|
7.5.2011 |
DE |
Amtsblatt der Europäischen Union |
L 120/1 |
Nur die von der UN/ECE verabschiedeten Originalfassungen sind international rechtsverbindlich. Der Status dieser Regelung und das Datum ihres Inkrafttretens sind der neuesten Fassung des UN/ECE-Statusdokuments TRANS/WP.29/343 zu entnehmen, das von folgender Website abgerufen werden kann:
http://www.unece.org/trans/main/wp29/wp29wgs/wp29gen/wp29fdocstts.html
Regelung Nr. 110 der Wirtschaftskommission der Vereinten Nationen für Europa (UN/ECE) — Einheitliche Bedingungen für die Genehmigung von
|
I. |
speziellen Bauteilen von Kraftfahrzeugen, in deren Antriebssystem komprimiertes Erdgas (CNG) verwendet wird |
|
II. |
von Fahrzeugen hinsichtlich des Einbaus spezieller Bauteile eines genehmigten Typs für die Verwendung von komprimiertem Erdgas (CNG) in ihrem Antriebssystem |
Einschließlich des gesamten gültigen Texts bis:
Ergänzung 9 zur ursprünglichen Fassung der Regelung — Tag des Inkrafttretens: 19. August 2010
INHALT
REGELUNG
|
1. |
Anwendungsbereich |
|
2. |
Begriffsbestimmungen und Klassifizierung von Bauteilen |
TEIL I
|
3. |
Antrag auf Genehmigung |
|
4. |
Aufschriften |
|
5. |
Genehmigung |
|
6. |
Vorschriften für CNG-Bauteile |
|
7. |
Änderung eines CNG-Bauteils und Erweiterung der Genehmigung |
|
8. |
(frei) |
|
9. |
Übereinstimmung der Produktion |
|
10. |
Maßnahmen bei Abweichungen in der Produktion |
|
11. |
(frei) |
|
12. |
Endgültige Einstellung der Produktion |
|
13. |
Namen und Anschriften der Technischen Dienste, die die Prüfungen für die Genehmigung durchführen,und der Behörden |
TEIL II
|
14. |
Begriffsbestimmungen |
|
15. |
Antrag auf Genehmigung |
|
16. |
Genehmigung |
|
17. |
Vorschriften für den Einbau spezieller Bauteile für die Verwendung von komprimiertem Erdgas im Antriebssystem eines Fahrzeugs |
|
18. |
Übereinstimmung der Produktion |
|
19. |
Maßnahmen bei Abweichungen in der Produktion |
|
20. |
Änderung des Fahrzeugtyps und Erweiterung der Genehmigung |
|
21. |
Endgültige Einstellung der Produktion |
|
22. |
Namen und Anschriften der Technischen Dienste, die die Prüfungen für die Genehmigung durchführen, und der Behörden |
ANHÄNGE
|
Anhang 1A — |
Wesentliche Merkmale des CNG-Bauteils |
|
Anhang 1B — |
Wesentliche Merkmale des Fahrzeugs, des Motors und der Anlage für die Verwendung von CNG |
|
Anhang 2A — |
Anordnung des Genehmigungszeichens für das CNG-Bauteil |
|
Anhang 2B — |
Mitteilung über die Genehmigung oder die Versagung oder die Erweiterung oder die Zurücknahme einer Genehmigung oder die endgültige Einstellung der Produktion für einen Typ eines CNG-Bauteils nach der Regelung Nr. 110 |
|
Anlage — |
Zusätzliche Angaben zur Typgenehmigung eines Typs eines CNG-Bauteils nach der Regelung Nr. 110 |
|
Anhang 2C — |
Anordnung der Genehmigungszeichen |
|
Anhang 2D — |
Mitteilung über die Genehmigung oder die Versagung oder die Erweiterung oder die Zurücknahme einer Genehmigung oder die endgültige Einstellung der Produktion für einen Fahrzeugtyp hinsichtlich des Einbaus einer CNG-Anlage nach der Regelung Nr. 110 |
|
Anhang 3 — |
Gaszylinder — Hochdruckzylinder für die fahrzeuginterne Speicherung von Erdgas als Kraftstoff für Kraftfahrzeuge |
|
Anlage A — |
Prüfverfahren |
|
Anlage B — |
(frei) |
|
Anlage C — |
(frei) |
|
Anlage D — |
Formblätter für Berichte |
|
Anlage E — |
Überprüfung der Spannungsverhältnisse mithilfe von Dehnungsmessstreifen |
|
Anlage F — |
Verfahren zur Prüfung des Bruchverhaltens |
|
Anlage G — |
Anweisungen des Behälterherstellers für Handhabung, Verwendung und Überprüfung von Zylindern |
|
Anlage H — |
Prüfung unter Umgebungsbedingungen |
|
Anhang 4A — |
Vorschriften für die Genehmigung des automatischen Ventils, des Sperrventils, des Überdruckventils, des Druckminderers (temperaturgesteuert), des Überströmventils, des handbetätigten Ventils und des Druckminderers (druckgesteuert) |
|
Anhang 4B — |
Vorschriften für die Genehmigung von biegsamen Kraftstoffleitungen oder Schläuchen |
|
Anhang 4C — |
Vorschriften für die Genehmigung des CNG-Filters |
|
Anhang 4D — |
Vorschriften für die Genehmigung des Druckreglers |
|
Anhang 4E — |
Vorschriften für die Genehmigung der Druck- und Temperaturfühler |
|
Anhang 4F — |
Vorschriften für die Genehmigung der Einfüllvorrichtung (des Einfüllbehälters) |
|
Anhang 4G — |
Vorschriften für die Genehmigung des Gasstromreglers und des Gas-Luft-Mischers oder der Gas-Einspritzdüse |
|
Anhang 4H — |
Vorschriften für die Genehmigung des elektronischen Steuergeräts |
|
Anhang 5 — |
Prüfverfahren |
|
Anhang 5A — |
Überdruckprüfung (Festigkeitsprüfung) |
|
Anhang 5B — |
Prüfung auf äußere Leckage |
|
Anhang 5C — |
Prüfung auf innere Leckage |
|
Anhang 5D — |
Prüfung auf CNG-Kompatibilität |
|
Anhang 5E — |
Prüfung auf Korrosionsbeständigkeit |
|
Anhang 5F — |
Beständigkeit gegen trockene Hitze |
|
Anhang 5G — |
Alterung durch Ozoneinwirkung |
|
Anhang 5H — |
Temperaturzyklusprüfung |
|
Anhang 5I — |
Druckzyklusprüfung nur für Zylinder (siehe Anhang 3) |
|
Anhang 5J — |
(frei) |
|
Anhang 5K — |
(frei) |
|
Anhang 5L — |
Haltbarkeitsprüfung (Dauerbetrieb) |
|
Anhang 5M — |
Berstprüfung/Zerstörungsprüfung nur für Zylinder (siehe Anhang 3) |
|
Anhang 5N — |
Schwingungsverträglichkeitsprüfung |
|
Anhang 5O — |
Betriebstemperaturen |
|
Anhang 6 — |
Vorschriften für das CNG-Kennzeichen für Fahrzeuge im öffentlichen Verkehr |
1. ANWENDUNGSBEREICH
Diese Regelung gilt für
|
1.1. |
Teil I |
spezielle Bauteile von Fahrzeugen der Klassen M und N (1)), in deren Antriebssystem komprimiertes Erdgas (CNG) verwendet wird; |
|
1.2. |
Teil II |
Fahrzeuge der Klassen M und N (1) hinsichtlich des Einbaus spezieller Bauteile eines genehmigten Typs für die Verwendung von komprimiertem Erdgas (CNG) in ihrem Antriebssystem. |
2. BEGRIFFSBESTIMMUNGEN UND KLASSIFIZIERUNG VON BAUTEILEN
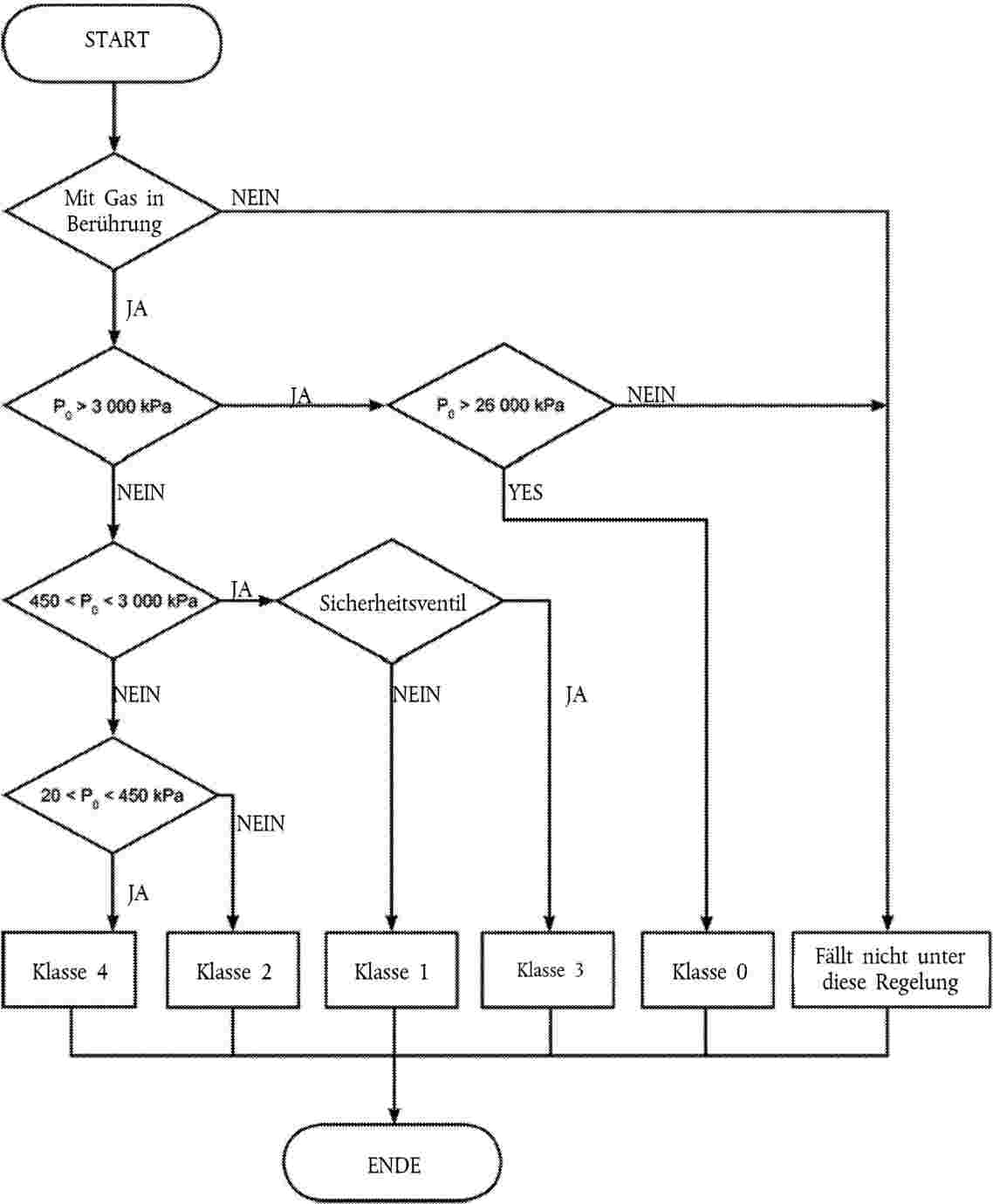
CNG-Bauteile für die Verwendung in Fahrzeugen sind hinsichtlich des Arbeitsdrucks und der Funktion nach der Darstellung in Bild 1 zu klassifizieren.
|
Klasse 0 |
Hochdruckteile einschließlich Rohre und Armaturen, die komprimiertes Erdgas bei einem Druck von mehr als 3 MPa bis 26 MPa enthalten. |
|
Klasse 1 |
Mitteldruckteile einschließlich Rohre und Armaturen, die komprimiertes Erdgas bei einem Druck von mehr als 450 kPa bis 3 000 kPa (3 MPa) enthalten. |
|
Klasse 2 |
Niederdruckteile einschließlich Rohre und Armaturen, die komprimiertes Erdgas bei einem Druck von mehr als 20 kPa bis 450 kPa enthalten. |
|
Klasse 3 |
Mitteldruckteile wie Sicherheitsventile oder Teile, die durch ein Sicherheitsventil geschützt sind, einschließlich Rohre und Armaturen, die komprimiertes Erdgas bei einem Druck von mehr als 450 kPa bis 3 000 kPa (3 MPa) enthalten. |
|
Klasse 4 |
Teile, die mit dem Gas bei einem Druck von weniger als 20 kPa in Berührung kommen. |
Ein Bauteil kann aus mehreren Teilen bestehen, die hinsichtlich des maximalen Arbeitsdrucks und der Funktion jeweils ihrer eigenen Klasse zugeordnet sind.
2.1. „Druck“ ist der relative Druck im Verhältnis zum atmosphärischen Druck, sofern nichts anderes angegeben ist.
|
2.1.1. |
„Betriebsdruck“ ist der stabilisierte Druck bei einer gleichmäßigen Gastemperatur von 15 °C. |
|
2.1.2. |
„Prüfdruck“ ist der Druck, dem ein Bauteil während der Abnahmeprüfung ausgesetzt wird. |
|
2.1.3. |
„Arbeitsdruck“ ist der höchste Druck, für den ein Bauteil vorgesehen ist und für den die Festigkeit des Bauteils bemessen wird. |
|
2.1.4. |
„Betriebstemperaturen“ sind die höchsten Werte der Temperaturbereiche, die in Anhang 5 O angegeben sind, bei denen eine sichere und richtige Funktion eines speziellen Bauteils gewährleistet wird und für die es ausgelegt und genehmigt ist. |
2.2. „Spezielle Bauteile“ sind:
|
a) |
Behälter (oder Zylinder), |
|
b) |
am Zylinder befestigte Zubehörteile, |
|
c) |
Druckregler, |
|
d) |
automatisches Ventil, |
|
e) |
handbetätigtes Ventil, |
|
f) |
Gasversorgungseinrichtung ([Vergaser oder Gas-Einspritzdüse(n)) |
|
g) |
Gasstromregler, |
|
h) |
biegsame Kraftstoffleitung, |
|
i) |
starre Kraftstoffleitung, |
|
j) |
Einfüllvorrichtung oder -behälter, |
|
k) |
Sperr- oder Rückschlagventil, |
|
l) |
Überdruckventil (Ablassventil), |
|
m) |
Druckminderer (temperaturgesteuert), |
|
n) |
Filter, |
|
o) |
Druck- oder Temperaturfühler/Druck- oder Temperaturanzeiger, |
|
p) |
Überströmventil, |
|
q) |
Wartungsventil, |
|
r) |
elektronisches Steuergerät, |
|
s) |
gasdichtes Gehäuse, |
|
t) |
Verbindungsteil, |
|
u) |
Entlüftungsschlauch |
|
v) |
Druckminderer (druckgesteuert). |
2.2.1. Viele der oben genannten Bauteile können zu einem „multifunktionalen Bauteil“ kombiniert oder zusammen gebaut sein.
Abbildung 1.1
Flussdiagramm zur Klassifizierung von CNG-Bauteilen
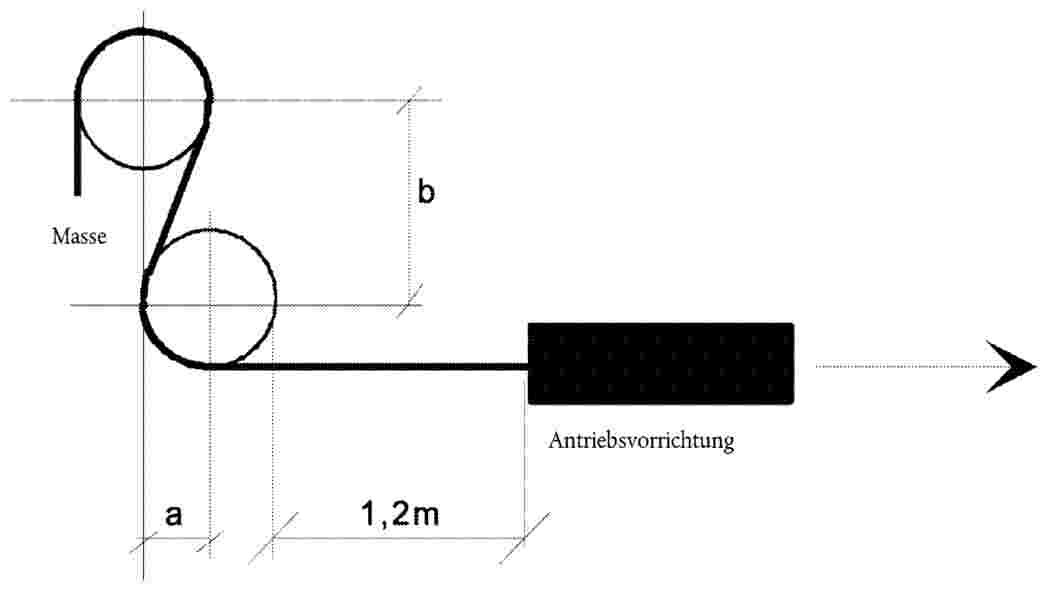
Abbildung 1.2
Prüfungen für bestimmte Klassen von Bauteilen (außer Zylindern)
|
Wirkungsprüfung |
Prüfung der Überdruckfestigkeit |
Dichtheitsprüfung (außen) |
Dichtheitsprüfung (innen) |
Haltbarkeitsprüfung im Dauerbetrieb |
Korrosionsbeständigkeit |
Alterung durch Ozoneinwirkung |
CNG-Kompatibilität |
Schwingungsfestigkeit |
Beständigkeit gegen trockene Hitze |
|||||||||
|
|
Anhang 5A |
Anhang 5B |
Anhang 5C |
Anhang 5L |
Anhang 5E |
Anhang 5G |
Anhang 5D |
Anhang 5N |
Anhang 5F |
|||||||||
|
Klasse 0 |
X |
X |
A |
A |
X |
X |
X |
X |
X |
|||||||||
|
Klasse 1 |
X |
X |
A |
A |
X |
X |
X |
X |
X |
|||||||||
|
Klasse 2 |
X |
X |
A |
A |
X |
A |
X |
X |
A |
|||||||||
|
Klasse 3 |
X |
X |
A |
A |
X |
X |
X |
X |
X |
|||||||||
|
Klasse 4 |
O |
O |
O |
O |
X |
A |
X |
O |
A |
|||||||||
|
||||||||||||||||||
2.3. „Behälter“ (oder Zylinder) ist ein Gefäß zum Speichern von komprimiertem Erdgas.
2.3.1. Es gibt folgende Behälter:
CNG-1 : Metall;
CNG 2 Metallinnenbehälter, mit harzgetränkter Endlosfaser verstärkt (in Richtung des Umfangs umwickelt);
CNG 3 Metallinnenbehälter, mit harzgetränkter Endlosfaser verstärkt (vollständig umwickelt);
CNG 4 harzgetränkte Endlosfaser mit nichtmetallischem Innenbehälter (Vollverbundkonstruktion).
2.4. „Behältertyp“ sind Behälter, die sich in den in Anhang 3 genannten Abmessungs- und Werkstoffmerkmalen nicht voneinander unterscheiden.
2.5. „Am Behälter befestigte Zubehörteile“ sind unter anderem die nachstehenden Bauteile, die entweder getrennt oder zusammen am Behälter angebracht sind:
|
2.5.1. |
handbetätigtes Ventil, |
|
2.5.2. |
Druckfühler/Druckanzeiger, |
|
2.5.3. |
Überdruckventil (Ablassventil), |
|
2.5.4. |
Druckminderer (temperaturgesteuert), |
|
2.5.5. |
automatisches Zylinderventil, |
|
2.5.6. |
Überströmventil, |
|
2.5.7. |
gasdichtes Gehäuse. |
2.6. „Ventil“ ist eine Vorrichtung, mit der der Strom eines fließenden Mediums gesteuert werden kann.
2.7. „Automatisches Ventil“ ist ein Ventil, das nicht manuell betätigt wird.
2.8. „Automatisches Zylinderventil“ ist ein automatisches Ventil, das am Zylinder fest angebracht ist und den Gasstrom zur Kraftstoffanlage steuert. Das automatische Zylinderventil wird auch ferngesteuertes Wartungsventil genannt.
2.9. „Rückschlagventil“ ist ein automatisches Ventil, das das Gas nur in eine Richtung fließen lässt.
2.10. „Überströmventil“ (Begrenzungseinrichtung) ist eine Einrichtung, die den Gasstrom automatisch unterbricht oder drosselt, wenn er einen konstruktiv festgelegten Wert überschreitet.
2.11. „Handbetätigtes Ventil“ ist ein handbetätigtes Ventil, das am Zylinder fest angebracht ist.
2.12. „Überdruckventil (Ablassventil)“ ist eine Vorrichtung, die verhindert, dass ein festgelegter Eingangsdruck überschritten wird.
2.13. „Wartungsventil“ ist ein Rückschlagventil, das nur zur Wartung des Fahrzeugs geschlossen wird.
2.14. „Filter“ ist ein Schutzsieb, das Fremdkörper aus dem Gasstrom abscheidet.
2.15. „Verbindungsteil“ ist eine Verbindung in einem Rohr- oder Schlauchleitungsnetz.
2.16. Kraftstoffleitungen
|
2.16.1. |
„Biegsame Kraftstoffleitungen“ sind biegsame Rohre oder Schläuche, durch die Erdgas fließt. |
|
2.16.2. |
„Starre Kraftstoffleitungen“ sind Rohrleitungen, die sich bei normalem Betrieb nicht biegen sollen und durch die Erdgas fließt. |
2.17. „Gasversorgungseinrichtung“ ist eine Einrichtung zur Einleitung gasförmigen Kraftstoffs in den Einlasskrümmer des Motors (Vergaser oder Einsblasdüse).
|
2.17.1. |
„Gas-Luft-Mischer“ ist eine Vorrichtung zum Mischen des gasförmigen Kraftstoffs und der Ansaugluft für den Motor. |
|
2.17.2. |
„Gas-Einspritzdüse“ ist eine Vorrichtung zur Zufuhr des gasförmigen Kraftstoffs in den Motor oder in ein dazugehörendes Einlasssystem. |
2.18. „Gasstromregler“ ist eine Vorrichtung zum Begrenzen des Gasstroms, die hinter einem Druckregler eingebaut ist und den Gasstrom zum Motor steuert.
2.19. „Gasdichtes Gehäuse“ ist eine Einrichtung mit Entlüftungsschlauch, durch die austretendes Gas aus dem Fahrzeug heraus geleitet wird.
2.20. „Druckanzeiger“ ist eine unter Druck stehend Einrichtung, die den Gasdruck anzeigt.
2.21. „Druckregler“ ist eine Einrichtung, die den Förderdruck des zum Motor strömenden gasförmigen Kraftstoffs steuert.
2.22. „Druckminderer (temperaturgesteuert)“ ist eine Einrichtung zum einmaligen Gebrauch, die durch eine zu hohe Temperatur ausgelöst wird und durch die Gas abgeleitet wird, um den Zylinder vor Bruch zu schützen.
2.23. „Einfüllvorrichtung oder -behälter“ ist eine Vorrichtung, die außen oder innen (Motorraum) am Fahrzeug angebracht ist und dazu dient, den Behälter an der Tankstelle zu füllen.
2.24. „Elektronisches Steuergerät (CNG-Kraftstoffzufuhr)“ ist eine Einrichtung, die den Gasbedarf des Motors und andere Motorkennwerte steuert und das aus Sicherheitsgründen vorgeschriebene automatische Ventil selbsttätig schließt.
2.25. „Bauteiltyp“ sind Bauteile nach den Absätzen 2.6 bis 2.23, die sich in wesentlichen Merkmalen wie Werkstoffen, Arbeitsdruck und Betriebstemperaturen nicht voneinander unterscheiden.
2.26. „Typ des elektronischen Steuergeräts“ nach Absatz 2.24 ist eine Gesamtheit von Bauteilen, die sich in wesentlichen Merkmalen wie den grundlegenden Softwareprinzipien — abgesehen von geringfügigen Abweichungen — nicht unterscheiden.
