo l'applicazione degli altri fluidi, mettere in pressione la bombola a non meno di 26 MPa per almeno 30 minuti. |
|
c) |
Esposizione a temperature basse ed elevate Come definito nella sequenza di prova, esporre l'intera bombola ad aria molto calda o molto fredda; il contatto deve avvenire a livello della superficie esterna. La temperatura dell'aria fredda deve essere pari o inferiore a – 40 °C; quella dell'aria calda di 82 °C ± 5 °C. Per l'esposizione a bassa temperatura, la temperatura del fluido delle bombole di tipo GNC-1 deve essere sorvegliata utilizzando una termocoppia montata all'interno della bombola per accertarsi che si mantenga a – 40 °C o a meno. |
H.7. PROCEDURA DI PROVA
|
a) |
Precondizionamento della bombola Ciascuna delle cinque zone della parte superiore della bombola marcate per l'esposizione ad altri fluidi deve essere precondizionata mediante un unico impatto della sommità del corpo del pendolo sul centro geometrico di ciascuna area. Dopo l'urto le cinque zone devono essere ulteriormente condizionate mediante urti prodotti con ghiaia. La regione centrale della parte inferiore della bombola — destinata ad essere sommersa — va precondizionata mediante un impatto della sommità del corpo del pendolo su tre punti distanziati 150 mm circa l'uno dall'altro. Dopo l'impatto la stessa regione centrale che ha subito l'urto deve essere ulteriormente condizionata mediante urti prodotti con ghiaia. Durante il precondizionamento la bombola non deve essere in pressione. |
|
b) |
Sequenza e cicli di prova La sequenza degli ambienti di esposizione, i cicli di pressione e la temperatura da utilizzare sono definiti nella tabella 1. La superficie della bombola non deve essere lavata o asciugata tra le varie fasi. |
H.8. RISULTATI ACCETTABILI
Dopo la sequenza di prova di cui sopra la bombola deve essere sottoposta a prova idrostatica di tenuta fino allo scoppio conformemente alla procedura illustrata all'appendice A, punto A.12, del presente allegato. La pressione di scoppio della bombola non deve essere inferiore all'85 % della pressione minima di scoppio di progettazione.
Tabella 1
Condizioni e sequenza di prova
|
Fasi della prova |
Ambienti di esposizione |
Numero di cicli di pressione |
Temperatura |
|
1 |
Altri fluidi |
— |
Ambiente |
|
2 |
Immersione |
1 875 |
Ambiente |
|
3 |
Aria |
1 875 |
Elevata |
|
4 |
Altri fluidi |
— |
Ambiente |
|
5 |
Immersione |
1 875 |
Ambiente |
|
6 |
Aria |
3 750 |
Bassa |
|
7 |
Altri fluidi |
— |
Ambiente |
|
8 |
Immersione |
1 875 |
Ambiente |
|
9 |
Aria |
1 875 |
Elevata |
|
10 |
Altri fluidi |
— |
Ambiente |
|
11 |
Immersione |
1 875 |
Ambiente |
ALLEGATO 3B
Serbatoi per liquidi — Recipienti con isolamento sotto vuoto per lo stoccaggio a bordo di gas naturale compresso utilizzato come carburante per gli autoveicoli
1. CAMPO DI APPLICAZIONE
Il presente allegato definisce i requisiti minimi applicabili ai serbatoi ricaricabili per liquidi. Questi serbatoi sono destinati unicamente allo stoccaggio di gas naturale liquido utilizzato come carburante a bordo di autoveicoli, ai quali tali serbatoi devono essere fissati. I serbatoi devono essere realizzati in qualunque tipo di acciaio inossidabile austenitico, utilizzando qualsiasi progettazione o metodo di fabbricazione adatto alle condizioni di impiego specificate.
I serbatoi per GNL cui si applica il presente allegato sono classificati nella classe 5.
Le condizioni di impiego dei serbatoi sono descritte al punto 4.
Il presente allegato si basa su una pressione di esercizio inferiore a 26 MPa. Le pressioni di esercizio (WP) possono essere consentite variando la pressione mediante il coefficiente appropriato (rapporto) in base alla seguente formula:
Ptest = 1,3 (WP + 0,1) [MPa]
La vita di impiego del serbatoio deve essere definita dal fabbricante e può variare in funzione delle applicazioni.
2. CONDIZIONI DI IMPIEGO
2.1. Prescrizioni di carattere generale
2.1.1. Condizioni normali di impiego
Le condizioni normali di impiego descritte al presente punto sono fornite come base per la progettazione, la fabbricazione, l'ispezione, il collaudo e l'omologazione di serbatoi destinati ad essere montati in forma permanente su veicoli e destinati allo stoccaggio, a temperature criogeniche, di gas naturale utilizzato come carburante nei veicoli.
2.1.2. Utilizzo dei serbatoi
Le condizioni di impiego sono inoltre destinate a fornire informazioni su come utilizzare in modo sicuro i serbatoi fabbricati in conformità al presente regolamento. Destinatari di queste informazioni sono:
|
a) |
i fabbricanti di serbatoi; |
|
b) |
i proprietari di serbatoi; |
|
c) |
i progettisti o gli appaltatori responsabili dell'installazione dei serbatoi; |
|
d) |
i progettisti o proprietari di attrezzature utilizzate per ricaricare i serbatoi sui veicoli; |
|
e) |
i fornitori di gas naturale; nonché |
|
f) |
le autorità di regolamentazione competenti in materia di utilizzo dei serbatoi. |
2.1.3. Riqualificazione periodica
Il fabbricante dei serbatoi deve fornire, sulla base dell'utilizzo nelle condizioni di impiego specificate nel presente allegato, raccomandazioni per la riqualificazione periodica mediante controllo visivo o prove da eseguire nell'arco della vita di impiego. Ogni serbatoio deve essere sottoposto a controllo visivo almeno ogni 120 mesi a decorrere dalla data di messa in servizio nel veicolo (immatricolazione del veicolo) e ad ogni nuova installazione per verificare l'assenza di danni o deterioramenti anche sotto le fascette di supporto. Il controllo visivo deve essere effettuato da un servizio tecnico approvato o riconosciuto dall'autorità di omologazione, conformemente alle specifiche del fabbricante. I serbatoi privi dell'etichetta contenente le informazioni obbligatorie oppure con etichette sulle quali per una qualunque ragione le informazioni obbligatorie siano diventate illeggibili devono essere ritirati dal servizio. Se il serbatoio può essere identificato in modo certo in base al fabbricante e al numero di serie, si può applicare un'etichetta sostitutiva in modo che il serbatoio possa continuare a essere utilizzato.
2.1.4. Serbatoi coinvolti in collisioni
I serbatoi coinvolti in una collisione del veicolo devono essere ispezionati nuovamente da un organismo autorizzato dal fabbricante, salvo indicazione contraria dell'autorità competente. I serbatoi che non abbiano subito danni da urto a seguito della collisione possono essere nuovamente utilizzati; in caso contrario devono essere restituiti al fabbricante per un'indagine valutativa.
2.1.5. Serbatoi coinvolti in incendi
I serbatoi che abbiano subito l'azione del fuoco devono essere nuovamente ispezionati da un organismo autorizzato dal fabbricante, oppure dichiarati non idonei e ritirati dal servizio.
2.2. Pressione massima
La pressione di esercizio massima autorizzata (MAWP) deve essere definita dal fabbricante e corrisponde alla taratura nominale della valvola primaria di sicurezza alla sovrapressione. La pressione di esercizio massima autorizzata deve essere inferiore a 26 MPa.
2.3. Campo di temperature
La temperatura del liquido nei serbatoi può variare da un minimo di – 195 °C fino a un massimo di + 65 °C.
2.4. Composizione del gas
Il tenore di idrogeno non deve superare il 2 % in volume, se i serbatoi sono fabbricati con un acciaio avente una resistenza alla trazione superiore a 950 MPa.
2.5. Superfici esterne
I serbatoi non sono progettati per un'esposizione continua all'azione meccanica o chimica, ad esempio perdite dal carico trasportato a bordo dei veicoli oppure danni gravi da abrasione provocati dalle condizioni della strada, e devono essere conformi a norme di installazione riconosciute. Le superfici esterne dei serbatoi possono tuttavia essere involontariamente esposte a:
|
a) |
solventi, acidi e alcali, fertilizzanti; nonché |
|
b) |
fluidi per autoveicoli, compresi la benzina, i fluidi idraulici, il glicole e gli oli. |
2.6. Perdite e svuotamento
Nel caso di serbatoi di GNL collocati in luogo chiuso per lunghi periodi di tempo (ad esempio per manutenzione), le perdite e lo svuotamento di gas naturale (o di altre sostanze infiammabili) dal serbatoio devono essere trattati in modo opportuno per evitare i pericoli dovuti al rilascio di sostanze infiammabili in spazi chiusi.
2.7. I serbatoi per GNL a bordo di veicoli devono avere un tempo minimo di ritenzione previsto (struttura senza sfiato) di cinque giorni dopo essere stati riempiti completamente e ai massimi valori previsti nell'intervallo di temperatura di riempimento/pressione di progettazione.
3. OMOLOGAZIONE DEL PROGETTO
3.1. Prescrizioni di carattere generale
Il progettista o il fabbricante del serbatoio devono fornire le seguenti informazioni a corredo della domanda di omologazione presentata all'autorità di omologazione:
|
a) |
dichiarazione d'impiego (punto 3.2); |
|
b) |
dati di progettazione (punto 3.3); |
|
c) |
dati di fabbricazione (punto 3.3.7); |
|
d) |
scheda delle specifiche (punto 3.3.8); |
|
e) |
dati aggiuntivi (punto 3.3.9.1). |
3.2. Dichiarazione d'impiego
Lo scopo della dichiarazione d'impiego è fornire indicazioni agli utilizzatori e agli installatori dei serbatoi, ed informare l'autorità di omologazione o un suo rappresentante. La dichiarazione d'impiego deve comprendere:
|
a) |
una dichiarazione che indichi che la progettazione del serbatoio è idonea per l'utilizzo nelle condizioni di impiego definite al punto 4, per la vita di impiego del serbatoio; |
|
b) |
l'indicazione della vita di impiego; |
|
c) |
le prescrizioni minime per la prova e/o l'ispezione in servizio; |
|
d) |
l'indicazione dei dispositivi di sicurezza alla sovrapressione (PRD) prescritti; |
|
e) |
una descrizione dei metodi di fissaggio ecc. necessari ma non forniti con il serbatoio; |
|
f) |
una descrizione del progetto del serbatoio; |
|
g) |
tempo di ritenzione previsto; |
|
h) |
qualsiasi altra informazione necessaria per assicurare l'utilizzo e l'ispezione del serbatoio in condizioni di sicurezza. |
3.3. Dati di progettazione
3.3.1. Disegni
I disegni devono illustrare almeno quanto segue:
|
a) |
titolo, numero di riferimento, data di pubblicazione ed eventuali numeri di revisione con le relative date di pubblicazione; |
|
b) |
il riferimento al presente regolamento e il tipo di serbatoio; |
|
c) |
tutte le dimensioni del recipiente a pressione con le relative tolleranze, compresi i dettagli relativi ai fondelli, con gli spessori minimi, e alle aperture o bocchelli; |
|
d) |
la massa dei serbatoi, con relativa tolleranza; |
|
e) |
le specifiche dei materiali, comprese le proprietà meccaniche e chimiche minime o i campi di tolleranza; |
|
f) |
altri dati, ad esempio la pressione minima di prova. |
3.3.2. Rapporto di analisi delle sollecitazioni
Occorre fornire un'analisi delle sollecitazioni.
I metodi di calcolo accettabili comprendono:
|
a) |
elementi finiti; |
|
b) |
differenza finite; |
|
c) |
elemento marginali; |
|
d) |
altri metodi consolidati. |
Deve essere fornito un prospetto in cui siano riepilogate le sollecitazioni calcolate.
3.3.3. Dati relativi ai materiali
Deve essere fornita una descrizione dettagliata dei materiali utilizzati nel progetto, con le tolleranze delle rispettive caratteristiche.
3.3.4. Dati relativi alle prove di qualificazione della progettazione (DQ)
Il materiale, il progetto, la fabbricazione e la verifica del serbatoio devono essere adatti all'uso previsto e rispondere alle prescrizioni delle prove richieste per quel progetto specifico di serbatoio, quando si procede ai collaudi con i metodi di prova pertinenti descritti dettagliatamente nell'appendice A del presente allegato.
I dati relativi alle prove devono indicare anche le dimensioni, lo spessore di parete ed il peso di ciascun serbatoio sottoposto a prova.
3.3.5. Protezione antincendio
Deve essere specificata la disposizione dei dispositivi di sicurezza alla sovrapressione (PRD) che proteggono il serbatoio da una rottura improvvisa in caso di esposizione alle condizioni di incendio descritte nell'appendice A, punto A.1, del presente allegato. I dati delle prove devono confermare l'efficacia del sistema di protezione antincendio specificato.
3.3.6. Supporti dei serbatoi
Devono essere forniti i dati relativi ai supporti dei serbatoi o alle prescrizioni riguardanti i supporti, conformemente a quanto indicato al punto 4.11.
3.3.7. Dati di fabbricazione
Devono essere forniti i dettagli relativi a tutti i processi di fabbricazione e alle prove di produzione.
La norma EN 1251-2 (2000) deve essere rispettata per quanto concerne i seguenti elementi:
|
a) |
sistema qualità; |
|
b) |
taglio; |
|
c) |
formatura a freddo; |
|
d) |
formatura a caldo; |
|
e) |
tolleranze di fabbricazione; |
|
f) |
saldatura; |
|
g) |
giunti non saldati. |
3.3.8. Scheda delle specifiche
Ogni progetto di serbatoio deve essere corredato di una scheda delle specifiche contenente l'elenco dei documenti contenenti le informazioni di cui al punto 5.1. Per ogni documento devono essere indicati il titolo, il numero di riferimento, il numero della revisione e la data di pubblicazione della prima edizione e delle rispettive versioni. Tutti i documenti devono essere firmati o siglati dalla persona che li ha emessi. Ogni scheda delle specifiche deve essere contrassegnata da un numero e deve recare l'indicazione del numero dell'eventuale revisione; si tratta di numeri che possono essere utilizzati per indicare il progetto di serbatoio. Sulla scheda delle specifiche deve essere previsto uno spazio per un timbro indicante la registrazione del progetto.
3.3.9.1. Dati aggiuntivi
Se del caso, devono essere forniti dati aggiuntivi a sostegno della domanda, come ad esempio la cronistoria dell'impiego del materiale proposto o l'uso di un particolare progetto di serbatoio in altre condizioni di impiego.
3.4. Omologazione e certificazione
3.4.1. Ispezione e prove
La valutazione di conformità deve essere effettuata secondo le disposizioni di cui al punto 11 del presente regolamento.
Per assicurare la conformità dei serbatoi al presente regolamento internazionale, essi devono essere sottoposti ad ispezione eseguita dall'autorità di omologazione conformemente al punto 4.10.
3.4.2. Certificato di prova
Se i risultati delle prove effettuate sul prototipo conformemente al punto 4.10. sono soddisfacenti, l'autorità competente rilascia un certificato di prova. L'appendice D del presente allegato contiene un esempio di certificato di prova.
4. PRESCRIZIONI
4.1. Prescrizioni di carattere generale
Il progetto dei serbatoi deve riguardare tutti gli aspetti pertinenti che consentano di assicurare che ogni serbatoio prodotto secondo tale progetto può essere utilizzato allo scopo previsto per la vita di impiego specificata.
4.2. Progettazione
Il presente regolamento non contiene formule di progettazione, bensì dispone che l'adeguatezza della progettazione sia stabilita mediante calcoli appropriati e dimostrata attraverso prove che attestino che i serbatoi sono in grado di superare regolarmente le prove relative ai materiali, alla qualificazione della progettazione e alla produzione specificate nel presente regolamento.
4.3. Materiali
I materiali utilizzati devono essere idonei alle condizioni di impiego specificate al punto 2. Il progetto non deve prevedere il contatto tra materiali incompatibili. Le prove di qualificazione della progettazione relativamente ai materiali sono sintetizzate nella tabella 6.1.
I materiali del serbatoio del carburante e i suoi accessori devono essere compatibili, a seconda dei casi, con:
|
a) |
GNL; |
|
b) |
altri fluidi e sostanze riscontrati nell'ambiente di un veicolo quali refrigeranti, fluidi per freni e acido per batterie. |
I materiali utilizzati a basse temperature devono essere conformi ai requisiti di resistenza di cui alla norma ISO 21028-1 (2004). Per i materiali non metallici l'idoneità di temperatura deve essere convalidata da un metodo sperimentale, tenendo conto delle condizioni di funzionamento.
I materiali utilizzati per il contenitore esterno devono garantire l'integrità del sistema di isolamento e devono essere costituiti di acciaio inossidabile austenitico; il loro allungamento a rottura alla temperatura dell'azoto liquido deve essere almeno del 12 %.
Per il recipiente interno è necessario garantire la resistenza dei materiali a tutti i carichi di servizio (fatica).
Non occorre aggiungere un margine di corrosione per il recipiente interno e neppure per le altre superfici, se queste sono protette adeguatamente contro la corrosione.
Per i recipienti saldati, le saldature devono avere proprietà equivalenti a quelle specificate per il materiale di base a tutte le temperature a cui può essere esposto il materiale.
4.3.1. Composizione
La composizione chimica di tutti gli acciai deve essere dichiarata e definita almeno dal contenuto di carbonio, manganese, silicio, nichel, cromo e molibdeno e di qualunque altro elemento di lega aggiunto intenzionalmente.
4.3.2. Prova di trazione
Le proprietà di trazione dell'acciaio saldato nel recipiente interno devono essere sottoposte a prova conformemente alle norme EN 895:1995 ed EN 6892-1:2009.
4.3.3. Prova di resistenza all'urto
Le proprietà di resistenza all'urto dell'acciaio saldato nel recipiente interno devono essere sottoposte a prova conformemente alle norme EN 1251-2:2000 ed EN 10045-1:1990.
4.3.4. Prova di piegamento
Le proprietà di piegamento dell'acciaio saldato nel recipiente interno devono essere sottoposte a prova conformemente alla norma EN 910:1996.
4.3.5. Controllo della saldatura
L'ispezione radiografica dell'acciaio saldato nel recipiente interno deve essere effettuata conformemente alle norme EN 1251-2:2000 ed EN 1435:1997.
4.4. Pressione di prova
Nel processo di fabbricazione occorre utilizzare la seguente pressione minima di prova del recipiente interno:
Ptest = 1,3 (WP + 0,1) [MPa]
dove:
WP è espressa in MPa.
4.5. Analisi delle sollecitazioni
Per giustificare gli spessori minimi di progetto della parete deve essere eseguita un'analisi delle sollecitazioni. Per giustificare la progettazione dell'elemento interno di sostegno in caso di esposizione alle accelerazioni di cui al punto 18.4.4. del presente regolamento deve essere eseguita un'analisi delle sollecitazioni. La sollecitazione non deve superare la resistenza minima alla trazione del materiale quando questa è calcolata in base al modello di sollecitazione lineare. Può non essere necessario calcolare la sollecitazione ammissibile negli elementi interni di sostegno ove possa essere dimostrato che il serbatoio del carburante resiste alle accelerazioni di cui al punto 18.4.4. senza danni alla struttura del serbatoio interno o dei suoi supporti.
4.6. Ispezione e prove
Il controllo di fabbricazione deve specificare i programmi e le procedure riguardanti:
|
a) |
il controllo, le prove ed i criteri di accettazione in fase di fabbricazione, nonché |
|
b) |
i controlli periodici, le prove ed i criteri di accettazione durante l'utilizzo in servizio. L'intervallo tra le revisioni visive delle superfici esterne dei serbatoi deve essere conforme al punto 2.1.3. del presente allegato. L'appendice B del presente allegato contiene indicazioni in merito alle istruzioni del fabbricante riguardanti la movimentazione, l'utilizzo e l'ispezione. |
4.7. Protezione antincendio
Tutti i serbatoi devono essere protetti dal fuoco per mezzo di dispositivi di sicurezza alla sovrapressione (PRD). Il serbatoio, i materiali che lo compongono, i dispositivi di sicurezza alla sovrapressione (PRD) e qualsiasi altro materiale aggiunto di isolamento o protezione devono essere progettati per garantire insieme un livello adeguato di sicurezza in condizioni di incendio nella prova specificata al punto A.1 (allegato 3B, appendice A).
I dispositivi di sicurezza alla sovrapressione (PRD) devono essere sottoposti a prova conformemente al punto A.1 (allegato 3B, appendice A).
4.8. (Riservato)
4.9. Supporti dei serbatoi
Il fabbricante deve specificare in che modo debbano essere fissati i serbatoi per l'installazione sui veicoli. Il fabbricante deve anche fornire le istruzioni per l'installazione, compresa la forza e la coppia di serraggio massime necessarie senza provocare sollecitazioni inaccettabili nel serbatoio o danneggiarne la superficie.
4.10. Prove di qualificazione della progettazione (DQ)
Per l'omologazione di ogni tipo di serbatoio si deve dimostrare che il materiale, il progetto, la fabbricazione ed il controllo sono adatti all'utilizzo previsto: devono rispondere cioè alle prescrizioni riguardanti le prove di qualificazione del materiale sintetizzate nella tabella 6.1 del presente allegato e le prove di qualificazione del serbatoio sintetizzate nella tabella 6.2 del presente allegato, mediante esecuzione di tutte le prove conformemente ai metodi di prova descritti nell'appendice A del presente allegato. La selezione del serbatoio di prova e l'esecuzione delle prove devono avvenire sotto il controllo dell'autorità competente. Se le prove vengono effettuate su un numero di serbatoi più elevato rispetto a quello previsto dal presente allegato, tutti i risultati devono essere documentati.
4.11. Prove e controlli della produzione
Devono essere forniti i dettagli relativi alle prove e ai controlli di produzione.
La norma EN 1251-2 2000 deve essere rispettata per quanto concerne i seguenti elementi:
|
a) |
fasi di ispezione; |
|
b) |
piani di prova per il controllo della produzione; |
|
c) |
prove non distruttive; |
|
d) |
rettifica; |
|
e) |
prove sotto pressione. |
4.12. Non conformità ai requisiti di prova
In caso di non conformità ai requisiti di prova, si devono ripetere le prove secondo quanto di seguito indicato:
|
a) |
deve essere effettuata un'ulteriore prova se è dimostrato che è stato commesso un errore di esecuzione della prova oppure un errore di misurazione. Se il risultato di questa ulteriore prova è soddisfacente, non si tiene conto della prima prova; |
|
b) |
se la prova è stata effettuata in modo soddisfacente si deve individuare la causa del mancato superamento della stessa. |
Se la non conformità è riscontrata durante le prove non distruttive, tutti i serbatoi identificati come difettosi devono essere scartati o riparati utilizzando un metodo approvato. I serbatoi non scartati sono in questo caso considerati facenti parte di un nuovo lotto. Tutte le prove pertinenti per prototipo o per lotto devono dimostrare l'accettabilità del nuovo lotto e vanno ripetute. Se l'esito di una o più prove è anche solo in parte insoddisfacente, tutti i serbatoi di quel lotto devono essere scartati.
4.13. Modifica del progetto
Si intende per modifica del progetto una qualsiasi modifica riguardante la scelta dei materiali strutturali o una qualsiasi modifica dimensionale non attribuibile alle normali tolleranze di fabbricazione.
Le modifiche progettuali di modesta entità devono poter ottenere la qualificazione mediante un programma di prove ridotto. Le modifiche progettuali indicate nella tabella 6.4 devono essere sottoposte alle prove di qualificazione della progettazione, come specificato.
Tabella 6.1
Prove di qualificazione della progettazione per i materiali
|
Materiale del recipiente interno |
Punto corrispondente del presente allegato |
|
Prova di trazione |
4.3.2. |
|
Prova di resistenza all'urto |
4.3.3. |
|
Prova di piegamento |
4.3.4. |
|
Controllo della saldatura |
4.3.5. |
Tabella 6.2
Prove di qualificazione della progettazione dei serbatoi
|
|
Prova e numero dell'allegato |
|
Prova d'incendio (bonfire) |
Allegato 3B, appendice A, punto A.1 |
|
Prova di caduta |
Allegato 3B, appendice A, punto A.2 |
|
Prova del tempo di ritenzione |
Allegato 3B, appendice A, punto A.3 |
Tabella 6.3
Prescrizioni fondamentali in materia di controllo della produzione
Controllo di qualità
Piani di prova per il controllo della produzione
Prove non distruttive
Prove sotto pressione
Tabella 6.4
Modifiche del progetto
|
|
Tipo di prova |
||||||||
|
Modifiche del progetto |
|
|
|
||||||
|
Diametro > 20 % |
X |
X |
X |
||||||
|
Lunghezza > 50 % |
X |
X |
X |
||||||
|
Pressione di esercizio > 20 % |
X |
X |
X |
||||||
|
Materiale/metodo di isolamento |
X |
|
X |
||||||
4.14. Prove sotto pressione
Ogni serbatoio deve essere sottoposto ad una prova sotto pressione conformemente al punto A.4 (allegato 3B, appendice A).
4.15. Prove di qualificazione della progettazione dei serbatoi
4.15.1. Prescrizioni di carattere generale
Le prove di qualificazione devono essere effettuate su serbatoi finiti che siano rappresentativi della normale produzione e che rechino le marcature di identificazione. La selezione, il controllo e la documentazione dei risultati devono essere effettuati conformemente al precedente punto 4.11.
4.15.2. Prova d'incendio (bonfire)
Le prove devono essere eseguite conformemente al punto A.1 (allegato 3B, appendice A) e soddisfare le prescrizioni ivi contenute.
5. MARCATURE
5.1. Su ogni serbatoio il fabbricante deve apporre marcature permanenti leggibili, di altezza non inferiore a 6 mm. Le marcature devono essere realizzate mediante etichette fissate con adesivo o targhe assicurate con saldature. Le etichette adesive e la loro applicazione devono essere conformi alla norma ISO 7225 o ad una norma equivalente. Sono ammesse più etichette o targhe che devono essere collocate in modo tale da non venire coperte dalle staffe di montaggio. Ogni serbatoio conforme al presente allegato deve recare le seguenti marcature.
|
a) |
Informazioni obbligatorie:
|
|
b) |
Informazioni facoltative Su una o più etichette separate possono essere riportate le seguenti informazioni facoltative:
|
Le marcature devono essere riportate nell'ordine indicato ma la loro disposizione può variare in base allo spazio disponibile. Qui di seguito è riportato un esempio accettabile di come riportare le informazioni obbligatorie:
|
SOLO GNL Fabbricante/Numero di particolare (part number)/Numero di serie 1.6 MPa (16 bar)/– 160 °C regolamento UNECE 110 GNL (n. di registrazione …) «utilizzare unicamente dispositivi di sicurezza alla sovrapressione (PRD) approvati dal fabbricante» |
6. PREPARAZIONE DELLA SPEDIZIONE
Prima della spedizione dallo stabilimento del fabbricante, l'interno di ogni serbatoio deve essere pulito ed asciugato. I serbatoi che non vengono chiusi immediatamente mediante l'installazione di una valvola e di dispositivi di sicurezza, laddove questi siano applicabili, devono essere provvisti di tappi in corrispondenza di tutte le aperture o bocchelli, allo scopo di evitare la penetrazione di umidità nel serbatoio e proteggere le filettature.
All'acquirente devono essere fornite la dichiarazione di impiego del fabbricante e tutte le informazioni necessarie per assicurare procedure corrette di movimentazione, utilizzo e ispezione in servizio del serbatoio. La dichiarazione di impiego deve essere conforme all'appendice D del presente allegato.
Appendice A
METODI DI PROVA
A.1 PROVA D'INCENDIO (BONFIRE)
A.1.1. Prescrizioni di carattere generale
Le prove d'incendio sono studiate per dimostrare che i serbatoi finiti, completi del sistema di protezione antincendio [valvola del serbatoio, valvole di sicurezza alla sovrapressione e/o isolamento termico integrale] specificato nella progettazione, non sono soggetti a scoppio nelle condizioni di incendio indicate. È opportuno procedere con la massima cautela durante la prova antincendio, in considerazione della possibilità di una rottura del serbatoio.
A.1.2. Disposizione dei serbatoi
Il serbatoio interno deve essere alla stessa temperatura del GNL. Questa prescrizione è da considerarsi soddisfatta se, nel corso delle precedenti 24 ore, il serbatoio del carburante ha contenuto un volume di GNL liquido pari almeno alla metà del volume del serbatoio interno.
Il serbatoio del carburante deve essere riempito di GNL in modo che la quantità di GNL misurata dal sistema di misurazione corrisponda a ± 10 % della quantità netta massima consentita nel serbatoio interno.
A.1.3. Sorgente del fuoco
La lunghezza e la larghezza del fuoco devono essere superiori alle dimensioni di progetto del serbatoio di almeno 0,1 m. La norma ISO 11439 contiene istruzioni per realizzare adeguatamente una prova d'incendio. La temperatura media deve rimanere superiore a 590 °C per tutta la durata della prova.
Per alimentare la sorgente del fuoco si può utilizzare qualsiasi combustibile, a condizione che fornisca un calore uniforme sufficiente a mantenere le temperature di prova specificate fino allo svuotamento del serbatoio. Nella scelta del combustibile occorre tenere conto dei problemi di inquinamento atmosferico. La disposizione del fuoco deve essere registrata in modo sufficientemente dettagliato per poter riprodurre il livello di calore applicato al serbatoio. Qualsiasi anomalia o variazione della sorgente di fuoco durante la prova invalida il risultato.
A.1.4. Misurazioni della temperatura e della pressione
La temperatura media dello spazio situato 10 mm al di sotto del serbatoio di carburante, misurata da due o più termocoppie, deve essere di almeno 590 °C.
Le temperature delle termocoppie e la pressione del serbatoio devono essere registrate ogni 30 secondi o a intervalli più ravvicinati durante la prova.
A.1.5. Prescrizioni generali relative alla prova
La pressione del serbatoio del carburante all'inizio della prova deve essere di ± 0,1 MPa rispetto alla pressione di saturazione del GNL nel serbatoio interno.
Occorre misurare il lasso di tempo trascorso dal momento in cui la temperatura media raggiunge 590 °C fino all'apertura della valvola primaria di sicurezza alla sovrapressione.
Una volta apertasi la valvola di sicurezza alla sovrapressione (PRV), la prova deve continuare fino a quando l'evaporazione di tale valvola non è completa.
A.1.6. Risultati accettabili
La durata di funzionamento del serbatoio di carburante, che corrisponde al lasso di tempo che precede l'apertura della valvola di sicurezza alla sovrapressione (PRV), non deve essere inferiore a 5 minuti in situazione di esposizione ad un incendio esterno.
Il serbatoio del carburante non deve scoppiare e la pressione all'interno del recipiente interno non deve superare la fascia di errore ammissibile del recipiente interno. La valvola secondaria di sicurezza alla sovrapressione deve limitare la pressione all'interno del recipiente interno alla pressione di prova specificata al punto 4.4. dell'allegato3B.
A.2 PROVA DI CADUTA
Ogni famiglia di serbatoi di carburante deve essere sottoposta a prova di caduta per verificare l'integrità del serbatoio. Le prove di caduta devono includere una prova di caduta da un'altezza di 9 m del serbatoio di carburante sulla superficie più critica del serbatoio (ad eccezione dei condotti di uscita) e una prova di caduta da un'altezza di 3 m sui condotti di uscita. Il serbatoio deve contenere un peso a pieno carico equivalente all'azoto liquido saturato alla metà della pressione di esercizio. Non deve registrarsi alcuna perdita di prodotto durante l'ora successiva alla prova di caduta, ad eccezione del funzionamento della valvola di sicurezza e del vapore fra il bocchettone di riempimento e la valvola secondaria di ritenuta nel caso di una prova di caduta riguardante il bocchettone di riempimento. La perdita di vuoto, la deformazione del recipiente, dei condotti e della guarnizione dei condotti nonché i danni al sistema di supporto della struttura sono accettabili.
Il serbatoio deve essere sottoposto a una prova di caduta verticale tale che la caduta avvenga sulla superficie rigida, non elastica, liscia e orizzontale delle parti definite di seguito. A tal fine il serbatoio è sospeso ad un'altezza minima dal suolo predefinita, in un punto diametralmente opposto alla superficie d'urto e in modo tale che il baricentro sia in posizione verticale sopra tale superficie.
