

EUR-Lex Access to European Union law
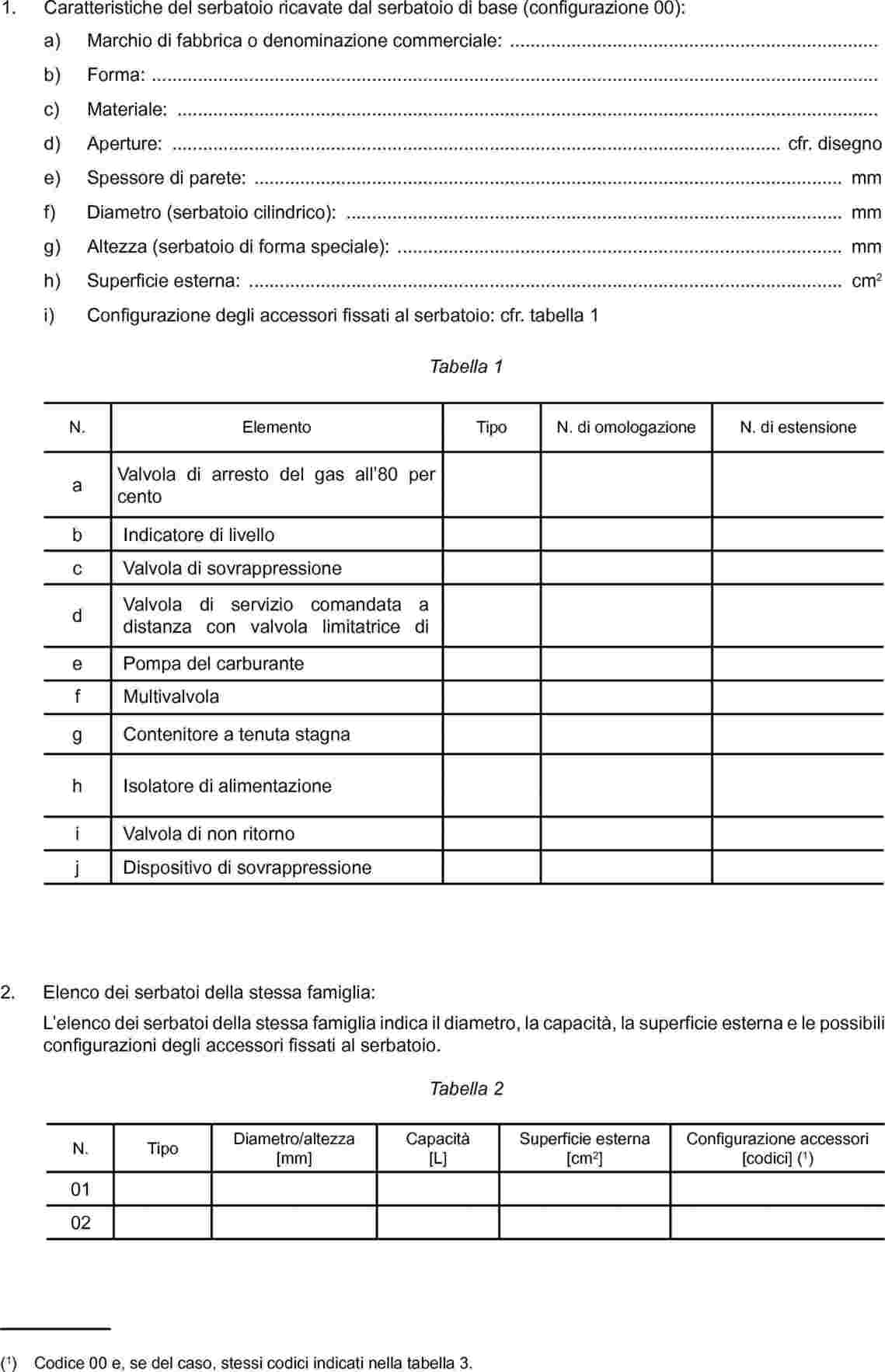
This document is an excerpt from the EUR-Lex website
Document 42008X0314(01)
Regulation No 67 of the Economic Commission for Europe of the United Nations (UN/ECE) — Uniform provisions concerning: I. Approval of specific equipment of motor vehicles using liquefied petroleum gases in their propulsion system; II. Approval of a vehicle fitted with specific equipment for the use of liquefied petroleum gases in its propulsion system with regard to the installation of such equipment
Regolamento n. 67 della Commissione economica per l’Europa delle Nazioni Unite (UN/ECE) — Prescrizioni uniformi relative all’omologazione dei: I. Componenti specifici dei veicoli a motore che utilizzano gas di petrolio liquefatti per il sistema di propulsione II. Veicoli per quanto riguarda l’installazione di componenti specifici per l’utilizzo di gas di petrolio liquefatti nel sistema di propulsione
Regolamento n. 67 della Commissione economica per l’Europa delle Nazioni Unite (UN/ECE) — Prescrizioni uniformi relative all’omologazione dei: I. Componenti specifici dei veicoli a motore che utilizzano gas di petrolio liquefatti per il sistema di propulsione II. Veicoli per quanto riguarda l’installazione di componenti specifici per l’utilizzo di gas di petrolio liquefatti nel sistema di propulsione
OJ L 72, 14.3.2008, p. 1–112
(BG, ES, CS, DA, DE, ET, EL, EN, FR, IT, LV, LT, HU, MT, NL, PL, PT, RO, SK, SL, FI, SV)
Special edition in Croatian: Chapter 11 Volume 070 P. 192 - 303
 In force
In force
|
14.3.2008 |
IT |
Gazzetta ufficiale dell’Unione europea |
L 72/1 |
Solo i testi originali UN/ECE hanno effetto giuridico nel quadro del diritto pubblico internazionale. Lo status e la data di entrata in vigore del presente regolamento devono essere controllati nell'ultima versione del documento UN/ECE TRANS/WP.29/343, reperibile al seguente indirizzo: http://www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29fdocstts.html.
Regolamento n. 67 della Commissione economica per l'Europa delle Nazioni Unite (UN/ECE) — Prescrizioni uniformi relative all'omologazione dei:
|
I. |
Componenti specifici dei veicoli a motore che utilizzano gas di petrolio liquefatti per il sistema di propulsione |
|
II. |
Veicoli per quanto riguarda l'installazione di componenti specifici per l'utilizzo di gas di petrolio liquefatti nel sistema di propulsione |
Addendum 66: regolamento n. 67
supplemento 7 della serie 01 di emendamenti — data di entrata in vigore: 2 febbraio 2007
SOMMARIO
REGOLAMENTO
|
1. |
Campo d'applicazione |
|
2. |
Definizione e classificazione dei componenti |
PARTE I
|
3. |
Domanda di omologazione |
|
4. |
Iscrizioni |
|
5. |
Omologazione |
|
6. |
Specifiche riguardanti i componenti per alimentazione con GPL |
|
7. |
Modifiche di un tipo di componente per alimentazione con GPL ed estensione dell'omologazione |
|
8. |
(Omesso) |
|
9. |
Conformità della produzione |
|
10. |
Sanzioni in caso di non conformità della produzione |
|
11. |
Disposizioni transitorie riguardanti i componenti per alimentazione con GPL |
|
12. |
Cessazione definitiva della produzione |
|
13. |
Denominazione e indirizzo dei servizi tecnici responsabili delle prove di omologazione e dei servizi amministrativi |
PARTE II
|
14. |
Definizioni |
|
15. |
Domanda di omologazione |
|
16. |
Omologazione |
|
17. |
Prescrizioni riguardanti l'installazione di componenti specifici per l'alimentazione del motore con gas di petrolio liquefatti |
|
18. |
Conformità della produzione |
|
19. |
Sanzioni in caso di non conformità della produzione |
|
20. |
Modifica ed estensione dell'omologazione di un tipo di veicolo |
|
21. |
Cessazione definitiva della produzione |
|
22. |
Disposizioni transitorie riguardanti l'installazione di componenti per alimentazione con GPL e l'omologazione di veicoli per quanto riguarda l'installazione di componenti specifici per l'utilizzo di gas di petrolio liquefatti nel sistema di propulsione |
|
23. |
Denominazione e indirizzo dei servizi tecnici responsabili delle prove di omologazione e dei servizi amministrativi |
ALLEGATI
|
Allegato 1 |
Caratteristiche essenziali del veicolo, del motore e dell'impianto GPL |
|
Allegato 2A |
Esempio di marchio di omologazione di un tipo di componente per alimentazione con GPL |
|
Allegato 2B |
Comunicazione relativa al rilascio o all'estensione o al rifiuto o alla revoca dell'omologazione o alla cessazione definitiva della produzione di un tipo di componente per alimentazione con GPL ai sensi del regolamento n. 67 |
|
Allegato 2C |
Esempi di marchi di omologazione |
|
Allegato 2D |
Comunicazione relativa al rilascio o all'estensione o al rifiuto o alla revoca dell'omologazione o alla cessazione definitiva della produzione di un tipo di veicolo per quanto riguarda l'installazione di componenti per alimentazione con GPL ai sensi del regolamento n. 67 |
|
Allegato 3 |
Disposizioni relative all'omologazione degli accessori dei serbatoi per GPL |
|
Allegato 4 |
Disposizioni relative all'omologazione della pompa del carburante |
|
Allegato 5 |
Disposizioni relative all'omologazione del filtro per GPL |
|
Allegato 6 |
Disposizioni relative all'omologazione del regolatore di pressione e del vaporizzatore |
|
Allegato 7 |
Disposizioni relative all'omologazione della valvola di intercettazione, della valvola di non ritorno, della valvola di sovrappressione per tubazione gas, del collegamento di servizio |
|
Allegato 8 |
Disposizioni relative all'omologazione dei tubi flessibili completi di raccordi |
|
Allegato 9 |
Disposizioni relative all'omologazione del bocchettone di riempimento |
|
Allegato 10 |
Disposizioni relative all'omologazione dei serbatoi per GPL |
|
Allegato 11 |
Disposizioni relative all'omologazione di dispositivi di iniezione del gas, miscelatori del gas o iniettori e del canale di alimentazione |
|
Allegato 12 |
Disposizioni relative all'omologazione dell'unità di dosaggio del gas quando non è combinata con il dispositivo/i di iniezione del gas |
|
Allegato 13 |
Disposizioni relative all'omologazione del sensore di pressione e/o di temperatura |
|
Allegato 14 |
Disposizioni relative all'omologazione dell'unità elettronica di controllo |
|
Allegato 15 |
Procedure di prova |
|
Allegato 16 |
disposizioni relative alle iscrizioni di identificazione del gpl per i veicoli delle categorie M2 ed M3 |
|
Allegato 17 |
Disposizioni relative alle iscrizioni di identificazione per il collegamento di servizio |
1. CAMPO D'APPLICAZIONE
Il presente regolamento si applica a:
|
Parte I. |
Omologazione di componenti specifici dei veicoli delle categorie M ed N (1) che utilizzano gas di petrolio liquefatti per il sistema di propulsione; |
|
Parte II. |
Omologazione dei veicoli delle categorie M ed N (1) per quanto riguarda l'installazione di componenti specifici per l'utilizzo di gas di petrolio liquefatti nel sistema di propulsione. |
2. DEFINIZIONE E CLASSIFICAZIONE DEI COMPONENTI
I componenti dell'impianto GPL destinati ad essere utilizzati sui veicoli devono essere classificati in base alla pressione massima di funzionamento e alla funzione, conformemente alla figura 1.
|
Classe 1 |
Elementi ad alta pressione, compresi i raccordi e le tubazioni contenenti GPL alla pressione di vapore naturale o sovralimentata fino a 3 000 kPa. |
|
Classe 2 |
Elementi a bassa pressione compresi i raccordi e le tubazioni contenenti GPL vaporizzato con una pressione massima di funzionamento inferiore a 450 kPa e superiore a 20 kPa sopra la pressione atmosferica. |
|
Classe 2A |
Elementi a bassa pressione per un campo di pressioni limitato, compresi i raccordi e le tubazioni contenenti GPL vaporizzato con una pressione massima di funzionamento inferiore a 120 kPa e che superi di 20 kPa la pressione atmosferica. |
|
Classe 3 |
Valvole d'intercettazione e valvole di sovrappressione, quando funzionano nella fase liquida. |
Il presente regolamento non si applica ai componenti dell'impianto GPL progettati per una pressione massima di funzionamento inferiore a 20 kPa al di sopra della pressione atmosferica.
Un componente può essere costituito da più elementi, ciascuno dei quali è classificato singolarmente in base alla pressione massima di funzionamento e alla funzione.
Figura 1
Classificazione relativamente alla pressione massima di funzionamento e alla funzione