2.27. „Druckminderer (druckgesteuert)“ (manchmal als „Berstscheibe“ bezeichnet) ist eine Einrichtung zum einmaligen Gebrauch, die durch einen zu hohen Druck ausgelöst wird und verhindert, dass ein vorher festgelegter Eingangsdruck überschritten wird.
TEIL I
GENEHMIGUNG DER SPEZIELLEN BAUTEILE VON KRAFTFAHRZEUGEN, IN DEREN ANTRIEBSSYSTEM KOMPRIMIERTES ERDGAS (CNG) VERWENDET WIRD
3. ANTRAG AUF GENEHMIGUNG
3.1. Der Antrag auf Erteilung einer Genehmigung für ein spezielles oder multifunktionelles Bauteil ist vom Inhaber der Fabrik- oder Handelsmarke oder seinem bevollmächtigten Vertreter einzureichen.
3.2. Dem Antrag sind folgende Unterlagen in dreifacher Ausfertigung und folgende Angaben beizufügen:
|
3.2.1. |
eine Beschreibung des Fahrzeugs mit allen zutreffenden Angaben nach Anhang 1A dieser Regelung, |
|
3.2.2. |
eine detaillierte Beschreibung des Typs des speziellen Bauteils, |
|
3.2.3. |
eine Zeichnung des speziellen Bauteils mit ausreichenden Details und in geeignetem Maßstab, |
|
3.2.4. |
ein Nachweis der Einhaltung der Vorschriften von Absatz 6 dieser Regelung, |
3.3. Auf Verlangen des Technischen Dienstes, der die Prüfungen für die Genehmigung durchführt, sind Muster des speziellen Bauteils zur Verfügung zu stellen. Auf Verlangen sind zusätzliche Muster (höchstens drei) zur Verfügung zu stellen.
3.3.1. Während der Vorserienfertigung der Behälter sind [n] (2) Behälter aus einer Partie von jeweils 50 Stück (Partie für die Produktqualifizierung) zerstörungsfreien Prüfungen nach Anhang 3 zu unterziehen.
4. AUFSCHRIFTEN
4.1. Das für die Erteilung einer Genehmigung eingereichte Muster eines speziellen Bauteils muss die Fabrik- oder Handelsmarke des Herstellers und die Typbezeichnung tragen einschließlich einer über die Bezeichnung der Betriebstemperaturen („M“ oder „C“ für mittlere oder kalte Temperaturen); bei flexiblen Schläuchen müssen ferner der Monat und das Jahr der Herstellung angegeben sein. Diese Aufschrift muss deutlich lesbar und dauerhaft sein.
4.2. An allen Bauteilen muss eine ausreichend große Fläche für das Genehmigungszeichen vorhanden sein. Diese Fläche muss in den in Absatz 3.2.3 genannten Zeichnungen dargestellt sein.
4.3. An jedem Behälter muss außerdem ein Fabrikschild mit folgenden deutlich lesbaren, dauerhaften Angaben angebracht sein:
|
a) |
Seriennummer, |
|
b) |
Rauminhalt in Litern, |
|
c) |
Angabe „CNG“, |
|
d) |
Betriebsdruck/Prüfdruck (MPa), |
|
e) |
Masse (kg), |
|
f) |
Jahr und Monat der Genehmigung (z. B. 96/01), |
|
g) |
Genehmigungszeichen nach Absatz 5.4. |
5. GENEHMIGUNG
5.1. Entsprechen die zur Genehmigung nach dieser Regelung vorgelegten Bauteilmuster den Vorschriften der Absätze 6.1 bis 6.11, so ist die Genehmigung für den Bauteiltyp zu erteilen.
5.2. Jeder Genehmigung eines Typs eines Bauteils oder multifunktionellen Bauteils wird eine Genehmigungsnummer zugeteilt. Ihre ersten beiden Ziffern (derzeit 00 für die Regelung in ihrer ursprünglichen Fassung) bezeichnen die Änderungsserie mit den neuesten, wichtigsten technischen Änderungen, die zum Zeitpunkt der Erteilung der Genehmigung in die Regelung aufgenommen sind. Dieselbe Vertragspartei darf diesen alphanumerischen Code keinem anderen Bauteiltyp zuteilen.
5.3. Über die Erteilung, Erweiterung oder Versagung einer Genehmigung für einen Typ eines CNG-Bauteils nach dieser Regelung sind die Vertragsparteien des Übereinkommens, die diese Regelung anwenden, mit einem Mitteilungsblatt zu unterrichten, das dem Muster in Anhang 2B dieser Regelung entspricht.
5.4. An allen Bauteilen, die einem nach dieser Regelung genehmigten Typ entsprechen, ist auf der Fläche nach Absatz 4.2 zusätzlich zu den Aufschriften nach den Absätzen 4.1 und 4.3 sichtbar ein internationales Genehmigungszeichen anzubringen, bestehend aus
|
5.4.1. |
einem Kreis, in dem sich der Buchstabe „E“ und die Kennzahl des Landes befinden, das die Genehmigung, erteilt hat (3), |
|
5.4.2. |
der Nummer dieser Regelung mit dem nachgestellten Buchstaben „R“, einem Bindestrich und der Genehmigungsnummer rechts neben dem Kreis nach Absatz 5.4.1. Diese Genehmigungsnummer besteht aus der Genehmigungsnummer des Bauteiltyps, die in der für diesen Typ ausgestellten Bescheinigung angegeben ist (siehe Absatz 5.2 und Anhang 2B) und der zwei Ziffern voran gestellt sind, die die letzte Änderungsserie zu dieser Regelung bezeichnen. |
5.5. Das Genehmigungszeichen muss deutlich lesbar und dauerhaft sein.
5.6. Anhang 2A dieser Regelung enthält Beispiele für die Anordnung des vorstehend genannten Genehmigungszeichens.
6. VORSCHRIFTEN FÜR CNG-BAUTEILE
6.1. Allgemeine Vorschriften
6.1.1. Die speziellen Bauteile von Fahrzeugen, in deren Antriebssystem komprimiertes Erdgas (CNG) verwendet wird, müssen entsprechend den Vorschriften dieser Regelung ordnungsgemäß und sicher funktionieren.
Werkstoffe, die mit CNG in Berührung kommen, müssen damit verträglich sein (siehe Anhang 5D).
Diejenigen Teile von Bauteilen, deren ordnungsgemäßes und sicheres Funktionieren durch CNG, hohen Druck oder Erschütterungen beeinträchtigt werden kann, sind den in den Anhängen dieser Regelung beschriebenen Prüfungen zu unterziehen. Sie müssen vor allem den Vorschriften der Absätze 6.2 bis 6.11 entsprechen.
Die speziellen Bauteile von Fahrzeugen, in deren Antriebssystem komprimiertes Erdgas (CNG) verwendet wird, müssen den einschlägigen Vorschriften der Regelung Nr. 10 zur elektromagnetischen Verträglichkeit (EMV), Änderungsserie 02, oder anderen gleichartigen Vorschriften entsprechen.
6.2. Vorschriften für Behälter
6.2.1. Bei der Typgenehmigung von CNG-Behältern sind die Vorschriften des Anhangs 3 dieser Regelung anzuwenden.
6.3. Vorschriften für Bauteile, die am Behälter angebracht sind
6.3.1. Am Behälter müssen mindestens die nachstehenden Bauteile entweder getrennt oder zusammen angebracht sein:
|
6.3.1.1. |
handbetätigtes Ventil, |
|
6.3.1.2. |
automatisches Zylinderventil, |
|
6.3.1.3. |
Druckminderer, |
|
6.3.1.4. |
Überströmventil, |
6.3.2. Der Behälter kann gegebenenfalls ein gasdichtes Gehäuse haben.
6.3.3. Bei der Typgenehmigung der in den Absätzen 6.3.1 und 6.3.2 genannten Bauteile sind die Vorschriften des Anhangs 4 dieser Regelung anzuwenden.
6.4.-6.11. Vorschriften für andere Bauteile
Bei der Typgenehmigung der in der nachstehenden Tabelle genannten Bauteile sind die Vorschriften der dort genannten Anhänge anzuwenden.
|
Absatz |
Bauteil |
Anhang |
|
6.4 |
Automatisches Ventil Prüfventil oder Rückschlagventil Überdruckventil Druckminderer (temperaturgesteuert) Überströmventil Druckminderer (druckgesteuert) |
4A |
|
6.5 |
Biegsame Kraftstoffleitung |
4B |
|
6.6 |
CNG-Filter |
4C |
|
6.7 |
Druckregler |
4D |
|
6.8 |
Druck- und Temperaturfühler |
4E |
|
6.9 |
Einfüllvorrichtung oder -behälter |
4F |
|
6.10 |
Gasstromregler und Gas-Luft-Mischer oder Gas-Einspritzdüse |
4G |
|
6.11 |
Elektronisches Steuergerät |
4H |
7. ÄNDERUNG EINES CNG-BAUTEILS UND ERWEITERUNG DER GENEHMIGUNG
7.1. Jede Änderung eines Typs eines CNG-Bauteils ist der Behörde mitzuteilen, die die Typgenehmigung erteilt hat. Die Behörde kann dann
|
7.1.1. |
entweder die Auffassung vertreten, dass die vorgenommenen Änderungen keine nennenswerte nachteilige Auswirkung haben und das Bauteil noch den Vorschriften entspricht, |
|
7.1.2. |
oder entscheiden, dass die Prüfungen von der zuständigen Behörde ganz oder teilweise neu durchzuführen sind. |
7.2. Die Bestätigung oder die Versagung der Genehmigung ist den Vertragsparteien, die diese Regelung anwenden, unter Angabe der Änderungen nach dem Verfahren des Absatzes 5.3 mitzuteilen.
7.3. Die zuständige Behörde, die die Erweiterung der Genehmigung bescheinigt, teilt jedem Mitteilungsblatt, das bei einer solchen Erweiterung ausgestellt wird, eine laufende Nummer zu.
8. (frei)
9. ÜBEREINSTIMMUNG DER PRODUKTION
Die Verfahren zur Kontrolle der Übereinstimmung der Produktion müssen den in Anhang 2 zum Übereinkommen (E/ECE/324-E/ECE/TRANS/505/Rev.2) beschriebenen Verfahren entsprechen, wobei Folgendes gilt:
|
9.1. |
Jeder Behälter ist nach den Vorschriften des Anhangs 3 mit einem Druck zu prüfen, der mindestens dem 1,5-fachen des Arbeitsdrucks entspricht. |
|
9.2. |
Die Berstprüfung ist bei dem in Anhang 3 Absatz 3.2 genannten hydrostatischen Druck für jede Partie von höchstens 200 Behältern durchzuführen, die aus Rohmaterial aus demselben Produktionslos hergestellt sind. |
|
9.3. |
Jeder Satz biegsamer Kraftstoffleitungen, der der im Hoch- und Mitteldruckbereich (Klassen 0 und 1 der Klassifizierung in Absatz 2 dieser Regelung) verwendet wird, ist bei einem Druck zu prüfen, der dem Zweifachen des Arbeitsdrucks entspricht. |
10. MASSNAHMEN BEI ABWEICHUNG IN DER PRODUKTION
10.1. Die für einen Bauteiltyp nach dieser Regelung erteilte Genehmigung kann zurückgenommen werden, wenn die Anforderungen des Absatzes 9 nicht erfüllt werden.
10.2. Nimmt eine Vertragspartei des Übereinkommens, die diese Regelung anwendet, eine von ihr erteilte Genehmigung zurück, so hat sie unverzüglich die anderen Vertragsparteien, die diese Regelung anwenden, hiervon mit einem Mitteilungsblatt zu unterrichten, das dem Muster in Anhang 2B dieser Regelung entspricht.
11. (frei)
12. ENDGÜLTIGE EINSTELLUNG DER PRODUKTION
Stellt der Inhaber der Genehmigung die Produktion eines nach dieser Regelung genehmigten Bauteiltyps endgültig ein, so hat er hiervon die Behörde, die die Genehmigung erteilt hat, zu unterrichten. Nach Erhalt der entsprechenden Mitteilung hat diese Behörde die anderen Vertragsparteien des Übereinkommens, die diese Regelung anwenden, hiervon mit einem Mitteilungsblatt zu unterrichten, das dem Muster in Anhang 2B dieser Regelung entspricht.
13. NAMEN UND ANSCHRIFTEN DER TECHNISCHEN DIENSTE, DIE DIE PRÜFUNGEN FÜR DIE GENEHMIGUNG DURCHFÜHREN, UND DER BEHÖRDEN
Die Vertragsparteien des Übereinkommens, die diese Regelung anwenden, übermitteln dem Sekretariat der Vereinten Nationen die Namen und Anschriften der Technischen Dienste, die die Prüfungen für die Genehmigung durchführen, und der Behörden, die die Genehmigung erteilen und denen die in anderen Ländern ausgestellten Mitteilungsblätter für die Erteilung, Erweiterung, Versagung oder Zurücknahme der Genehmigung zu übersenden sind.
TEIL II
GENEHMIGUNG DER FAHRZEUGE HINSICHTLICH DES EINBAUS SPEZIELLER BAUTEILE EINES GENEHMIGTEN TYPS FÜR DIE VERWENDUNG VON KOMPRIMIERTEM ERDGAS (CNG) IN IHREM ANTRIEBSSYSTEM
14. BEGRIFFSBESTIMMUNGEN
14.1. Im Sinne dieses Teils II dieser Regelung ist (sind)
|
14.1.1. |
„Genehmigung eines Fahrzeugs“ die Genehmigung eines Fahrzeugtyps der Klasse M oder N hinsichtlich seiner CNG-Anlage als Erstausrüstung für die Verwendung in seinem Antriebssystem; |
|
14.1.2. |
„Fahrzeugtyp“ Fahrzeuge, die mit speziellen Bauteilen für die Verwendung von CNG in ihrem Antriebssystem ausgerüstet sind und sich in folgenden Merkmalen nicht voneinander unterscheiden:
|
|
14.1.3. |
„CNG-Anlage“ eine Gruppe von Bauteilen (Behälter oder Zylinder, Ventile, biegsame Kraftstoffleitungen usw.) und Verbindungsteilen (starre Kraftstoffleitungen, Rohrverbindungen usw.), die in Kraftfahrzeuge eingebaut sind, in deren Antriebssystem CNG verwendet wird; |
15. ANTRAG AUF GENEHMIGUNG
15.1. Der Antrag auf Erteilung einer Genehmigung für einen Fahrzeugtyp hinsichtlich des Einbaus spezieller Bauteile für die Verwendung von CNG in seinem Antriebssystem ist vom Fahrzeughersteller oder seinem bevollmächtigten Vertreter einzureichen.
15.2. Dem Antrag ist eine Beschreibung des Fahrzeugs mit allen zutreffenden Angaben nach Anhang 1B dieser Regelung in dreifacher Ausfertigung beizufügen.
15.3. Ein für den zu genehmigenden Typ repräsentatives Fahrzeug ist dem Technischen Dienst, der die Prüfungen für die Genehmigung durchführt, zur Verfügung zu stellen.
16. GENEHMIGUNG
16.1. Ist das zur Genehmigung nach dieser Regelung vorgeführte Fahrzeug mit allen erforderlichen speziellen Bauteilen für die Verwendung von komprimiertem Erdgas in seinem Antriebssystem ausgerüstet und entspricht es den Vorschriften von Absatz 17, so ist die Genehmigung für den Fahrzeugtyp zu erteilen.
16.2. Jeder Genehmigung wird eine Genehmigungsnummer zugeteilt. Ihre ersten beiden Ziffern bezeichnen die Änderungsserie mit den neuesten, wichtigsten technischen Änderungen, die zum Zeitpunkt der Erteilung der Genehmigung in die Regelung aufgenommen sind.
16.3. Über die Erteilung, Erweiterung oder Versagung einer Genehmigung für einen Typ eines CNG-Fahrzeugs nach dieser Regelung sind die Vertragsparteien des Übereinkommens, die diese Regelung anwenden, mit einem Mitteilungsblatt zu unterrichten, das dem Muster in Anhang 2D dieser Regelung entspricht.
16.4. An jedem Fahrzeug, das einem nach dieser Regelung genehmigten Typ entspricht, ist sichtbar und an gut zugänglicher Stelle, die im Genehmigungsblatt nach Absatz 16.3 anzugeben ist, ein internationales Genehmigungszeichen anzubringen, bestehend aus
|
16.4.1. |
einem Kreis, in dem sich der Buchstabe „E“ und die Kennzahl des Landes befinden, das die Genehmigung erteilt hat (4), |
|
16.4.2. |
der Nummer dieser Regelung mit dem nachgestellten Buchstaben „R“, einem Bindestrich und der Genehmigungsnummer rechts neben dem Kreis nach Absatz 16.4.1. |
16.5. Entspricht das Fahrzeug einem Typ, der auch nach einer oder mehreren anderen Regelungen zum Übereinkommen in dem Land genehmigt wurde, das die Genehmigung nach dieser Regelung erteilt hat, so braucht das Zeichen nach Absatz 16.4.1 nicht wiederholt zu werden. In diesem Fall sind die Regelungs- und Genehmigungsnummern und die zusätzlichen Zeichen aller Regelungen, aufgrund deren die Genehmigung in dem Land erteilt wurde, das die Genehmigung nach dieser Regelung erteilt hat, untereinander rechts neben dem Zeichen nach Absatz 16.4.1 anzuordnen.
16.6. Das Genehmigungszeichen muss deutlich lesbar und dauerhaft sein.
16.7. Das Genehmigungszeichen ist in der Nähe des Typenschilds oder auf diesem selbst anzubringen.
16.8. Anhang 2C dieser Regelung enthält Beispiele für die Anordnung des vorstehend genannten Genehmigungszeichens.
17. VORSCHRIFTEN FÜR DEN EINBAU SPEZIELLER BAUTEILE FÜR DIE VERWENDUNG VON KOMPRIMIERTEM ERDGAS IM ANTRIEBSSYSTEM EINES FAHRZEUGS
17.1. Allgemeines
17.1.1. Die CNG-Anlage des Fahrzeugs muss bei dem Arbeitsdruck, für den sie ausgelegt und genehmigt ist, ordnungsgemäß und sicher funktionieren.
17.1.2. Alle Bauteile der Anlage müssen als Einzelteile nach Teil I dieser Regelung genehmigt sein.
17.1.3. Die in der Anlage verwendeten Werkstoffe müssen für komprimiertes Erdgas geeignet sein.
17.1.4. Alle Bauteile der Anlage müssen sicher befestigt sein.
17.1.5. Die CNG-Anlage darf keine Undichtigkeiten aufweisen, d. h. es dürfen sich während 3 Minuten keine Blasen bilden.
17.1.6. Die CNG-Anlage muss so eingebaut sein, dass sie bestmöglich gegen Beschädigungen geschützt ist, die etwa durch bewegliche Fahrzeugteile, durch einen Zusammenstoß, durch Streugut, beim Be- und Entladen des Fahrzeugs oder durch Verrutschen der Ladung entstehen.
17.1.7. An die CNG-Anlage dürfen nur die Geräte angeschlossen werden, die für den ordnungsgemäßen Betrieb des Fahrzeugmotors unbedingt erforderlich sind.
17.1.7.1. Ungeachtet der Vorschriften des Absatzes 17.1.7 können Fahrzeuge mit einer an die CNG-Anlage angeschlossenen Heizanlage zur Beheizung des Innenraums oder des Laderaums ausgerüstet sein.
17.1.7.2. Eine Heizanlage nach Absatz 17.1.7.1 ist zulässig, wenn sie nach Ansicht des Technischen Dienstes, der die Prüfungen für die Genehmigung durchführt, ausreichend geschützt ist und der vorschriftsmäßige Betrieb der normalen CNG-Anlage nicht gestört wird.
17.1.8. Kennzeichnung von Fahrzeugen der Klassen M2 und M3 , die mit CNG betrieben werden (5)
17.1.8.1. Fahrzeuge der Klassen M2 und M3, die mit einer CNG-Anlage ausgerüstet sind, müssen mit einem Schild nach den Vorschriften des Anhangs 6 versehen sein.
17.1.8.2. Das Schild muss am Fahrzeug vorn und hinten sowie außen an den Türen auf der rechten Seite angebracht ein.
17.2. Weitere Vorschriften
17.2.1. Kein Bauteil der CNG-Anlage einschließlich der Schutzmaterialien, die Bestandteil solcher Bauteile sind, darf über die Fahrzeugaußenfläche hinausragen; das gilt nicht für die Einfüllvorrichtung, wenn sie um nicht mehr als 10 mm über ihren Befestigungspunkt hinausragt.
17.2.2. Kein Bauteil der CNG-Anlage darf weniger als 100 mm vom Auspuff oder einer ähnlichen Wärmequelle entfernt sein, es sei denn, solche Bauteile sind ausreichend gegen Wärme geschützt.
17.3. Die CNG-Anlage
17.3.1. Eine CNG-Anlage muss mindestens folgende Bauteile umfassen:
|
17.3.1.1. |
Behälter oder Zylinder, |
|
17.3.1.2. |
Druckanzeiger oder Kraftstoffstandanzeiger, |
|
17.3.1.3. |
Druckminderer (temperaturgesteuert), |
|
17.3.1.4. |
automatisches Zylinderventil, |
|
17.3.1.5. |
handbetätigtes Ventil, |
|
17.3.1.6. |
Druckregler, |
|
17.3.1.7. |
Gasstromregler, |
|
17.3.1.8. |
Überströmventil, |
|
17.3.1.9. |
Gasversorgungseinrichtung, |
|
17.3.1.10. |
Einfüllvorrichtung oder -behälter, |
|
17.3.1.11. |
biegsame Kraftstoffleitung, |
|
17.3.1.12. |
starre Kraftstoffleitung, |
|
17.3.1.13. |
elektronisches Steuergerät, |
|
17.3.1.14. |
Verbindungsteile, |
|
17.3.1.15. |
gasdichtes Gehäuse für die Bauteile, die in den Gepäckraum und den Innenraum eingebaut sind. Ist das gasdichte Gehäuse so beschaffen, dass es bei einem Brand zerstört würde, kann es den Druckminderer einschließen. |
17.3.2. Eine CNG-Anlage kann außerdem folgende Bauteile umfassen:
|
17.3.2.1. |
Sperr- oder Rückschlagventil, |
|
17.3.2.2. |
Überdruckventil, |
|
17.3.2.3. |
CNG-Filter, |
|
17.3.2.4. |
Druck- und/oder Temperaturfühler, |
|
17.3.2.5. |
Kraftstoffwahlsystem und elektrische Anlage. |
|
17.3.2.6. |
Druckminderer (druckgesteuert) |
17.3.3. Ein zusätzliches automatisches Ventil kann mit dem Druckregler kombiniert sein.
17.4. Einbau des Behälters
17.4.1. Der Behälter muss dauerhaft in das Fahrzeug eingebaut sein, darf aber nicht in den Motorraum eingebaut sein.
17.4.2. Der Behälter muss so eingebaut sein, dass außer an seinen Befestigungspunkten kein Metall mit Metall in Berührung kommt.
17.4.3. In betriebsbereitem Zustand des Fahrzeugs muss sich der Kraftstoffbehälter mindestens 200 mm über der Fahrbahnoberfläche befinden.
17.4.3.1. Die Vorschriften des Absatzes 17.4.3 gelten nicht, wenn der Behälter vorn und an den Seiten ausreichend geschützt ist und kein Teil von ihm nach unten über die Schutzvorrichtung hinausragt.
17.4.4. Kraftstoffbehälter oder -zylinder müssen so eingebaut und befestigt sein, dass die nachstehend angegebenen Beschleunigungen ohne Beschädigung aufgenommen werden können, wenn die Behälter voll sind.
|
|
Fahrzeuge der Klassen M1 und N1:
|
|
|
Fahrzeuge der Klassen M2 und N2:
|
|
|
Fahrzeuge der Klassen M3 und N3:
|
Anstelle der praktischen Prüfungen kann ein Berechnungsverfahren angewandt werden, wenn der Antragsteller dem Technischen Dienst dessen Gleichwertigkeit nachweist.