Anche le pompe di alimentazione e altri elementi fissati al serbatoio devono soddisfare le prescrizioni della prova di caduta per il serbatoio ed essere fissati al serbatoio durante le prove.
A.3. PROVA DEL TEMPO DI RITENZIONE
Il serbatoio deve essere riempito di GNL fino al 10 % della quantità netta massima consentita ai massimi valori specificati dal fabbricante nell'intervallo di temperatura di riempimento/pressione di progettazione. La pressione idrostatica deve essere registrata ogni minuto per almeno 120 ore a una temperatura ambiente di 20 °C ± 5 °C e rimanere stabile (pari o inferiore a 10 kPa) o aumentare per tutta la durata della prova. Il peso combinato del serbatoio e del suo contenuto deve essere misurato e risultare stabile (eventuali variazioni non devono superare l'1 %) per tutta la durata della prova; non è accettabile l'immissione di fluidi (a prova di bolle) durante la durata della prova. Per essere accettabile, la pressione idrostatica misurata dopo 120 ore o più deve essere inferiore alla taratura nominale della valvola primaria di sicurezza alla sovrapressione del serbatoio. Se la pressione idrostatica è inferiore alla taratura nominale della valvola primaria di sicurezza alla sovrapressione dopo 120 ore, la prova può essere proseguita fino a quando non si raggiunge tale pressione; i valori massimi specificati dal fabbricante nell'intervallo di temperatura di riempimento/pressione di progettazione possono essere definiti come la pressione idrostatica registrata 120 ore prima che sia stata raggiunta la taratura nominale della valvola primaria di sicurezza alla sovrapressione. Il fabbricante può inoltre specificare un tempo di ritenzione superiore a 120 ore, o un tempo di ritenzione (superiore a 120 ore) rispetto al rapporto tra la temperatura di riempimento/pressione di progettazione sulla base dell'andamento della pressione idrostatica registrata.
A.4. PROVA DI PRESSIONE
Ogni recipiente interno deve essere esaminato alla pressione di prova definita al punto 4.4. dell'allegato 3B, mantenuta per almeno 30 secondi senza mostrare segni di perdite, deformazioni visibili o altri difetti.
Appendice B
MODELLI DI RAPPORTO
Nota — La presente appendice non costituisce una parte obbligatoria del presente allegato.
È opportuno utilizzare i seguenti modelli:
|
1. |
Descrizione e numero di serie del recipiente |
|
2. |
I certificati di conformità relativi a dispositivi quali le valvole di sicurezza, le valvole manuali, i raccordi di alimentazione ecc. |
|
3. |
Verbale della prova radiografica — cordoni di saldatura |
|
4. |
Verbale della prova meccanica — prova di trazione dei cordoni, prove di piegamento, prove d'urto |
|
5. |
Verbali delle prove sui materiali — tutte i componenti in acciaio del recipiente interno |
Appendice C
ISTRUZIONI DEL FABBRICANTE PER LA MOVIMENTAZIONE, L'UTILIZZO E L'ISPEZIONE DEI SERBATOI
C.1. PRESCRIZIONI DI CARATTERE GENERALE
La funzione principale di questa appendice è fornire indicazioni all'acquirente, al distributore, all'installatore e all'utilizzatore del serbatoio per un utilizzo sicuro del serbatoio stesso durante la sua vita d'impiego prevista.
C.2. DISTRIBUZIONE
Il fabbricante deve informare l'acquirente dell'obbligo di fornire istruzioni a tutti coloro che sono coinvolti nelle operazioni di distribuzione, movimentazione, installazione e utilizzo dei serbatoi. Il documento può essere riprodotto per avere a disposizione un numero di copie sufficienti alle esigenze; deve però essere contrassegnato con il riferimento ai serbatoi consegnati.
C.3. RIFERIMENTO A CODICI, NORME E REGOLAMENTI ESISTENTI
Possono essere fornite istruzioni specifiche facendo riferimento a codici, norme e regolamenti nazionali o riconosciuti.
C.4. MOVIMENTAZIONE DEL SERBATOIO
Devono essere descritte le procedure di movimentazione in modo da assicurare che il serbatoio non subisca danni o contaminazioni inaccettabili durante la movimentazione.
C.5. INSTALLAZIONE
Devono essere fornite istruzioni di installazione al fine di assicurare che i serbatoi non subiscano danni inaccettabili durante l'installazione e durante il normale funzionamento nella vita di impiego prevista.
Nel caso in cui il montaggio sia descritto dal fabbricante, le istruzioni devono contenere all'occorrenza dettagli come lo schema di montaggio, l'uso di materiali resilienti per guarnizioni, le coppie di serraggio corrette e recare l'indicazione che deve essere evitata l'esposizione diretta del serbatoio a contatti meccanici e chimici.
Il fabbricante, nei casi in cui non descriva il montaggio, deve attirare l'attenzione dell'acquirente sui possibili effetti a lungo termine del sistema di montaggio sul veicolo, ad esempio: movimenti della scocca del veicolo ed espansione/contrazione del serbatoio nelle condizioni di pressione e temperatura di impiego.
All'occorrenza il fabbricante deve attirare l'attenzione dell'acquirente sulla necessità di effettuare l'installazione in modo tale da evitare il deposito di liquidi o solidi che potrebbero danneggiare il materiale del serbatoio.
Il fabbricante deve anche specificare il corretto dispositivo di sicurezza alla sovrapressione (PRD) da installare.
C.6. UTILIZZO DEI SERBATOI
Il fabbricante deve attirare l'attenzione dell'acquirente sulle condizioni di utilizzo previste dal presente regolamento, in particolare per quanto riguarda le pressioni massime autorizzate per i serbatoi.
C.7. ISPEZIONE IN SERVIZIO
Il fabbricante deve indicare chiaramente l'obbligo per l'utilizzatore di rispettare le prescrizioni riguardanti l'ispezione del serbatoio (ad esempio l'intervallo tra le revisioni da far eseguire a personale autorizzato). Queste informazioni devono essere conformi alle prescrizioni di omologazione del progetto.
Appendice D
MODELLO DI RAPPORTO 1
Nota — La presente appendice non costituisce una parte obbligatoria del presente allegato.
È opportuno utilizzare i seguenti modelli:
|
1. |
Modello 1: Rapporto di fabbricazione e certificato di conformità |
|
2. |
Fabbricato da: … |
|
3. |
Sede: … |
|
4. |
Numero di registrazione regolamentare: … |
|
5. |
Numero e marchio del fabbricante: … |
|
6. |
Numero di serie: … da … a … compreso … |
|
7. |
Descrizione del serbatoio: … |
|
8. |
DIMENSIONI: diametro esterno: … mm; lunghezza: … mm. |
|
9. |
Le marcature punzonate sul fondello o riportate su etichette applicate sul serbatoio sono:
|
|
10. |
Ogni serbatoio è stato fabbricato conformemente a tutte le prescrizioni del regolamento n. … e alla descrizione del serbatoio di cui sopra. I prescritti rapporti dei risultati di prova sono allegati. |
|
11. |
Con la presente certifico che i risultati delle prove sono soddisfacenti sotto tutti gli aspetti e conformi alle prescrizioni relative al tipo sopraindicato. |
|
12. |
Osservazioni: … |
|
13. |
Autorità competente: … |
|
14. |
Firma dell'ispettore: … |
|
15. |
Firma del fabbricante: … |
|
16. |
Luogo e data: … |
ALLEGATO 4 A
Disposizioni relative all'omologazione della valvola automatica, della valvola di non ritorno, della valvola di sicurezza alla sovrapressione (PRV), del dispositivo di sicurezza alla sovrapressione (PRD — termofusibile), della valvola limitatrice di flusso, della valvola manuale e del dispositivo di sicurezza alla sovrapressione (azionato dalla pressione)
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DI VALVOLE AUTOMATICHE, VALVOLE DI NON RITORNO, VALVOLE DI SICUREZZA ALLA SOVRAPRESSIONE (PRV), DISPOSITIVI DI SICUREZZA ALLA SOVRAPRESSIONE (PRD) E VALVOLE LIMITATRICI DI FLUSSO.
2. VALVOLA AUTOMATICA DEL GNC
2.1. I materiali della valvola automatica del GNC che sono a contatto con il GNC durante il funzionamento devono essere compatibili con il GNC di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
2.2. Specifiche di funzionamento
2.2.1. La valvola automatica del GNC deve essere progettata in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) senza perdite e senza deformarsi.
2.2.2. La valvola automatica del GNC deve essere progettata in modo tale da assicurare la tenuta ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
2.2.3. Nella normale posizione di impiego specificata dal fabbricante la valvola automatica del GNC compie 20 000 operazioni, quindi è disattivata. Deve continuare a garantire la tenuta ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
2.2.4. Se la valvola automatica è chiusa durante le fasi di spegnimento comandato, essa deve essere sottoposta, durante la prova, alle seguenti operazioni di cui al punto 2.2.3:
|
a) |
200 000 cicli (marchio «H1») se il motore si spegne automaticamente in fase di arresto del veicolo; |
|
b) |
500 000 cicli (marchio «H2») se, oltre a quanto descritto al punto a), il motore si spegne automaticamente quando il veicolo funziona con il solo motore elettrico; |
|
c) |
1 000 000 di cicli (marchio «H3») se, oltre a quanto descritto ai punti a) o b), il motore si spegne automaticamente quando viene rilasciato il pedale dell'acceleratore. Fatte salve le disposizioni di cui sopra, si considera che la valvola che soddisfa le prescrizioni di cui al punto b) soddisfi anche quelle di cui al punto a), e che la valvola che soddisfa le prescrizioni di cui al punto c) soddisfi anche quelle di cui ai punti a) e b). |
2.2.5. La valvola automatica del GNC deve essere progettata in modo tale da funzionare alle temperature indicate nell'allegato 5O.
2.3. L'eventuale circuito elettrico deve essere isolato dal corpo della valvola automatica. La resistenza di isolamento deve essere > 10 ΜΩ.
2.4. La valvola automatica comandata elettricamente deve essere in posizione chiusa quando la corrente è disinserita.
2.5. La valvola automatica deve soddisfare le prescrizioni relative alle procedure di prova per i componenti in base alla classe d'appartenenza determinata secondo lo schema della figura 1-1 al punto 3 del presente regolamento.
3. VALVOLA DI NON RITORNO
3.1. I materiali della valvola di non ritorno che sono a contatto con il GNC durante il funzionamento devono essere compatibili con il GNC di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
3.2. Specifiche di funzionamento
3.2.1. La valvola di non ritorno deve essere progettata in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) senza perdite e senza deformarsi.
3.2.2. La valvola di non ritorno deve essere progettata in modo tale da assicurare la tenuta (verso l'esterno) ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
3.2.3. Nella normale posizione di impiego specificata dal fabbricante la valvola di non ritorno compie 20 000 operazioni, quindi è disattivata. Deve continuare a garantire la tenuta (verso l'esterno) ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
3.2.4. La valvola di non ritorno deve essere progettata in modo tale da funzionare alle temperature indicate nell'allegato 5O.
3.3. La valvola di non ritorno deve soddisfare le prescrizioni relative alle procedure di prova per i componenti in base alla classe d'appartenenza determinata secondo lo schema della figura 1-1 al punto 3 del presente regolamento.
4. VALVOLA DI SICUREZZA ALLA SOVRAPRESSIONE (PRV) E DISPOSITIVO DI SICUREZZA ALLA SOVRAPRESSIONE (PRD)
4.1. I materiali della valvola di sicurezza alla sovrapressione (PRV) e del dispositivo di sicurezza alla sovrapressione (PRD) che sono a contatto con il GNC durante il funzionamento devono essere compatibili con il GNC di prova. Per verificare detta compatibilità, occorre seguire la procedura descritta nell'allegato 5D.
4.2. Specifiche di funzionamento
4.2.1. La valvola di sicurezza alla sovrapressione (PRV) e il dispositivo di sicurezza alla sovrapressione (PRD) di classe 0 devono essere progettati in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) ad uscite chiuse.
4.2.2. La valvola di sicurezza alla sovrapressione (PRV) e il dispositivo di sicurezza alla sovrapressione (PRD) di classe 1 devono essere progettati in modo tale da assicurare la tenuta ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) ad uscite chiuse (cfr. allegato 5B).
4.2.3. La valvola di sicurezza alla sovrapressione di classe 1 e classe 2 deve essere progettata in modo tale da assicurare la tenuta ad una pressione doppia rispetto alla pressione di esercizio ad uscite chiuse.
4.2.4. Il dispositivo di sicurezza alla sovrapressione (PRD) deve essere progettato in modo tale da far aprire il fusibile ad una temperatura di 110 °C ± 10 °C.
4.2.5. La valvola di sicurezza alla sovrapressione di classe 0 deve essere progettata in modo tale da funzionare a temperature comprese tra – 40 °C e + 85 °C.
4.3. La valvola di sicurezza alla sovrapressione (PRV) e il dispositivo di sicurezza alla sovrapressione (PRD) devono soddisfare le prescrizioni relative alle procedure di prova per i componenti in base alla classe d'appartenenza determinata secondo lo schema della figura 1-1 al punto 3 del presente regolamento.
5. VALVOLA LIMITATRICE DI FLUSSO
5.1. I materiali della valvola limitatrice di flusso che sono a contatto con il GNC durante il funzionamento devono essere compatibili con il GNC di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
5.2. Specifiche di funzionamento
5.2.1. La valvola limitatrice di flusso, quando non è incorporata nel serbatoio, deve essere progettata in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa).
5.2.2. La valvola limitatrice di flusso deve essere progettata in modo tale da assicurare la tenuta ad una pressione pari a 1,5 volte la pressione di esercizio (MPa).
5.2.3. La valvola limitatrice di flusso deve essere progettata in modo tale da funzionare alle temperature indicate nell'allegato 5O.
5.3. La valvola limitatrice di flusso deve essere montata all'interno del contenitore.
5.4. La valvola limitatrice di flusso deve essere progettata con un condotto di bypass che permetta di bilanciare le pressioni.
5.5. La valvola limitatrice di flusso deve entrare in funzione quando la differenza di pressione tra l'entrata e l'uscita della valvola è di 650 kPa.
5.6. Quando la valvola limitatrice di flusso è in posizione di arresto, il flusso attraverso il bypass non deve essere superiore a 0,05 Nm3/minuto ad una pressione differenziale di 10 000 kPa.
5.7. Il dispositivo deve soddisfare le prescrizioni relative alle procedure di prova per i componenti in base alla classe di appartenenza determinata secondo lo schema di cui al punto 3, figura 1-1, del presente regolamento, tranne che per la sovrapressione, la tenuta verso l'esterno, la resistenza al calore secco e la resistenza al deterioramento da ozono.
6. VALVOLA MANUALE
6.1. Il dispositivo a valvola manuale di classe 0 deve essere progettato in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio.
6.2. Il dispositivo a valvola manuale di classe 0 deve essere progettato per funzionare a temperature comprese tra – 40 °C e + 85 °C.
6.3. Prescrizioni relative al dispositivo a valvola manuale
Un campione deve essere sottoposto a prova di fatica applicando non più di 4 cicli di pressione al minuto nel modo seguente: mantenendo il campione a 20 °C, lo si sottopone a 2 000 cicli di pressione compresa tra 2 MPa e 26 MPa.
7. DISPOSITIVO DI SICUREZZA ALLA SOVRAPRESSIONE (AZIONATO DALLA PRESSIONE)
7.1. I materiali del PRD (azionato dalla pressione) che sono a contatto con il GNC durante il funzionamento devono essere compatibili con il GNC di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
7.2. Specifiche di funzionamento
7.2.1. Il PRD (azionato dalla pressione) di classe 0 deve essere progettato per funzionare alle temperature indicate nell'allegato 5O.
7.2.2. La pressione di scoppio deve essere di 34 MPa ± 10 % a temperatura ambiente e alla temperatura massima di funzionamento come indicato nell'allegato 5O.
7.3. Il dispositivo deve soddisfare le prescrizioni relative alle procedure di prova per i componenti in base alla classe di appartenenza specificata nello schema di cui al punto 3, figura 1-1, del presente regolamento, tranne che per la sovrapressione, la tenuta verso l'interno e la tenuta verso l'esterno.
7.4. Prescrizioni relative al PRD (azionato dalla pressione).
7.4.1. In funzionamento continuo
7.4.1.1. Procedura di prova
Far variare ciclicamente la pressione del PRD (azionato dalla pressione) secondo la tabella 3, con l'acqua tra 10 e 100 % della pressione di esercizio, ad una velocità ciclica massima di 10 cicli al minuto e ad una temperatura di 82 °C ± 2 °C o di 57 °C ± 2 °C.
Tabella 3
Temperature e cicli di prova
|
Temperatura [°C] |
Cicli |
|
82 |
2 000 |
|
57 |
18 000 |
7.4.1.2. Prescrizioni
7.4.1.2.1. Alla fine della prova, il componente non deve perdere più di 15 cm3/ora se sottoposto a una pressione gassosa pari alla pressione massima di esercizio a temperatura ambiente e alla temperatura massima di funzionamento come indicato nell'allegato 5O.
7.4.1.2.2. Alla fine della prova, la pressione di scoppio del PRD (azionato dalla pressione) deve essere di 34 MPa ± 10 % a temperatura ambiente e alla temperatura massima di funzionamento come indicato nell'allegato 5O.
7.4.2. Prova di resistenza alla corrosione
7.4.2.1. Procedura di prova
Il PRD (azionato dalla pressione) deve essere sottoposto alla procedura di prova descritta nell'allegato 5E, esclusa la prova di tenuta.
7.4.2.2. Prescrizioni
7.4.2.2.1. Alla fine della prova, il componente non deve perdere più di 15 cm3/ora se sottoposto a una pressione gassosa pari alla pressione massima di esercizio a temperatura ambiente e alla temperatura massima di funzionamento come indicato nell'allegato 5O.
7.4.2.2.2. Alla fine della prova, la pressione di scoppio del PRD (azionato dalla pressione) deve essere di 34 MPa ± 10 % a temperatura ambiente e alla temperatura massima di funzionamento come indicato nell'allegato 5O.
ALLEGATO 4B
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLE TUBAZIONI E DEI TUBI FLESSIBILI PER GNC E GNL
0. Il presente allegato definisce le disposizioni relative all'omologazione dei tubi flessibili utilizzati per il GNC o il GNL.
Vengono considerati tre tipi di tubi flessibili per GNC a), b) e c) e un tipo di tubi per GNL d):
|
a) |
tubi flessibili per alta pressione (classe 0); |
|
b) |
tubi flessibili per media pressione (classe 1); |
|
c) |
tubi flessibili per bassa pressione (classe 2); |
|
d) |
tubi flessibili per GNL (classe 5). |
1. TUBI FLESSIBILI PER ALTA PRESSIONE — CLASSE 0
1.1. Specifiche generali
1.1.1. Il tubo flessibile deve essere progettato in modo da poter resistere ad una pressione massima di esercizio pari a 1,5 volte la pressione di esercizio (MPa).
1.1.2. Il tubo flessibile deve essere progettato in modo da poter resistere alle temperature indicate nell'allegato 5O.
1.1.3. Il diametro interno del tubo deve essere conforme ai valori della tabella 1 della norma ISO 1307.
1.2. Caratteristiche del tubo
1.2.1. Il tubo flessibile deve essere composto da un tubo ad anima liscia, un rivestimento in materiale sintetico appropriato e uno o più strati intermedi di rinforzo.
1.2.2. Lo strato o gli strati intermedi di rinforzo devono essere protetti dalla corrosione mediante un rivestimento.
Se per lo strato o gli strati intermedi di rinforzo si utilizza un materiale resistente alla corrosione (ad esempio acciaio inossidabile), il rivestimento non è necessario.
1.2.3. Il rivestimento interno e quello esterno devono essere lisci e privi di pori, fori ed elementi estranei.
Un foro praticato intenzionalmente nel rivestimento esterno non deve essere considerato un'imperfezione.
1.2.4. Il rivestimento esterno deve essere appositamente perforato allo scopo di evitare la formazione di bolle.
1.2.5. Quando il rivestimento esterno è perforato e lo strato intermedio è realizzato in un materiale non resistente alla corrosione, quest'ultimo deve essere protetto dalla corrosione.
1.3. Specifiche e prove relative al rivestimento interno
1.3.1. Resistenza alla trazione ed allungamento della gomma e degli elastomeri termoplastici (TPE)
1.3.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 20 MPa e l'allungamento a rottura non deve essere inferiore al 250 %.
1.3.1.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-pentano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore |
Requisiti:
|
a) |
variazione massima di volume: 20 %; |
|
b) |
variazione massima della resistenza alla trazione: 25 %; |
|
c) |
variazione massima dell'allungamento a rottura: 30 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
1.3.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 1.3.1.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
1.3.2. Resistenza alla trazione ed allungamento propri del materiale termoplastico
1.3.2.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 alle seguenti condizioni:
|
a) |
provino: tipo 1 BA; |
|
b) |
velocità di trazione: 20 mm/min. |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C e a un'umidità relativa del 50 % prima dell'esecuzione della prova.
Requisiti:
|
a) |
resistenza alla trazione non inferiore a 20 MPa; |
|
b) |
allungamento a rottura non inferiore al 100 %. |
1.3.2.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-pentano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 2 %; |
|
b) |
variazione massima della resistenza alla trazione: 10 %; |
|
c) |
variazione massima dell'allungamento a rottura: 10 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
1.3.2.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 1.3.2.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
1.4. Specifiche e metodo di prova per il rivestimento esterno
1.4.1. Resistenza alla trazione ed allungamento della gomma e degli elastomeri termoplastici (TPE)
1.4.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 %.
1.4.1.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-esano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 30 %; |
|
b) |
variazione massima della resistenza alla trazione: 35 %; |
|
c) |
variazione massima dell'allungamento a rottura: 35 %. |
1.4.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 1.4.1.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
1.4.2. Resistenza alla trazione ed allungamento propri del materiale termoplastico
1.4.2.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 alle seguenti condizioni:
|
a) |
provino: tipo 1 BA; |
|
b) |
velocità di trazione: 20 mm/min. |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C e a un'umidità relativa del 50 % prima dell'esecuzione della prova.
Requisiti:
|
a) |
resistenza alla trazione non inferiore a 20 MPa; |
|
b) |
allungamento a rottura non inferiore al 100 %. |
1.4.2.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-esano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 2 %; |
|
b) |
variazione massima della resistenza alla trazione: 10 %; |
|
c) |
variazione massima dell'allungamento a rottura: 10 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
1.4.2.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 1.4.2.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 20 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 50 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
1.4.3. Resistenza all'ozono
1.4.3.1. La prova deve essere effettuata conformemente alla norma ISO 1431/1.
1.4.3.2. I provini, che vanno sottoposti ad un allungamento del 20 %, devono essere esposti per 120 ore in aria a 40 °C con una concentrazione di ozono di 50 parti per cento milioni (pphm).
1.4.3.3. Non è ammessa alcuna fessurazione nei provini.
1.5. Specifiche relative ai tubi senza raccordi
1.5.1. Tenuta ai gas (permeabilità)
1.5.1.1. Un tubo di 1 m di lunghezza libera deve essere collegato ad un serbatoio riempito di propano liquido alla temperatura di 23 °C ± 2 °C.
1.5.1.2. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 4080.
1.5.1.3. La perdita attraverso la parete del tubo non deve essere superiore a 95 cm3 per metro di tubo nelle 24 ore.
1.5.2. Resistenza a bassa temperatura
1.5.2.1. La prova deve essere effettuata conformemente al metodo B descritto nella norma ISO 4672-1978.
|
Temperatura di prova |
: |
– 40 °C ± 3 °C oppure – 20 °C ± 3 °C, laddove applicabile. |
1.5.2.3. Non sono ammesse fessurazioni o rotture.
1.5.3. Prova di piegamento
1.5.3.1. Un tubo vuoto di circa 3,5 m di lunghezza deve essere in grado di resistere 3 000 volte senza rompersi alla prova di piegamento alternato descritta qui di seguito. Dopo la prova il tubo deve essere in grado di resistere alla pressione di prova di cui al punto 1.5.4.2. La prova deve essere eseguita sia sul tubo nuovo sia successivamente all'invecchiamento, secondo la norma ISO 188 (conformemente a quanto indicato al precedente punto 1.4.2.3) e secondo la norma ISO 1817 (conformemente a quanto indicato al precedente punto 1.4.2.2).
1.5.3.2. Figura 1 (a mero titolo esemplificativo)
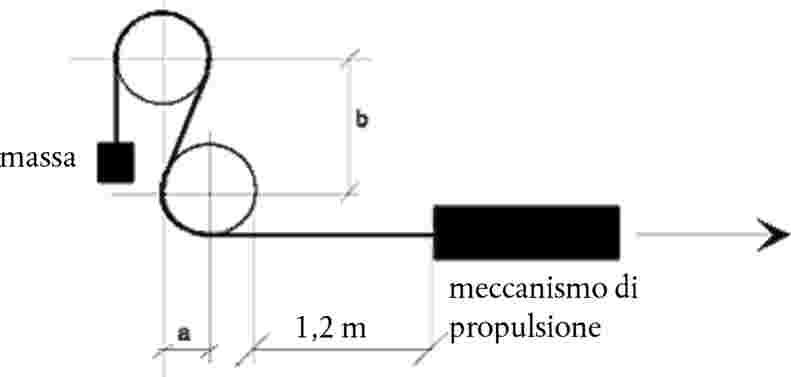
|
Diametro interno del tubo [mm] |
Raggio di curvatura [mm] Figura 1 |
Interasse [mm] (Figura 1) |
|
|
Verticale b |
Orizzontale a |
||
|
fino a 13 |
102 |
241 |
102 |
|
da 3 a 16 |
153 |
356 |
153 |
|
da 16 a 20 |
178 |
419 |
178 |
1.5.3.3. La macchina utilizzata per la prova (fig. 1) deve essere costituita da un'intelaiatura di acciaio provvista di due ruote di legno con larghezza del cerchio di circa 130 mm.
Sulla circonferenza delle ruote deve essere presente una scanalatura che funga da guida per il tubo.
Il raggio delle ruote, misurato dal fondo della scanalatura, deve essere conforme ai valori indicati al precedente punto 1.5.3.2.
I piani mediani longitudinali delle due ruote devono essere nello stesso piano verticale e il valore degli interassi deve essere conforme ai valori indicati al precedente punto 1.5.3.2.
Ciascuna ruota deve poter ruotare liberamente sul proprio asse.
Un meccanismo di propulsione trascina il tubo sulle ruote ad una velocità di quattro movimenti completi al minuto.
1.5.3.4. Il tubo deve essere sistemato a forma di «S» sulle ruote (cfr. figura 1).
L'estremità in corrispondenza della ruota in alto deve avere una massa sufficiente ad assicurare una perfetta aderenza del tubo sulle ruote. L'estremità in corrispondenza della ruota in basso deve essere collegata al meccanismo di propulsione.
Il meccanismo deve essere regolato in modo che il tubo percorra una distanza totale di 1,2 m in entrambe le direzioni.
1.5.4. Pressione di prova idraulica e determinazione della pressione minima di scoppio
1.5.4.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 1402.
1.5.4.2. La pressione di prova, pari a 1,5 volte la pressione di esercizio (MPa), deve essere applicata per 10 minuti senza che si producano perdite.
1.5.4.3. La pressione di scoppio non deve essere inferiore a 45 MPa.
1.6. Raccordi
1.6.1. I raccordi devono essere in acciaio o in ottone e la loro superficie deve essere resistente alla corrosione.
1.6.2. I raccordi devono essere di tipo a compressione (crimp).
1.6.2.1. Il dado girevole deve essere provvisto di filettatura UNF.
1.6.2.2. Il cono di tenuta a dado girevole deve essere del tipo con semiangolo verticale di 45°.
1.6.2.3. I raccordi possono essere del tipo «a dado girevole» o del tipo «ad attacco rapido».
1.6.2.4. Non deve essere possibile staccare il raccordo ad attacco rapido senza un intervento specifico in tal senso o senza l'utilizzo di appositi strumenti.
1.7. Complesso tubo e raccordi
1.7.1. I raccordi devono essere costruiti in modo tale che non sia necessario asportare il rivestimento, a meno che il rinforzo del tubo sia realizzato in materiale resistente alla corrosione.
1.7.2. Il complesso tubo e raccordi deve essere sottoposto ad una prova ad impulsi di pressione conformemente alla norma ISO 1436.
1.7.2.1. La prova deve essere eseguita facendo circolare olio alla temperatura di 93 °C ad una pressione minima di 26 MPa.
1.7.2.2. Il tubo deve essere sottoposto a 150 000 impulsi.
1.7.2.3. Dopo la prova ad impulsi il tubo flessibile deve essere in grado di resistere alla pressione di prova indicata al precedente punto 1.5.4.2.
1.7.3. Tenuta ai gas
1.7.3.1. Il complesso (tubo e raccordi) deve essere in grado di resistere per cinque minuti ad una pressione del gas pari a 1,5 volte la pressione di esercizio (MPa) senza che si producano perdite.
1.8. Marcature
1.8.1. Ciascun tubo deve recare in modo chiaramente leggibile e indelebile, ad intervalli non superiori a 0,5 m, le seguenti marcature di identificazione costituite da caratteri, numeri o simboli.
1.8.1.1. Il marchio di fabbrica o la denominazione commerciale del fabbricante.
1.8.1.2. L'anno e il mese di fabbricazione.
1.8.1.3. Le dimensioni e il tipo.
1.8.1.4. La marcatura identificativa «GNC classe 0».
1.8.2. Ogni raccordo deve recare il marchio di fabbrica o la denominazione commerciale del fabbricante che ha realizzato l'assemblaggio.
2. TUBI FLESSIBILI PER MEDIA PRESSIONE — CLASSE 1
2.1. Specifiche generali
2.1.1. Il tubo flessibile deve essere progettato in modo da poter resistere ad una pressione massima di esercizio di 3 MPa.
2.1.2. Il tubo flessibile deve essere progettato in modo da poter resistere alle temperature indicate nell'allegato 5O.
2.1.3. Il diametro interno del tubo deve essere conforme ai valori della tabella 1 della norma ISO 1307.
2.2. Caratteristiche del tubo
2.2.1. Il tubo flessibile deve essere composto da un tubo ad anima liscia, un rivestimento in materiale sintetico appropriato e uno o più strati intermedi di rinforzo.
2.2.2. Lo strato o gli strati intermedi di rinforzo devono essere protetti dalla corrosione mediante un rivestimento.
Se per lo strato o gli strati intermedi di rinforzo si utilizza un materiale resistente alla corrosione (ad esempio acciaio inossidabile) il rivestimento non è necessario.
2.2.3. Il rivestimento interno e quello esterno devono essere lisci e privi di pori, fori ed elementi estranei.
Un foro praticato intenzionalmente nel rivestimento esterno non deve essere considerato un'imperfezione.
2.3. Specifiche e prove relative al rivestimento interno
2.3.1. Resistenza alla trazione ed allungamento della gomma e degli elastomeri termoplastici (TPE)
2.3.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 %.
2.3.1.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-pentano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 20 %; |
|
b) |
variazione massima della resistenza alla trazione: 25 %; |
|
c) |
variazione massima dell'allungamento a rottura: 30 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
2.3.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 2.3.1.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
2.3.2. Resistenza alla trazione ed allungamento propri del materiale termoplastico
2.3.2.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 alle seguenti condizioni:
|
a) |
provino: tipo 1 BA; |
|
b) |
velocità di trazione: 20 mm/min. |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C e a un'umidità relativa del 50 % prima dell'esecuzione della prova.
Requisiti:
|
a) |
resistenza alla trazione non inferiore a 20 MPa; |
|
b) |
allungamento a rottura non inferiore al 100 %. |
2.3.2.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-pentano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 2 %; |
|
b) |
variazione massima della resistenza alla trazione: 10 %; |
|
c) |
variazione massima dell'allungamento a rottura: 10 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
2.3.2.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 2.3.2.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
2.4. Specifiche e metodo di prova per il rivestimento esterno
2.4.1. Resistenza alla trazione ed allungamento della gomma e degli elastomeri termoplastici (TPE)
2.4.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 %.