Per «pressione» si intende la pressione relativa, rispetto alla pressione atmosferica, salvo diversa indicazione.
2.1.1. Per «pressione di servizio» si intende la pressione stabilizzata ad una temperatura uniforme del gas di 15 °C.
2.1.2. Per «pressione di prova» si intende la pressione a cui viene sottoposto il componente durante la prova di omologazione.
2.1.3. Per «pressione di esercizio» si intende la pressione massima per la quale un componente è progettato e sulla base della quale viene determinata la resistenza dello stesso.
2.1.4. Per «pressione di funzionamento» si intende la pressione in condizioni normali di funzionamento.
2.1.5. Per «pressione massima di funzionamento» si intende la pressione massima che può svilupparsi in un componente durante il funzionamento.
2.1.6. Per «pressione di classificazione» si intende la pressione massima di funzionamento consentita in un componente in base alla sua classificazione.
2.2. Per «componenti specifici» si intendono:
|
(a) |
il serbatoio, |
|
(b) |
gli accessori fissati al serbatoio, |
|
(c) |
il vaporizzatore/regolatore di pressione, |
|
(d) |
la valvola di intercettazione, |
|
(e) |
il dispositivo di iniezione del gas o l'iniettore o il miscelatore del gas, |
|
(f) |
l'unità di dosaggio del gas, indipendente o combinata con il dispositivo di iniezione del gas, |
|
(g) |
i tubi flessibili, |
|
(h) |
il bocchettone di riempimento, |
|
(i) |
la valvola di non ritorno, |
|
(j) |
la valvola di sovrappressione per tubazione gas, |
|
(k) |
l'unità di filtraggio, |
|
(l) |
il sensore di pressione o di temperatura, |
|
(m) |
la pompa del carburante, |
|
(n) |
il collegamento di servizio, |
|
(o) |
unità elettronica di controllo, |
|
(p) |
il canale di alimentazione, |
|
(q) |
il dispositivo di sovrappressione. |
Per «serbatoio» si intende qualsiasi recipiente utilizzato per lo stoccaggio del gas di petrolio liquefatto.
2.3.1. Un serbatoio può essere:
|
(i) |
un serbatoio cilindrico standard con virola cilindrica, due fondi bombati torosferici o ellittici e le aperture necessarie; |
|
(ii) |
un serbatoio speciale: serbatoi diversi dai serbatoi cilindrici standard. Le caratteristiche dimensionali sono riportate nell'allegato 10, appendice 5. |
2.3.2. Per «serbatoio interamente in composito» si intende un serbatoio realizzato esclusivamente in materiali compositi con mantello non metallico.
2.3.3. Per «lotto di serbatoi» si intende un massimo di 200 serbatoi dello stesso tipo prodotti consecutivamente nella stessa linea di produzione.
2.4. Per «tipo di serbatoio» si intendono serbatoi che non differiscono tra loro per quanto riguarda le seguenti caratteristiche prescritte nell'allegato 10:
|
(a) |
il marchio di fabbrica o la denominazione commerciale, |
|
(b) |
la forma (cilindrica, speciale), |
|
(c) |
le aperture (piastra per accessori/anello metallico), |
|
(d) |
il materiale, |
|
(e) |
il processo di saldatura (nel caso dei serbatoi metallici), |
|
(f) |
il trattamento termico (nel caso dei serbatoi metallici), |
|
(g) |
la linea di produzione, |
|
(h) |
lo spessore di parete nominale, |
|
(i) |
il diametro, |
|
(j) |
l'altezza (nel caso dei serbatoi speciali) |
Per «accessori fissati al serbatoio» si intendono i componenti seguenti, che possono essere indipendenti o combinati:
|
(a) |
valvola di arresto del gas all'80 per cento |
|
(b) |
indicatore di livello |
|
(c) |
valvola di sovrappressione |
|
(d) |
valvola di servizio comandata a distanza con valvola limitatrice di flusso |
|
(e) |
pompa del carburante |
|
(f) |
multivalvola |
|
(g) |
contenitore a tenuta stagna |
|
(h) |
isolatore di alimentazione |
|
(i) |
valvola di non ritorno |
|
(j) |
dispositivo di sovrappressione |
2.5.1. Per «valvola di arresto del gas all'80 per cento» si intende un dispositivo che limita il riempimento al massimo all'80 per cento della capacità del serbatoio.
2.5.2. Per «indicatore di livello» si intende un dispositivo che permette di verificare il livello del liquido nel serbatoio.
Per «valvola di sovrappressione (valvola di scarico)» si intende un dispositivo che permette di limitare l'aumento della pressione nel serbatoio.
2.5.3.1. Per «dispositivo di sovrappressione» si intende un dispositivo che ha lo scopo di proteggere il serbatoio dallo scoppio che può avvenire in caso di incendio scaricando il GPL contenuto nel serbatoio.
2.5.4. Per «valvola di servizio comandata a distanza con valvola limitatrice di flusso» si intende un dispositivo che permette di aprire e chiudere l'alimentazione di GPL al vaporizzatore/regolatore di pressione; comandata a distanza significa che la valvola di servizio è comandata dall'unità elettronica di controllo; quando il motore del veicolo è fermo la valvola è chiusa; la valvola limitatrice di flusso è un dispositivo che permette di limitare il flusso di GPL.
2.5.5. Per «pompa del carburante» si intende un dispositivo che permette di aprire l'alimentazione di GPL liquido al motore aumentando la pressione del serbatoio con la pressione di alimentazione della pompa del carburante.
2.5.6. Per «multivalvola» si intende un dispositivo composto da una parte o dall'insieme degli accessori indicati nei punti da 2.5.1. a 2.5.3. e 2.5.8..
2.5.7. Per «contenitore a tenuta stagna» si intende un dispositivo che protegge gli accessori e convoglia nell'atmosfera le fughe di gas.
2.5.8. isolatore di alimentazione (pompa del carburante/attuatori/sensore di livello del carburante).
2.5.9. Per «valvola di non ritorno» si intende un dispositivo che permette il flusso del GPL liquido in una direzione e lo impedisce nella direzione opposta.
2.6. Per «vaporizzatore» si intende un dispositivo che permette di far passare il GPL dallo stato liquido allo stato gassoso.
2.7. Per «regolatore di pressione» si intende un dispositivo che permette di abbassare e regolare la pressione del gas di petrolio liquefatto.
2.8. Per «valvola di intercettazione» si intende un dispositivo che blocca il flusso di GPL.
2.9. Per «valvola di sovrappressione per tubazione gas» si intende un dispositivo che impedisce che la pressione nelle tubazioni salga sopra un valore prestabilito.
2.10. Per «dispositivo di iniezione del gas o iniettore o miscelatore del gas» si intende un dispositivo che fa sì che il GPL liquido o vaporizzato entri nel motore.
2.11. Per «unità di dosaggio del gas» si intende un dispositivo che dosa e/o distribuisce il flusso di gas nel motore; può essere abbinato al dispositivo di iniezione del gas oppure indipendente.
2.12. Per «unità elettronica di controllo» si intende un dispositivo che controlla la richiesta di GPL del motore e interrompe automaticamente la corrente delle valvole di intercettazione dell'impianto GPL in caso di rottura della tubazione di alimentazione del carburante causata da un incidente, o di arresto accidentale del motore;
2.13. Per «sensore di pressione o di temperatura» si intende un dispositivo che misura la pressione o la temperatura.
2.14. Per «filtro per GPL» si intende un dispositivo che filtra il GPL. Il filtro può essere integrato in altri componenti.
2.15. Per «tubi flessibili» si intendono i tubi flessibili che portano da un punto ad un altro il gas di petrolio liquefatto allo stato liquido o gassoso e a pressioni diverse.
2.16. Per «bocchettone di riempimento» si intende un dispositivo che permette di riempire il serbatoio; il bocchettone di riempimento può essere integrato nella valvola di arresto del gas all'80 per cento del serbatoio o può essere costituito da un bocchettone di riempimento a distanza collocato all'esterno del veicolo.
2.17. Per «collegamento di servizio» si intende un collegamento nella tubazione del carburante tra il serbatoio ed il motore. Se un veicolo monocarburante resta senza carburante è possibile far funzionare il motore mediante un serbatoio di servizio collegato al collegamento di servizio.
2.18. Per «canale di alimentazione» si intende una tubazione o un condotto che collega i dispositivi di iniezione del carburante.
2.19. Per «gas di petrolio liquefatto (GPL)» si intende ogni prodotto composto essenzialmente dai seguenti idrocarburi: propano, propene (propilene), normal butano, isobutano, isobutilene, butene (butilene) ed etano.
La norma europea UNI EN 589:1993 specifica le prescrizioni ed i metodi di prova del GPL per autotrazione commercializzato e distribuito nei paesi membri del CEN (Comitato europeo di normalizzazione).
PARTE I
OMOLOGAZIONE DEI COMPONENTI SPECIFICI DEI VEICOLI A MOTORE CHE UTILIZZANO GAS DI PETROLIO LIQUEFATTI PER IL SISTEMA DI PROPULSIONE
3. DOMANDA DI OMOLOGAZIONE
3.1. La domanda di omologazione del componente specifico deve essere presentata dal titolare del marchio di fabbrica o dal suo mandatario.
La domanda di omologazione deve essere accompagnata dai documenti qui di seguito citati, in triplice copia, e dalle informazioni seguenti:
3.2.1. descrizione dettagliata del tipo di componente specifico (come specificato nell'allegato 1),
3.2.2. disegno del componente specifico, sufficientemente dettagliato e in scala appropriata,
3.2.3. verifica del rispetto delle specifiche di cui al punto 6 del presente regolamento.
3.3. Su richiesta del servizio tecnico responsabile delle prove di omologazione devono essere presentati dei campioni del componente specifico.
Campioni supplementari devono essere forniti su richiesta.
4. ISCRIZIONI
4.1. Tutti i componenti presentati per l'omologazione devono recare il marchio di fabbrica o la denominazione commerciale del fabbricante e l'indicazione del tipo; i componenti non metallici devono inoltre recare il mese e l'anno di fabbricazione; l'iscrizione deve essere chiaramente leggibile e indelebile.
4.2. In tutti i componenti deve essere previsto uno spazio sufficiente per l'apposizione del marchio di omologazione con l'indicazione della classificazione del componente (cfr. allegato 2A); tale spazio deve essere indicato nei disegni di cui al punto 3.2.2.
4.3. Su ogni serbatoio deve inoltre essere apposta, mediante saldatura, una targhetta recante in maniera chiaramente leggibile e indelebile i seguenti dati:
|
(a) |
il numero di serie |
|
(b) |
la capacità in litri |
|
(c) |
l'iscrizione «GPL» |
|
(d) |
la pressione di prova [kPa]; |
|
(e) |
le parole: «riempimento massimo: 80 %» |
|
(f) |
l'anno e il mese di omologazione (es. 99/01) |
|
(g) |
il marchio di omologazione prescritto nel punto 5.4. |
|
(h) |
l'iscrizione «POMPA INTERNA» ed un'iscrizione che identifichi la pompa eventualmente montata nel serbatoio. |
5. OMOLOGAZIONE
5.1. Se i campioni di componente presentati per l'omologazione soddisfano le prescrizioni di cui ai punti da 6.1. a 6.13. del presente regolamento, l'omologazione del tipo di componente viene concessa.
5.2. Ad ogni tipo di componente omologato viene attribuito un numero di omologazione. Le prime due cifre di tale numero (attualmente 01, corrispondenti alla serie 01 di emendamenti entrata in vigore il 13 novembre 1999) indicano la serie di emendamenti comprendente le più recenti modifiche tecniche rilevanti apportate al regolamento alla data di rilascio dell'omologazione. Una Parte contraente non può assegnare lo stesso numero di omologazione ad un altro tipo di componente.
5.3. L'omologazione o il rifiuto o l'estensione dell'omologazione di un tipo di componente/elemento per alimentazione con GPL a norma del presente regolamento devono essere comunicati alle Parti dell'accordo che applicano il presente regolamento mediante una scheda conforme al modello che figura nell'allegato 2B del presente regolamento. Se riguardano un serbatoio, alla scheda si aggiunge l'allegato 2B — appendice 1.
Oltre alle iscrizioni prescritte nei punti 4.1 e 4.3 precedenti, tutti i componenti conformi ad un tipo omologato a norma del presente regolamento devono recare, in maniera ben visibile nello spazio menzionato nel punto 4.2 precedente, un marchio internazionale di omologazione composto da:
5.4.1. un cerchio all'interno del quale è iscritta la lettera E seguita dal numero distintivo del paese che ha rilasciato l'omologazione (2).
5.4.2. il numero del presente regolamento seguito dalla lettera «R», da un trattino e dal numero di omologazione posti a destra del cerchio di cui al punto 5.4.1. Questo numero è il numero attribuito al tipo di componente che figura nel rispettivo certificato (cfr. punto 5.2. e allegato 2B), preceduto da due cifre che indicano il numero della più recente serie di emendamenti del presente regolamento.
5.5. Il marchio di omologazione deve essere chiaramente leggibile e indelebile.
5.6. Nell'allegato 2A del presente regolamento figurano degli esempi di marchio di omologazione.
6. SPECIFICHE RIGUARDANTI I COMPONENTI PER ALIMENTAZIONE CON GPL
6.1. Disposizioni generali
I componenti specifici dei veicoli alimentati con GPL devono funzionare in modo corretto e sicuro.
I materiali dei componenti che sono a contatto con il GPL devono essere compatibili con quest'ultimo.
Le parti dei componenti il cui funzionamento corretto e sicuro potrebbe essere influenzato dal contatto con il GPL, dall'alta pressione o dalle vibrazioni devono essere sottoposte alle prove applicabili descritte negli allegati del presente regolamento. In particolare devono essere soddisfatte le disposizioni di cui ai punti da 6.2. a 6.13.
I componenti per alimentazione con GPL omologati a norma del presente regolamento devono essere installati conformemente alle disposizioni applicabili in materia di compatibilità elettromagnetica (CEM) di cui al regolamento n. 10, serie 02 di emendamenti, o equivalente.
6.2. Disposizioni riguardanti i serbatoi
I serbatoi per GPL devono essere omologati conformemente alle disposizioni dell'allegato 10 del presente regolamento.
6.3. Disposizioni riguardanti gli accessori fissati al serbatoio
Il serbatoio deve essere equipaggiato con i seguenti accessori, che possono essere indipendenti o combinati (multivalvola/e):
6.3.1.1. valvola di arresto del gas all'80 per cento,
6.3.1.2. indicatore di livello,
6.3.1.3. valvola di sovrappressione (valvola di scarico),
6.3.1.4. valvola di servizio comandata a distanza con valvola limitatrice di flusso.
6.3.2. Il serbatoio può essere provvisto di un contenitore a tenuta stagna, se necessario.
6.3.3. Il serbatoio può essere provvisto di un isolatore di alimentazione per proteggere gli attuatori o la pompa del GPL.
6.3.4. Il serbatoio può essere provvisto all'interno di una pompa per carburante GPL.
6.3.5. Il serbatoio può essere provvisto di una valvola di non ritorno.
6.3.6. Il serbatoio deve essere equipaggiato con un dispositivo di sovrappressione, che può essere:
|
(a) |
un tappo fusibile (tarato in temperatura) (fusibile), o |
|
(b) |
una valvola di sovrappressione, purché conforme alle disposizioni di cui al punto 6.15.8.3., o |
|
(c) |
una combinazione di questi due dispositivi, o |
|
(d) |
qualsiasi altra soluzione tecnica equivalente, purché assicuri lo stesso livello di efficienza. |
6.3.7. Gli accessori di cui ai punti da 6.3.1. a 6.3.6. devono essere omologati conformemente alle disposizioni:
|
— |
dell'allegato 3 del presente regolamento per gli accessori di cui ai punti 6.3.1., 6.3.2., 6.3.3. e 6.3.6., |
|
— |
dell'allegato 4 del presente regolamento per gli accessori di cui al punto 6.3.4., |
|
— |
dell'allegato 7 del presente regolamento per gli accessori di cui al punto 6.3.5. |
6.4.-6.14. Disposizioni relative agli altri componenti
Gli altri componenti, indicati nella tabella 1, devono essere omologati conformemente alle disposizioni degli allegati ivi indicati.
Tabella 1
|
Punto |
Componente |
Allegato |
|
6.4. |
Pompa del carburante |
4 |
|
6.5. |
Vaporizzatore (3) Regolatore di pressione (3) |
6 |
|
6.6. |
Valvole di intercettazione Valvole di non ritorno Valvole di sovrappressione per tubazione gas Collegamenti di servizio |
7 |
|
6.7. |
Tubi flessibili |
8 |
|
6.8. |
Bocchettone di riempimento |
9 |
|
6.9. |
Dispositivi di iniezione del gas/Miscelatore del gas (5) o Iniettori |
11 |
|
6.10. |
Unità di dosaggio del gas (4) |
12 |
|
6.11. |
Sensori di pressione Sensori di temperatura |
13 |
|
6.12. |
Unità elettronica di controllo |
14 |
|
6.13. |
Filtri del GPL |
5 |
|
6.14. |
Dispositivo di sovrappressione |
3 |
6.15. Principi generali di progettazione dei componenti
Disposizioni relative alla valvola di arresto del gas all'80 per cento
6.15.1.1. Il collegamento tra il galleggiante e il meccanismo di chiusura della valvola di arresto del gas all'80 per cento deve essere indeformabile nelle condizioni normali di utilizzo.
6.15.1.2. Se la valvola di arresto del gas all'80 per cento è dotata di galleggiante, questo deve resistere ad una pressione esterna di 4 500 kPa.
6.15.1.3. Il meccanismo di chiusura del dispositivo che limita il riempimento all'80 per cento +0/-5 per cento della capacità del serbatoio, per il quale è progettata la valvola di arresto all'80 per cento, deve resistere ad una pressione di 6 750 kPa. In posizione chiusa, il flusso di riempimento ad una differenza di pressione di 700 kPa non deve essere superiore a 500 cm3/minuto. La valvola deve essere sottoposta a prova con tutti i serbatoi a cui è destinata ad essere fissata; in alternativa, il fabbricante deve indicare con gli opportuni calcoli i tipi di contenitori per i quali la valvola è adatta.
6.15.1.4. Se la valvola di arresto del gas all'80 per cento non è dotata di galleggiante, dopo la sua chiusura non deve essere possibile continuare il riempimento ad un flusso superiore a 500 cm3/minuto.
6.15.1.5. Il dispositivo deve recare un'iscrizione permanente che indichi il tipo di serbatoio per il quale è stato progettato, il diametro e l'angolo, ed eventualmente indicazioni per il montaggio.
I dispositivi comandati elettricamente contenenti GPL devono, per impedire in caso di rottura del componente la formazione di scintille elettriche sulla superficie di rottura:
|
(i) |
essere isolati in maniera tale che non ci sia passaggio di corrente nelle parti contenenti GPL |
|
(ii) |
avere il circuito elettrico isolato:
|
La resistenza di isolamento deve essere > 10 MΩ.
6.15.2.1. Le connessioni elettriche all'interno del vano bagagli e dell'abitacolo/vano passeggeri devono essere conformi alla classe di isolamento IP 40 secondo la norma IEC 529.
6.15.2.2. Tutte le altre connessioni elettriche devono essere conformi alla classe di isolamento IP 54 secondo la norma IEC 529.
6.15.2.3. L'isolatore di alimentazione (pompa del carburante/attuatori/sensore di livello del carburante) per formare una connessione elettrica isolata e stagna deve essere di tipo a tenuta ermetica.
Disposizioni specifiche per le valvole azionate da energia elettrica/esterna (idraulica, pneumatica)
6.15.3.1. Le valvole azionate da energia elettrica/esterna (es. valvola di arresto del gas all'80 per cento, valvola di servizio, valvole di intercettazione, valvole di non ritorno, valvola di sovrappressione per tubazione gas) devono essere in posizione «chiusa» quando viene disattivata la fonte di energia che le aziona.
6.15.3.2. L'alimentazione della pompa del carburante deve essere disattivata quando l'unità elettronica di controllo si guasta o rimane senza alimentazione.
Fluido di scambio termico (disposizioni sulla compatibilità e sulla pressione)
6.15.4.1. I materiali di costruzione di un dispositivo che sono a contatto con il fluido di scambio termico di un dispositivo durante il suo funzionamento devono essere compatibili con tale fluido ed essere progettati per resistere ad una pressione del fluido di scambio termico pari a 200 kPa. Il materiale deve essere conforme alle prescrizioni di cui all'allegato 15, punto 17.
6.15.4.2. Lo scomparto del vaporizzatore/regolatore di pressione contenente il fluido di scambio termico deve assicurare la tenuta ad una pressione di 200 kPa.
6.15.5. Un componente costituito da parti ad alta pressione e parti a bassa pressione deve essere progettato in modo da impedire che la pressione nella parte a bassa pressione aumenti fino a superare di più di 2,25 volte la pressione massima di esercizio per la quale è stato sottoposto a prova. I componenti esposti direttamente alla pressione del serbatoio devono essere progettati per la pressione di classificazione di 3 000 kPa. Tali componenti non possono sfiatare nel vano motore o all'esterno del veicolo.
Disposizioni specifiche per impedire il flusso di gas
6.15.6.1. La pompa deve essere progettata in modo che la pressione di uscita non superi mai i 3 000 kPa in caso ad esempio di ostruzione della tubazione o di mancata apertura di una valvola di intercettazione. Questo può essere ottenuto disattivando la pompa o riconvogliando il GPL al serbatoio.
6.15.6.2. Il regolatore di pressione/vaporizzatore deve essere progettato in maniera tale da impedire il flusso del gas quando al regolatore/vaporizzatore giunge GPL ad una pressione ≤ 4 500 kPa a regolatore non in funzione.
6.15.7. Disposizioni riguardanti la valvola di sovrappressione per tubazione gas
6.15.7.1. La valvola di sovrappressione per tubazione gas deve essere progettata per aprirsi ad una pressione di 3 200 ± 100 kPa.
6.15.7.2. La valvola di sovrappressione per tubazione gas deve assicurare la tenuta verso l'interno fino a 3 000 kPa.
Disposizioni riguardanti la valvola di sovrappressione (valvola di scarico)
6.15.8.1. La valvola di sovrappressione deve essere montata all'interno del serbatoio o sul serbatoio, nell'area in cui il carburante è allo stato gassoso.
6.15.8.2. La valvola di sovrappressione deve essere progettata per aprirsi ad una pressione di 2 700 ± 100 kPa.
6.15.8.3. La capacità di flusso della valvola di sovrappressione, determinata con aria compressa ad una pressione superiore del 20 per cento alla pressione normale di funzionamento, deve essere almeno
Q ≥ 10,66 · A0,82
dove:
|
Q |
= |
flusso d'aria in m3 normali/min (a 100 kPa assoluti e 15 °C) |
|
A |
= |
superficie esterna del serbatoio in m2. |
I risultati della prova di flusso devono essere ricondotti a condizioni normali:
pressione dell'aria 100 kPa assoluti e temperatura 15 °C.
Quando la valvola di sovrappressione è considerata un dispositivo di sovrappressione, il flusso deve essere di almeno 17,7 m3 normali/min.
6.15.8.4. La valvola di sovrappressione deve assicurare la tenuta verso l'interno fino a 2 600 kPa.
6.15.8.5. Il dispositivo di sovrappressione (fusibile) deve essere progettato per aprirsi ad una temperatura di 120 ±10 °C.
6.15.8.6. Il dispositivo di sovrappressione (fusibile) deve essere progettato per avere, in posizione aperta, una capacità di flusso di:
Q ≥ 2,73 · A
dove:
|
Q |
= |
flusso d'aria in m3 normali/min (a 100 kPa assoluti e 15 °C) |
|
A |
= |
superficie esterna del serbatoio in m2. |
La prova di flusso deve essere eseguita con una pressione dell'aria a monte di 200 kPa assoluti e una temperatura di 15 °C.
I risultati della prova di flusso devono essere ricondotti a condizioni normali:
pressione dell'aria 100 kPa assoluti e temperatura 15 °C.
6.15.8.7. Il dispositivo di sovrappressione deve essere montato sul serbatoio nell'area in cui il carburante è allo stato gassoso.
6.15.8.8. Il dispositivo di sovrappressione deve essere fissato al serbatoio in maniera tale da poter sfiatare nel contenitore a tenuta stagna, ove la presenza di questo sia prescritta.
6.15.8.9. Il dispositivo di sovrappressione (fusibile) deve essere sottoposto a prova conformemente alle disposizioni di cui all'allegato 3, punto 7.
6.15.9. Dissipazione di energia della pompa del carburante
Al livello minimo di carburante a cui funziona il motore, l'aumento di calore indotto dalla/e pompa/e del carburante non deve mai provocare l'apertura della valvola di sovrappressione.
Disposizioni riguardanti il bocchettone di riempimento
6.15.10.1. Il bocchettone di riempimento deve essere dotato almeno di una valvola di non ritorno con sede di tenuta morbida e deve avere caratteristiche che lo rendano non smontabile.
6.15.10.2. Il bocchettone di riempimento deve essere protetto dalla contaminazione.
6.15.10.3. Il progetto e le dimensioni del profilo di accoppiamento del bocchettone di riempimento devono essere conformi a quelli delle figure dell'allegato 9.
Il bocchettone di riempimento illustrato nella figura 5 è utilizzabile solo per veicoli a motore delle categorie M2, M3, N2, N3 ed M1 con massa totale massima > 3 500 kg (6).
6.15.10.4. Il bocchettone di riempimento illustrato nella figura 4 è utilizzabile solo per veicoli a motore delle categorie M2, M3, N2, N3 ed M1 con massa totale massima > 3 500 kg (6).
6.15.10.5. Il bocchettone di riempimento esterno è collegato al serbatoio per mezzo di un tubo rigido o flessibile.
Disposizioni specifiche riguardanti il bocchettone di riempimento europeo per veicoli leggeri (allegato 9 — figura 3):
6.15.10.6.1. Il volume morto tra la superficie di tenuta anteriore e la parte anteriore della valvola di non ritorno deve essere non superiore a 0,1 cm3.
6.15.10.6.2. La portata attraverso il bocchettone di riempimento con una differenza di pressione di 30 kPa deve essere di almeno 60 litri/minuto, quando la prova viene effettuata con acqua.
Disposizioni specifiche riguardanti il bocchettone di riempimento Euro per veicoli pesanti (allegato 9 — figura 5):
6.15.10.7.1. Il volume morto tra la superficie di tenuta anteriore e la parte anteriore della valvola di non ritorno deve essere non superiore a 0,5 cm3.
6.15.10.7.2. La portata attraverso il bocchettone di riempimento con la valvola di non ritorno meccanicamente aperta e una differenza di pressione di 50 kPa deve essere di almeno 200 litri/minuto, quando la prova viene effettuata con acqua.
6.15.10.7.3. Il bocchettone di riempimento Euro deve essere conforme alle prescrizioni relative alla prova d'urto di cui all'allegato 9, punto 7.4.
Disposizioni riguardanti l'indicatore di livello
6.15.11.1. Il dispositivo per verificare il livello di liquido nel serbatoio deve essere di tipo indiretto (ad esempio magnetico) tra l'interno e l'esterno del serbatoio. Se il dispositivo per verificare il livello di liquido nel serbatoio è di tipo diretto, i collegamenti elettrici devono essere conformi alla classe di isolamento IP 54 secondo la norma IEC 60529:1997-06.
6.15.11.2. Se l'indicatore di livello del serbatoio comprende un galleggiante, questo deve resistere ad una pressione esterna di 3 000 kPa.
Disposizioni riguardanti il contenitore a tenuta stagna del serbatoio
6.15.12.1. L'uscita del contenitore a tenuta stagna deve avere una sezione totale libera di almeno 450 mm2.
6.15.12.2. Il contenitore a tenuta stagna deve assicurare la tenuta ad una pressione di 10 kPa con la/le aperture chiusa/e, fuga massima consentita di 100 cm3/h di vapore, e non presentare alcuna deformazione permanente.
6.15.12.3. Il contenitore a tenuta stagna deve essere progettato per resistere ad una pressione di 50 kPa.
Disposizioni riguardanti la valvola di servizio comandata a distanza con valvola limitatrice di flusso
Disposizioni riguardanti la valvola di servizio
6.15.13.1.1. Se la valvola di servizio è abbinata ad una pompa di alimentazione del GPL, si deve apporre l'iscrizione «POMPA INTERNA» e l'identificazione della pompa sulla targhetta del serbatoio per GPL o sull'eventuale multivalvola. Le connessioni elettriche all'interno del serbatoio per GPL devono essere conformi alla classe di isolamento IP 40 secondo la norma IEC 529.
6.15.13.1.2. La valvola di servizio deve resistere ad una pressione di 6 750 kPa in posizione aperta e in posizione chiusa.
6.15.13.1.3. La valvola di servizio non deve, in posizione chiusa, permettere fughe verso l'interno nella direzione del flusso. Sono ammesse fughe nella direzione contraria al flusso.
Disposizioni riguardanti la valvola limitatrice di flusso
6.15.13.2.1. La valvola limitatrice di flusso deve essere montata all'interno del serbatoio.
6.15.13.2.2. La valvola limitatrice di flusso deve essere progettata con un condotto di bypass che permetta di bilanciare le pressioni.
6.15.13.2.3. La valvola limitatrice di flusso deve entrare in funzione quando la differenza di pressione tra l'entrata e l'uscita della valvola è di 90 kPa. A questa differenza di pressione la portata non deve superare 8 000 cm3/min.
6.15.13.2.4. Quando la valvola limitatrice di flusso è in posizione chiusa la portata attraverso il condotto di by-pass non deve essere superiore a 500 cm3/minuto ad una differenza di pressione di 700 kPa.
7. MODIFICHE DI UN TIPO DI COMPONENTE PER ALIMENTAZIONE CON GPL ED ESTENSIONE DELL'OMOLOGAZIONE
Qualsiasi modifica di un tipo di componente per alimentazione con GPL deve essere notificata al servizio amministrativo che ha rilasciato l'omologazione. Tale servizio può:
7.1.1. ritenere che le modifiche effettuate non rischiano di avere un'incidenza negativa rilevante e che il componente soddisfa ancora le prescrizioni;
7.1.2. oppure decidere che il componente deve essere sottoposto ad una nuova serie parziale o completa di prove da parte dell'autorità competente.
7.2. La conferma o il rifiuto dell'omologazione, con indicazione delle avvenute modifiche, devono essere comunicati alle Parti dell'accordo che applicano il presente regolamento, secondo la procedura di cui al punto 5.3. precedente.
7.3. L'autorità competente che rilascia l'estensione dell'omologazione attribuisce un numero di serie ad ogni scheda di comunicazione redatta per tale estensione.
8. (Omesso)
9. CONFORMITÀ DELLA PRODUZIONE
Le modalità di controllo della conformità della produzione sono quelle definite nell'appendice 2 dell'accordo (E/ECE/324-E/ECE/TRANS/505/Rev.2) e devono rispettare le disposizioni che seguono.
9.1. Tutti i componenti omologati a norma del presente regolamento devono essere fabbricati in maniera tale da essere conformi al tipo omologato e quindi rispettare le disposizioni di cui al punto 6. precedente.
9.2. Per verificare che le disposizioni di cui al punto 9.1. siano state rispettate, devono essere eseguiti idonei controlli della produzione.
9.3. I requisiti minimi per le prove di controllo della conformità della produzione indicati negli allegati 8, 10 e 15 del presente regolamento devono essere rispettati.
9.4. L'autorità che ha rilasciato l'omologazione del tipo può in qualsiasi momento verificare i metodi di controllo della conformità applicati in ogni impianto di produzione. La frequenza normale di queste verifiche è una volta l'anno.
9.5. Inoltre, ogni serbatoio deve essere sottoposto a prova ad una pressione minima di 3 000 kPa, conformemente a quanto prescritto nel punto 2.3. dell'allegato 10 del presente regolamento.
9.6. Ogni tubo flessibile appartenente alla classe ad alta pressione (classe 1) secondo la classificazione di cui al punto 2. del presente regolamento deve essere sottoposto per mezzo minuto ad una prova con gas ad una pressione di 3 000 kPa.
9.7. Per i serbatoi saldati almeno un serbatoio ogni 200 ed un serbatoio del numero rimanente di serbatoi devono essere sottoposti all'esame radiografico prescritto nell'allegato 10, punto 2.4.1.
9.8. Durante la produzione un serbatoio ogni 200 e un serbatoio del numero rimanente di serbatoi devono essere sottoposti alle prove meccaniche summenzionate descritte nell'allegato 10, punto 2.1.2.
10. SANZIONI IN CASO DI NON CONFORMITÀ DELLA PRODUZIONE
10.1. L'omologazione rilasciata ad un tipo di componente a norma del presente regolamento può essere revocata se le disposizioni di cui al punto 9. non vengono rispettate.
10.2. Se una Parte dell'accordo che applica il presente regolamento revoca un'omologazione precedentemente concessa, ne informa immediatamente le altre Parti dell'accordo che applicano il presente regolamento mediante l'invio di una scheda di comunicazione conforme al modello di cui all'allegato 2B del presente regolamento.
11. DISPOSIZIONI PROVVISORIE RIGUARDANTI I COMPONENTI PER ALIMENTAZIONE CON GPL
11.1. Dalla data ufficiale di entrata in vigore della serie 01 di emendamenti del presente regolamento, nessuna delle Parti contraenti che applicano il presente regolamento può rifiutare di rilasciare un'omologazione ECE a norma del presente regolamento modificato dalla serie 01 di emendamenti.
11.2. Trascorsi 3 mesi dalla data ufficiale di entrata in vigore della serie 01 di emendamenti del presente regolamento, le Parti contraenti che applicano il presente regolamento rilasciano l'omologazione ECE unicamente se il tipo di componente da omologare è conforme alle prescrizioni del presente regolamento modificato serie 01 di emendamenti.
11.3. Nessuna delle Parti contraenti che applicano il presente regolamento può rifiutare un tipo di componente omologato a norma della serie 01 di emendamenti del presente regolamento.
11.4. Fino a 12 mesi dopo la data di entrata in vigore della serie 01 di emendamenti del presente regolamento, nessuna delle Parti contraenti che applicano il presente regolamento può rifiutare un tipo di componente omologato a norma del presente regolamento nella forma originaria.
11.5. Allo scadere dei 12 mesi successivi alla data di entrata in vigore della serie 01 di emendamenti, le Parti contraenti che applicano il presente regolamento possono rifiutare la vendita di un tipo di componente che non è conforme alle prescrizioni della serie 01 di emendamenti del presente regolamento, tranne nel caso in cui il componente sia destinato ad essere utilizzato come pezzo di ricambio per veicoli già in circolazione.
12. CESSAZIONE DEFINITIVA DELLA PRODUZIONE
Se il titolare di un'omologazione cessa definitivamente la produzione di un tipo di componente omologato a norma del presente regolamento, ne informa l'autorità che ha rilasciato l'omologazione la quale, a sua volta, informa le altre Parti dell'accordo che applicano il presente regolamento per mezzo di una scheda di comunicazione conforme al modello di cui all'allegato 2B del presente regolamento.
13. DENOMINAZIONE E INDIRIZZO DEI SERVIZI TECNICI INCARICATI DI ESEGUIRE LE PROVE DI OMOLOGAZIONE E DEI SERVIZI AMMINISTRATIVI
Le Parti dell'accordo che applicano il presente regolamento comunicano al Segretariato delle Nazioni Unite il nome e l'indirizzo dei servizi tecnici incaricati delle prove di omologazione e dei servizi amministrativi che rilasciano l'omologazione, cui devono essere inviate le schede d'omologazione, di estensione, di rifiuto o di revoca dell'omologazione rilasciate negli altri paesi.
PARTE II
OMOLOGAZIONE DEI VEICOLI PER QUANTO RIGUARDA L'INSTALLAZIONE DI COMPONENTI SPECIFICI PER L'UTILIZZO DI GAS DI PETROLIO LIQUEFATTI NEL SISTEMA DI PROPULSIONE
14. DEFINIZIONI
Ai fini della parte II del presente regolamento:
14.1.1. per «omologazione di un veicolo», si intende l'omologazione di un tipo di veicolo per quanto concerne l'installazione dei componenti specifici per l'alimentazione del motore con gas di petrolio liquefatti;
per «tipo di veicolo», si intende un veicolo o una famiglia di veicoli provvisti di componenti specifici per l'alimentazione del motore con GPL, che non differisca nei seguenti elementi:
14.1.2.1. il costruttore;
14.1.2.2. la designazione del tipo stabilita dal costruttore;
gli aspetti essenziali della costruzione e del progetto;
14.1.2.3.1. il telaio/fondo scocca (differenze evidenti e fondamentali);
14.1.2.3.2. l'installazione dell'equipaggiamento per alimentazione con GPL (differenze evidenti e fondamentali).
15. DOMANDA DI OMOLOGAZIONE
15.1. La domanda di omologazione di un tipo di veicolo per quanto riguarda l'installazione dei componenti specifici per l'alimentazione del motore con gas di petrolio liquefatti deve essere presentata dal costruttore del veicolo o dal suo mandatario.
15.2. La domanda di omologazione deve essere accompagnata dai documenti qui di seguito citati, in triplice copia: descrizione del veicolo con l'indicazione di tutte le caratteristiche utili indicate nell'allegato 1 del presente regolamento.
15.3. Un veicolo rappresentativo del tipo da omologare deve essere presentato al servizio tecnico incaricato delle prove di omologazione.
16. OMOLOGAZIONE
16.1. Se il veicolo presentato per l'omologazione a norma del presente regolamento e provvisto di tutti i componenti specifici necessari per l'alimentazione del motore con gas di petrolio liquefatti soddisfa le prescrizioni di cui al punto 17. che segue, l'omologazione viene rilasciata.
16.2. Ad ogni tipo di veicolo omologato viene attribuito un numero di omologazione. Le prime due cifre di tale numero indicano la serie comprendente le più recenti modifiche tecniche rilevanti apportate al regolamento alla data in cui viene rilasciata l'omologazione.
16.3. L'omologazione, l'estensione o il rifiuto dell'omologazione di un tipo di veicolo alimentato con GPL a norma del presente regolamento devono essere comunicati alle Parti dell'accordo che applicano il presente regolamento mediante una scheda conforme al modello che figura nell'allegato 2D del presente regolamento.
Ciascun veicolo conforme ad un tipo di veicolo omologato a norma del presente regolamento deve recare, in maniera chiaramente visibile e in una posizione facilmente accessibile specificata nella scheda di omologazione di cui al punto 16.3. precedente, un marchio internazionale di omologazione composto da:
16.4.1. un cerchio all'interno del quale è iscritta la lettera «E» seguita dal numero distintivo del paese che ha rilasciato l'omologazione (7);
16.4.2. il numero del presente regolamento seguito dalla lettera «R», da un trattino e dal numero di omologazione posti a destra del cerchio di cui al punto 16.4.1.
16.5. Se il veicolo è conforme ad un tipo di veicolo omologato a norma di uno o più altri regolamenti allegati all'accordo nel paese che rilascia l'omologazione a norma del presente regolamento, non è necessario ripetere il simbolo di cui al punto 16.4.1.; in questo caso, il numero di regolamento e di omologazione e i simboli supplementari di tutti i regolamenti in virtù dei quali l'omologazione è stata concessa nel paese in questione devono essere disposti in colonne verticali a destra del simbolo prescritto al punto 16.4.1.
16.6. Il marchio di omologazione deve essere chiaramente leggibile e indelebile.
16.7. Il marchio di omologazione deve essere collocato sulla targhetta dei dati del veicolo o in prossimità della stessa.
16.8. Nell'allegato 2C del presente regolamento figurano esempi di marchi di omologazione.
17. DISPOSIZIONI RIGUARDANTI L'INSTALLAZIONE DI COMPONENTI SPECIFICI PER L'ALIMENTAZIONE DEL MOTORE CON GAS DI PETROLIO LIQUEFATTI
17.1. Indicazioni generali
17.1.1. L'impianto GPL installato sul veicolo deve funzionare in modo tale che la pressione massima di funzionamento per la quale è stato progettato e omologato non possa essere superata.
17.1.2. Ogni componente dell'impianto deve essere omologato per le singole parti, conformemente alla parte I del presente regolamento.
17.1.3. I materiali usati nell'impianto devono essere compatibili con il GPL.
17.1.4. Tutte le parti dell'impianto devono essere fissate in modo appropriato.
17.1.5. L'impianto GPL non deve presentare fughe.
17.1.6. L'impianto GPL deve essere installato in modo tale da essere protetto nel migliore dei modi dai danni dovuti ad esempio allo spostamento di elementi del veicolo, a collisioni, alla polvere della strada, alle operazioni di carico e scarico del veicolo o a movimenti del carico trasportato.
All'impianto GPL non deve essere collegato alcun dispositivo al di fuori di quelli strettamente necessari per il corretto funzionamento del motore.
17.1.7.1. In deroga alle disposizioni di cui al punto 17.1.7., i veicoli delle categorie M2, M3, N2, N3 ed M1 aventi una massa totale massima > 3 500 kg possono essere muniti di un impianto di riscaldamento dell'abitacolo/vano passeggeri o del vano di carico collegato all'impianto GPL.
17.1.7.2. L'impianto di riscaldamento di cui al punto 17.1.7.1. è autorizzato se il servizio tecnico responsabile delle prove di omologazione ritiene che sia adeguatamente protetto e che non incida sul corretto funzionamento dell'impianto di alimentazione del motore con GPL.
17.1.7.3. In deroga alle disposizioni di cui al punto 17.1.7., un veicolo monocarburante senza dispositivo di recupero della funzionalità in condizioni degradate può essere equipaggiato con un collegamento di servizio nell'impianto di alimentazione del motore con GPL.
17.1.7.4. Il collegamento di servizio di cui al punto 17.1.7.3. è autorizzato se il servizio tecnico responsabile delle prove di omologazione ritiene che sia adeguatamente protetto e che non incida sul corretto funzionamento dell'impianto di alimentazione del motore con GPL. Il collegamento di servizio deve essere abbinato ad una valvola di non ritorno separata a tenuta stagna preposta unicamente a far funzionare il motore.
17.1.7.5. I veicoli monocarburante provvisti di collegamento di servizio devono recare in prossimità del collegamento di servizio un adesivo conforme alle prescrizioni contenute nell'allegato 17.
Identificazione dei veicoli di categoria M2 ed M3 alimentati con GPL
17.1.8.1. I veicoli delle categorie M2 ed M3 devono recare una targhetta conforme alle prescrizioni contenute nell'allegato 16.
17.1.8.2. Tale targhetta deve essere apposta sulla parte anteriore e posteriore del veicolo di categoria M2 o M3 e all'esterno delle porte sul lato sinistro per i veicoli con guida a destra e sul lato destro per i veicoli con guida a sinistra.
17.2. Altre disposizioni
17.2.1. Nessun componente dell'impianto GPL, ivi compresi i materiali di protezione che fanno parte di tali componenti, deve sporgere oltre la sagoma del veicolo ad eccezione del bocchettone di riempimento, che può sporgere al massimo di 10 mm rispetto alla sua base.
17.2.2. Ad eccezione del serbatoio per GPL nessun componente dell'impianto GPL, ivi compresi i materiali di protezione che fanno parte di tali componenti, in qualsiasi sezione del veicolo, deve sporgere oltre il bordo inferiore del veicolo a meno che un'altra parte del veicolo, entro un raggio di 150 mm, sia situata più in basso.
17.2.3. Nessun componente dell'impianto GPL può essere collocato a meno di 100 mm dalla tubazione di scarico o da una sorgente di calore analoga, se tale componente non è adeguatamente schermato contro il calore.
17.3. L'impianto GPL
17.3.1. Un impianto GPL deve comprendere perlomeno i seguenti componenti:
17.3.1.1. serbatoio del carburante;
17.3.1.2. valvola di arresto del gas all'80 per cento;
17.3.1.3. indicatore di livello;
17.3.1.4. valvola di sovrappressione;
17.3.1.5. valvola di servizio comandata a distanza con valvola limitatrice di flusso;
17.3.1.6. regolatore di pressione e vaporizzatore, che possono essere combinati;
17.3.1.7. valvola di intercettazione comandata a distanza;
17.3.1.8. bocchettone di riempimento;
17.3.1.9. tubazioni rigide e flessibili del gas;
17.3.1.10. connessioni per il trasporto del gas tra i componenti dell'impianto GPL;
17.3.1.11. iniettore o dispositivo di iniezione del gas o miscelatore del gas;
17.3.1.12. unità elettronica di controllo,
17.3.1.13. dispositivo di sovrappressione (fusibile).
17.3.2. L'impianto può comprendere anche i seguenti componenti:
17.3.2.1. contenitore a tenuta stagna che ricopra gli accessori fissati al serbatoio del carburante;
17.3.2.2. valvola di non ritorno;
17.3.2.3. valvola di sovrappressione per tubazione gas;
17.3.2.4. unità di dosaggio del gas;
17.3.2.5. filtro per GPL;
17.3.2.6. sensore di pressione o di temperatura;
17.3.2.7. pompa del GPL;
17.3.2.8. isolatore di alimentazione per il serbatoio (attuatori/pompa del carburante/sensore di livello del carburante);
17.3.2.9. collegamento di servizio (solo veicoli monocarburante non provvisti di dispositivo di recupero della funzionalità in condizioni degradate);
17.3.2.10. sistema di selezione del carburante e impianto elettrico;
17.3.2.11. canale di alimentazione.
17.3.3. Gli accessori del serbatoio di cui ai punti da 17.3.1.2. a 17.3.1.5. possono essere combinati.
17.3.4. La valvola di intercettazione comandata a distanza di cui al punto 17.3.1.7. può essere combinata con il regolatore di pressione/vaporizzatore.
17.3.5. Ulteriori componenti necessari per il funzionamento efficace del motore possono essere installati nella parte dell'impianto GPL in cui la pressione è inferiore a 20 kPa.
17.4. Installazione del serbatoio del carburante
17.4.1. Il serbatoio del carburante deve essere installato sul veicolo in modo permanente. Non deve essere installato nel vano motore.
17.4.2. Il serbatoio del carburante deve essere installato nella posizione corretta, conformemente alle istruzioni del fabbricante del serbatoio.
17.4.3. Il serbatoio del carburante deve essere installato in modo che non ci sia contatto metallo-metallo, tranne che nei punti di fissaggio del serbatoio stesso.
17.4.4. Il serbatoio del carburante deve avere punti di fissaggio permanenti che lo assicurino al veicolo, o può essere fissato al veicolo mediante un basamento e fasce.
Quando il veicolo è in ordine di marcia il serbatoio del carburante non deve trovarsi a meno di 200 mm di altezza rispetto al piano stradale.
17.4.5.1. Le disposizioni di cui al punto 17.4.5. non si applicano se il serbatoio è protetto efficacemente nella parte anteriore e lateralmente e se nessuna sua parte sporge al di sotto di questa struttura di protezione.
17.4.6. Il o i serbatoi del carburante devono essere montati e fissati in modo tale che quando sono pieni le accelerazioni indicate qui di seguito possano essere assorbite (senza danno):
Veicoli delle categorie M1 ed N1:
|
(a) |
20 g nel senso di marcia |
|
(b) |
8 g sull'orizzontale perpendicolare al senso di marcia |
Veicoli delle categorie M2 e N2:
|
(a) |
10 g nel senso di marcia |
|
(b) |
5 g sull'orizzontale perpendicolare al senso di marcia |
Veicoli delle categorie M3 e N3:
|
(a) |
6,6 g nel senso di marcia |
|
(b) |
5 g sull'orizzontale perpendicolare al senso di marcia |
Può essere utilizzato un metodo di calcolo invece di una prova pratica se chi presenta la domanda di omologazione può dimostrarne l'equivalenza al servizio tecnico.
17.5. Altre disposizioni relative al serbatoio del carburante
17.5.1. Se più di un serbatoio per GPL è collegato ad un'unica tubazione di alimentazione, ciascun serbatoio deve essere provvisto di una valvola di non ritorno installata a valle della valvola di servizio comandata a distanza ed una valvola di sovrappressione per tubazione deve essere installata nella tubazione di alimentazione, a valle della valvola di non ritorno. Un filtro adeguato deve essere montato a monte della/e valvola/e di non ritorno per impedirne l'imbrattamento.
17.5.2. La valvola di non ritorno e la valvola di sovrappressione per tubazione non sono necessarie se la pressione di riflusso della valvola di servizio comandata a distanza in posizione chiusa è superiore a 500 kPa.
In questo caso il dispositivo di comando delle valvole di servizio comandate a distanza deve essere costruito in modo tale che non sia possibile l'apertura contemporanea di più di una valvola comandata a distanza. Il tempo di sovrapposizione per consentire il passaggio da un serbatoio all'altro è limitato a due minuti.
17.6. Accessori del serbatoio del carburante
17.6.1. Valvola di servizio comandata a distanza con valvola limitatrice di flusso sul serbatoio
17.6.1.1. La valvola di servizio comandata a distanza con valvola limitatrice di flusso deve essere installata direttamente sul serbatoio del carburante, senza raccordi intermedi.
17.6.1.2. La valvola di servizio comandata a distanza con valvola limitatrice di flusso deve essere comandata in modo tale che si chiuda automaticamente quando il motore si ferma, indipendentemente dalla posizione dell'interruttore di accensione, e rimanga chiusa fino all'avvio del motore.
17.6.2. Valvola di sovrappressione a molla nel serbatoio
17.6.2.1. La valvola di sovrappressione a molla deve essere installata nel serbatoio del carburante in modo tale da risultare nell'area in cui il carburante è allo stato gassoso e da poter scaricare nell'atmosfera circostante. La valvola di sovrappressione a molla può scaricare nel contenitore a tenuta stagna se il contenitore a tenuta stagna soddisfa le prescrizioni di cui al punto 17.6.5.
17.6.3. Valvola di arresto del gas all'80 per cento
17.6.3.1. Il dispositivo automatico di limitazione del livello di riempimento deve essere adatto per il serbatoio del carburante sui cui è montato e deve essere installato in posizione appropriata per assicurare che il serbatoio non possa essere riempito più dell'80 per cento.
17.6.4. Indicatore di livello
17.6.4.1. L'indicatore di livello deve essere adatto per il serbatoio del carburante su cui è montato e deve essere installato in posizione appropriata.
17.6.5. Contenitore a tenuta stagna del serbatoio
17.6.5.1. Un contenitore a tenuta stagna che copra gli accessori del serbatoio e soddisfi le prescrizioni di cui ai punti da 17.6.5.2. a 17.6.5.5. deve essere montato sul serbatoio del carburante, a meno che questo non sia installato all'esterno del veicolo e che gli accessori del serbatoio non siano protetti dalla polvere e dall'acqua.
17.6.5.2. Il contenitore a tenuta stagna deve essere in collegamento diretto con l'atmosfera, se necessario tramite un tubo di raccordo flessibile ed un condotto passante.
17.6.5.3. L'uscita dello sfiato del contenitore a tenuta stagna deve essere orientata verso il basso al punto di uscita dal veicolo, ma non deve sboccare in un passaruota né in prossimità di una sorgente di calore come la tubazione di scarico.
17.6.5.4. I tubi di raccordo flessibili ed i condotti passanti montati sul fondo della carrozzeria del veicolo per la ventilazione del contenitore a tenuta stagna devono avere un'apertura libera minima di 450 mm2. Se un tubo del gas o di altro genere o dei fili elettrici sono montati all'interno del tubo di raccordo flessibile e del condotto passante, l'apertura libera deve essere ugualmente di almeno 450 mm2.
17.6.5.5. Il contenitore a tenuta stagna ed i tubi di raccordo flessibili devono essere a tenuta di gas ad una pressione di 10 kPa con le aperture chiuse, e non presentare deformazioni permanenti con una fuga massima consentita di 100 cm3/h.
17.6.5.6. Il tubo di raccordo flessibile deve essere fissato al contenitore a tenuta stagna e al condotto passante in modo tale che i raccordi siano a tenuta di gas.
17.7. Tubi rigidi e flessibili del gas
17.7.1. I tubi rigidi devono essere in materiale senza saldature: rame o acciaio inossidabile o acciaio con rivestimento resistente alla corrosione.
17.7.2. I tubi rigidi in rame senza saldature devono essere protetti con una camicia in gomma o in materiale plastico.
17.7.3. Il diametro esterno dei tubi in rame non deve essere superiore a 12 mm e lo spessore di parete non deve essere inferiore a 0,8 mm, mentre il diametro esterno dei tubi in acciaio e acciaio inossidabile per gas non deve essere superiore a 25 mm con uno spessore di parete adeguato.
17.7.4. Il tubo rigido può essere fabbricato in materiale non metallico se il tubo soddisfa le prescrizioni contenute nel punto 6.7. del presente regolamento.
17.7.5. Il tubo rigido può essere sostituito con un tubo flessibile se tale tubo flessibile soddisfa le prescrizioni contenute nel punto 6.7. del presente regolamento.
17.7.6. I tubi rigidi, tranne quelli non metallici, devono essere fissati in modo tale da non essere sottoposti a vibrazioni o sollecitazioni meccaniche.
17.7.7. I tubi flessibili ed i tubi rigidi non metallici devono essere fissati in modo tale da non essere sottoposti a sollecitazioni meccaniche.
17.7.8. Al punto di fissaggio, i tubi rigidi o flessibili devono essere muniti di materiale di protezione.
17.7.9. I tubi rigidi e flessibili non devono essere situati in prossimità dei punti di sollevamento del martinetto (cric).
17.7.10. Nei punti di passaggio, i tubi rigidi e flessibili, provvisti o no di camicia protettiva, devono essere muniti di materiale di protezione.
17.8. Collegamenti tra i componenti dell'impianto GPL
17.8.1. Non è ammesso l'uso di raccordi saldati o brasati e di raccordi a compressione a superficie mordente.
17.8.2. Per i tubi rigidi si devono utilizzare unicamente raccordi compatibili sotto il profilo della corrosione.
17.8.3. Per i tubi in acciaio inossidabile si devono utilizzare unicamente raccordi in acciaio inossidabile.
17.8.4. I raccordi devono essere realizzati in materiale resistente alla corrosione.
17.8.5. La giunzione dei tubi rigidi deve essere effettuata con raccordi appropriati, ad esempio raccordi a compressione in due pezzi per i tubi in acciaio e raccordi svasati/con olive da entrambi i lati o due flange per i tubi in rame. I tubi rigidi devono essere collegati con raccordi appropriati. Non si devono usare in nessun caso raccordi che possano danneggiare il tubo. La pressione di scoppio del raccordo montato deve essere uguale o superiore a quella prescritta per il tubo.
17.8.6. Il numero di raccordi deve essere limitato al minimo.
17.8.7. Tutti i raccordi devono essere situati in posizioni accessibili per l'ispezione.
All'interno dell'abitacolo/vano passeggeri o di un vano bagagli chiuso i tubi non devono superare la lunghezza ragionevolmente necessaria; questa prescrizione è soddisfatta quando il tubo rigido o flessibile non è più lungo della distanza tra il serbatoio del carburante e la fiancata del veicolo.
17.8.8.1. Non devono esserci collegamenti per il passaggio del gas nell'abitacolo/vano passeggeri o nel vano bagagli chiuso, fatta eccezione per:
|
(i) |
i raccordi sul contenitore a tenuta di gas; e |
|
(ii) |
il raccordo tra il tubo rigido o flessibile del gas ed il bocchettone di riempimento se tale raccordo è munito di una camicia resistente al GPL e se le eventuali fughe di gas vengono scaricate direttamente nell'atmosfera. |
17.8.8.2. Le disposizioni di cui ai punti 17.8.8. e 17.8.8.1. non si applicano per i veicoli di categoria M2 o M3 se i tubi rigidi o flessibili del gas ed i raccordi sono muniti di una camicia resistente al GPL ed in collegamento diretto con l'atmosfera. L'estremità aperta della camicia o del condotto deve essere situata nel punto più basso.
17.9. Valvola di intercettazione comandata a distanza
17.9.1. Una valvola di intercettazione comandata a distanza deve essere installata nel tubo del gas tra il serbatoio per GPL ed il regolatore di pressione/vaporizzatore, il più vicino possibile al regolatore di pressione/vaporizzatore.
17.9.2. La valvola di intercettazione comandata a distanza può essere incorporata nel regolatore di pressione/vaporizzatore.
17.9.3. In deroga alle disposizioni di cui al punto 17.9.1., la valvola di intercettazione comandata a distanza può essere installata in una posizione all'interno del vano motore specificata dal fabbricante dell'impianto GPL se tra il regolatore di pressione ed il serbatoio per GPL è interposto un sistema di ritorno del carburante.
17.9.4. La valvola di intercettazione comandata a distanza deve essere installata in modo tale che l'alimentazione del carburante venga interrotta quando il motore si spegne, se il veicolo è provvisto anche di un altro sistema di alimentazione, quando è selezionato l'altro carburante. Per scopi diagnostici è ammesso un ritardo di 2 secondi.
17.10. Bocchettone di riempimento
17.10.1. Il bocchettone di riempimento deve essere fissato in modo da evitare rotazioni e deve essere protetto dalla polvere e dall'acqua.
17.10.2. Quando il serbatoio per GPL è montato nell'abitacolo/vano passeggeri o in un vano bagagli chiuso, il bocchettone di riempimento deve essere situato all'esterno del veicolo.
17.11. Sistema di selezione del carburante e circuito elettrico
I componenti elettrici dell'impianto GPL devono essere protetti dai sovraccarichi ed il cavo di alimentazione deve essere provvisto di almeno un fusibile indipendente.
17.11.1.1. Il fusibile deve essere installato in una posizione nota in cui sia accessibile senza dover utilizzare attrezzi.
17.11.2. Per la conduzione dell'energia elettrica necessaria per il funzionamento di componenti dell'impianto GPL che trasportano anche gas non può essere utilizzato un tubo del gas.
17.11.3. Tutti i componenti elettrici installati in una parte dell'impianto GPL in cui la pressione è superiore a 20 kPa devono essere collegati ed isolati in modo che non ci sia passaggio di corrente attraverso parti contenenti GPL.
17.11.4. I cavi elettrici devono essere protetti adeguatamente dai danni. Le connessioni elettriche all'interno del vano bagagli e dell'abitacolo/vano passeggeri devono essere conformi alla classe di isolamento IP 40 secondo la norma IEC 529. Tutte le altre connessioni elettriche devono essere conformi alla classe di isolamento IP 54 conformemente alla norma IEC 529.
17.11.5. I veicoli multicarburante devono essere muniti di un sistema di selezione carburante che impedisca che il motore possa essere alimentato con più di un carburante per volta. È ammesso un breve periodo di sovrapposizione per consentire il passaggio da un carburante all'altro.
17.11.6. In deroga alle disposizioni di cui al punto 17.11.5. nei motori bicarburante con fiamma pilota è ammessa l'alimentazione con più di un carburante.
17.11.7. Le connessioni e i componenti elettrici situati nel contenitore a tenuta stagna devono essere costruiti in modo tale che non sia possibile la formazione di scintille.
17.12. Dispositivo di sovrappressione
17.12.1. Il dispositivo di sovrappressione deve essere fissato al o ai serbatoi in modo da poter scaricare nel contenitore a tenuta stagna, quando la sua presenza è prescritta, se questo soddisfa le prescrizioni di cui al punto 17.6.5.
18. CONFORMITÀ DELLA PRODUZIONE
Le modalità di controllo della conformità della produzione sono quelle definite nell'appendice 2 dell'accordo (E/ECE/324-E/ECE/TRANS/505/Rev.2) e devono rispettare le disposizioni che seguono.
18.1. Tutti i veicoli omologati ai sensi del presente regolamento devono essere fabbricati in modo da essere conformi al tipo omologato rispettando le disposizioni di cui al punto 17. precedente.
18.2. Per verificare che le disposizioni di cui al punto 18.1. siano rispettate devono essere eseguiti controlli appropriati della produzione.
18.3. L'autorità che ha rilasciato l'omologazione del tipo può in qualsiasi momento verificare i metodi di controllo della conformità applicati in ogni impianto di produzione. La frequenza normale di queste verifiche è una volta l'anno.
19. SANZIONI IN CASO DI NON CONFORMITÀ DELLA PRODUZIONE
19.1. L'omologazione rilasciata ad un tipo di veicolo a norma del presente regolamento può essere revocata se le disposizioni di cui al punto 18. precedente non sono rispettate.
19.2. Se una Parte dell'accordo che applica il presente regolamento revoca un'omologazione precedentemente concessa, ne informa immediatamente le altre Parti dell'accordo che applicano il presente regolamento mediante l'invio di una scheda di comunicazione conforme al modello di cui all'allegato 2D del presente regolamento.
20. MODIFICA DEL TIPO DI VEICOLO ED ESTENSIONE DELL'OMOLOGAZIONE
Qualsiasi modifica dell'installazione dei componenti specifici per l'alimentazione del motore con gas di petrolio liquefatti deve essere segnalata al servizio amministrativo che ha omologato il tipo di veicolo. Tale servizio può:
20.1.1. ritenere che le modifiche effettuate non rischiano di avere un'incidenza negativa rilevante e che il componente soddisfa ancora le prescrizioni;
20.1.2. oppure esigere un nuovo verbale di prova dal servizio tecnico incaricato delle prove.
20.2. La conferma o il rifiuto dell'omologazione, con indicazione delle avvenute modifiche, devono essere comunicati alle Parti dell'accordo che applicano il presente regolamento, secondo la procedura di cui al punto 16.3. precedente.
20.3. L'autorità competente che rilascia l'estensione dell'omologazione attribuisce un numero di serie ad ogni estensione e ne informa le altre Parti dell'accordo del 1958 che applicano il presente regolamento con una scheda di comunicazione conforme al modello di cui all'allegato 2D del presente regolamento.
21. CESSAZIONE DEFINITIVA DELLA PRODUZIONE
Se il detentore di un'omologazione cessa definitivamente la produzione di un tipo di veicolo omologato conformemente al presente regolamento, ne informa l'autorità che ha rilasciato l'omologazione la quale, a sua volta, informa le altre Parti dell'accordo che applicano il presente regolamento per mezzo di una scheda di comunicazione conforme al modello di cui all'allegato 2D del presente regolamento.
22. DISPOSIZIONI TRANSITORIE RIGUARDANTI L'INSTALLAZIONE DI COMPONENTI PER ALIMENTAZIONE CON GPL E L'OMOLOGAZIONE DI VEICOLI PER QUANTO RIGUARDA L'INSTALLAZIONE DI COMPONENTI SPECIFICI PER L'UTILIZZO DI GAS DI PETROLIO LIQUEFATTI NEL SISTEMA DI PROPULSIONE
22.1. Dalla data ufficiale di entrata in vigore della serie 01 di emendamenti del presente regolamento, nessuna delle Parti contraenti che applicano il presente regolamento può rifiutare di rilasciare un'omologazione ECE a norma del presente regolamento modificato dalla serie 01 di emendamenti.
22.2. Dalla data ufficiale di entrata in vigore della serie 01 di emendamenti del presente regolamento, nessuna delle Parti contraenti che applicano il presente regolamento può vietare il montaggio su un veicolo e l'uso come primo equipaggiamento di un componente omologato a norma del presente regolamento modificato dalla serie 01 di emendamenti.
22.3. Nei 12 mesi successivi alla data di entrata in vigore della serie 01 di emendamenti del presente regolamento, le Parti contraenti che applicano il presente regolamento possono consentire l'uso come primo equipaggiamento di un tipo di componente omologato a norma del presente regolamento nella sua forma originaria, quando tale componente è montato su un veicolo trasformato per funzionare con GPL.
22.4. Allo scadere dei 12 mesi successivi alla data di entrata in vigore della serie 01 di emendamenti del presente regolamento, le Parti contraenti che applicano il presente regolamento vietano l'uso come primo equipaggiamento dei componenti non conformi alle prescrizioni del presente regolamento modificato dalla serie 01 di emendamenti, se tali componenti sono montati su un veicolo trasformato per funzionare con GPL.
22.5. Allo scadere dei 12 mesi successivi alla data di entrata in vigore della serie 01 di emendamenti del presente regolamento, le Parti contraenti che applicano il presente regolamento possono rifiutare la prima immatricolazione nazionale (prima immissione in circolazione) dei veicoli non conformi alle prescrizioni del presente regolamento modificato dalla serie 01 di emendamenti.
23. DENOMINAZIONE E INDIRIZZO DEI SERVIZI TECNICI INCARICATI DI ESEGUIRE LE PROVE DI OMOLOGAZIONE E DEI SERVIZI AMMINISTRATIVI
Le Parti dell'accordo che applicano il presente regolamento comunicano al Segretariato delle Nazioni Unite il nome e l'indirizzo dei servizi tecnici incaricati delle prove di omologazione e dei servizi amministrativi che rilasciano l'omologazione, cui devono essere inviate le schede d'omologazione, di estensione, di rifiuto o di revoca dell'omologazione rilasciate negli altri paesi.
(1) Secondo la definizione contenuta nell'allegato 7 della Risoluzione consolidata sulla costruzione di veicoli (R.E.3) (documento TRANS/WP.29/78/Rev.1/Amend.2, modificato da ultimo da Amend.4).
(2) 1 per la Germania, 2 per la Francia, 3 per l’Italia, 4 per i Paesi Bassi, 5 per la Svezia, 6 per il Belgio, 7 per l’Ungheria, 8 per la Repubblica ceca, 9 per la Spagna, 10 per la Serbia, 11 per il Regno Unito, 12 per l’Austria, 13 per il Lussemburgo, 14 per la Svizzera, 15 (omesso), 16 per la Norvegia, 17 per la Finlandia, 18 per la Danimarca, 19 per la Romania, 20 per la Polonia, 21 per il Portogallo, 22 per la Federazione russa, 23 per la Grecia, 24 per l'Irlanda, 25 per la Croazia, 26 per la Slovenia, 27 per la Slovacchia, 28 per la Bielorussia, 29 per l’Estonia, 30 (omesso), 31 per la Bosnia-Erzegovina, 32 per la Lettonia, 33 (omesso), 34 per la Bulgaria, 35 (omesso), 36 per la Lituania, 37 per la Turchia, 38 (omesso), 39 per l'Azerbaigian, 40 per la ex Repubblica iugoslava di Macedonia, 41 (omesso), 42 per la Comunità europea (le omologazioni sono rilasciate dagli Stati membri utilizzando i rispettivi simboli ECE), 43 per il Giappone, 44 (omesso), 45 per l'Australia, 46 per l'Ucraina, 47 per il Sudafrica, 48 per la Nuova Zelanda, 49 per Cipro, 50 per Malta, 51 per la Repubblica di Corea, 52 per la Malaysia, 53 per la Tailandia, 54 e 55 (omessi) e 56 per il Montenegro. I numeri successivi saranno attribuiti ad altri paesi secondo l'ordine cronologico di ratifica dell'accordo relativo all'adozione di prescrizioni tecniche uniformi applicabili all'omologazione e al riconoscimento reciproco dell'omologazione dei veicoli a motore, degli accessori e delle parti che possono essere installati e/o utilizzati sui veicoli a motore, oppure di adesione al medesimo accordo. I numeri così assegnati saranno comunicati alle parti contraenti dell'accordo dal Segretariato generale delle Nazioni Unite.
(3) Combinati o indipendenti
(4) Solo quando l'attuatore di dosaggio del gas non è integrato nel dispositivo di iniezione del gas.
(5) Solo quando la pressione di funzionamento del miscelatore del gas è superiore a 20 kPa (classe 2).
(6) Secondo la definizione contenuta nella Risoluzione consolidata sulla costruzione di veicoli (R.E.3), allegato 7 (documento TRANS/WP.29/78/Rev.1/Amend.2, modificato da ultimo da Amend.4).
(7) Cfr. nota 2
ALLEGATO 1
CARATTERISTICHE ESSENZIALI DEL VEICOLO, DEL MOTORE E DELL'IMPIANTO GPL