17.5. An den Behältern oder Zylindern befestigte Zubehörteile
17.5.1. Automatisches Ventil
17.5.1.1. Ein automatisches Ventil muss direkt am Behälter angebracht sein.
17.5.1.2. Das automatische Ventil des Behälters muss so arbeiten, dass unabhängig von der Stellung des Zündschalters die Kraftstoffzufuhr gesperrt wird, wenn der Motor abgestellt wird, und es muss geschlossen bleiben, solange der Motor nicht läuft. Eine Verzögerung von 2 Sekunden für die Erkennung ist zulässig.
17.5.2. Druckminderer
17.5.2.1. Der Druckminderer (temperaturgesteuert) muss so an den Kraftstoffbehältern angebracht sein, dass Kraftstoff in das gasdichte Gehäuse austreten kann, wenn dieses den Vorschriften von Absatz 17.5.5 entspricht.
17.5.3. Überströmventil am Behälter
17.5.3.1. Das Überströmventil muss im Kraftstoffbehälter an dessen automatischem Ventil angebracht sein.
17.5.4. Handbetätigtes Ventil
17.5.4.1. Ein handbetätigtes Ventil ist am Zylinder fest angebracht und kann in das automatische Ventil am Behälter integriert sein.
17.5.5. Gasdichtes Gehäuse an den Behältern
17.5.5.1. Am Kraftstoffbehälter muss über den Behälterverbindungen ein gasdichtes Gehäuse angebracht sein, das den Vorschriften der Absätze 17.5.5.2 bis 17.5.5.5 entspricht, wenn der Behälter nicht außen am Fahrzeug angebracht ist.
17.5.5.2. Das gasdichte Gehäuse muss eine ständig offene Verbindung zur Außenluft haben, die gegebenenfalls mit einem Verbindungsschlauch und einer Durchführung zu schaffen ist, die gegen CNG beständig sein müssen.
17.5.5.3. Die Entlüftungsöffnung des gasdichten Gehäuses darf nicht in einen Radkasten münden und nicht auf eine Wärmequelle wie den Auspuff gerichtet sein.
17.5.5.4. Verbindungsschläuche und Durchführungen an der Unterseite des Fahrzeugaufbaus zur Entlüftung des gasdichten Gehäuses müssen einen freien Querschnitt von mindestens 450 mm2 haben.
17.5.5.5. Das Gehäuse über den Behälterverbindungen und Verbindungsschläuchen muss bei einem Druck von 10 kPa gasdicht sein. Bei diesem Druck dürfen keine bleibenden Verformungen auftreten. Unter diesen Umständen ist eine Leckage von nicht mehr als 100 cm3 pro Stunde zulässig.
17.5.5.6. Der Verbindungsschlauch muss mit Klemmschellen oder anderen Befestigungsmitteln an dem gasdichten Gehäuse und der Durchführung fest angebracht sein, damit ein gasdichter Anschluss erreicht wird.
17.5.5.7. In dem gasdichten Gehäuse müssen sich alle in den Gepäck- oder Innenraum eingebauten Bauteile befinden.
17.5.6. Druckminderer (druckgesteuert)
17.5.6.1. Der Druckminderer (druckgesteuert) muss unabhängig von dem Druckminderer (temperaturgesteuert) ausgelöst werden und das Gas ableiten.
17.5.6.2. Der Druckminderer (druckgesteuert) muss so an den Kraftstoffbehältern angebracht sein, dass Kraftstoff in das gasdichte Gehäuse austreten kann, wenn es den Vorschriften des Absatzes 17.5.5 entspricht.
17.6. Starre und biegsame Kraftstoffleitungen
17.6.1. Starre Kraftstoffleitungen müssen aus nahtlosem Material bestehen. Das kann nicht rostender Stahl oder Stahl mit einer korrosionsbeständigen Beschichtung sein.
17.6.2. Eine starre Kraftstoffleitung kann durch eine biegsame Kraftstoffleitung ersetzt werden, wenn sie unter den Bedingungen der Klasse 0, 1 oder 2 verwendet wird.
17.6.3. Biegsame Kraftstoffleitungen müssen den Vorschriften der Anhangs 4B dieser Regelung entsprechen.
17.6.4. Starre Kraftstoffleitungen müssen so befestigt sein, das sie keiner Erschütterung oder mechanischen Beanspruchung ausgesetzt sind.
17.6.5. Biegsame Kraftstoffleitungen müssen so befestigt sein, das sie keiner Erschütterung oder mechanischen Beanspruchung ausgesetzt sind.
17.6.6. Am Befestigungspunkt muss die biegsame oder starre Kraftstoffleitung so angebracht sein, dass Metall nicht mit Metall in Berührung kommt.
17.6.7. Starre und biegsame Kraftstoffleitungen dürfen sich nicht an Wagenheberansatzpunkten befinden.
17.6.8. An Durchführungen müssen Kraftstoffleitungen mit Schutzmaterial versehen sein.
17.7. Verbindungsteile oder Gasanschlussstücke zwischen den Bauteilen
17.7.1. Löt- und Pressverbindungen sind nicht zulässig.
17.7.2. Rohre aus nicht rostendem Stahl dürfen nur durch Verbindungsteile aus nicht rostendem Stahl miteinander verbunden werden.
17.7.3. Verteilerblöcke müssen aus korrosionsbeständigem Werkstoff bestehen.
17.7.4. Bei starren Kraftstoffleitungen sind geeignete Verbindungen zu verwenden, z. B. zweiteilige Pressverbindungen in Stahlrohren mit Dichtkegeln auf beiden Seiten.
17.7.5. Die Zahl der Verbindungen muss möglichst gering sein.
17.7.6. Alle Verbindungen müssen sich an Stellen befinden, an denen sie überprüft werden können.
17.7.7. In einem Fahrgastraum oder in einem geschlossenen Gepäckraum dürfen Kraftstoffleitungen nur so lang wie unbedingt nötig sein und müssen in jedem Fall durch ein gasdichtes Gehäuse geschützt sein.
17.7.7.1. Die Vorschriften von Absatz 17.7.7 gelten nicht für Fahrzeuge der Klassen M2 und M3, wenn die Kraftstoffleitungen und Verbindungen mit einer Ummantelung versehen sind, die gegen CNG beständig ist und eine ständig offene Verbindung zur Außenluft hat.
17.8. Automatisches Ventil
17.8.1. Ein zusätzliches automatisches Ventil kann in die Kraftstoffleitung möglichst nahe am Druckregler eingebaut sein.
17.9. Einfüllvorrichtung oder -behälter,
17.9.1. Die Einfüllvorrichtung muss gegen Verdrehen gesichert und gegen Schmutz und Wasser geschützt sein.
17.9.2. Ist der CNG-Behälter im Fahrgastraum oder in einem (geschlossenen) Gepäckraum eingebaut, so muss sich die Einfüllvorrichtung außen am Fahrzeug oder im Motorraum befinden.
17.9.3. Bei Fahrzeugen der Klassen M1 und N1 muss die Einfüllvorrichtung (der Einfüllbehälter) den Angaben in der Abbildung 1 in Anhang 4F entsprechen (6).
17.9.4. Bei Fahrzeugen der Klassen M2, M3, N2 und N3 muss die Einfüllvorrichtung (der Einfüllbehälter) den Angaben in der Abbildung 2 in Anhang 4F oder den Angaben in der Abbildung 1 von Anhang 4F entsprechen.
17.10. Kraftstoffwahlsystem und elektrische Anlage
17.10.1. Die elektrischen Bauteile der CNG-Anlage müssen gegen Überlastung geschützt sein.
17.10.2. Fahrzeuge mit mehr als einer Kraftstoffanlage müssen mit einem Kraftstoffwahlsystem ausgestattet sein, damit dem Motor für mehr als fünf Sekunden nur jeweils ein Kraftstoff zugeführt wird. „Zweistoff“-Fahrzeuge, die Diesel als Primärkraftstoff für die Einspritzung des Luft/Gas-Gemisches verwenden, sind zulässig, wenn diese Motoren und die Fahrzeuge die vorgeschriebenen Abgaswerte einhalten.
17.10.3. Die elektrischen Verbindungen und Bauteile in dem gasdichten Gehäuse müssen so beschaffen sein, dass keine Funken entstehen.
18. ÜBEREINSTIMMUNG DER PRODUKTION
18.1. Die Verfahren zur Kontrolle der Übereinstimmung der Produktion müssen den in Anhang 2 zum Übereinkommen (E/ECE/324-E/ECE/TRANS/505/Rev.2) beschriebenen Verfahren entsprechen.
19. MASSNAHMEN BEI ABWEICHUNG IN DER PRODUKTION
19.1. Die für einen Fahrzeugtyp nach dieser Regelung erteilte Genehmigung kann zurückgenommen werden, wenn die Anforderungen des Absatzes 18 nicht erfüllt werden.
19.2. Entzieht eine Vertragspartei des Übereinkommens, die diese Regelung anwendet, eine von ihr erteilte Genehmigung, so hat sie unverzüglich die anderen Vertragsparteien des Übereinkommens, die diese Regelung anwenden, hiervon mit einem Mitteilungsblatt zu unterrichten, das dem Muster in Anhang 2D dieser Regelung entspricht.
20. ÄNDERUNG DES FAHRZEUGTYPS UND ERWEITERUNG DER GENEHMIGUNG
20.1. Jede Änderung des Einbaus der speziellen Bauteile für die Verwendung von komprimiertem Gas im Antriebssystem des Fahrzeugs ist der Behörde mitzuteilen, die die Genehmigung für den Fahrzeugtyp erteilt hat. Die Behörde kann dann
|
20.1.1. |
entweder die Auffassung vertreten, dass die vorgenommenen Änderungen keine nennenswerte nachteilige Auswirkung haben und das Fahrzeug noch den Vorschriften entspricht, |
|
20.1.2. |
oder bei dem Technischen Dienst, der die Prüfungen durchführt, ein neues Gutachten anfordern. |
20.2. Die Bestätigung oder Versagung der Genehmigung ist den Vertragsparteien des Übereinkommens, die diese Regelung anwenden, unter Angabe der Änderung mit einem Mitteilungsblatt mitzuteilen, das dem Muster in Anhang 2D dieser Regelung entspricht.
20.3. Die zuständige Behörde, die die Erweiterung der Genehmigung bescheinigt, teilt einer solchen Erweiterung eine laufende Nummer zu und unterrichtet hiervon die anderen Vertragsparteien des Übereinkommens von 1958, die diese Regelung anwenden, mit einem Mitteilungsblatt, das dem Muster in Anhang 2D dieser Regelung entspricht.
21. ENDGÜLTIGE EINSTELLUNG DER PRODUKTION
Stellt der Inhaber der Genehmigung die Produktion eines nach dieser Regelung genehmigten Fahrzeugtyps endgültig ein, so hat er hiervon die Behörde, die die Genehmigung erteilt hat, zu unterrichten. Nach Erhalt der entsprechenden Mitteilung hat diese Behörde die anderen Vertragsparteien des Übereinkommens, die diese Regelung anwenden, hiervon mit einem Mitteilungsblatt zu unterrichten, das dem Muster in Anhang 2D dieser Regelung entspricht.
22. NAMEN UND ANSCHRIFTEN DER TECHNISCHEN DIENSTE, DIE DIE PRÜFUNGEN FÜR DIE GENEHMIGUNG DURCHFÜHREN, UND DER BEHÖRDEN
Die Vertragsparteien des Übereinkommens, die diese Regelung anwenden, übermitteln dem Sekretariat der Vereinten Nationen die Namen und Anschriften der Technischen Dienste, die die Prüfungen für die Genehmigung durchführen, und der Behörden, die die Genehmigung erteilen und denen die in anderen Ländern ausgestellten Mitteilungsblätter für die Erteilung, Erweiterung, Versagung oder Zurücknahme der Genehmigung zu übersenden sind.
(1) Entsprechend den Definitionen in der Anlage 7 zur Gesamtresolution über Fahrzeugtechnik (R.E.3) (TRANS/WP.29/78/Rev.1/Amend.2, zuletzt geändert durch Amend.4).
(2) Anzahl angeben.
(3) 1 für Deutschland, 2 für Frankreich, 3 für Italien, 4 für die Niederlande, 5 für Schweden, 6 für Belgien, 7 für Ungarn, 8 für die Tschechische Republik, 9 für Spanien, 10 für Serbien, 11 für das Vereinigte Königreich, 12 für Österreich, 13 für Luxemburg, 14 für die Schweiz, 15 (–), 16 für Norwegen, 17 für Finnland, 18 für Dänemark, 19 für Rumänien, 20 für Polen, 21 für Portugal, 22 für die Russische Föderation, 23 für Griechenland, 24 für Irland, 25 für Kroatien, 26 für Slowenien, 27 für die Slowakei, 28 für Weißrussland, 29 für Estland, 30 (–), 31 für Bosnien-Herzegowina, 32 für Lettland, 33 (–), 34 für Bulgarien, 35 (–), 36 für Litauen, 37 für die Türkei, 38 (–), 39 für Aserbaidschan, 40 für die ehemalige jugoslawische Republik Mazedonien, 41 (–), 42 für die Europäische Union (Genehmigungen werden von ihren Mitgliedstaaten unter Verwendung ihres jeweiligen UN/ECE-Zeichens erteilt), 43 für Japan, 44 (–), 45 für Australien, 46 für die Ukraine, 47 für Südafrika, 48 für Neuseeland, 49 für Zypern, 50 für Malta, 51 für die Republik Korea, 52 für Malaysia, 53 für Thailand, 54 und 55 (–), 56 für Montenegro. Die folgenden Zahlen werden den anderen Ländern, die dem „Übereinkommen über die Annahme einheitlicher technischer Vorschriften für Radfahrzeuge, Ausrüstungsgegenstände und Teile, die in Radfahrzeuge(n) eingebaut werden können, und die Bedingungen für die gegenseitige Anerkennung von Genehmigungen, die nach diesen Vorschriften erteilt wurden“ beigetreten sind, nach der zeitlichen Reihenfolge ihrer Ratifikation oder ihres Beitritts zugeteilt, und die so zugeteilten Zahlen werden den Vertragsparteien des Übereinkommens vom Generalsekretär der Vereinten Nationen mitgeteilt.
(4) 1 für Deutschland, 2 für Frankreich, 3 für Italien, 4 für die Niederlande, 5 für Schweden, 6 für Belgien, 7 für Ungarn, 8 für die Tschechische Republik, 9 für Spanien, 10 für Serbien, 11 für das Vereinigte Königreich, 12 für Österreich, 13 für Luxemburg, 14 für die Schweiz, 15 (–), 16 für Norwegen, 17 für Finnland, 18 für Dänemark, 19 für Rumänien, 20 für Polen, 21 für Portugal, 22 für die Russische Föderation, 23 für Griechenland, 24 für Irland, 25 für Kroatien, 26 für Slowenien, 27 für die Slowakei, 28 für Weißrussland, 29 für Estland, 30 (–), 31 für Bosnien-Herzegowina, 32 für Lettland, 33 (–), 34 für Bulgarien, 35 (–), 36 für Litauen, 37 für die Türkei, 38 (–), 39 für Aserbaidschan, 40 für die ehemalige jugoslawische Republik Mazedonien, 41 (–), 42 für die Europäische Union (Genehmigungen werden von ihren Mitgliedstaaten unter Verwendung ihres jeweiligen UN/ECE-Zeichens erteilt), 43 für Japan, 44 (–), 45 für Australien, 46 für die Ukraine, 47 für Südafrika, 48 für Neuseeland, 49 für Zypern, 50 für Malta, 51 für die Republik Korea, 52 für Malaysia, 53 für Thailand, 54 und 55 (–), 56 für Montenegro. Die folgenden Zahlen werden den anderen Ländern, die dem „Übereinkommen über die Annahme einheitlicher technischer Vorschriften für Radfahrzeuge, Ausrüstungsgegenstände und Teile, die in Radfahrzeuge(n) eingebaut werden können, und die Bedingungen für die gegenseitige Anerkennung von Genehmigungen, die nach diesen Vorschriften erteilt wurden“ beigetreten sind, nach der zeitlichen Reihenfolge ihrer Ratifikation oder ihres Beitritts zugeteilt, und die so zugeteilten Zahlen werden den Vertragsparteien des Übereinkommens vom Generalsekretär der Vereinten Nationen mitgeteilt.
(5) Entsprechend den Definitionen in Anhang 7 der Gesamtresolution über Fahrzeugtechnik (R.E.3). TRANS/WP.29/78/Rev.1/Amend. 2.
(6) Entsprechend den Definitionen in Anhang 7 zur Gesamtresolution über Fahrzeugtechnik (R.E.3) (TRANS/WP.29/78/Rev.1/Amend.2).
ANHANG 1A
WESENTLICHE MERKMALE DES CNG-BAUTEILS
|
1. |
(frei) |
|
1.2.4.5.1. |
Beschreibung des Systems: |
|
1.2.4.5.2. |
Druckregler: ja/nein (1) |
|
1.2.4.5.2.1. |
Marke(n): … |
|
1.2.4.5.2.2. |
Typ(en): … |
|
1.2.4.5.2.5. |
Zeichnungen: … |
|
1.2.4.5.2.6. |
Anzahl der Haupteinstellpunkte: … |
|
1.2.4.5.2.7. |
Beschreibung des Einstellprinzips durch die Haupteinstellpunkte: … |
|
1.2.4.5.2.8. |
Anzahl der Leerlaufeinstellpunkte: … |
|
1.2.4.5.2.9. |
Beschreibung des Einstellprinzips durch die Leerlaufeinstellpunkte: … |
|
1.2.4.5.2.10. |
Weitere Einstellmöglichkeiten: Wenn ja, welche? (Beschreibung und Zeichnungen): |
|
1.2.4.5.2.11. |
Arbeitsdruck (Arbeitsdrücke) (2): … kPa |
|
1.2.4.5.2.12. |
Werkstoff: … |
|
1.2.4.5.2.13. |
Betriebstemperaturen (2) … °C |
|
1.2.4.5.3. |
Gas-Luft-Mischer: ja/nein (1) |
|
1.2.4.5.3.1. |
Anzahl: … |
|
1.2.4.5.3.2. |
Marke(n): … |
|
1.2.4.5.3.3. |
Typ(en): … |
|
1.2.4.5.3.4. |
Zeichnungen: … |
|
1.2.4.5.3.5. |
Einstellmöglichkeiten: … |
|
1.2.4.5.3.6. |
Arbeitsdruck (Arbeitsdrücke) (2) … kPa |
|
1.2.4.5.3.7. |
Werkstoff: … |
|
1.2.4.5.3.8. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.4. |
Gasstromregler: ja/nein (1) |
|
1.2.4.5.4.1. |
Anzahl: … |
|
1.2.4.5.4.2. |
Marke(n): … |
|
1.2.4.5.4.3. |
Typ(en): … |
|
1.2.4.5.4.4. |
Zeichnungen: … |
|
1.2.4.5.4.5. |
Einstellmöglichkeiten (Beschreibung): |
|
1.2.4.5.4.6. |
Arbeitsdruck (Arbeitsdrücke) (2): … kPa |
|
1.2.4.5.4.7. |
Werkstoff: … |
|
1.2.4.5.4.8. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.5. |
Gas-Einspritzdüse(n): ja/nein (1) |
|
1.2.4.5.5.1. |
Marke(n): … |
|
1.2.4.5.5.2. |
Typ(en): … |
|
1.2.4.5.5.3. |
Kennzeichnung: … |
|
1.2.4.5.5.4. |
Arbeitsdruck (Arbeitsdrücke) (2): … kPa |
|
1.2.4.5.5.5. |
Einbauzeichnungen: … |
|
1.2.4.5.5.6. |
Werkstoff: … |
|
1.2.4.5.5.7. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.6. |
Elektronisches Steuergerät für CNG-Kraftstoffzufuhr: ja/nein (1) |
|
1.2.4.5.6.1. |
Marke(n): … |
|
1.2.4.5.6.2. |
Typ(en): … |
|
1.2.4.5.6.3. |
Einstellmöglichkeiten: … |
|
1.2.4.5.6.4. |
Grundlegende Softwareprinzipien: … |
|
1.2.4.5.6.5. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.7. |
CNG-Behälter oder -zylinder: ja/nein (1) |
|
1.2.4.5.7.1. |
Marke(n): … |
|
1.2.4.5.7.2. |
Typ(en) (mit Zeichnungen): … |
|
1.2.4.5.7.3. |
Rauminhalt: … Liter |
|
1.2.4.5.7.4. |
Zeichnungen für den Einbau des Behälters: … |
|
1.2.4.5.7.5. |
Abmessungen: … |
|
1.2.4.5.7.6. |
Werkstoff: … |
|
1.2.4.5.8. |
Zubehörteile für den CNG-Behälter: |
|
1.2.4.5.8.1. |
Druckanzeiger: ja/nein (1) |
|
1.2.4.5.8.1.1. |
Marke(n): … |
|
1.2.4.5.8.1.2. |
Typ(en): … |
|
1.2.4.5.8.1.3. |
Arbeitsprinzip: über Schwimmer/anderes Prinzip (1) (mit Beschreibung oder Zeichnungen) … |
|
1.2.4.5.8.1.4. |
Arbeitsdruck (Arbeitsdrücke) (2): … MPa |
|
1.2.4.5.8.1.5. |
Werkstoff: … |
|
1.2.4.5.8.1.6. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.8.2. |
Überdruckventil (Ablassventil): ja/nein (1) |
|
1.2.4.5.8.2.1. |
Marke(n): … |
|
1.2.4.5.8.2.2. |
Typ(en): … |
|
1.2.4.5.8.2.3. |
Arbeitsdruck (Arbeitsdrücke) (2): … MPa |
|
1.2.8.5.8.2.4. |
Werkstoff: … |
|
1.2.4.5.8.2.5. |
Betriebstemperaturen (2) … °C |
|
1.2.4.5.8.3. |
Automatisches Zylinderventil |
|
1.2.4.5.8.3.1. |
Marke(n): … |
|
1.2.4.5.8.3.2. |
Typ(en): … |
|
1.2.4.5.8.3.3. |
Arbeitsdruck (Arbeitsdrücke) (2) … MPa |
|
1.2.4.5.8.3.4. |
Werkstoff: … |
|
1.2.4.5.8.3.5. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.8.4. |
Überströmventil: ja/nein (1) G |
|
1.2.4.5.8.4.1. |
Marke(n): … |
|
1.2.4.5.8.4.2. |
Typ(en): … |
|
1.2.4.5.8.4.3. |
Arbeitsdruck (Arbeitsdrücke) (2): … MPa |
|
1.2.4.5.8.4.4. |
Werkstoff: … |
|
1.2.4.5.8.4.5. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.8.5. |
Gasdichtes Gehäuse: ja/nein (1) |
|
1.2.4.5.8.5.1. |
Marke(n): … |
|
1.2.4.5.8.5.2. |
Typ(en): … |
|
1.2.4.5.8.5.3. |
Arbeitsdruck (Arbeitsdrücke) (2): … MPa |
|
1.2.4.5.8.5.4. |
Werkstoff: … |
|
1.2.4.5.8.5.5. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.8.6. |
Handbetätigtes Ventil: ja/nein (1) |
|
1.2.4.5.8.6.1. |
Marke(n): … |
|
1.2.4.5.8.6.2. |
Typ(en): … |
|
1.2.4.5.8.6.3. |
Zeichnungen: … |
|
1.2.4.5.8.6.4. |
Arbeitsdruck (Arbeitsdrücke) (2): … MPa |
|
1.2.4.5.8.6.5. |
Werkstoff: … |
|
1.2.4.5.8.6.6. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.9. |
Druckminderer (temperaturgesteuert): ja/nein (1) |
|
1.2.4.5.9.1. |
Marke(n): … |
|
1.2.4.5.9.2. |
Typ(en): … |
|
1.2.4.5.9.3. |
Beschreibung und Zeichnungen: … |
|
1.2.4.5.9.4. |
Zündtemperatur (2): … °C |
|
1.2.4.5.9.5. |
Werkstoff: … |
|
1.2.4.5.9.6. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.10. |
Einfüllvorrichtung oder -behälter: ja/nein (1) |
|
1.2.4.5.10.1. |
Marke(n): … |
|
1.2.4.5.10.2. |
Typ(en): … |
|
1.2.4.5.10.3. |
Arbeitsdruck (Arbeitsdrücke) (2): … MPa |
|
1.2.4.5.10.4. |
Beschreibung und Zeichnungen: … |
|
1.2.4.5.10.5. |
Werkstoff: … |
|
1.2.4.5.10.6. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.11. |
Biegsame Kraftstoffleitungen: ja/nein (1) |
|
1.2.4.5.11.1. |
Marke(n): … |
|
1.2.4.5.11.2. |
Typ(en): … |
|
1.2.4.5.11.3. |
Beschreibung: … |
|
1.2.4.5.11.4. |
Arbeitsdruck (Arbeitsdrücke) (2): … kPa |
|
1.2.4.5.11.5. |
Werkstoff: … |
|
1.2.4.5.11.6. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.12. |
Druck- und Temperaturfühler: ja/nein (1) |
|
1.2.4.5.12.1. |
Marke(n): … |
|
1.2.4.5.12.2. |
Typ(en): … |
|
1.2.4.5.12.3. |
Beschreibung: … |
|
1.2.4.5.12.4. |
Arbeitsdruck (Arbeitsdrücke) (2): … kPa |
|
1.2.4.5.12.5. |
Werkstoff: … |
|
1.2.4.5.12.6. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.13. |
CNG-Filter: ja/nein (1) |
|
1.2.4.5.13.1. |
Marke(n): … |
|
1.2.4.5.13.2. |
Typ(en): … |
|
1.2.4.5.13.3. |
Beschreibung: … |
|
1.2.4.5.13.4. |
Arbeitsdruck (Arbeitsdrücke) (2): … kPa |
|
1.2.4.5.13.5. |
Werkstoff: … |
|
1.2.4.5.13.6. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.14. |
Sperr- oder Rückschlagventil(e): ja/nein (1) |
|
1.2.4.5.14.1. |
Marke(n): … |
|
1.2.4.5.14.2. |
Typ(en): … |
|
1.2.4.5.14.3. |
Beschreibung: … |
|
1.2.4.5.14.4. |
Arbeitsdruck (Arbeitsdrücke) (2): … kPa |
|
1.2.4.5.14.5. |
Werkstoff: … |
|
1.2.4.5.14.6. |
Betriebstemperaturen (2): … °C |
|
1.2.4.5.15. |
Anschluss an die CNG-Anlage für die Heizanlage: ja/nein (1) |
|
1.2.4.5.15.1. |
Marke(n): … |
|
1.2.4.5.15.2. |
Typ(en): … |
|
1.2.4.5.15.3. |
Beschreibung und Einbauzeichnungen … |
|
1.2.4.5.16. |
Druckminderer (druckgesteuert): ja/nein (1) |
|
1.2.4.5.16.1. |
Marke(n): … |
|
1.2.4.5.16.2. |
Typ(en): … |
|
1.2.4.5.16.3. |
Beschreibung und Zeichnungen: … |
|
1.2.4.5.16.4. |
Auslösedruck (2): … MPa |
|
1.2.4.5.16.5. |
Werkstoff: … |
|
1.2.4.5.16.6. |
Betriebstemperaturen (2): … °C |
|
1.2.5. |
Kühlsystem: (Flüssigkeits-/Luftkühlung) (1) |
|
1.2.5.1. |
Systembeschreibung/Zeichnungen zur CNG-Anlage: |
(1) Nicht Zutreffendes streichen.