2.4.1.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-esano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 30 %; |
|
b) |
variazione massima della resistenza alla trazione: 35 %; |
|
c) |
variazione massima dell'allungamento a rottura: 35 %. |
2.4.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 2.4.1.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
2.4.2. Resistenza alla trazione ed allungamento propri del materiale termoplastico
2.4.2.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 alle seguenti condizioni:
|
a) |
provino: tipo 1 BA; |
|
b) |
velocità di trazione: 20 mm/min. |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C e a un'umidità relativa del 50 % prima dell'esecuzione della prova.
Requisiti:
|
a) |
resistenza alla trazione non inferiore a 20 MPa; |
|
b) |
allungamento a rottura non inferiore al 100 %. |
2.4.2.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-esano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 2 %; |
|
b) |
variazione massima della resistenza alla trazione: 10 %; |
|
c) |
variazione massima dell'allungamento a rottura: 10 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
2.4.2.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 2.4.2.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 20 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 50 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
2.4.3. Resistenza all'ozono
2.4.3.1. La prova deve essere effettuata conformemente alla norma ISO 1431/1.
2.4.3.2. I provini, che vanno sottoposti ad un allungamento del 20 %, devono essere esposti per 120 ore in aria a 40 °C con una concentrazione di ozono di 50 parti per cento milioni (pphm).
2.4.3.3. Non è ammessa alcuna fessurazione nei provini.
2.5. Specifiche relative ai tubi senza raccordi
2.5.1. Tenuta ai gas (permeabilità)
2.5.1.1. Un tubo di 1 m di lunghezza libera deve essere collegato ad un serbatoio riempito di propano liquido alla temperatura di 23 °C ± 2 °C.
2.5.1.2. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 4080.
2.5.1.3. La perdita attraverso la parete del tubo non deve essere superiore a 95 cm3 per metro di tubo nelle 24 ore.
2.5.2. Resistenza a bassa temperatura
2.5.2.1. La prova deve essere effettuata conformemente al metodo B descritto nella norma ISO 4672-1978.
|
Temperatura di prova |
: |
– 40 °C ± 3 °C oppure – 20 °C ± 3 °C, laddove applicabile. |
2.5.2.3. Non sono ammesse fessurazioni o rotture.
2.5.3. Prova di piegamento
2.5.3.1. Un tubo vuoto di circa 3,5 m di lunghezza deve essere in grado di resistere 3 000 volte senza rompersi alla prova di piegamento alternato descritta qui di seguito. Dopo la prova il tubo deve essere in grado di resistere alla pressione di prova di cui al punto 2.5.4.2. La prova deve essere eseguita sia sul tubo nuovo sia successivamente all'invecchiamento, secondo la norma ISO 188 (conformemente a quanto indicato al precedente punto 2.4.2.3) e secondo la norma ISO 1817 (conformemente a quanto indicato al precedente punto 2.4.2.2).
2.5.3.2. Figura 2 (a mero titolo esemplificativo)
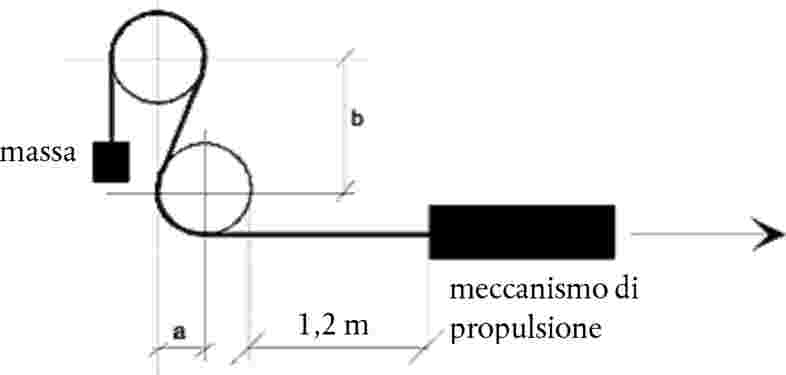
|
Diametro interno del tubo [mm] |
Raggio di curvatura [mm] (Figura 2) |
Interasse [mm] (Figura 2) |
|
|
Verticale b |
Orizzontale a |
||
|
fino a 13 |
102 |
241 |
102 |
|
da 3 a 16 |
153 |
356 |
153 |
|
da 16 a 20 |
178 |
419 |
178 |
2.5.3.3. La macchina utilizzata per la prova (fig. 2) deve essere costituita da un'intelaiatura di acciaio provvista di due ruote di legno con larghezza del cerchio di circa 130 mm.
Sulla circonferenza delle ruote deve essere presente una scanalatura che funga da guida per il tubo.
Il raggio delle ruote, misurato dal fondo della scanalatura, deve essere conforme ai valori indicati al precedente punto 2.5.3.2.
I piani mediani longitudinali delle due ruote devono essere nello stesso piano verticale e il valore degli interassi deve essere conforme ai valori indicati al precedente punto 2.5.3.2.
Ciascuna ruota deve poter ruotare liberamente sul proprio asse.
Un meccanismo di propulsione trascina il tubo sulle ruote ad una velocità di quattro movimenti completi al minuto.
2.5.3.4. Il tubo deve essere sistemato a forma di «S» sulle ruote (cfr. figura 2).
L'estremità in corrispondenza della ruota in alto deve avere una massa sufficiente ad assicurare una perfetta aderenza del tubo sulle ruote. L'estremità in corrispondenza della ruota in basso deve essere collegata al meccanismo di propulsione.
Il meccanismo deve essere regolato in modo che il tubo percorra una distanza totale di 1,2 m in entrambe le direzioni.
2.5.4. Pressione di prova idraulica
2.5.4.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 1402.
2.5.4.2. La pressione di prova di 3 kPa deve essere applicata per 10 minuti senza che si producano perdite.
2.6. Raccordi
2.6.1. Se un raccordo è montato sul tubo flessibile, devono essere soddisfatte le seguenti condizioni.
2.6.2. I raccordi devono essere in acciaio o in ottone e la loro superficie deve essere resistente alla corrosione.
2.6.3. I raccordi devono essere di tipo a compressione (crimp).
2.6.4. I raccordi possono essere del tipo «a dado girevole» o del tipo «ad attacco rapido».
2.6.5. Non deve essere possibile staccare il raccordo ad attacco rapido senza un intervento specifico in tal senso o senza l'utilizzo di appositi strumenti.
2.7. Complesso tubo e raccordi
2.7.1. I raccordi devono essere costruiti in modo tale che non sia necessario asportare il rivestimento, a meno che il rinforzo del tubo sia realizzato in materiale resistente alla corrosione.
2.7.2. Il complesso tubo e raccordi deve essere sottoposto ad una prova ad impulsi di pressione conformemente alla norma ISO 1436.
2.7.2.1. La prova deve essere eseguita facendo circolare olio alla temperatura di 93 °C ad una pressione minima pari a 1,5 volte la pressione massima di esercizio.
2.7.2.2. Il tubo deve essere sottoposto a 150 000 impulsi.
2.7.2.3. Dopo la prova ad impulsi il tubo flessibile deve essere in grado di resistere alla pressione di prova indicata al precedente punto 2.5.4.2.
2.7.3. Tenuta ai gas
2.7.3.1. Il complesso (tubo e raccordi) deve essere in grado di resistere per cinque minuti ad una pressione del gas di 3 MPa senza che si producano perdite.
2.8. Marcature
2.8.1. Ciascun tubo deve recare in modo chiaramente leggibile e indelebile, ad intervalli non superiori a 0,5 m, le seguenti marcature di identificazione costituite da caratteri, numeri o simboli.
2.8.1.1. Il marchio di fabbrica o la denominazione commerciale del fabbricante.
2.8.1.2. L'anno e il mese di fabbricazione.
2.8.1.3. Le dimensioni e il tipo.
2.8.1.4. La marcatura identificativa «GNC classe 1».
2.8.2. Ogni raccordo deve recare il marchio di fabbrica o la denominazione commerciale del fabbricante che ha realizzato l'assemblaggio.
3. TUBI FLESSIBILI PER BASSA PRESSIONE — CLASSE 2
3.1. Specifiche generali
3.1.1. Il tubo flessibile deve essere progettato in modo da poter resistere ad una pressione massima di esercizio di 450 kPa.
3.1.2. Il tubo flessibile deve essere progettato in modo da poter resistere alle temperature indicate nell'allegato 5O.
3.1.3. Il diametro interno del tubo deve essere conforme ai valori della tabella 1 della norma ISO 1307.
3.2. (non assegnato)
3.3. Specifiche e prove relative al rivestimento interno
3.3.1. Resistenza alla trazione ed allungamento della gomma e degli elastomeri termoplastici (TPE)
3.3.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37.
La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 %.
3.3.1.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-pentano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 20 %; |
|
b) |
variazione massima della resistenza alla trazione: 25 %; |
|
c) |
variazione massima dell'allungamento a rottura: 30 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
3.3.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 3.3.1.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
3.3.2. Resistenza alla trazione ed allungamento propri del materiale termoplastico
3.3.2.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 alle seguenti condizioni:
|
a) |
provino: tipo 1 BA; |
|
b) |
velocità di trazione: 20 mm/min. |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C e a un'umidità relativa del 50 % prima dell'esecuzione della prova.
Requisiti:
|
a) |
resistenza alla trazione non inferiore a 20 MPa; |
|
b) |
allungamento a rottura non inferiore al 100 %. |
3.3.2.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-pentano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 2 %; |
|
b) |
variazione massima della resistenza alla trazione: 10 %; |
|
c) |
variazione massima dell'allungamento a rottura: 10 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
3.3.2.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 3.3.2.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
3.4. Specifiche e metodo di prova per il rivestimento esterno
3.4.1. Resistenza alla trazione ed allungamento della gomma e degli elastomeri termoplastici (TPE)
3.4.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37.
La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 %.
3.4.1.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-esano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 30 %; |
|
b) |
variazione massima della resistenza alla trazione: 35 %; |
|
c) |
variazione massima dell'allungamento a rottura: 35 %. |
3.4.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 3.4.1.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
3.4.2. Resistenza alla trazione ed allungamento propri del materiale termoplastico
3.4.2.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 alle seguenti condizioni:
|
a) |
provino: tipo 1 BA; |
|
b) |
velocità di trazione: 20 mm/min. |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C e a un'umidità relativa del 50 % prima dell'esecuzione della prova.
Requisiti:
|
a) |
resistenza alla trazione non inferiore a 20 MPa; |
|
b) |
allungamento a rottura non inferiore al 100 %. |
3.4.2.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-esano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 2 %; |
|
b) |
variazione massima della resistenza alla trazione: 10 %; |
|
c) |
variazione massima dell'allungamento a rottura: 10 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
3.4.2.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al precedente punto 3.4.2.1.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 20 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 50 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
3.4.3. Resistenza all'ozono
3.4.3.1. La prova deve essere effettuata conformemente alla norma ISO 1431/1.
3.4.3.2. I provini, che vanno sottoposti ad un allungamento del 20 %, devono essere esposti per 120 ore in aria a 40 °C con umidità relativa del 50 % ± 10 % e con una concentrazione di ozono di 50 parti per cento milioni (pphm).
3.4.3.3. Non è ammessa alcuna fessurazione nei provini.
3.5. Specifiche relative ai tubi senza raccordi
3.5.1. Tenuta ai gas (permeabilità)
3.5.1.1. Un tubo di 1 m di lunghezza libera deve essere collegato ad un serbatoio riempito di propano liquido alla temperatura di 23 °C ± 2 °C.
3.5.1.2. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 4080.
3.5.1.3. La perdita attraverso la parete del tubo non deve essere superiore a 95 cm3 per metro di tubo nelle 24 ore.
3.5.2. Resistenza a bassa temperatura
3.5.2.1. La prova deve essere effettuata conformemente al metodo B descritto nella norma ISO 4672.
|
Temperatura di prova |
: |
– 40 °C ± 3 °C oppure – 20 °C ± 3 °C, laddove applicabile. |
3.5.2.3. Non sono ammesse fessurazioni o rotture.
3.5.3. Resistenza ad alta temperatura
3.5.3.1. Un campione di tubo lungo almeno 0,5 m sottoposto ad una pressione interna di 450 kPa deve essere posto in una stufa a 120 °C ± 2 °C per 24 ore. La prova deve essere eseguita sia sul tubo nuovo sia successivamente all'invecchiamento, secondo la norma ISO 188 (conformemente a quanto indicato al precedente punto 3.4.2.3) e secondo la norma ISO 1817 (conformemente a quanto indicato al precedente punto 3.4.2.2).
3.5.3.2. La perdita attraverso la parete del tubo non deve essere superiore a 95 cm3 per metro di tubo nelle 24 ore.
3.5.3.3. Dopo la prova il tubo deve essere in grado di resistere alla pressione di prova di 50 kPa per 10 minuti. La perdita attraverso la parete del tubo non deve essere superiore a 95 cm3 per metro di tubo nelle 24 ore.
3.5.4. Prova di piegamento
3.5.4.1. Un tubo vuoto di circa 3,5 m di lunghezza deve essere in grado di resistere 3 000 volte senza rompersi alla prova di piegamento alternato descritta qui di seguito.
3.5.4.2. Figura 3 (a mero titolo esemplificativo)

La macchina utilizzata per la prova (fig. 3) deve essere costituita da un'intelaiatura di acciaio provvista di due ruote di legno con larghezza del cerchio di circa 130 mm.
Sulla circonferenza delle ruote deve essere presente una scanalatura che funga da guida per il tubo.
Il raggio delle ruote, misurato dal fondo della scanalatura, deve essere di 102 mm.
I piani mediani longitudinali delle due ruote devono essere nello stesso piano verticale. Il valore degli interassi deve essere di 241 mm in verticale e di 102 mm in orizzontale.
Ciascuna ruota deve poter ruotare liberamente sul proprio asse.
Un meccanismo di propulsione trascina il tubo sulle ruote ad una velocità di quattro movimenti completi al minuto.
3.5.4.3. Il tubo deve essere sistemato a forma di «S» sulle ruote (cfr. figura 3).
L'estremità in corrispondenza della ruota in alto deve avere una massa sufficiente ad assicurare una perfetta aderenza del tubo sulle ruote. L'estremità in corrispondenza della ruota in basso deve essere collegata al meccanismo di propulsione.
Il meccanismo deve essere regolato in modo che il tubo percorra una distanza totale di 1,2 m in entrambe le direzioni.
3.6. Marcature
3.6.1. Ciascun tubo deve recare in modo chiaramente leggibile e indelebile, ad intervalli non superiori a 0,5 m, le seguenti marcature di identificazione costituite da caratteri, numeri o simboli.
3.6.1.1. Il marchio di fabbrica o la denominazione commerciale del fabbricante.
3.6.1.2. L'anno e il mese di fabbricazione.
3.6.1.3. Le dimensioni e il tipo.
3.6.1.4. La marcatura identificativa «GNC classe 2».
3.6.2. Ogni raccordo deve recare il marchio di fabbrica o la denominazione commerciale del fabbricante che ha realizzato l'assemblaggio.
4. TUBI FLESSIBILI PER GNL (CLASSE 5)
4.1. Specifiche generali
4.1.1. Il tubo flessibile deve essere progettato in modo da poter resistere ad una pressione massima di esercizio pari a 1,5 volte la pressione di esercizio (MPa) dichiarata dal fabbricante.
4.1.2. Il tubo flessibile deve essere progettato in modo da poter resistere alle temperature indicate nell'allegato 5O per la classe 5.
4.1.3. Il diametro interno del tubo deve essere conforme ai valori della tabella 1 della norma ISO 1307.
4.2. Caratteristiche del tubo
4.2.1. Il tubo flessibile deve essere in grado di resistere alle temperature della classe 5.
4.2.2. Lo strato o gli strati intermedi di rinforzo devono essere protetti dalla corrosione mediante un rivestimento.
Se per lo strato o gli strati intermedi di rinforzo si utilizza un materiale resistente alla corrosione (ad esempio acciaio inossidabile), il rivestimento non è necessario.
4.2.3. Il rivestimento interno e quello esterno devono essere lisci e privi di pori, fori ed elementi estranei.
Un foro praticato intenzionalmente nel rivestimento esterno non deve essere considerato un'imperfezione.
4.2.4. Il rivestimento esterno deve essere appositamente perforato allo scopo di evitare la formazione di bolle.
4.2.5. Quando il rivestimento esterno è perforato e lo strato intermedio è realizzato in un materiale non resistente alla corrosione, quest'ultimo deve essere protetto dalla corrosione.
4.3. Specifiche e prove relative al rivestimento interno
4.3.1. Resistenza alla trazione ed allungamento degli elastomeri termoplastici (TPE)
4.3.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 20 MPa e l'allungamento a rottura non deve essere inferiore al 250 %.
4.3.1.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-pentano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 20 %; |
|
b) |
variazione massima della resistenza alla trazione: 25 %; |
|
c) |
variazione massima dell'allungamento a rottura: 30 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
4.3.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al punto 4.3.1.1. del presente allegato.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
4.3.2. Resistenza alla trazione ed allungamento propri del materiale termoplastico
4.3.2.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 alle seguenti condizioni:
|
a) |
provino: tipo 1 BA; |
|
b) |
velocità di trazione: 20 mm/min. |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C e a un'umidità relativa del 50 % prima dell'esecuzione della prova.
Requisiti:
|
a) |
resistenza alla trazione non inferiore a 20 MPa; |
|
b) |
allungamento a rottura non inferiore al 100 %. |
4.3.2.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-pentano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 2 %; |
|
b) |
variazione massima della resistenza alla trazione: 10 %; |
|
c) |
variazione massima dell'allungamento a rottura: 10 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
4.3.2.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al punto 4.3.2.1 del presente allegato.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
4.4. Specifiche e metodo di prova per il rivestimento esterno
4.4.1. Resistenza alla trazione ed allungamento degli elastomeri termoplastici (TPE)
4.4.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 %.
4.4.1.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-esano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 30 %; |
|
b) |
variazione massima della resistenza alla trazione: 35 %; |
|
c) |
variazione massima dell'allungamento a rottura: 35 %. |
4.4.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al punto 4.4.1.1. del presente allegato.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 35 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 25 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
4.4.2. Resistenza alla trazione ed allungamento propri del materiale termoplastico
4.4.2.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 alle seguenti condizioni:
|
a) |
provino: tipo 1 BA; |
|
b) |
velocità di trazione: 20 mm/min. |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C e a un'umidità relativa del 50 % prima dell'esecuzione della prova.
Requisiti:
|
a) |
resistenza alla trazione non inferiore a 20 MPa; |
|
b) |
allungamento a rottura non inferiore al 100 %. |
4.4.2.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
a) |
mezzo: n-esano; |
|
b) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817); |
|
c) |
durata dell'immersione: 72 ore. |
Requisiti:
|
a) |
variazione massima di volume: 2 %; |
|
b) |
variazione massima della resistenza alla trazione: 10 %; |
|
c) |
variazione massima dell'allungamento a rottura: 10 %. |
Dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %.
4.4.2.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 alle seguenti condizioni:
|
a) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C); |
|
b) |
durata dell'esposizione: 24 e 336 ore. |
Successivamente all'invecchiamento i provini devono essere condizionati a 23 °C e a un'umidità relativa del 50 % per almeno 21 giorni, prima dell'esecuzione della prova di trazione secondo quanto indicato al punto 4.4.2.1. del presente allegato.
Requisiti:
|
a) |
variazione massima della resistenza alla trazione del 20 % dopo un invecchiamento di 336 ore, rispetto alla resistenza di un materiale invecchiato per 24 ore; |
|
b) |
variazione massima dell'allungamento a rottura del 50 % dopo un invecchiamento di 336 ore, rispetto all'allungamento a rottura di un materiale invecchiato per 24 ore. |
4.4.3. Resistenza all'ozono
4.4.3.1. La prova deve essere effettuata conformemente alla norma ISO 1431/1.
4.4.3.2. I provini, che devono essere sottoposti ad un allungamento del 20 %, devono essere esposti per 120 ore all'aria a 40 °C con una concentrazione di ozono di 50 parti per cento milioni.
4.4.3.3. Non è ammessa alcuna fessurazione nei provini.
4.5. Specifiche relative ai tubi senza raccordi
4.5.1. Tenuta ai gas (permeabilità)
4.5.1.1. Un tubo di 1 m di lunghezza libera deve essere collegato ad un serbatoio riempito di propano liquido alla temperatura di 23 °C ± 2 °C.
4.5.1.2. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 4080.
4.5.1.3. La perdita attraverso la parete del tubo non deve essere superiore a 95 cm3 per metro di tubo nelle 24 ore.
4.5.2. Resistenza a bassa temperatura
4.5.2.1. La prova deve essere effettuata conformemente al metodo B descritto nella norma ISO 4672-1978.
4.5.2.2. Temperatura di prova: – 163 °C (i valori equivalenti sono indicati nella tabella dell'allegato 5O).
4.5.2.3. Non sono ammesse fessurazioni o rotture.
4.5.3. Prova di piegamento
4.5.3.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 15500-17:2012.
4.5.4. Pressione di prova idraulica e determinazione della pressione minima di scoppio
4.5.4.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 1402.
Temperatura di prova: – 163 °C (i valori equivalenti sono indicati nella tabella dell'allegato 5O).
4.5.4.2. La pressione di prova, pari a 1,5 volte la pressione di esercizio (MPa) dichiarata dal fabbricante, deve essere applicata per 10 minuti senza che si producano perdite.
4.5.4.3. La pressione di scoppio non deve essere inferiore a 2,25 volte la pressione di esercizio dichiarata dal fabbricante (MPa).
4.5.5. Pull-off
4.5.5.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 15500-17:2012.
4.5.6. Conducibilità elettrica
4.5.6.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 15500-17:2012.
4.5.7. Vibrazione
4.5.7.1. Montare una estremità dell'apparecchio di prova sul supporto statico e l'altra estremità sulla testa vibrante, facendo in modo che il tubo sia curvato al raggio di curvatura minimo di 180° senza piegarlo.
Utilizzando un fluido criogenico, mettere in pressione il campione di prova alla pressione di esercizio dichiarata dal fabbricante.
Temperatura di prova: – 163 °C (i valori equivalenti sono indicati nella tabella dell'allegato 5O).
Far vibrare per 30 minuti il componente sotto pressione, sigillato sul lato a valle lungo ciascuno dei tre assi ortogonali, alla massima frequenza di risonanza determinata come segue:
|
a) |
con un'accelerazione di 1,5 g; |
|
b) |
con una gamma di frequenze sinusoidali comprese tra 10 Hz e 500 Hz; |
|
c) |
per una durata di esplorazione di 10 minuti. |
Se la frequenza di risonanza non figura in tale intervallo, la prova deve essere eseguita a 500 Hz.
Al termine della prova il tubo non deve mostrare alcun segno di affaticamento, rotture o danni e deve essere sottoposto a prova ad una pressione di prova pari a 1,5 volte la pressione di esercizio dichiarata dal fabbricante (MPa). Tale pressione deve essere applicata per 10 minuti senza che si producano perdite.
4.6. Raccordi
4.6.1. I raccordi devono essere in acciaio inossidabile austenitico.
4.6.2. I raccordi devono soddisfare le prescrizioni di cui al punto 4.7.
4.7. Complesso tubo e raccordi
4.7.1. I raccordi devono essere costruiti in modo tale che non sia necessario asportare il rivestimento, a meno che il rinforzo del tubo sia realizzato in materiale resistente alla corrosione.
4.7.2. Il complesso tubo e raccordi deve essere sottoposto ad una prova ad impulsi di pressione conformemente alla norma ISO 1436.
Temperatura di prova: – 163 °C (i valori equivalenti sono indicati nella tabella dell'allegato 5O).
4.7.2.1. La prova deve essere eseguita con un fluido criogenico alla temperatura indicata nell'allegato 5O per la classe 5 e a una pressione minima della pressione di esercizio dichiarata dal fabbricante.
4.7.2.2. Il tubo deve essere sottoposto a 7 000 impulsi.
4.7.2.3. Dopo la prova ad impulsi il tubo flessibile deve essere in grado di resistere alla pressione di prova indicata al precedente punto 4.5.4.2.
4.7.3. Tenuta ai gas
4.7.3.1. Il complesso (tubo e raccordi) deve essere in grado di resistere per cinque minuti ad una pressione del gas pari a 1,5 volte la pressione di esercizio (MPa) senza che si producano perdite a temperatura criogenica.
Temperatura di prova: – 163 °C (i valori equivalenti sono indicati nella tabella dell'allegato 5O).
4.8. Marcature
4.8.1. Ciascun tubo deve recare in modo chiaramente leggibile e indelebile, ad intervalli non superiori a 0,5 m, le seguenti marcature di identificazione costituite da caratteri, numeri o simboli.
4.8.1.1. Il marchio di fabbrica o la denominazione commerciale del fabbricante.
4.8.1.2. L'anno e il mese di fabbricazione.
4.8.1.3. Le dimensioni e il tipo.
4.8.1.4. La marcatura identificativa «GNL classe 5».
4.8.2. Ogni raccordo deve recare il marchio di fabbrica o la denominazione commerciale del fabbricante che ha realizzato l'assemblaggio.
ALLEGATO 4C
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL FILTRO DEL GNC
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL FILTRO PER GNC.
2. CONDIZIONI DI FUNZIONAMENTO
2.1. Il filtro per GNC deve essere progettato per funzionare alle temperature specificate nell'allegato 5O.
2.2. Il filtro per GNC deve essere classificato in funzione della pressione massima di esercizio (cfr. figura 1-1, punto 3 del presente regolamento).
|
2.2.1. |
Classe 0: il filtro per GNC deve essere progettato per resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa). |
|
2.2.2. |
Classe 1 e classe 2: il filtro per GNC deve essere progettato per resistere ad una pressione doppia rispetto alla pressione di esercizio. |
|
2.2.3. |
Classe 3: il filtro per GNC deve essere progettato per resistere ad una pressione doppia rispetto alla pressione di scarico della valvola di sicurezza alla sovrapressione cui è sottoposto. |
2.3. I materiali del filtro per GNC che sono a contatto con il GNC durante il funzionamento devono essere compatibili con tale gas (cfr. allegato 5D).
2.4. Il componente deve soddisfare le prescrizioni relative alle procedure di prova previste per la propria classe di appartenenza, secondo lo schema della figura 1-1 al punto 3 del presente regolamento.
ALLEGATO 4D
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL REGOLATORE DI PRESSIONE DEL GNC
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL REGOLATORE DI PRESSIONE.
2. REGOLATORE DI PRESSIONE DEL GNC
2.1. Il materiale del regolatore a contatto con il gas naturale compresso durante il funzionamento deve essere compatibile con il GNC di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
2.2. I materiali del regolatore che sono a contatto con il fluido di scambio termico del regolatore durante il funzionamento devono essere compatibili con tale fluido.
2.3. Per le parti sottoposte ad alta pressione il componente deve superare le procedure di prova previste per la classe 0; per le parti sottoposte a media e bassa pressione esso deve superare le procedure di prova previste per le classi 1, 2, 3 e 4.
2.4. Prova di durata del regolatore di pressione del GNC (in funzionamento continuo):
il regolatore deve poter sopportare 50 000 cicli senza evidenziare anomalie per la procedura di prova descritta di seguito. Laddove le fasi di regolazione della pressione sono separate, la pressione di esercizio di cui alle lettere da a) a f) è considerata essere la pressione di esercizio della fase a monte.
|
a) |
Sottoporre nuovamente il regolatore a variazione ciclica della pressione per il 95 % del numero totale di cicli a temperatura ambiente e alla pressione di esercizio. Ciascun ciclo deve consistere di flusso fino a quando non si raggiunge una pressione di uscita stabile; a quel punto il flusso di gas va bloccato entro 1 s da una valvola a valle finché non si stabilizza la pressione di chiusura a valle. Per pressioni di uscita stabilizzate s'intendono le pressioni di taratura ± 15 % per almeno 5 secondi. |
|
b) |
Sottoporre la pressione di entrata del regolatore a variazione ciclica per l'1 % del numero totale di cicli a temperatura ambiente, dal 100 % al 50 % della pressione di esercizio. La durata di ciascun ciclo non deve essere inferiore a 10 secondi. |
|
c) |
Ripetere la procedura della variazione ciclica della pressione descritta alla lettera a) a 120 °C alla pressione di esercizio per l'1 % del numero totale di cicli. |
|
d) |
Ripetere la procedura della variazione ciclica della pressione descritta alla lettera b) a 120 °C alla pressione di esercizio per l'1 % del numero totale di cicli. |
|
e) |
Ripetere la procedura della variazione ciclica della pressione descritta alla lettera a) a – 40 °C o a – 20 °C, a seconda dei casi, e al 50 % della pressione di esercizio per l'1 % del numero totale di cicli. |
|
f) |
Ripetere la procedura della variazione ciclica della pressione descritta alla lettera b) a – 40 °C o a – 20 °C, a seconda dei casi, e al 50 % della pressione di esercizio per l'1 % del numero totale di cicli. |
|
g) |
Alla fine di tutte le prove di cui alle lettere a), b), c), d), e) e f), il regolatore deve assicurare la tenuta (cfr. allegato 5B) alle temperature di – 40 °C o – 20 °C, a seconda dei casi, alla temperatura ambiente e alla temperatura di + 120 °C. |
3. CLASSIFICAZIONE E PRESSIONI DI PROVA
3.1. La parte del regolatore di pressione a contatto con la pressione del contenitore è classificata nella classe 0.
3.1.1. La parte di classe 0 del regolatore di pressione deve assicurare la tenuta (cfr. allegato 5B) ad una pressione fino a 1,5 volte la pressione di esercizio (MPa), con la relativa uscita o le relative uscite chiusa/e.
3.1.2. La parte di classe 0 del regolatore di pressione deve resistere ad una pressione fino a 1,5 volte la pressione di esercizio (MPa).
3.1.3. La parte di classe 1 e classe 2 del regolatore di pressione del GNC deve assicurare la tenuta (cfr. allegato 5B) ad una pressione al massimo doppia rispetto alla pressione di esercizio.
3.1.4. La parte di classe 1 e classe 2 del regolatore di pressione del GNC deve resistere ad una pressione al massimo doppia rispetto alla pressione di esercizio.
3.1.5. La parte di classe 3 del regolatore di pressione del GNC deve resistere ad una pressione al massimo doppia rispetto alla pressione di scarico della valvola di sovrapressione cui è sottoposta.
3.2. Il regolatore di pressione deve essere progettato per funzionare alle temperature indicate nell'allegato 5O.
ALLEGATO 4E
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEI SENSORI DI PRESSIONE E DI TEMPERATURA DEL GNC
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEI SENSORI DI PRESSIONE E DI TEMPERATURA DEL GNC.
2. SENSORI DI PRESSIONE E DI TEMPERATURA DEL GNC
2.1. Il materiale dei sensori di pressione e di temperatura a contatto con il gas naturale compresso durante il funzionamento deve essere compatibile con il GNC di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
2.2. I sensori di pressione e di temperatura del GNC sono classificati in classi determinate in base allo schema della figura 1-1 di cui al punto 3 del presente regolamento.
3. CLASSIFICAZIONE E PRESSIONI DI PROVA
3.1. La parte dei sensori di pressione e di temperatura del GNC a contatto con la pressione del serbatoio è classificata nella classe 0.
3.1.1. La parte di classe 0 dei sensori di pressione e temperatura del GNC deve assicurare la tenuta ad una pressione fino a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
3.1.2. La parte di classe 0 dei sensori di pressione e di temperatura del GNC deve resistere ad una pressione fino a 1,5 volte la pressione di esercizio (MPa).
3.1.3. La parte di classe 1 e classe 2 dei sensori di pressione e di temperatura del GNC deve assicurare la tenuta ad una pressione al massimo doppia rispetto alla pressione di esercizio (cfr. allegato 5B).
3.1.4. La parte di classe 1 e classe 2 dei sensori di pressione e di temperatura del GNC deve resistere ad una pressione al massimo doppia rispetto alla pressione di esercizio.
3.1.5. La parte di classe 3 dei sensori di pressione e di temperatura del GNC deve resistere ad una pressione al massimo doppia rispetto alla pressione di scarico della valvola di sicurezza alla sovrapressione cui è sottoposta.
3.2. I sensori di pressione e di temperatura del GNC devono essere progettati per funzionare alle temperature indicate nell'allegato 5O.
3.3. L'eventuale circuito elettrico deve essere isolato dal corpo dei sensori di pressione e di temperatura. La resistenza di isolamento deve essere > 10 ΜΩ.