ALLEGATO 2A
ESEMPIO DI MARCHIO DI OMOLOGAZIONE DI UN TIPO DI COMPONENTE PER ALIMENTAZIONE CON GPL
(Cfr. punto 5.2. del presente regolamento)

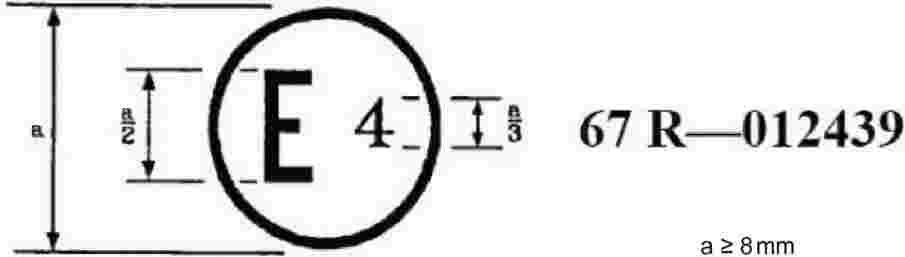
Il marchio di omologazione sopra riportato, apposto su un componente per alimentazione con GPL, indica che il componente è stato omologato nei Paesi Bassi (E4), a norma del regolamento n. 67, con il numero di omologazione 012439. Le prime due cifre indicano che l'omologazione è stata rilasciata conformemente alle disposizioni del regolamento n. 67 modificato dalla serie 01 di emendamenti (1).
(1) Classe 1, 2, 2A o 3
ALLEGATO 2B
COMUNICAZIONE
Appendice (solo serbatoi)

ALLEGATO 2C
ESEMPI DI MARCHI DI OMOLOGAZIONE
MODELLO A
(Cfr. punto 16.2. del presente regolamento)
Il marchio di omologazione sopra riportato, apposto su un veicolo, indica che il veicolo è stato omologato nei Paesi Bassi (E4) per quanto riguarda l'installazione di componenti specifici per l'alimentazione del motore con GPL, a norma del regolamento n. 67, con il numero di omologazione 012439. Le prime due cifre indicano che l'omologazione è stata rilasciata conformemente alle disposizioni del regolamento n. 67 modificato dalla serie 01 di emendamenti.
MODELLO B
(Cfr. punto 16.2. del presente regolamento)
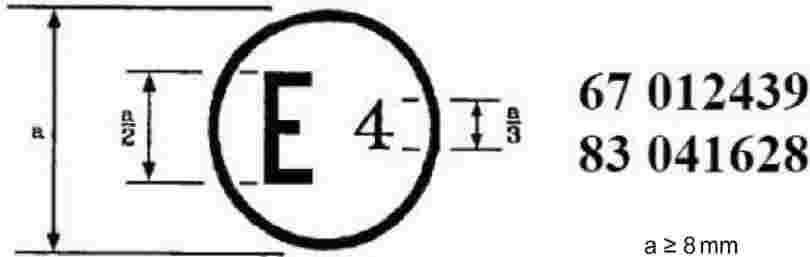
Il marchio di omologazione sopra riportato, apposto su un veicolo, indica che il veicolo è stato omologato nei Paesi Bassi (E4) per quanto riguarda l'installazione di componenti specifici per l'alimentazione del motore con GPL, a norma del regolamento n. 67, con il numero di omologazione 012439. Le prime due cifre indicano che l'omologazione è stata rilasciata conformemente alle disposizioni del regolamento n. 67 modificata dalla serie 01 di emendamenti e del regolamento n. 83 modificato dalla serie 04 di modifiche.
ALLEGATO 2D
COMUNICAZIONE