(2) Toleranz angeben.
ANHANG 1B
WESENTLICHE MERKMALE DES FAHRZEUGS, DES MOTORS UND DER CNG-ANLAGE
0. BESCHREIBUNG DES FAHRZEUGS (DER FAHRZEUGE)
0.1. Marke: …
0.2. Typ(en): …
0.3. Name und Anschrift des Herstellers: …
0.4. Motortyp(en) und Genehmigungsnummer(n): …
1. BESCHREIBUNG DES MOTORS (DER MOTOREN)
1.1. Hersteller: …
1.1.1. Motornummer des Herstellers (entsprechend der Angabe am Motor oder andere Art der Kennzeichnung): …
1.2. Verbrennungsmotor
1.2.3. (frei)
1.2.4.5.1. (frei)
1.2.4.5.2. Druckregler:
1.2.4.5.2.1. Marke(n): …
1.2.4.5.2.2. Typ(en): …
1.2.4.5.2.3. Arbeitsdruck (Arbeitsdrücke) (1): … kPa
1.2.4.5.2.4. Werkstoff: …
1.2.4.5.2.5. Betriebstemperaturen (1): … °C
1.2.4.5.3. Gas-Luft-Mischer: ja/nein (2)
1.2.4.5.3.1. Anzahl: …
1.2.4.5.3.2. Marke(n): …
1.2.4.5.3.3. Typ(en): …
1.2.4.5.3.4. Arbeitsdruck (Arbeitsdrücke) (1): … kPa
1.2.4.5.3.5. Werkstoff: …
1.2.4.5.3.6. Betriebstemperaturen (1): … °C
1.2.4.5.4. Gasstromregler: ja/nein (2)
1.2.4.5.4.1. Anzahl: …
1.2.4.5.4.2. Marke(n): …
1.2.4.5.4.3. Typ(en): …
1.2.4.5.4.4. Arbeitsdruck (Arbeitsdrücke) (1): … kPa
1.2.4.5.4.5. Werkstoff: …
1.2.4.5.4.6. Betriebstemperaturen (1): … °C
1.2.4.5.5. Gas-Einspritzdüse(n): ja/nein (2)
1.2.4.5.5.1. Marke(n): …
1.2.4.5.5.2. Typ(en): …
1.2.4.5.5.3. Arbeitsdruck (Arbeitsdrücke) (1): … kPa
1.2.4.5.5.4. Werkstoff: …
1.2.4.5.5.5. Betriebstemperaturen (1): … °C
1.2.4.5.6. Elektronisches Steuergerät für CNG-Kraftstoffzufuhr: ja/nein (2)
1.2.4.5.6.1. Marke(n): …
1.2.4.5.6.2. Typ(en): …
1.2.4.5.6.3. Grundlegende Softwareprinzipien: …
1.2.4.5.6.4. Betriebstemperaturen (1): … °C
1.2.4.5.7. CNG-Behälter oder -zylinder: ja/nein (2)
1.2.4.5.7.1. Marke(n): …
1.2.4.5.7.2. Typ(en): …
1.2.4.5.7.3. Rauminhalt: … Liter
1.2.4.5.7.4. Genehmigungsnummer: …
1.2.4.5.7.5. Abmessungen: …
1.2.4.5.7.6. Werkstoff: …
1.2.4.5.8. Zubehörteile für den CNG-Behälter:
1.2.4.5.8.1. Druckanzeiger:
1.2.4.5.8.1.1. Marke(n) …
1.2.4.5.8.1.2. Typ(en): …
1.2.4.5.8.1.3. Arbeitsdruck (Arbeitsdrücke) (1): … MPa
1.2.4.5.8.1.4. Werkstoff: …
1.2.4.5.8.1.5. Betriebstemperaturen (1): … °C
1.2.4.5.8.2. Überdruckventil (Ablassventil): ja/nein (2)
1.2.4.5.8.2.1. Marke(n): …
1.2.4.5.8.2.2. Typ(en): …
1.2.4.5.8.2.3. Arbeitsdruck (1): … MPa
1.2.4.5.8.2.4. Werkstoff: …
1.2.4.5.8.2.5. Betriebstemperaturen (1): … °C
1.2.4.5.8.3. automatisches Ventil (automatische Ventile)
1.2.4.5.8.3.1. Marke(n): …
1.2.4.5.8.3.2. Typ(en): …
1.2.4.5.8.3.3. Arbeitsdruck (Arbeitsdrücke) (1): … MPa
1.2.4.5.8.3.4. Werkstoff: …
1.2.4.5.8.3.5. Betriebstemperaturen (1): … °C
1.2.4.5.8.4. Überströmventil: ja/nein (2)
1.2.4.5.8.4.1. Marke(n): …
1.2.4.5.8.4.2. Typ(en): …
1.2.4.5.8.4.3. Arbeitsdruck (Arbeitsdrücke) (1): … MPa
1.2.4.5.8.4.4. Werkstoff: …
1.2.4.5.8.4.5. Betriebstemperaturen (1): … °C
1.2.4.5.8.5. Gasdichtes Gehäuse: ja/nein (2)
1.2.4.5.8.5.1. Marke(n): …
1.2.4.5.8.5.2. Typ(en): …
1.2.4.5.8.5.3. Arbeitsdruck (Arbeitsdrücke) (1): … MPa
1.2.4.5.8.5.4. Werkstoff: …
1.2.4.5.8.5.5. Betriebstemperaturen (1): … °C
1.2.4.5.8.6. Handbetätigtes Ventil:
1.2.4.5.8.6.1. Marke(n): …
1.2.4.5.8.6.2. Typ(en): …
1.2.4.5.8.6.3. Arbeitsdruck (Arbeitsdrücke) (1): … MPa
1.2.4.5.8.6.4. Werkstoff: …
1.2.4.5.8.6.5. Betriebstemperaturen (1): … °C
1.2.4.5.9. Druckminderer (temperaturgesteuert): ja/nein (2)
1.2.4.5.9.1. Marke(n): …
1.2.4.5.9.2. Typ(en): …
1.2.4.5.9.3. Zündtemperatur (1): … °C
1.2.4.5.9.4. Werkstoff: …
1.2.4.5.9.5. Betriebstemperaturen (1): … °C
1.2.4.5.10. Einfüllvorrichtung oder -behälter: ja/nein (2)
1.2.4.5.10.1. Marke(n): …
1.2.4.5.10.2. Typ(en): …
1.2.4.5.10.3. Arbeitsdruck (Arbeitsdrücke) (1): … MPa
1.2.4.5.10.4. Werkstoff: …
1.2.4.5.10.5. Betriebstemperaturen (1): … °C
1.2.4.5.11. Biegsame Kraftstoffleitungen: ja/nein (2)
1.2.4.5.11.1. Marke(n): …
1.2.4.5.11.2. Typ(en): …
1.2.4.5.11.3. Arbeitsdruck (Arbeitsdrücke) (1): … kPa
1.2.4.5.11.4. Werkstoff: …
1.2.4.5.11.5. Betriebstemperaturen (1): … °C
1.2.4.5.12. Druck- und Temperaturfühler: ja/nein (2)
1.2.4.5.12.1. Marke(n): …
1.2.4.5.12.2. Typ(en): …
1.2.4.5.12.3. Arbeitsdruck (Arbeitsdrücke) (1): … kPa
1.2.4.5.12.4. Werkstoff: …
1.2.4.5.12.5. Betriebstemperaturen (1): … °C
1.2.4.5.13. CNG-Filter: ja/nein (2)
1.2.4.5.13.1. Marke(n): …
1.2.4.5.13.2. Typ(en): …
1.2.4.5.13.3. Arbeitsdruck (Arbeitsdrücke) (1): … kPa
1.2.4.5.13.4. Werkstoff: …
1.2.4.5.13.5. Betriebstemperaturen (1): … °C
1.2.4.5.14. Sperr- oder Rückschlagventil(e): ja/nein (2)
1.2.4.5.14.1. Marke(n): …
1.2.4.5.14.2. Typ(en): …
1.2.4.5.14.3. Arbeitsdruck (Arbeitsdrücke) (1): … kPa
1.2.4.5.14.4. Werkstoff: …
1.2.4.5.14.5. Betriebstemperaturen (1): … °C
1.2.4.5.15. Anschluss an die CNG-Anlage für die Heizanlage: ja/nein (2)
1.2.4.5.15.1. Marke(n): …
1.2.4.5.15.2. Typ(en): …
1.2.4.5.15.3. Beschreibung und Einbauzeichnungen …
1.2.4.5.16. Druckminderer (druckgesteuert): ja/nein (2)
1.2.4.5.16.1. Marke(n): …
1.2.4.5.16.2. Typ(en): …
1.2.4.5.16.3. Auslösedruck (1): … MPa
1.2.4.5.16.4. Werkstoff: …
1.2.4.5.16.5. Betriebstemperaturen (1): … °C
1.2.4.5.17. Weitere Unterlagen: …
1.2.4.5.17.1. Beschreibung der CNG-Anlage
1.2.4.5.17.2. Systemplan (elektrische Verbindungen, Unterdruckanschlüsse, Ausgleichschläuche usw.) …
1.2.4.5.17.3. Darstellung des Symbols: …
1.2.4.5.17.4. Angaben zur Einstellung: …
1.2.4.5.17.5. Bescheinigung für das Fahrzeug über den Betrieb mit Vergaserkraftstoff (falls bereits ausgestellt): …
1.2.5. Kühlsystem: (Flüssigkeits-/Luftkühlung) (2)
(1) Toleranz angeben.
(2) Nicht Zutreffendes streichen.
ANHANG 2A
ANORDNUNG DES GENEHMIGUNGSZEICHENS FÜR DAS CNG-BAUTEIL
(siehe Absatz 5.2 dieser Regelung)

Das oben dargestellte, an einem CNG-Bauteil angebrachte Genehmigungszeichen besagt, dass dieses Bauteil in Italien (E3) nach der Regelung Nr. 110 unter der Genehmigungsnummer 002439 genehmigt worden ist. Aus den ersten beiden Ziffern der Genehmigungsnummer geht hervor, dass die Genehmigung nach den Vorschriften der Regelung Nr. 110 in ihrer ursprünglichen Fassung erteilt wurde.
ANHANG 2B
MITTEILUNG
(größtes Format: A4 (210 mm × 297 mm)


Anlage
1. Zusätzliche Angaben zur Genehmigung eines Typs eines CNG-Bauteils nach der Regelung Nr. 110
1.1. Behälter oder Zylinder
|
1.1.1. |
Abmessungen: … |
|
1.1.2. |
Werkstoff: … |
1.2. Druckanzeiger
|
1.2.1. |
Arbeitsdruck (Arbeitsdrücke): (1) … |
|
1.2.2. |
Werkstoff: … |
1.3. Überdruckventil (Ablassventil)
|
1.3.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.3.2. |
Werkstoff: … |
1.4. Automatisches Ventil (automatische Ventile)
|
1.4.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.4.2. |
Werkstoff: … |
1.5. Überströmventil
|
1.5.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.5.2. |
Werkstoff: … |
1.6. Gasdichtes Gehäuse
|
1.6.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.6.2. |
Werkstoff: … |
1.7. Druckregler
|
1.7.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.7.2. |
Werkstoff: … |
1.8. Sperr- oder Rückschlagventil(e)
|
1.8.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.8.2. |
Werkstoff: … |
1.9. Druckminderer (temperaturgesteuert)
|
1.9.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.9.2. |
Werkstoff: … |
1.10. Handbetätigtes Ventil
|
1.10.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.10.2. |
Werkstoff: … |
1.11. biegsame Kraftstoffleitung
|
1.11.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.11.2. |
Werkstoff: … |
1.12. Einfüllvorrichtung oder -behälter
|
1.12.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.12.2. |
Werkstoff: … |
1.13. Gas-Einspritzdüse(n)
|
1.13.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.13.2. |
Werkstoff: … |
1.14. Gasstromregler
|
1.14.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.14.2. |
Werkstoff: … |
1.15. Gas-Luft-Mischer
|
1.15.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.15.2. |
Werkstoff: … |
1.16. Elektronisches Steuergerät (CNG-Kraftstoffzufuhr)
|
1.16.1. |
Grundlegende Softwareprinzipien: … |
1.17. Druck- und Temperaturfühler
|
1.17.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.17.2. |
Werkstoff: … |
1.18. CNG-Filter
|
1.18.1. |
Arbeitsdruck (Arbeitsdrücke) (1): … |
|
1.18.2. |
Werkstoff: … |
1.19. Druckminderer (druckgesteuert)
|
1.19.1. |
Arbeitsdruck (Arbeitsdrücke): (1) … MPa |
|
1.19.2. |
Werkstoff: … |
(1) Toleranz angeben.
ANHANG 2C
ANORDNUNG DER GENEHMIGUNGSZEICHEN
MUSTER A
(siehe Absatz 16.2 dieser Regelung)

MUSTER B
(siehe Absatz 16.2 dieser Regelung)

ANHANG 2D
MITTEILUNG
(größtes Format: A4 (210 mm × 297 mm)

ANHANG 3
Gaszylinder
Hochdruckzylinder für die fahrzeuginterne Speicherung von Erdgas als Kraftstoff für Kraftfahrzeuge
1. ANWENDUNGSBEREICH
In diesem Anhang sind Mindestanforderungen für leichte wiederbefüllbare Gaszylinder festgelegt. Die Zylinder sind nur für die fahrzeuginterne Speicherung von unter Hochdruck stehendem komprimiertem Erdgas als Kraftstoff für Kraftfahrzeuge bestimmt, in denen die Zylinder zu befestigen sind. Die Zylinder können aus Stahl, Aluminium oder einem nichtmetallischen Werkstoff bestehen und in einer Ausführung oder nach einem Verfahren hergestellt sein, das für die speziellen Betriebsbedingungen geeignet ist. Dieser Anhang gilt auch für Metallinnenbehälter aus nichtrostendem Stahl in nahtloser oder geschweißter Ausführung. Zylinder nach diesem Anhang sind der Klasse 0 nach der Definition in Absatz 2 dieser Regelung zugeordnet und wie folgt beschaffen:
|
CNG-1 |
Metall |
|
CNG-2 |
Metallinnenbehälter, mit harzgetränkter Endlosfaser verstärkt (in Richtung des Umfangs umwickelt); |
|
CNG-3 |
Metallinnenbehälter, mit harzgetränkter Endlosfaser verstärkt (vollständig umwickelt); |
|
CNG-4 |
harzgetränkte Endlosfaser mit nichtmetallischem Innenbehälter (Vollverbundkonstruktion). |
Die Betriebsbedingungen, denen die Zylinder ausgesetzt sind, sind in Absatz 4 ausführlich beschrieben. In diesem Anhang wird bei Erdgas als Kraftstoff ein Arbeitsdruck von 20 MPa bei einer stabilen Temperatur von 15 °C und ein maximaler Fülldruck von 26 MPa zugrunde gelegt. Bei anderen Arbeitsdrücken kann der Druck durch Multiplizieren mit dem jeweiligen Faktor (Verhältniszahl) angepasst werden. So sind z. B. bei einer Anlage, die für einen Arbeitdruck von 25 MPa ausgelegt ist, die Druckwerte mit 1,25 zu multiplizieren.
Die Lebensdauer eines Zylinders ist vom Hersteller festzulegen und kann je nach Verwendungszweck unterschiedlich sein. Bei der Festlegung der Lebensdauer werden 1 000 Nachfüllungen des Zylinders pro Jahr und 15 000 Nachfüllungen insgesamt zugrunde gelegt. Die maximale Lebensdauer beträgt 20 Jahre.
Bei Metallzylindern und Zylindern mit Metallinnenbehälter wird bei der Festlegung der Lebensdauer die Ausbreitungsgeschwindigkeit der Ermüdungsrisse zugrunde gelegt. Jeder Zylinder oder Innenbehälter ist mit Ultraschall oder nach einer gleichwertigen anderen Methode zu prüfen, damit sichergestellt ist, dass keine Fehler vorhanden sind, deren Ausdehnung das zulässige Maß überschreitet. So ist eine optimale Konstruktion und Fertigung leichter Zylinder für den Betrieb von Kraftfahrzeugen mit Erdgas möglich.
Bei Zylindern in Vollverbundkonstruktion mit nicht metallischen, nicht Druck tragenden Innenbehältern wird die „gesicherte Lebensdauer“ durch geeignete Bemessungsverfahren, Konstruktionszulassungsprüfungen und Fertigungskontrollen nachgewiesen.
2. QUELLENANGABEN
Die nachstehend aufgeführten Normen enthalten Vorschriften, die durch Verweise in diesen Anhang aufgenommen werden (bis zur Einführung entsprechender ECE-Vorschriften).
ASTM-Normen (1)
|
ASTM B117-90 |
Test method of Salt Spray (Fog) Testing |
|
ASTM B154-92 |
Mercurous Nitrate Test for Copper and Copper Alloys |
|
ASTM D522-92 |
Mandrel Bend Test of attached Organic Coatings |
|
ASTM D1308-87 |
Effect of Household Chemicals on Clear and Pigmented Organic Finishes |
|
ASTM D2344-84 |
Test Method for Apparent interlaminar Shear Strength of Parallel Fibre Composites by Short Beam Method |
|
ASTM D2794-92 |
Test Method for Resistance of Organic Coatings to the Effects of Rapid Deformation (Impact) |
|
ASTM D3170-87 |
Chipping Resistance of Coatings |
|
ASTM D3418-83 |
Test Method for Transition Temperatures Polymers by Thermal Analysis |
|
ASTM E647-93 |
Standard Test, Method for Measurement of Fatigue Crack Growth Rates, |
|
ASTM E813-89 |
Test Method for JIC, a Measure of Fracture Toughness |
|
ASTM G53-93 |
Standard Practice for Operating Light and Water — Exposure Apparatus (Fluorescent UV-Condensation Type) for Exposure of non-metallic materials |
BSI-Normen (2)
|
BS 5045 |
Part 1 (1982) Transportable Gas Containers — Specification for Seamless Steel Gas Containers Above 0,5 litre Water Capacity |
|
BS 7448-91 |
Fracture Mechanics Toughness Tests Part I — Method for Determination of KIC, Critical COD and Critical J Values of BS PD 6493-1991.Guidance an Methods for Assessing the A Acceptability of Flaws in Fusion Welded Structures; Metallic Materials |
|
EN 13322-2 2003 |
Ortsbewegliche Gasflaschen — Wiederbefüllbare geschweißte Flaschen aus Stahl — Gestaltung und Konstruktion — Teil 2: Flaschen aus nichtrostendem Stahl |
|
EN ISO 5817 2003 |
Schmelzschweißverbindungen an Stahl — Bewertungsgruppen von Unregelmäßigkeiten |
ISO-Normen (3)
|
ISO 148-1983 |
Steel — Charpy Impact Test (v-notch) |
|
ISO 306-1987 |
Plastics — Thermoplastic Materials — Determination of Vicat Softening Temperature |
|
ISO 527 Pt 1-93 |
Plastics — Determination of Tensile Properties — Part I: General principles |
|
ISO 642-79 |
Steel-Hardenability Test by End Quenching (Jominy Test) |
|
ISO 2808-91 |
Paints and Varnishes — Determination of film Thickness |
|
ISO 3628-78 |
Glass Reinforced Materials — Determination of Tensile Properties |
|
ISO 4624-78 |
Plastics and Varnishes — Pull-off Test for adhesion |
|
ISO 6982-84 |
Metallic Materials — Tensile Testing |
|
ISO 6506-1981 |
Metallic Materials — Hardness test — Brinell Test |
|
ISO 6508-1986 |
Metallic Materials — Hardness Tests — Rockwell Test (Scales, ABCDEFGHK) |
|
ISO 7225 |
Precautionary Labels for Gas Cylinders |
|
ISO/DIS 7866-1992 |
Refillable Transportable Seamless Aluminium Alloy Cylinders for Worldwide Usage Design, Manufacture and Acceptance |
|
ISO 9001:1994 |
Quality Assurance in Design/Development. Production, Installation and Servicing |
|
ISO 9002:1994 |
Quality Assurance in Production and Installation |
|
ISO/DIS 12737 |
Metallic Materials — Determination of the Plane-Strain Fracture Toughness |
|
ISO/IEC Guide 25-1990 |
General requirements for the Technical Competence of Testing Laboratories |
|
ISO/IEC Guide 48-1986 |
Guidelines for Third Party Assessment and Registration of Supplies Quality System |
|
ISO/DIS 9809 |
Transportable Seamless Steel Gas Cylinders Design, Construction and Testing — Part I: Quenched and Tempered Steel Cylinders with Tensile Strength < 1 100 MPa |
NACE-Normen (4)
|
NACE TM0177-90 |
Laboratory Testing of Metals for Resistance to Sulphide Stress Cracking in H2S Environments. |
3. BEGRIFFSBESTIMMUNGEN
Für die Zwecke dieses Anhangs gelten folgende Begriffsbestimmungen:
3.1.
3.2.
3.3.
3.4.
3.5.
3.6.
3.7.
3.8.
3.9.