ALLEGATO 4F
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELL'UNITÀ DI RIEMPIMENTO DEL GNC (BOCCHETTONE)
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELL'UNITÀ DI RIEMPIMENTO DEL GNC.
2. UNITÀ DI RIEMPIMENTO DEL GNC
2.1. L'unità di riempimento del GNC deve soddisfare le prescrizioni di cui al successivo punto 3 ed essere delle dimensioni di cui al successivo punto 4.
2.2. Le unità di riempimento del GNC progettate in conformità alle norme ISO 14469-1 prima edizione 2004-11-01 (1) o ISO 14469-2:2007 (2) e che soddisfano tutte le relative prescrizioni sono considerate conformi alle prescrizioni dei punti 3 e 4 del presente allegato.
3. PROCEDURE DI PROVA RELATIVE ALL'UNITÀ DI RIEMPIMENTO DEL GNC
3.1. L'unità di riempimento del GNC deve soddisfare le prescrizioni della classe 0 e seguire le procedure di prova dell'allegato 5 con le seguenti prescrizioni specifiche.
3.2. Il materiale dell'unità di riempimento del GNC a contatto con il GNC quando il dispositivo è in servizio deve essere compatibile con tale gas. Per verificare detta compatibilità occorre seguire la procedura di cui all'allegato 5D.
3.3. L'unità di riempimento del GNC deve assicurare la tenuta ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
3.4. L'unità di riempimento del GNC deve resistere ad una pressione di 33 MPa.
3.5. L'unità di riempimento deve essere progettata per funzionare alle temperature indicate nell'allegato 5O.
3.6. L'unità di riempimento del GNC deve sopportare 10 000 cicli nell'arco della prova di durata di cui all'allegato 5L.
4. DIMENSIONI DELL'UNITÀ DI RIEMPIMENTO DEL GNC
4.1. La figura 1 riporta le dimensioni dell'unità di riempimento per i veicoli delle categorie M1 e N1 (3).
4.2. La figura 2 riporta le dimensioni dell'unità di riempimento per i veicoli delle categorie M2, M3, N2 e N3 (3).
4.3. Il presente allegato si riferisce ai bocchettoni progettati per sistemi di stoccaggio del GNC ad una pressione di 20 MPa (200 bar). Sono consentiti bocchettoni da 25 MPa (250 bar), purché tutte le altre prescrizioni del presente allegato siano soddisfatte con incrementi della pressione secondo i valori di cui all'allegato 3 A, punto 1, del presente regolamento.
In tal caso le dimensioni variano nel modo seguente:
|
|
25 + 0/- 0,1 diventa 24 + 0/- 0,1 nella figura 1, e |
|
|
35 + 0/- 0,1 diventa 34 + 0/- 0,1 nella figura 2. |
Figura 1
Unità (bocchettone) di riempimento da 20 MPa per i veicoli delle categorie M1 e N1.
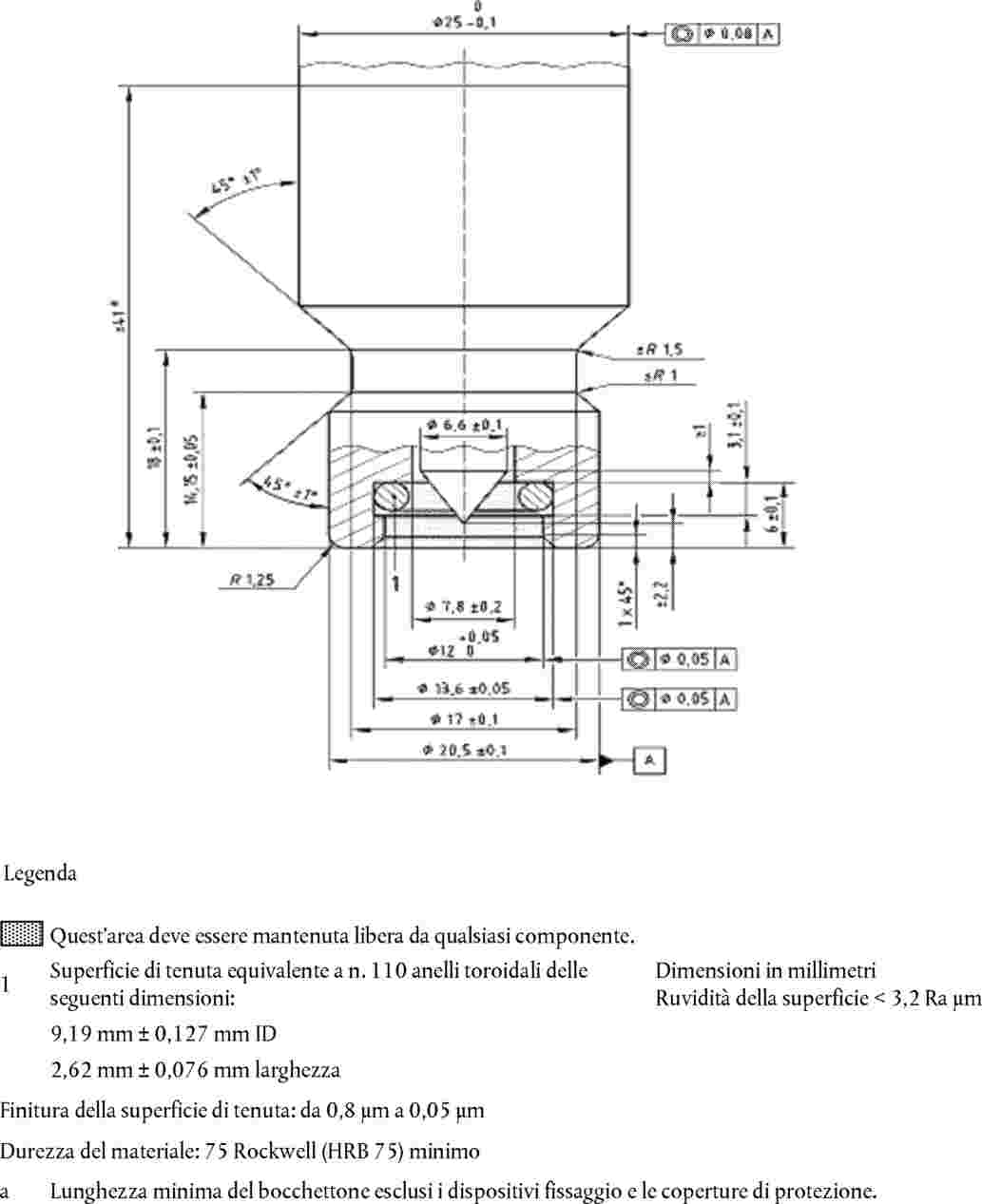
Figura 2
Unità (bocchettone) di riempimento da 20 MPa, misura 2, per i veicoli delle categorie M2, M3, N2, e N3
Dimensioni in millimetri
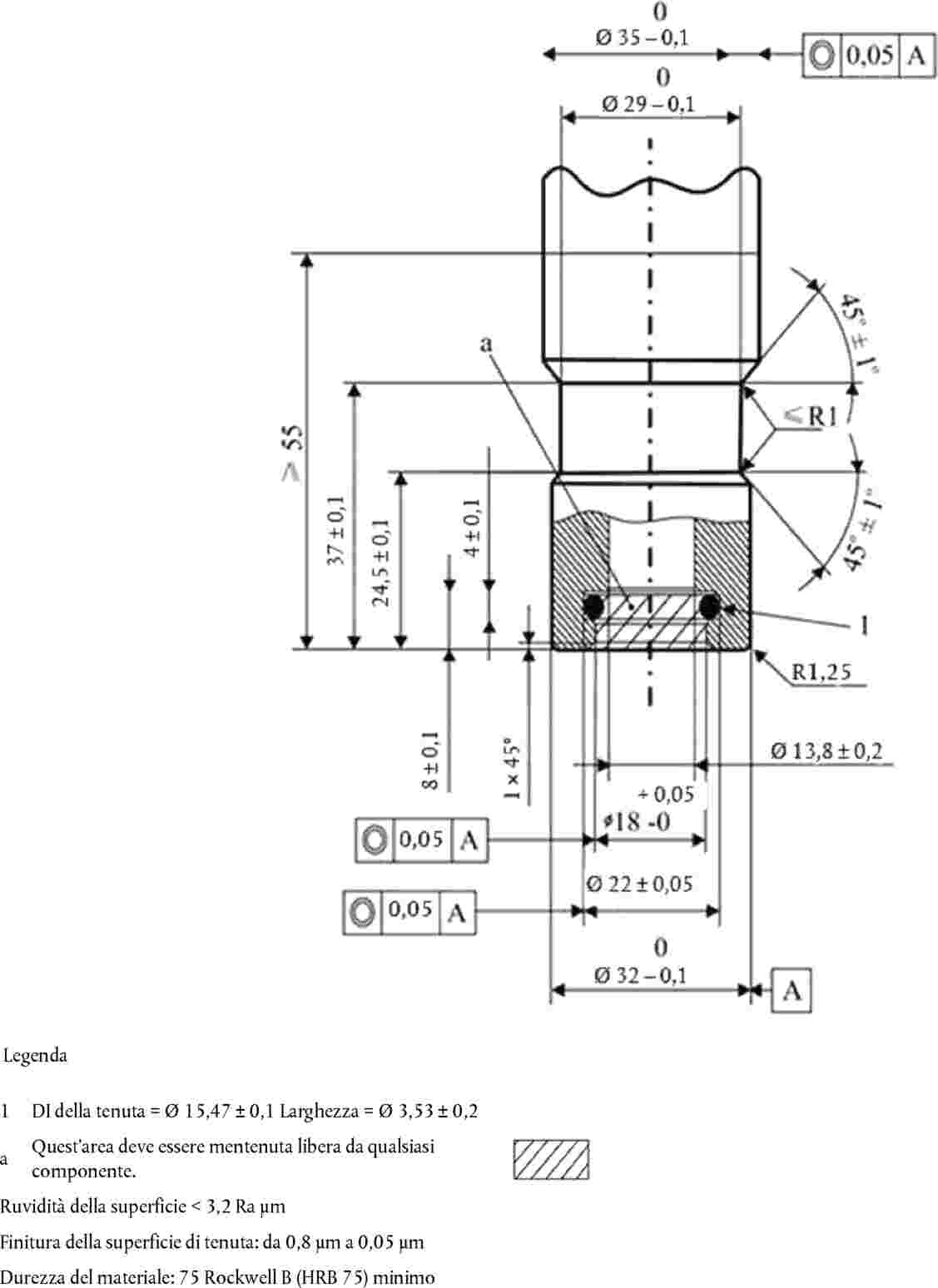
(1) Road Vehicles — Compressed Natural Gas (CNG) refuelling connector — Part 1: 20 MPa (200 bar) connector.
(2) Road vehicles — Compressed natural gas (CNG) refuelling connector — Part 2: 20 MPa (200 bar) connector, size 2.
(3) Secondo la definizione contenuta nella risoluzione consolidata sulla costruzione dei veicoli (R.E.3), documento ECE/TRANS/WP.29/78/Rev. 3, paragrafo 2. — www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html.
ALLEGATO 4G
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL REGOLATORE DI PORTATA DEL GAS E DEL MISCELATORE GAS/ARIA, DELL'INIETTORE DI GAS O DEL CANALE DI ALIMENTAZIONE PER GNC
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL REGOLATORE DI PORTATA DEL GAS, DELL'INIETTORE DI GAS O DEL CANALE DI ALIMENTAZIONE PER GNC.
2. MISCELATORE GAS/ARIA, INIETTORE DI GAS O CANALE DI ALIMENTAZIONE PER GNC
2.1. Il materiale del miscelatore gas/aria, dell'iniettore di gas o del canale di alimentazione per GNC a contatto con il GNC deve essere compatibile con tale gas. Per verificare detta compatibilità occorre seguire la procedura di cui all'allegato 5D.
2.2. Il miscelatore gas/aria, l'iniettore di gas o il canale di alimentazione per GNC devono essere conformi alle prescrizioni relative ai componenti di classe 1 o 2, a seconda della rispettiva classificazione.
2.3. Pressioni di prova
2.3.1. Il miscelatore gas/aria, l'iniettore di gas o il canale di alimentazione per GNC di classe 2 devono resistere ad una pressione doppia rispetto alla pressione di esercizio.
2.3.1.1. Il miscelatore gas/aria, l'iniettore di gas o il canale di alimentazione per GNC di classe 2 devono assicurare la tenuta ad una pressione doppia rispetto alla pressione di esercizio.
2.3.2. Il miscelatore gas/aria, l'iniettore di gas o il canale di alimentazione per GNC di classe 1 e classe 2 devono essere progettati per funzionare alle temperature indicate nell'allegato 5O.
2.4. I componenti azionati elettricamente contenenti GNC devono soddisfare le seguenti condizioni:
|
a) |
essere provvisti di messa a terra separata; |
|
b) |
avere il circuito elettrico isolato dal corpo; |
|
c) |
l'iniettore di gas deve essere in posizione chiusa quando la corrente elettrica è disinserita. |
3. REGOLATORE DI PORTATA DEL GAS PER GNC
3.1. Il materiale del regolatore di portata del gas a contatto con il GNC deve essere compatibile con tale gas. Per verificare tale compatibilità utilizzare la procedura di cui all'allegato 5D.
3.2. Il regolatore di portata del gas per GNC deve essere conforme alle prescrizioni relative ai componenti di classe 1 o 2, a seconda della loro classificazione.
3.3. Pressioni di prova
3.3.1. Il regolatore di portata del gas per GNC di classe 2 deve resistere ad una pressione doppia rispetto alla pressione di esercizio.
3.3.1.1. Il regolatore di portata del gas per GNC di classe 2 deve assicurare la tenuta ad una pressione doppia rispetto alla pressione di esercizio.
3.3.2. Il regolatore di portata del gas per GNC di classe 1 e classe 2 deve essere progettato per funzionare alle temperature indicate nell'allegato 5O.
3.4. I componenti azionati elettricamente contenenti GNC devono soddisfare le seguenti condizioni:
|
a) |
essere provvisti di messa a terra separata; |
|
b) |
avere il circuito elettrico isolato dal corpo. |
ALLEGATO 4H
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLA CENTRALINA ELETTRONICA
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLA CENTRALINA ELETTRONICA.
2. CENTRALINA ELETTRONICA
2.1. La centralina elettronica può essere qualsiasi dispositivo che controlla l'alimentazione di GNC/GNL al motore e comanda la chiusura della valvola automatica in caso di spegnimento del motore, di rottura di una tubazione di alimentazione del carburante, di arresto del motore o di collisione.
2.1.1. Fatte salve le disposizioni di cui al punto 2.1, la valvola automatica può rimanere in posizione aperta durante le fasi di spegnimento comandato.
2.2. Il ritardo di chiusura della valvola automatica dopo l'arresto del motore non deve essere superiore a 5 secondi.
2.3. Il dispositivo può essere provvisto di un meccanismo automatico di regolazione dell'anticipo di accensione, incorporato nella centralina elettronica o separato.
2.4. Il dispositivo può essere integrato con «falsi» iniettori per consentire un corretto funzionamento della centralina elettronica per la benzina durante il funzionamento con GNC/GNL.
2.5. La centralina elettronica deve essere progettata per funzionare alle temperature indicate nell'allegato 5O.
ALLEGATO 4I
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLO SCAMBIATORE DI CALORE — VAPORIZZATORE DEL GNL
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLO SCAMBIATORE DI CALORE — VAPORIZZATORE DEL GNL.
2. SCAMBIATORE DI CALORE — VAPORIZZATORE DEL GNL
2.1. Lo scambiatore di calore — vaporizzatore del GNL può essere qualsiasi dispositivo destinato a vaporizzare combustibile liquido criogenico e ad immetterlo sotto forma di gas nel motore, con una temperatura del gas compresa tra – 40 °C e + 105 °C.
2.2. Il materiale dello scambiatore di calore — vaporizzatore del GNL a contatto con il GNC durante il funzionamento deve essere compatibile con il GNC di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
2.3. La parte dello scambiatore di calore — vaporizzatore del GNL a contatto con il serbatoio è classificata nella classe 5.
2.4. Lo scambiatore di calore — vaporizzatore del GNL deve essere progettato in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) senza perdite e senza deformarsi.
2.5. Lo scambiatore di calore — vaporizzatore del GNL deve essere progettato in modo tale da assicurare la tenuta (verso l'esterno) ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
2.6. Lo scambiatore di calore — vaporizzatore del GNL deve essere progettato per funzionare alle temperature indicate nell'allegato 5O.
2.7. Lo scambiatore di calore — vaporizzatore del GNL deve soddisfare le prescrizioni relative alle procedure di prova per la classe 5.
2.8. Lo scambiatore di calore — vaporizzatore del GNL deve soddisfare le prescrizioni relative alle procedure di prova di congelamento della camicia d'acqua. Riempire la parte dello scambiatore di calore — vaporizzatore che contiene di norma una soluzione antigelo con acqua alla capacità normale ed esporla a una temperatura di – 40 °C per 24 ore. Collegare sezioni di 1 m di tubo flessibile all'entrata e all'uscita del refrigerante nello scambiatore di calore — vaporizzatore. Successivamente al condizionamento per congelamento, effettuare una prova di tenuta verso l'esterno conformemente all'allegato 5B a temperatura ambiente. Per questa prova può essere utilizzato un campione separato.
ALLEGATO 4 J
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL BOCCHETTONE DI RIEMPIMENTO DEL GNL
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL BOCCHETTONE DI RIEMPIMENTO DEL GNL.
2. BOCCHETTONE DI RIEMPIMENTO DEL GNL
2.1. Il bocchettone di riempimento del GNL deve soddisfare le prescrizioni di cui al punto 3.
2.2. Il fabbricante del bocchettone può richiedere l'utilizzo di un tipo di ugello specifico per il GNL.
3. PROCEDURE DI PROVA RELATIVE AL BOCCHETTONE DI RIEMPIMENTO DEL GNL
3.1. Il bocchettone di riempimento del GNL deve soddisfare le prescrizioni della classe 5 e seguire le procedure di prova dell'allegato 5 con le seguenti prescrizioni specifiche.
3.1.1. Il materiale non metallico che costituisce il bocchettone di riempimento del GNL deve essere compatibile con il GNL. Per verificare tale compatibilità utilizzare la procedura di cui agli allegati 5D, 5F e 5G.
3.1.2. Il bocchettone di riempimento del GNL deve assicurare la tenuta ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
3.1.3. Il bocchettone di riempimento del GNL deve essere progettato per funzionare alle temperature indicate nell'allegato 5O.
3.1.4. Il bocchettone di riempimento deve sopportare 7 000 cicli nell'arco della prova di durata di cui all'allegato 5L, come indicato di seguito.
3.1.4.1. Cicli a bassa temperatura
Il componente deve essere collegato per il 96 % del numero totale di cicli a temperatura criogenica e alla pressione di impiego nominale. La fonte può essere azoto liquido o gassoso (o GNL) ad una temperatura pari o inferiore a quella corrispondente alla pressione di impiego nominale del GNL (cfr. tabella nell'allegato 5O). Avviare il flusso e poi sospenderlo. Durante la chiusura la pressione a valle dell'apparecchiatura di prova deve poter essere ridotta al 50 % della pressione di prova. Terminati i cicli, il componente deve superare la prova di tenuta di cui all'allegato 5B a temperatura criogenica. Questa parte della prova può essere interrotta a intervalli del 20 % per verificare la tenuta.
3.1.4.2. Cicli a temperatura ambiente
Il componente deve funzionare per il 2 % del numero totale di cicli di cui sopra alla temperatura ambiente specificata, alla pressione di impiego nominale. Terminati i cicli a temperatura ambiente, il componente deve superare la prova di tenuta di cui all'allegato 5B a temperatura ambiente.
3.1.4.3. Cicli ad alta temperatura
Il componente deve funzionare per il 2 % del numero totale di cicli di cui sopra alla massima temperatura specificata, alla pressione di impiego nominale. Terminati i cicli ad alta temperatura, il componente deve superare la prova di tenuta di cui all'allegato 5B ad alta temperatura.
Dopo aver effettuato nuovamente la prova di cicli di pressione e di tenuta, il componente deve poter essere scollegato dall'ugello di riempimento senza lasciar fuoriuscire più di 30 cm3 di GNL.
3.1.5. Il bocchettone di riempimento del GNL deve essere costituito di materiale antiscintilla e deve superare le prove di valutazione dell'infiammabilità descritte nella norma ISO 14469-1: 2004.
3.1.6. La resistenza elettrica del bocchettone di riempimento del GNL e dell'ugello collegati non deve essere superiore a 10 Ω sia in presenza che in assenza di pressione. La prova deve essere eseguita prima e dopo la prova di durata.
ALLEGATO 4K
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL REGOLATORE DI PRESSIONE DEL GNL
1. CAMPO DI APPLICAZIONE
Il presente allegato definisce le disposizioni relative all'omologazione del regolatore di pressione del GNL.
2. REGOLATORE DI PRESSIONE DEL GNL
2.1. Il materiale del regolatore a contatto con il GNL durante il funzionamento deve essere compatibile con il GNL di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
2.2. Il regolatore di pressione del GNL deve superare le prove indicate per la classe 5.
3. CLASSIFICAZIONE E PRESSIONI DI PROVA
3.1. La parte del regolatore di pressione a contatto con la pressione del GNL è classificata nella classe 5.
3.1.1. Il controllo del regolatore di pressione deve assicurare la tenuta (cfr. allegato 5B) con la relativa uscita o le relative uscite chiusa/e.
3.2. Il regolatore di pressione deve essere progettato per funzionare alle temperature indicate nell'allegato 5O.
3.3. Prova di durata
3.3.1. Eseguire la prova di durata di cui all'allegato 5L con le seguenti eccezioni:
|
a) |
il numero di cicli è 7 000; |
|
b) |
il componente deve essere collegato ad una sorgente di fluido criogenico in pressione. |
ALLEGATO 4L
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL SENSORE DI PRESSIONE E/O DI TEMPERATURA DEL GNL
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL SENSORI DI PRESSIONE E/O DI TEMPERATURA DEL GNL.
2. SENSORI DI PRESSIONE E DI TEMPERATURA DEL GNL
2.1. I sensori di pressione e di temperatura del GNL sono classificati nella classe 5 in base allo schema 1-1 di cui al punto 3 del presente regolamento.
3. PROCEDURE DI PROVA DEL SENSORE DI PRESSIONE E/O DI TEMPERATURA DEL GNL
3.1. Le procedure di prova del sensore di pressione e/o di temperatura del GNL devono soddisfare le prescrizioni della classe 5 e seguire le procedure di prova dell'allegato 5 con le seguenti prescrizioni specifiche.
3.2. Prova di resistenza dell'isolamento
Questa prova è intesa a verificare la presenza di un potenziale guasto di isolamento tra gli spinotti di connessione e l'alloggiamento del sensore di pressione e/o di temperatura del GNL.
Applicare 1 000 V DC tra uno degli spinotti di connessione e l'alloggiamento del sensore di pressione e/o di temperatura del GNL per almeno 2 secondi. La resistenza minima consentita deve essere > 10 ΜΩ.
3.3. Il materiale dei sensori di pressione e di temperatura del GNL a contatto con tale gas durante il funzionamento deve essere compatibile con il GNL di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
3.4. Il sensore di pressione e/o di temperatura del GNL deve essere progettato per funzionare alle temperature indicate nell'allegato 5O.
3.5. La parte di classe 5 dei sensori di pressione e di temperatura del GNL deve resistere ad una pressione fino a 1,5 volte la pressione di esercizio (MPa), alla temperatura corrispondente alla pressione di impiego nominale di cui alla tabella dell'allegato 5O, a temperatura ambiente e alla temperatura massima di cui all'allegato 5O.
ALLEGATO 4M
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL RILEVATORE DI GAS NATURALE
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL RILEVATORE DI GAS NATURALE.
2. RILEVATORE DI GAS NATURALE
Il materiale del rilevatore di gas naturale a contatto con il gas naturale durante il funzionamento deve essere compatibile con il gas di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
3. PROCEDURE DI PROVA DEL RILEVATORE DI GAS NATURALE
3.1. Il rilevatore di gas naturale deve essere progettato per funzionare alle temperature indicate nell'allegato 5O.
3.2. Prova di resistenza dell'isolamento
Con questa prova si intende verificare la presenza di un potenziale difetto nell'isolamento tra gli spinotti di connessione e l'alloggiamento del rivelatore di gas naturale.
Applicare 1 000 V DC tra uno degli spinotti di connessione e l'alloggiamento del rilevatore di gas naturale per almeno 2 secondi. La resistenza minima consentita deve essere 10 ΜΩ.
3.3. Il rilevatore di gas naturale deve essere conforme alle prescrizioni relative alla compatibilità elettromagnetica (EMC) del regolamento n. 10, serie di emendamenti 03, o equivalente.
ALLEGATO 4N
Disposizioni relative all'omologazione della valvola automatica, della valvola di ritenuta, della valvola di sicurezza alla sovrapressione (PRV), della valvola limitatrice di flusso, della valvola manuale e della valvola di non ritorno destinate ad applicazioni con GNL
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLA VALVOLA AUTOMATICA, DELLA VALVOLA DI RITENUTA, DELLA VALVOLA DI SICUREZZA ALLA SOVRAPRESSIONE (PRV) E DELLA VALVOLA LIMITATRICE DI FLUSSO UNICAMENTE DESTINATE AD APPLICAZIONI CON GNL.
2. VALVOLA AUTOMATICA DEL GNL
2.1. I materiali della valvola automatica del GNL che sono a contatto con il GNL durante il funzionamento devono essere compatibili con il GNL di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
2.2. Specifiche di funzionamento
2.2.1. La valvola automatica del GNL deve essere progettata in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) senza perdite e senza deformarsi (cfr. allegato 5 A).
2.2.2. La valvola automatica del GNL deve essere progettata in modo tale da assicurare la tenuta ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
2.2.3. Nella normale posizione di impiego specificata dal fabbricante la valvola automatica del GNL compie 7 000 operazioni, quindi è disattivata. La valvola automatica deve continuare a garantire la tenuta conformemente agli allegati 5B e 5C, ad una pressione pari a 1,5 volte la pressione di esercizio. Tale prova è eseguita per il 96 % dei cicli a temperature criogeniche, per il 2 % a temperatura ambiente e per il 2 % ad alta temperatura, conformemente alla tabella riportata nell'allegato 5O.
2.2.4. La valvola automatica del GNL deve essere progettata in modo tale da funzionare alle temperature indicate nell'allegato 5O.
2.2.5. Prova di resistenza dell'isolamento
Con questa prova si intende verificare la presenza di un potenziale guasto di isolamento tra gli spinotti di connessione e l'alloggiamento della valvola automatica del GNL.
Applicare 1 000 V DC tra uno degli spinotti di connessione e l'alloggiamento della valvola automatica del GNL per almeno 2 secondi. La resistenza minima consentita deve essere 10 ΜΩ.
3. VALVOLA DI RITENUTA DEL GNL
3.1. I materiali della valvola di ritenuta del GNL che sono a contatto con il GNL durante il funzionamento devono essere compatibili con il GNL di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
3.2. Specifiche di funzionamento
3.2.1. La valvola di ritenuta del GNL deve essere progettata in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) senza perdite e senza deformarsi a temperatura criogenica.
3.2.2. La valvola di ritenuta del GNL deve essere progettata in modo tale da assicurare la tenuta (verso l'esterno) ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B) alle temperature indicate nell'allegato 5O.
3.2.3. Nella normale posizione di impiego specificata dal fabbricante la valvola di ritenuta del GNL compie 7 000 operazioni a temperatura criogenica (cfr. allegato 5O), quindi è disattivata. La valvola di ritenuta deve continuare a garantire la tenuta (verso l'esterno) ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) (cfr. allegato 5B).
3.2.4. La valvola di ritenuta del GNL deve essere progettata in modo tale da funzionare alle temperature indicate nell'allegato 5O.
3.3. La valvola di ritenuta del GNL deve soddisfare le prescrizioni relative alle procedure di prova per i componenti della classe 5.
4. VALVOLA DI SICUREZZA ALLA SOVRAPRESSIONE (PRV) DEL GNL
4.1. I materiali della valvola di sicurezza alla sovrapressione (PRV) che sono a contatto con il GNL durante il funzionamento devono essere compatibili con il GNL di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
4.2. Specifiche di funzionamento
4.2.1. La valvola di sicurezza alla sovrapressione (PRV) del GNL di classe 5 deve essere progettata in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) a temperatura criogenica e ad uscite chiuse.
4.2.2. La valvola di sicurezza alla sovrapressione (PRV) e il dispositivo di sicurezza alla sovrapressione (PRD) di classe 5 devono essere progettati in modo tale da assicurare la tenuta ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) ad uscite chiuse (cfr. allegato 5B).
4.3. La valvola di sicurezza alla sovrapressione (PRV) del GNL deve essere progettata in modo tale da funzionare alle temperature indicate nell'allegato 5O.
4.4. La valvola di sicurezza alla sovrapressione (PRV) del GNL deve soddisfare le prescrizioni relative alle procedure di prova per i componenti della classe 5.
5. VALVOLA LIMITATRICE DI FLUSSO DEL GNL
5.1. I materiali della valvola limitatrice di flusso del GNL che sono a contatto con il GNL durante il funzionamento devono essere compatibili con il GNL di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
5.2. Specifiche di funzionamento
5.2.1. La valvola limitatrice di flusso del GNL, quando non è montata all'interno del serbatoio, deve essere progettata in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio (MPa) a temperatura criogenica.
5.2.2. La valvola limitatrice di flusso del GNL, quando non è montata all'interno del serbatoio, deve essere progettata in modo tale da assicurare la tenuta verso l'esterno (cfr. allegato 5B) ad una pressione pari a 1,5 volte la pressione di esercizio (MPa).
5.2.3. La valvola limitatrice di flusso del GNL deve essere progettata in modo tale da funzionare alle temperature indicate nell'allegato 5O.
5.3. La valvola limitatrice di flusso del GNL deve essere progettata con un condotto di bypass (tenuta verso l'interno) che permetta di bilanciare le pressioni.
5.4. La valvola limitatrice di flusso deve funzionare a non più del 10 % al di sopra né a meno del 20 % al di sotto della portata massima nominale di chiusura specificata dal fabbricante.
5.4.1. Si devono sottoporre a queste prove tre campioni di ogni dimensione e modello di valvola. La valvola per GNL destinata ad essere utilizzata solo con liquidi deve essere sottoposta a prova con acqua. Fatto salvo quanto indicato nel successivo punto 5.4.3, devono essere effettuate prove separate con ogni campione montato in posizione verticale, orizzontale e capovolta.
5.4.2. La prova con acqua deve essere eseguita con un misuratore di flusso per liquidi (o dispositivo equivalente) installato in un sistema di tubazioni che fornisca una pressione sufficiente ad assicurare il flusso richiesto.
Questo sistema deve includere un piezometro sull'entrata o un tubo più grosso di almeno un calibro rispetto alla valvola da sottoporre a prova, con una valvola di regolazione del flusso inserita tra il misuratore di flusso ed il piezometro. Per attenuare il colpo d'ariete che si produce alla chiusura della valvola limitatrice di flusso si può usare un tubo flessibile o una valvola di sovrapressione idrostatica o entrambi.
5.4.3. Una valvola destinata ad essere installata in una sola posizione può essere sottoposta a prova soltanto in tale posizione.
5.5. Quando la valvola limitatrice di flusso del GNL è in posizione di arresto, il flusso attraverso il bypass non deve superare la portata dell'aria dichiarata dal fabbricante in cm3/minuto alla pressione di impiego.
5.6. Il dispositivo deve soddisfare le prescrizioni relative alle procedure di prova per i componenti della classe 5.
6. VALVOLA MANUALE DEL GNL
6.1. I materiali della valvola manuale del GNL che sono a contatto con il GNL durante il funzionamento devono essere compatibili con il GNL di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
6.2. Specifiche di funzionamento
6.2.1. Il dispositivo a valvola manuale per GNL di classe 5 deve essere progettato in modo tale da resistere ad una pressione pari a 1,5 volte la pressione di esercizio a temperatura criogenica.
6.2.2. Il dispositivo a valvola manuale per GNL di classe 5 deve essere progettato per funzionare a temperature comprese tra – 162 °C e + 85 °C.