ALLEGATO 3
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEGLI ACCESSORI DEI SERBATOI PER GPL
Valvola di arresto del gas all'80 per cento
1.1. Definizione: cfr. punto 2.5.1. del presente regolamento.
1.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 3.
1.3. Pressione di classificazione: 3 000 kPa.
1.4. Temperatura di progetto:
da –20 °C a 65 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
1.5. Principi generali di progettazione:
Punto 6.15.1., disposizioni relative alla valvola di arresto del gas all'80 per cento.
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.3.1., disposizioni relative alle valvole azionate da energia elettrica.
1.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede |
allegato 15, punto 8 |
|
Durata |
allegato 15, punto 9 |
|
Prova di funzionamento |
allegato 15, punto 10 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
Indicatore di livello
2.1. Definizione: cfr. punto 2.5.2. del presente regolamento.
2.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 1.
2.3. Pressione di classificazione: 3 000 kPa.
2.4. Temperatura di progetto:
da –20 °C a 65 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
2.5. Principi generali di progettazione:
Punto 6.15.11., disposizioni relative all'indicatore di livello.
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
2.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
Valvola di sovrappressione (valvola di scarico)
3.1. Definizione: cfr. punto 2.5.3. del presente regolamento.
3.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 3.
3.3. Pressione di classificazione: 3 000 kPa.
3.4. Temperatura di progetto:
da –20 °C a 65 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
3.5. Principi generali di progettazione:
Punto 6.15.8., disposizioni relative alla valvola di sovrappressione (valvola di scarico)
3.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede |
allegato 15, punto 8 |
|
Durata |
allegato 15, punto 9 (con 200 cicli di funzionamento) |
|
Prova di funzionamento |
allegato 15, punto 10 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
Valvola di servizio comandata a distanza con valvola limitatrice di flusso
4.1. Definizione: cfr. punto 2.5.4. del presente regolamento.
4.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 3.
4.3. Pressione di classificazione: 3 000 kPa.
4.4. Temperatura di progetto:
da –20 °C a 65 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
4.5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.3.1., disposizioni relative alle valvole azionate da energia elettrica/esterna.
Punto 6.15.13., disposizioni relative alla valvola di servizio comandata a distanza con valvola limitatrice di flusso.
4.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede |
allegato 15, punto 8 |
|
Durata |
allegato 15, punto 9 |
|
Prova di funzionamento |
allegato 15, punto 10 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
Isolatore di alimentazione
5.1. Definizione: cfr. punto 2.5.8. del presente regolamento.
5.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 1.
5.3. Pressione di classificazione: 3 000 kPa.
5.4. Temperatura di progetto:
da –20 °C a 65 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
5.5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.2.3., disposizioni relative all'isolatore di alimentazione.
5.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
Contenitore a tenuta stagna
6.1. Definizione: cfr. punto 2.5.7. del presente regolamento.
6.2. Classificazione del componente (conformemente alla figura 1, punto 2.):
non applicabile.
6.3. Pressione di classificazione: non applicabile.
6.4. Temperatura di progetto:
da –20 °C a 65 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
6.5. Principi generali di progettazione:
Punto 6.15.12., disposizioni relative al contenitore a tenuta stagna.
6.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 (a 50 kPa) |
|
Tenuta verso l'esterno |
allegato 15, punto 5 (a 10 kPa) |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
Disposizioni relative all'omologazione del dispositivo di sovrappressione (fusibile)
7.1. Definizione: cfr. punto 2.5.3.1 del presente regolamento.
7.2. Classificazione del componente (conformemente alla figura 1, punto 2): classe 3.
7.3. Pressione di classificazione: 3 000 kPa.
7.4. Temperatura di progetto:
Il fusibile dev'essere progettato per aprirsi ad una temperatura di 120 ± 10 °C
7.5. Principi generali di progettazione
Punto 6.15.2., disposizioni relative all'isolamento elettrico
Punto 6.15.3.1., disposizioni relative alle valvole azionate da energia elettrica
Punto 6.15.7., disposizioni relative alla valvola di sovrappressione per tubazione gas
7.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede (eventuale) |
allegato 15, punto 8 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
7.7. Disposizioni relative al dispositivo di sovrappressione (fusibile)
La compatibilità in condizioni di servizio del dispositivo di sovrappressione (fusibile) specificato dal costruttore deve essere dimostrata mediante le prove seguenti:
|
a) |
un campione deve essere mantenuto ad una temperatura controllata non inferiore a 90 °C e ad una pressione non inferiore alla pressione di prova (3 000 kPa) per 24 ore. Al termine della prova non si deve riscontrare alcuna traccia di fuga né alcun segno visibile di estrusione di qualsiasi metallo fusibile utilizzato nel progetto. |
|
b) |
Un campione deve essere sottoposto ad una prova di fatica applicando non più di 4 cicli di pressione al minuto nel modo seguente:
Al termine della prova non si deve riscontrare alcuna traccia di fuga né alcun segno visibile di estrusione di qualsiasi metallo fusibile utilizzato nel progetto. |
|
c) |
I componenti esposti in ottone, destinati a mantenere la pressione nei dispositivi di sovrappressione devono resistere, senza che si produca alcuna fessura per corrosione sotto sforzo, ad una prova con nitrato mercuroso effettuata conformemente alla norma ASTM B154 (3). Il dispositivo di sovrappressione deve essere immerso per 30 minuti in una soluzione acquosa di nitrato mercuroso contenente 10 g di nitrato mercuroso e 10 ml di acido nitrico per litro di soluzione. Dopo l'immersione il dispositivo di sovrappressione deve essere sottoposto ad una prova di tenuta applicando una pressione aerostatica di 3 000 kPa per un minuto, durante il quale deve essere verificata l'assenza di fughe verso l'esterno. L'eventuale fuga non deve essere superiore a 200 cm3/h. |
|
d) |
I componenti esposti in acciaio inossidabile, destinati a mantenere la pressione nei dispositivi di sovrappressione, devono essere fabbricati con un tipo di lega resistente alla fessurazione per corrosione sotto sforzo indotta da cloruri. |
(1) Solo per parti non metalliche.
(2) Solo per parti metalliche.
(3) Questa procedura, o altra procedura equivalente, è ammessa finché non sarà disponibile una norma internazionale.
ALLEGATO 4
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLA POMPA DEL CARBURANTE
1. Definizione: cfr. punto 2.5.5. del presente regolamento.
2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 1.
3. Pressione di classificazione: 3 000 kPa.
4. Temperatura di progetto:
da –20 °C a 65 °C, quando la pompa del carburante è montata all'interno del serbatoio;
da –20 °C a 120 °C, quando la pompa del carburante è montata all'esterno del serbatoio.
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.2.1., disposizioni relative alla classe di isolamento.
Punto 6.15.3.2., disposizioni in caso di interruzione dell'alimentazione elettrica.
Punto 6.15.6.1., disposizioni per impedire l'aumento della pressione.
Procedure di prova applicabili:
6.1. Pompa del carburante montata all'interno del serbatoio:
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
6.2. Pompa del carburante montata all'esterno del serbatoio:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
(1) Solo per parti non metalliche.
(2) Solo per parti metalliche.
ALLEGATO 5
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL FILTRO PER GPL
1. Definizione: cfr. punto 2.14. del presente regolamento.
2. Classificazione del componente (conformemente alla figura 1, punto 2.):
I filtri possono essere di classe 1, 2 o 2A.
3. Pressione di classificazione:
|
Componenti di Classe 1: |
3 000 kPa. |
|
Componenti di Classe 2: |
450 kPa. |
|
Componenti di Classe 2A: |
120 kPa. |
4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
5. Principi generali di progettazione: (omesso)
Procedure di prova applicabili:
6.1. Per parti di classe 1:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
6.2. Per parti di classe 2 e/o 2A:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
(1) Solo per parti non metalliche.
(2) Solo per parti metalliche.
ALLEGATO 6
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL REGOLATORE DI PRESSIONE E DEL VAPORIZZATORE
1. Definizione:
|
Vaporizzatore |
: |
cfr. punto 2.6. del presente regolamento. |
|
Regolatore di pressione |
: |
cfr. punto 2.7. del presente regolamento. |
2. Classificazione del componente (conformemente alla figura 1, punto 2.):
|
Classe 1 |
: |
per la parte esposta alla pressione del serbatoio. |
|
Classe 2 |
: |
per la parte esposta alla pressione regolata e ad una pressione massima regolata durante il funzionamento di 450 kPa. |
|
Classe 2A |
: |
per la parte esposta alla pressione regolata e ad una pressione massima regolata durante il funzionamento di 120 kPa. |
3. Pressione di classificazione:
|
Per parti di classe 1: |
3 000 kPa. |
|
Per parti di classe 2: |
450 kPa. |
|
Parti di classe 2A: |
120 kPa. |
4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.3.1., disposizioni relative alle valvole azionate da energia esterna.
Punto 6.15.4., fluido di scambio termico (disposizioni relative alla compatibilità e alla pressione).
Punto 6.15.5., sicurezza nei confronti della sovrappressione.
Punto 6.15.6.2., disposizioni per impedire il flusso di gas.
Procedure di prova applicabili:
6.1. Per parti di classe 1:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede |
allegato 15, punto 8 |
|
Durata |
allegato 15, punto 9 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
6.2. Per parti di classe 2 e/o 2A:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
Note:
La valvola di intercettazione può essere incorporata nel vaporizzatore/regolatore; in questo caso si applicano anche le disposizioni di cui all'allegato 7.
Le parti del regolatore di pressione/vaporizzatore (Classe 1, 2 o 2A) devono assicurare la tenuta con l'uscita o le uscite chiuse.
Per la prova di sovrappressione tutte le uscite, comprese quelle del compartimento contenente il fluido di scambio termico, devono essere chiuse.
(1) Solo per parti non metalliche.
(2) Solo per parti metalliche.
ALLEGATO 7
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELLA VALVOLA DI INTERCETTAZIONE, DELLA VALVOLA DI NON RITORNO, DELLA VALVOLA DI SOVRAPPRESSIONE PER TUBAZIONE GAS E DEL COLLEGAMENTO DI SERVIZIO
Disposizioni relative all'omologazione della valvola di intercettazione
1.1. Definizione: cfr. punto 2.8. del presente regolamento.
1.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 3.
1.3. Pressione di classificazione: 3 000 kPa.
1.4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
1.5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.3.1., disposizioni relative alle valvole azionate da energia elettrica.
1.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede |
allegato 15, punto 8 |
|
Durata |
allegato 15, punto 9 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
Disposizioni relative all'omologazione della valvola di non ritorno
2.1. Definizione: cfr. punto 2.5.9. del presente regolamento.
2.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 1.
2.3. Pressione di classificazione: 3 000 kPa.
2.4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
2.5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.3.1., disposizioni relative alle valvole azionate da energia elettrica.
2.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede |
allegato 15, punto 8 |
|
Durata |
allegato 15, punto 9 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
Disposizioni relative all'omologazione della valvola di sovrappressione per tubazione gas
3.1. Definizione: cfr. punto 2.9. del presente regolamento.
3.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 3.
3.3. Pressione di classificazione: 3 000 kPa.
3.4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
3.5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.3.1., disposizioni relative alle valvole azionate da energia elettrica.
Punto 6.15.7., disposizioni relative alla valvola di sovrappressione per tubazione gas
3.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede |
allegato 15, punto 8 |
|
Durata |
allegato 15, punto 9 (con 200 cicli di funzionamento) |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
Disposizioni relative all'omologazione del collegamento di servizio
4.1. Definizione: cfr. punto 2.17. del presente regolamento.
4.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 1.
4.3. Pressione di classificazione: 3 000 kPa.
4.4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
4.5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.3.1., disposizioni relative alle valvole azionate da energia elettrica.
4.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede |
allegato 15, punto 8 |
|
Durata |
allegato 15, punto 9 (con 6 000 cicli di funzionamento) |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
(1) Solo per parti non metalliche.
(2) Solo per parti metalliche.
ALLEGATO 8
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEI TUBI FLESSIBILI COMPLETI DI RACCORDI
CAMPO D'APPLICAZIONE
Il presente allegato definisce le disposizioni relative all'omologazione dei tubi flessibili di diametro interno fino a 20 mm utilizzati con GPL.
Vengono presi in considerazione tre tipi di tubi flessibili:
|
i) |
Tubi flessibili in gomma per alta pressione (classe 1, es. tubo flessibile di carica) |
|
ii) |
Tubi flessibili in gomma per bassa pressione (classe 2) |
|
iii) |
Tubi flessibili in materiale sintetico per alta pressione (classe 1) |
1. TUBI FLESSIBILI IN GOMMA PER ALTA PRESSIONE, CLASSE 1, TUBO FLESSIBILE DI CARICA
1.1. Prescrizioni generali
1.1.1. Il tubo flessibile deve essere progettato in modo da poter resistere ad una pressione massima di funzionamento di 3 000 kPa.
1.1.2. Il tubo flessibile deve essere progettato in modo da poter resistere a temperature tra –25 °C e +80 °C. Per temperature di funzionamento inferiori o superiori ai valori indicati, le temperature di prova devono essere adattate.
1.1.3. Il diametro interno del tubo deve essere conforme ai valori della tabella 1 della norma ISO 1307.
1.2. Costruzione del tubo
1.2.1. Il tubo flessibile deve essere composto da un tubo ad anima liscia, un rivestimento in materiale sintetico appropriato, e uno o più strati intermedi di rinforzo.
1.2.2. Lo strato o gli strati intermedi di rinforzo devono essere protetti dalla corrosione mediante un rivestimento.
Se per lo strato o gli strati intermedi di rinforzo si utilizza un materiale resistente alla corrosione (ad es. acciaio inossidabile) il rivestimento non è necessario.
1.2.3. Il tubo interno ed il rivestimento esterno devono essere lisci e privi di pori, fori ed elementi estranei.
Un foro praticato intenzionalmente nel rivestimento esterno non deve essere considerato come un'imperfezione.
1.2.4. Il rivestimento esterno deve essere perforato intenzionalmente allo scopo di evitare la formazione di bolle.
1.2.5. Quando il rivestimento esterno è perforato e lo strato intermedio è composto da un materiale non resistente alla corrosione, quest'ultimo deve essere protetto dalla corrosione.
1.3. Prescrizioni e prove relative al tubo interno
Resistenza alla trazione ed allungamento
1.3.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 per cento.
1.3.1.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 nelle condizioni seguenti:
|
i) |
mezzo: n-pentano |
|
ii) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817) |
|
iii) |
durata dell'immersione: 72 ore |
Requisiti:
|
i) |
variazione massima di volume: 20 per cento |
|
ii) |
variazione massima della resistenza alla trazione: 25 per cento |
|
iii) |
variazione massima dell'allungamento a rottura: 30 per cento |
Dopo una permanenza di 48 ore in aria a 40 °C, la massa non deve diminuire di più del 5 per cento rispetto alla massa iniziale.
1.3.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 nelle condizioni seguenti:
|
i) |
temperatura: 70 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C) |
|
ii) |
durata dell'esposizione: 168 ore |
Requisiti:
|
i) |
variazione massima della resistenza alla trazione: 25 per cento |
|
ii) |
variazione massima dell'allungamento a rottura: –30 per cento e +10 per cento |
1.4. Prescrizioni e metodo di prova per il rivestimento esterno
La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 per cento.
1.4.1.1. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 nelle condizioni seguenti:
|
i) |
mezzo: n-esano |
|
ii) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817) |
|
iii) |
durata dell'immersione: 72 ore |
Requisiti:
|
i) |
variazione massima di volume: 30 per cento |
|
ii) |
variazione massima della resistenza alla trazione: 35 per cento |
|
iii) |
variazione massima dell'allungamento a rottura: 35 per cento |
1.4.1.2. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 nelle condizioni seguenti:
|
i) |
temperatura: 70 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C) |
|
ii) |
durata dell'esposizione: 336 ore |
Requisiti:
|
i) |
variazione massima della resistenza alla trazione: 25 per cento |
|
ii) |
variazione massima dell'allungamento a rottura: –30 per cento e +10 per cento |
Resistenza all'ozono
1.4.2.1. La prova deve essere effettuata conformemente alla norma ISO 1431/1.
1.4.2.2. I provini, che devono essere sottoposti ad un allungamento del 20 per cento, devono essere esposti per 120 ore all'aria a 40 °C con una concentrazione di ozono di 50 parti per cento milioni.
1.4.2.3. Non è ammessa la formazione di fenditure nei provini.
1.5. Prescrizioni relative ai tubi senza raccordi
Tenuta ai gas (permeabilità)
1.5.1.1. Un tubo di 1 m di lunghezza libera deve essere collegato ad un recipiente riempito di propano liquido alla temperatura di 23 ± 2 °C.
1.5.1.2. La prova deve essere effettuata conformemente al metodo descritto nella norma UNI EN ISO 4080.
1.5.1.3. La fuga di gas attraverso la parete del tubo non deve essere superiore a 95 cm3 di vapore per metro di tubo nelle 24 ore.
Resistenza a bassa temperatura
1.5.2.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 4672:1978 metodo B.
1.5.2.2. Temperatura di prova: –25 ± 3 °C.
1.5.2.3. Non è ammessa la formazione di fenditure o rotture.
1.5.3. (Omesso)
Prova di piegamento
1.5.4.1. Un tubo vuoto di circa 3,5 m di lunghezza deve essere in grado di resistere 3 000 volte senza rompersi alla prova di piegamento alternato descritta qui di seguito. Dopo la prova il tubo deve essere in grado di resistere alla pressione di prova di cui al punto 1.5.5.2.
Figura 1
(solo esempio)
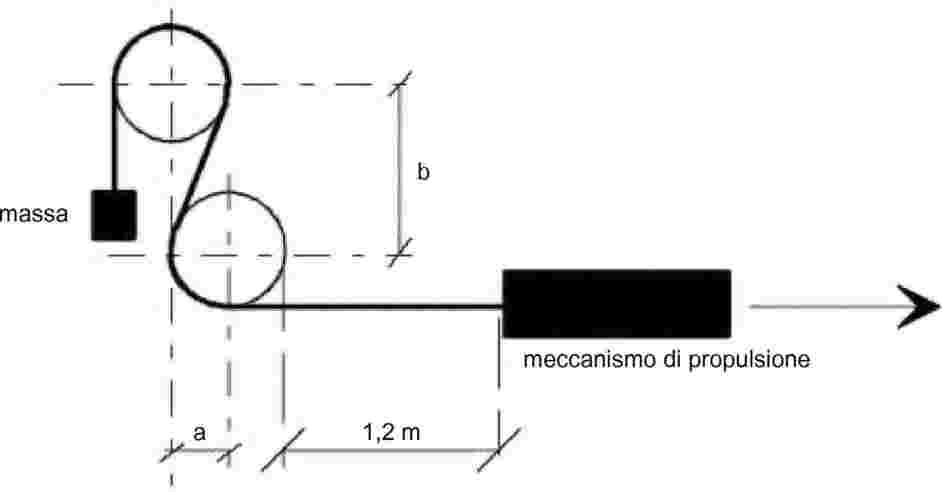
|
Diametro interno tubo flessibile [mm] |
Raggio di piegatura [mm] (Figura 1) |
Distanza tra i centri [mm] (Figura 1) |
|
|
Verticale b |
Orizzontale a |
||
|
fino a 13 |
102 |
241 |
102 |
|
da 13 a 16 |
153 |
356 |
153 |
|
da 16 a 20 |
178 |
419 |
178 |
1.5.4.3. La macchina utilizzata per la prova (figura 1) deve essere costituita da un'intelaiatura d'acciaio provvista di due ruote di legno con larghezza del cerchio di circa 130 mm.
Sulla circonferenza delle ruote deve essere presente una scanalatura per guidare il tubo. Il raggio delle ruote, misurato dal fondo della scanalatura, deve essere conforme ai valori indicati nel punto 1.5.4.2.
I piani mediani longitudinali delle due ruote devono essere nello stesso piano verticale e la distanza tra i centri delle ruote deve essere conforme ai valori indicati nel punto 1.5.4.2.
Ciascuna ruota deve poter ruotare liberamente attorno al suo asse.
Un meccanismo propulsivo trascina il tubo sulle ruote ad una velocità di quattro movimenti completi al minuto.
1.5.4.4. Il tubo deve essere montato a forma di «S» sulle ruote (cfr. figura 1).
L'estremità in corrispondenza della ruota in alto deve avere una massa sufficiente ad assicurare una perfetta aderenza del tubo sulle ruote. L'estremità in corrispondenza della ruota in basso deve essere collegata al meccanismo propulsivo.
Il meccanismo deve essere regolato in modo che il tubo percorra una distanza totale di 1,2 m in entrambe le direzioni.
Pressione di prova idraulica e determinazione della pressione minima di scoppio
1.5.5.1. La prova deve essere effettuata conformemente al metodo descritto nella norma UNI EN ISO 1402.
1.5.5.2. La pressione di prova di 6 750 kPa deve essere applicata per 10 minuti senza che si verifichino fughe.
1.5.5.3. La pressione di scoppio non deve essere inferiore a 10 000 kPa.
1.6. Raccordi
1.6.1. I raccordi devono essere in acciaio inossidabile o in ottone e la loro superficie deve resistere alla corrosione.
I raccordi devono essere di tipo pressato.
1.6.2.1. Il dado girevole deve essere provvisto di filettatura UNF.
1.6.2.2. Il cono di tenuta a dado girevole deve essere del tipo con semiangolo verticale di 45°.
1.6.2.3. I raccordi possono essere del tipo rapido o a dado girevole.
1.6.2.4. I raccordi rapidi non devono poter essere scollegati se non utilizzando un metodo preciso o attrezzi specifici.
1.7. Complesso tubo e raccordi
1.7.1. I raccordi devono essere costruiti in modo tale che non sia necessario asportare il rivestimento, a meno che il rinforzo del tubo sia realizzato in materiale resistente alla corrosione.
Il complesso tubo e raccordi deve essere sottoposto ad una prova ad impulsi di pressione conformemente alla norma ISO 1436.
1.7.2.1. La prova deve essere eseguita facendo circolare olio alla temperatura di 93 °C ad una pressione minima di 3 000 kPa.
1.7.2.2. Il tubo deve essere sottoposto a 150 000 impulsi.
1.7.2.3. Dopo la prova ad impulsi il tubo flessibile deve essere in grado di resistere alla pressione di prova indicata nel punto 1.5.5.2.
Tenuta ai gas
1.7.3.1. Il complesso tubo e raccordi deve essere in grado di resistere per cinque minuti ad una pressione di gas di 3 000 kPa senza che si producano fughe.
1.8. Iscrizioni
Ciascun tubo deve recare in modo chiaramente leggibile e indelebile, ad intervalli non superiori a 0,5 m, le seguenti iscrizioni di identificazione costituite da caratteri, numeri o simboli.
1.8.1.1. Il marchio di fabbrica o la denominazione commerciale del fabbricante:
1.8.1.2. l'anno e il mese di fabbricazione;
1.8.1.3. le dimensioni ed il tipo;
1.8.1.4. l'iscrizione «GPL classe 1».
1.8.2. Ogni raccordo deve recare il marchio di fabbrica o la denominazione commerciale del fabbricante che ha realizzato l'assemblaggio.
2. TUBI FLESSIBILI IN GOMMA PER BASSA PRESSIONE, CLASSE 2
2.1. Prescrizioni generali
2.1.1. Il tubo flessibile deve essere progettato in modo da poter resistere ad una pressione massima di funzionamento di 450 kPa.
2.1.2. Il tubo flessibile deve essere progettato in modo da poter resistere a temperature tra –25 °C e + 125 °C. Per temperature di funzionamento inferiori o superiori ai valori indicati, le temperature di prova devono essere adattate.
2.2. Costruzione del tubo
2.2.1. Il tubo flessibile deve essere composto da un tubo ad anima liscia, un rivestimento in materiale sintetico appropriato, e uno o più strati intermedi di rinforzo.
2.2.2. Lo strato o gli strati intermedi di rinforzo devono essere protetti dalla corrosione mediante un rivestimento.
Se per lo strato o gli strati intermedi di rinforzo si utilizza un materiale resistente alla corrosione (ad es. acciaio inossidabile) il rivestimento non è necessario.
2.2.3. Il tubo interno ed il rivestimento esterno devono essere lisci e privi di pori, fori ed elementi estranei.
Un foro praticato intenzionalmente nel rivestimento esterno non deve essere considerato come un'imperfezione.
2.3. Prescrizioni e prove relative al tubo interno
Resistenza alla trazione ed allungamento
2.3.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 per cento.
2.3.1.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 nelle condizioni seguenti:
|
i) |
mezzo: n-pentano |
|
ii) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817) |
|
iii) |
durata dell'immersione: 72 ore |
Requisiti:
|
i) |
variazione massima di volume: 20 per cento |
|
ii) |
variazione massima della resistenza alla trazione: 25 per cento |
|
iii) |
variazione massima dell'allungamento a rottura: 30 per cento |
Dopo una permanenza di 48 ore in aria a 40 °C, la massa non deve diminuire di più del 5 per cento rispetto alla massa iniziale.
2.3.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 nelle condizioni seguenti:
|
i) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C) |
|
ii) |
durata dell'esposizione: 168 ore |
Requisiti:
|
i) |
variazione massima della resistenza alla trazione: 25 per cento |
|
ii) |
variazione massima dell'allungamento a rottura: –30 per cento e +10 per cento |
2.4. Prescrizioni e metodo di prova per il rivestimento esterno
2.4.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 10 MPa e l'allungamento a rottura non deve essere inferiore al 250 per cento.
2.4.1.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 nelle condizioni seguenti:
|
i) |
mezzo: n-esano |
|
ii) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817) |
|
iii) |
durata dell'immersione: 72 ore |
Requisiti:
|
i) |
variazione massima di volume: 30 per cento |
|
ii) |
variazione massima della resistenza alla trazione: 35 per cento |
|
iii) |
variazione massima dell'allungamento a rottura: 35 per cento |
2.4.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 nelle condizioni seguenti:
|
i) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C) |
|
ii) |
durata dell'esposizione: 336 ore |
Requisiti:
|
i) |
variazione massima della resistenza alla trazione: 25 per cento |
|
ii) |
variazione massima dell'allungamento a rottura: –30 per cento e +10 per cento |
Resistenza all'ozono
2.4.2.1. La prova deve essere effettuata conformemente alla norma ISO 1431/1.
2.4.2.2. I provini, che devono essere sottoposti ad un allungamento del 20 per cento, devono essere esposti per 120 ore all'aria a 40 °C con una concentrazione di ozono di 50 parti per cento milioni.
2.4.2.3. Non è ammessa la formazione di fenditure nei provini.
2.5. Prescrizioni relative ai tubi senza raccordi
Tenuta ai gas (permeabilità)
2.5.1.1. Un tubo di 1 m di lunghezza libera deve essere collegato ad un recipiente riempito di propano liquido alla temperatura di 23 ± 2 °C.
2.5.1.2. La prova deve essere effettuata conformemente al metodo descritto nella norma UNI EN ISO 4080.
2.5.1.3. La fuga di gas attraverso la parete del tubo non deve essere superiore a 95 cm3 di vapore per metro di tubo nelle 24 ore.
Resistenza a bassa temperatura
2.5.2.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 4672-1978 metodo B.
2.5.2.2. Temperatura di prova: –25 ± 3 °C
2.5.2.3. Non è ammessa la formazione di fenditure o rotture.
Prova di piegamento
2.5.3.1. Un tubo vuoto di circa 3,5 m di lunghezza deve essere in grado di resistere 3 000 volte senza rompersi alla prova di piegamento alternato descritta qui di seguito. Dopo la prova il tubo deve essere in grado di resistere alla pressione di prova di cui al punto 2.5.4.2.
Figura 2
(solo esempio)