3.10.
3.11.
3.12.
3.13.
3.14.
3.15.
3.16.
3.17.
3.18.
3.19.
3.20.
3.21.
3.22.
3.23.
3.24.
4. BETRIEBSBEDINGUNGEN
4.1. Allgemeines
4.1.1. Normale Betriebsbedingungen
Die in diesem Abschnitt beschriebenen normalen Betriebsbedingungen sollen als Grundlage für die Konstruktion, die Fertigung, die Qualitätskontrolle, die Prüfung und die Genehmigung von Zylindern dienen, die dauerhaft in Fahrzeuge eingebaut und zum Speichern von Erdgas als Kraftstoff bei Umgebungstemperatur verwendet werden sollen.
4.1.2. Verwendung der Zylinder
Mit den hier beschriebenen Betriebsbedingungen sollen außerdem Hinweise für die sichere Verwendung der nach dieser Regelung hergestellten Zylinder gegeben werden. Sie sind bestimmt für
|
a) |
Zylinderhersteller, |
|
b) |
Besitzer von Zylindern, |
|
c) |
Konstrukteure oder Vertragsfirmen, die für den Einbau von Zylindern verantwortlich sind, |
|
d) |
Konstrukteure oder Besitzer von Einrichtungen, die zum Füllen von Zylindern in Fahrzeugen verwendet werden, |
|
e) |
Erdgaslieferanten, |
|
f) |
Aufsichtsbehörden, die die Verwendung von Zylindern überwachen. |
4.1.3. Betriebsdauer
Die Zeit, während der ein Zylinder sicher betrieben werden kann, ist von seinem Konstrukteur unter Berücksichtigung der in dieser Regelung beschriebenen Betriebsbedingungen festzulegen. Die maximale Betriebsdauer beträgt 20 Jahre.
4.1.4. Regelmäßige Eignungsüberprüfung
Empfehlungen für die regelmäßige Eignungsüberprüfung durch Sichtprüfung oder andere Prüfungen während der Betriebsdauer sind vom Zylinderhersteller unter Berücksichtigung der in dieser Regelung beschriebenen Betriebsbedingungen zu geben. Jeder Zylinder ist nach seiner Inbetriebnahme am Fahrzeug (Zulassung des Fahrzeugs) mindestens alle 48 Monate und bei einem Wiedereinbau visuell auf äußere Schäden zu prüfen, und zwar auch unter den Halterungen. Die Sichtprüfung ist von einer von der Aufsichtsbehörde zugelassenen oder anerkannten Stelle nach den angaben des Herstellers durchzuführen. Zylinder ohne Typschild mit den vorgeschriebenen Angaben oder mit einem Typschild, auf dem Angaben unleserlich sind, sind auszusondern. Ist der Zylinder anhand der Herstellernummer oder der laufenden Nummer eindeutig identifizierbar, kann ein Ersatzschild angebracht und der Zylinder weiter verwendet werden.
4.1.4.1. Zylinder nach einer Fahrzeugkollision
Nach einer Fahrzeugkollision müssen die Zylinder von einer vom Hersteller autorisierten Stelle erneut geprüft werden, sofern die zuständige Behörde nichts anderes anordnet. Zylinder, die bei dem Aufprall nicht beschädigt worden sind, dürfen weiter verwendet werden. Andernfalls muss der betreffende Zylinder zur Begutachtung an den Hersteller zurückgesandt werden.
4.1.4.2. Zylinder nach der Einwirkung von Feuer
Zylinder, die dem Feuer ausgesetzt waren, müssen von einer vom Hersteller autorisierten Stelle erneut geprüft oder ausgesondert werden.
4.2. Höchstdrücke
Der Zylinderdruck muss auf folgende Werte begrenzt sein:
|
a) |
auf einen Druck, der sich bei einer stabilen Temperatur von 15 °C auf 20 MPa stabilisiert, |
|
b) |
auf 26 MPa unmittelbar nach dem Füllen, unabhängig von der Temperatur. |
4.3. Zahl der Füllzyklen
Die Zylinder sind so ausgelegt, dass sie bei einer stabilen Gastemperatur von 15 °C bis zu 1 000 Mal je Betriebsjahr bis zu einem stabilen Druck von 20 MPa (200 bar) gefüllt werden können.
4.4. Temperaturbereich
4.4.1. Stabile Gastemperatur
Die stabile Gastemperatur in Zylindern kann zwischen einem Mindestwert von – 40 °C und einem Höchstwert von 65 °C liegen.
4.4.2. Zylindertemperaturen
Die Temperatur der Zylinderwerkstoffe kann zwischen einem Mindestwert von – 40 °C und einem Höchstwert von + 82 °C liegen.
Außer in dem in Absatz 4.4.3 genannten Fall dürfen Temperaturen über + 65 °C nur so örtlich begrenzt oder kurzzeitig auftreten, dass die Gastemperatur im Zylinder nie + 65 °C übersteigt.
4.4.3. Übergangstemperaturen
Die während des Füllens oder des Entleerens erreichten Gastemperaturen können außerhalb der in Absatz 4.4.1 genannten Grenzen liegen.
4.5. Gaszusammensetzung
Methanol oder Glykol dürfen dem Erdgas nicht absichtlich zugesetzt werden. Die Zylinder müssen so beschaffen sein, dass die mit Erdgas nach einer der nachstehenden drei Spezifikationen gefüllt werden können:
|
a) |
Erdgas nach SAE J1616 |
|
b) |
Trockengas Der Wasserdampfgehalt liegt in der Regel unter 32 mg/m3, der Drucktaupunkt bei – 9 °C bei 20 MPa. Mengenbegrenzungen bestehen nur für folgende Bestandteile:
Sind die Zylinder aus Stahl mit einer Zugfestigkeit über 950 MPa hergestellt, darf der Wasserstoffgehalt höchstens 2 Volumenprozent betragen. |
|
c) |
Nassgas Bei Gas mit einem höheren Wassergehalt als unter Buchstabe (b) angegeben werden in der Regel folgende Grenzwerte eingehalten:
Bei Nassgas ist zum Schutz der Metallzylinder oder -innenbehälter mindestens 1 mg Kompressoröl je kg Gas erforderlich. |
4.6. Außenflächen
Die Zylinder dürfen nicht ständig mechanischen oder chemischen Beanspruchungen ausgesetzt sein, (wie aus dem Fahrzeug austretendes Ladegut und durch den Straßenzustand bedingter starker Abrieb) und müssen nach anerkannten Regeln eingebaut sein. Ihre Außenflächen können jedoch gelegentlich folgenden Einflüssen ausgesetzt sein:
|
a) |
Wasser, entweder durch wiederholtes Eintauchen oder durch Spritzwasser; |
|
b) |
Salz, wenn das Fahrzeug in Meeresnähe oder an Orten betrieben wird, an denen Auftausalz verwendet wird; |
|
c) |
ultraviolette Strahlung des Sonnenlichts; |
|
d) |
Steinschlag; |
|
e) |
Lösungsmittel, Säuren und Laugen, Dünger; |
|
f) |
Betriebsflüssigkeiten von Kraftfahrzeugen wie Kraftstoff, Hydraulikflüssigkeit, Glykol und Öl. |
4.7. Permeation oder Entweichen von Gas
Die Zylinder dürfen sich längere Zeit in geschlossenen Räumen befinden. Die Permeation von Gas durch die Zylinderwand oder das Entweichen von Gas zwischen den Endanschlüssen und dem Innenbehälter ist bei der Konstruktion zu berücksichtigen.
5. KONSTRUKTIONSGENEHMIGUNG
5.1. Allgemeines
Mit dem Antrag auf Genehmigung muss der Konstrukteur des Zylinders folgende Unterlagen und Angaben bei der zuständigen Behörde einreichen:
|
a) |
Betriebserklärung (Absatz 5.2), |
|
b) |
Konstruktionsdaten (Absatz 5.3), |
|
c) |
Fertigungsdaten (Absatz 5.4), |
|
d) |
Qualitätsmanagementsystem (Absatz 5.5), |
|
e) |
Bruchverhalten und Defektgröße für zerstörungsfreie Prüfungen (Absatz 5.6), |
|
f) |
Datenblatt (Absatz 5.7), |
|
g) |
ergänzende Daten (Absatz 5.8), |
Für nach ISO 9809 konstruierte Zylinder brauchen eine Spannungsberechnung nach Absatz 5.3.2 oder die Angaben nach Absatz 5.6 nicht vorgelegt zu werden.
5.2. Betriebserklärung
Die Betriebserklärung dient zur Anleitung derjenigen, die die Zylinder einbauen oder nutzen, und zur Information der Genehmigungsbehörde oder des von ihr benannten Vertreters. Sie muss folgende Angaben enthalten:
|
a) |
die Erklärung, dass der Zylinder der bereffenden Bauart während seiner Betriebsdauer für die Verwendung unter den in Absatz 4 genannten Betriebsbedingungen geeignet ist, |
|
b) |
Angabe der Betriebsdauer, |
|
c) |
Mindestanforderungen an die Prüfung und Überprüfung während der Nutzung, |
|
d) |
Angaben über die erforderlichen Druckminderer und die erforderliche Isolierung, |
|
e) |
Angaben über Halterungen, Schutzüberzüge usw., die erforderlich sind, aber nicht mitgeliefert werden, |
|
f) |
Beschreibung der Zylinderausführung, |
|
g) |
weitere Angaben, die für die sichere Verwendung und Überprüfung des Zylinders erforderlich sind. |
5.3. Konstruktionsdaten
5.3.1. Zeichnungen
Die Zeichnungen müssen mindestens folgende Angaben enthalten:
|
a) |
Titel, Bezugsnummer, Ausgabedatum und Nummern der Neuausgaben, gegebenenfalls mit Ausgabedaten, |
|
b) |
Bezugnahme auf diese Regelung und Zylindertyp, |
|
c) |
alle Maße mit Toleranzen, ausführliche Darstellung der Endverschlüsse mit Mindestdicken und Öffnungen, |
|
d) |
Masse (Gewicht) der Zylinder mit Toleranzen, |
|
e) |
Werkstoffangaben mit Mindestwerten oder Toleranzbereichen für die mechanischen und chemischen Eigenschaften; bei Metallzylindern oder Metallinnenbehältern den festgelegten Härtebereich; |
|
f) |
weitere Angaben wie Bereich des Autofrettagedrucks, niedrigster Prüfdruck, Einzelheiten des Feuerschutzsystems und des äußeren Schutzüberzugs. |
5.3.2. Spannungsberechnung
Eine Finite-Elemente-Analyse oder eine andere Art von Spannungsberechnung ist vorzulegen.
Eine Tabelle, in der die errechneten Spannungen zusammengefasst sind, ist vorzulegen.
5.3.3. Werkstoffprüfdaten
Eine ausführliche Beschreibung der verwendeten Werkstoffe und der Toleranzen ihrer Eigenschaften ist vorzulegen. Außerdem sind Prüfdaten vorzulegen, die die mechanischen Eigenschaften der Werkstoffe und ihre Eignung für den Betrieb unter den in Absatz 4 genannten Bedingungen charakterisieren.
5.3.4. Daten der Konstruktionszulassungsprüfung
Der Werkstoff, die Konstruktion, die Fertigung und die Prüfung des Zylinders müssen für den vorgesehenen Betrieb geeignet sein. Das wird dadurch nachgewiesen, dass die Anforderungen der für die betreffende Zylinderbauart vorgeschriebenen und nach den in Anlage A zu diesem Anhang durchgeführten Prüfungen erfüllt sind.
Die Prüfdaten müssen außerdem die Abmessungen, Wanddicken und Gewichte aller geprüften Zylinder umfassen.
5.3.5. Feuerschutz
Die Anordnung der Druckminderer, die den Zylinder vor plötzlichem Bruch schützen, wenn er bei einem Brand den in Absatz A.15 beschriebenen Bedingungen ausgesetzt ist, ist anzugeben. Mit den Prüfdaten muss die Wirksamkeit des vorgesehenen Feuerschutzsystems nachgewiesen werden.
5.3.6. Zylinderhalterungen
Einzelheiten der Zylinderhalterungen oder der Anforderungen an die Halterungen sind nach den Vorschriften von Absatz 6.11 anzugeben.
5.4. Fertigungsdaten
Es sind ausführliche Beschreibungen aller Fertigungsverfahren, zerstörungsfreien Prüfungen, Fertigungsprüfungen und Prüfungen von Produktionslosen vorzulegen. Die Toleranzen für alle Fertigungsgänge wie Wärmebehandlung, Endformung, Harzmischung, Wicklungsspannung und -geschwindigkeit der Faser, Härtungszeiten und -temperaturen und Autofrettageverfahren sind anzugeben, ebenso Oberflächengüte, Beschaffenheit und Eigenschaften des Fadens, Annahmekriterien für die Ultraschallprüfung (oder ein gleichwertiges Verfahren) und die maximale Größe von Prüflosen.
5.5. (frei)
5.6. Bruchverhalten und Defektgröße für zerstörungsfreie Prüfungen
5.6.1. Bruchverhalten
Der Hersteller muss das Leck-vor-Bruch-Verhalten des Zylinders der betreffenden Bauart nach den Vorschriften des Absatzes 6.7 nachweisen.
5.6.2. Defektgröße für zerstörungsfreie Prüfungen
Der Hersteller muss nach dem in Absatz 6.15.2 beschriebenen Verfahren die maximale Defektgröße für zerstörungsfreie Prüfungen ermitteln.
5.7. Datenblatt
Für jede Zylinderausführung sind auf einem Datenblatt die Unterlagen aufzuführen, die die Angaben nach Absatz 5.1 enthalten. Für jede Unterlage sind der Titel, die Bezugsnummer, die Nummern der Neuausgaben sowie die Ausgabedaten der Ursprungsfassung und der anderen Fassungen anzugeben. Alle Unterlagen müssen vom Hersteller unterschrieben oder abgezeichnet sein. Das Datenblatt muss mit einer Nummer und gegebenenfalls den Nummern der Neuausgaben versehen sein, die zur Bezeichnung der Zylinderausführung verwendet werden können, und die Unterschrift des Technikers tragen, der für die Konstruktion verantwortlich ist. Auf dem Datenblatt muss ein Feld für einen Stempel vorgesehen sein, aus dem die Bauartgenehmigung hervorgeht.
5.8. Ergänzende Daten
Gegebenenfalls sind zur Ergänzung des Antrags weitere Daten zu übermitteln wie die Herkunft des vorgesehenen Werkstoffs oder Angaben zur Verwendung einer bestimmten Zylinderausführung unter anderen Betriebsbedingungen.
5.9. Genehmigung und Bescheinigung
5.9.1. Überprüfung und Prüfung
Die Übereinstimmung der Produktion ist nach den Vorschriften von Absatz 9 dieser Regelung zu überprüfen.
Damit sichergestellt ist, dass die Zylinder den Vorschriften dieser internationalen Regelung entsprechen, sind sie nach den Bestimmungen der Absätze 6.13 und 6.14 von der zuständigen Behörde zu überprüfen.
5.9.2. Prüfbescheinigung
Sind die Ergebnisse der Typprüfung nach Absatz 6.13 zufrieden stellend, stellt die zuständige Behörde eine Prüfbescheinigung aus. Ein Muster einer Prüfbescheinigung ist in Anlage D zu diesem Anhang wiedergegeben.
5.9.3. Bescheinigung über die Annahme eines Produktionsloses
Die zuständige Behörde stellt eine Annahmebescheinigung entsprechend dem Muster in Anlage D zu diesem Anhang aus.
6. VORSCHRIFTEN FÜR ALLE ZYLINDERTYPEN
6.1. Allgemeines
Die nachstehenden Vorschriften gelten allgemein für Zylinder der in den Absätzen 7 bis 10 genannten Typen. Bei der Zylinderkonstruktion ist alles zu berücksichtigen, was notwendig ist, um sicherzustellen, dass jeder nach den Konstruktionsunterlagen hergestellte Zylinder während der angegebenen Betriebsdauer für seinen Zweck geeignet ist. Stahlzylinder des Typs CNG-1, die nach der ISO-Norm 9809 hergestellt sind und alle ihre Anforderungen erfüllen, brauchen nur den Vorschriften der Absätze 6.3.2.4 und 6.9 bis 6.13 zu entsprechen.
6.2. Konstruktion
In dieser Regelung sind weder Konstruktionsformeln noch zulässige Beanspruchungen und Spannungen angegeben. Vorgeschrieben ist aber, dass die Eignung der Konstruktion nachgewiesen wird: durch Berechnungen und dadurch, dass die Zylinder die in dieser Regelung vorgeschriebenen Werkstoff-, Konstruktionszulassungs-, Fertigungs- und Produktionslosprüfungen regelmäßig bestehen. Bei allen Ausführungen muss sichergestellt sein, dass am Zylinder bei einem möglichen Verschleiß der druckbeaufschlagten Teile bei normalem Betrieb „Leck vor Bruch“ entsteht. Wird ein Metallzylinder oder Metallinnenbehälter undicht, so darf das nur durch Ausbreitung eines Ermüdungsrisses geschehen.
6.3. Werkstoffe
6.3.1. Die verwendeten Werkstoffe müssen für den Betrieb unter den in Absatz 4 beschriebenen Bedingungen geeignet sein. Ein Zylinder darf nicht so konstruiert sein, dass unverträgliche Werkstoffe miteinander in Berührung kommen. Die Anforderungen für die Werkstoffzulassungsprüfung sind in Tabelle 6.1 zusammengefasst.
6.3.2. Stahl
6.3.2.1. Zusammensetzung
Stähle müssen aluminium- oder siliziumberuhigt und vorwiegend feinkörnig sein. Die chemische Zusammensetzung aller Stähle ist anzugeben, wobei mindestens folgende Werte aufzuführen sind:
|
a) |
in allen Fällen der Kohlenstoff-, Mangan-, Aluminium- und Siliziumgehalt, |
|
b) |
Nickel-, Chrom-, Molybdän-, Bor- und Vanadiumgehalt sowie der Gehalt an allen weiteren absichtlich zugesetzten Legierungselementen. Folgende Grenzwerte dürfen bei der Analyse der Schmelze nicht überschritten werden:
Wird ein Kohlenstoff-Bor-Stahl verwendet, ist am der ersten und letzten Gussblock oder der ersten und letzten Bramme einer Schmelze eine Härtbarkeitsprüfung nach ISO 642 durchzuführen. Die Härte ist in einem Abstand von 7,9 mm vom abgeschreckten Ende zu messen. Sie muss zwischen 33 und 53 HRC oder zwischen 327 und 560 HV liegen und ist vom Werkstoffhersteller zu bestätigen. |
6.3.2.2. Zugeigenschaften
Die Zugeigenschaften des Stahls sind an einer aus dem fertigen Zylinder oder Innenbehälter entnommenen Probe nach den Vorschriften von Anlage A Absatz A.1 zu prüfen. Die Dehnung des Stahls muss mindestens 14 % betragen.
6.3.2.3. Eigenschaften bei Aufprall
Die Eigenschaften des Stahls bei Aufprall sind an einer aus dem fertigen Zylinder oder Innenbehälter entnommenen Probe nach den Vorschriften von Anlage A Absatz A.2 zu prüfen. Die Messwerte dürfen nicht unter den in Tabelle 6.2 angegebenen Werten liegen.
6.3.2.4. Biegeverhalten
Das Biegeverhalten des geschweißten nichtrostenden Stahls des fertigen Innenbehälters ist nach den Vorschriften des Absatzes A.3 (Anlage A) zu bestimmen.
6.3.2.5. Sichtprüfung der Schweißnähte
Für jede Art Schweißverfahren ist eine Sichtprüfung der Schweißnähte durchzuführen. Dabei muss eine vollständige Verschmelzung festgestellt werden, und es dürfen im Hinblick auf das Qualitätsniveau C entsprechend der Norm EN ISO 5817 keine Montagefehler oder unannehmbaren Mängel vorhanden sein.
6.3.2.6. Spannungsrissbeständigkeit bei Prüfung in Sulfidlösung
Liegt die Obergrenze des für den Stahl angegebenen Härtebereichs über 240 HB, so muss eine aus dem fertigen Zylinder entnommene Probe nach den Vorschriften von Anlage A Absatz A.3 geprüft werden und den dort genannten Anforderungen entsprechen.
6.3.3. Aluminium
6.3.3.1. Zusammensetzung
Die Zusammensetzung von Aluminiumlegierungen ist nach den Regeln der „Aluminium Association“ für ein bestimmtes Legierungssystem anzugeben. Die Verunreinigung einer Aluminiumlegierung durch Blei und Wismut darf höchstens 0,003 % betragen.
6.3.3.2. Korrosionsprüfungen
Aluminiumlegierungen müssen den Anforderungen der in Anlage A Absatz A.4 genannten Korrosionsprüfungen entsprechen.
6.3.3.3. Prüfung der Rissbildung bei Dauerbelastung
Aluminiumlegierungen müssen den Anforderungen der in Anlage A Absatz A.5 genannten Prüfung entsprechen.
6.3.3.4. Zugeigenschaften
Die Zugeigenschaften der Aluminiumlegierung sind an einer aus dem fertigen Zylinder oder Innenbehälter entnommenen Probe nach den Vorschriften von Anlage A Absatz A1 zu prüfen. Die Dehnung der Legierung muss mindestens 12 % betragen.
6.3.4. Harze
6.3.4.1. Allgemeines
Als Imprägnierstoff können warm aushärtende oder thermoplastische Harze verwendet werden. Geeignete Grundstoffe sind beispielsweise Epoxidharz, modifiziertes Epoxidharz, warm aushärtende Kunststoffe wie Polyester und Vinylester sowie Thermoplaste wie Polyethylen und Polyamid.
6.3.4.2. Scherfestigkeit
Harzwerkstoffe müssen den Anforderungen der Anlage A Absatz A.26 genannten Prüfung entsprechen.
6.3.4.3. Verglasungstemperatur
Die Verglasungstemperatur des Harzwerkstoffs ist nach der Norm ASTM D3418 zu bestimmen.
6.3.5. Fasern
Als Verstärkungsfasern sind Glas-, Aramid- oder Kohlenstofffasern zu verwenden. Werden Kohlenstofffasern verwendet, muss sichergestellt sein, dass eine galvanische Korrosion der Metallteile des Zylinders nicht möglich ist. Zu den vom Hersteller aufzubewahrenden Unterlagen gehören die veröffentlichten technischen Vorschriften für Verbundwerkstoffe, die Angaben des Werkstoffherstellers zu Lagerung und Lagerfähigkeit sowie die Bestätigung des Werkstoffherstellers, dass jede Lieferung den technischen Vorschriften entspricht. Der Faserhersteller muss bescheinigen, dass die Eigenschaften des Faserwerkstoffs seinen Angaben für das Produkt entsprechen.
6.3.6. Kunststoffinnenbehälter
Die Streckgrenze und die spezifische Dehnung des Werkstoffs sind nach den Vorschriften von Anlage Absatz A.22 zu bestimmen. In den Prüfungen ist nachzuweisen, dass die Dehneigenschaften des Werkstoffs bei Temperaturen ≤ – 50 °C den Herstellerangaben entsprechen. Der Werkstoff muss für die in Absatz 4 dieses Anhangs beschriebenen Betriebsbedingungen geeignet sein. Bei der in Anlage A Absatz A.23 genannten Prüfung muss die Erweichungstemperatur mindestens 90 °C und die Schmelztemperatur mindestens 100 °C betragen.
6.4. Prüfdruck
Der Prüfdruck bei der Herstellung muss mindestens 30 MPa betragen.