6.3. Prescrizioni relative al dispositivo a valvola manuale per GNL
Un campione deve essere sottoposto a prova di fatica applicando non più di 4 cicli di pressione al minuto nel modo seguente:
mantenendo il campione ad una temperatura pari o inferiore a – 162 °C lo si sottopone a 100 cicli di pressione fra 0 e la pressione di esercizio (WP). La coppia massima sulla valvola deve poter sopportare 2 volte la forza indicata nella tabella 5.3 di cui all'allegato 5L. Dopo la suddetta prova, la valvola manuale del GNL deve superare la prova di tenuta verso l'esterno di cui all'allegato 5B.
Se si forma ghiaccio durante la prova, la valvola manuale del GNL può essere sbrinata ed asciugata.
6.4. La valvola manuale del GNL deve soddisfare le prescrizioni relative alle procedure di prova per i componenti della classe 5.
ALLEGATO 4O
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLA POMPA DI ALIMENTAZIONE DEL GNL
1. IL PRESENTE ALLEGATO DEFINISCE LE DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLA POMPA DI ALIMENTAZIONE DEL GNL.
2. PRESCRIZIONI RELATIVE ALLA POMPA DI ALIMENTAZIONE DEL GNL
2.1. I materiali della pompa di alimentazione del GNL che sono a contatto con il GNL durante il funzionamento devono essere compatibili con il GNL di prova. Per verificare detta compatibilità occorre seguire la procedura descritta nell'allegato 5D.
2.2. La pompa di alimentazione del GNL di classe 5 deve essere progettata per funzionare a temperature comprese tra – 162 °C e + 85 °C.
2.3. Il dispositivo deve soddisfare le prescrizioni relative alle procedure di prova per i componenti della classe 5.
2.4. La pompa di alimentazione del GNL deve essere fabbricata in modo da evitare la cattura di GNL.
2.5. Occorre fare in modo che il GNL presente nella pompa di alimentazione quando il motore è spento sia trasformato in modo sicuro evitando di far aumentare la pressione al di sopra della soglia di sicurezza.
2.6. La pompa di alimentazione del GNL deve essere dotata di un dispositivo di controllo della pressione affinché questa sia mantenuta entro i limiti del campo di pressioni di esercizio.
2.6.1. In sostituzione del dispositivo di controllo della pressione può essere accettato un limitatore di potenza.
2.6.2. In sostituzione del dispositivo di controllo della pressione può essere accettato un sistema elettronico di controllo.
2.6.3. Il dispositivo di controllo della pressione non deve evacuare gas naturale nell'atmosfera durante il normale funzionamento.
2.7. La pompa di alimentazione del GNL deve essere munita di una valvola di sicurezza alla sovrapressione (PRV) per limitare la pressione alla soglia di sicurezza della pompa.
2.7.1. In sostituzione della valvola di sicurezza alla sovrapressione (PRV) della pompa può essere accettata la valvola di sicurezza alla sovrapressione del sistema di alimentazione se, riducendo la pressione del sistema, essa riduce la pressione della pompa.
2.8. La pompa di alimentazione del GNL può funzionare prima dell'avviamento del motore per produrre la pressione necessaria nel sistema di alimentazione. Questa funzione deve essere ottenuta senza alimentare con carburante il motore quando questo non è in moto.
3. PROCEDURE DI PROVA APPLICABILI
3.1. Pompa di alimentazione del GNL montata all'interno del serbatoio
|
Prova di compatibilità con il GNL |
Allegato 5D |
|
Resistenza al calore secco |
Allegato 5F |
|
Resistenza al deterioramento da ozono |
Allegato 5G |
|
Prova a bassa temperatura |
Allegato 5P |
3.2. Pompa di alimentazione del GNL montata all'esterno del serbatoio
|
Sovrapressione o resistenza |
Allegato 5 A |
|
Tenuta verso l'esterno |
Allegato 5B |
|
Compatibilità con il GNL |
Allegato 5D |
|
Resistenza alla corrosione |
Allegato 5E |
|
Resistenza al calore secco |
Allegato 5F |
|
Resistenza al deterioramento da ozono |
Allegato 5G |
|
Cicli termici |
Allegato 5H |
|
Resistenza alle vibrazioni |
Allegato 5N |
|
Prova a bassa temperatura |
Allegato 5P |
ALLEGATO 5
PROCEDURE DI PROVA
1. CLASSIFICAZIONE
1.1. I componenti dell'impianto a GNC destinati ad essere utilizzati sui veicoli devono essere classificati in base alla pressione massima di esercizio e alla funzione, conformemente alle disposizioni di cui al punto 2 del presente regolamento. I componenti dell'impianto a GNL destinati ad essere utilizzati sui veicoli devono essere classificati in base alla temperatura minima, conformemente alle disposizioni di cui al punto 3 del presente regolamento.
1.2. La classificazione dei componenti determina le prove da eseguire per l'omologazione dei componenti stessi o di parti dei medesimi.
2. PROCEDURE DI PROVA APPLICABILI
La tabella 5.1 presenta le procedure di prova applicabili a seconda della classificazione dei componenti.
Tabella 5.1
|
Prova |
Classe 0 |
Classe 1 |
Classe 2 |
Classe 3 |
Classe 4 |
Classe 5 |
Allegato |
|||||||||
|
Sovrapressione o resistenza |
X |
X |
X |
X |
O |
X |
5 A |
|||||||||
|
Tenuta verso l'esterno |
X |
X |
X |
X |
O |
X |
5B |
|||||||||
|
Tenuta verso l'interno |
A |
A |
A |
A |
O |
A |
5C |
|||||||||
|
Prove di durata |
A |
A |
A |
A |
O |
A |
5L |
|||||||||
|
Compatibilità con il GNC/GNL |
A |
A |
A |
A |
A |
A |
5D |
|||||||||
|
Resistenza alla corrosione |
X |
X |
X |
X |
X |
A |
5E |
|||||||||
|
Resistenza al calore secco |
A |
A |
A |
A |
A |
A |
5F |
|||||||||
|
Resistenza al deterioramento da ozono |
A |
A |
A |
A |
A |
A |
5G |
|||||||||
|
Prove di scoppio/distruttive |
X |
O |
O |
O |
O |
A |
5M |
|||||||||
|
Cicli termici |
A |
A |
A |
A |
O |
A |
5H |
|||||||||
|
Cicli di pressione |
X |
O |
O |
O |
O |
A |
5I |
|||||||||
|
Resistenza alle vibrazioni |
A |
A |
A |
A |
O |
A |
5N |
|||||||||
|
Temperature di funzionamento |
X |
X |
X |
X |
X |
X |
5O |
|||||||||
|
Bassa temperatura del GNL |
O |
O |
O |
O |
O |
X |
5P |
|||||||||
|
||||||||||||||||
Osservazioni:
a) Tenuta verso l'interno: applicabile se la classe di appartenenza dei componenti è composta di sedi valvole interne di norma chiuse quando il motore è in modalità «OFF».
b) Prova di durata: applicabile se la classe di appartenenza dei componenti è composta di parti integranti soggette a ripetuto movimento durante il funzionamento del motore.
c) Compatibilità con il GNC, resistenza al calore secco e resistenza al deterioramento da ozono: applicabile se la classe di appartenenza dei componenti comprende parti in materiale sintetico/non metallico.
d) Prova dei cicli termici: applicabile se la classe di appartenenza dei componenti comprende parti in materiale sintetico/non metallico.
e) Prova di resistenza alle vibrazioni: applicabile se la classe di appartenenza dei componenti è composta di parti integranti soggette a ripetuto movimento durante il funzionamento del motore.
Le specifiche scritte dei materiali usati per la realizzazione dei componenti devono attestare che essi soddisfano almeno le prescrizioni minime di prova enunciate nel presente allegato relativamente a:
|
a) |
temperatura, |
|
b) |
pressione, |
|
c) |
compatibilità con il GNC/GNL, |
|
d) |
durata. |
3. PRESCRIZIONI GENERALI
3.1. Per il GNC le prove di tenuta devono essere effettuate con un gas in pressione come aria o azoto. Per il GNL deve essere utilizzato fluido criogenico.
3.2. Per ottenere la pressione necessaria per la prova di resistenza idrostatica si può utilizzare acqua o un altro fluido.
3.3. La durata minima della prova di tenuta e della prova di resistenza idrostatica non deve essere inferiore a 3 minuti.
ALLEGATO 5 A
PROVA DI SOVRAPRESSIONE (PROVA DI RESISTENZA)
|
1. |
Un componente contenente GNC/GNL deve resistere per almeno 3 minuti, a temperatura ambiente e con il condotto di uscita chiuso sul lato di alta pressione, ad una pressione idraulica compresa tra 1,5 e 2 volte la pressione massima di esercizio senza mostrare segni visibili di rottura o deformazione permanente. Per la prova si può utilizzare acqua o qualsiasi altro fluido idraulico appropriato. |
|
2. |
I campioni, precedentemente sottoposti alla prova di durata di cui all'allegato 5L, devono essere collegati ad una sorgente di pressione idrostatica. Nella tubazione di alimentazione a pressione idrostatica si devono montare una valvola d'intercettazione ed un manometro con pressione compresa tra 1,5 e 2 volte la pressione di prova. |
|
3. |
La tabella 5.2 indica le pressioni di esercizio e le pressioni della prova di scoppio secondo la classificazione di cui al punto 2 del presente regolamento. Tabella 5.2
|
ALLEGATO 5B
PROVA DI TENUTA VERSO L'ESTERNO
1. Il componente non deve presentare perdite a livello delle guarnizioni dello stelo o del corpo o di altre giunzioni, e non deve presentare segni di porosità nelle parti a fusione quando sottoposto, nella prova di cui ai punti 2 e 3 del presente allegato, ad una pressione aerostatica compresa tra 0 e la pressione indicata nella tabella 5.2 dell'allegato 5 A.
2. La prova deve essere effettuata nelle seguenti condizioni:
|
a) |
a temperatura ambiente, |
|
b) |
alla temperatura minima di funzionamento, |
|
c) |
alla temperatura massima di funzionamento. |
Le temperature minima e massima di funzionamento sono indicate nell'allegato 5O.
3. Per il GNC
Durante questa prova l'apparecchiatura in esame (EUT — equipment under test) deve essere collegata ad una sorgente di pressione aerostatica. Nel tubo di alimentazione della pressione devono essere montati una valvola automatica ed un manometro con campo di pressione compreso tra 1,5 e 2 volte la pressione di prova. Il manometro deve essere montato tra la valvola automatica ed il campione sottoposto a prova. Per rilevare le perdite durante la prova, immergere il campione in acqua o utilizzare qualsiasi altro metodo equivalente (misurazione della portata o caduta di pressione).
3.1. Per il GNL
Durante questa prova l'entrata del componente è collegata ad una fonte di fluido criogenico conformemente alla tabella riportata nell'allegato 5O o a temperatura inferiore, alla pressione di esercizio dichiarata dal fabbricante. Il flusso viene mantenuto per 0,5 ore.
4. La perdita verso l'esterno deve essere inferiore a quanto prescritto negli allegati; in assenza di prescrizioni deve essere inferiore a 15 cm3/ora.
5. Prova ad alta temperatura
Per il GNC
Un componente contenente GNC non deve presentare perdite superiori a 15 cm3/ora quando è sottoposto, a condotti di uscita chiusi, ad una pressione del gas pari alla pressione massima di esercizio, alla temperatura massima di funzionamento indicata nell'allegato 5O. Il componente deve essere condizionato per almeno 8 ore a questa temperatura.
5.1. Per il GNL
Un componente contenente GNL non deve presentare perdite superiori a 15 cm3/ora con il flusso di cui al punto 3.1. quando è sottoposto ad una temperatura esterna alle temperature massime di funzionamento indicate nell'allegato 5O.
6. Prova a bassa temperatura
Per il GNC
Un componente contenente GNC non deve presentare perdite superiori a 15 cm3/ora quando è sottoposto, a condotti di uscita chiusi, ad una pressione del gas pari alla pressione massima di esercizio indicata dal fabbricante, alla temperatura minima di funzionamento. Il componente deve essere condizionato per almeno 8 ore a questa temperatura.
6.1. Per il GNL
Un componente contenente GNL non deve presentare perdite superiori a 15 cm3/ora con il flusso di cui al punto 3.1. quando è sottoposto ad una temperatura esterna alla temperatura minima di funzionamento indicata nell'allegato 5O.
ALLEGATO 5C
PROVA DI TENUTA VERSO L'INTERNO
|
1. |
Le prove descritte di seguito devono essere eseguite su campioni delle valvole o dell'unità di riempimento precedentemente sottoposte alla prova di tenuta verso l'esterno di cui all'allegato 5B. |
|
2. |
La sede delle valvole in posizione chiusa non deve presentare perdite ad una pressione aerostatica compresa tra 0 e 1,5 volte la pressione di esercizio (kPa). Per i componenti per alimentazione con GNL, la temperatura utilizzata è la temperatura criogenica (cfr. allegato 5O). |
|
3. |
Una valvola di non ritorno per GNC con sede resiliente (elastica), in posizione chiusa, non deve presentare perdite quando è sottoposta ad una pressione aerostatica compresa tra 0 e 1,5 volte la pressione di esercizio (kPa). |
|
4. |
Una valvola di non ritorno per GNC provvista di sede metallo/metallo non deve presentare perdite superiori a 0,47 dm3/s in posizione chiusa quando è sottoposta ad una differenza di pressione aerostatica di 138 KPa in pressione effettiva. |
|
5. |
La sede della valvola di non ritorno superiore per GNC utilizzata nel montaggio dell'unità di riempimento non deve presentare perdite in posizione chiusa, ad una pressione aerostatica compresa tra 0 e 1,5 volte la pressione di esercizio (kPa). |
|
6. |
Durante le prove di tenuta verso l'interno l'entrata della valvola campione deve essere collegata ad una sorgente di pressione aerostatica, la valvola deve essere in posizione chiusa e l'uscita deve essere aperta. Nel tubo di alimentazione della pressione devono essere montati una valvola automatica ed un manometro con campo di pressione compreso tra 1,5 e 2 volte le pressioni di prova. Il manometro deve essere montato tra la valvola automatica ed il campione sottoposto a prova. Durante l'applicazione della pressione di prova controllare l'assenza di perdite; a tale scopo immergere in acqua l'uscita della valvola aperta, salvo diversa indicazione. |
|
7. |
Per determinare la conformità alle disposizioni di cui dal punto 2 al punto 5, collegare un pezzo di tubo all'uscita della valvola. L'estremità aperta del tubo di uscita deve essere posizionata in un cilindro rovesciato, graduato in centimetri cubi. Il cilindro rovesciato deve essere chiuso in basso con una guarnizione a tenuta d'acqua. L'apparecchiatura deve essere regolata in modo che:
Al termine del periodo della prova e una volta verificato che l'acqua all'interno e all'esterno del cilindro graduato sia allo stesso livello, annotare nuovamente il livello dell'acqua all'interno del cilindro graduato. In base alla variazione di volume all'interno del cilindro graduato si calcola la portata della perdita utilizzando la seguente formula:
dove:
|
|
8. |
Anziché con il metodo sopra descritto la perdita può essere misurata con un flussometro montato sull'entrata della valvola sottoposta a prova. Il flussometro deve essere in grado di indicare con precisione, per il fluido di prova utilizzato, la portata massima ammessa della perdita. |
ALLEGATO 5D
PROVA DI COMPATIBILITÀ CON IL GNC/GNL
|
1. |
Un elemento non metallico posto a contatto con il GNC/GNL non deve presentare una variazione di volume o una perdita di peso eccessive. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 alle seguenti condizioni:
|
|
2. |
Requisiti: variazione massima di volume: 20 %; dopo una permanenza di 48 ore in aria a 40 °C, la riduzione della massa rispetto alla massa iniziale non deve superare il 5 %. |
ALLEGATO 5E
PROVA DI RESISTENZA ALLA CORROSIONE
Procedure relative alla prova di resistenza alla corrosione
|
1. |
Un componente metallico destinato a contenere GNC/GNL deve superare le prove di tenuta di cui agli allegati 5B e 5C, dopo essere stato sottoposto per 144 ore ad una prova in nebbia salina conformemente alla norma ISO 15500-2, con tutti i raccordi chiusi. |
|
2. |
Un componente in rame od ottone contenente GNC/GNL deve superare le prove di tenuta di cui agli allegati 5B e 5C, dopo essere stato sottoposto per 24 ore ad immersione in ammoniaca conformemente alla norma ISO CD 15500-2 con tutti i raccordi chiusi. |
ALLEGATO 5F
RESISTENZA AL CALORE SECCO
|
1. |
La prova deve essere effettuata conformemente alla norma ISO 188. Il provino deve essere esposto per 168 ore in aria ad una temperatura pari alla temperatura massima di funzionamento. |
|
2. |
La variazione ammissibile della resistenza alla trazione non deve essere superiore a + 25 %. La variazione ammissibile dell'allungamento a rottura non deve essere superiore ai valori seguenti:
|
ALLEGATO 5G
RESISTENZA AL DETERIORAMENTO DA OZONO
|
1. |
La prova deve essere effettuata conformemente alla norma ISO 1431-1. Il provino, che deve essere sottoposto ad un allungamento del 20 %, deve essere esposto per 72 ore in aria a 40 °C con una concentrazione di ozono di 50 parti per cento milioni (pphm). |
|
2. |
Non è ammessa la formazione di fessurazioni nel provino. |
ALLEGATO 5H
PROVA DEI CICLI TERMICI
Una parte non metallica contenente GNC/GNL deve soddisfare le prove di tenuta di cui agli allegati 5B e 5C dopo essere stata sottoposta per 96 ore a cicli termici consistenti nel passare, alla pressione massima di esercizio, dalla temperatura minima alla temperatura massima di funzionamento. La durata di ciascun ciclo deve essere di 120 minuti.
ALLEGATO 5I
PROVA DEI CICLI DI PRESSIONE APPLICABILE UNICAMENTE ALLE BOMBOLE
(cfr. allegato 3)
ALLEGATI 5 J E 5K —
(non assegnati)
ALLEGATO 5L
PROVA DI DURATA (IN FUNZIONAMENTO CONTINUO)
1. Metodo di prova per i componenti per alimentazione con GNC
1.1. Il componente deve essere collegato a una sorgente di aria o azoto secco pressurizzati mediante un raccordo adatto, e sottoposto al numero di cicli indicato per quel componente specifico. Un ciclo prevede un'apertura e una chiusura del componente entro un tempo non inferiore a 10 ± 2 secondi.
|
a) |
Cicli a temperatura ambiente Il componente deve funzionare per il 96 % del numero totale di cicli a temperatura ambiente e alla pressione di impiego nominale. Durante la chiusura la pressione a valle dell'apparecchiatura di prova deve poter essere ridotta al 50 % della pressione di prova. Il componente deve quindi superare la prova di tenuta di cui all'allegato 5B a temperatura ambiente. Questa parte della prova può essere interrotta a intervalli del 20 % per verificare la tenuta. |
|
b) |
Cicli ad alta temperatura Il componente deve funzionare per il 2 % del numero totale di cicli alla temperatura massima specificata e alla pressione di impiego nominale. Terminati i cicli ad alta temperatura, il componente deve superare la prova di tenuta di cui all'allegato 5B alla temperatura massima specificata. |
|
c) |
Cicli a bassa temperatura Il componente deve funzionare per il 2 % del numero totale di cicli alla temperatura minima specificata e alla pressione di impiego nominale. Terminati i cicli a bassa temperatura, il componente deve superare la prova di tenuta di cui all'allegato 5B alla temperatura minima specificata. Completati i cicli ed una nuova prova di tenuta, il componente deve potersi aprire e chiudere completamente applicando alla leva di comando del componente una coppia non superiore a quella specificata nella seguente tabella 5.3, prima nel senso che ne permette l'apertura completa e poi nel senso opposto. Tabella 5.3
|
1.2. La prova deve essere effettuata alla temperatura massima specificata e poi ripetuta alla temperatura di – 40 °C.
1.3. Le condizioni della prova di durata per i componenti per alimentazione con GNL sono descritte negli allegati specifici da 4I a 4O, ove applicabile.
ALLEGATO 5M
PROVA DI SCOPPIO/DISTRUTTIVA APPLICABILE UNICAMENTE ALLE BOMBOLE DI GNC
(cfr. allegato 3 A)
ALLEGATO 5N
PROVA DI RESISTENZA ALLE VIBRAZIONI
1. Dopo 6 ore di vibrazioni nelle condizioni di prova specificate qui di seguito, nessun componente con parti mobili deve presentare segni di danni e tutti i medesimi componenti devono continuare a funzionare soddisfacendo le prescrizioni relative alle prove di tenuta ad essi applicabili.
2. Metodo di prova
2.1. Il componente deve essere fissato in un apparecchio di prova e fatto vibrare per 2 ore a 17 Hz con un'ampiezza di 1,5 mm su ciascuna delle tre direzioni ortogonali. Dopo 6 ore di vibrazioni il componente deve soddisfare le prescrizioni di cui all'allegato 5C.
ALLEGATO 5O
TEMPERATURE DI FUNZIONAMENTO
Le temperature di funzionamento devono essere le seguenti:
|
|
Vano motore |
Montaggio sul motore |
A bordo |
|
Moderata (M) |
da – 20 °C a 105 °C |
da – 20 °C a 120 °C |
da – 20 °C a 85 °C |
|
Fredda (C) |
da – 40 °C a 105 °C |
da – 40 °C a 120 °C |
da – 40 °C a 85 °C |
|
GNL (L) |
da – 162 °C a 105 °C |
da – 162 °C a 120 °C |
da – 162 °C a 85 °C |
Nota — La temperatura del GNL (L) è la temperatura del fluido all'interno dei componenti. Per temperature ambiente utilizzare M o C. Dal momento che, per il GNL, la temperatura e la pressione di saturazione sono direttamente collegate, come indicato nella seguente tabella, è necessario consentire temperature minime più elevate per i componenti per GNL in base alla pressione di prova descritta.
|
Temperatura [°C] |
Pressione [barg] |
|
– 161,6 |
0 |
|
– 152,5 |
1 |
|
– 146,4 |
2 |
|
– 141,7 |
3 |
|
– 137,8 |
4 |
|
– 134,4 |
5 |
|
– 131,4 |
6 |
|
– 128,7 |
7 |
|
– 126,3 |
8 |
|
– 124,0 |
9 |
|
– 121,9 |
10 |
|
– 119,9 |
11 |
|
– 118,1 |
12 |
|
– 116,3 |
13 |
|
– 114,6 |
14 |
|
– 113,0 |
15 |
|
– 111,5 |
16 |
|
– 110,0 |
17 |
|
– 108,6 |
18 |
|
– 107,3 |
19 |
|
– 106,0 |
20 |
|
– 104,7 |
21 |
|
– 103,5 |
22 |
|
– 102,3 |
23 |
|
– 101,2 |
24 |
Fonte: http://webbook.nist.gov/chemistry/fluid/Saturation.
ALLEGATO 5P
GNL — PROVA A BASSA TEMPERATURA
|
1. |
Il componente deve funzionare per il 96 % del numero totale di cicli (di cui all'allegato 4 del prodotto) a una temperatura inferiore a — 162 °C e alla pressione di esercizio. |
|
2. |
Il componente deve funzionare per il 4 % del numero totale di cicli alla temperatura massima specificata (indicata nell'allegato 5O) e alla pressione di esercizio. Terminati i cicli alla temperatura indicata, il componente deve soddisfare le condizioni di cui agli allegati 5B e 5C. |
|
3. |
Se ritenuto opportuno, la prova può essere interrotta a intervalli del 20 % per verificare la tenuta. |
|
4. |
Completati i cicli di prova, effettuare la prova idrostatica. |
ALLEGATO 5Q
COMPATIBILITÀ DELLA PARTI NON METALLICHE CON I FLUIDI DI SCAMBIO TERMICO
|
1. |
I campioni di prova devono essere immersi nel fluido di scambio termico per 168 ore a 90 °C, quindi asciugati per 48 ore ad una temperatura di 40 °C. Il fluido di scambio termico usato per la prova deve essere composto per il 50 % da acqua e per il 50 % da glicole etilenico. |
|
2. |
Il risultato della prova è ritenuto soddisfacente se la variazione del volume è inferiore al 20 %, la variazione della massa è inferiore al 5 %, la variazione della resistenza alla trazione è inferiore a – 25 % e la variazione dell'allungamento a rottura è compresa fra – 30 % e + 10 %. |
ALLEGATO 6
DISPOSIZIONI RELATIVE ALLA MARCATURA DI IDENTIFICAZIONE DEL GNC PER I VEICOLI DELLE CATEGORIE M2, M3, N2 E N3
(Punto 18.1.8.1. del presente regolamento)
Il contrassegno consiste in un'etichetta adesiva in materiale resistente agli agenti atmosferici.

Il colore e le dimensioni dell'etichetta adesiva devono essere conformi alle seguenti prescrizioni:
|
Colori: |
|
|
Sfondo: |
verde |
|
Bordo: |
bianco o bianco riflettente |
|
Lettere: |
bianco o bianco riflettente |
|
Dimensioni: |
|
|
Larghezza del bordo: |
4 — 6 mm |
|
Altezza dei caratteri: |
≥ 25 mm |
|
Spessore dei caratteri: |
≥ 4 mm |
|
Larghezza dell'etichetta adesiva: |
110 — 150 mm |
|
Altezza dell'etichetta adesiva: |
80 — 110 mm |
Le lettere «CNG» devono essere centrate nell'etichetta adesiva.
ALLEGATO 7
DISPOSIZIONI RELATIVE ALLA MARCATURA DI IDENTIFICAZIONE DEL GNL PER I VEICOLI DELLE CATEGORIE M2, M3, N2 E N3
(Punto 18.1.8.2. del presente regolamento)

Il contrassegno consiste in un'etichetta adesiva in materiale resistente agli agenti atmosferici.
Il colore e le dimensioni dell'etichetta adesiva devono essere conformi alle seguenti prescrizioni:
|
Colori |
|
|
Sfondo: |
verde |
|
Bordo: |
bianco o bianco riflettente |
|
Lettere: |
bianco o bianco riflettente |
|
Dimensioni: |
|
|
Larghezza del bordo: |
4 - 6 mm |
|
Altezza dei caratteri: |
≥ 25 mm |
|
Spessore dei caratteri: |
≥ 4 mm |
|
Larghezza dell'etichetta adesiva: |
110 - 150 mm |
|
Altezza dell'etichetta adesiva: |
80 - 110 mm |
Le lettere «CNL» devono essere centrate nell'etichetta adesiva.
|
30.6.2015 |
IT |
Gazzetta ufficiale dell'Unione europea |
L 166/170 |
Solo i testi UN/ECE originali hanno efficacia giuridica ai sensi del diritto internazionale pubblico. Lo status e la data di entrata in vigore del presente regolamento devono essere controllati nell'ultima versione del documento UN/ECE TRANS/WP.29/343, reperibile al seguente indirizzo:
http://www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29fdocstts.html.
Regolamento n. 120 della Commissione economica per l'Europa delle Nazioni Unite (UNECE) — Disposizioni uniformi relative all'omologazione dei motori a combustione interna destinati a essere montati sui trattori agricoli e forestali e sulle macchine mobili non stradali, per quanto riguarda la loro potenza netta, la loro coppia netta e il loro consumo specifico [2015/1000]
Comprendente tutti i testi validi fino a:
serie di modifiche 01 del regolamento — Data di entrata in vigore: 26 luglio 2012
INDICE
REGOLAMENTO
|
1. |
Campo di applicazione |
|
2. |
Definizioni |
|
3. |
Domanda di omologazione |
|
4. |
Omologazione |
|
5. |
Specifiche e prove |
|
6. |
Conformità della produzione |
|
7. |
Sanzioni in caso di non conformità della produzione |
|
8. |
Modifica ed estensione dell'omologazione di un tipo di motore o di una famiglia di motori |
|
9. |
Cessazione definitiva della produzione |
|
10. |
Nomi e indirizzi dei servizi tecnici che effettuano le prove di omologazione e delle autorità di omologazione |
ALLEGATI
|
1 |
Caratteristiche essenziali del motore a combustione interna e informazioni generali riguardanti l'esecuzione delle prove |
|
2 |
Comunicazioni |
|
3 |
Disposizioni relative ai marchi di omologazione |
|
4 |
Metodo di misurazione della potenza netta dei motori a combustione interna |
|
5 |
Caratteristiche fondamentali di una famiglia di motori |
|
6 |
Controllo di conformità della produzione |
|
7 |
Caratteristiche tecniche dei carburanti di riferimento |
1. CAMPO DI APPLICAZIONE
1.1. Il presente regolamento si applica alle curve che rappresentano, in funzione del regime di giri, la potenza, la coppia e il consumo specifico di carburante a pieno carico di un motore, indicate dal fabbricante per motori a combustione interna montati:
|
1.1.1. |
su veicoli appartenenti alla categoria T (1), |
|
1.1.2. |
su macchine mobili non stradali (1), fatte funzionare a velocità variabile o costante. |
1.2. I motori a combustione interna si suddividono in una delle seguenti categorie:
|
1.2.1. |
motori a pistone alternativo a combustione interna (ad accensione comandata o spontanea), ma esclusi i motori a pistoni liberi; |
|
1.2.2. |
motori a pistoni rotanti (ad accensione comandata o spontanea). |
2. DEFINIZIONI
|
2.1. |
«Omologazione di un motore» indica l'omologazione di un tipo di motore per quanto riguarda la sua potenza netta misurata secondo la procedura di cui all'allegato 4 del presente regolamento; |
|
2.2. |
«Omologazione di una famiglia di motori» indica l'omologazione dei membri di una famiglia di motori per quanto riguarda la loro potenza netta ai sensi della procedura di cui agli allegati 5 o 6 del presente regolamento; |
|
2.3. |
«Tipo di motore» indica una categoria di motori che non differiscono tra loro in caratteristiche essenziali definite nell'allegato 1 — appendice 3 del presente regolamento; |
|
2.4. |
«Famiglia di motori» indica un raggruppamento di motori, fatto da un fabbricante, che, per progetto, soddisfano criteri di raggruppamento di cui all'allegato 5 del presente regolamento; |
|
2.5. |
«Motore capostipite» indica un motore scelto all'interno di una famiglia di motori per soddisfare i requisiti di cui all'allegato 5 del presente regolamento; |
|
2.6. |
«Potenza netta» indica la potenza misurata sul banco di prova all'estremità dell'albero a gomiti, od organo equivalente, al relativo regime di rotazione e con gli elementi ausiliari e i meccanismi di cui alla tabella 1 dell'allegato 4 del presente regolamento, nelle condizioni atmosferiche di riferimento; |
|
2.7. |
«Potenza nominale netta» indica la potenza netta del motore dichiarata dal fabbricante al regime di rotazione nominale; |
|
2.8. |
«Potenza massima netta» indica il valore massimo della potenza netta misurato con motore a pieno carico; |
|
2.9. |
«Regime di rotazione nominale» indica il regime di rotazione massimo a pieno carico consentito dal regolatore e indicato dal fabbricante o, in assenza di un regolatore, il regime di rotazione, specificato dal fabbricante, al quale si ottiene la potenza massima del motore; |
|
2.10. |
«Regime della potenza massima netta» indica il regime di rotazione, specificato dal fabbricante, al quale si ottiene la potenza massima netta; |
|
2.11. |
«Regime di coppia massima» indica il regime di rotazione, specificato dal fabbricante, al quale si ottiene la coppia massima; |
|
2.12. |
«Coppia massima» indica il valore massimo della coppia netta misurato con il motore a pieno carico. |
3. DOMANDA DI OMOLOGAZIONE
3.1. La domanda di omologazione di un tipo di motore o di una famiglia di motori riguardo alla misurazione della potenza netta va presentata dal fabbricante o dal suo mandatario.
3.2. La domanda deve essere corredata dei documenti che seguono in triplice copia: descrizione del tipo di motore o della famiglia di motori, comprendente tutte le informazioni pertinenti di cui all'allegato 1 del presente regolamento.
3.3. Al servizio tecnico che effettua le prove di collaudo occorre fornire un motore rappresentativo del tipo di motore da omologare, o, nel caso di una famiglia di motori, il motore capostipite, muniti degli accessori prescritti all'allegato 4 del presente regolamento.
4. OMOLOGAZIONE
4.1. Si rilascia l'omologazione del tipo di motore o della famiglia di motori se la potenza del motore presentato all'omologazione ai sensi del presente regolamento è stata misurata secondo le prescrizioni del paragrafo 5.