|
Diametro interno tubo flessibile [mm] |
Raggio di piegatura [mm] (Figura 2) |
Distanza tra i centri [mm] (Figura 2) |
|
|
Verticale b |
Orizzontale a |
||
|
fino a 13 |
102 |
241 |
102 |
|
da 13 a 16 |
153 |
356 |
153 |
|
da 16 a 20 |
178 |
419 |
178 |
2.5.3.3. La macchina utilizzata per la prova (figura 2) deve essere costituita da un'intelaiatura d'acciaio provvista di due ruote di legno con larghezza del cerchio di circa 130 mm.
Sulla circonferenza delle ruote deve essere presente una scanalatura per guidare il tubo. Il raggio delle ruote, misurato dal fondo della scanalatura, deve essere conforme ai valori indicati nel punto 2.5.3.2.
I piani mediani longitudinali delle due ruote devono essere nello stesso piano verticale e la distanza tra i centri delle ruote deve essere conforme ai valori indicati nel punto 2.5.3.2.
Ciascuna ruota deve poter ruotare liberamente attorno al suo asse.
Un meccanismo propulsivo trascina il tubo sulle ruote ad una velocità di quattro movimenti completi al minuto.
2.5.3.4. Il tubo deve essere montato a forma di «S» sulle ruote (cfr. figura 2).
L'estremità in corrispondenza della ruota in alto deve avere una massa sufficiente ad assicurare una perfetta aderenza del tubo sulle ruote. L'estremità in corrispondenza della ruota in basso deve essere collegata al meccanismo propulsivo.
Il meccanismo deve essere regolato in modo che il tubo percorra una distanza totale di 1,2 m in entrambe le direzioni.
Pressione di prova idraulica e determinazione della pressione minima di scoppio
2.5.4.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 1402.
2.5.4.2. La pressione di prova di 1 015 kPa deve essere applicata per 10 minuti senza che si verifichino fughe.
2.5.4.3. La pressione di scoppio non deve essere inferiore a 1 800 kPa.
2.6. Raccordi
2.6.1. I raccordi devono essere realizzati in materiale non corrosivo.
2.6.2. La pressione di scoppio del raccordo montato non deve mai essere inferiore alla pressione di scoppio del tubo rigido o flessibile.
La pressione di fuga del raccordo montato non deve mai essere inferiore alla pressione di fuga del tubo rigido o flessibile.
2.6.3. I raccordi devono essere di tipo pressato.
2.6.4. I raccordi possono essere del tipo rapido o a dado girevole.
2.6.5. I raccordi rapidi non devono poter essere scollegati se non utilizzando un metodo preciso o attrezzi specifici.
2.7. Complesso tubo e raccordi
2.7.1. I raccordi devono essere costruiti in modo tale che non sia necessario asportare il rivestimento, a meno che il rinforzo del tubo sia realizzato in materiale resistente alla corrosione.
Il complesso tubo e raccordi deve essere sottoposto ad una prova ad impulsi di pressione conformemente alla norma ISO 1436.
2.7.2.1. La prova deve essere eseguita facendo circolare olio alla temperatura di 93 °C ad una pressione minima di 1 015 kPa.
2.7.2.2. Il tubo deve essere sottoposto a 150 000 impulsi.
2.7.2.3. Dopo la prova ad impulsi il tubo flessibile deve essere in grado di resistere alla pressione di prova indicata nel punto 2.5.4.2.
Tenuta ai gas
2.7.3.1. Il complesso tubo e raccordi deve essere in grado di resistere per cinque minuti ad una pressione di gas di 1 015 kPa senza che si producano fughe.
2.8. Iscrizioni
Ciascun tubo deve recare in modo chiaramente leggibile e indelebile, ad intervalli non superiori a 0,5 m, le seguenti iscrizioni di identificazione costituite da caratteri, numeri o simboli.
2.8.1.1. Il marchio di fabbrica o la denominazione commerciale del fabbricante:
2.8.1.2. l'anno e il mese di fabbricazione;
2.8.1.3. le dimensioni ed il tipo;
2.8.1.4. l'iscrizione «GPL classe 2».
2.8.2. Ogni raccordo deve recare il marchio di fabbrica o la denominazione commerciale del fabbricante che ha realizzato l'assemblaggio.
3. TUBI FLESSIBILI IN MATERIALE SINTETICO PER ALTA PRESSIONE, CLASSE 1
3.1. Prescrizioni generali
3.1.1. Il presente capitolo definisce le disposizioni relative all'omologazione dei tubi flessibili in materiale sintetico di diametro interno fino a 10 mm utilizzati con il GPL.
3.1.2. Esso definisce, oltre alle caratteristiche generali dei tubi flessibili in materiale sintetico e alle prove a cui devono essere sottoposti, le caratteristiche di tipi specifici di materiali per tubi in materiali sintetici e le prove a cui devono essere sottoposti.
3.1.3. Il tubo flessibile deve essere progettato in modo da poter resistere ad una pressione massima di funzionamento di 3 000 kPa.
3.1.4. Il tubo flessibile deve essere progettato in modo da poter resistere a temperature tra –25 °C e + 125 °C. Per temperature di funzionamento inferiori o superiori ai valori indicati, le temperature di prova devono essere adattate.
3.1.5. Il diametro interno del tubo deve essere conforme ai valori della tabella 1 della norma ISO 1307.
3.2. Costruzione del tubo
3.2.1. Il tubo flessibile in materiale sintetico deve essere composto da un tubo interno in materiale termoplastico, un rivestimento esterno in materiale termoplastico adatto, resistente all'olio e alle condizioni atmosferiche, e uno o più strati intermedi di rinforzo. Se per lo strato o gli strati intermedi di rinforzo si utilizza un materiale resistente alla corrosione (ad es. acciaio inossidabile) il rivestimento non è necessario.
3.2.2. Il tubo interno ed il rivestimento esterno devono essere lisci e privi di pori, fori ed elementi estranei.
Un foro praticato intenzionalmente nel rivestimento esterno non deve essere considerato come un'imperfezione.
3.3. Prescrizioni e prove relative al tubo interno
Resistenza alla trazione ed allungamento
3.3.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 20 MPa e l'allungamento a rottura non deve essere inferiore al 200 per cento.
3.3.1.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 nelle condizioni seguenti:
|
i) |
mezzo: n-pentano |
|
ii) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817) |
|
iii) |
durata dell'immersione: 72 ore |
Requisiti:
|
i) |
variazione massima di volume: 20 per cento |
|
ii) |
variazione massima della resistenza alla trazione: 25 per cento |
|
iii) |
variazione massima dell'allungamento a rottura: 30 per cento |
Dopo una permanenza di 48 ore in aria a 40 °C, la massa non deve diminuire di più del 5 per cento rispetto alla massa iniziale.
3.3.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 nelle condizioni seguenti:
|
i) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C) |
|
ii) |
durata dell'esposizione: 336 ore |
Requisiti:
|
i) |
variazione massima della resistenza alla trazione: 35 per cento |
|
ii) |
variazione massima dell'allungamento a rottura: –30 per cento e +10 per cento |
Resistenza alla trazione ed allungamento specifici della poliammide 6
3.3.2.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 nelle condizioni seguenti:
|
i) |
tipo di campione: tipo 1 BA |
|
ii) |
velocità di trazione: 20 mm/min |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C con il 50 per cento di umidità relativa prima della prova.
Requisiti:
|
i) |
resistenza alla trazione non inferiore a 20 MPa |
|
ii) |
allungamento a rottura non inferiore al 50 per cento. |
3.3.2.2. La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 nelle condizioni seguenti:
|
i) |
mezzo: n-pentano |
|
ii) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817) |
|
iii) |
durata dell'immersione: 72 ore |
Requisiti:
|
i) |
variazione massima di volume: 2 per cento |
|
ii) |
variazione massima della resistenza alla trazione: 10 per cento |
|
iii) |
variazione massima dell'allungamento a rottura: 10 per cento |
Dopo una permanenza di 48 ore in aria a 40 °C, la massa non deve diminuire di più del 5 per cento rispetto alla massa iniziale.
3.3.2.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 nelle condizioni seguenti:
|
i) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C) |
|
ii) |
durata dell'esposizione: 24 e 336 ore |
Dopo l'invecchiamento, è necessario condizionare i campioni per almeno 21 giorni a 23 °C con il 50 per cento di umidità relativa prima di eseguire la prova di trazione conformemente al punto 3.3.2.1.
Requisiti:
|
i) |
variazione massima della resistenza alla trazione: 35 per cento dopo 336 ore rispetto alla resistenza alla trazione del materiale dopo 24 ore di invecchiamento |
|
ii) |
variazione massima dell'allungamento a rottura: 25 per cento dopo 336 ore rispetto all'allungamento alla rottura del materiale dopo 24 ore di invecchiamento |
3.4. Prescrizioni e metodo di prova per il rivestimento esterno
3.4.1.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 37. La resistenza alla trazione non deve essere inferiore a 20 MPa e l'allungamento a rottura non deve essere inferiore al 250 per cento.
3.4.1.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 nelle condizioni seguenti:
|
i) |
mezzo: n-esano |
|
ii) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817) |
|
iii) |
durata dell'immersione: 72 ore |
Requisiti:
|
i) |
variazione massima di volume: 30 per cento |
|
ii) |
variazione massima della resistenza alla trazione: 35 per cento |
|
iii) |
variazione massima dell'allungamento a rottura: 35 per cento |
3.4.1.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 nelle condizioni seguenti:
|
i) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C) |
|
ii) |
durata dell'esposizione: 336 ore |
Requisiti:
|
i) |
variazione massima della resistenza alla trazione: 25 per cento |
|
ii) |
variazione massima dell'allungamento a rottura: –30 per cento e +10 per cento |
Resistenza all'ozono
3.4.2.1. La prova deve essere effettuata conformemente alla norma ISO 1431/1.
3.4.2.2. I provini, che devono essere sottoposti ad un allungamento del 20 per cento, devono essere esposti per 120 ore all'aria a 40 °C con un'umidità relativa del 50 per cento ±10 per cento e una concentrazione di ozono di 50 parti per cento milioni.
3.4.2.3. Non è ammessa la formazione di fenditure nei provini.
Prescrizioni e metodo di prova per il rivestimento esterno in poliammide 6
3.4.3.1. La resistenza alla trazione e l'allungamento a rottura devono essere determinati conformemente alla norma ISO 527-2 nelle condizioni seguenti:
|
i) |
tipo di campione: tipo 1 BA |
|
ii) |
velocità di trazione: 20 mm/min |
Il materiale deve essere condizionato per almeno 21 giorni a 23 °C con il 50 per cento di umidità relativa prima della prova.
Requisiti:
|
i) |
resistenza alla trazione non inferiore a 20 MPa |
|
ii) |
allungamento a rottura non inferiore al 100 per cento. |
3.4.3.2. La resistenza all'n-esano deve essere determinata conformemente alla norma ISO 1817 nelle condizioni seguenti:
|
i) |
mezzo: n-esano |
|
ii) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817) |
|
iii) |
durata dell'immersione: 72 ore |
Requisiti:
|
i) |
variazione massima di volume: 2 per cento |
|
ii) |
variazione massima della resistenza alla trazione: 10 per cento |
|
iii) |
variazione massima dell'allungamento a rottura: 10 per cento |
3.4.3.3. La resistenza all'invecchiamento deve essere determinata conformemente alla norma ISO 188 nelle condizioni seguenti:
|
i) |
temperatura: 115 °C (temperatura di prova = temperatura massima di funzionamento meno 10 °C) |
|
ii) |
durata dell'esposizione: 24 e 336 ore |
Dopo l'invecchiamento, è necessario condizionare i campioni per almeno 21 giorni prima di eseguire la prova di trazione conformemente al punto 3.3.1.1.
Requisiti:
|
i) |
variazione massima della resistenza alla trazione: 20 per cento dopo 336 ore rispetto alla resistenza alla trazione del materiale dopo 24 ore di invecchiamento |
|
ii) |
variazione massima dell'allungamento a rottura: 50 per cento dopo 336 ore rispetto all'allungamento alla rottura del materiale dopo 24 ore di invecchiamento |
3.5. Prescrizioni relative ai tubi senza raccordi
Tenuta ai gas (permeabilità)
3.5.1.1. Un tubo di 1 m di lunghezza libera deve essere collegato ad un recipiente riempito di propano liquido alla temperatura di 23 ± 2 °C.
3.5.1.2. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 4080.
3.5.1.3. La fuga di gas attraverso la parete del tubo non deve essere superiore a 95 cm3 di vapore per metro di tubo nelle 24 ore.
Resistenza a bassa temperatura
3.5.2.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 4672 metodo B.
3.5.2.2. Temperatura di prova: –25 ± 3 °C
3.5.2.3. Non è ammessa la formazione di fenditure o rotture.
Resistenza ad alta temperatura
3.5.3.1. Un campione del tubo lungo almeno 0,5 m sottoposto ad una pressione interna di 3 000 kPa, deve essere posto in una stufa a 125 ± 2 °C per 24 ore.
3.5.3.2. Non sono ammesse fughe.
3.5.3.3. Dopo la prova il tubo deve essere in grado di resistere alla pressione di prova di 6 750 kPa per 10 minuti. Non sono ammesse fughe.
Prova di piegamento
Un tubo vuoto di circa 3,5 m di lunghezza deve essere in grado di resistere 3 000 volte senza rompersi alla prova di piegamento alternato descritta qui di seguito. Dopo la prova il tubo deve essere in grado di resistere alla pressione di prova di cui al punto 3.5.5.2.
Figura 3
(solo esempio) (a = 102 mm; b = 241 mm)

3.5.4.2. La macchina utilizzata per la prova (cfr. figura 3) deve essere costituita da un'intelaiatura d'acciaio provvista di due ruote di legno con larghezza del cerchio di circa 130 mm.
Sulla circonferenza delle ruote deve essere presente una scanalatura per guidare il tubo. Il raggio delle ruote, misurato dal fondo della scanalatura, deve essere di 102 mm.
I piani mediani longitudinali delle due ruote devono essere nello stesso piano verticale. La distanza tra i centri delle ruote deve essere di 241 mm in verticale e di 102 mm in orizzontale.
Ciascuna ruota deve poter ruotare liberamente attorno al suo asse.
Un meccanismo propulsivo trascina il tubo sulle ruote ad una velocità di quattro movimenti completi al minuto.
3.5.4.3. Il tubo deve essere montato a forma di «S» sulle ruote (cfr. figura 3).
L'estremità in corrispondenza della ruota in alto deve avere una massa sufficiente ad assicurare una perfetta aderenza del tubo sulle ruote. L'estremità in corrispondenza della ruota in basso deve essere collegata al meccanismo propulsivo.
Il meccanismo deve essere regolato in modo che il tubo percorra una distanza totale di 1,2 m in entrambe le direzioni.
Pressione di prova idraulica e determinazione della pressione minima di scoppio
3.5.5.1. La prova deve essere effettuata conformemente al metodo descritto nella norma ISO 1402.
3.5.5.2. La pressione di prova di 6 750 kPa deve essere applicata per 10 minuti senza che si verifichino fughe.
3.5.5.3. La pressione di scoppio non deve essere inferiore a 10 000 kPa.
3.6. Raccordi
3.6.1. I raccordi devono essere in acciaio inossidabile o in ottone e la loro superficie deve resistere alla corrosione.
3.6.2. I raccordi devono essere di tipo pressato ed essere costituiti da un raccordo per tubo flessibile o un bullone orientabile. La tenuta deve essere resistente al GPL ed essere conforme al punto 3.3.1.2.
3.6.3. Il bullone orientabile deve essere conforme alla norma DIN 7643.
3.7. Complesso tubo e raccordi
Il complesso tubo e raccordi deve essere sottoposto ad una prova ad impulsi di pressione conformemente alla norma ISO 1436.
3.7.1.1. La prova deve essere eseguita facendo circolare olio alla temperatura di 93 °C ad una pressione minima di 3 000 kPa.
3.7.1.2. Il tubo deve essere sottoposto a 150 000 impulsi.
3.7.1.3. Dopo la prova ad impulsi, il tubo flessibile deve essere in grado di resistere alla pressione di prova indicata nel punto 3.5.5.2.
Tenuta ai gas
3.7.2.1. Il complesso tubo e raccordi deve essere in grado di resistere per cinque minuti ad una pressione di gas di 3 000 kPa senza che si producano fughe.
3.8. Iscrizioni
Ciascun tubo deve recare in modo chiaramente leggibile e indelebile, ad intervalli non superiori a 0,5 m, le seguenti iscrizioni di identificazione costituite da caratteri, numeri o simboli.
3.8.1.1. Il marchio di fabbrica o la denominazione commerciale del fabbricante:
3.8.1.2. l'anno e il mese di fabbricazione;
3.8.1.3. le dimensioni ed il tipo;
3.8.1.4. l'iscrizione «GPL classe 1».
3.8.2. Ogni raccordo deve recare il marchio di fabbrica o la denominazione commerciale del fabbricante che ha realizzato l'assemblaggio.
ALLEGATO 9
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL BOCCHETTONE DI RIEMPIMENTO
1. Definizione: cfr. punto 2.16. del presente regolamento.
2. Classificazione del componente (conformemente alla figura 1, punto 2.):
Bocchettone di riempimento: classe 3
Valvola di non ritorno: classe 3
3. Pressione di classificazione: 3 000 kPa.
4. Temperatura di progetto:
da –20 °C a 65 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.10., Disposizioni relative al bocchettone di riempimento.
6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Tenuta della sede |
allegato 15, punto 8 |
|
Durata |
allegato 15, punto 9 (con 6 000 cicli di funzionamento) |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 |
|
Invecchiamento da ozono |
allegato 15, punto 14 |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
|
Prova d'urto |
punto 7 del presente allegato |
Prescrizioni relative alla prova d'urto per il bocchettone di riempimento europeo
7.1. Prescrizioni generali
Il bocchettone di riempimento deve essere sottoposto a una prova d'urto con un'energia di 10 J.
7.2. Procedura di prova
Si fa cadere una massa di acciaio temprato di 1 kg da 1 m di altezza in modo da ottenere una velocità d'urto di 4,4 m/s. A tal fine, si monta la massa su un pendolo.
Il bocchettone di riempimento deve essere installato orizzontalmente su un oggetto solido. L'urto della massa deve prodursi al centro della parte sporgente del bocchettone di riempimento.
7.3. Interpretazione della prova
Il bocchettone di riempimento deve superare la prova di tenuta verso l'esterno e la prova di tenuta della sede a temperatura ambiente.
7.4. Ripetizione della prova
Se il bocchettone di riempimento non supera la prova, la prova d'urto viene ripetuta su 2 campioni dello stesso componente. Se entrambi i campioni superano la prova, la prima prova viene ignorata.
Se uno dei campioni o entrambi non superano la prova, il componente non ottiene l'omologazione.
Note:
|
— |
La prova di sovrappressione deve essere eseguita su ciascuna valvola di non ritorno. |
|
— |
La prova di durata deve essere eseguita con una pistola di carica specifica per il bocchettone di riempimento oggetto della prova. Devono essere effettuati 6 000 cicli con la seguente procedura:
|
Figura 1
Profilo di accoppiamento del bocchettone di riempimento a baionetta
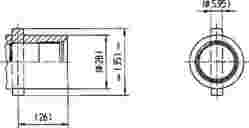
Figura 2
Profilo di accoppiamento del bocchettone di riempimento di tipo italiano a disco (dish)
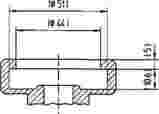
Figura 3
Profilo di accoppiamento del bocchettone di riempimento europeo per veicoli leggeri

Figura 4
Profilo di accoppiamento del bocchettone di riempimento ACME

Figura 5
Profilo di accoppiamento del bocchettone di riempimento europeo per veicoli pesanti

(1) Solo per parti non metalliche.
(2) Solo per parti metalliche.
ALLEGATO 10
PRESCRIZIONI RIGUARDANTI L'OMOLOGAZIONE DEI SERBATOI PER GPL
Significato dei simboli e dei termini utilizzati nel presente allegato
|
Ph |
= |
pressione di prova idraulica in kPa; |
|
Pr |
= |
pressione di scoppio del serbatoio misurata nella prova di scoppio, in kPa; |
|
Re |
= |
sollecitazione minima di elasticità in N/mm2 garantita dalla norma relativa al materiale; |
|
Rm |
= |
resistenza minima alla trazione in N/mm2 garantita dalla norma relativa al materiale |
|
Rmt |
= |
resistenza effettiva alla trazione, in N/mm2; |
|
a |
= |
spessore minimo calcolato della virola cilindrica, in mm; |
|
b |
= |
spessore minimo calcolato dei fondi bombati, in mm; |
|
D |
= |
diametro esterno nominale del serbatoio, in mm; |
|
R |
= |
raggio di curvatura interno del fondo bombato del serbatoio cilindrico standard, in mm; |
|
r |
= |
raggio di raccordamento interno del fondo bombato del serbatoio cilindrico standard, in mm; |
|
H |
= |
altezza esterna della parte bombata del fondo del serbatoio, in mm; |
|
h |
= |
altezza della parte cilindrica del fondo bombato, in mm; |
|
L |
= |
lunghezza della parte del corpo del serbatoio resistente alle sollecitazioni, in mm; |
|
A |
= |
allungamento (percentuale) del materiale di base; |
|
V0 |
= |
volume iniziale del serbatoio nel momento in cui viene aumentata la pressione nella prova di scoppio, in dm3; |
|
V |
= |
volume finale del serbatoio al momento dello scoppio, in dm3; |
|
g |
= |
gravità, in m/s2; |
|
c |
= |
fattore di forma; |
|
Z |
= |
fattore di riduzione della sollecitazione. |
1. PRESCRIZIONI TECNICHE
1.1. Le bombole a cui si riferisce il presente allegato sono:
GPL-1 serbatoi in metallo
GPL-4 serbatoi interamente in composito
1.2. Dimensioni
Per tutte le dimensioni per le quali non vengono indicate le tolleranze si applicano le tolleranze generali definite nella norma UNI EN 22768-1.
1.3. Materiali
1.3.1. Le parti del corpo dei serbatoi resistenti alle sollecitazioni devono essere fabbricate con acciaio, conformemente alla norma europea UNI EN 10120 (si possono tuttavia usare altri materiali a condizione che il serbatoio abbia le stesse caratteristiche di sicurezza, che devono essere certificate dalle autorità che rilasciano l'omologazione).
1.3.2. Per materiale di base si intende il materiale nello stato in cui si trova prima che vengano effettuate le trasformazioni specifiche del processo di fabbricazione.
1.3.3. Tutti i componenti del corpo del serbatoio e tutti gli elementi ad essi saldati devono essere in materiali compatibili tra loro.
1.3.4. I materiali di apporto devono essere compatibili con il materiale di base in modo da formare saldature con proprietà equivalenti a quelle specificate per il materiale di base (norma EN 288-39).
1.3.5. Il fabbricante del serbatoio deve ottenere e fornire:
|
(a) |
per i serbatoi in metallo: attestazioni delle analisi di colata; |
|
(b) |
per i serbatoi interamente in composito: attestazioni delle analisi di resistenza chimica relative alle prove effettuate conformemente alle prescrizioni dell'appendice 6; |
|
(c) |
le proprietà meccaniche degli acciai o degli altri materiali usati per la costruzione degli elementi sottoposti a pressione. |
1.3.6. L'autorità di ispezione deve poter svolgere analisi indipendenti. Queste analisi devono essere effettuate o su campioni prelevati dal materiale così come è consegnato al fabbricante del serbatoio, oppure sui serbatoi finiti.
1.3.7. Il fabbricante deve mettere a disposizione dell'autorità di ispezione i risultati delle prove meccaniche e metallurgiche e delle analisi dei materiali di base e di apporto effettuate sulle saldature, e deve altresì fornire una descrizione dei procedimenti e dei metodi di saldatura che possono essere considerati rappresentativi delle saldature eseguite in produzione.
1.4. Temperature e pressioni di progetto
1.4.1. Temperatura di progetto
La temperatura di funzionamento di progetto del serbatoio deve essere compresa tra –20 e 65 °C. Se le temperature di funzionamento estreme si situano al di fuori di questo intervallo, si applicano condizioni di prova speciali da concordare con l'autorità competente.
1.4.2. Pressione di progetto
La pressione di funzionamento di progetto del serbatoio deve essere di 3 000 kPa.
1.5. Il trattamento termico, sui soli serbatoi in metallo, deve essere eseguito conformemente alle prescrizioni che seguono.
1.5.1. Il trattamento termico deve essere effettuato sulle parti che compongono il serbatoio o sul serbatoio completo.
1.5.2. Le parti di un serbatoio che hanno subito una deformazione superiore al 5 per cento devono essere sottoposte al trattamento termico di normalizzazione.
I serbatoi con spessore di parete ≥ 5 mm devono essere sottoposti al seguente trattamento termico:
1.5.3.1. materiale laminato a caldo e normalizzato: stabilizzazione o normalizzazione;
1.5.3.2. materiale di tipo diverso: normalizzazione.
1.5.4. Il fabbricante deve presentare la procedura utilizzata per il trattamento termico.
1.5.5. Il trattamento termico localizzato di un serbatoio finito non è ammesso.
1.6. Calcolo delle parti esposte a pressione
Calcolo delle parti esposte a pressione per i serbatoi in metallo
Lo spessore di parete della virola cilindrica dei serbatoi non deve essere inferiore a quello calcolato con le seguenti formule.
1.6.1.1.1. Serbatoi senza saldature longitudinali:

1.6.1.1.2. Serbatoi con saldature longitudinali:

|
(i) |
z = 0,85, se il fabbricante fa un controllo radiografico su ogni intersezione di saldature e sui 100 m della saldatura longitudinale adiacente e sui 50 mm (25 mm da una parte e dall'altra dell'intersezione) della saldatura circolare adiacente. Questo controllo deve essere eseguito all'inizio e alla fine di ogni turno di lavoro della produzione continua, per ogni macchina. |
|
(ii) |
z = 1, se ogni intersezione di saldature e i 100 mm della saldatura longitudinale adiacente e i 50 mm (25 da una parte e dall'altra dell'intersezione) della saldatura circolare adiacente sono sottoposti a controllo radiografico eseguito mediante sondaggio. Questo controllo deve essere eseguito sul 10 per cento dei serbatoi prodotti; i serbatoi sottoposti alla prova sono scelti a caso. Se i controlli radiografici rivelano difetti inaccettabili, secondo la definizione di cui al punto 2.4.1.4., devono essere prese tutte le misure necessarie per esaminare il lotto di produzione in questione ed eliminare i difetti. |
Dimensioni e calcolo dei fondi (cfr. le figure dell'appendice 4 del presente allegato)
1.6.1.2.1. I fondi del serbatoio devono essere formati da un solo pezzo, concavi dal lato della pressione e di forma torosferica o ellittica (esempi nell'appendice 5).
1.6.1.2.2. I fondi del serbatoio devono rispettare le seguenti condizioni:
Fondi torosferici
limiti simultanei:
|
0,003 D ≤ b ≤ 0,08 D |
|
|
r ≥ 0,1 D |
|
|
R ≤ D |
|
|
H ≥ 0,18 D |
|
|
r ≥ 2 b |
|
|
h ≥ 4 b |
|
|
h ≤ 0,15 D |
(non applicabile per i serbatoi illustrati nell'appendice 2 del presente allegato, figura 2a) |
Fondi ellittici
limiti simultanei:
|
0,003 D ≤ b ≤ 0,08 D |
|
|
H ≥ 0,18 D |
|
|
h ≥ 4 b |
|
|
h ≤ 0,15 D |
(non applicabile per i serbatoi illustrati nell'appendice 2 del presente allegato, figura 2a) |
1.6.1.2.3. Lo spessore di questi fondi bombati non deve essere in totale inferiore al valore calcolato mediante la seguente formula:
Il fattore di forma C da utilizzare per i fondi pieni è riportato nella tabella e nei grafici riprodotti nell'appendice 4 del presente allegato.
Lo spessore di parete del bordo cilindrico dei fondi non deve essere inferiore o differire di più del 15 per cento rispetto allo spessore di parete minimo della virola.
1.6.1.3. Lo spessore di parete nominale della parte cilindrica e del fondo bombato non deve in nessun caso essere inferiore a:

con un minimo di 1,5 mm.
1.6.1.4. La virola del serbatoio può essere composta da una, due o tre parti. Quando la virola è formata da due o tre parti, le saldature longitudinali devono essere spostate/ruotate di un minimo di 10 volte lo spessore della parete del serbatoio (10 · a). I fondi devono essere convessi e formati da un unico pezzo.
1.6.2. Calcolo delle parti esposte a pressione per i serbatoi interamente in composito
Le sollecitazioni nel serbatoio devono essere calcolate per ogni tipo di serbatoio. Le pressioni da utilizzare per questi calcoli sono la pressione di progetto e la pressione della prova di scoppio. Nei calcoli si devono utilizzare tecniche di analisi adeguate che permettano di stabilire la distribuzione delle sollecitazioni su tutta la parete del serbatoio.
1.7. Costruzione ed esecuzione
Prescrizioni generali
1.7.1.1. Il fabbricante deve dimostrare, mediante un sistema adeguato di controllo della qualità, di disporre di impianti e processi di fabbricazione tali da assicurare che i serbatoi prodotti soddisfino le prescrizioni di cui al presente allegato.
1.7.1.2. Il fabbricante deve verificare, attraverso controlli adeguati, che i materiali di base ed i pezzi imbutiti usati per la fabbricazione dei serbatoi siano esenti da difetti suscettibili di compromettere la sicurezza di utilizzo dei serbatoi.
Parti sottoposte a pressione
1.7.2.1. Il fabbricante deve descrivere i processi e metodi di saldatura utilizzati ed indicare i controlli eseguiti durante la produzione.
1.7.2.2. Prescrizioni tecniche riguardanti le saldature
Le saldature di testa devono essere eseguite con un processo di saldatura automatico.
Le saldature di testa sulla parte del corpo che resiste alle sollecitazioni non devono essere situate in aree che presentano variazioni di profilo.
Le saldature ad angolo non devono essere sovrapposte alle saldature di testa, e devono essere ad almeno 10 mm di distanza da esse.
Le saldature di assemblaggio delle parti che compongono il corpo del serbatoio devono rispettare le seguenti condizioni (cfr. figure fornite come esempio nell'appendice 1 del presente allegato):
saldatura longitudinale: questa saldatura viene eseguita come una saldatura di testa sull'intero spessore del materiale della parete;
saldatura circolare:
questa saldatura viene eseguita come una saldatura di testa sull'intero spessore del materiale della parete. Una saldatura sul lembo orlato è considerata come un tipo particolare di saldatura di testa;
le saldature dell'anello o della piastra portavalvole devono essere eseguite conformemente all'appendice 1, figura 3.
La saldatura che fissa il collare o i supporti al il serbatoio deve essere del tipo di testa o ad angolo.
Le saldature dei supporti di montaggio devono di tipo circolare. Le saldature devono essere in grado di resistere alle vibrazioni, alle azioni frenanti e a forze esterne di almeno 30 g in tutte le direzioni.
Nel caso delle saldature di testa, l'allineamento inesatto dei bordi della giuntura non deve essere superiore a un quinto dello spessore delle pareti (1/5 a).
1.7.2.3. Ispezione delle saldature
Il fabbricante deve verificare che le saldature abbiano una penetrazione continua, senza alcuna deviazione del cordolo, e che siano esenti da difetti suscettibili di compromettere la sicurezza di utilizzo del serbatoio.
Per i serbatoi composti da due pezzi si deve eseguire un controllo radiografico sulle saldature circolari di testa su 100 mm, fatta eccezione per le saldature conformi alla saldatura su lembo orlato di cui alla pag. 1 dell'appendice 1 del presente allegato, su un serbatoio scelto all'inizio e alla fine di ogni turno nella produzione continua e, nel caso di un'interruzione della produzione di durata superiore a 12 ore, anche sul primo serbatoio saldato.
1.7.2.4. Falso tondo
Il falso tondo della virola cilindrica del serbatoio deve essere limitato ad un valore tale che la differenza tra il diametro esterno massimo e il diametro esterno minimo della stessa sezione trasversale non sia superiore all'1 per cento della media di questi diametri.
Accessori
1.7.3.1. I supporti devono essere costruiti e fissati al corpo del serbatoio in modo che non si producano concentrazioni pericolose di sollecitazioni e nemmeno accumuli d'acqua.
1.7.3.2. Il piede del serbatoio deve essere sufficientemente robusto e prodotto con un metallo compatibile con il tipo di acciaio usato per il serbatoio. La forma del piede deve assicurare al serbatoio sufficiente stabilità.
Il bordo superiore del piede deve essere saldato al serbatoio in modo che non si possa formare accumulo d'acqua e che l'acqua non possa penetrare tra il piede ed il serbatoio.
1.7.3.3. Sui serbatoi deve essere apposto un segno di riferimento per garantire l'installazione corretta.
1.7.3.4. Se esistono delle targhette di identificazione, queste devono essere fissate alla parte del serbatoio che resiste alle sollecitazioni, e non devono essere amovibili. Si devono prendere tutte le misure necessarie per evitare la corrosione.
1.7.3.5. Il serbatoio deve essere predisposto per il montaggio di un contenitore a tenuta stagna o di altra protezione sugli accessori del serbatoio.
1.7.3.6. Per la costruzione dei supporti può essere utilizzato qualsiasi altro materiale, a condizione che sia garantita una resistenza sufficiente e che siano esclusi tutti i rischi di corrosione dei fondi del serbatoio.
Protezione dal fuoco
1.7.4.1. Un serbatoio rappresentativo del tipo di serbatoio, di tutti gli accessori montati su di esso e di ogni sistema di isolamento o materiale protettivo aggiunti, deve essere sottoposto ad una prova d'incendio conformemente a quanto specificato nel punto 2.6. del presente allegato.
2. PROVE
Le tabelle 1 e 2 seguenti contengono l'elenco delle prove da eseguire sui serbatoi per GPL nei prototipi e durante il processo di produzione, in funzione delle caratteristiche dei serbatoi. Tutte le prove devono essere effettuate a temperatura ambiente (20 ± 5 °C), se non diversamente specificato.
Tabella 1
Prove da eseguire sui serbatoi in metallo
|
Prova da eseguire |
Prove sui lotti di produzione |
Numero di serbatoi da sottoporre a prova per l'omologazione |
Descrizione della prova |
|
Prova di trazione |
1 per lotto |
2 (1) |
cfr. punto 2.1.2.2. |
|
Prova di piegamento |
1 per lotto |
2 (1) |
cfr. punto 2.1.2.3. |
|
Prova di scoppio |
|
2 |
cfr. punto 2.2. |
|
Prova idraulica |
Ogni serbatoio |
100 % |
cfr. punto 2.3. |
|
Prova d'incendio |
|
1 |
cfr. punto 2.6. |
|
Controllo radiografico |
1 per lotto |
100 % |
cfr. punto 2.4.1. |
|
Controllo macroscopico |
1 per lotto |
2 (1) |
cfr. punto 2.4.2. |
|
Ispezione delle saldature |
1 per lotto |
100 % |
cfr. punto 1.7.2.3. |
|
Esame visivo delle parti del serbatoio |
1 per lotto |
100 % |
|
Nota 1: per l'omologazione si devono presentare 6 serbatoi.
Nota 2: su uno dei prototipi si devono determinare il volume del serbatoio e lo spessore di parete di ciascuna parte del serbatoio.
Tabella 2
Prove da eseguire sui serbatoi interamente in composito
|
Prova da eseguire |
Prove sui lotti di produzione |
Numero di serbatoi da sottoporre a prova per l'omologazione |
Descrizione della prova |
|
Prova di scoppio |
1 per lotto |
3 |
cfr. punto 2.2. |
|
Prova idraulica |
ogni serbatoio |
tutti i serbatoi |
cfr. punto 2.3. |
|
Prova di variazione ciclica della pressione a temperatura ambiente |
1 ogni 5 lotti |
3 |
cfr. punto 2.3.6.1. |
|
Prova di variazione ciclica della pressione ad alta temperatura |
|
1 |
cfr. punto 2.3.6.2. |
|
Prova di tenuta verso l'esterno |
|
1 |
cfr. punto 2.3.6.3. |
|
Prova di permeazione |
|
1 |
cfr. punto 2.3.6.4. |
|
Prova di variazione ciclica della pressione con GPL |
|
1 |
cfr. punto 2.3.6.5. |
|
Prova di scorrimento ad alta temperatura |
|
1 |
cfr. punto 2.3.6.6. |
|
Prova d'incendio |
|
1 |
cfr. punto 2.6. |
|
Prova d'urto |
|
1 |
cfr. punto 2.7. |
|
Prova di caduta |
|
1 |
cfr. punto 2.8. |
|
Prova di coppia sul bocchello di estremità |
|
1 |
cfr. punto 2.9. |
|
Prova in ambiente acido |
|
1 |
cfr. punto 2.10. |
|
Prova di esposizione alla radiazione ultravioletta |
|
1 |
cfr. punto 2.11. |
2.1. Prove meccaniche
Prescrizioni generali
Frequenza delle prove meccaniche
2.1.1.1.1. La frequenza delle prove per i serbatoi di metallo deve essere: 1 serbatoio per ogni lotto di produzione e per l'omologazione, cfr. tabella 1.
I provini che non sono piatti devono essere appiattiti con un processo a freddo.
In tutti i provini in cui è presente una saldatura, si deve lavorare la saldatura per eliminare l'eccedenza.
I serbatoi in metallo devono essere sottoposti alle prove indicate nella tabella 1.
Nei serbatoi prodotti con una sola saldatura circolare (serbatoi composti da due sezioni), i provini devono essere prelevati nei punti indicati nell'appendice 2, figura 1.
Nei serbatoi prodotti con saldature longitudinali e circolari (serbatoi composti da tre o più sezioni), i provini devono essere prelevati nei punti indicati nell'appendice 2, figura 2.
2.1.1.1.2. La frequenza delle prove per i serbatoi interamente in composito deve essere:
|
(a) |
durante la produzione: 1 serbatoio per lotto |
|
(b) |
per le prove di omologazione: cfr. tabella 2 |
2.1.1.2. Tutte le prove meccaniche per il controllo delle proprietà del metallo di base e delle saldature delle parti del corpo che resistono alle sollecitazioni sono eseguite su provini prelevati da serbatoi finiti.
Tipi di prove e valutazione dei risultati
Ogni serbatoio campione è sottoposto alle prove che seguono.
2.1.2.1.1. Per i serbatoi con saldature longitudinali e circolari (tre sezioni), su provini prelevati nei punti illustrati nella figura 1 dell'appendice 2 del presente allegato:
|
(a) |
una prova di trazione sul materiale di base; provino prelevato in direzione longitudinale (se ciò non è possibile, nella direzione della circonferenza); |
|
(b) |
una prova di trazione sul materiale di base del fondo; |
|
(c) |
una prova di trazione perpendicolarmente alla saldatura longitudinale; |
|
(d) |
una prova di trazione perpendicolarmente alla saldatura circolare; |
|
(e) |
una prova di piegamento sulla saldatura longitudinale, con la superficie interna in tensione; |
|
(f) |
una prova di piegamento sulla saldatura longitudinale, con la superficie esterna in tensione; |
|
(g) |
una prova di piegamento sulla saldatura circolare, con la superficie interna in tensione; |
|
(h) |
una prova di piegamento sulla saldatura circolare, con la superficie esterna in tensione; |
|
(i) |
una prova macroscopica su una sezione saldata; |
(ml, m2) almeno due prove macroscopiche sulle sezioni della piastra portavalvole per le valvole montate lateralmente, come indicato nel punto 2.4.2. seguente.
2.1.2.1.2. Per i serbatoi con saldature solo circolari (due sezioni), su provini prelevati nei punti illustrati nelle figure 2a e 2b dell'appendice 2 del presente allegato:
le prove specificate nel punto 2.1.2.1.1. precedente, fatta eccezione per (c), (e) ed (f) che non sono applicabili. Il provino per la prova di trazione sul materiale di base deve essere prelevato da (a) o (b) come indicato nel punto 2.1.2.1.1. precedente;
2.1.2.1.3. i provini che non sono sufficientemente piatti devono essere appiattiti mediante pressatura a freddo;
2.1.2.1.4. in tutti i provini in cui è presente una saldatura, si lavora la saldatura per eliminare l'eccedenza.
Prova di trazione
Prova di trazione sul metallo di base
2.1.2.2.1.1. La prova di trazione deve essere effettuata conformemente alle norme europee UNI EN 876, UNI EN 895 e UNI EN 10002-1.
2.1.2.2.1.2. I valori determinati per la sollecitazione di snervamento, la resistenza alla trazione e l'allungamento dopo lo scoppio devono essere conformi alle caratteristiche prescritte per il metallo nel punto 1.3 del presente allegato.
Prova di trazione sulle saldature
2.1.2.2.2.1. Questa prova di trazione, effettuata perpendicolarmente alla saldatura, deve essere eseguita su un provino con sezione trasversale ridotta di 25 mm di larghezza su una lunghezza che va fino a 15 mm oltre i bordi della saldatura, come illustrato nella figura 2 dell'appendice 3 del presente allegato.
Al di là di questa parte centrale la larghezza del provino deve aumentare progressivamente.
2.1.2.2.2.2. Il valore di resistenza alla trazione ottenuto deve essere conforme ai livelli minimi prescritti dalla norma UNI EN 10120.
Prova di piegamento
2.1.2.3.1. La prova di piegamento deve essere effettuata conformemente alle norme ISO 7438:2000 e UNI EN ISO 7799:2000 e alla norma europea UNI EN 910 per le parti saldate. Le prove di piegamento devono essere effettuate sulla superficie interna in tensione e sulla superficie esterna in tensione.
2.1.2.3.2. Non devono formarsi fessure nel provino mentre questo è piegato attorno a un mandrino fino a quando i bordi interni del provino si trovano ad una distanza non superiore al diametro del mandrino più 3a (cfr. figura 1 nell'appendice 3 del presente allegato).
2.1.2.3.3. Il rapporto (n) tra il diametro del mandrino e lo spessore del provino non deve essere superiore ai valori riportati nella tabella qui sotto:
|
Resistenza effettiva alla trazione Rt in (N/mm2) |
Valore (n) |
|
fino a 440 compresi |
2 |
|
da 440 a 520 compresi |
3 |
|
oltre 520 |
4 |
Ripetizione delle prove di trazione e piegamento
2.1.2.4.1. È ammessa la ripetizione delle prove di trazione e di piegamento. La seconda prova deve essere effettuata su due provini prelevati dallo stesso serbatoio.
Se i risultati di queste prove sono soddisfacenti, la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni, il lotto viene scartato.
2.2. Prova di scoppio sotto pressione idraulica
Condizioni di prova
I serbatoi sottoposti a questa prova devono recare, sulla sezione del serbatoio sottoposta a pressione, le iscrizioni proposte.
2.2.1.1. La prova di scoppio sotto pressione idraulica deve essere eseguita con una apparecchiatura che consenta di aumentare la pressione in modo regolare fino allo scoppio del serbatoio, e di registrare la variazione della pressione in funzione del tempo. La portata massima durante la prova non deve superare il 3 per cento della capacità del serbatoio al minuto.
Interpretazione della prova
I criteri adottati per l'interpretazione della prova di scoppio sono i seguenti:
2.2.2.1.1. Dilatazione volumetrica del serbatoio in metallo; corrisponde a: volume d'acqua usato tra il momento in cui la pressione comincia ad aumentare ed il momento dello scoppio.
2.2.2.1.2. Esame della rottura e della forma dei suoi bordi.
2.2.2.1.3. Pressione di scoppio
Criteri di accettazione
2.2.3.1. La pressione di scoppio misurata (Pr) non deve in nessun caso essere inferiore a 2,25 · 3 000 = 6 750 kPa.
2.2.3.2. La variazione specifica di volume del serbatoio in metallo al momento dello scoppio non deve essere inferiore a:
20 per cento se la lunghezza del serbatoio in metallo è maggiore del diametro;
17 per cento se la lunghezza del serbatoio in metallo è uguale o inferiore al diametro;
8 per cento nel caso di un serbatoio speciale in metallo (v. appendice 5, pag. 1, figure A, B e C).
La prova di scoppio non deve provocare la frammentazione del serbatoio.
2.2.3.3.1. La rottura principale non deve mostrare segni di fragilità, cioè i bordi della rottura non devono essere orientati radialmente bensì formare un angolo con il piano diametrale e presentare una riduzione di sezione su tutto lo spessore.
2.2.3.3.2. Per i serbatoi in metallo, la rottura non deve mettere in evidenza un difetto intrinseco del metallo. La saldatura deve essere di resistenza almeno uguale e preferibilmente superiore a quella del metallo di base.
Per i serbatoi interamente in composito, la rottura non deve mettere in evidenza difetti della struttura.
2.2.3.4. Ripetizione della prova di scoppio
È ammessa la ripetizione della prova di scoppio. La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti, la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni, il lotto viene scartato.
2.3. Prova idraulica
2.3.1. I serbatoi rappresentativi del tipo di serbatoio presentato per l'omologazione (senza gli accessori ma con le uscite chiuse) devono resistere ad una pressione idraulica interna di 3 000 kPa senza presentare fughe e deformazioni permanenti, conformemente alle prescrizioni che seguono.
2.3.2. La pressione dell'acqua nel serbatoio deve crescere regolarmente fino a raggiungere la pressione di prova di 3 000 kPa.
2.3.3. Il serbatoio deve rimanere alla pressione di prova per un tempo abbastanza lungo da consentire di accertare che la pressione non diminuisce e garantire la tenuta stagna del serbatoio.
2.3.4. Dopo la prova il serbatoio non deve presentare segni di deformazione permanente.
2.3.5. Qualsiasi serbatoio che viene sottoposto alla prova e non la supera deve essere scartato.
Altre prove idrauliche da eseguire sui serbatoi interamente in composito
Prova di variazione ciclica della pressione a temperatura ambiente
2.3.6.1.1. Procedura di prova
Il serbatoio finito deve essere sottoposto a non più di 20 000 cicli di pressione con la procedura seguente.
|
(a) |
Si riempie il serbatoio da sottoporre a prova con un liquido non corrosivo, ad esempio olio, acqua inibita o glicole. |
|
(b) |
Si fa variare ciclicamente la pressione nel serbatoio tra non più di 300 kPa e non meno di 3 000 kPa con una frequenza non superiore a 10 cicli al minuto. Si effettua questo ciclo almeno 10 000 volte per un massimo di 20 000 volte salvo il caso in cui compaia una fuga prima della rottura. |
|
(c) |
Si registra il numero di cicli a rottura, indicando anche la posizione e la descrizione dell'inizio della rottura. |
2.3.6.1.2. Interpretazione della prova
Il serbatoio non deve presentare rotture o fughe prima di 10 000 cicli.
Dopo aver subito 10 000 cicli, il serbatoio può presentare fughe prima della rottura.
2.3.6.1.3. Ripetizione della prova
È ammessa la ripetizione della prova di variazione ciclica della pressione a temperatura ambiente.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
Prova di variazione ciclica della pressione ad alta temperatura
2.3.6.2.1. Procedura di prova
I serbatoi finiti devono essere sottoposti a variazione ciclica della pressione ad alta temperatura con la procedura seguente senza presentare segni di rottura, fuga o sfilacciamento delle fibre:
|
(a) |
si riempie il serbatoio da sottoporre a prova con un liquido non corrosivo, ad esempio olio, acqua inibita o glicole; |
|
(b) |
si condiziona il serbatoio per 48 ore a 0 kPa e 65 °C, con il 95 per cento o più di umidità relativa; |
|
(c) |
si sottopone il serbatoio a pressione idrostatica per 3 600 cicli con una frequenza non superiore a 10 cicli al minuto, tra non più di 300 kPa e non meno di 3 000 kPa a 65 °C con il 95 per cento di umidità; |
Dopo la variazione ciclica di pressione ad alta temperatura, i serbatoi devono essere sottoposti alla prova di tenuta verso l'esterno, quindi devono essere sottoposti a pressione idrostatica fino a rottura con la procedura della prova di scoppio.
2.3.6.2.2. Interpretazione della prova
Il serbatoio deve essere conforme alle prescrizioni relative alla prova di tenuta verso l'esterno indicate nel punto 2.3.6.3.
Il serbatoio deve raggiungere una pressione di scoppio minima pari all'85 per cento della pressione di scoppio.
2.3.6.2.3. Ripetizione della prova
È ammessa la ripetizione della prova di variazione ciclica della pressione ad alta temperatura.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
Prova di tenuta verso l'esterno
2.3.6.3.1. Procedura di prova
Il serbatoio sottoposto a una pressione di 3 000 kPa deve essere immerso in acqua saponata per rilevare eventuali fughe (bolle).
2.3.6.3.2. Interpretazione della prova
Il serbatoio non deve presentare fughe.
2.3.6.3.3. Ripetizione della prova
È ammessa la ripetizione della prova di tenuta verso l'esterno.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata. Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
Prova di permeazione
2.3.6.4.1. Procedura di prova
Tutte le prove devono essere eseguite a 40 °C su un serbatoio riempito di propano commerciale per l'80 per cento della capacità riferita all'acqua.
La prova deve protrarsi per almeno 8 settimane fino a quando si osserva una permeazione stabile della struttura per almeno 500 ore.
A questo punto, si deve misurare la perdita di peso del serbatoio.
Si registra in un grafico la variazione di massa in funzione del numero di giorni trascorso.
2.3.6.4.2. Interpretazione della prova
La perdita di massa deve essere inferiore a 0,15 g/ora.
2.3.6.4.3. Ripetizione della prova
È ammessa la ripetizione della prova di permeazione.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata. Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
Prova di variazione ciclica della pressione con GPL
2.3.6.5.1. Procedura di prova
Un serbatoio che abbia superato la prova di permeazione deve essere sottoposto a una prova di variazione ciclica della pressione a temperatura ambiente secondo le prescrizioni indicate nel punto 2.3.6.1. del presente allegato.
Dopo la prova il serbatoio deve essere sezionato e l'interfaccia mantello/bocchello di estremità deve essere esaminata.
2.3.6.5.2. Interpretazione della prova
Il serbatoio deve soddisfare le prescrizioni indicate per la prova di variazione ciclica di pressione a temperatura ambiente.
L'esame dell'interfaccia mantello/bocchello di estremità del serbatoio non deve rilevare segni di deterioramento come ad esempio fessurazione per fatica o scariche elettrostatiche.
2.3.6.5.3. Ripetizione della prova
È ammessa la ripetizione della prova di variazione ciclica della pressione con GPL.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
Prova di scorrimento ad alta temperatura
2.3.6.6.1. Indicazioni generali
Questa prova deve essere eseguita solo su serbatoi interamente in composito con matrice di resina caratterizzata da una temperatura di transizione vetrosa (TG) inferiore alla temperatura di progetto (+50 °C).
2.3.6.6.2. Procedura di prova
Un serbatoio finito deve essere sottoposto a prova con la procedura seguente:
|
(a) |
si sottopone il serbatoio a una pressione di 3 000 kPa e lo si mantiene alla temperatura indicata nella tabella in funzione della durata della prova: Tabella 3 temperatura di prova in funzione della durata della prova di scorrimento ad alta temperatura
|
|
(b) |
si sottopone il serbatoio a una prova di tenuta verso l'esterno. |
2.3.6.6.3. Interpretazione della prova
È ammesso un incremento del volume non superiore al 5 per cento. Il serbatoio deve rispettare le prescrizioni relative alla prova di tenuta verso l'esterno indicate nel punto 2.4.3. del presente allegato e quelle relative alla prova di scoppio indicate nel punto 2.2. del presente allegato.
2.3.6.6.4. Ripetizione della prova
È ammessa la ripetizione della prova di scorrimento ad alta temperatura.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
2.4. Controllo non distruttivo
Controllo radiografico
2.4.1.1. Le saldature devono essere sottoposte a controllo radiografico conformemente alla specifica ISO R 1106, classificazione B.
2.4.1.2. Se viene utilizzato un visualizzatore a fili, il diametro del più piccolo filo visibile non deve essere superiore a 0,10 mm.
Se viene utilizzato un visualizzatore a gradini e a fori, il diametro del più piccolo foro visibile non deve essere superiore a 0,25 mm.
2.4.1.3. La valutazione delle radiografie delle saldature deve essere effettuata sulle pellicole originali con il metodo consigliato nella norma ISO 2504, punto 6.
I seguenti difetti sono considerati inaccettabili:
incrinature, mancanza di fusione o mancanza di penetrazione della saldatura.
2.4.1.4.1. Per spessori di parete ≥ 4 mm, sono considerate accettabili le inclusioni indicate qui di seguito:
qualsiasi inclusione gassosa di dimensioni non superiori ad a/4 mm;
qualsiasi inclusione gassosa di dimensioni superiori ad a/4 mm ma non superiori ad a/3 mm, situata a più di 25 mm di distanza da ogni altra inclusione gassosa di dimensioni superiori ad a/4 mm ma non superiori ad a/3 mm;
qualsiasi inclusione allungata o qualsiasi gruppo di inclusioni rotonde in linea in cui la lunghezza rappresentata (su una lunghezza di saldatura pari a 12a) non sia superiore a 6 mm;
le inclusioni gassose su una lunghezza di saldatura di 100 mm in cui la superficie totale di tutte le figure non sia superiore a 2a mm2.
2.4.1.4.2. Per spessori di parete < 4 mm sono considerate accettabili le inclusioni indicate qui di seguito:
qualsiasi inclusione gassosa di dimensioni non superiori ad a/2 mm;
qualsiasi inclusione gassosa di dimensioni superiori ad a/2 mm ma non superiori ad a/1,5 mm, situata a più di 25 mm di distanza da ogni altra inclusione gassosa di dimensioni superiori ad a/2 mm ma non superiori ad a/1,5 mm;
qualsiasi inclusione allungata o qualsiasi gruppo di inclusioni rotonde in linea in cui la lunghezza rappresentata (su una lunghezza di saldatura pari a 12a) non sia superiore a 6 mm;
le inclusioni gassose su una lunghezza di saldatura di 100 mm in cui la superficie totale di tutte le figure non sia superiore a 2a mm2.
2.4.2. Controllo macroscopico
Il controllo macroscopico di uno spaccato trasversale completo di saldatura deve evidenziare una fusione completa sulla superficie trattata con un qualsiasi acido di macropreparazione e non deve rilevare alcun difetto di assemblaggio o inclusione significativa o difetto di altro genere.
In caso di dubbio si deve eseguire un controllo microscopico della zona sospetta.
2.5. Esame dell'esterno della saldatura per i serbatoi in metallo
2.5.1. Questo esame è eseguito a saldatura terminata.
La superficie saldata esaminata deve essere bene illuminata e non deve presentare tracce di grasso, polvere, scorie o rivestimenti protettivi di qualsiasi genere.
2.5.2. La fusione del metallo d'apporto con il metallo di base deve essere liscia e senza tracce di attaccature. Non devono apparire incrinature, intagli o macchie porose sulla superficie saldata e sulla superficie adiacente alla parete. La superficie saldata deve essere regolare e uniforme. Nel caso delle saldature di testa il sovraspessore non deve essere superiore ad 1/4 della larghezza della saldatura.
2.6. Prova d'incendio
2.6.1. Indicazioni generali
La prova d'incendio è intesa a dimostrare che un serbatoio completo del sistema di protezione dagli incendi, specificato nel progetto, non è soggetto a scoppio nelle prove effettuate nelle condizioni di incendio specificate. Il costruttore deve descrivere il comportamento del sistema completo di protezione dagli incendi, compreso il ritorno automatico alla pressione atmosferica. Le prescrizioni relative a questa prova si ritengono soddisfatte per ogni serbatoio che presenti le seguenti caratteristiche in comune con il serbatoio di base:
|
(a) |
stesso titolare dell'omologazione, |
|
(b) |
stessa forma (cilindrica, speciale), |
|
(c) |
stesso materiale, |
|
(d) |
stesso spessore di parete, o spessore di parete superiore, |
|
(e) |
stesso diametro o diametro inferiore (serbatoio cilindrico), |
|
(f) |
stessa altezza o altezza inferiore (serbatoio di forma speciale), |
|
(g) |
stessa superficie esterna o superficie esterna inferiore, |
|
(h) |
stessa configurazione degli accessori fissati al serbatoio (2). |
2.6.2. Disposizione del serbatoio
|
(a) |
Il serbatoio deve essere disposto nella posizione prevista dal fabbricante con la parte inferiore a circa 100 mm al di sopra della sorgente di fuoco. |
|
(b) |
Per evitare il contatto diretto tra le fiamme e l'eventuale tappo fusibile (dispositivo di sovrappressione) si devono utilizzare degli schermi di protezione. Gli schermi non devono essere a contatto diretto con il tappo fusibile (dispositivo di sovrappressione). |
|
(c) |
Qualsiasi malfunzionamento durante la prova di una valvola, raccordo o tubazione non facente parte del sistema di protezione previsto nel progetto invalida il risultato della prova. |
|
(d) |
Serbatoio di lunghezza inferiore a 1,65 m: il centro del serbatoio deve essere posto sopra al centro della sorgente di fuoco. |
Serbatoio di lunghezza uguale o superiore a 1,65 m: se il serbatoio è munito di dispositivo di sovrappressione su un lato, la sorgente di fuoco deve essere applicata a partire dal lato opposto del serbatoio. Se il serbatoio è munito di dispositivo di sovrappressione su entrambi i lati o in più punti della sua lunghezza, il centro della sorgente di fuoco deve essere equidistante dai dispositivi di sovrappressione separati dalla maggior distanza orizzontale.
2.6.3. Sorgente di fuoco
Una sorgente di fuoco uniforme lunga 1,65 m deve permettere un contatto diretto delle fiamme con la superficie del serbatoio su tutto il diametro.
Per alimentare il fuoco si può usare qualsiasi combustibile, a condizione che fornisca un calore uniforme sufficiente per mantenere le temperature di prova specificate fino a che il serbatoio viene vuotato. La disposizione del fuoco deve essere registrata in modo sufficientemente dettagliato per poter riprodurre il livello di calore applicato al serbatoio. Qualsiasi malfunzionamento o variazione nel funzionamento della sorgente di fuoco durante la prova invalida il risultato.
2.6.4. Misurazioni della temperatura e della pressione
Durante la prova d'incendio devono essere misurati i seguenti elementi:
|
(a) |
la temperatura del fuoco appena sotto il serbatoio, lungo la parte inferiore di questo, in almeno due punti distanti non più di 0,75 m tra loro; |
|
(b) |
la temperatura della parete nella parte inferiore del serbatoio; |
|
(c) |
la temperatura della parete a meno di 25 mm dal dispositivo di sovrappressione; |
|
(d) |
la temperatura della parete nella parte superiore del serbatoio, al centro della sorgente di fuoco; |
|
(e) |
la pressione all'interno del serbatoio. |
Per evitare il contatto diretto delle fiamme con le termocoppie si devono utilizzare degli schermi metallici di protezione. In alternativa si possono inserire le termocoppie in blocchi quadrati di metallo di meno di 25 mm2. Durante la prova, le temperature delle termocoppie e la pressione del serbatoio devono essere registrate ad intervalli di 2 secondi o meno.
2.6.5. Prescrizioni generali relative alla prova
|
(a) |
Il serbatoio deve essere riempito all'80 per cento in volume con GPL (carburante commerciale) e sottoposto a prova in posizione orizzontale alla pressione di esercizio; |
|
(b) |
subito dopo l'accensione, il fuoco deve venire a contatto con la superficie del serbatoio sull'intera lunghezza della sorgente di fuoco (1,65 m); |
|
(c) |
entro 5 minuti dall'accensione almeno una delle termocoppie deve indicare una temperatura appena sotto il serbatoio di almeno 590 °C. Questa temperatura deve essere mantenuta per il tempo restante della prova, vale a dire fino a quando nel serbatoio non vi è più sovrappressione; |
|
(d) |
la gravosità delle condizioni di prova non deve essere attenuata dalle condizioni ambientali (ad es. pioggia, vento moderato/forte ecc.). |
2.6.6. Risultati della prova
|
(a) |
Lo scoppio del serbatoio invalida il risultato della prova. |
|
(b) |
Una pressione superiore a 3 700 kPa, vale a dire il 136 per cento della pressione di taratura della valvola di sovrappressione (2 700 kPa) durante la prova invalida il risultato della prova. Una pressione compresa fra 3 000 e 3 700 kPa invalida il risultato della prova solo se produce una deformazione plastica visibile. |
|
(c) |
Un comportamento del sistema di protezione non conforme alle caratteristiche specificate dal fabbricante, con conseguente attenuazione delle condizioni della prova, invalida il risultato della prova. |
|
(d) |
Per i serbatoi in composito, è ammessa la fuga di GPL attraverso la superficie, a condizione che la fuga sia limitata. La fuga di GPL allo stato gassoso nei 2 minuti successivi all'inizio della prova o la fuoriuscita di più di 30 litri al minuto invalidano il risultato della prova. |
|
(e) |
I risultati devono essere presentati in forma riassuntiva e devono indicare, per ciascun serbatoio, almeno i dati seguenti:
|
2.7. Prova d'urto
2.7.1. Indicazioni generali
A scelta del fabbricante, tutte le prove d'urto possono essere effettuate su un unico serbatoio, oppure ciascuna prova può essere eseguita su un serbatoio diverso.
Procedura di prova
Il liquido utilizzato per questa prova deve essere una miscela acqua/glicole o un altro liquido a basso punto di congelamento che non modifichi le proprietà del materiale del serbatoio.
Un serbatoio riempito con una quantità di liquido di peso uguale a quello della quantità di GPL con massa di riferimento di 0,568 kg/l usata per riempire il serbatoio fino all'80 per cento della sua capacità viene proiettato, parallelamente all'asse longitudinale (asse x nella figura 1) del veicolo in cui è destinato ad essere montato, ad una velocità V di 50 km/h, contro un cuneo solido, fissato orizzontalmente, perpendicolare al movimento del serbatoio.
Il cuneo deve essere installato in modo tale che al momento dell'impatto il centro di gravità (c.g.) del serbatoio sia in posizione corrispondente al centro del cuneo.
Il cuneo deve avere un angolo α di 90 gradi e il punto di impatto deve essere arrotondato con un raggio minimo di 2,5 mm. La lunghezza del cuneo L deve essere almeno uguale alla larghezza del serbatoio in movimento durante la prova. L'altezza H del cuneo deve essere di almeno 600 millimetri.
Figura 1
Descrizione della procedura della prova d'urto:

Se un serbatoio può essere installato in più posizioni nel veicolo, la prova deve essere eseguita in ciascuna posizione del serbatoio.
Dopo la prova, il serbatoio deve essere sottoposto alla prova di tenuta verso l'esterno definita nel punto 2.3.6.3 del presente allegato.
2.7.3. Interpretazione della prova
Il serbatoio deve essere conforme alle prescrizioni relative alla prova di tenuta verso l'esterno indicate nel punto 2.3.6.3. del presente allegato.
2.7.4. Ripetizione della prova
È ammessa la ripetizione della prova d'urto.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
2.8. Prova di caduta
2.8.1. Procedura di prova
Un serbatoio finito deve essere sottoposto a una prova di caduta a temperatura ambiente senza pressione interna e senza valvole. Il serbatoio deve cadere su una superficie di cemento, orizzontale e liscia.
L'altezza di caduta (Hd) misurata al punto più basso del serbatoio deve essere di 2 metri.
Lo stesso serbatoio vuoto deve essere sottoposto alla prova:
|
— |
in posizione orizzontale, |
|
— |
verticalmente su ciascuna estremità, |
|
— |
a un angolo di 45°. |
Dopo la prova di caduta, i serbatoi devono essere sottoposti a una prova di variazione ciclica della pressione a temperatura ambiente secondo le prescrizioni indicate nel punto 2.3.6.1. del presente allegato.
2.8.2. Interpretazione della prova
I serbatoi devono essere conformi alle prescrizioni relative alla prova di variazione ciclica della pressione a temperatura ambiente indicate nel punto 2.3.6.1. del presente allegato.
2.8.3. Ripetizione della prova
È ammessa la ripetizione della prova di caduta.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
2.9. Prova di coppia sul bocchello di estremità
2.9.1. Procedura di prova
Il corpo di un serbatoio deve essere fissato per impedirne la rotazione e su ciascun bocchello di estremità deve essere applicata una coppia pari a 2 volte la coppia di installazione della valvola o del dispositivo di sovrappressione prescritta dal fabbricante, prima nel senso di avvitamento di una connessione filettata, poi nel senso contrario, e infine di nuovo nel senso di avvitamento.
Successivamente, il serbatoio deve essere sottoposto a una prova di tenuta verso l'esterno conformemente alle prescrizioni del punto 2.3.6.3. del presente allegato.
2.9.2. Interpretazione della prova
Il serbatoio deve essere conforme alle prescrizioni relative alla prova di tenuta verso l'esterno indicate nel punto 2.3.6.3. del presente allegato.
2.9.3. Ripetizione della prova
È ammessa la ripetizione della prova di coppia sul bocchello di estremità.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
2.10. Prova in ambiente acido
2.10.1. Procedura di prova
Un serbatoio finito deve essere esposto per 100 ore a una soluzione di acido solforico al 30 per cento (acido per batterie, con peso specifico 1,219) e contemporaneamente a una pressione interna di 3 000 kPa. Durante la prova, almeno il 20 per cento della superficie totale del serbatoio deve esser coperta con la soluzione di acido solforico.
Successivamente, il serbatoio deve essere sottoposto a una prova di scoppio conformemente alle prescrizioni contenute nel punto 2.2 del presente allegato.
2.10.2. Interpretazione della prova
La pressione di scoppio misurata deve essere almeno l'85 per cento della pressione di scoppio del serbatoio.
2.10.3. Ripetizione della prova
È ammessa la ripetizione della prova in ambiente acido.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
2.11. Prova di esposizione alla radiazione ultravioletta
2.11.1. Procedura di prova
Quando il serbatoio viene esposto direttamente alla luce del sole (anche attraverso un vetro), la radiazione UV può causare la degradazione dei materiali polimerici. Pertanto, il fabbricante deve dimostrare che il materiale dello strato esterno è in grado di resistere alla radiazione UV nell'arco della durata in servizio, fissata in 20 anni.
|
(a) |
Se lo strato esterno ha una funzione meccanica (deve reggere un carico), il serbatoio deve essere sottoposto a prova di scoppio conformemente alle prescrizioni indicate nel punto 2.2 del presente allegato dopo un'esposizione rappresentativa alla radiazione UV. |
|
(b) |
Se lo strato esterno ha una funzione protettiva, il costruttore deve dimostrare che il rivestimento rimane integro per 20 anni per proteggere gli strati strutturali sottostanti da un'esposizione rappresentativa alla radiazione UV. |
2.11.2. Interpretazione della prova
Se lo strato esterno ha una funzione meccanica, il serbatoio deve essere conforme alle prescrizioni relative alla prova di scoppio di cui al punto 2.2 del presente allegato.
2.11.3. Ripetizione della prova
È ammessa la ripetizione della prova di esposizione alla radiazione ultravioletta.
La seconda prova deve essere effettuata su due serbatoi prodotti successivamente al primo, nello stesso lotto.
Se i risultati di queste prove sono soddisfacenti la prima prova viene ignorata.
Se i risultati di una o di entrambe le prove ripetute non soddisfano le prescrizioni il lotto viene scartato.
(1) I provini possono essere prelevati dallo stesso serbatoio
(2) È possibile aggiungere degli accessori o modificare e spostare gli accessori fissati al serbatoio senza dover ripetere la prova, a condizione che il servizio amministrativo che ha omologato il serbatoio ne sia informato e che la probabilità che vi sia un effetto negativo apprezzabile sia limitata. Il servizio amministrativo può esigere un nuovo rapporto di prova del servizio tecnico competente. Il serbatoio e le configurazioni dei suoi accessori saranno indicati nell'appendice 1 dell'allegato 2B.
Appendice 1
Figura 1
Principali tipi di saldature longitudinali di testa
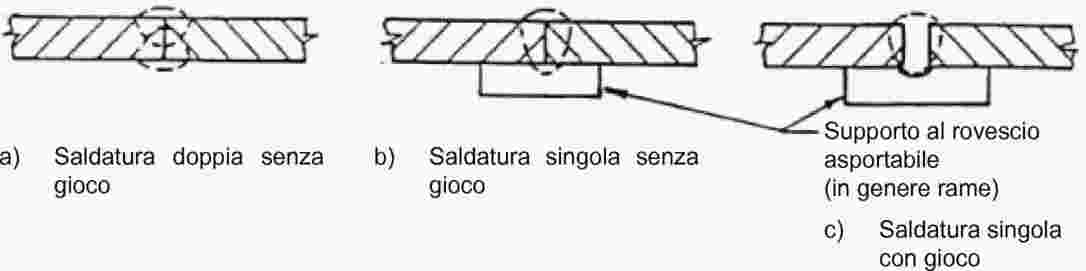
Figura 2
Saldatura circolare di testa
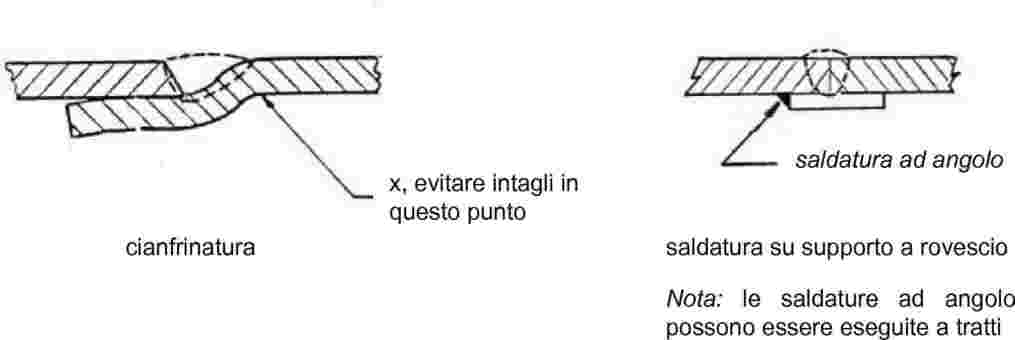
Figura 3
Esempi di piastre portavalvole saldate

Figura 4
Esempi di anelli saldati con flangia

Appendice 2
Figura 1
Serbatoi con saldature longitudinali e circolari, posizione dei provini

Figura 2a
Serbatoi con saldature solo circolari e blocchi valvole laterali, posizione dei provini

Figura 2b
Serbatoi con saldature solo circolari e piastra portavalvole sul fondo

Appendice 3
Figura 1
Prova di piegamento

Figura 2
Provino per prova di trazione perpendicolare alla saldatura

Appendice 4

Nota: per fondi torosferici

Rapporto tra H/D e fattore di forma C

Valori del fattore di forma di forma C per H/D tra 0,20 e 0,25
Rapporto tra H/D e fattore di forma C

Valori del fattore di forma di forma C per H/D tra 0,25 e 0,50
Appendice 5
ESEMPI DI SERBATOI SPECIALI

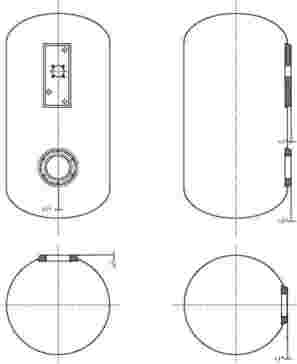
Appendice 6
METODI DI PROVA PER I MATERIALI
Resistenza chimica
I materiali usati nei serbatoi interamente in composito devono essere sottoposti a prova conformemente alla norma UNI EN ISO 175 per 72 ore a temperatura ambiente.
La resistenza chimica può essere dimostrata anche usando dati ricavati dalla letteratura.
Deve essere controllata la compatibilità con i seguenti fluidi:
|
(a) |
liquido per freni; |
|
(b) |
liquido per pulizia vetri; |
|
(c) |
liquido di raffreddamento; |
|
(d) |
benzina senza piombo; |
|
(e) |
soluzione di acqua deionizzata, cloruro di sodio (2,5 % in massa ±0,1 %), cloruro di calcio (2,5 % in massa ±0,1 %) e acido solforico in quantità sufficiente a ottenere una soluzione con pH 4,0 ± 0,2. |
Criteri di accettazione della prova:
|
(a) |
Allungamento L'allungamento di un materiale termoplastico, dopo la prova, deve essere almeno l'85 per cento dell'allungamento iniziale. L'allungamento di un elastomero, dopo la prova, deve essere almeno superiore al 100 per cento. |
|
(b) |
Componenti strutturali (ad es. fibre) La resistenza residua di un componente strutturale dopo la prova deve essere almeno l'80 per cento della resistenza a trazione originaria. |
|
(c) |
Componenti non strutturali (ad es. vernici) Non è ammessa la formazione di fenditure visibili. |
2. Struttura del composito
|
(a) |
Fibre incorporate in una matrice
|
|
(b) |
Fibre secche isotrope
|
3. Rivestimento di protezione
La radiazione UV provoca una degradazione del materiale polimerico esposto alla luce solare diretta. A seconda del tipo di installazione, il fabbricante deve provare che il rivestimento offre una produzione sufficiente per la durata in servizio prevista.
4. Componenti in materiale termoplastico
La temperatura di rammollimento Vicat dei componenti in materiale termoplastico deve essere superiore a 70 °C. Per i componenti strutturali, la temperatura di rammollimento Vicat deve essere almeno 75 °C.
5. Componenti in materiale termoindurente
La temperatura di rammollimento Vicat dei componenti in materiale termoindurente deve essere superiore a 70 °C.
6. Componenti in elastomero
La temperatura di transizione vetrosa (Tg) dei componenti in materiale elastomerico deve essere inferiore a –40 °C. La temperatura di transizione vetrosa deve essere determinata conformemente alla norma UNI EN ISO 6721 «Materie plastiche — Determinazione delle proprietà dinamico-meccaniche». Il punto di transizione Tg si ricava dal diagramma del modulo conservativo in funzione della temperatura mediante determinazione della temperatura a cui due tangenti, che rappresentano i coefficienti angolari del diagramma prima e dopo la perdita repentina di rigidità, si intersecano.
ALLEGATO 11
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DI DISPOSITIVI DI INIEZIONE DEL GAS, MISCELATORI DEL GAS O INIETTORI E DEL CANALE DI ALIMENTAZIONE
Dispositivo di iniezione del gas o iniettore
1.1. Definizione: cfr. punto 2.10. del presente regolamento.
1.2. Classificazione del componente (conformemente alla figura 1, punto 2.): classe 1.
1.3. Pressione di classificazione: 3 000 kPa.
1.4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
1.5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.2.1., disposizioni relative alla classe di isolamento.
Punto 6.15.3.1., disposizioni in caso di interruzione dell'alimentazione elettrica.
Punto 6.15.4.1., fluido di scambio termico (disposizioni relative alla compatibilità e alla pressione).
1.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
Dispositivo di iniezione del gas o miscelatore del gas
2.1. Definizione: cfr. punto 2.10. del presente regolamento.
2.2. Classificazione del componente (conformemente alla figura 1, punto 2.):
|
Classe 2 |
: |
per la parte con pressione massima regolata di 450 kPa durante il funzionamento. |
|
Classe 2A |
: |
per la parte con pressione massima regolata di 120 kPa durante il funzionamento. |
2.3. Pressione di classificazione:
|
Parti di classe 2: |
450 kPa |
|
Parti di classe 2A: |
120 kPa |
2.4. Temperatura di progetto:
da –20 °C a 120 °C, quando la pompa del carburante è montata all'esterno del serbatoio.
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
2.5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.2.1., disposizioni relative alla classe di isolamento.
Punto 6.15.3.1., disposizioni in caso di interruzione dell'alimentazione elettrica.
Punto 6.15.4.1., fluido di scambio termico (disposizioni relative alla compatibilità e alla pressione).
2.6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
Canale di alimentazione
3.1. Definizione: cfr. punto 2.18. del presente regolamento.
3.2. Classificazione del componente (conformemente alla figura 1, punto 2.):
I canali di alimentazione possono essere di Classe 1, 2 o 2A.
3.3. Pressione di classificazione:
|
Parti di classe 1 |
3 000 kPa |
|
Parti di classe 2 |
450 kPa |
|
Parti di classe 2A |
120 kPa |
3.4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
3.5. Principi generali di progettazione: (omesso)
Procedure di prova applicabili:
3.6.1. Per canali di alimentazione di classe 1:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
3.6.2. Per canali di alimentazione di classe 2 e/o 2A:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
(1) Solo per parti non metalliche.
(2) Solo per parti metalliche.
ALLEGATO 12
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELL'UNITÀ DI DOSAGGIO DEL GAS QUANDO NON È COMBINATA CON IL DISPOSITIVO/I DI INIEZIONE DEL GAS
1. Definizione: cfr. punto 2.11. del presente regolamento.
2. Classificazione del componente (conformemente alla figura 1, punto 2.):
|
Classe 2 |
: |
per la parte con pressione massima regolata di 450 kPa durante il funzionamento. |
|
Classe 2A |
: |
per la parte con pressione massima regolata di 120 kPa durante il funzionamento. |
3. Pressione di classificazione:
|
Parti di classe 2: |
450 kPa. |
|
Parti di classe 2A: |
120 kPa. |
4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.3.1., disposizioni relative alle valvole azionate da energia elettrica.
Punto 6.15.4., fluido di scambio termico (disposizioni relative alla compatibilità e alla pressione).
Punto 6.15.5., sicurezza nei confronti della sovrappressione.
6. Procedure di prova applicabili:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
Note:
Le parti dell'unità di dosaggio del gas (classe 2 o 2A) devono assicurare la tenuta con l'uscita o le uscite chiuse.
Per la prova di sovrappressione tutte le uscite, comprese quelle del compartimento contenente il fluido di scambio termico, devono essere chiuse.
(1) Solo per parti non metalliche.
(2) Solo per parti metalliche.
ALLEGATO 13
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DEL SENSORE DI PRESSIONE E/O DI TEMPERATURA
1. Definizione:
Sensore di pressione: cfr. punto 2.13. del presente regolamento.
Sensore di temperatura: cfr. punto 2.13. del presente regolamento.
2. Classificazione del componente (conformemente alla figura 1, punto 2.):
i sensori di pressione e/o temperatura possono essere di classe 1, 2 o 2A.
3. Pressione di classificazione:
|
Parti di classe 1 |
3 000 kPa. |
|
Parti di classe 2 |
450 kPa. |
|
Parti di classe 2A |
120 kPa. |
4. Temperatura di progetto:
da –20 °C a 120 °C
Per temperature inferiori e superiori ai valori indicati, si applicano condizioni di prova particolari.
5. Principi generali di progettazione:
Punto 6.15.2., disposizioni relative all'isolamento elettrico.
Punto 6.15.4.1., fluido di scambio termico (disposizioni relative alla compatibilità e alla pressione).
Punto 6.15.6.2., disposizioni per impedire il flusso di gas.
Procedure di prova applicabili:
6.1. Per parti di classe 1:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
|
Resistenza al calore secco |
allegato 15, punto 13 (1) |
|
Invecchiamento da ozono |
allegato 15, punto 14 (1) |
|
Scorrimento |
allegato 15, punto 15 (1) |
|
Cicli termici |
allegato 15, punto 16 (1) |
6.2. Per parti di Classe 2 o 2A:
|
Prova di sovrappressione |
allegato 15, punto 4 |
|
Tenuta verso l'esterno |
allegato 15, punto 5 |
|
Alta temperatura |
allegato 15, punto 6 |
|
Bassa temperatura |
allegato 15, punto 7 |
|
Compatibilità con il GPL |
allegato 15, punto 11 (1) |
|
Resistenza alla corrosione |
allegato 15, punto 12 (2) |
(1) Solo per parti non metalliche.
(2) Solo per parti metalliche.
ALLEGATO 14
DISPOSIZIONI RELATIVE ALL'OMOLOGAZIONE DELL'UNITÀ ELETTRONICA DI CONTROLLO
1. L'unità elettronica di controllo può essere qualsiasi dispositivo che controlla la richiesta di GPL del motore e che chiude automaticamente la valvola di servizio comandata a distanza, le valvole di intercettazione e la pompa del carburante dell'impianto GPL in caso di rottura della tubazione di alimentazione del carburante e/o di arresto accidentale del motore.
2. Il tempo di azionamento delle valvole di intercettazione di servizio dopo l'arresto accidentale del motore non deve essere superiore a 5 secondi.
3. L'unità elettronica di controllo deve essere conforme alle prescrizioni relative alla compatibilità elettromagnetica (EMC) del regolamento n. 10, serie di emendamenti 02 o equivalente.
4. Un guasto elettrico dell'impianto del veicolo non deve causare l'apertura incontrollata di una valvola.
5. L'uscita dell'unità elettronica di controllo non deve essere attiva quando l'alimentazione elettrica viene interrotta o tolta.
AlLEGATO 15
PROCEDURE DI PROVA
1. Classificazione
1.1. I componenti per alimentazione con GPL da utilizzare sui veicoli devono essere classificati tenendo conto della pressione massima di funzionamento e della funzione, conformemente alle disposizioni di cui al punto 2 del presente regolamento.
1.2. La classificazione dei componenti determina le prove da eseguire per l'omologazione dei componenti stessi o delle loro parti.
2. Procedure di prova applicabili
La tabella 1 presenta le procedure di prova applicabili a seconda della classificazione dei componenti.
Tabella 1
|
Prova |
Classe 1 |
Classe 2(A) |
Classe 3 |
Punto |
|
Sovrappressione |
x |
x |
x |
4. |
|
Tenuta verso l'esterno |
x |
x |
x |
5. |
|
Alta temperatura |
x |
x |
x |
6. |
|
Bassa temperatura |
x |
x |
x |
7. |
|
Tenuta della sede |
x |
|
x |
8. |
|
Durata/prove funzionali |
x |
|
x |
9. |
|
Prova di funzionamento |
|
|
x |
10. |
|
Compatibilità con il GPL |
x |
x |
x |
11. |
|
Resistenza alla corrosione |
x |
x |
x |
12. |
|
Resistenza al calore secco |
x |
|
x |
13. |
|
Invecchiamento da ozono |
x |
|
x |
14. |
|
Scorrimento |
x |
|
x |
15. |
|
Cicli termici |
x |
|
x |
16. |
|
Compatibilità con il fluido di scambio termico |
|
x |
|
|
3. Prescrizioni generali
3.1. Le prove di tenuta devono essere effettuate con un gas in pressione come aria o azoto.
3.2. Per produrre la pressione necessaria per la prova di resistenza a carico idrostatico si può utilizzare acqua o un altro fluido.
3.3. Per tutti i valori di prova deve essere indicato il tipo di fluido utilizzato, se applicabile.
3.4. La durata delle prove di tenuta e resistenza a carico idrostatico non deve essere inferiore a un minuto.
3.5. Tutte le prove devono essere effettuate alla temperatura ambiente di 20 ± 5 °C, se non diversamente specificato.
4. Prova di sovrappressione in condizioni idrauliche
Un componente contenente GPL deve resistere per almeno un minuto, con il condotto di uscita della parte ad alta pressione chiuso, ad una pressione idraulica determinata in base alla tabella 1 (2,25 volte la pressione massima di classificazione) senza mostrare segni visibili di rottura o deformazione permanente.
I campioni, precedentemente sottoposti alla prova di durabilità di cui punto 9., devono essere collegati ad una sorgente di pressione idrostatica. Nella tubazione di alimentazione in pressione idrostatica si devono montare una valvola d'intercettazione ed un manometro con campo di misura compreso tra 1,5 volte e 2 volte la pressione di prova.
La tabella 2 indica la pressione di classificazione e le pressioni da usare nella prova di sovrappressione secondo la classificazione del componente:
Tabella 2
|
Classificazionedel componente |
Pressione di classificazione [kPa] |
Pressione idraulica di prova per prova di sovrappressione [kPa] |
|
Classe 1, 3 |
3 000 |
6 750 |
|
Classe 2A |
120 |
270 |
|
Classe 2 |
450 |
1 015 |
5. Prova di tenuta verso l'esterno
5.1. Il componente non deve presentare fughe alla giunzione dello stelo, del corpo o ad altre giunzioni, e non deve presentare segni di porosità nelle parti a fusione quando queste ultime vengono sottoposte, nella prova di cui al punto 5.3., ad una pressione aerostatica compresa tra 0 e la pressione indicata nella tabella 3. Queste prescrizioni sono considerate soddisfatte se sono rispettate le prescrizioni del punto 5.4.
5.2. La prova deve essere effettuata nelle seguenti condizioni:
|
(i) |
a temperatura ambiente |
|
(ii) |
alla temperatura minima di funzionamento |
|
(iii) |
alla temperatura massima di funzionamento |
Le temperature minima e massima di funzionamento sono indicate negli allegati.
5.3. Durante questa prova il componente in fase di prova deve essere collegato ad una sorgente di pressione aerostatica (pari a 1,5 volte la pressione massima e nel caso di un componente di Classe 3, a 2,25 volte la pressione massima di classificazione). Nella tubazione di alimentazione in pressione si devono montare una valvola di intercettazione comandata ed un manometro con campo di misura compreso tra 1,5 volte e 2 volte la pressione di prova. Il manometro deve essere montato tra la valvola di intercettazione comandata ed il campione sottoposto alla prova. Per rilevare le fughe durante la prova si deve immergere il campione in acqua o utilizzare qualsiasi altro metodo equivalente (misurazione della portata o perdita di carico).
Tabella 3
Pressioni di classificazione e pressioni della prova di tenuta in base alla classificazione
|
Classificazione del componente |
Pressione di classificazione [kPa] |
Pressione della prova di tenuta [kPa] |
|
Classe 1 |
3 000 |
4 500 |
|
Classe 2A |
120 |
180 |
|
Classe 2 |
450 |
675 |
|
Classe 3 |
3 000 |
6 750 |
5.4. La fuga verso l'esterno deve essere inferiore a quanto prescritto negli allegati; in assenza di indicazioni, deve essere inferiore a 15 cm3/ora con l'uscita chiusa, quando il componente è sottoposto ad una pressione di gas uguale alla pressione della prova di tenuta.
6. Prova ad alta temperatura
Un componente contenente GPL non deve presentare fughe superiori a 15 cm3/ora quando viene sottoposto, a condotti di uscita chiusi, ad una pressione di gas pari alla pressione della prova di tenuta, alla temperatura massima di funzionamento indicata negli allegati (tabella 3, punto 5.3.). Il componente deve essere condizionato per almeno 8 ore a questa temperatura.
7. Prova a bassa temperatura
Un componente contenente GPL non deve presentare fughe superiori a 15 cm3/ora quando viene sottoposto, a condotti di uscita chiusi, ad una pressione di gas pari alla pressione della prova di tenuta, alla temperatura minima di funzionamento (–20 °C) (tabella 3, punto 5.3.). Il componente deve essere condizionato per almeno 8 ore a questa temperatura.
8. Tenuta della sede
Le seguenti prove di tenuta della sede devono essere effettuate su campioni di valvola di servizio o bocchettone di riempimento precedentemente sottoposti alla prova di tenuta verso l'esterno di cui al punto 5. precedente.
8.1.1. Le prove di tenuta della sede sono eseguite con l'entrata della valvola campione collegata ad una sorgente di pressione aerostatica, la valvola in posizione chiusa e l'uscita aperta. Nella tubazione di alimentazione in pressione si devono montare una valvola di intercettazione comandata ed un manometro con campo di misura compreso tra 1,5 volte e 2 volte la pressione di prova. Il manometro deve essere montato tra la valvola di intercettazione comandata ed il campione sottoposto alla prova. Durante l'applicazione della pressione di prova si deve controllare l'assenza di fughe immergendo in acqua l'orifizio di uscita aperto, se non diversamente indicato.
8.1.2. Per determinare la conformità ai punti da 8.2. a 8.8. si collega un pezzo di tubo all'uscita della valvola. L'estremità aperta del tubo deve sboccare in un cilindro rovesciato graduato in centimetri cubi. Il cilindro rovesciato deve essere chiuso in basso con una guarnizione a tenuta d'acqua. L'apparecchiatura deve essere regolata in modo che:
|
(1) |
l'estremità del tubo di uscita sia situata circa 13 mm al di sopra del livello dell'acqua nel cilindro rovesciato; |
|
(2) |
l'acqua all'interno e all'esterno del cilindro graduato sia allo stesso livello. Una volta effettuate queste regolazioni, si deve annotare il livello dell'acqua nel cilindro graduato. Con la valvola nella posizione chiusa che occupa durante il normale funzionamento, si deve applicare aria o azoto alla pressione di prova specificata per non meno di 2 minuti all'entrata della valvola. In questo periodo, regolare se necessario la posizione verticale del cilindro graduato per mantenere lo stesso livello d'acqua all'interno e all'esterno. |
Al termine del periodo della prova e con l'acqua all'interno e all'esterno del cilindro graduato allo stesso livello, si annota nuovamente il livello dell'acqua nel cilindro graduato. In base alla variazione di volume all'interno del cilindro graduato si calcola la portata della fuga utilizzando la seguente formula:
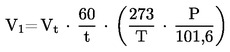
dove:
|
V1 |
= |
portata della fuga, in centimetri cubi di aria o azoto/ora |
|
Vt |
= |
incremento di volume nel cilindro graduato durante la prova |
|
t |
= |
durata della prova, in minuti |
|
P |
= |
pressione barometrica durante la prova, in kPa |
|
T |
= |
temperatura ambiente durante la prova, in K |
8.1.3. Anziché con il metodo sopra descritto, la fuga può essere misurata con un misuratore di flusso montato sul lato entrata della valvola sottoposta a prova. Il misuratore di flusso deve essere in grado di indicare con precisione, per il fluido di prova utilizzato, la portata massima ammessa della fuga.
8.2. La sede di una valvola di intercettazione, a valvola chiusa, non deve presentare fughe ad una pressione aerostatica compresa tra 0 e 3 000 kPa.
8.3. Una valvola di non ritorno provvista di sede resiliente non deve presentare fughe in posizione chiusa allorché è sottoposta ad una pressione aerostatica compresa tra 50 e 3 000 kPa.
8.4. Una valvola di non ritorno provvista di sede metallo/metallo non deve presentare fughe superiori a 0,50 dm3/ora in posizione chiusa allorché è sottoposta ad una pressione di entrata che può andare fino alla pressione di prova indicata nella tabella 3 del punto 5.3.
8.5. La sede della valvola di non ritorno superiore utilizzata nel complesso del bocchettone di riempimento non deve presentare fughe in posizione chiusa allorché è sottoposta ad una pressione aerostatica compresa tra 50 e 3 000 kPa.
8.6. La sede del collegamento di servizio non deve presentare fughe in posizione chiusa allorché è sottoposta ad una pressione aerostatica compresa tra 0 e 3 000 kPa.
8.7. La valvola di sovrappressione per tubazione gas deve assicurare la tenuta verso l'interno fino a 3 000 kPa.
8.8. La valvola di sovrappressione (valvola di scarico) non deve presentare fughe verso l'interno fino a 2 600 kPa.
9. Prova di durata
9.1. Un bocchettone di riempimento o una valvola di servizio devono poter rispettare le disposizioni relative alle prove di tenuta di cui ai punti 5. e 8., dopo essere stati sottoposti al numero di cicli di apertura e chiusura indicato negli allegati.
9.2. Una valvola di intercettazione deve essere sottoposta alla prova con l'uscita chiusa, il corpo riempito di n-esano e l'entrata sottoposta ad una pressione di 3 000 kPa.
9.3. La prova di durata deve essere effettuata ad una cadenza non superiore a 10 volte al minuto. Per una valvola di intercettazione la coppia di chiusura deve essere compatibile con le dimensioni del volantino, della chiave o di qualsiasi altro mezzo utilizzato per azionare la valvola.
9.4. Le prove appropriate di tenuta verso l'esterno e tenuta della sede, descritte rispettivamente nel punto 5. e nel punto 8., devono essere eseguite subito dopo la prova di durata.
Durata della valvola di arresto del gas all'80 per cento
9.5.1. La valvola di arresto del gas all'80 per cento deve essere in grado di resistere a 6 000 cicli di riempimento completi fino al massimo livello di riempimento.
10. Prove di funzionamento
Prova di funzionamento della valvola di sovrappressione (per tubazione gas)
10.1.1. Nel caso delle valvole di sovrappressione, si devono utilizzare tre campioni per ogni dimensione, modello e taratura per le prove riguardanti la pressione di inizio di apertura e la pressione di chiusura. Le stesse tre valvole devono essere usate per le prove di portata massima per altre osservazioni indicate nei punti seguenti.
Si devono fare almeno due osservazioni successive della pressione di inizio di apertura e della pressione di chiusura di ciascuna delle tre valvole nelle prove n. 1 e 3 di cui ai punti 10.1.2. e 10.1.4. seguenti.
Pressioni di inizio di apertura e di chiusura delle valvole di sovrappressione — prova n. 1
10.1.2.1. Prima di una prova di flusso, la pressione di inizio di apertura di ciascuno dei tre campioni di una valvola di sovrappressione avente dimensioni, modello e taratura specifici deve situarsi entro ±3 per cento della media delle pressioni, ma non deve essere inferiore al 95 per cento o superiore al 105 per cento della pressione di taratura iscritta sulla valvola.
10.1.2.2. Prima di una prova di flusso la pressione di chiusura di una valvola di sovrappressione non deve essere inferiore al 50 per cento della pressione di inizio di apertura osservata inizialmente.
10.1.2.3. La valvola di sovrappressione deve essere collegata ad una sorgente d'aria o altra sorgente aerostatica la cui pressione effettiva possa essere mantenuta ad un valore di almeno 500 kPa al di sopra della pressione di taratura iscritta sulla valvola sottoposta a prova. Nella tubazione di alimentazione in pressione si devono montare una valvola di intercettazione comandata ed un manometro con campo di misura compreso tra 1,5 volte e 2 volte la pressione di prova. Il manometro deve essere montato nella tubazione tra la valvola in prova e la valvola di intercettazione. La pressione di inizio di apertura e la pressione di chiusura devono essere osservate per mezzo di un giunto idraulico profondo non più di 100 mm.
10.1.2.4. Dopo aver annotato la pressione di inizio di apertura della valvola, si aumenta la pressione oltre questo valore in misura sufficiente a provocare l'apertura della valvola. Si richiude ermeticamente la valvola di intercettazione e si osservano attentamente il giunto idraulico ed il manometro. La pressione alla quale non si osservano più bolle attraverso il giunto idraulico va registrata come pressione di chiusura della valvola.
Flusso delle valvole di sovrappressione — prova n. 2
10.1.3.1. Il flusso di ciascuno dei tre campioni di valvola di sovrappressione di dimensioni, modello e regolazione specifici non deve scostarsi di oltre il 10 per cento dal flusso più elevato osservato.
10.1.3.2. Durante le prove di flusso eseguite su ciascuna valvola, il tappo non deve andare in folle e non devono verificarsi altre condizioni di funzionamento anomale.
10.1.3.3. La pressione di chiusura di ciascuna valvola non deve essere inferiore al 65 per cento della pressione di inizio di apertura registrata inizialmente.
10.1.3.4. La prova di flusso su una valvola di sovrappressione deve essere eseguita ad una pressione pari al 120 per cento della pressione di taratura massima.
10.1.3.5. La prova di flusso su una valvola di sovrappressione deve essere eseguita utilizzando un misuratore di flusso a diaframma del tipo a flangia progettato e tarato in maniera adeguata, collegato ad una sorgente d'aria avente capacità e pressione adeguate. Si può anche utilizzare un sistema di misurazione di flusso modificato rispetto a quello qui descritto e un fluido aerostatico diverso dall'aria, a condizione che il risultato finale sia lo stesso.
10.1.3.6. Il misuratore di flusso deve essere installato con dei tubi sufficientemente lunghi a monte e a valle del diaframma, o con altri dispositivi comprese le palette, per evitare qualsiasi perturbazione, nella zona del diaframma, del rapporto tra i diametri del diaframma e del tubo previsti.
Le flange tra le quali si monta e si fissa la piastra del diaframma devono essere munite di sensori di pressione collegati ad un manometro. Questo apparecchio indica la differenza di pressione tra la parte a monte e la parte a valle della piastra del diaframma, ed il valore letto viene utilizzato per calcolare il flusso. Un manometro tarato deve essere installato nella porzione del tubo del misuratore di flusso posto a valle della piastra del diaframma. Questo manometro indica la pressione di scarico ed il valore letto è ugualmente utilizzato per calcolare il flusso.
10.1.3.7. Uno strumento indicatore di temperatura deve essere collegato al tubo del misuratore di flusso posto a valle della piastra del diaframma per indicare la temperatura dell'aria che va verso la valvola di sovrappressione. Il valore indicato da questo strumento deve essere integrato nel calcolo di correzione della temperatura del flusso d'aria per riportarlo ad una temperatura di riferimento di 15 °C. Si deve disporre di un barometro che indichi la pressione atmosferica prevalente.
Il valore letto sul barometro deve essere sommato alla pressione indicata dal manometro di pressione di scarico dell'aria. Anche questa pressione assoluta deve essere integrata nel calcolo del flusso. La pressione dell'aria che arriva al misuratore di flusso deve essere regolata mediante una valvola adeguata installata nella tubazione di alimentazione dell'aria a monte del misuratore di flusso. La valvola di sovrappressione in fase di prova deve essere collegata al lato di uscita del misuratore di flusso.
10.1.3.8. Una volta completati tutti i preparativi per le prove di flusso, la valvola sulla tubazione di alimentazione dell'aria deve essere aperta lentamente per far crescere la pressione di alimentazione della valvola in prova fino alla pressione di misurazione del flusso. Durante questo intervallo, la pressione alla quale la valvola si apre completamente deve essere registrata come pressione di apertura.
10.1.3.9. La pressione di misurazione del flusso predeterminata deve essere mantenuta costante per un breve lasso di tempo fino a quando i valori visualizzati dagli strumenti si stabilizzano. I valori indicati dal manometro di pressione di scarico, dal manometro che indica la differenza di pressione e dall'indicatore della temperatura dell'aria di scarico devono essere registrati simultaneamente. Si riduce allora la pressione fino a quando la valvola smette di scaricare.
La pressione alla quale cessa lo scarico viene registrata come pressione di chiusura della valvola.
10.1.3.10. Con i dati registrati e il coefficiente di diaframma (conosciuto) del misuratore di flusso si calcola il flusso d'aria della valvola di sovrappressione mediante la formula seguente:

dove:
|
Q |
= |
flusso della valvola di sovrappressione, in m3/min d'aria a 100 kPa di pressione assoluta e 15 °C |
|
Fb |
= |
coefficiente fondamentale di diaframma del misuratore di flusso a 100 kPa di pressione assoluta e 15 °C |
|
Ft |
= |
fattore di conversione della temperatura del flusso d'aria in relazione alla temperatura di riferimento di 15 °C |
|
h |
= |
differenza di pressione tra la parte a monte e la parte a valle del diaframma, in kPa |
|
p |
= |
pressione dell'aria che alimenta la valvola di sovrappressione, in kPa di pressione assoluta (pressione manometrica registrata più pressione barometrica registrata) |
|
60 |
= |
denominatore per convertire m3/ora in m3/min. |
10.1.3.11. Il flusso medio delle tre valvole di sovrappressione arrotondato alla più vicina serie di cinque unità rappresenta il valore del flusso della valvola di quelle dimensioni, modello e taratura specifici.
Nuovo controllo delle pressioni di inizio di apertura e di chiusura delle valvole di sovrappressione — prova n. 3.
10.1.4.1. Dopo le prove di flusso, la pressione di inizio di apertura di una valvola di sovrappressione non deve essere inferiore all'85 per cento, e la pressione di chiusura non deve essere inferiore all'80 per cento della pressione di inizio di apertura e della pressione di chiusura iniziali registrate nella prova n. 1 di cui al punto 10.1.2.
10.1.4.2. Queste prove devono essere effettuate circa un'ora dopo la prova di flusso; la procedura di prova deve essere la stessa descritta per la prova n. 1 di cui al punto 10.1.2.
Prova di funzionamento della valvola limitatrice di flusso
10.2.1. La valvola limitatrice di flusso deve funzionare a non più del 10 per cento al di sopra o non meno del 20 per cento al di sotto del flusso nominale di chiusura indicato dal fabbricante, e deve chiudersi automaticamente ad una differenza di pressione, tra la parte a monte e la parte a valle della valvola, non superiore a 100 kPa durante le prove di funzionamento descritte di seguito.
10.2.2. Si devono sottoporre a queste prove tre campioni di ogni dimensione e modello di valvola. Una valvola destinata ad essere utilizzata solo con liquido deve essere sottoposta a prova con acqua; diversamente, le prove devono essere effettuate sia con aria che con acqua. Fatto salvo quanto indicato nel punto 10.2.3., devono essere effettuate prove separate con ogni campione montato in posizione verticale, orizzontale e capovolta. Le prove con aria devono essere effettuate senza tubazioni o altri elementi di restrizione collegati all'uscita del campione di valvola in prova.
10.2.3. Una valvola destinata ad essere installata in una sola posizione può essere sottoposta a prova soltanto in tale posizione.
10.2.4. La prova con aria deve essere eseguita con un misuratore di flusso a diaframma del tipo a flangia, progettato e tarato in maniera adeguata e collegato ad una sorgente d'aria avente flusso e pressione sufficienti.
10.2.5. Il campione in prova deve essere collegato all'uscita del misuratore di flusso. Un manometro o indicatore di pressione tarato e graduato con incrementi massimi di 3 kPa deve essere installato sul lato a monte del campione per indicare la pressione di chiusura.
10.2.6. La prova si effettua aumentando lentamente il flusso d'aria attraverso il misuratore di flusso fino a che la valvola limitatrice si chiude. Nel momento in cui la valvola si chiude, si annotano la differenza di pressione tra la parte a monte e la parte a valle del diaframma del misuratore di flusso e la pressione di chiusura indicata dal manometro, e si calcola il flusso al momento della chiusura.
10.2.7. Si possono usare altri tipi di misuratori di flusso ed utilizzare altri gas al posto dell'aria.
10.2.8. La prova con acqua deve essere eseguita con un misuratore di flusso per liquidi (o dispositivo equivalente) installato in un sistema di tubazioni che fornisca una pressione sufficiente ad assicurare il flusso richiesto. Questo sistema deve includere un piezometro sull'entrata o un tubo più grosso di almeno un calibro rispetto alla valvola da sottoporre a prova, con una valvola di regolazione del flusso inserita tra il misuratore di flusso ed il piezometro. Per attenuare il colpo d'ariete che si produce alla chiusura della valvola limitatrice di flusso si può usare un tubo flessibile o una valvola di sovrappressione idrostatica o entrambi.
10.2.9. Il campione in prova deve essere collegato al lato di uscita del piezometro. Un manometro o un indicatore di pressione tarato del tipo a ritardo con campo di misurazione tra 0 e 1 440 kPa deve essere collegato ad un sensore di pressione sul lato a monte del campione in prova per indicare la pressione di chiusura. Il collegamento deve essere effettuato usando un tubo di gomma tra il manometro ed il sensore di pressione, con una valvola installata all'entrata del manometro per purgare l'aria dal sistema.
10.2.10. Prima della prova, la valvola di regolazione di flusso deve essere aperta leggermente, con la valvola di spurgo del manometro aperta, per eliminare l'aria dal sistema. Si richiude la valvola di spurgo e si effettua la prova aumentando lentamente il flusso fino a che la valvola limitatrice si chiude. Durante la prova il manometro deve essere posizionato allo stesso livello del campione in prova. Nel momento della chiusura si annotano il flusso e la pressione di chiusura. Quando la valvola limitatrice di flusso è in posizione chiusa, si annotano la fuga o il flusso del tubo di scarico.
10.2.11. Una valvola limitatrice di flusso usata nel complesso di un bocchettone di riempimento deve chiudersi automaticamente ad una differenza di pressione non superiore a 138 kPa quando viene sottoposta alla prova sottoindicata.
10.2.12. Tre campioni di ciascuna dimensione di valvola devono essere sottoposti a queste prove. Le prove devono essere effettuate con aria, e prove separate devono essere effettuate con ogni campione montato verticalmente e orizzontalmente. Le prove devono essere effettuate come descritto nei punti da 10.2.4. a 10.2.7., con un raccordo per tubo flessibile del bocchettone di riempimento collegato al provino e con la valvola di non ritorno superiore tenuta in posizione aperta.
Prova di funzionamento a flussi diversi di riempimento
10.3.1. Il buon funzionamento del dispositivo che limita il grado di riempimento del serbatoio deve essere controllato a flussi di riempimento di 20, 50 e 80 l/min o al flusso massimo corrispondente a una pressione a monte di 700 kPa assoluti.
Prova di durata per il limitatore di riempimento
Il dispositivo che limita il grado di riempimento del serbatoio deve essere in grado di resistere a 6 000 cicli di riempimento completi fino al massimo grado di riempimento.
10.4.1. Campo d'applicazione
Qualsiasi dispositivo che limita il grado di riempimento del serbatoio e funziona tramite un galleggiante, dopo essere stato sottoposto a delle prove per verificare che:
|
— |
limiti il grado di riempimento del serbatoio a non più dell'80 per cento della sua capacità; |
|
— |
non permetta, in posizione chiusa, un flusso di riempimento del serbatoio superiore a 0,5 litro/minuto, |
deve essere sottoposto a prova con una delle procedure di cui al punto 10.5.5. o 10.5.6. per garantire che sia stato costruito per resistere alle sollecitazioni vibratorie dinamiche previste e che le vibrazioni del sistema in funzione non provochino alcun malfunzionamento o degrado delle prestazioni.
Procedura della prova di vibrazione
10.5.1. Attrezzatura e tecniche di montaggio
L'elemento in prova deve essere fissato all'apparecchiatura di vibrazione mediante i normali sistemi di montaggio, direttamente al generatore di vibrazioni o ad un tavolo di trasmissione, o per mezzo di una struttura rigida che trasmetta le condizioni vibratorie specificate. L'attrezzatura usata deve poter misurare e/o registrare il livello di accelerazione o di ampiezza e la frequenza con una precisione di almeno il 10 per cento del valore misurato.
10.5.2. Scelta della procedura
Le prove devono essere eseguite secondo la procedura A descritta nel punto 10.5.5. o secondo la procedura B descritta nel punto 10.5.6., a scelta dell'autorità che rilascia l'omologazione.
10.5.3. Indicazioni generali
Le prove seguenti devono essere eseguite su ciascuno dei tre assi ortogonali dell'elemento sottoposto a prova.
Procedura A
10.5.4.1. Ricerca della risonanza
Si determinano le frequenze di risonanza del limitatore di riempimento variando lentamente la frequenza della vibrazione applicata nel campo di frequenze specificate a livelli di prova ridotti ma con ampiezza sufficiente ad eccitare l'elemento. La ricerca della risonanza sinusoidale può essere eseguita usando il livello di prova e la durata specificati per la prova di variazione ciclica, a condizione che la durata di ricerca della risonanza sia inclusa nella durata richiesta della prova di variazione ciclica di cui al punto 10.5.5.3.
10.5.4.2. Prova di permanenza alla frequenza di risonanza
Si fa vibrare per 30 minuti l'elemento in prova lungo ogni asse alle frequenze di risonanza più forti determinate nel punto 10.5.5.1. Il livello di prova deve essere di 1,5 g (14,7 m/sec2). Se per un asse si riscontrano più di quattro frequenze di risonanza significative, per questa prova si devono scegliere le quattro frequenze di risonanza più forti. Se durante la prova si verifica un cambiamento della frequenza di risonanza, si deve annotare il momento in cui esso si produce e regolare immediatamente la frequenza in modo da mantenere la condizioni di massima risonanza. Si registra la frequenza di risonanza finale. Il tempo totale di permanenza alla frequenza di risonanza deve essere incluso nella durata della prova di variazione ciclica di cui al punto 10.5.5.3.
10.5.4.3. Prova di variazione ciclica sinusoidale
Si fa vibrare per tre ore l'elemento in prova in modo sinusoidale lungo ognuno dei suoi assi ortogonali con:
|
— |
un livello di accelerazione di 1,5 g (14,7 m/sec2), |
|
— |
frequenze comprese tra 5 e 200 Hz, |
|
— |
una durata di esplorazione di 12 minuti. |
La frequenza di vibrazione applicata deve esplorare il campo specificato in modo logaritmico.
La durata di esplorazione specificata corrisponde ad un'esplorazione ascendente più un'esplorazione discendente.
Procedura B
10.5.5.1. La prova deve essere eseguita su un tavolo di vibrazioni sinusoidali, con una accelerazione costante di 1,5 g e frequenze comprese tra 5 e 200 Hz. La prova deve durare non meno di cinque ore per ognuno degli assi specificati nel punto 10.5.4. La banda di frequenza da 5 a 200 Hz deve essere esplorata in ciascuno dei due sensi in 15 minuti.
10.5.5.2. In alternativa, nel caso in cui la prova non sia eseguita con un banco ad accelerazione costante, la banda di frequenze compresa tra 5 e 200 Hz deve essere suddivisa in 11 bande da una semiottava, ognuna esplorata ad ampiezza costante in modo che l'accelerazione teorica sia compresa tra 1 e 2 g (g = 9,8 m/s2).
Le ampiezze delle vibrazioni per ogni banda sono le seguenti:
|
Ampiezza in mm (cresta) |
Frequenza in Hz (accelerazione = 1 g) |
Frequenza in Hz (accelerazione = 2 g) |
|
10 |
5 |
7 |
|
5 |
7 |
10 |
|
2,50 |
10 |
14 |
|
1,25 |
14 |
20 |
|
0,60 |
20 |
29 |
|
0,30 |
29 |
41 |
|
0,15 |
41 |
57 |
|
0,08 |
57 |
79 |
|
0,04 |
79 |
111 |
|
0,02 |
111 |
157 |
|
0,01 |
157 |
222 |
Ogni banda deve essere esplorata nei due sensi in 2 minuti per un totale di 30 minuti per ogni banda.
10.5.6. Specifica
Dopo essere stato sottoposto a prova di vibrazione con una delle due procedure descritte qui sopra il dispositivo non deve presentare alcun cedimento meccanico e viene considerato conforme alle prescrizioni della prova di vibrazione solo se i valori dei suoi parametri caratteristici, cioè:
|
— |
il grado di riempimento in posizione chiusa, |
|
— |
il flusso di riempimento ammesso in posizione chiusa, |
non superano i limiti prescritti e non oltrepassano di oltre il 10 per cento i valori registrati prima della prova di vibrazione.
11. Prove di compatibilità con il GPL per materiali sintetici
11.1. Le parti in materiale sintetico poste a contatto con il GPL liquido non devono presentare una variazione di volume o una perdita di peso eccessive.
La resistenza all'n-pentano deve essere determinata conformemente alla norma ISO 1817 nelle condizioni seguenti:
|
(i) |
mezzo: n-pentano |
|
(ii) |
temperatura: 23 °C (tolleranza secondo la norma ISO 1817) |
|
(iii) |
durata dell'immersione: 72 ore |
11.2. Requisiti:
|
— |
variazione massima di volume: 20 per cento |
Dopo una permanenza di 48 ore in aria a 40 °C, la massa non deve diminuire di più del 5 per cento rispetto alla massa iniziale.
12. Resistenza alla corrosione
I componenti metallici destinati a contenere GPL devono superare le prove di tenuta di cui ai punti 4., 5., 6. e 7. dopo essere stati sottoposti per 144 ore ad una prova in nebbia salina conformemente alla norma UNI EN ISO 9227, con tutti i raccordi chiusi.
Prova facoltativa:
i componenti metallici destinati a contenere GPL devono superare le prove di tenuta di cui ai punti 4., 5., 6. e 7. dopo essere stati sottoposti ad una prova in nebbia salina conformemente alla norma CEI EN 60068-2-52 Kb: prova in nebbia salina.
Procedura di prova
Prima della prova il componente deve essere pulito secondo le indicazioni del fabbricante. Tutti i raccordi devono essere chiusi. Durante la prova il componente non deve funzionare.
Il componente deve essere quindi esposto per 2 ore ad una soluzione salina nebulizzata composta da 5 per cento (in massa) di NaCl (il cui indice di contaminazione deve essere inferiore a 0,3 per cento) e da 95 per cento di acqua distillata o demineralizzata, alla temperatura di 20 °C. Dopo la nebulizzazione il componente deve essere tenuto per 168 ore alla temperatura di 40 °C con un'umidità relativa del 90-95 per cento. Questa sequenza deve essere ripetuta 4 volte.
Dopo la prova il componente deve essere pulito ed essiccato per un'ora a 55 °C, quindi condizionato nelle condizioni di riferimento per quattro ore, prima di essere sottoposto ad altre prove.
12.2. I componenti in rame od ottone contenenti GPL devono superare le prove di tenuta di cui ai punti 4., 5., 6. e 7. dopo essere stati sottoposti per 24 ore ad immersione in ammoniaca conformemente alla norma ISO 6957 con tutti i raccordi chiusi.
13. Resistenza al calore secco
La prova deve essere effettuata conformemente alla norma ISO 188. Il provino deve essere esposto per 168 ore all'aria ad una temperatura pari alla temperatura massima di funzionamento.
La variazione ammissibile della resistenza alla trazione non deve essere superiore a +25 per cento.
La variazione ammissibile dell'allungamento a rottura non deve essere superiore ai valori seguenti:
aumento massimo 10 per cento
diminuzione massima 30 per cento
14. Invecchiamento da ozono
14.1. La prova deve essere effettuata conformemente alla norma UNI ISO 1431-1.
Il provino, che deve essere sottoposto ad un allungamento del 20 per cento, deve essere esposto per 72 ore all'aria a 40 °C con una concentrazione di ozono di 50 parti per cento milioni.
14.2. Non è ammessa la formazione di fenditure nel provino.
15. Scorrimento
Le parti non metalliche contenenti GPL liquido devono soddisfare le prove di tenuta di cui ai punti 5., 6. e 7. dopo essere state sottoposte, per almeno 96 ore, ad una pressione idraulica pari a 2,25 volte la pressione massima di funzionamento alla temperatura di 120 °C. Per la prova si può utilizzare acqua o qualsiasi altro fluido idraulico appropriato.
16. Prova dei cicli termici
Le parti non metalliche contenenti GPL liquido devono soddisfare le prove di tenuta di cui ai punti 5., 6. e 7. dopo essere state sottoposte, per 96 ore, a cicli termici consistenti nel passare, alla pressione massima di esercizio, dalla temperatura minima alla temperatura massima di funzionamento. La durata di ciascun ciclo deve essere di 120 minuti.
17. Compatibilità della parti non metalliche con i fluidi di scambio termico
17.1. I campioni devono essere immersi per 168 ore nel fluido di scambio termico a 90 °C, quindi asciugati per 48 ore a 40 °C. Il fluido di scambio termico usato per la prova deve essere composto per il 50 per cento da acqua e per il 50 per cento da glicole etilenico.
17.2. Il risultato della prova è ritenuto soddisfacente se la variazione del volume è inferiore al 20 per cento, la variazione della massa è inferiore al 5 per cento, la variazione della resistenza alla trazione è inferiore a –25 per cento e la variazione dell'allungamento a rottura è compresa fra –30 per cento e +10 per cento.
ALLEGATO 16
DISPOSIZIONI RELATIVE ALLE ISCRIZIONI DI IDENTIFICAZIONE DEL GPL PER I VEICOLI DELLE CATEGORIE M2 ED M3

Il contrassegno consiste in un'etichetta adesiva in materiale resistente agli agenti atmosferici.
Il colore e le dimensioni dell'etichetta devono essere conformi alle seguenti prescrizioni:
|
Colori |
||
|
|
Fondo: |
verde |
|
Bordo: |
bianco o bianco riflettente |
|
|
Lettere: |
bianco o bianco riflettente |
|
|
Dimensioni |
||
|
|
Larghezza bordo: |
4-6 mm |
|
Altezza caratteri: |
≥ 25 mm |
|
|
Spessore caratteri: |
≥ 4 mm |
|
|
Larghezza etichetta: |
110-150 mm |
|
|
Altezza etichetta: |
80-110 mm |
|
Le lettere «GPL» devono trovarsi al centro dell'etichetta adesiva.
ALLEGATO 17
DISPOSIZIONI RELATIVE ALLE ISCRIZIONI DI IDENTIFICAZIONE PER IL COLLEGAMENTO DI SERVIZIO

Il contrassegno consiste in un'etichetta adesiva in materiale resistente agli agenti atmosferici.
Il colore e le dimensioni dell'etichetta devono essere conformi alle seguenti prescrizioni:
|
Colori |
||
|
|
Fondo: |
rosso |
|
Lettere: |
bianco o bianco riflettente |
|
|
Dimensioni |
||
|
|
Altezza caratteri: |
≥ 5 mm |
|
Spessore caratteri: |
≥ 1 mm |
|
|
Larghezza etichetta: |
70-90 mm |
|
|
Altezza etichetta: |
20-30 mm |
|
Il testo «SOLO PER SERVIZIO» deve trovarsi al centro dell'etichetta adesiva.