6.5. Berstdrücke und Spannungsverhältnisse der Fasern
Bei allen Zylindertypen darf der tatsächliche Mindestberstdruck nicht unter den in Tabelle 6.3 dieses Anhangs angegebenen Werten liegen. Bei Zylindern der Typen CNG-2, CNG-3 und CNG-4 muss die Verbundwerkstoff-Umwicklung für eine hohe Betriebssicherheit bei Dauerbelastung und zyklischer Belastung ausgelegt sein. Diese Betriebssicherheit besteht, wenn die in Tabelle 6.3 dieses Anhangs angegebenen Werte für die Spannungsverhältnisse der Verstärkungsfasern des Verbundwerkstoffs erreicht oder überschritten werden. Das Spannungsverhältnis ist der Quotient aus der Spannung in der Faser beim festgelegten Mindestberstdruck und der Spannung in der Faser bei Arbeitsdruck. Der Berstindex ist der Quotient aus dem tatsächlichen Berstdruck des Zylinders und dem Arbeitsdruck. Bei Zylindern des Typs CNG-4 ist das Spannungsverhältnis gleich dem Berstindex. Bei Zylindern der Typen CNG-2 und CNG-3 (mit Metallinnenbehälter und Verbundwerkstoff-Umwicklung) ist bei der Berechnung des Spannungsverhältnisses Folgendes zu beachten:
|
a) |
Das Analyseverfahren muss für Werkstoffe mit nicht linearem Verhalten geeignet sein (spezielles Rechnerprogramm oder Programm für Finite-Elemente-Analyse). |
|
b) |
Die elasto-plastische Spannungs-Dehnungskurve für den Werkstoff muss bekannt und richtig wiedergegeben sein. |
|
c) |
Die mechanischen Eigenschaften der Verbundwerkstoffe müssen richtig wiedergegeben sein. |
|
d) |
Zu berechnen sind Autofrettagedruck, Nulldruck nach Autofrettage, Arbeits- und Mindestberstdruck. |
|
e) |
Vorbeanspruchungen durch Wicklungsspannung müssen bei der Analyse berücksichtigt werden. |
|
f) |
Der Mindestberstdruck ist so zu wählen, dass der Quotient aus berechneter Spannung bei Mindestberstdruck und berechneter Spannung bei Arbeitsdruck dem für die verwendete Faser vorgeschriebenen Spannungsverhältnis entspricht. |
|
g) |
Bei Zylindern mit zwei oder mehr verschiedenen Verstärkungsfasertypen ist die Lastverteilung zu berücksichtigen, die sich aus den unterschiedlichen Elastizitätsmodulen der Fasertypen ergibt. Für jeden einzelnen Fasertyp muss das Spannungsverhältnis den Angaben in Tabelle 6.3 dieses Anhangs entsprechen. Die Spannungsverhältnisse können auch mithilfe von Dehnungsmessstreifen überprüft werden. Ein mögliches Verfahren ist in Anlage E zu diesem Anhang beschrieben. |
6.6. Spannungsberechnung
Zur Bestimmung der Mindest-Konstruktionswanddicken ist eine Spannungsberechnung vorzunehmen. Bei Verbundkonstruktionen sind dabei auch die Spannungen in den Innenbehältern und den Fasern zu ermitteln.
6.7. Beurteilung des Leck-vor-Bruch-Verhaltens
Bei Zylindern der Typen CNG-1, CNG-2 und CNG-3 ist das Leck-vor-Bruch-Verhalten zu prüfen. Diese Prüfung ist nach den Vorschriften von Anlage A Absatz A.6 durchzuführen. Die Prüfung des Leck-vor-Bruch-Verhaltens ist nicht erforderlich bei Zylinderausführungen, bei denen die Prüfung nach Anlage A Absatz A.13 eine Dauerfestigkeit von mehr als 45 000 Druckzyklen ergeben hat. Zwei Verfahren zur Beurteilung des Leck-vor-Bruch-Verhaltens sind in Anlage F zu diesem Anhang beschrieben.
6.8. Überprüfung und Prüfung
Im Rahmen der Fertigungskontrolle sind Programme und Verfahren anzugeben für:
|
a) |
die Fertigungskontrolle, Prüfungen und Annahmekriterien, |
|
b) |
die regelmäßige Überprüfung während der Nutzung, Prüfungen und Annahmekriterien. Die Zeitabstände zwischen den regelmäßigen Sichtprüfungen der Zylinderaußenflächen müssen den Vorschriften von Absatz 4.1 dieses Anhangs entsprechen, sofern die zuständige Behörde nichts anderes bestimmt. Der Hersteller muss die Kriterien für die Zurückweisung bei der regelmäßigen Sichtprüfung anhand der Ergebnisse von Druckzyklusprüfungen festlegen, die an Zylindern mit Rissen durchgeführt wurden. Hinweise für die Gestaltung der Anweisungen des Herstellers für Handhabung, Verwendung und Überprüfung der Zylinder finden sich in Anlage G zu diesem Anhang. |
6.9. Feuerschutz
Alle Zylinder müssen durch Druckminderer gegen Feuer geschützt sein. Der Zylinder, seine Werkstoffe, die Druckminderer und gegebenenfalls eine zusätzliche Isolierung oder zusätzliches Schutzmaterial müssen so ausgelegt sein, dass sie bei der in Anlage A Absatz A.15 beschriebenen Feuerschutzprüfung gemeinsam eine ausreichende Sicherheit gewährleisten.
Druckminderer sind nach den Vorschriften von Anlage A Absatz A.24 zu prüfen.
6.10. Öffnungen
6.10.1. Allgemeines
Öffnungen sind nur an den Stirnseiten zulässig. Die Mittellinie der Öffnungen muss mit der Längsachse des Zylinders zusammenfallen. Gewinde müssen glatt geschnitten, gleichmäßig, ohne Oberflächenfehler und lehrenhaltig sein.
6.11. Zylinderhalterungen
Der Hersteller muss angeben, mit welchen Mitteln die Zylinder am Fahrzeug befestigt werden. Er muss ferner Einbauanweisungen für die Halterungen mitliefern, in denen die Spannkraft und das Anzugsdrehmoment angegeben sind, mit denen die erforderliche Haltekraft erreicht wird, ohne dass der Zylinder übermäßig beansprucht oder seine Oberfläche beschädigt wird.
6.12. Äußerer Schutz gegen Umgebungseinflüsse
Die Außenfläche der Zylinder muss den in Anlage A Absatz A.14 genannten Anforderungen für die Prüfung unter Umgebungsbedingungen entsprechen. Der äußere Schutz kann gewährleistet werden durch:
|
a) |
eine Oberflächenbehandlung, durch die ein ausreichender Schutz erreicht wird (z. B. auf Aluminium aufgesprühte Metallbeschichtung, Eloxierung), |
|
b) |
Verwendung eines geeigneten Faser- oder Grundmaterials (z. B. Kohlenstofffaser in Harz), |
|
c) |
einen Schutzüberzug (z. B. organischer Überzug, Farbe), der den Anforderungen von Anlage A Absatz A.9 entspricht. |
Durch das Aufbringen von Überzügen auf Zylinder dürfen deren mechanische Eigenschaften nicht nachteilig beeinflusst werden. Durch den Überzug soll die spätere Überprüfung während der Nutzung erleichtert werden. Der Hersteller muss angeben, wie ein solcher Überzug bei der Überprüfung zu behandeln ist, damit Schäden am Zylinder ausgeschlossen sind.
Die Hersteller werden auf die Anlage H zu diesem Anhang verwiesen. Darin ist eine Prüfung des Zylinders unter Umgebungsbedingungen beschrieben, bei der u. a die Eignung von Überzügen beurteilt wird.
6.13. Konstruktionszulassungsprüfungen
Für die Genehmigung eines Zylindertyps muss nachgewiesen werden, dass der Werkstoff, die Konstruktion, die Fertigung und die Prüfung für die vorgesehene Verwendung geeignet sind. Dazu müssen die Anforderungen der in Tabelle 6.1 zusammengefassten Werkstoffzulassungsprüfungen und der in Tabelle 6.4 zusammengefassten Zylinderzulassungsprüfungen erfüllt sein. Diese Prüfungen sind nach den in Anlage A zu diesem Anhang beschriebenen Verfahren durchzuführen. Die zuständige Behörde wählt die Prüfzylinder oder -innenbehälter aus und überwacht die Prüfungen. auch wenn mehr als die in diesem Anhang vorgesehenen Zylinder oder Innenbehälter geprüft werden, sind alle Ergebnisse aufzuzeichnen.
6.14. Produktionslosprüfungen
Die in diesem Anhang für jeden Zylindertyp angegebenen Produktionslosprüfungen sind an Zylindern oder Innenbehältern durchzuführen, die einem jeden Los von fertigen Zylindern oder Innenbehältern entnommen sind. Wärmebehandelte Proben, die nachweislich für fertige Zylinder oder Innenbehälter repräsentativ sind, können ebenfalls verwendet werden. Die für jeden Zylindertyp vorgeschriebenen Produktionslosprüfungen sind in Tabelle 6.5 dieses Anhangs aufgeführt.
6.15. Produktionskontrollen und -prüfungen
6.15.1. Allgemeines
Produktionskontrollen und -prüfungen sind an allen Zylindern eines Produktionsloses durchzuführen. jeder Zylinder ist während und nach der Fertigung wie folgt zu prüfen:
|
a) |
durch Ultraschallabtastung von Metallzylindern und Metallinnenbehältern nach BS 5045, Teil 1, Anlage B (oder nachweislich gleichwertiges Verfahren), um zu bestätigen, dass die vorhandene maximale Defektgröße kleiner ist als in den Konstruktionsunterlagen angegeben; |
|
b) |
durch eine Nachprüfung, um festzustellen, ob bei den entscheidenden Abmessungen und der Masse des fertigen Zylinders und gegebenenfalls bei denen des Innenbehälters und der Umhüllung die Konstruktionstoleranzen eingehalten sind; |
|
c) |
durch eine Nachprüfung, um festzustellen, ob die angegebene Oberflächenbehandlung vorgenommen wurde, wobei besonders auf tiefgezogene Oberflächen und Falze oder Nähte am Hals oder am Ansatz von geschmiedeten oder im Schleudergussverfahren hergestellten Böden oder Öffnungen zu achten ist; |
|
d) |
Überprüfung der Aufschriften; |
|
e) |
Härteprüfungen an Metallzylindern und Metallinnenbehältern nach Anlage A Absatz A.8 sind nach der abschließenden Wärmebehandlung durchzuführen, die dabei ermittelten Werte müssen in dem für die jeweilige Ausführung angegebenen Bereich liegen; |
|
f) |
Hydrostatische Druckprüfung nach Anlage A Absatz A.11. |
Eine Zusammenfassung der Prüfungen wesentlicher Merkmale, die im Rahmen der Produktionskontrolle an jedem Zylinder vorzunehmen sind, findet sich in Tabelle 6.6 dieses Anhangs.
6.15.2. Maximale Defektgröße
Bei Zylindern der Typen CNG-1, CNG-2 und CNG-3 ist für eine beliebige Stelle des Metallzylinders oder Metallinnenbehälters die maximale Größe des Defekts zu bestimmen, der während der angegebenen Betriebsdauer nicht auf eine kritische Größe wächst. Die kritische Defektgröße ist der kleinste Defekt in der Wanddicke des Zylinders oder Innenbehälters, der ein Austreten von Gas ohne Bruch des Zylinders ermöglicht. Defektgrößen, die als Kriterien für die Zurückweisung bei der Ultraschallprüfung oder einer anderen gleichwertigen Prüfung festgelegt werden, müssen kleiner als die maximal zulässigen Defektgrößen sein. Bei Zylindern der Typen CNG-2 und CNG-3 ist anzunehmen, dass der Verbundwerkstoff durch zeitabhängige Vorgänge nicht geschädigt wird. Die zulässige Defektgröße für zerstörungsfreie Prüfungen ist nach einem geeigneten Verfahren zu bestimmen. Zwei dieser Verfahren sind in Anlage F zu diesem Anhang beschrieben.
6.16. Nichterfüllung der Prüfanforderungen
Werden Prüfanforderungen nicht erfüllt, so ist eine erneute Prüfung oder eine erneute Wärmebehandlung mit anschließender Prüfung wie folgt durchzuführen:
|
a) |
Gibt es Hinweise darauf, dass bei der Prüfung fehlerhaft vorgegangen wurde oder ein Messfehler aufgetreten ist, ist eine weitere Prüfung vorzunehmen. Ist das Ergebnis dieser Prüfung zufrieden stellend, wird die erste Prüfung nicht berücksichtigt. |
|
b) |
Wurde bei der Prüfung korrekt vorgegangen, ist zu ermitteln, warum ihre Anforderungen nicht erfüllt wurden. |
Wird angenommen, dass die Nichterfüllung auf die Wärmebehandlung zurückzuführen ist, kann der Hersteller alle Zylinder des betroffenen Produktionsloses einer weiteren Wärmebehandlung unterziehen.
Ist die Nichterfüllung nicht auf die Wärmebehandlung zurückzuführen, sind alle fehlerhaften Zylinder zurückzuweisen oder nach einem anerkannten Verfahren instand zu setzen. Die nicht zurückgewiesenen Zylinder gelten dann als neues Produktionslos.
In beiden Fällen ist das neue Produktionslos erneut zu prüfen. Alle zum Nachweis der Annehmbarkeit des neuen Produktionsloses erforderlichen Typ- und Losprüfungen sind zu wiederholen. Ist das Ergebnis einer oder mehrerer Prüfungen auch nur teilweise nicht zufrieden stellend, sind alle Zylinder des Produktionsloses zurückzuweisen.
6.17. Konstruktionsänderung
Eine Konstruktionsänderung ist jede Änderung der Werkstoffe oder der Abmessungen, die nicht im Rahmen der üblichen Fertigungstoleranzen liegt.
Bei der Zulassung kleinerer Konstruktionsänderungen kann mit einem reduzierten Prüfprogramm gearbeitet werden. Bei den in Tabelle 6.7 aufgeführten Konstruktionsänderungen sind die dort angegebenen Konstruktionszulassungsprüfungen durchzuführen.
Tabelle 6.1
Werkstoffzulassungsprüfung
|
|
Entsprechender Absatz dieses Anhangs |
||||
|
|
Stahl |
Aluminium |
Harze |
Fasern |
Kunststoffinnenbehälter |
|
Zugeigenschaften |
6.3.2.2 |
6.3.3.4 |
|
6.3.5 |
6.3.6 |
|
Aufpralleigenschaften |
6.3.2.3 |
|
|
|
|
|
Biegeverhalten |
6.3.2.4 |
|
|
|
|
|
Prüfung der Schweißnähte |
6.3.2.5 |
|
|
|
|
|
Spannungsrissbeständigkeit bei Prüfung in Sulfidlösung |
6.3.2.6 |
|
|
|
|
|
Prüfung der Rissbildung bei Dauerbelastung |
|
6.3.3.3 |
|
|
|
|
Spannungs-Korrosionsriss |
|
6.3.3.2 |
|
|
|
|
Scherfestigkeit |
|
|
6.3.4.2 |
|
|
|
Verglasungsübergangstemperatur |
|
|
6.3.4.3 |
|
|
|
Erweichungs-/Schmelztemperatur |
|
|
|
|
6.3.6 |
|
Bruchmechanik (5) |
6,7 |
6,7 |
|
|
|
Tabelle 6.2
Annahmegrenzwerte für die Aufprallprüfung
|
Zylinderdurchmesser D, mm |
> 140 |
≤ 140 |
||
|
Prüfrichtung |
quer |
längs |
||
|
Breite des Prüfstücks, mm |
3–5 |
> 5–7,5 |
> 7,5–10 |
3 bis 5 |
|
Prüftemperatur, °C |
– 50 |
– 50 |
||
|
Mittelwert von 3 Prüfstücken |
30 |
35 |
40 |
60 |
|
Aufprallfestigkeit, J/cm2 |
|
|
|
|
|
Einzelnes Prüfstück |
24 |
28 |
32 |
48 |
Tabelle 6.3
Mindestwerte des tatsächlichen Berstdrucks und des Spannungsverhältnisses
|
|
CNG-1 Ganzmetallkonstruktion |
CNG-2 in Richtung des Umfangs umwickelt |
CNG-3 vollständig umwickelt |
CNG-4 Vollverbundkonstruktion |
|||||||
|
Berstdruck [MPa] |
Spannungsverhältnis [MPa] |
Berstdruck [MPa] |
Spannungsverhältnis [MPa] |
Berstdruck [MPa] |
Spannungsverhältnis [MPa] |
Berstdruck [MPa] |
|||||
|
Ganzmetallkonstruktion |
45 |
|
|
|
|
|
|
||||
|
Glas |
|
2,75 |
50 1) |
3,65 |
70 1) |
3,65 |
73 |
||||
|
Aramid |
|
2,35 |
47 |
3,10 |
60 1) |
3,1 |
62 |
||||
|
Kohlenstoff |
|
2,35 |
47 |
2,35 |
47 |
2,35 |
47 |
||||
|
Hybridwerkstoff |
|
2) |
2) |
2) |
|||||||
|
|||||||||||
Tabelle 6.4
Zylinderzulassungsprüfungen
|
Prüfung und entsprechender Absatz der Anlage A |
Zylindertyp |
||||
|
CNG-1 |
CNG-2 |
CNG-3 |
CNG-4 |
||
|
A.12 |
Berstprüfung |
X (*) |
X |
X |
X |
|
A.13 |
Zyklusprüfung bei Umgebungstemperatur |
X (*) |
X |
X |
X |
|
A.14 |
Säureeinwirkung |
X |
X |
X |
X |
|
A.15 |
Feuerschutzprüfung |
|
X |
X |
X |
|
A.16 |
Durchschlagprüfung |
|
X |
X |
X |
|
A.17 |
Risstoleranzprüfung |
X |
X |
X |
X |
|
A.18 |
Zeitstandsprüfung bei hoher Temperatur |
X |
X |
X |
X |
|
A.19 |
Spannungsbruch |
|
X |
|
X |
|
A.20 |
Fallprüfung |
X |
|
X |
X |
|
A.21 |
Permeationsprüfung |
|
X |
|
X |
|
A.24 |
Anforderungen an Druckminderer |
|
X |
|
X |
|
A.25 |
Verdrehfestigkeitsprüfung für Anschlussstutzen |
|
|
X |
X |
|
A.27 |
Erdgas-Zyklusprüfung |
|
|
|
|
|
A.6 |
Beurteilung des Leck-vor-Bruch-Verhaltens |
|
|
|
|
|
A.7 |
Zyklusprüfung bei extremen Temperaturen |
|
|
|
|
|
X= Vorgeschrieben. (*)= Nicht erforderlich für Zylinder nach ISO 9809 (diese Prüfungen sind in ISO 9809 bereits vorgeschrieben). |
|||||
Tabelle 6.5
Produktionslosprüfungen
|
Prüfung und entsprechender Absatz der Anlage A |
Zylindertyp |
||||
|
CNG-1 |
CNG-2 |
CNG-3 |
CNG-4 |
||
|
A.12 |
Berstprüfung |
X |
X |
X |
X |
|
A.13 |
Zyklusprüfung bei Umgebungstemperatur |
X |
X |
X |
X |
|
A.1 |
Zugprüfung |
X |
X (†) |
X (†) |
X |
|
A.2 |
Aufprallprüfung (Stahl) |
X |
X |
X |
|
|
A.9.2 |
Prüfung des Überzugs (*) |
X |
X |
X |
|
|
X= Vorgeschrieben. (*)= Außer wenn kein Schutzüberzug vorhanden ist. (†)= Prüfungen am Werkstoff des Innenbehälters. |
|||||
Tabelle 6.6
Prüfungen wesentlicher Merkmale
|
Typ |
CNG-1 |
CNG-2 |
CNG-3 |
CNG-4 |
|
Zu prüfendes Merkmal |
|
|
|
|
|
Entscheidende Abmessungen |
X |
X |
X |
X |
|
Oberflächenbehandlung |
X |
X |
X |
X |
|
Risse (Ultraschallprüfung oder gleichwertiges Verfahren) |
X |
X |
X |
|
|
Härte der Metallzylinder und Metallinnenbehälter |
X |
X |
X |
X |
|
Druckfestigkeit (hydrostatische Prüfung) |
X |
X |
X |
X |
|
Dichtheit |
|
|
|
X |
|
Aufschriften |
|
|
|
|
|
X= Vorgeschrieben. |
||||
Tabelle 6.7
Konstruktionsänderung
|
|
Art der Prüfung |
||||||||
|
XLIV. Konstruktionsänderung |
Berstprüfung A.12 |
Zyklusprüfung bei Umgebungstemperatur A.13 |
Säureeinwirkung A.14 |
Feuer-Schutzprüfung A.15 |
Risstoleranzprüfung A.17 |
Durchschlagprüfung A.16 |
Spannungsbruch A.19 Zeitstandprüfung bei hohen Temperaturen A.18 Fallprüfung A.20 |
Verdrehfestigkeitsprüfung für Anschlussstutzen A.25 Permeationsprüfung A.21 CNG- Zyklusprüfung A.27 |
Anforderungen an Druckminderer A.24 |
|
Faserhersteller |
X |
X |
|
|
|
|
X (*) |
X (†) |
|
|
Werkstoff des Metallzylinders oder Metallinnenbehälters |
X |
X |
X (*) |
X |
X (*) |
X |
X (*) |
|
|
|
Werkstoff des Kunststoffinnenbehälters |
|
X |
X |
|
|
|
|
X (†) |
|
|
Faserwerkstoff |
X |
X |
X |
X |
X |
X |
X |
X (†) |
|
|
Harzwerkstoff |
|
|
X |
|
X |
X |
X |
|
|
|
Durchmesseränderung ≤ 20 % |
X |
X |
|
|
|
|
|
|
|
|
Durchmesseränderung > 20 % |
X |
X |
|
X |
X (*) |
X |
|
|
|
|
Durchmesseränderung ≤ 50 % |
X |
|
|
X |
|
|
|
|
|
|
Längenänderung > 50 % |
X |
X |
|
X (‡) |
|
|
|
|
|
|
Änderung des Arbeitsdrucks ≤ 20 % @ |
X |
X |
|
|
|
|
|
|
|
|
Form des Endbodens |
X |
X |
|
|
|
|
|
X (†) |
|
|
Größe der Öffnung |
X |
X |
|
|
|
|
|
|
|
|
Änderung des Überzugs |
|
|
X |
|
|
|
|
|
|
|
Ausführung des Anschlussstutzens |
|
|
|
|
|
|
|
X (†) |
|
|
Änderung des Fertigungsverfahrens |
X |
X |
|
|
|
|
|
|
|
|
Druckminderer |
|
|
|
X |
|
|
|
|
X |
|
X = Vorgeschrieben. (*) Prüfung für Ganzmetallkonstruktionen (CNG-1) nicht vorgeschrieben. (†) Prüfung nur für Ausführungen in Vollverbundkonstruktion (CNG-4) vorgeschrieben. (‡) Prüfung nur vorgeschrieben bei Vergrößerung der Länge. @ Nur bei Änderung der Wanddicke proportional zur Änderung des Durchmessers oder des Drucks. |
|||||||||
7. METALLZYLINDER TYP CNG-1
7.1. Allgemeines
In den Konstruktionsunterlagen ist die maximale Größe eines an beliebiger Stelle des Zylinders zulässigen Defekts anzugeben, der bei Betrieb des Zylinders mit dem Arbeitsdruck bis zur nächsten fälligen Prüfung oder, falls keine erneute Prüfung vorgesehen ist, während der Betriebsdauer nicht auf eine kritische Größe wächst. Das Leck-vor-Bruch-Verhalten ist nach den in Anlage A Absatz A.6 beschriebenen Verfahren zu ermitteln. Die zulässige Defektgröße ist nach den Vorschriften von Absatz 6.15.2 zu bestimmen.
Bei Zylindern, die nach der ISO-Norm 9809 konstruiert sind und allen Anforderungen dieser Norm entsprechen, brauchen nur die Anforderungen der Werkstoffprüfung nach Absatz 6.3.2.4 und der Zylinderzulassungsprüfung nach Absatz 7.5 (ausgenommen Absätze 7.5.2 und 7.5.3) erfüllt zu sein.
7.2. Spannungsberechnung
Die Spannungen im Zylinder sind für die Prüfdrücke 2 MPa und 20 MPa und den Konstruktionsberstdruck zu berechnen. Bei den Berechnungen sind geeignete, auf der Theorie dünner Schalen beruhende Analyseverfahren anzuwenden, bei denen zur Ermittlung der Spannungsverteilung am Hals, in Übergangsbereichen und am zylindrischen Teil die Biegebeanspruchung der Zylinderschale senkrecht zur Schalenebene berücksichtigt wird.