4.2. A ciascun tipo di motore o famiglia di motori omologati va attribuito un numero di omologazione. Le prime due cifre di tale numero (attualmente 01 per il regolamento in versione originale) indicano le serie di modifiche comprendenti le principali e più recenti modifiche tecniche apportate al regolamento al momento del rilascio dell'omologazione. Una parte contraente non può attribuire lo stesso numero a un altro tipo di motore o famiglia di motori.
4.3. La notifica del rilascio, dell'estensione o del rifiuto dell'omologazione di un tipo di motore o di una famiglia di motori ai sensi del presente regolamento va comunicata alle parti dell'accordo del 1958 che applicano il presente regolamento per mezzo di una scheda conforme al modello di cui all'allegato 2 del presente regolamento.
4.4. Su tutti i motori conformi al tipo di motore o alla famiglia di motori omologati ai sensi del presente regolamento, va apposto in maniera ben visibile e in posizione facilmente accessibile, indicata sulla scheda di omologazione, un marchio di omologazione internazionale composto da:
|
4.4.1. |
un cerchio all'interno del quale è iscritta la lettera «E» seguita dal numero distintivo del paese che ha rilasciato l'omologazione (2); |
|
4.4.2. |
il numero del presente regolamento, seguito dalla lettera «R», da un trattino e dal numero di omologazione, a destra del cerchio di cui al paragrafo 4.4.1. In alternativa all'apposizione sul motore dei marchi e dei simboli di omologazione, il fabbricante può accludere al motore omologato ai sensi del presente regolamento un documento che riporti tali informazioni, così da rendere possibile l'apposizione sul veicolo dei marchi e del simbolo di omologazione. |
4.5. Se il motore è conforme a un tipo o a una famiglia omologati ai sensi di uno o più regolamenti allegati all'accordo, il paese che ha rilasciato l'omologazione ai sensi del presente regolamento, non è tenuto a ripetere il simbolo di cui al paragrafo 4.4.1; in tal caso, i numeri nonché i simboli aggiuntivi di tutti i regolamenti applicati per il rilascio dell'omologazione nei paesi che hanno rilasciato l'omologazione ai sensi del presente regolamento, vanno indicati in colonne verticali a destra del simbolo di cui al paragrafo 4.4.1.
4.6. Il marchio di omologazione va collocato sulla targhetta dati apposta dal fabbricante sul tipo omologato, o accanto ad essa.
4.7. L'allegato 3 del presente regolamento dà alcuni esempi di marchi di omologazione.
4.8. Oltre al marchio di omologazione, ogni motore conforme a un tipo di motore o a una famiglia di motori omologata ai sensi del presente regolamento, deve indicare:
|
4.8.1. |
il marchio o la denominazione commerciale del fabbricante del motore; |
|
4.8.2. |
il codice attribuito al motore dal fabbricante. |
5. SPECIFICHE E PROVE
5.1. Aspetti generali
Le componenti che possono influire sulla potenza del motore vanno progettate, costruite e montate in modo che il motore, in condizioni d'impiego normali e malgrado le vibrazioni cui può essere sottoposto, soddisfi le disposizioni del presente regolamento.
5.2. Descrizione delle prove per i motori a combustione interna
5.2.1. Per i motori ad accensione comandata, la prova della potenza netta si effettua a piena ammissione; per quelli diesel, con la pompa di iniezione a piena mandata; il motore sarà munito di tutti i dispositivi indicati nella tabella 1 dell'allegato 4 del presente regolamento.
5.2.2. Le misurazioni si effettuano a regimi di rotazione del motore sufficienti a definire correttamente le curve di potenza, di coppia e di consumo specifico, comprese tra i regimi di rotazione minimi e massimi indicati dal fabbricante. La gamma dei regimi deve comprendere quelli ai quali il motore genera la sua potenza nominale netta, la sua potenza massima e la sua coppia massima.
5.2.3. Usare i carburanti di seguito indicati:
|
5.2.3.1. |
per i motori ad accensione comandata alimentati a benzina: usare il carburante di riferimento specificato nell'allegato 7. |
|
5.2.3.2. |
per i motori ad accensione comandata alimentati a GPL:
|
|
5.2.3.3. |
per i motori ad accensione comandata alimentati a gas naturale:
|
|
5.2.3.4. |
Per i motori ad accensione spontanea: usare il carburante di riferimento specificato nell'allegato 7. La scelta del carburante di prova va effettuata in base ai valori limite di scarico che il tipo di motore o la famiglia di motori sono destinati a soddisfare. In base alle fasce di potenza descritte nel regolamento che fissa uniformi relative all'omologazione dei motori ad accensione spontanea (A.S.) destinati a essere montati sui trattori agricoli e forestali e sulle macchine mobili non stradali per quanto riguarda l'emissione di inquinanti prodotti dal motore, il carburante di riferimento va scelto nel modo che segue:
A scelta, per le fasce di potenza da H a K si può usare il carburante di prova di cui all'allegato 7, tabella 1. |
5.2.4. Le misurazioni si effettuano in conformità alle disposizioni dell'allegato 5 del presente regolamento.
5.2.5. Nel verbale di prova vanno annotati i risultati e tutti i calcoli necessari a stabilire la potenza netta (cfr. appendice 4 del presente regolamento) nonché le caratteristiche del motore di cui all'allegato 1 del presente regolamento.
5.3. Interpretazione dei risultati
5.3.1. Potenza netta
Per il tipo di motore (o di motore capostipite) si accetta la potenza netta dichiarata dal fabbricante se essa non si scosta dai valori corretti, misurati dal servizio tecnico sul motore fornito per la prova, in misura superiore ai valori indicati nella tabella che segue.
|
Tipo di motore |
Potenza nominale netta [%] |
Altri punti di misurazione sulla curva [%] |
Tolleranza per il regime di rotazione del motore [%] |
|
Valori generali |
± 2 |
± 4 |
± 1,5 |
|
Motori ad accensione comandata alimentati a benzina con regolatore |
± 4 |
± 6 |
± 4 |
|
Motori ad accensione comandata alimentati a benzina senza regolatore |
± 4 |
± 10 |
± 4 |
5.3.2. Regime di rotazione nominale
Il regime di rotazione nominale dichiarato dal fabbricante non deve differire in misura superiore a 100 min– 1 dal valore misurato dal servizio tecnico sul motore fornito per la prova. Per i motori ad accensione comandata alimentati a benzina, il regime di rotazione nominale dichiarato dal fabbricante non deve differire dal valore misurato dal servizio tecnico sul motore fornito per la prova in misura superiore a 150 min– 1 (motori muniti di regolatore) e a 350 min– 1 o al 4 % (motori senza regolatore), scegliendo, tra i due, il valore inferiore.
5.3.3. Consumo di carburante
Per il tipo di motore (o di motore capostipite) si accetta la curva del consumo specifico di carburante dichiarata dal fabbricante se, a tutti i punti di misurazione, essa non si scosta, in misura superiore a ± 8 %, dai valori misurati negli stessi punti dal servizio tecnico sul motore fornito per la prova.
5.3.4. Famiglia di motori
Se il motore capostipite soddisfa le condizioni descritte ai paragrafi 5.3.1 e 5.3.2, l'accettazione si estende automaticamente a tutte le curve dichiarate dei componenti della famiglia.
6. CONFORMITÀ DELLA PRODUZIONE
Le modalità di controllo della conformità della produzione devono soddisfare quelle definite nell'appendice 2 dell'accordo (E/ECE/324-E/ECE/TRANS/505/Rev.2), nel rispetto dei seguenti requisiti:
|
6.1. |
I motori omologati ai sensi del presente regolamento vanno costruiti in modo conforme al tipo omologato. |
|
6.2. |
Vanno soddisfatti i requisiti minimi delle procedure per il controllo della conformità della produzione, di cui all'allegato 6 del presente regolamento. |
7. SANZIONI IN CASO DI NON CONFORMITÀ DELLA PRODUZIONE
7.1. L'omologazione, rilasciata a un tipo di motore o a una famiglia di motori ai sensi del presente regolamento, può essere revocata se i requisiti di cui al paragrafo 6.1. non sono soddisfatti o se un motore o una famiglia di motori, pur muniti del marchio di omologazione, non sono conformi al tipo omologato.
7.2. Se una delle parti contraenti dell'accordo del 1958 che applicano il presente regolamento revoca un'omologazione in precedenza rilasciata, ne informa immediatamente le altre parti contraenti che applicano il presente regolamento per mezzo di una scheda di notifica conforme al modello di cui all'allegato 2 del presente regolamento.
8. MODIFICA ED ESTENSIONE DELL'OMOLOGAZIONE DI UN TIPO DI MOTORE O DI UNA FAMIGLIA DI MOTORI
8.1. Ogni modifica di un tipo di motore o di una famiglia di motori rispetto alle caratteristiche descritte all'allegato 1 va notificata al servizio amministrativo che ha omologato il tipo di motore o la famiglia di motori. L'autorità di omologazione può:
|
8.1.1. |
considerare improbabile che le modifiche apportate abbiano ripercussioni negative di rilievo e ritenere che il motore continui comunque a soddisfare le prescrizioni; oppure |
|
8.1.2. |
chiedere un altro verbale di prova al servizio tecnico che ha effettuato le prove. |
8.2. La conferma o il rifiuto dell'omologazione, con indicazione delle modifiche apportate, vanno notificati alle parti contraenti dell'accordo che applicano il presente regolamento con la procedura di cui al paragrafo 4.3.
8.3. L'autorità di omologazione che rilascia l'estensione dell'omologazione attribuisce un numero di serie a tale estensione e ne informa le altre parti all'accordo del 1958 che applicano il presente regolamento per mezzo di una scheda di notifica conforme al modello di cui all'allegato 2 del presente regolamento.
9. CESSAZIONE DEFINITIVA DELLA PRODUZIONE
Se il titolare di un'omologazione cessa completamente la produzione di un tipo di motore, o di una famiglia di motori, omologati ai sensi del presente regolamento, ne informa l'autorità che ha rilasciato l'omologazione. Ricevuta la relativa notifica, tale autorità ne informerà le altre parti all'accordo del 1958 che applicano il presente regolamento mediante una scheda di notifica conforme al modello di cui all'allegato 2 del presente regolamento.
10. NOMI E INDIRIZZI DEI SERVIZI TECNICI CHE EFFETTUANO LE PROVE DI OMOLOGAZIONE E DELLE AUTORITÀ DI OMOLOGAZIONE
Le parti contraenti dell'accordo che applicano il presente regolamento devono comunicare al segretariato delle Nazioni Unite nomi e indirizzi dei servizi tecnici che effettuano le prove di omologazione e/o delle autorità di omologazione che rilasciano l'omologazione, ai quali vanno inviate le schede attestanti il rilascio dell'omologazione oppure dell'estensione o del rifiuto dell'omologazione, pubblicate in altri paesi.
(1) Secondo la definizione datane nella risoluzione consolidata sulla costruzione di veicoli (R.E.3), documento ECE/TRANS/WP.29/78/Rev.2, para. 2. — www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html
(2) I numeri distintivi delle parti all'accordo del 1958 figurano nell'allegato 3 della risoluzione consolidata sulla costruzione di veicoli (R.E.3), documento ECE/TRANS/WP.29/78/Rev.3 — www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29resolutions.html
(3) «Indice di Wobbe (Wl inferiore; o Wu superiore)» indica il rapporto tra il potere calorifico di un gas per unità di volume e la radice quadrata della sua densità relativa nelle stesse condizioni di riferimento:
ALLEGATO 1
Caratteristiche essenziali del motore a combustione interna e informazioni generali riguardanti l'esecuzione delle prove
Motore capostipite/tipo di motore (1): …
1. Aspetti generali
1.1. Marca (nome dell'azienda) …
1.2. Tipo e designazione commerciale del motore capostipite ed, eventualmente, della/e famiglia/e di motori (2) …
1.3. Codice di identificazione del tipo marcato dal fabbricante sul/sui motore/i (2): …
1.4. Descrizione del macchinario azionato dal motore (2): …
1.5. Nome e indirizzo del fabbricante: …
1.6. Nome e indirizzo del suo eventuale mandatario: …
1.7. Posizione, codice e metodo di apposizione del numero di identificazione del motore: …
1.8. Posizione e metodo di apposizione del marchio di omologazione: …
1.9. Indirizzo/i dello/gli stabilimento/i di montaggio: …
2. Allegati
2.1. Caratteristiche essenziali del/dei motore/i capostipite (cfr. appendice 1) …
2.2. Caratteristiche essenziali della famiglia di motori (cfr. appendice 2) …
2.3. Caratteristiche essenziali dei tipi di motore appartenenti a una famiglia (cfr. appendice 3) …
3. Caratteristiche delle parti correlate al motore dell'eventuale macchinario mobile …
4. Fotografie del motore capostipite …
5. Elenco di altri allegati:
|
5.1. |
Appendice 1/appendice 2/appendice 3 (1) |
|
5.2. |
Potenza, coppia e curve del consumo specifico di carburante dichiarate del motore/motore capostipite e dei motori che compongono la famiglia (1) |
|
5.3. |
Elenco di altri eventuali allegati: … |
(1) Cancellare le diciture non pertinenti.
(2) Elencare i tipi e i modelli.
Appendice 1
CARATTERISTICHE ESSENZIALI DEL MOTORE/MOTORE CAPOSTIPITE (1)
1. Descrizione del motore
1.1. Fabbricante: …
1.2. Codice attribuito al motore dal fabbricante: …
1.3. Principio di funzionamento: accensione comandata/accensione spontanea, quattro tempi/due tempi (1)
1.4. Alesaggio (2): … mm
1.5. Corsa (2): … mm
1.6. Numero, disposizione e ordine di accensione dei cilindri: …
1.7. Cilindrata (3): … cm3
1.8. Rapporto di compressione volumetrico (4): …
1.9. Descrizione del sistema di combustione: …
1.10. Disegno/i della camera di combustione e della testa del pistone: …
1.11. Sezione trasversale minima delle luci di entrata e di uscita: …
1.12. Sistema di raffreddamento: a liquido/ad aria (1)
1.12.1. A liquido
1.12.1.1. Caratteristiche del liquido: …
1.12.1.2. Pompa di circolazione: sì/no (1)
1.12.1.3. Eventuali caratteristiche o marca/marche e tipo/i: …
1.12.1.4. Eventuale/i rapporto/i di trasmissione: …
1.12.2. Ad aria
1.12.2.1. Ventola: sì/no (1)
1.12.2.2. Eventuali caratteristiche o marca/marche e tipo/i: …
1.12.2.3. Eventuale rapporto di trasmissione: …
1.13. Temperatura consentita dal fabbricante
1.13.1. Raffreddamento a liquido: temperatura massima all'uscita: … K
1.13.2. Raffreddamento ad aria: punto di riferimento: …
1.13.3. Temperatura massima al punto di riferimento: … K
1.13.4. Eventualmente, temperatura massima dell'aria di sovralimentazione immessa nell'intercooler: … K
1.13.5. Temperatura massima dei gas di scarico nel punto dei tubi di scarico adiacente alle flange esterne del/dei collettore/i di scarico: … K
|
Temperatura del lubrificante |
: |
minima: … K massima: … K |
1.14. Compressore: sì/no (1)
1.14.1. Marca: …
1.14.2. Tipo: …
1.14.3. Descrizione del sistema (pressione massima di sovralimentazione, eventuale valvola di pressione massima):
1.14.4. Intercooler: sì/no (1)
1.15. Sistema di aspirazione: depressione massima ammissibile all'aspirazione a regime di rotazione nominale del motore e a pieno carico: … kPa
1.16. Sistema di scarico: contropressione massima ammissibile allo scarico, a regime di rotazione nominale del motore e a pieno carico: … kPa
2. Misure contro l'inquinamento atmosferico
2.1. Dispositivo per il riciclaggio dei gas del basamento: sì/no (1)
2.2. Dispositivi supplementari contro l'inquinamento (se presenti e non compresi in altre voci)
2.2.1. Convertitore catalitico: sì/no (1)
2.2.1.1. Marca/marche: …
2.2.1.2. Tipo/i: …
2.2.1.3. Numero di convertitori e di elementi catalitici: …
2.2.1.4. Dimensioni e volume del/i convertitore/i catalitico/i: …
2.2.1.5. Tipo di reazione catalitica: …
2.2.1.6. Contenuto totale in metalli preziosi: …
2.2.1.7. Concentrazione relativa: …
2.2.1.8. Substrato (struttura e materiale): …
2.2.1.9. Densità delle celle: …
2.2.1.10. Tipo di rivestimento del/dei convertitore/i catalitico/i: …
2.2.1.11. Posizione del/dei convertitore/i catalitico/i (ubicazione e distanza minima/massima dal motore): …
2.2.1.12. Intervallo di funzionamento normale (K): …
2.2.1.13. Eventuale reagente consumabile: …
2.2.1.13.1. Tipo e concentrazione del reagente necessario alla reazione catalitica: …
2.2.1.13.2. Intervallo della temperatura di funzionamento normale del reagente: …
2.2.1.13.3. Eventuale norma internazionale: …
2.2.1.14. Sensore NOx: sì/no (1)
2.2.2. Sensore di ossigeno: sì/no (1)
2.2.2.1. Marca/marche: …
2.2.2.2. Tipo: …
2.2.2.3. Ubicazione: …
2.2.3. Iniezione di aria: sì/no (1)
2.2.3.1. Tipo (aria ad impulsi, pompa ad aria, ecc.): …
2.2.4. EGR (ricircolo dei gas di scarico): sì/no (1)
2.2.4.1. Caratteristiche (refrigerazione/non refrigerazione, alta pressione/bassa pressione, ecc.): …
2.2.5. Trappola del particolato: sì/no (1)
2.2.5.1. Dimensioni e capacità della trappola del particolato: …
2.2.5.2. Tipo e configurazione della trappola del particolato: …
2.2.5.3. Posizione (ubicazione e distanza minima/massima dal motore): …
2.2.5.4. Metodo o sistema di rigenerazione, descrizione e/o disegno: …
2.2.5.5. Intervallo delle temperature (K) e delle pressioni di funzionamento (kPa) normali: …
2.2.6. Altri sistemi: sì/no (1)
2.2.6.1. Descrizione e funzionamento: …
3. Alimentazione di carburante nei motori ad accensione spontanea
3.1. Pompa di alimentazione
3.1.1. Pressione o curva caratteristica (4): … kPa
3.2. Sistema di iniezione
3.2.1. Pompa
3.2.1.1. Marca/marche: …
3.2.1.2. Tipo/i: …
3.2.1.3. Mandata massima di carburante: … mm3 (1) (4) per corsa o ciclo di iniezione completa per un regime di rotazione della pompa di: … min– 1 (nominale) e … min– 1 (coppia massima) rispettivamente, o curva caratteristica: …
3.2.1.3.1. Indicare il metodo utilizzato: su banco prova per motore/per pompe (1)
3.2.1.4. Anticipo dell'iniezione
3.2.1.4.1. Curva dell'anticipo dell'iniezione (4): …
3.2.1.4.2. Fasatura (4): …
3.2.2. Condotti di iniezione
3.2.2.1. Lunghezza: … mm
3.2.2.2. Diametro interno: … mm
3.2.3. Iniettore/i
3.2.3.1. Marca/marche: …
3.2.3.2. Tipo/i: …
3.2.3.3. Pressione di apertura o curva caratteristica (1) (4): … kPa
3.2.4. Regolatore
3.2.4.1. Marca/marche: …
3.2.4.2. Tipo/i: …
3.2.4.3. Regime di rotazione al quale inizia il cut-off a pieno carico (4): … min– 1
3.2.4.4. Regime di rotazione massimo a vuoto (4): … min– 1
3.2.4.5. Regime di rotazione minimo (4): … min– 1
3.3. Sistema di avviamento a freddo
3.3.1. Marca/marche: …
3.3.2. Tipo/i: …
3.3.3. Descrizione: …
3.3.4. Unità di controllo della gestione elettronica del motore
3.3.4.1. Marca/marche: …
3.3.4.2. Tipo: …
3.3.4.3. Possibilità di regolazione in relazione alle emissioni: …
3.3.4.4. Ulteriore documentazione: …
4. Alimentazione di carburante nei motori ad accensione comandata
4.1. Carburatore
4.1.1. Marca/marche: …
4.1.2. Tipo/i: …
4.2. Iniezione indiretta del carburante: a punto singolo o multipunto (1)
4.2.1. Marca/marche: …
4.2.2. Tipo/i: …
4.3. Iniezione diretta
4.3.1. Marca/marche: …
4.3.2. Tipo/i: …
4.4. Flusso del carburante [g/h] e rapporto aria/carburante al regime di rotazione nominale e con la valvola a farfalla completamente aperta; …
4.5 Unità di controllo della gestione elettronica del motore …
4.5.1. Marca/marche: …
4.5.2. Tipo: …
4.5.3. Possibilità di regolazione in relazione alle emissioni: …
4.5.4. Ulteriore documentazione: …
5. Fasatura delle valvole
5.1. Alzata massima e angoli di apertura e chiusura riferiti ai punti morti o dati equivalenti: …
5.2. Intervalli di riferimento e/o di regolazione (1): …
5.3. Sistema di fasatura variabile delle valvole (indicare eventualmente se e dove si applica: all'aspirazione e/o allo scarico) (1):
5.3.1. Tipo: continuo o discontinuo (1):
5.3.2. Angolo di sfasatura tra le camme: …
6. Configurazione luci
6.1. Posizione, dimensione e numero: …
7. Sistema di accensione
7.1. Bobina di accensione
7.1.1. Marca/marche: …
7.1.2. Tipo/i: …
7.1.3. Numero: …
7.2. Candela/e
7.2.1. Marca/marche: …
7.2.2. Tipo/i: …
7.3. Magnete
7.3.1. Marca/marche: …
7.3.2. Tipo/i: …
7.4. Fasatura dell'accensione
7.4.1. Anticipo statico rispetto al punto morto superiore [gradi di rotazione dell'albero a gomiti] …
7.4.2. Eventuale curva dell'anticipo …
8. Prestazioni del motore (dichiarate dal fabbricante)
|
Regime di rotazione nominale (min– 1) |
|
|
Regime di potenza massima (min– 1) |
|
|
Regime di coppia massima (min– 1) |
|
|
Potenza netta nominale (kW) |
|
|
Potenza netta massima (kW) |
|
|
Coppia netta massima (Nm) |
|
(1) Cancellare le diciture non pertinenti.
(2) Questo valore va arrotondato al decimo di millimetro più prossimo.
(3) Questo valore va calcolato con π = 3,1416 e arrotondato al cm3 più vicino.
(4) Specificare la tolleranza.
Appendice 2
CARATTERISTICHE ESSENZIALI DI UNA FAMIGLIA DI MOTORI
1. Parametri comuni (1)
1.1. Ciclo di combustione: …
1.2. Mezzo di raffreddamento: …
1.3. Metodo di aspirazione dell'aria: …
1.4. Tipo/caratteristiche progettuali della camera di combustione: …
1.5. Configurazione delle valvole e delle luci, dimensioni e numero: …
1.6. Sistema di alimentazione del carburante: …
1.7. Sistemi di gestione del motore
Prova di identità in base al/ai numero/i del disegno: …
1.7.1. Sistema di raffreddamento della sovralimentazione: …
1.7.2. Ricircolo dei gas di scarico (2): …
1.7.3. Iniezione di acqua/emulsione (2): …
1.7.4. Iniezione dell'aria (2): …
1.8. Dimostrazione di identicità di rapporto (o di rapporto minimo per il motore capostipite): capacità del sistema/erogazione di carburante per corsa in base al/ai numero/i del diagramma (3): …
2. Elenco della famiglia di motori
2.1. Nome della famiglia di motori: …
2.2. Specifiche dei motori appartenenti alla famiglia: …
|
Specifiche |
Motori appartenenti alla famiglia |
Motore capostipite (1) |
|||
|
Tipo di motore |
|
|
|
|
|
|
Numero dei cilindri |
|
|
|
|
|
|
Regime di rotazione nominale (min– 1) |
|
|
|
|
|
|
Erogazione di carburante per corsa (mm3 — motori ad accensione spontanea), flusso del carburante (g/h — motori ad accensione comandata) |
|
|
|
|
|
|
Potenza netta nominale (kW) |
|
|
|
|
|
|
Potenza netta massima (kW) |
|
|
|
|
|
|
Regime di potenza massima (min– 1) |
|
|
|
|
|
|
Regime di coppia massima (min– 1) |
|
|
|
|
|
|
Carburante erogato per corsa (min3) |
|
|
|
|
|
|
Coppia massima (Nm) |
|
|
|
|
|
|
Regime di minimo (min– 1) |
|
|
|
|
|
|
Cilindrata unitaria (in % della cilindrata massima) (cfr. allegato 5, paragrafo 1.3) |
|
|
|
|
|
(1) Per ulteriori dettagli cfr. allegato 1 — appendice 1.
(2) Indicare tutti i dati tecnici pertinenti.
(3) Cfr. allegato 5, paragrafo 3.10.
Appendice 3
CARATTERISTICHE ESSENZIALI DEI TIPI DI MOTORE APPARTENENTI A UNA FAMIGLIA (1)
1. Descrizione del motore
1.1. Fabbricante: …
1.2. Codice attribuito al motore dal fabbricante: …
1.3. Ciclo: quattro tempi/due tempi (2)
1.4. Alesaggio (3): … mm
1.5. Corsa (3): … mm
1.6. Numero, disposizione e ordine di accensione dei cilindri: …
1.7. Cilindrata (4): … cm3
1.8. Regime di rotazione nominale: … min– 1
1.9. Regime di coppia massima: … min– 1
1.10. Rapporto di compressione volumetrico (5): …
1.11. Descrizione del sistema di combustione: …
1.12. Disegno/i della camera di combustione e della testa del pistone: …
1.13. Sezione trasversale minima delle luci di aspirazione e di scarico: …
1.14. Sistema di raffreddamento: a liquido/ad aria (2)
1.14.1. A liquido
1.14.1.1. Caratteristiche del liquido: …
1.14.1.2. Pompa di circolazione: sì/no (2)
1.14.1.3. Eventuali caratteristiche o marca/marche e tipo/i: …
1.14.1.4. Eventuale/i rapporto/i di trasmissione: …
1.14.2. Ad aria
1.14.2.1. Ventola: sì/no (2)
1.14.2.2. Eventuali caratteristiche o marca/marche e tipo/i: …
1.14.2.3. Eventuale/i rapporto/i di trasmissione: …
1.15. Temperatura consentita dal fabbricante
1.15.1. Raffreddamento a liquido: temperatura massima allo scarico: … K
|
Raffreddamento ad aria |
: |
punto di riferimento: … temperatura massima al punto di riferimento: … K |
1.15.3. Eventualmente, temperatura massima dell'aria di sovralimentazione immessa nell'intercooler: … K
1.15.4. Temperatura massima dei gas di scarico nel punto del/i tubo/i di scarico adiacente/i alla/e flangia/e esterna/e del/dei collettore/i di scarico: … K
|
Temperatura del lubrificante |
: |
minima … K massima … K |
1.16. Compressore: sì/no (2)
1.16.1. Marca: …
1.16.2. Tipo: …
1.16.3. Descrizione del sistema (pressione massima di sovralimentazione, eventuale valvola limitatrice della pressione di sovralimentazione): …
1.16.4. Intercooler: sì/no (2)
1.17. Sistema di aspirazione: depressione massima ammissibile all'aspirazione a regime di rotazione nominale e a pieno carico (100 %): … kPa
1.18. Sistema di scarico: contropressione massima ammissibile allo scarico, a regime di rotazione nominale e a pieno carico (100 %): … kPa
2. Provvedimenti presi contro l'inquinamento atmosferico
2.1 Dispositivo di riciclaggio dei gas del basamento: sì/no (2) …
2.2. Eventuali dispositivi antinquinamento aggiuntivi (se non compresi in altre voci)
2.2.1. Convertitore catalitico: sì/no (2)
2.2.1.1. Marca/marche: …
2.2.1.2. Tipo/i: …
2.2.1.3. Numero di convertitori e di elementi catalitici: …
2.2.1.4. Dimensioni e volume del/i convertitore/i catalitico/i: …
2.2.1.5. Tipo di reazione catalitica: …
2.2.1.6. Contenuto totale in metalli preziosi: …
2.2.1.7. Concentrazione relativa: …
2.2.1.8. Substrato (struttura e materiale): …
2.2.1.9. Densità delle celle: …
2.2.1.10. Tipo di rivestimento del/dei convertitore/i catalitico/i: …
2.2.1.11. Posizione del/dei convertitore/i catalitico/i (ubicazione e distanza minima/massima dal motore): …
2.2.1.12. Intervallo di funzionamento normale (K): …
2.2.1.13. Eventuale reagente consumabile: …
2.2.1.13.1. Tipo e concentrazione del reagente necessario alla reazione catalitica: …
2.2.1.13.2. Intervallo della temperatura di funzionamento normale del reagente: …
2.2.1.13.3. Eventuale norma internazionale: …
2.2.1.14. Sensore NOx: sì/no (2)
2.2.2. Sensore di ossigeno: sì/no (2)
2.2.2.1. Marca/marche: …
2.2.2.2. Tipo: …
2.2.2.3. Ubicazione: …
2.2.3. Iniezione di aria: sì/no (2)
2.2.3.1. Tipo (aria ad impulsi, pompa ad aria, ecc.): …
2.2.4. EGR (ricircolo dei gas di scarico): sì/no (2)
2.2.4.1. Caratteristiche (refrigerazione/non refrigerazione, alta pressione/bassa pressione, ecc.): …
2.2.5. Trappola del particolato: sì/no (2)
2.2.5.1. Dimensioni e capacità della trappola del particolato: …
2.2.5.2. Tipo e configurazione della trappola del particolato: …
2.2.5.3. Posizione (ubicazione e distanza minima/massima dal motore): …
2.2.5.4. Metodo o sistema di rigenerazione, descrizione e/o disegno: …
2.2.5.5. Intervallo delle temperature (K) e delle pressioni di funzionamento (kPa) normali: …
2.2.6. Altri sistemi: sì/no (2)
2.2.6.1. Descrizione e funzionamento: …
3. Alimentazione di carburante nei motori ad accensione spontanea
3.1. Pompa di alimentazione
Pressione (1) o curva caratteristica: … kPa
3.2. Sistema di iniezione
3.2.1. Pompa
3.2.1.1. Marca/marche: …
3.2.1.2. Tipo/i: …
3.2.1.3. Mandata massima di carburante: … mm3 (2) (5) per corsa o ciclo di iniezione completa per un regime di rotazione della pompa di: … min– 1 (nominale) e … min– 1 (coppia massima) rispettivamente, o curva caratteristica: …
3.2.1.3.1. Indicare il metodo utilizzato: su banco prova per motore/per pompe (2)
3.2.1.4. Anticipo dell'iniezione
3.2.1.4.1. Curva dell'anticipo dell'iniezione (5): …
3.2.1.4.2. Fasatura (5): …
3.2.2. Condotti di iniezione
3.2.2.1. Lunghezza: … mm
3.2.2.2. Diametro interno: … mm
3.2.3. Iniettore/i
3.2.3.1. Marca/marche: …
3.2.3.2. Tipo/i: …
3.2.3.3. Pressione di apertura o curva caratteristica (2) (5): … kPa
3.2.4. Regolatore
3.2.4.1. Marca/marche: …
3.2.4.2. Tipo/i: …
3.2.4.3. Regime di rotazione al quale inizia il cut-off a pieno carico (5): … min– 1
3.2.4.4. Regime di rotazione massimo a vuoto (5): … min– 1
3.2.4.5. Regime di rotazione minimo (5): … min– 1
3.3. Sistema di avviamento a freddo
3.3.1. Marca/marche: …
3.3.2. Tipo/i: …
3.3.3. Descrizione: …
3.4 Unità di controllo della gestione elettronica del motore:
3.4.1. Marca/marche: …
3.4.2. Tipo: …
3.4.3. Possibilità di regolazione in relazione alle emissioni: …
3.4.4. Ulteriore documentazione: …
4. Alimentazione di carburante nei motori ad accensione comandata
4.1. Carburatore
4.1.1. Marca/marche: …
4.1.2. Tipo/i: …
4.2. Iniezione indiretta del carburante: a punto singolo o multipunto (1)
4.2.1. Marca/marche: …
4.2.2. Tipo/i: …
4.3. Iniezione diretta
4.3.1. Marca/marche: …
4.3.2. Tipo/i: …
4.4. Flusso del carburante [g/h] e rapporto aria/carburante al regime di rotazione nominale e con la valvola a farfalla completamente aperta;
4.5. Unità di controllo della gestione elettronica del motore
4.5.1. Marca/marche: …
4.5.2. Tipo: …
4.5.3. Possibilità di regolazione in relazione alle emissioni: …
4.5.4. Ulteriore documentazione: …
5. Fasatura delle valvole
5.1. Alzata massima e angoli di apertura e chiusura rispetto ai punti morti o dati equivalenti: …
5.2. Intervalli di riferimento e/o di regolazione (1): …
5.3. Sistema variabile di fasatura delle valvole (se del caso: indicare se di aspirazione e/o di scarico) (1): …
5.3.1. Tipo: continuo o discontinuo (1):
5.3.2. Angolo di sfasatura tra le camme: …
6. Configurazione luci
6.1. Posizione, dimensione e numero: …
7. Sistema di accensione
7.1. Bobina di accensione
7.1.1. Marca/marche: …
7.1.2. Tipo/i: …
7.1.3. Numero
7.2. Candela/e
7.2.1. Marca/marche: …
7.2.2. Tipo/i: …
7.3. Magnete
7.3.1. Marca/marche: …
7.3.2. Tipo/i: …
7.4. Fasatura dell'accensione
7.4.1. Anticipo statico rispetto al punto morto superiore [gradi di rotazione dell'albero a gomiti] …
7.4.2. Eventuale curva dell'anticipo: …
(1) Per ulteriori dettagli cfr. allegato 1 — appendice 1.