7.3. Vorschriften für Fertigungs- und Produktionsprüfungen
7.3.1. Allgemeines
Die Enden von Aluminiumzylindern dürfen nicht durch Umformen geschlossen werden. Die durch Umformen geschlossenen unteren Enden von Stahlzylindern sind zerstörungsfreien Prüfungen oder gleichwertigen Prüfungen zu unterziehen. Dies gilt nicht für Zylinder, die nach ISO 9809 konstruiert sind. Zum Schließen der Enden darf kein zusätzliches Metall verwendet werden. An jedem Zylinder müssen vor dem Formen der Enden die Wanddicke und die Oberflächenbehandlung geprüft werden.
Nach dem Formen der Enden sind die Zylinder einer Wärmebehandlung zu unterziehen, bei der sie auf eine Härte in dem für die Ausführung angegebenen Bereich gebracht werden. Eine örtliche Wärmebehandlung ist nicht zulässig.
Sind ein Ring am oberen oder unteren Ende oder Halterungen vorgesehen, so müssen sie aus einem Werkstoff bestehen, der mit dem des Zylinders verträglich ist, und fest angebracht sein, jedoch nicht durch Schweißen, Hart- oder Weichlöten.
7.3.2. Zerstörungsfreie Prüfung
Folgende Prüfungen sind an jedem Metallzylinder durchzuführen:
|
a) |
Härteprüfung nach Anlage A Absatz A.8, |
|
b) |
Ultraschallprüfung nach BS 5045, Teil 1 Anhang I oder andere nachweislich gleichwertige zerstörungsfreie Prüfung, um sicherzustellen, dass die maximale Defektgröße nicht größer ist als die nach Absatz 6.15.2 bestimmte und in den Konstruktionsunterlagen angegebene. |
7.3.3. Hydrostatische Druckprüfung
An jedem fertigen Zylinder ist eine hydrostatische Druckprüfung nach Anlage A Absatz A.11 durchzuführen.
7.4. Produktionslosprüfungen an Zylindern
Produktionslosprüfungen sind an fertigen Zylindern durchzuführen, die für die normale Produktion repräsentativ und mit allen Kennzeichnungen versehen sind. Jedem Los sind zwei Zylinder nach dem Zufallsprinzip zu entnehmen. Auch wenn mehr als die in diesem Anhang vorgesehenen Zylinder oder Innenbehälter geprüft werden, sind alle Ergebnisse aufzuzeichnen. An diesen Zylindern sind folgende Prüfungen durchzuführen:
|
a) |
Werkstoffprüfungen (Losprüfungen): Ein Zylinder oder eine für einen fertigen Zylinder repräsentative wärmebehandelte Probe wird folgenden Prüfungen unterzogen:
|
|
b) |
Berstprüfung (Losprüfung): Ein Zylinder wird nach den Vorschriften von Anlage A Absatz A.12 bis zum Bersten unter hydrostatischen Druck gesetzt. Liegt der Berstdruck unter dem niedrigsten errechneten Wert, ist vorzugehen wie in Absatz 6.16 beschrieben. |
|
c) |
Regelmäßige Druckzyklusprüfung: An fertigen Zylindern wird eine Druckzyklusprüfung nach Anlage A Absatz A.13 mit folgender Häufigkeit vorgenommen:
|
7.5. Konstruktionszulassungsprüfungen
7.5.1. Allgemeines
Zulassungsprüfungen sind an fertigen Zylindern durchzuführen, die für die normale Produktion repräsentativ und mit allen Kennzeichen versehen sind. Für die Auswahl der Zylinder, die Überwachung der Prüfungen und die Aufzeichnung der Ergebnisse gelten die Vorschriften von Absatz 6.13.
7.5.2. Hydrostatische Druckprüfung (Berstprüfung)
Drei für die Produktion repräsentative Zylinder sind nach Anlage A Absatz A.12 bis zum Bersten unter hydrostatischen Druck zu setzen. (siehe Anlage A zu diesem Anhang). Der Berstdruck muss größer sein als der bei der Spannungsberechnung für die Bauart ermittelte Mindestberstdruck und mindestens 45 MPa betragen.
7.5.3. Druckzyklusprüfung bei Umgebungstemperatur
Zwei fertige Zylinder werden nach Anlage A Absatz A.13 bei Umgebungstemperatur so lange zyklisch unter Druck gesetzt, bis sie versagen oder mindestens 45 000 Zyklen erreicht sind. Die Zylinder dürfen nicht versagen, bevor 1 000 Zyklen für jedes Jahr der angegebenen Betriebsdauer erreicht sind. Zylinder, die mehr als 1 000 Zyklen für jedes Jahr der angegebenen Betriebsdauer ertragen, dürfen durch Leckage, aber nicht durch Bruch versagen. Zylinder, die nach 45 000 Zyklen nicht versagen, sind bis zum Versagen weiter zu prüfen oder bis zum Bersten hydrostatisch unter Druck zu setzen. Die Zahl der Zyklen bis zum Versagen und die entsprechende Stelle am Zylinder sind aufzuzeichnen.
7.5.4. Feuerschutzprüfung
Die Prüfungen sind nach den Vorschriften von Anlage A Absatz A.15 durchzuführen, die dort angegebenen Prüfanforderungen müssen erfüllt werden.
7.5.5. Durchschlagprüfung
Die Prüfung ist nach den Vorschriften von Anlage A Absatz A.16 durchzuführen, die dort angegebenen Prüfanforderungen müssen erfüllt werden.
7.5.6. Leck-vor-Bruch-Verhalten
Bei Zylinderbauarten, bei denen die Prüfung nach Absatz 7.5.3 mit nicht mehr als 45 000 Zyklen durchgeführt wurde, sind die Prüfungen des Leck-vor-Bruch-Verhaltens nach Anlage A Absatz A.6 durchzuführen, und die dort angegebenen Prüfanforderungen müssen erfüllt werden.
8. IN RICHTUNG DES UMFANGS UMWICKELTE ZYLINDER TYP CNG-2
8.1. Allgemeines
Während der Druckbeaufschlagung zeigen Zylinder dieser Bauart ein Verhalten, bei dem die Verschiebungen der Verbundwerkstoff-Umwicklung und des Metallinnenbehälters linear überlagert sind. Weil die Fertigungsverfahren unterschiedlich sind, ist in diesem Anhang keine bestimmte Konstruktionsmethode angegeben.
Das Leck-vor-Bruch-Verhalten ist nach den in Anlage A Absatz A.6 beschriebenen Verfahren zu ermitteln. Die zulässige Defektgröße ist nach den Vorschriften von Absatz 6.15.2 zu bestimmen.
8.2. Vorschriften für die Konstruktion
8.2.1. Metallinnenbehälter
Der tatsächliche Berstdruck des Metallinnenbehälters muss mindestens 26 MPa betragen.
8.2.2. Verbundwerkstoff-Umwicklung
Die Zugspannung in den Fasern muss den Vorschriften von Absatz 6.5 entsprechen.
8.2.3. Spannungsberechnung
Es sind die Spannungen im Verbundwerkstoff und im Innenbehälter nach Vorbeanspruchung zu berechnen. Die diesen Berechnungen zugrunde gelegten Drücke sind Null, 2 MPa, 20 MPa (Prüfdruck) und der Konstruktionsberstdruck. Bei den Berechnungen sind geeignete, auf der Theorie dünner Schalen beruhende Analyseverfahren anzuwenden, bei denen zur Ermittlung der Spannungsverteilung am Hals, in Übergangsbereichen und am zylindrischen Teil die Biegebeanspruchung der Zylinderschale senkrecht zur Schalenebene berücksichtigt wird.
Bei Ausführungen, bei denen die Vorspannung durch Autofrettage erzeugt wird, sind die Grenzwerte zu berechnen, zwischen denen der Autofrettagedruck liegen muss.
Bei Ausführungen, bei denen die Vorspannung durch Umwickeln unter kontrollierter Spannung erzeugt wird, sind die Temperatur, bei der die Umwicklung ausgeführt wird, die in jeder Schicht des Verbundwerkstoffs erforderliche Zugspannung und die sich daraus ergebende Vorspannung im Innenbehälter zu berechnen.
8.3. Vorschriften für die Fertigung
8.3.1. Allgemeines
Verbundzylinder werden durch Umwickeln eines Innenbehälters mit Endlosfaser hergestellt. Das Wickeln der Faser muss durch einen Rechner oder mechanisch gesteuert werden. Die Faser wird unter kontrollierter Spannung aufgewickelt. Nach Abschluss der Wicklung müssen warm aushärtende Harze in einem vorher festgelegten und kontrollierten Zeit-Temperatur-Verlauf durch Erwärmen ausgehärtet werden.
8.3.2. Innenbehälter
Bei der Fertigung von Metallinnenbehältern sind die für die betreffende Ausführung geltenden Vorschriften von Absatz 7.3 zu beachten.
8.3.3. Umwicklung
Die Zylinder werden in einer Fadenwickelmaschine hergestellt. Während des Wickelvorgangs sind die wesentlichen Variablen auf Einhaltung der festgelegten Toleranzen zu überwachen. Zu diesen Variablen gehören unter anderem:
|
a) |
Fasertyp einschließlich Schlichte, |
|
b) |
Art der Imprägnierung, |
|
c) |
Wickelspannung, |
|
d) |
Wickelgeschwindigkeit, |
|
e) |
Zahl der Rovings, |
|
f) |
Breite des Bandes, |
|
g) |
Art und Zusammensetzung des Harzes, |
|
h) |
Temperatur des Harzes, |
|
i) |
Temperatur des Innenbehälters. |
8.3.3.1. Aushärtung warm aushärtender Harze
Wird ein warm aushärtendes Harz verwendet, muss es nach dem Wickeln der Faser ausgehärtet werden. Der Zeit-Temperatur-Verlauf während des Aushärtens ist aufzuzeichnen.
Die Härtetemperatur muss überwacht werden und darf die Eigenschaften des Innenbehälterwerkstoffs nicht nachteilig beeinflussen. Für Zylinder mit Aluminiuminnenbehältern beträgt die höchste zulässige Härtetemperatur 177 °C.
8.3.4. Autofrettage
Wird das Autofrettageverfahren angewandt, so muss das vor der hydrostatischen Druckprüfung geschehen. Der Autofrettagedruck muss innerhalb der in Absatz 8.2.3 genannten Grenzwerte liegen, und der Hersteller muss das Verfahren zur Überprüfung des Autofrettagedrucks angeben.
8.4. Vorschriften für Produktionsprüfungen
8.4.1. Zerstörungsfreie Prüfungen
Zerstörungsfreie Prüfungen sind nach einer anerkannten ISO-Norm oder einer gleichwertigen Norm durchzuführen. Folgende Prüfungen sind an jedem Metallzylinder durchzuführen:
|
a) |
Härteprüfung nach Anlage A Absatz A.8, |
|
b) |
Ultraschallprüfung nach BS 5045, Teil 1 Anhang I oder andere nachweislich gleichwertige zerstörungsfreie Prüfung, um sicherzustellen, dass die maximale Defektgröße nicht größer ist als die nach Absatz 6.15.2 bestimmte und in den Konstruktionsunterlagen angegebene. |
8.4.2. Hydrostatische Druckprüfung
An jedem fertigen Zylinder ist eine hydrostatische Druckprüfung nach Anlage A Absatz A.11 durchzuführen. Der Hersteller muss für den verwendeten Prüfdruck den Grenzwert der bleibenden Volumenvergrößerung angeben, diese darf aber in keinem Fall mehr als 5 % der Volumenvergrößerung bei Prüfdruck betragen. Zylinder, die den festgelegten Annahmegrenzwert überscheiten, sind zurückzuweisen und entweder zu vernichten oder für Produktionslosprüfungen zu verwenden.
8.5. Produktionslosprüfungen an Zylindern
8.5.1. Allgemeines
Produktionslosprüfungen sind an fertigen Zylindern durchzuführen, die für die normale Produktion repräsentativ und mit allen Kennzeichen versehen sind. Aus jedem Los sind zwei Zylinder bzw. ein Zylinder und ein Innenbehälter nach dem Zufallsprinzip zu entnehmen. Auch wenn mehr als die in diesem Anhang vorgesehenen Zylinder oder Innenbehälter geprüft werden, sind alle Ergebnisse aufzuzeichnen. An diesen Zylindern sind mindestens die nachstehenden Prüfungen durchzuführen.
Wenn vor der Autofrettage oder der hydrostatischen Druckprüfung Defekte in der Umwicklung festgestellt werden, kann diese vollständig entfernt und ersetzt werden.
|
a) |
Werkstoffprüfungen (Losprüfungen). Ein Zylinder, ein Innenbehälter oder eine für einen fertigen Zylinder repräsentative wärmebehandelte Probe wird folgenden Prüfungen unterzogen:
|
|
b) |
Berstprüfung (Losprüfung) ein Zylinder ist nach den Vorschriften von Absatz 7.4 Buchstabe b) zu prüfen. |
|
c) |
Regelmäßige Druckzyklusprüfung: nach den Vorschriften von Absatz 7.4 Buchstabe c). |
8.6. Konstruktionszulassungsprüfungen
8.6.1. Allgemeines
Zulassungsprüfungen sind an fertigen Zylindern durchzuführen, die für die normale Produktion repräsentativ und mit allen Kennzeichen versehen sind. Für die Auswahl der Zylinder, die Überwachung der Prüfungen und die Aufzeichnung der Ergebnisse gelten die Vorschriften von Absatz 6.13.
8.6.2. Hydrostatische Druckprüfung (Berstprüfung)
|
a) |
ein Innenbehälter wird nach den Vorschriften von Anlage A Absatz A.12 bis zum Bersten unter hydrostatischen Druck gesetzt (Appendix A). Der Berstdruck muss größer sein als der für die Ausführung des Innenbehälters angegebene Mindestberstdruck. |
|
b) |
Drei Zylinder werden nach den Vorschriften von Anlage A Absatz A.12 bis zum Bersten unter hydrostatischen Druck gesetzt. Die Berstdrücke müssen größer sein als der in Tabelle 6.3 für die Bauart angegebene Mindestberstdruck und dürfen in keinem Fall unter dem Wert liegen, der erforderlich ist, damit das in Absatz 6.5 vorgeschriebene Spannungsverhältnis erreicht wird. |
8.6.3. Druckzyklusprüfung bei Umgebungstemperatur
Zwei fertige Zylinder werden nach Anlage A Absatz A.13 bei Umgebungstemperatur so lange zyklisch unter Druck gesetzt, bis sie versagen oder mindestens 45 000 Zyklen erreicht sind. Die Zylinder dürfen nicht versagen, bevor 1 000 Zyklen für jedes Jahr der angegebenen Betriebsdauer erreicht sind. Zylinder, die mehr als 1 000 Zyklen für jedes Jahr der angegebenen Betriebsdauer ertragen, dürfen durch Leckage, aber nicht durch Bruch versagen. Zylinder, die nach 45 000 Zyklen nicht versagen, sind bis zum Versagen weiter zu prüfen oder bis zum Bersten hydrostatisch unter Druck zu setzen. Zylinder, die mehr als 45 000 Zyklen standhalten, dürfen durch Bruch versagen. Die Zahl der Zyklen bis zum Versagen und die entsprechende Stelle am Zylinder sind aufzuzeichnen.
8.6.4. Prüfung unter Säureeinwirkung
Ein Zylinder ist nach den Vorschriften von Anlage A Absatz A.14 zu prüfen und muss die dort genannten Anforderungen erfüllen. Eine freigestellte Prüfung unter Umgebungsbedingungen ist in Anlage H beschrieben.
8.6.5. Feuerschutzprüfung
Fertige Zylinder sind nach den Vorschriften von Anlage A Absatz A.15 zu prüfen und müssen die dort genannten Anforderungen erfüllen.
8.6.6. Durchschlagprüfung
Ein fertiger Zylinder ist nach den Vorschriften von Anlage A Absatz A.16 zu prüfen und muss die dort genannten Anforderungen erfüllen.
8.6.7. Risstoleranzprüfungen
Ein fertiger Zylinder ist nach den Vorschriften von Anlage A Absatz A.17 zu prüfen und muss die dort genannten Anforderungen erfüllen.
8.6.8. Zeitstandprüfung bei hohen Temperaturen
Bei Ausführungen, bei denen die Verglasungstemperatur des Harzes die konstruktiv festgelegte maximale Werkstofftemperatur um weniger als 20 °C übersteigt, ist ein Zylinder nach den Vorschriften von Anlage A Absatz A.18 zu prüfen und muss die dort genannten Anforderungen erfüllen.
8.6.9. Beschleunigter Spannungsbruch
Ein fertiger Zylinder ist nach den Vorschriften von Anlage A Absatz A.19 zu prüfen und muss die dort genannten Anforderungen erfüllen.
8.6.10. Leck-vor-Bruch-Verhalten
Bei Zylinderbauarten, bei denen die Prüfung nach Absatz 8.6.3 mit nicht mehr als 45 000 Zyklen durchgeführt wurde, sind die Prüfungen des Leck-vor-Bruch-Verhaltens nach Anlage A Absatz A.6 durchzuführen, und die dort angegebenen Prüfanforderungen müssen erfüllt werden.
8.6.11. Druckzyklusprüfung bei Umgebungstemperatur
Ein fertiger Zylinder ist nach den Vorschriften von Anlage A Absatz A.7 zu prüfen und muss die dort genannten Anforderungen erfüllen.
9. VOLLSTÄNDIG UMWICKELTE ZYLINDER TYP CNG-3
9.1. Allgemeines
Während der Druckbeaufschlagung zeigen Zylinder dieser Bauart ein Verhalten, bei dem die Verschiebungen der Verbundwerkstoff-Umwicklung und des Innenbehälters überlagert sind. Weil die Fertigungsverfahren unterschiedlich sind, ist in diesem Anhang keine bestimmte Konstruktionsmethode angegeben. Das Leck-vor-Bruch-Verhalten ist nach den Vorschriften von Anlage A Absatz A.6 zu ermitteln. Die zulässige Defektgröße ist nach den Vorschriften von Absatz 6.15.2 zu bestimmen.
9.2. Vorschriften für die Konstruktion
9.2.1. Metallinnenbehälter
Die Druckspannung im Innenbehälter unter Nulldruck und bei 15 °C darf kein Beulen oder Welligwerden des Innenbehälters bewirken.
9.2.2. Verbundwerkstoff-Umwicklung
Die Zugspannung in den Fasern muss den Vorschriften von Absatz 6.5 entsprechen.
9.2.3. Spannungsberechnung
Zu berechnen sind die Spannungen im Verbundwerkstoff und im Innenbehälter in tangentialer Richtung und in Längsrichtung des Zylinders nach der Druckbeaufschlagung. Die den Berechnungen zugrunde liegende Drücke sind der Nulldruck, der Arbeitsdruck, 10 % des Arbeitsdrucks, der Prüfdruck und der Konstruktionsberstdruck. Die Grenzwerte, zwischen denen der zurückgegangene Autofrettagedruck liegen muss, sind zu berechnen. Bei den Berechnungen sind geeignete, auf der Theorie dünner Schalen beruhende Analyseverfahren anzuwenden, bei denen zur Ermittlung der Spannungsverteilung am Hals, in Übergangsbereichen und am zylindrischen Teil des Innenbehälters das nicht lineare Verhalten des Werkstoffs berücksichtigt wird.
9.3. Vorschriften für die Fertigung
Für die Herstellung gelten die Vorschriften des Absatzes 8.3 mit dem Zusatz, dass die Umwicklung auch schraubenförmig gewickelte Fasern enthalten muss.
9.4. Vorschriften für Produktionsprüfungen
Für die Produktionsprüfungen gelten die Vorschriften des Absatzes 8.4.
9.5. Produktionslosprüfungen an Zylindern
Für die Produktionslosprüfungen gelten die Vorschriften des Absatzes 8.5.
9.6. Konstruktionszulassungsprüfungen
Für die Konstruktionszulassungsprüfungen gelten die Vorschriften der Absätze 8.6 und 9.6.1, der Innenbehälter braucht jedoch nicht zum Bersten gebracht werden.
9.6.1. Fallprüfung
Ein oder mehrere fertige Zylinder sind einer Fallprüfung nach Anlage A Absatz A.20 zu unterziehen.
10. ZYLINDER IN VOLLVERBUNDKONSTRUKTION TYP CNG-4
10.1. Allgemeines
Wegen der Vielfalt der möglichen Zylinderausführungen wir hier keine bestimmte Methode für die Konstruktion von Zylindern mit Polymerinnenbehältern angegeben.
10.2. Vorschriften für die Konstruktion
Die Eignung der Konstruktion ist anhand von Berechnungen nachzuweisen. Die Zugspannung in den Fasern muss den Vorschriften von Absatz 6.5 entsprechen.
An Metallanschlussstutzen sind konische Gewinde nach Absatz 6.10.2 oder gerade Gewinde nach Absatz 6.10.3 vorzusehen.
Metallanschlussstutzen mit Gewindeöffnungen müssen einem Drehmoment von 500 Nm standhalten, ohne dass die Verbindung mit dem nichtmetallischen Innenbehälter beschädigt wird. Mit dem nichtmetallischen Innenbehälter verbundene Metallanschlussstutzen müssen aus einem Werkstoff bestehen, der für die in Absatz 4 beschriebenen Betriebsbedingungen geeignet ist.
10.3. Spannungsberechnung
Zu berechnen sind die Spannungen im Verbundwerkstoff und im Innenbehälter in tangentialer Richtung und in Längsrichtung des Zylinders. Die den Berechnungen zugrunde liegende Drücke sind der Nulldruck, der Arbeitsdruck, der Prüfdruck und der Konstruktionsberstdruck. Bei der Berechnung sind geeignete Analyseverfahren anzuwenden, mit denen die Spannungsverteilung im gesamten Zylinder ermittelt wird.
10.4. Vorschriften für die Fertigung
Für die Fertigung gelten die Vorschriften des Absatzes 8.3, jedoch muss bei warm aushärtenden Harzen die Härtungstemperatur mindestens 10 °C unter der Erweichungstemperatur des Kunststoffinnenbehälters liegen.
10.5. Vorschriften für Produktionsprüfungen
10.5.1. Hydrostatische Druckprüfung
An jedem fertigen Zylinder ist eine hydrostatische Druckprüfung nach Anlage A Absatz A.11 durchzuführen. Der Hersteller muss den Grenzwert der elastischen Dehnung für den verwendeten Prüfdruck angeben, die elastische Dehnung darf aber bei keinem Zylinder den Durchschnittswert für das Los um mehr als 10 % übersteigen. Zylinder, die den festgelegten Annahmegrenzwert überschreiten, sind zurückzuweisen und entweder zu vernichten oder für Produktionslosprüfungen zu verwenden.
10.5.2. Dichtheitsprüfung
Jeder fertige Zylinder ist nach den Vorschriften von Anlage A Absatz A.10 zu prüfen und muss die dort genannten Anforderungen erfüllen.
10.6. Produktionslosprüfungen an Zylindern
10.6.1. Allgemeines
Produktionslosprüfungen sind an fertigen Zylindern durchzuführen, die für die normale Produktion repräsentativ und mit allen Kennzeichen versehen sind. Jedem Los sind zwei Zylinder nach dem Zufallsprinzip zu entnehmen. Auch wenn mehr als die in diesem Anhang vorgesehenen Zylinder oder Innenbehälter geprüft werden, sind alle Ergebnisse aufzuzeichnen. An diesen Zylindern sind mindestens folgende Prüfungen durchzuführen:
a) Werkstoffprüfungen (Losprüfungen).