(2) Cancellare le diciture non pertinenti.
(3) Questo valore va arrotondato al decimo di millimetro più prossimo.
(4) Questo valore va calcolato con π = 3,1416 e arrotondato al cm3 più prossimo.
(5) Specificare la tolleranza.
ALLEGATO 2
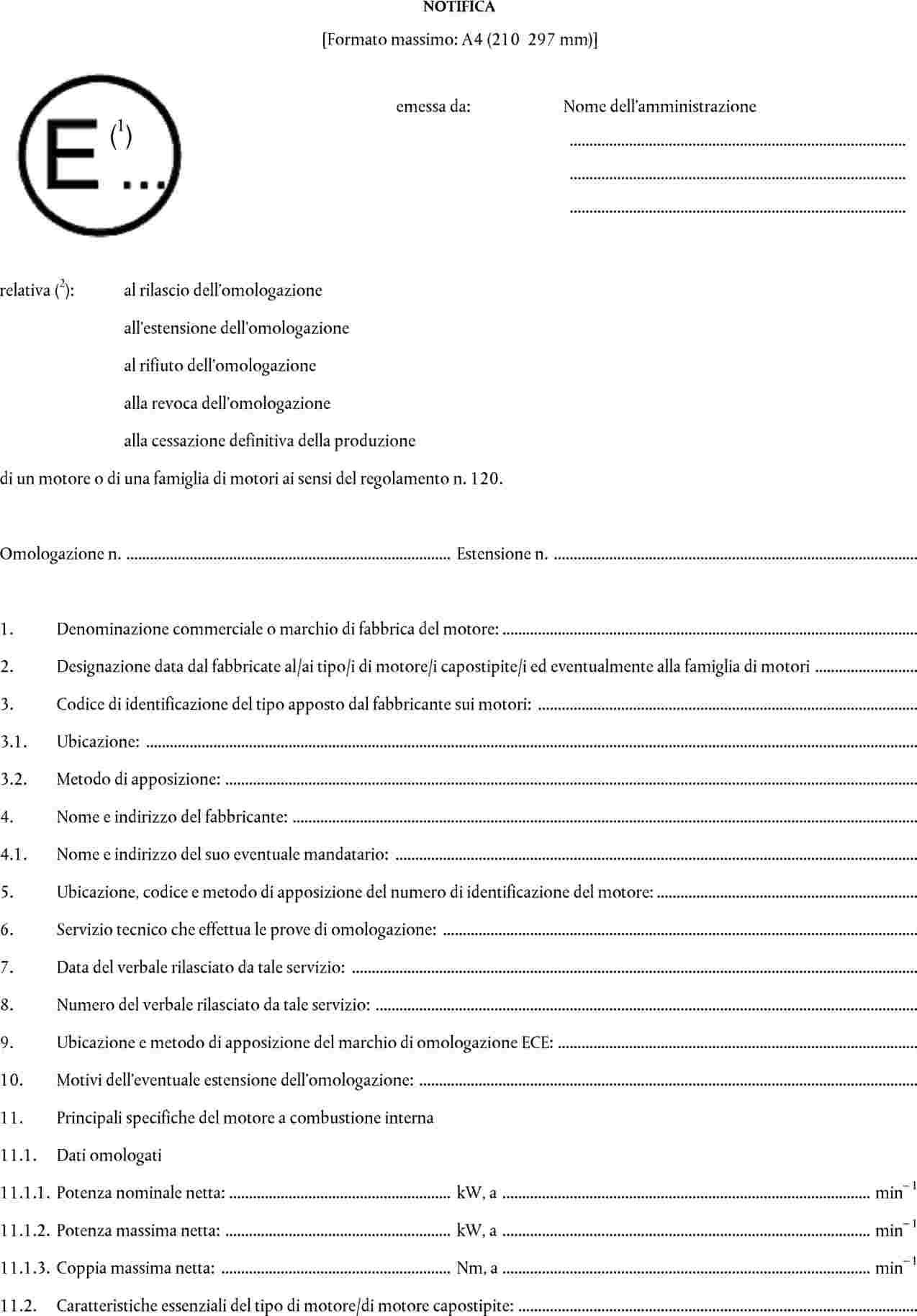
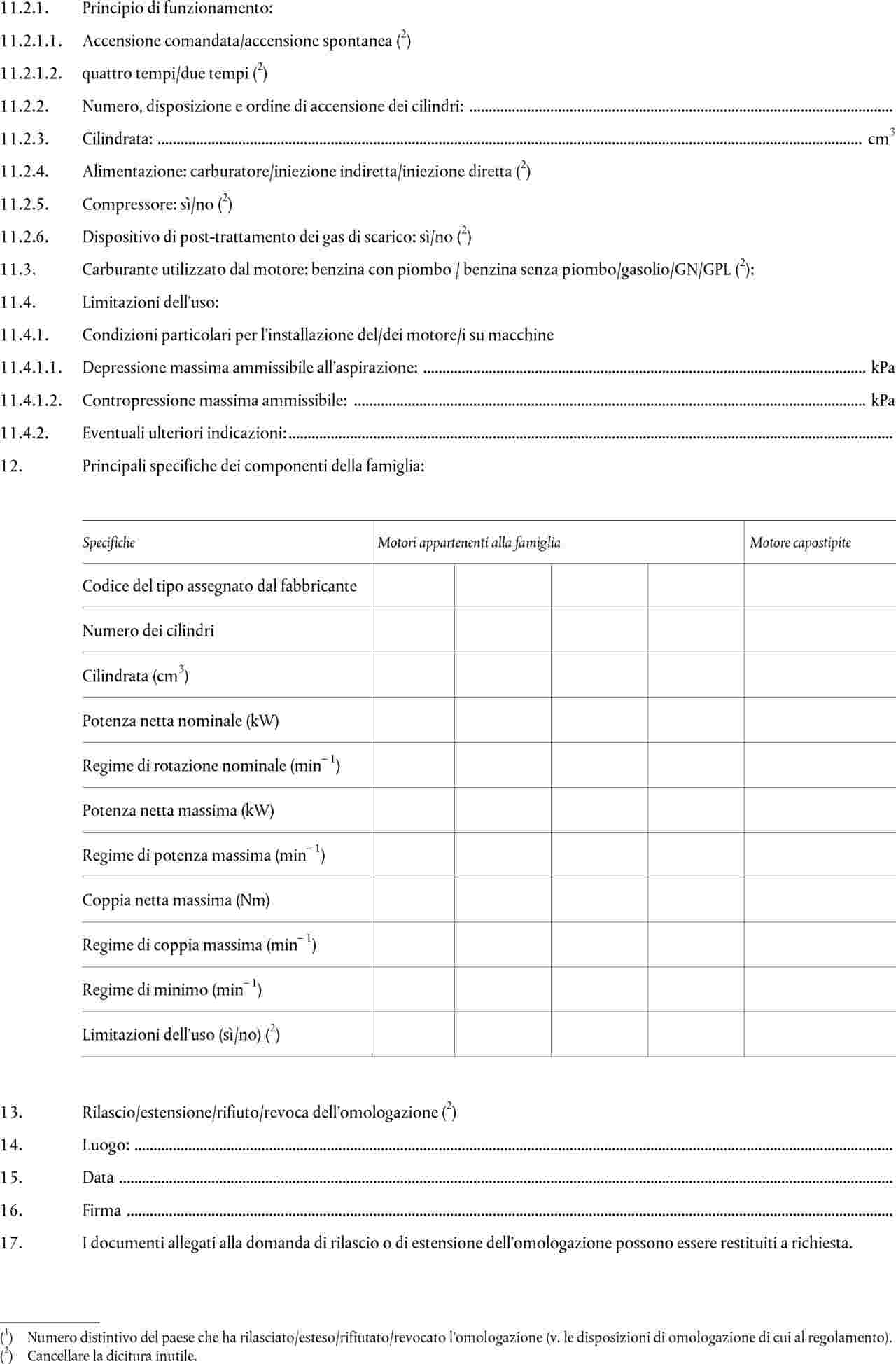
ALLEGATO 3
ESEMPI DI MARCHI DI OMOLOGAZIONE
MODELLO A
(cfr. paragrafo 4.4 del presente regolamento)
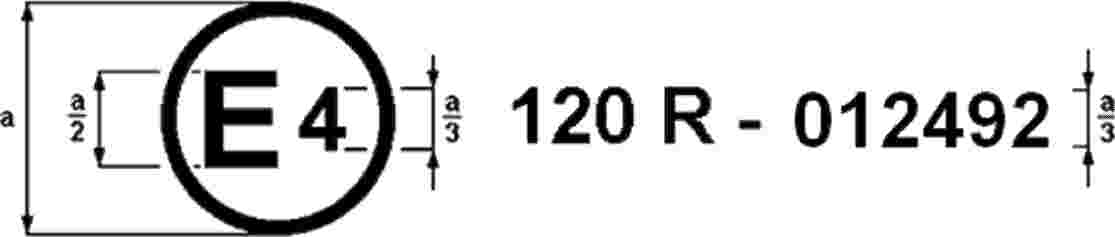
Questo marchio di omologazione apposto su un motore indica che il tipo di motore è stato omologato nei Paesi Bassi (E4) ai sensi del regolamento n. 120 riguardo alla misurazione della potenza netta e che gli è stato attribuito il numero di omologazione 012492. Il numero di omologazione indica che l'omologazione è stata rilasciata ai sensi dei requisiti del regolamento n. 120 modificato dalla serie di modifiche 01.
MODELLO B
(cfr. paragrafo 4.5 del presente regolamento)

Questo marchio di omologazione apposto su un motore indica che il tipo di motore è stato omologato nei Paesi Bassi (E4) ai sensi dei regolamenti n. 120 e n. 96 (1). Le prime due cifre dei numeri di omologazione indicano che, alla data del rilascio delle rispettive omologazioni, il regolamento n. 120 includeva la serie di modifiche 01 e il regolamento n. 96 includeva già la serie di modifiche 02.
(1) Il secondo numero viene dato a puro titolo di esempio.
ALLEGATO 4
METODO DI MISURAZIONE DELLA POTENZA NETTA DEI MOTORI A COMBUSTIONE INTERNA
1. Le disposizioni che seguono si applicano al metodo per determinare la curva di potenza a pieno carico di un motore a combustione interna fatto funzionare a velocità variabile a seconda del regime di rotazione del regime di rotazione nominale e della potenza nominale netta di un motore a combustione interna fatto funzionare a velocità costante.
2. CONDIZIONI DI PROVA:
2.1. Il motore deve essere stato rodato secondo le raccomandazioni del fabbricante.
2.2. Se la misurazione della potenza può essere effettuata solo su un motore munito del cambio di velocità, si deve tenere conto dell'efficienza di quest'ultimo.
2.3. Dispositivi ausiliari e accessori
2.3.1. Dispositivi ausiliari e accessori che è necessario montare
Durante la prova, i dispositivi ausiliari necessari al funzionamento del motore nell'impiego considerato (cfr. tabella 1) vanno montati sul banco di prova e possibilmente nella posizione che occuperebbero per l'impiego considerato.
2.3.2. Dispositivi ausiliari e accessori che è necessario rimuovere
Alcuni dispositivi ausiliari legati al funzionamento della macchina e di cui il motore può essere munito vanno rimossi durante la prova. L'elenco che segue ne è un esempio non esauriente:
|
i) |
compressore d'aria per i freni, |
|
ii) |
pompa del servosterzo, |
|
iii) |
compressore del sistema di sospensione, |
|
iv) |
Impianto di condizionamento dell'aria. |
Se gli accessori non possono essere rimossi, si può calcolare la potenza da essi assorbita in condizione priva di carico e aggiungerla alla potenza del motore (cfr. nota h — tabella 1). Se il valore così ottenuto supera il 3 % della potenza massima alla velocità di prova, esso può essere verificato dall'autorità che effettua la prova.
Tabella 1
Dispositivi ausiliari e accessori da montare durante la prova per calcolare la potenza del motore
|
Numero |
Dispositivi ausiliari e accessori |
Installati per la prova delle emissioni |
|
1 |
Sistema di aspirazione |
|
|
Collettore di aspirazione |
Sì |
|
|
Sistema di controllo delle emissioni dal basamento |
Sì |
|
|
Flussometro dell'aria |
Sì |
|
|
Filtro dell'aria |
Sì (1) |
|
|
Silenziatore di aspirazione |
Sì (1) |
|
|
Dispositivo per il riscaldamento a induzione del collettore di aspirazione |
Sì, di serie. Da installare, se possibile, nella posizione più favorevole |
|
|
2 |
Sistema di scarico |
|
|
Post-trattamento dei gas di scarico |
Sì, di serie |
|
|
Collettore di scarico |
Sì, di serie |
|
|
Tubi di raccordo |
Sì (2) |
|
|
Silenziatore |
Sì (2) |
|
|
Tubo di scarico |
Sì (2) |
|
|
Freno motore a gas di scarico |
No (3) |
|
|
Compressore |
Sì |
|
|
3 |
Pompa di alimentazione del carburante |
Sì (4) |
|
4 |
Impianto di carburazione |
|
|
Carburatore |
Sì |
|
|
Dispositivo di controllo elettronico, flussometro dell'aria, ecc. |
Sì |
|
|
Impianto per motori a gas |
|
|
|
Riduttore di pressione |
Sì |
|
|
Evaporatore |
Sì |
|
|
Miscelatore |
Sì |
|
|
5 |
Impianto di alimentazione a iniezione (benzina e gasolio) |
|
|
Prefiltro |
Sì |
|
|
Filtro |
Sì |
|
|
Pompa |
Sì |
|
|
Condotto ad alta pressione |
Sì |
|
|
Iniettore |
Sì |
|
|
Sistema di controllo elettronico, sensori, ecc. |
Sì |
|
|
Regolatore/sistema di comando |
Sì |
|
|
Fine corsa automatico di pieno carico della cremagliera di comando in funzione delle condizioni atmosferiche |
Sì |
|
|
6 |
Impianto di raffreddamento a liquido |
|
|
Radiatore |
No |
|
|
Ventola |
No |
|
|
Convogliatore della ventola |
No |
|
|
Pompa dell'acqua |
Sì (5) |
|
|
Termostato |
Sì (6) |
|
|
7 |
Raffreddamento ad aria |
|
|
Convogliatore |
No (7) |
|
|
Ventola o soffiante |
No (7) |
|
|
Dispositivo di regolazione della temperatura |
No |
|
|
8 |
Impianto elettrico |
|
|
Generatore |
Sì (8) |
|
|
Dispositivo di distribuzione delle scintille |
Sì |
|
|
Bobina/e |
Sì |
|
|
Cablaggio |
Sì |
|
|
Candele |
Sì |
|
|
Impianto di comando elettronico, compreso sensore per detonazioni di preaccensione/sistema per ritardare l'accensione |
Sì |
|
|
9 |
Impianto di sovralimentazione |
|
|
Compressore azionato direttamente dal motore e/o dai gas di scarico |
Sì |
|
|
Dispositivo di raffreddamento dell'aria compressa |
||
|
Pompa o ventola del refrigerante (azionata dal motore) |
No (7) |
|
|
Dispositivo per regolare la portata del refrigerante |
Sì |
|
|
10 |
Ventola ausiliaria del banco di prova |
Sì, se necessaria |
|
11 |
Dispositivo antinquinamento |
Sì, di serie (10) |
|
12 |
Impianto di avviamento |
Sì oppure impianto del banco di prova (11) |
|
13 |
Pompa dell'olio lubrificante |
Sì |
2.4. Condizioni di regolazione
La tabella 2 indica le condizioni di regolazione durante la prova per il calcolo della potenza netta.
Tabella 2
Condizioni di regolazione
|
Conformi alle specifiche del fabbricante per la produzione di serie; da usare senza ulteriori modifiche per una determinata applicazione. |
||
|
|||
|
|||
|
|||
|
|||
|
3. DATI DA REGISTRARE
3.1. I dati da registrare sono quelli indicati al paragrafo 4 dell'appendice del presente allegato. I dati sulle prestazioni vanno ottenuti in condizioni di funzionamento stabilizzate con un adeguato apporto d'aria al motore. Le camere di combustione possono contenere depositi, ma in quantità limitata. Le condizioni di prova, come la temperatura dell'aria aspirata, devono approssimarsi per quanto possibile alle condizioni di riferimento (cfr. paragrafo 5.2 del presente allegato) per minimizzare l'incidenza del fattore di correzione.
3.2. La temperatura dell'aria aspirata dal motore va misurata nel canale di aspirazione. La misura della depressione all'aspirazione va effettuata allo stesso punto. Il termometro o la termocoppia vanno protetti dal carburante vaporizzato e dal calore radiante e posti direttamente nella corrente d'aria. Usare un numero sufficiente di posizioni per ottenere un valore medio rappresentativo della temperatura dell'aria aspirata.
3.3. La depressione all'aspirazione va misurata a valle del condotto d'aspirazione, del filtro, del silenziatore d'aspirazione o dell'eventuale dispositivo di limitazione della velocità.
3.4. La pressione assoluta all'ingresso del motore a valle degli eventuali compressore e scambiatore di calore va misurata al collettore d'aspirazione e in qualsiasi altro punto in cui si debba misurare la pressione per calcolare i fattori di correzione.
3.5. La contropressione di scarico va misurata in un punto distante almeno tre diametri del condotto a valle della/e flangia/e d'uscita del/i collettore/i di scarico e del/gli eventuale/i turbocompressore/i. La posizione va indicata con precisione.
3.6. Non effettuare alcuna misurazione prima che coppia, velocità e temperature siano rimaste sostanzialmente costanti per almeno un minuto.
3.7. Durante un periodo di funzionamento o di lettura, il regime di rotazione non deve scostarsi da quello prescelto in misura superiore all'± 1 % o a ± 10 min; considerare il valore maggiore.
3.8. I dati sul carico del freno, sul consumo di carburante e sulla temperatura dell'aria aspirata vanno rilevati simultaneamente e rappresentare la media di due letture stabilizzate e consecutive che, per il carico del freno, non possono variare in misura superiore al 2 %.
3.9. La temperatura del liquido di raffreddamento all'uscita del motore va mantenuta al valore specificato dal fabbricante.
Se questi non fornisce indicazioni, mantenere la temperatura a 353 K ± 5 K. Per i motori raffreddati ad aria la temperatura nel punto indicato dal fabbricante va mantenuta tra + 0/– 20 K del valore massimo indicato dal fabbricante nelle condizioni di riferimento.
3.10. Nei motori ad accensione spontanea, la temperatura del carburante va misurata all'ingresso della pompa d'iniezione e mantenuta tra 306 e 316 K (33-43 °C); nei motori ad accensione comandata la temperatura del carburante va misurata il più vicino possibile all'ingresso del carburatore o del dispositivo d'iniezione e mantenuta tra 293 e 303 K (20-30 °C).
3.11. La temperatura del lubrificante, misurata nel carter o all'uscita dell'eventuale radiatore dell'olio, va mantenuta entro i limiti stabiliti dal fabbricante del motore.
3.12. Se necessario, servirsi di un sistema di regolazione ausiliario per mantenere le temperature entro i limiti di cui ai punti 3.9, 3.10 e 3.11 del presente allegato.
4. PRECISIONE DELLE MISURAZIONI
4.1. Coppia: ± 1 % della coppia misurata. Lo strumento di misurazione della coppia va tarato per tenere conto delle perdite da attrito. La tolleranza nella metà inferiore della scala del dinamometro può essere del ± 2 % del valore misurato della coppia.
4.2. Regime di rotazione del motore: 0,5 % del regime misurato.
4.3. Consumo di carburante: ± 1 % del consumo misurato.
4.4. Temperatura del carburante: ± 2 K.
4.5. Temperatura dell'aria di aspirazione del motore: ± 2 K.
4.6. Pressione barometrica ± 100 Pa.
4.7. Depressione del sistema di aspirazione: ± 50 Pa.
4.8. Contropressione nel sistema di scarico: ± 200 Pa.
5. FATTORI DI CORREZIONE DELLA POTENZA
5.1. Definizione
Il fattore di correzione della potenza è il coefficiente per calcolare la potenza di un motore nelle condizioni atmosferiche di riferimento specificate al paragrafo 5.2.
Po = α P
in cui:
|
|
Po è la potenza corretta (cioè la potenza calcolata alle condizioni atmosferiche di riferimento) |
|
|
α è il fattore di correzione (αa or αd) |
|
|
P è la potenza misurata (potenza alla prova) |
5.2. Condizioni atmosferiche di riferimento
5.2.1. Temperatura (To): 298 K (25 °C)
5.2.2. Pressione a secco (Pso): 99 kPa
La pressione a secco si basa su una pressione totale di 100 kPA e su una pressione del vapore acqueo di 1 kPa.
5.3. Condizioni atmosferiche di prova
Le condizioni atmosferiche durante la prova devono essere le seguenti:
|
5.3.1. |
Temperatura (T)
|
|
5.3.2. |
Pressione (ps) 90 kPa < ps < 110 kPa |
5.4. Determinazione dei fattori di correzione αa e αd (12)
5.4.1. Motori ad accensione comandata aspirati o sovralimentati
Il fattore di correzione αa si ottiene applicando la formula:
in cui:
|
|
ps è la pressione atmosferica totale a secco espressa in kilopascal (kPa); cioè la pressione barometrica totale meno la pressione del vapore acqueo, |
|
|
T è la temperatura assoluta espressa in gradi kelvin (K) dell'aria aspirata dal motore. |
Condizioni da soddisfare in laboratorio
Perché la prova sia valida, il fattore di correzione deve essere tale che
0,93 < αa < 1,07
Se si superano questi limiti, occorre indicare nel verbale di prova il valore corretto ottenuto e precisare le condizioni di prova (temperatura e pressione).
5.4.2. Motori ad accensione spontanea — fattore αd
Il fattore di correzione della potenza (αd) per i motori ad accensione spontanea ad alimentazione costante si ottiene applicando la formula:
αd = (fa)fm
in cui:
|
|
fa è il fattore atmosferico |
|
|
fm il parametro caratteristico per ciascun tipo di motore e di messa a punto |
5.4.2.1. Fattore atmosferico fa
Questo fattore indica gli effetti delle condizioni ambientali (pressione, temperatura e umidità) sull'aria aspirata dal motore. La formula del fattore atmosferico varia a seconda del tipo di motore.
5.4.2.1.1. Motori aspirati e motori a sovralimentazione meccanica
5.4.2.1.2. Motori turbocompressi con o senza intercooler
5.4.2.2. Fattore di correzione motore fm
fm è una funzione di qc (flusso corretto del carburante) secondo la formula che segue:
|
|
fm = 0,036 qc – 1,14 e |
|
|
qc = q/r |
in cui:
|
|
q è il flusso del carburante in milligrammi, per ciclo e per litro di cilindrata totale (mg/(l.ciclo)) |
|
|
r è il rapporto tra la pressione all'uscita e all'entrata del compressore; se i turbocompressori sono più di uno, r rappresenta il rapporto tra tutte le pressioni (nei motori aspirati normalmente, r = 1). |
Questa formula è valida per un intervallo dei valori di qc compreso fra 37,2 mg/(l.ciclo) e 65 mg/(l.ciclo).
Per valori di qc inferiori a 37,2 mg/(l. ciclo), si assume per fm un valore costante pari a 0,2 (fm = 0,2).
Per valori di qc superiori a 65 mg/(l. ciclo) si assume per fm un valore costante pari a 1,2 (fm = 1,2) (vedi figura):
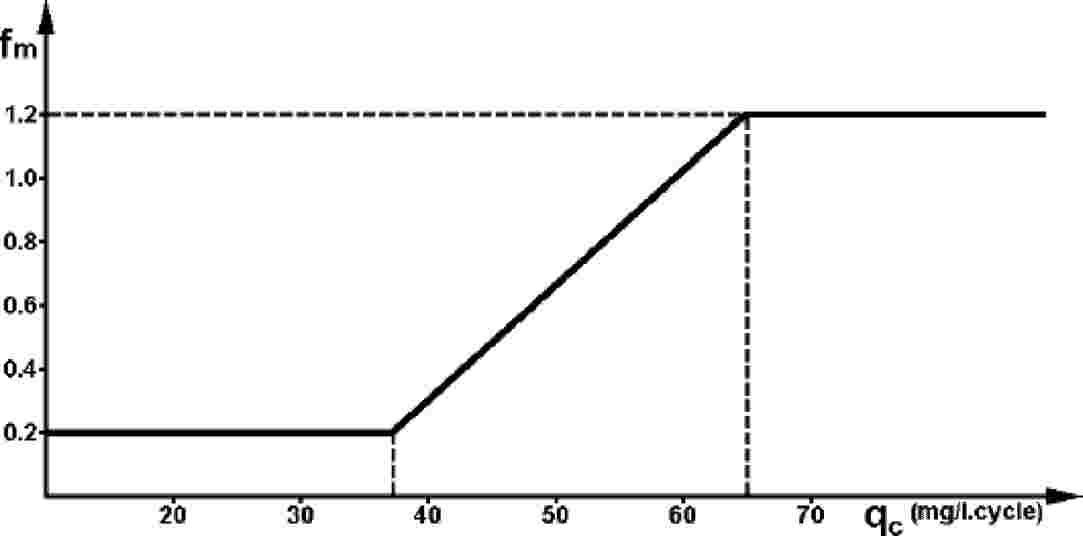
5.4.2.3. Condizioni da soddisfare in laboratorio
Perché la prova sia valida, i fattori di correzione αa devono essere tali che
0,93 ≤ αa ≤ 1,07
Se si superano questi limiti, occorre indicare nel verbale di prova il valore corretto ottenuto e precisare le condizioni di prova (temperatura e pressione).
(1) Il sistema di aspirazione completo deve essere montato come previsto per l'impiego voluto:
|
i) |
se può influire in misura sensibile sulla potenza del motore; |
|
ii) |
se si tratta di motori ad accensione comandata con aspirazione atmosferica; |
|
iii) |
se il fabbricante lo richiede. |
Negli altri casi, si può ricorrere a un sistema equivalente e occorrerà verificare che la pressione di aspirazione non differisca di oltre 100 Pa dal valore limite specificato dal fabbricante per un filtro dell'aria pulito.
(2) Il sistema di scarico completo deve essere montato come previsto per l'impiego voluto:
|
i) |
se può influire in misura sensibile sulla potenza del motore; |
|
ii) |
se si tratta di motori ad accensione comandata con aspirazione atmosferica; |
|
iii) |
se il fabbricante lo richiede. |
Negli altri casi può essere montato un sistema equivalente purché la pressione misurata non differisca di oltre 1 000 Pa dal valore limite specificato dal fabbricante.
(3) Se nel motore è incorporato un freno motore a gas di scarico, la farfalla deve essere fissata in posizione completamente aperta.
(4) La pressione di alimentazione del carburante può essere eventualmente regolata in modo da riprodurre la pressione esistente in una determinata applicazione del motore (soprattutto in presenza di un sistema di «ritorno del carburante»).
(5) La circolazione del liquido di raffreddamento va messa in moto solo dalla pompa dell'acqua del motore. Il raffreddamento del liquido può avvenire attraverso un circuito esterno, in modo che le sue perdite di pressione e la pressione all'ingresso della pompa restino sostanzialmente quelle del sistema di raffreddamento del motore.
(6) Il termostato può essere regolato nella posizione di massima apertura.
(7) Se per la prova si monta una ventola o una soffiante, aggiungere ai risultati la potenza da esse assorbita, escludendo i motori in cui tali dispositivi ausiliari sono parte integrante del motore (es.: ventole di raffreddamento di motori raffreddati ad aria, calettate direttamente sull'albero a gomiti). La potenza della ventola o della soffiante va calcolata ai regimi di rotazione usati per la prova sulla base delle caratteristiche standard oppure mediante prove pratiche.
(8) Potenza minima del generatore: l'energia elettrica del generatore va limitata a quanto necessario per azionare i dispositivi ausiliari indispensabili al funzionamento del motore. Se va collegato a una batteria, usarne una in buono stato e completamente carica.
(9) I motori sovralimentati muniti di intercooler vanno provati con l'intercooler a liquido o ad aria in funzione; tuttavia, a richiesta del fabbricante, esso può essere sostituito da un dispositivo sul banco di prova. In entrambi i casi, la potenza va misurata a ogni regime in modo che il dispositivo di raffreddamento dell'aria del compressore montato sul banco di prova abbia una perdita di pressione massima e una perdita di temperatura minima dell'aria del motore rispetto a quelle specificate dal fabbricante.
(10) Sono compresi: sistemi di ricircolo dei gas di scarico (EGR), convertitori catalitici, reattori termici, alimentatori secondari d'aria e dispositivi anti-evaporazione del carburante.
(11) La potenza destinata a impianti elettrici o ad altri sistemi d'avviamento va fornita dal banco di prova.
(12) Le prove si possono effettuare in laboratori ad aria condizionata in cui le condizioni atmosferiche possano essere controllate.
Nel caso di motori muniti di comando automatico della temperatura dell'aria, se il dispositivo è tale che a 25 °C a pieno carico esso non aggiunge aria calda, la prova va effettuata con il dispositivo completamente chiuso. Se il dispositivo funziona ancora a 25 °C la prova si effettua con il dispositivo normalmente funzionante e in tal caso l'esponente del termine della temperatura, nel fattore di correzione, sarà uguale a 0 (nessuna correzione della temperatura).
Appendice
RISULTATI DELLE PROVE DI MISURAZIONE DELLA POTENZA NETTA DEL MOTORE
Questa scheda va compilata dal laboratorio che ha effettuato le prove.
1. Condizioni di prova:
1.1. Posizione del punto in cui è misurata la contropressione dello scarico
1.2. Posizione del punto in cui è misurata la depressione d'aspirazione
1.3. Caratteristiche del dinamometro:
1.3.1. Marca: … Modello: …
1.3.2. Tipo: …
2. Carburante
2.1. Per motori ad accensione comandata funzionanti a carburante liquido
2.1.1. Marca: …
2.1.2. Specifiche: …
2.1.3. Additivo antidetonante (piombo ecc.): …
2.1.3.1. Tipo: …
2.1.3.2. Contenuto: … mg/l
2.1.4. Numero di ottano RON: … (ASTM D 26 99-70)
2.1.4.1. Densità specifica: … g/cm3 a 288 K
2.1.4.2. Potere calorifico inferiore: … kJ/kg
2.2. Per motori ad accensione comandata funzionanti a carburante gassoso
2.2.1. Marca: …
2.2.2. Specifiche: …
2.2.3. Pressione di stoccaggio: … bar
2.2.4. Pressione di utilizzo: … bar
2.2.5. Potere calorifico inferiore: … kJ/kg
2.3. Per motori ad accensione spontanea funzionanti a carburante gassoso
2.3.1. Sistema di alimentazione: … gas
2.3.2. Specifiche del gas utilizzato: …
2.3.3. Proporzione olio combustibile/gas: …
2.3.4. Potere calorifico inferiore: …
2.4. Per motori ad accensione spontanea funzionanti a carburante liquido
2.4.1. Marca: …
2.4.2. Specifiche del carburante utilizzato: …
2.4.3. Numero di cetano (ASTM D 976-71) …
2.4.4. Densità specifica: … g/cm3 a 288 K
2.4.5. Potere calorifico inferiore: … kJ/kg
3. Lubrificante
3.1. Marca: …
3.2. Specifiche: …
3.3. Viscosità SAE: …
4. Risultati dettagliati delle misurazioni (1)
|
Regime di rotazione del motore, min– 1 |
|
|
|
|
Coppia misurata, Nm |
|
|
|
|
Potenza misurata, kW |
|
|
|
|
Flusso di carburante misurato, g/h |
|
|
|
|
Pressione barometrica, kPa |
|
|
|
|
Pressione del vapore acqueo, kPa |
|
|
|
|
Temperatura dell'aria aspirata, K |
|
|
|
|
Potenza da aggiungere per accessori e dispositivi ausiliari diversi da quelli di cui alla tabella 1, kW Totale, kW |
N. 1 N. 2 N. 3 |
|
|
|
Fattore di correzione della potenza |
|
|
|
|
Potenza corretta, kW |
|
|
|
|
Coppia corretta, Nm |
|
|
|
|
Consumo specifico corretto di carburante g/(kWh) (3) |
|
|
|
|
Temperatura del liquido di raffreddamento all'uscita, K |
|
|
|
|
Temperatura del lubrificante al punto di misurazione, K |
|
|
|
|
Temperatura dell'aria a valle del compressore, K (2) |
|
|
|
|
Temperatura del carburante all'entrata della pompa di iniezione, K |
|
|
|
|
Temperatura dell'aria a valle dell'intercooler, K (2) |
|
|
|
|
Pressione a valle del compressore, kPa |
|
|
|
|
Pressione a valle dell'intercooler, kPa |
|
|
|
|
Depressione all'ingresso, Pa |
|
|
|
|
Contro-pressione allo scarico, Pa |
|
|
|
|
Erogazione del carburante, mm3/corsa o ciclo (2) |
|
|
|
(1) Le curve caratteristiche della potenza e della coppia nette vanno tracciate in funzione del regime del motore.
(2) Cancellare la dicitura inutile.
(3) Calcolato insieme alla potenza netta per i motori ad accensione sia spontanea che comandata; in quest'ultimo caso moltiplicato per il fattore di correzione della potenza.
ALLEGATO 5
CARATTERISTICHE FONDAMENTALI DI UNA FAMIGLIA DI MOTORI
1. ASPETTI GENERALI
Una famiglia di motori è caratterizzata da parametri di progettazione comuni a tutti i motori della famiglia. Il fabbricante di motori può decidere quali motori appartengano a una famiglia di motori, purché siano rispettati i criteri di appartenenza di cui al paragrafo 3.1. La famiglia di motori deve essere omologata dall'autorità di omologazione. Poiché scegliere una famiglia di motori ha notevoli conseguenze per le emissioni allo scarico del motore, il paragrafo 2.1 chiede ulteriori informazioni (serie di modifiche 03 del regolamento n. 96), utili al fabbricante e all'autorità di omologazione all'atto di valutare la famiglia di motori e di scegliere il motore capostipite.
2. CASI PARTICOLARI
2.1. Interazioni tra parametri
In taluni casi intervengono delle interazioni tra parametri che possono modificare le emissioni. Al fine di includere nella stessa famiglia di motori solo motori con caratteristiche simili di emissione allo scarico, occorre tenere conto anche di queste interazioni. Tali casi devono essere individuati dal fabbricante ed essere notificati all'autorità di omologazione. Occorrerà tener conto di tali casi come criterio all'atto di istituire una nuova famiglia di motori.
2.2. Dispositivi o caratteristiche che influenzano le emissioni in misura notevole
Dispositivi o elementi, non elencati al paragrafo 3.1, ma tali da influire notevolmente sul livello delle emissioni, vanno individuati dal fabbricante in base a criteri di buona pratica ingegneristica e vanno notificati all'autorità di omologazione. Occorrerà tener conto di essi come criterio al momento di istituire una nuova famiglia di motori.
2.3. Criteri supplementari
Oltre ai parametri di cui al paragrafo 3.1, il fabbricante può introdurre criteri aggiuntivi che permettano la definizione di famiglie di dimensioni inferiori. Tali parametri non devono necessariamente incidere sul livello di emissioni.
3. PARAMETRI CHE DEFINISCONO LA FAMIGLIA DI MOTORI
3.1. Ciclo di combustione:
|
a) |
ciclo a 2 tempi; |
|
b) |
ciclo a 4 tempi; |
|
c) |
motore rotativo; |
|
d) |
altri. |
3.2. Tipo di carburante:
|
a) |
diesel; |
|
b) |
benzina; |
|
c) |
gas (GN o GPL). |
3.3. Configurazione dei cilindri
3.3.1. Disposizione dei cilindri nel blocco motore:
|
a) |
a V; |
|
b) |
in linea; |
|
c) |
radiale; |
|
d) |
altri (a F, a W, ecc.). |
3.3.2. Posizione relativa dei cilindri
I motori con lo stesso blocco possono appartenere alla stessa famiglia a condizione che l'interasse dei cilindri sia lo stesso.
3.4. Mezzo di raffreddamento principale:
|
a) |
aria; |
|
b) |
acqua; |
|
c) |
olio. |
3.5. Cilindrata unitaria
In motori con cilindrata unitaria ≥ 0,75 dm3, compresa tra l'85 % e il 100 % della cilindrata massima della famiglia di motori in questione.
In motori con cilindrata unitaria < 0,75 dm3, compresa tra il 70 % e il 100 % della cilindrata massima della famiglia di motori in questione.
3.6. Metodo di aspirazione dell'aria:
|
a) |
aspirazione naturale; |
|
b) |
con sovralimentazione; |
|
c) |
con sovralimentazione e intercooler. |
3.7. Tipo/caratteristiche progettuali della camera di combustione:
|
a) |
camera aperta; |
|
b) |
camera divisa; |
|
c) |
altri tipi. |
3.8. Valvole e luci:
|
a) |
configurazione; |
|
b) |
numero di valvole per cilindro; |
|
c) |
nella parete del cilindro; |
|
d) |
nel basamento. |
3.9. Tipo di alimentazione del carburante
3.9.1. Per i motori ad accensione spontanea:
|
a) |
pompa, condotto e iniettore (ad alta pressione); |
|
b) |
pompa in linea o pompa rotativa; |
|
c) |
iniettore unitario; |
|
d) |
common rail. |
3.9.2. Per i motori ad accensione comandata
|
a) |
carburatore; |
|
b) |
iniezione indiretta del carburante; |
|
c) |
iniezione diretta. |
3.10. Dispositivi vari:
|
a) |
ricircolo dei gas di scarico (EGR); |
|
b) |
iniezione d'acqua; |
|
c) |
iniezione d'aria; |
|
d) |
altri. |
3.11. Strategia di controllo elettronico
La presenza o l'assenza di una centralina elettronica di controllo (Electronic Control Unit — ECU) nel motore è un parametro fondamentale della famiglia.
Nel caso di motori a controllo elettronico, il fabbricante presenta gli elementi tecnici che giustifichino il raggruppamento di tali motori nella stessa famiglia, i motivi cioè in base ai quali è lecito ritenere che essi rispettino gli stessi requisiti relativi alle emissioni.
La regolazione elettronica del regime di rotazione non deve necessariamente trovarsi in una famiglia diversa da quelle a regolazione meccanica. Occorre separare i motori a regolazione elettronica e meccanica solo per le caratteristiche dell'iniezione di carburante come fasatura, pressione, curva di iniezione, ecc.
3.12. Sistemi di post-trattamento dei gas di scarico
Il funzionamento e la combinazione dei dispositivi che seguono sono considerati criteri d'appartenenza di un motore a una famiglia di motori:
|
a) |
catalizzatore ossidante; |
|
b) |
sistema DeNOx con riduzione selettiva degli NOx (aggiunta di agente riducente); |
|
c) |
altri sistemi DeNOx; |
|
d) |
trappola per particolato con rigenerazione passiva; |
|
e) |
trappola per particolato con rigenerazione attiva; |
|
f) |
altre trappole per particolato; |
|
g) |
altri dispositivi. |
Se un motore privo di sistema di post-trattamento è stato omologato come motore capostipite o come componente della famiglia, si può inserire tale motore, una volta munito di catalizzatore ossidante (non di trappola per particolato), nella stessa famiglia di motori purché non richieda l'uso di un carburante con caratteristiche diverse.
Se esso funziona con un carburante dalle caratteristiche specifiche (p.es., con speciali additivi per effettuare la rigenerazione nella trappola per particolato), la decisione di inserirlo nella stessa famiglia deve fondarsi sugli elementi tecnici forniti dal fabbricante. Tali elementi devono indicare che il livello previsto di emissioni del motore così equipaggiato corrisponde allo stesso valore limite del motore non equipaggiato.
Se un motore munito di sistema di post-trattamento viene omologato come motore capostipite o componente di una famiglia il cui motore capostipite è equipaggiato con lo stesso sistema di post-trattamento, non si può inserire tale motore, sprovvisto di sistema di post-trattamento, nella stessa famiglia di motori.
ALLEGATO 6
CONTROLLI SULLA CONFORMITÀ DELLA PRODUZIONE
1. ASPETTI GENERALI
Le seguenti disposizioni sono coerenti con le prove da effettuare per controllare la conformità della produzione (CDP) ai sensi del paragrafo 6.2 del presente regolamento.
2. PROCEDURE DI PROVA
I metodi di prova e gli strumenti di misurazione devono essere quelli descritti nell'allegato 4 del presente regolamento.
3. RACCOLTA DEI CAMPIONI
3.1. Caso di un tipo di motore
Scegliere un motore. Se, dopo la prova di cui al paragrafo 5.1, il motore non è ritenuto conforme ai requisiti del presente regolamento, ripetere la prova su altri due motori.
3.2. Caso di una famiglia di motori
Se è stata rilasciata un'omologazione per una famiglia di motori, il controllo sulla CDP avverrà su un membro della famiglia, diverso dal motore capostipite. Se la prova di CDP non viene superata, i due motori provati devono essere dello stesso tipo del membro.
4. CRITERI DI MISURAZIONE
4.1. Potenza netta e consumo specifico di carburante di un motore a combustione interna
Per definire correttamente le curve di potenza, coppia e consumo specifico di carburante le misurazioni vanno effettuate su un numero sufficiente di regimi di rotazione del motore tra quelli minimi e massimi raccomandati dal fabbricante, ai sensi delle definizioni di cui ai paragrafi 2.9 e 2.11 del presente regolamento.
I valori corretti misurati sul motore campione non devono differire in misura superiore ai valori indicati nella tabella che segue e a ± 10 % per il consumo specifico di carburante.
|
Tipo di motore |
Potenza netta nominale (coppia) [%] |
Altri punti di misurazione sulla curva [%] |
Tolleranza per il regime di rotazione del motore [%] |
|
Valori generali |
± 5 |
± 10 |
± 5 |
|
Motori ad accensione comandata alimentati a benzina con regolatore |
± 8 |
± 12 |
± 8 |
|
Motori ad accensione comandata alimentati a benzina senza regolatore |
± 8 |
± 20 |
± 8 |
5. VALUTAZIONE DEI RISULTATI
Se i dati sulla potenza netta e sul consumo di carburante del 2° e/o del 3° motore di cui al paragrafo 3 non soddisfano i requisiti del paragrafo 4, la produzione va considerata non conforme ai requisiti del presente regolamento e si applica quanto disposto al paragrafo 7 del presente regolamento.
ALLEGATO 7
CARATTERISTICHE TECNICHE DEI CARBURANTI DI RIFERIMENTO
1. Caratteristiche tecniche dei carburanti di riferimento GPL
|
Parametro |
Unità |
Limiti carburante A |
Limiti carburante B |
Metodo di prova |
||
|
Minimo |
Massimo |
Minimo |
Massimo |
|||
|
Numero di ottano motore |
1 |
92,5 (1) |
|
92,5 |
|
EN 589, allegato B |
|
Composizione: |
||||||
|
Tenore di C3 |
vol % |
48 |
52 |
83 |
87 |
|
|
Tenore di C4 |
vol % |
48 |
52 |
13 |
17 |
ISO 7941 |
|
Olefine |
vol % |
|
12 |
|
14 |
|
|
Residuo dell'evaporazione |
mg/ kg |
|
50 |
|
50 |
NFM 41-015 |
|
Tenore totale di zolfo |
ppm della massa (1) |
|
50 |
|
50 |
EN 24260 |
|
Solfuro di idrogeno |
— |
|
Nessuno |
|
Nessuno |
ISO 8819 |
|
Corrosione di lamine di rame |
Grado |
|
Classe 1 |
|
Classe 1 |
ISO 6251 (2) |
|
Acqua a 0 °C |
|
|
Senza |
|
Senza |
Esame visivo |
2. Caratteristiche tecniche del GN come carburante di riferimento
Sul mercato europeo sono disponibili due gruppi di carburanti:
|
— |
il gruppo H, i cui carburanti di riferimento estremi sono il GR e il G23; |
|
— |
il gruppo L, i cui carburanti di riferimento estremi sono il G23 e il G25. |
Le caratteristiche dei carburanti di riferimento GR, G23 e G25 sono riassunte qui di seguito:
|
Carburante di riferimento GR |
|||||
|
Caratteristiche |
Unità |
Base |
Limiti |
Metodo di prova |
|
|
Minimo |
Massimo |
||||
|
Composizione: |
|
|
|
|
|
|
Metano |
|
87 |
84 |
89 |
|
|
Etano |
|
13 |
11 |
15 |
|
|
Saldo (3) |
%-moli |
— |
— |
1 |
ISO 6974 |
|
Tenore di zolfo |
mg/m3 (4) |
— |
— |
10 |
ISO 6326-5 |
|
Carburante di riferimento G23 |
|||||
|
Caratteristiche |
Unità |
Base |
Limiti |
Metodo di prova |
|
|
Minimo |
Massimo |
||||
|
Composizione: |
|
|
|
|
|
|
Metano |
|
92,5 |
91,5 |
93,5 |
|
|
Saldo (5) |
%-moli |
— |
— |
1 |
ISO 6974 |
|
N2 |
|
7,5 |
6,5 |
8,5 |
|
|
Tenore di zolfo |
mg/m3 (6) |
— |
— |
10 |
ISO 6326-5 |
|
Carburante di riferimento G25 |
|||||
|
Caratteristiche |
Unità |
Base |
Limiti |
Metodo di prova |
|
|
Minimo |
Massimo |
||||
|
Composizione: |
|
|
|
|
|
|
Metano |
|
86 |
84 |
88 |
|
|
Saldo (7) |
%-moli |
— |
— |
1 |
ISO 6974 |
|
N2 |
|
14 |
12 |
16 |
|
|
Tenore di zolfo |
mg/m3 (8) |
— |
— |
10 |
ISO 6326-5 |
3. Carburante di riferimento per motori ad accensione comandata
|
Parametro |
Unità |
Limiti (9) |
Metodo di prova |
Pubblicazione |
|||
|
Minimo |
Massimo |
||||||
|
Numero di ottano ricerca, RON |
|
95,0 |
— |
EN 25164 |
1993 |
||
|
Numero di ottano motore, MON |
|
85,0 |
— |
EN 25163 |
1993 |
||
|
Densità a 15 °C |
kg/m3 |
748 |
775 |
ISO 3675 |
1995 |
||
|
Tensione di vapore Reid |
kPa |
56,0 |
95,0 |
EN 12 |
1993 |
||
|
Distillazione: |
|||||||
|
°C |
24 |
40 |
EN-ISO 3405 |
1988 |
||
|
% v/v |
49,0 |
57,0 |
EN-ISO 3405 |
1988 |
||
|
% v/v |
81,0 |
87,0 |
EN-ISO 3405 |
1988 |
||
|
°C |
190 |
215 |
EN-ISO 3405 |
1988 |
||
|
Residuo |
% |
— |
2 |
EN-ISO 3405 |
|
||
|
Analisi degli idrocarburi: |
|||||||
|
% v/v |
— |
10 |
ASTM D 1319 |
1995 |
||
|
% v/v |
28,0 |
40,0 |
ASTM D 1319 |
1995 |
||
|
% v/v |
— |
1,0 |
pr. EN 12177 |
1998 |
||
|
|
— |
Saldo |
ASTM D 1319 |
1995 |
||
|
Rapporto carbonio/idrogeno |
|
Valore da indicare |
Valore da indicare |
|
|
||
|
Stabilità all'ossidazione (10) |
mn. |
480 |
— |
EN-ISO 7536 |
1996 |
||
|
Tenore di ossigeno |
% m/m |
— |
2,3 |
EN 1601 |
1997 |
||
|
Gomma esistente |
mg/ml |
— |
0,04 |
EN-ISO 6246 |
1997 |
||
|
Tenore di zolfo (11) |
mg/kg |
— |
100 |
pr. EN-ISO 14596 |
1998 |
||
|
Corrosione del rame a 50°C |
|
— |
1 |
EN-ISO 2160 |
1995 |
||
|
Tenore di piombo |
g/l |
— |
0,005 |
EN 237 |
1996 |
||
|
Tenore di fosforo |
g/l |
— |
0,0013 |
ASTM D 3231 |
1994 |
||
4. Carburante di riferimento per motori ad accensione spontanea (1)
Carburante di riferimento di motori ad AS omologati per soddisfare i valori limite delle fasce di potenza daD a G, destinati a trattori agricoli e forestali e a macchine mobili non stradali
|
|
Limiti e unità (13) |
Metodo di prova |
|
Numero di cetano (15) |
min. 45 (18) max 50 |
ISO 5165 |
|
Densità a 15 °C |
min. 835 kg/m3 max. 845 kg/m3 (21) |
ISO 3675, ASTM D 4052 |
|
Distillazione (14) — punto 95 % |
max. 370 °C |
ISO 3405 |
|
Viscosità a 40 °C |
min. 2,5 mm2/s max. 3,5 mm2/s |
ISO 3104 |
|
Tenore di zolfo |
min. 0,1 % della massa (20) max. 0,2 % della massa (19) |
ISO 8754, EN 24260 |
|
Punto di infiammabilità |
min 55 °C |
ISO 2719 |
|
Punto di intasamento a freddo dei filtri (CFPP) |
min — max. + 5 °C |
EN 116 |
|
Corrosione del rame |
max 1 |
ISO 2160 |
|
Residuo carbonioso Conradson (10 % di residuo distillato DR) |
max. 0,3 % della massa |
ISO 10370 |
|
Tenore di ceneri |
max. 0,01 % della massa |
ASTM D 482 (23) |
|
Tenore di acqua |
max. 0,05 % della massa |
ASTM D 95, D 1744 |
|
Indice di neutralizzazione (acidità forte) |
min 0,20 mg KOH/g |
|
|
Stabilità all'ossidazione (16) |
max. 2,5 mg/100 ml |
ASTM D 2274 |
|
Additivi (17) |
|
|
Tabella 2
Carburante di riferimento di motori ad AS omologati per soddisfare i valori limite delle fasce di potenza daH a K, destinati a trattori agricoli e forestali e a macchine mobili non stradali
|
Parametro |
Unità |
Limiti (24) |
Metodo di prova |
|
|
Minimo |
Massimo |
|||
|
Numero di cetano (25) |
|
52,0 |
54,0 |
EN ISO 5165 |
|
Densità a 15 °C |
kg/m3 |
833 |
837 |
EN ISO 3675 |
|
Distillazione: |
||||
|
punto 50 % |
°C |
245 |
— |
EN ISO 3405 |
|
punto 95 % |
°C |
345 |
350 |
EN ISO 3405 |
|
Punto di ebollizione finale |
°C |
— |
370 |
EN ISO 3405 |
|
Punto di infiammabilità |
°C |
55 |
— |
EN 22719 |
|
Punto di intasamento a freddo dei filtri (CFPP) |
°C |
— |
– 5 |
EN 116 |
|
Viscosità a 40 °C |
mm2/s |
2,5 |
3,5 |
EN ISO 3104 |
|
Idrocarburi policiclici aromatici |
% m/m |
3,0 |
6,0 |
IP 391 |
|
Tenore di zolfo (26) |
mg/ kg |
— |
300 |
ASTM D 5453 |
|
Corrosione del rame |
|
— |
classe 1 |
EN ISO 2160 |
|
Residuo carbonioso Conradson (10 % di residuo distillato DR) |
% m/m |
— |
0,2 |
EN ISO 10370 |
|
Tenore di ceneri |
% m/m |
— |
0,01 |
EN ISO 6245 |
|
Tenore di acqua |
% m/m |
— |
0,05 |
EN ISO 12937 |
|
Indice di neutralizzazione (acidità forte) |
mg KOH/g |
— |
0,02 |
ASTM D 974 |
|
Stabilità all'ossidazione (27) |
mg/ml |
— |
0,025 |
EN ISO 12205 |
Tabella 3
Carburante di riferimento di motori ad AS omologati per soddisfare i valori limite delle fasce di potenza daL a R, destinati a trattori agricoli e forestali e a macchine mobili non stradali
|
Parametro |
Unità |
Limiti (28) |
Metodo di prova |
|
|
Minimo |
Massimo |
|||
|
Numero di cetano (29) |
|
|
54,0 |
EN ISO 5165 |
|
Densità a 15 °C |
kg/m3 |
833 |
865 |
EN ISO 3675 |
|
Distillazione: |
||||
|
punto 50 % |
°C |
245 |
— |
EN ISO 3405 |
|
punto 95 % |
°C |
345 |
350 |
EN ISO 3405 |
|
Punto di ebollizione finale |
°C |
— |
370 |
EN ISO 3405 |
|
Punto di infiammabilità |
°C |
55 |
— |
EN 22719 |
|
Punto di intasamento a freddo dei filtri (CFPP) |
°C |
— |
– 5 |
EN 116 |
|
Viscosità a 40 °C |
mm2/s |
2,3 |
3,3 |
EN ISO 3104 |
|
Idrocarburi policiclici aromatici |
% m/m |
3,0 |
6,0 |
IP 391 |
|
Tenore di zolfo (30) |
mg/kg |
— |
10 |
ASTM D 5453 |
|
Corrosione del rame |
|
— |
classe 1 |
EN ISO 2160 |
|
Residuo carbonioso Conradson (10 % di residuo distillato DR) |
% m/m |
— |
0,2 |
EN ISO 10370 |
|
Tenore di ceneri |
% m/m |
— |
0,01 |
EN ISO 6245 |
|
Tenore di acqua |
% m/m |
— |
0,02 |
EN ISO 12937 |
|
Indice di neutralizzazione (acidità forte) |
mg KOH/g |
— |
0,02 |
ASTM D 974 |
|
Stabilità all'ossidazione (31) |
mg/ml |
— |
0,025 |
EN ISO 12205 |
|
Potere lubrificante (indice di usura HFRR a 60°C) |
μm |
— |
400 |
CEC F-06-A-96 |
|
Esteri metilici di acidi grassi (FAME) |
Vietati |
|||
(1) Valore da determinare nelle condizioni standard di 293,2 K (20 °C) e 101,3 kPa.
(2) Il metodo non può stabilire con precisione la presenza di materiali corrosivi se il campione contiene inibitori della corrosione o altri prodotti chimici che ne diminuiscono la corrosività alla lamina di rame. È pertanto vietato aggiungere tali composti al solo scopo di falsare il metodo di prova.
(3) Inerti +C2+
(4) Valore da determinare nelle condizioni standard di (293,2 K (20 °C) e 101,3 kPa)
(5) Inerti (diversi da N2)+C2+C2+
(6) Valore da determinare nelle condizioni standard di (293,2 K (20 °C) e 101,3 kPa)
(7) Inerti (diversi da N2) +C2+C2+
(8) Valore da determinare nelle condizioni standard di (293,2 K (20 °C) e 101,3 kPa)
(9) I valori indicati nelle specifiche sono «valori effettivi». Per stabilire i valori limite sono state applicate le condizioni indicate nella norma ISO 4259 Prodotti petroliferi. Determinazione e applicazione dei dati di precisione in relazione ai metodi di prova, e nel fissare un valore minimo si è tenuto conto di una differenza minima di 2R sopra lo zero; nel fissare un valore massimo e uno minimo, la differenza minima è 4R (R = riproducibilità). Nonostante questo accorgimento, necessario per ragioni tecniche, il fabbricante di carburanti deve cercare di ottenere un valore zero, quando il valore massimo stabilito è 2R, o il valore medio, quando siano indicati i limiti massimo e minimo. In caso di dubbio sulla conformità di un carburante alle specifiche, si applicano le disposizioni della norma ISO 4259.
(10) Il carburante può contenere inibitori antiossidanti e disattivatori di metallo generalmente usati per stabilizzare le benzine di raffineria, ma non deve contenere additivi detergenti o disperdenti né oli solventi.
(11) Deve essere indicato il tenore effettivo di zolfo del carburante di prova.
(12) Se è necessario calcolare l'efficienza termica di un motore o veicolo, è possibile ricavare il potere calorifico nel modo seguente:
energia specifica (potere calorifico)(netto) MJ/kg = (46,423 – 8,792 * d2 + 3,17 * d) * (1 – (x + y + s)) + 9,42 * s – 2,499 * x.
in cui:
|
d |
= |
è la densità a 288 K (15 °C) |
|
x |
= |
è la percentuale d'acqua sulla massa (%/100) |
|
y |
= |
è la percentuale di ceneri sulla massa (%/100) |
|
s |
= |
è la percentuale di zolfo sulla massa (%/100) |
(13) I valori indicati nelle specifiche sono «valori effettivi». Per stabilire i valori limite sono state applicate le condizioni indicate nella norma ISO 4259 — Definire una base di discussione per le controversie sulla qualità dei prodotti petroliferi; per fissare un valore minimo, si è tenuto conto di una differenza minima di 2R sopra lo zero; per fissare un valore massimo e uno minimo, la differenza minima è 4R (R = riproducibilità).
Nonostante questo accorgimento, necessario per ragioni statistiche, il fabbricante di un carburante deve cercare di ottenere un valore zero, quando il valore massimo fissato è 2R, e un valore medio quando siano indicati limiti massimi e minimi. Qualora si dovesse verificare la conformità di un carburante alle specifiche, si applica la norma ISO 4259.
(14) Le cifre citate indicano le quantità evaporate (percentuale recuperata + percentuale persa).
(15) Il campo di variazione del numero di cetano non è conforme al requisito di un campo di variazione minimo di 4R. Pertanto, in caso di controversia tra fornitore e consumatore di carburante, si può ricorrere per risolverla alle condizioni della norma ISO 4259, purché si effettuino misurazioni sufficienti a ottenere la necessaria precisione, invece di una misurazione unica.
(16) Anche se la stabilità all'ossidazione è controllata, è probabile che la durata di conservazione sia limitata. In merito alle condizioni e alla durata dello stoccaggio è opportuno consultare il fornitore.
(17) Questo carburante deve essere a base esclusivamente di gasolio di prima distillazione e di cracking; è ammessa la desolforazione. Non deve contenere additivi metallici né additivi per migliorare il numero di cetano.
(18) Sono ammessi valori inferiori, nel qual caso occorre registrare il numero di cetano del carburante di riferimento usato.
(19) Sono ammessi valori superiori; nel qual caso occorre registrare il tenore di zolfo del carburante di riferimento usato.
(20) Limite da riesaminare regolarmente alla luce delle tendenze del mercato. Per l'omologazione iniziale di un motore senza post-trattamento dei gas di scarico, su richiesta del richiedente si considera ammissibile un tenore minimo di zolfo dello 0,050 % sulla massa; il livello di particolato misurato va allora aggiustato verso l'alto al valore medio nominale specificato per il tenore di zolfo del carburante (0,150 % sulla massa) secondo l'equazione che segue:
PTadj = PT + [SFC * 0,0917 * (NSLF — FSF)]
in cui:
|
PTadj |
= |
valore aggiustato del PT (g/kWh) |
|
PT |
= |
valore ponderato specifico di emissione misurato per l'emissione di particolato (g/kWh) |
|
SFC |
= |
consumo ponderato specifico di carburante (g/kWh) calcolato secondo la formula che segue |
|
NSLF |
= |
valore nominale medio specifico della frazione sulla massa dello zolfo (0,15 %/100) |
|
FSF |
= |
frazione sulla massa dello zolfo contenuto nel carburante (%/100) |
Equazione per il calcolo del consumo ponderato specifico di carburante:
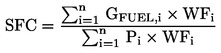
in cui:
Pi = Pm,i + PAE,i
Per valutare la conformità della produzione ai sensi di quanto disposto al paragrafo 6 del presente regolamento i requisiti devono essere soddisfatti usando un carburante di riferimento con tenore di zolfo compreso tra il livello minimo e massimo di, rispettivamente, 0,1 e 0,2 % sulla massa.
(21) Sono ammessi valori più elevati fino a 855 kg/m3; in tal caso indicare la densità del carburante di riferimento utilizzato. Per valutare la conformità della produzione ai sensi di quanto disposto al paragrafo 6 del presente regolamento, i requisiti devono essere soddisfatti usando un carburante di riferimento conforme ai livelli minimo e massimo di 835/845 kg/m3.
(22) Tutte le caratteristiche del carburante e i valori limite devono essere riesaminati periodicamente alla luce delle tendenze del mercato.
(23) Sarà sostituita dalla norma EN/ISO 6245 a decorrere dalla data di entrata in vigore di quest'ultima.
(24) I valori indicati nelle specifiche sono «valori effettivi». Per stabilire i valori limite è stata applicata la norma ISO 4259, «Prodotti petroliferi — Determinazione e applicazione dei dati di accuratezza in relazione ai metodi di prova» e, nel fissare un valore minimo, si è tenuto conto di una differenza minima di 2R sopra lo zero; per fissare un valore massimo e uno minimo, la differenza minima è 4R (R = riproducibilità).
Nonostante questo accorgimento, necessario per ragioni tecniche, il fabbricante di carburante deve cercare di ottenere un valore zero quando il valore massimo stabilito è 2R o il valore medio nel caso in cui siano indicati i limiti massimo e minimo. Qualora si dovesse verificare la conformità di un carburante alle specifiche, si applica la norma ISO 4259.
(25) Il campo di variazione del numero di cetano non è conforme al requisito di un campo di variazione minimo di 4R. Pertanto, in caso di controversia tra fornitore e consumatore di carburante, si può ricorrere per risolverla alle condizioni della norma ISO 4259, purché si effettuino misurazioni sufficienti a ottenere la necessaria precisione, invece di una misurazione unica.
(26) Deve essere indicato il tenore effettivo di zolfo del carburante di prova.
(27) Anche se la stabilità all'ossidazione è controllata, è probabile che la durata di conservazione sia limitata. In merito alle condizioni e alla durata dello stoccaggio è opportuno consultare il fornitore.
(28) I valori indicati nelle specifiche sono «valori effettivi». Per stabilire i valori limite è stata applicata la norma ISO 4259, «Prodotti petroliferi — Determinazione e applicazione dei dati di accuratezza in relazione ai metodi di prova» e, per fissare un valore minimo, si è tenuto conto di una differenza minima di 2R sopra lo zero; per fissare un valore massimo e uno minimo, la differenza minima è 4R (R = riproducibilità).
Nonostante questo accorgimento, necessario per ragioni tecniche, il fabbricante di carburante deve cercare di ottenere un valore zero quando il valore massimo stabilito è 2R o il valore medio nel caso in cui siano indicati i limiti massimo e minimo. Qualora si dovesse verificare la conformità di un carburante alle specifiche, si applica la norma ISO 4259.
(29) Il campo di variazione del numero di cetano non è conforme al requisito di un campo di variazione minimo di 4R. Pertanto, in caso di controversia tra fornitore e consumatore di carburante, si può ricorrere per risolverla alle condizioni della norma ISO 4259, purché si effettuino misurazioni sufficienti a ottenere la necessaria precisione, invece di una misurazione unica.
(30) Deve essere indicato l'effettivo tenore di zolfo del carburante utilizzato per la prova di tipo I.
(31) Anche se la stabilità all'ossidazione è controllata, è probabile che la durata di conservazione sia limitata. Inmerito alle condizioni e alla durata dello stoccaggio è opportuno consultare il fornitore.