Ein Zylinder, ein Innenbehälter oder eine für einen fertigen Zylinder repräsentative wärmebehandelte Probe wird folgenden Prüfungen unterzogen:
|
i) |
einer Überprüfung der entscheidenden Abmessungen anhand der Konstruktionsunterlagen, |
|
ii) |
einer Zugprüfung am Kunststoffinnenbehälter nach Anlage A Absatz A.22, wobei der Prüfling die in den Konstruktionsunterlagen angegebenen Werte erreichen muss, |
|
iii) |
einer Prüfung der Schmelztemperatur des Kunststoffinnenbehälters nach Anlage A Absatz A.23, wobei der Prüfling die in den Konstruktionsunterlagen angegebenen Werte erreichen muss, |
|
iv) |
Ist ein Schutzüberzug Teil der Konstruktion, so ist er nach den Vorschriften von Anlage A Absatz A.9.2 zu prüfen. Erfüllt der Überzug nicht die Anforderungen von Anlage A Absatz A.9.2, so ist das Los zu 100 % zu prüfen, damit ähnlich fehlerhafte Zylinder ausgesondert werden können. Bei allen fehlerhaften Zylindern darf der Überzug nach einem Verfahren entfernt werden, bei dem die Verbundwerkstoff-Umwicklung nicht beschädigt wird, und es darf ein neuer Überzug aufgebracht werden. Anschließend ist die Produktionslosprüfung des Überzugs zu wiederholen. |
b) Berstprüfung (Losprüfung)
Ein Zylinder ist nach den Vorschriften des Absatzes 7.4 Buchstabe b) zu prüfen.
c) Regelmäßige Druckzyklusprüfung
An einem Zylinder ist der Anschlussstutzen nach Anlage A Absatz A.25 mit einem Drehmoment von 500 Nm auf Verdrehfestigkeit zu prüfen. Anschließend ist der Zylinder wie in Absatz 7.4 Buchstabe c beschrieben einer Druckzyklusprüfung zu unterziehen.
Nach der vorgeschriebenen Druckzyklusprüfung ist der Zylinder nach den Vorschriften von Anlage A Absatz A.10 auf Dichtheit zu prüfen und muss die dort genannten Anforderungen erfüllen.
10.7. Konstruktionszulassungsprüfungen
10.7.1. Allgemeines
Für die Konstruktionszulassungsprüfungen gelten die Vorschriften der Absätze 8.6, 10.7.2, 10.7.3 und 10.7.4 dieses Anhangs, die Prüfung des Leck-vor-Bruch-Verhaltens nach Absatz 8.6.10 kann jedoch entfallen.
10.7.2. Verdrehfestigkeitsprüfung für Anschlussstutzen
Ein Zylinder ist nach den Vorschriften von Anlage A Absatz A.25 zu prüfen.
10.7.3. Permeationsprüfung
Ein Zylinder ist nach den Vorschriften von Anlage A Absatz A.21 zu prüfen und muss die dort genannten Anforderungen erfüllen.
10.7.4. Erdgas-Zyklusprüfung
Ein fertiger Zylinder ist nach den Vorschriften von Anlage A Absatz A.27 zu prüfen und muss die dort genannten Anforderungen erfüllen.
11. AUFSCHRIFTEN
11.1. Anbringung der Aufschriften
An jedem Zylinder muss der Hersteller deutlich lesbare, dauerhafte Aufschriften anbringen, die mindestens 6 mm hoch sind. Das geschieht mit in einen Harzüberzug eingebetteten oder aufgeklebten Schildern, mit Stempeln,die mit geringer Krafteinwirkung an den verdickten Enden der Zylindertypen CNG-1 und CNG-2 angebracht werden, oder mit einer Kombination aus diesen Möglichkeiten. Klebeschilder und ihre Anbringung müssen der Norm ISO 7225 oder einer gleichwertigen Norm entsprechen. Die Anbringung mehrerer Schilder ist zulässig. Diese sollten so angeordnet werden, dass sie nicht durch Halterungen verdeckt werden. Jeder Zylinder, der den Vorschriften dieses Anhangs entspricht, ist mit folgenden Aufschriften zu versehen:
|
a) |
Vorgeschriebene Angaben:
|
|
b) |
Nicht zwingend vorgeschriebene Angaben: Auf einem getrennten Schild (getrennten Schildern) kann Folgendes angegeben werden:
|
Die Aufschriften müssen in der hier angegebenen Reihenfolge angebracht werden, im Einzelfall kann ihre Anordnung jedoch den Platzverhältnissen entsprechend verändert werden. die vorgeschriebenen Angaben können zum Beispiel wie folgt aufgeführt werden:
„NUR FÜR CNG“
NICHT NACH …/…. VERWENDEN
Herstellernummer/Teilenummer/laufende Nummer
20 MPa/15 °C
ECE R 110 CNG-2 (Registrierungsnummer)
„Nur vom Hersteller zugelassenen Druckminderer verwenden!“
12. VORBEREITUNG FÜR DEN VERSAND
Vor dem Versand aus dem Herstellerwerk muss jeder Zylinder innen sauber und trocken sein. Bei Zylindern, die nicht sofort durch ein Ventil oder durch Sicherheitsvorrichtungen verschlossen werden, sind alle Öffnungen mit Stopfen zu verschließen, um das Eindringen von Feuchtigkeit zu verhindern und die Gewinde zu schützen. In Stahlzylinder und Stahlinnenbehälter ist vor dem Versand ein Korrosionsschutzmittel (das z. B. Öl enthält) zu sprühen.
Die Betriebserklärung des Herstellers und alle erforderlichen Angaben zur richtigen Handhabung und Verwendung des Zylinders und zu seiner Überprüfung während der Nutzung sind für den Käufer mitzuliefern. Die Erklärung muss dem Muster in Anlage D zu diesem Anhang entsprechen.
(1) American Society for Testing and Materials.
(2) British Standards Institution.
(3) International Organization for Standardization
(4) National Association of Corrosion Engineers.
(5) Nicht erforderlich, wenn nach Anlage A Absatz A.7 gerissene Zylinder verwendet werden.
(6) Das Verfallsdatum darf die angegebene Betriebsdauer nicht überschreiten. Es kann ab dem Zeitpunkt der Auslieferung festgelegt werden, sofern der Zylinder trocken und ohne Innendruck gelagert wurde.
Anlage A
PRÜFVERFAHREN
A.1. Zugprüfungen für Stahl und Aluminium
Eine Zugprüfung ist an dem Werkstoff aus dem zylindrischen Teil des fertigen Zylinders vorzunehmen, wobei ein rechteckiges Prüfstück verwendet wird, das nach dem in der ISO-Norm 9809 für Stahl und in der ISO-Norm 7866 für Aluminium beschriebenen Verfahren geformt worden ist. Bei Zylindern mit geschweißten Innenbehältern aus nichtrostendem Stahl sind Zugprüfungen auch an dem Werkstoff vorzunehmen, der nach dem in der EN-Norm 13322-2 Absatz 8.4 beschriebenen Verfahren aus den Schweißnähten entnommen worden ist. Die beiden Flächen der Prüfstücke, die jeweils die Innen- und die Außenfläche des Zylinders darstellen, dürfen nicht bearbeitet sein. Die Zugprüfung ist nach den Vorschriften der ISO-Norm 6892 durchzuführen.
ANMERKUNG — Zu beachten ist das in der ISO-Norm 6892 beschriebene Verfahren zur Dehnungsmessung, speziell in Fällen, in denen das Prüfstück kegelförmig ist und eine Bruchstelle außerhalb der Mitte der Messlänge entsteht.
A.2. Aufprallprüfung für Stahlzylinder und Stahlinnenbehälter
Die Aufprallprüfung ist an dem Werkstoff aus dem zylindrischen Teil des fertigen Zylinders an drei Prüfstücken nach den Vorschriften der ISO-Norm 148 vorzunehmen. Die Prüfstücke für die Aufprallprüfung müssen in der in der Tabelle 6.2 des Anhangs 3 angegebenen Richtung aus der Zylinderwand entnommen sein. Bei Zylindern mit geschweißten Innenbehältern aus nichtrostendem Stahl sind Aufprallprüfungen auch an dem Werkstoff vorzunehmen, der nach dem in der EN-Norm 13322 2 Absatz 8.6 beschriebenen Verfahren aus den Schweißnähten entnommen worden ist. Die Kerbe muss senkrecht zur Stirnfläche des Zylinders verlaufen. Bei Prüfungen in Längsrichtung muss das Prüfstück ganzflächig (an sechs Flächen) bearbeitet sein; wenn die Wanddicken eine Endbreite des Prüfstücks von 10 mm nicht zulassen, muss die Breite möglichst nahe an der Nenndicke der Zylinderwand liegen. Bei den Prüfstücken, die in Querrichtung entnommen sind, müssen nur vier Flächen bearbeitet sein, die Innen- und die Außenfläche der Zylinderwand sind unbearbeitet.
A.3. Prüfung der Spannungsrissbeständigkeit in Sulfidlösung für Stahl
Vorbehaltlich nachfolgender Bestimmungen ist die Prüfung gemäß Methode A-NACE-Norm Zugprüfungen durchzuführen, wie in der NACE-Norm TM0177-96 beschrieben. Die Prüfungen sind an mindestens drei Zugproben mit einem Normdurchmesser von 3,81 mm (0,150 inches) durchzuführen, die aus der Wand eines fertigen Zylinders oder Innenbehälters entnommen wurden. Die Proben sind einer ständigen Zugbelastung von 60 % der angegebenen Mindeststreckenfestigkeit für Stahl zu unterziehen und werden eingetaucht in eine Lösung aus destilliertem Wasser, das mit 0,5 % (Masse-%) Natrium-Acetat-Trihydrat abgepuffert und auf einen Anfangs-pH-Wert von 4,0 unter Zuhilfenahme von Essigsäure eingestellt wurde.
Die Lösung ist bei Raumtemperatur und einem Druck von 0,414 kPa (0,06 psia) mit Schwefel-Wasserstoff (Stickstoff-Gleichgewicht) kontinuierlich zu sättigen. Die geprüften Proben dürfen während er Prüfung von 144 Stunden Dauer nicht versagen.
A.4. Korrosionsprüfungen von Aluminium
Korrosionsprüfungen von Aluminiumlegierungen sind nach ISO/DIS 7866, Anlage A, durchzuführen, die darin genannten Anforderungen müssen erfüllt werden.
A.5. Prüfung der Rissbildung bei Dauerbelastung von Aluminium
Die Beständigkeit gegen Rissbildung bei Dauerbelastung ist nach ISO/DIS 7866, Anlage D, durchzuführen, die darin genannten Anforderungen müssen erfüllt werden.
A.6. Prüfung des Leck-vor-Bruch-Verhaltens
Drei fertige Zylinder sind mit einem Mindestdruck nicht über 2 MPa, einem Höchstdruck nicht unter 30 MPa und einer Frequenz von höchstens 10 Zyklen pro Minute zyklisch zu belasten.
Alle Zylinder müssen infolge Leckage versagen.
A.7. Druckzyklusprüfung bei extremen Temperaturen
Fertige Zylinder, deren Verbundwerkstoff-Umwicklung nicht mit einem Schutzüberzug versehen ist, sind unter den nachstehenden Bedingungen einer Druckzyklusprüfung zu unterziehen, bei der kein Bruch, keine Leckage und kein aufdrehen der Faser auftreten dürfen:
|
a) |
Konditionierung während 48 Stunden bei Nulldruck, mindestens 65 °C und mindestens 95 % relativer Luftfeuchtigkeit. Diese Bedingung gilt als erfüllt, wenn in einer Prüfkammer, in der die Temperatur auf 65 °C gehalten wird, ein feiner Wassernebel oder -dunst versprüht wird. |
|
b) |
Hydrostatische Druckbeaufschlagung in 500 Zyklen für jedes Jahr der angegebenen Betriebsdauer mit einem Mindestdruck nicht über 2 MPa und einem Höchstdruck nicht unter 26 MPa bei mindestens 65 °C und 95 % relativer Luftfeuchtigkeit. |
|
c) |
Stabilisierung bei Nulldruck und Umgebungstemperatur. |
|
d) |
Anschließend Druckbeaufschlagung in 500 Zyklen für jedes Jahr der angegebenen Betriebsdauer mit einem Mindestdruck nicht über 2 MPa und einem Höchstdruck nicht unter 20 MPa bei – 40 °C oder darunter. |
Beim Prüfschritt b dürfen nicht mehr als 10 Druckzyklen pro Minute durchgeführt werden. Beim Prüfschritt d) dürfen nicht mehr als 3 Druckzyklen pro Minute durchgeführt werden, sofern nicht ein Druckwandler unmittelbar in den Zylinder eingebaut ist. Mit geeigneten Aufzeichnungsgeräten ist zu überwachen, dass bei der Prüfung mit niedriger Temperatur die vorgeschriebene Höchsttemperatur nicht überschritten wird.
Nach der Druckzyklusprüfung bei extremen Temperaturen sind die Zylinder nach den Vorschriften für die hydrostatische Berstprüfung so lange unter hydrostatisch unter Druck zu setzen, bis sie versagen. Der Berstdruck muss dabei mindestens 85 % des Mindest-Konstruktionsberstdrucks betragen. Zylinder des Typs CNG-4 sind vor der hydrostatischen Berstprüfung nach Absatz A.10 auf Dichtheit zu prüfen.
A.8. Brinell-Härteprüfung
Härteprüfungen sind bei jedem Zylinder oder Innenbehälter an der parallelen Wand in der Mitte und an einem gewölbten Ende nach ISO 6506 durchzuführen. Die Prüfung ist nach der letzten Wärmebehandlung durchzuführen, die dabei ermittelten Härtewerte müssen in dem für die Ausführung angegebenen Bereich liegen.
A.9. Prüfungen der Überzüge (vorgeschrieben, wenn Anhang 3 Absatz 6.12 Buchstabe c Anwendung findet)
A.9.1. Prüfungen des Verhaltens des Überzugs
Die Überzüge sind nach den folgenden Normen oder nach gleichwertigen nationalen Normen zu beurteilen.
|
i) |
Prüfung des Haftvermögens nach ISO 4624, Verfahren A oder B. Der Überzug muss je nach Einzelfall den Haftwert 4A oder 4B haben. |
|
ii) |
Prüfung der Biegsamkeit nach der ASTM-Norm D522 „Dornbiegeprüfung an aufgebrachten organischen Überzügen nach dem Prüfverfahren B mit einem Dorn von 12,7 mm (0,5 Zoll) Durchmesser bei der angegebenen Dicke bei – 20 °C“. – 20°Die Proben für die Prüfung der Biegsamkeit sind nach ASTM D522 vorzubereiten. Es dürfen keine sichtbaren Risse vorhanden sein. |
|
iii) |
Prüfung der Schlagfestigkeit nach ASTM D2794 „Verfahren für die Prüfung der Widerstandsfähigkeit organischer Überzüge gegen schnelle Verformung (Aufprall)“. Der Überzug muss bei Raumtemperatur eine Aufprallprüfung mit Aufprall von vorn und einer Aufprallenergie von 18 J bestehen. |
|
iv) |
Prüfung der Chemikalienbeständigkeit nach ASTM D1308 „Wirkung von Haushaltschemikalien auf klare und pigmentierte organische Überzüge“. Die Prüfungen sind nach dem Prüfverfahren für offene Stellen (Open Spot Test Method) durchzuführen, wobei die Prüfstücke 100 Stunden der Einwirkung einer 30%igen Schwefelsäurelösung (Batteriesäure mit einer Dichte von 1,219) und 24 Stunden der Einwirkung von Polyalkylenglykol (z. B. Bremsflüssigkeit) ausgesetzt werden. Dabei darf der Überzug sich nicht ablösen, keine Blasen bilden und nicht weich werden. Das Haftvermögen muss den Wert 3 erreichen, wenn die Prüfung nach ASTM D3359 durchgeführt wird. |
|
v) |
Mindestdauer der Prüfung auf Beständigkeit gegen Licht und Feuchtigkeit nach ASTM G53: 1 000 Stunden. Es dürfen sich keine Blasen bilden, und das Haftvermögen muss den Wert 3 erreichen, wenn die Prüfung nach ISO 4624 durchgeführt wird. Der Glanzverlust darf höchstens 20 % betragen. |
|
vi) |
Mindestdauer der Salznebelprüfung nach ASTM B117: 500 Stunden. Die Unterwanderung darf an der Ritzstelle nicht mehr als 3 mm betragen, es dürfen sich keine Blasen bilden, und das Haftvermögen muss den Wert 3 erreichen, wenn die Prüfung nach ASTM D3359 durchgeführt wird. |
|
vii) |
Prüfung der Beständigkeit gegen Abplatzen bei Raumtemperatur nach ASTM D3170. Bei dem Überzug muss ein Wert von mindestens 7A erreicht werden, und der Untergrund darf an keiner Stelle freiliegen. |
A.9.2. Produktionslosprüfungen an Überzügen
i) Dicke des Überzugs
Die Dicke des Überzugs muss den für die Ausführung vorgeschriebenen Werten entsprechen, wenn die Prüfung nach ISO 2808 durchgeführt wird.
ii) Haftvermögen des Überzugs
Das Haftvermögen des Überzugs ist nach ISO 4624 zu messen und muss bei der Messung nach dem Verfahren A oder B mindestens den Wert 4 erreichen.
A.10. Dichtheitsprüfung
Zylinder des Typs CNG-4 sind nach folgendem Verfahren (oder einem annehmbaren anderen Verfahren) auf Dichtheit zu prüfen:
|
a) |
Die Zylinder werden gründlich getrocknet und bis zum Erreichen des Arbeitsdrucks mit Trockenluft oder Stickstoff gefüllt, die (der) ein nachweisbares Gas wie Helium enthält. |
|
b) |
Eine an beliebiger Stelle gemessene Leckage von mehr als 0,004 Ncm3/h ist ein Grund für die Zurückweisung. |
A.11. Hydraulische Prüfung
Die hydraulische Prüfung ist nach einem der beiden nachstehend beschriebenen Verfahren durchzuführen:
Verfahren 1: Prüfung im Wassermantel
|
a) |
Der Zylinder ist mit mindestens dem 1,5fachen des Arbeitsdrucks hydrostatisch zu prüfen. In keinem Fall darf der Prüfdruck über dem Autofrettagedruck liegen. |
|
b) |
Der Druck muss so lange (mindestens 30 Sekunden) aufrechterhalten werden, bis die vollständige Ausdehnung erreicht ist. Wird nach der Autofrettage und vor der hydrostatischen Prüfung Innendruck aufgebracht, darf dieser 90 % des hydrostatischen Prüfdrucks nicht übersteigen. Kann der Prüfdruck wegen des Versagens der Prüfeinrichtung nicht aufrechterhalten werden, so darf die Prüfung bei einem um 700 kPa höheren Druck wiederholt werden. Es dürfen nicht mehr als zwei dieser Wiederholungsprüfungen durchgeführt werden. |
|
c) |
Der Hersteller muss für den verwendeten Prüfdruck den Grenzwert der bleibenden Volumenvergrößerung angeben, diese darf aber in keinem Fall mehr als 5 % der Volumenvergrößerung bei Prüfdruck betragen. Für Zylinder vom Typ CNG-4 muss der Hersteller die elastische Dehnung angeben. Zylinder, die den festgelegten Annahmegrenzwert überschreiten, sind zurückzuweisen und entweder zu vernichten oder für Produktionslosprüfungen zu verwenden. |
Verfahren 2: Druckprüfung
Der hydrostatische Druck im Zylinder ist stetig zu erhöhen, bis der Prüfdruck (mindestens das 1,5fache des Arbeitsdrucks) erreicht ist. Der Prüfdruck im Zylinder muss so lange (mindestens 30 Sekunden) aufrechterhalten werden, bis sicher ist, dass der Druck nicht sinkt und der Behälter dicht ist.
A.12. Hydrostatische Druckprüfung (Berstprüfung)
|
a) |
Bei Drücken über 80 % des Konstruktionsberstdrucks darf die Drucksteigerungsrate 1,4 MPa pro Sekunde nicht übersteigen. Übersteigt bei Drücken über 80 % des Konstruktionsberstdrucks die Drucksteigerungsrate 350 kPa/Sekunde, so muss entweder der Zylinder zwischen der Druckquelle und dem Druckmessgerät platziert werden oder der Druck muss bei Erreichen des Mindest-Konstruktionsberstdrucks 5 Sekunden konstant gehalten werden. |
|
b) |
Der vorgeschriebene (berechnete) Mindestberstdruck muss mindestens 45 MPa betragen und darf in keinem Fall unter dem Wert liegen, der erforderlich ist, damit das vorgeschriebene Spannungsverhältnis erreicht wird. Der tatsächliche Berstdruck ist aufzuzeichnen. Ein Bruch kann im zylindrischen oder im gewölbten Teil des Zylinders auftreten. |
A.13. Druckzyklusprüfung bei Umgebungstemperatur
Die Druckzyklusprüfung ist nach folgendem Verfahren durchzuführen:
|
a) |
Der zu prüfende Zylinder wird mit einer nichtkorrosiven Flüssigkeit (z.B. Öl, stabilisiertes Wasser oder Glykol) gefüllt. |
|
b) |
Der Zylinder wird mit einem Mindestdruck nicht über 2 MPa, einem Höchstdruck nicht unter 26 MPa und einer Frequenz von höchstens 10 Zyklen pro Minute zyklisch unter Druck gesetzt. |
Die Zahl der Zyklen bis zum Versagen ist zusammen mit der Stelle und der Beschreibung der Rissauslösung aufzuzeichnen.
A.14. Prüfung unter Säureeinwirkung
Ein fertiger Zylinder ist nach folgendem Verfahren zu prüfen:
|
i) |
Auf der Oberfläche des Zylinders wird eine Fläche mit einem Durchmesser von 150 mm 100 Stunden der Einwirkung einer 30 %igen Schwefelsäurelösung (Batteriesäure mit einer Dichte von 1,219) ausgesetzt, während der Druck im Zylinder auf 26 MPa gehalten wird. |
|
ii) |
Der Zylinder ist dann nach dem in Absatz A.12 beschriebenen Verfahren zum Bersten zu bringen, wobei der Berstdruck mehr als 85 % des Mindest-Konstruktionsberstdrucks betragen muss. |
A.15. Feuerschutzprüfung
A.15.1. Allgemeines
Bei den Feuerschutzprüfungen soll nachgewiesen werden, dass fertige Zylinder, die mit dem in den Konstruktionsunterlagen angegebenen Feuerschutzsystem (Zylinderventil, Druckminderer oder integrierte Wärmeisolierung) versehen sind, nicht bersten, wenn sie unter den genannten Prüfbedingungen einem Feuer ausgesetzt werden. Bricht der Zylinder bei der Prüfung, muss mit äußerster Vorsicht vorgegangen werden.
A.15.2. Anordnung der Zylinder
Die Zylinder sind waagerecht so anzuordnen, dass sich die Unterseite des Zylinders ungefähr 100 mm über der Wärmequelle befindet.
Die Zylinderventile, Armaturen oder Druckminderer sind mit einer Metallabschirmung vor direkter Flammeneinwirkung zu schützen. Die Metallabschirmung darf das Feuerschutzsystem (Druckminderer oder Zylinderventil) nicht direkt berühren. Versagt bei der Prüfung ein Ventil, ein Anschlussstück oder ein Rohr, das nicht Teil des für die Ausführung bestimmten Schutzsystems ist, so ist das Ergebnis ungültig.
A.15.3. Wärmequelle
Mit einer homogenen Wärmequelle mit einer Länge von 1,65 m muss eine direkte Flammeneinwirkung auf die Zylinderoberfläche über die gesamte Breite des Zylinders erreicht werden.
Für die Wärmequelle kann jeder beliebige Brennstoff verwendet werden, sofern er eine gleichmäßige Wärme erzeugt, die ausreicht, um die vorgeschriebenen Prüftemperaturen aufrechtzuerhalten, bis der Zylinder entlüftet wird. Bei der Wahl des Brennstoffs sollte die Luftverunreinigung berücksichtigt werden. Die Gestaltung der Wärmequelle ist so genau zu beschreiben, dass die Wärmezufuhr zum Zylinder reproduzierbar ist. Bei Ausfall der Wärmequelle oder ungleichmäßiger Wärmezufuhr während einer Prüfung ist das Ergebnis ungültig.
A.15.4. Temperatur- und Druckmessungen
Die Oberflächentemperaturen sind mit mindestens drei Thermoelementen zu überwachen, die an der Unterseite des Zylinders in einem Abstand von nicht mehr als 0,75 m voneinander angebracht sind. Die Thermoelemente sind mit einer Metallabschirmung vor direkter Flammeneinwirkung zu schützen. Alternativ können die Thermoelemente auch in weniger als 25 mm2 große Metallblöcke eingesetzt sein.
Der Druck im Zylinder ist mit einem Druckfühler zu messen, ohne dass die Gestaltung der geprüften Anlage verändert wird.
Die von den Thermoelementen angezeigten Temperaturen und der Zylinderdruck sind während der Prüfung alle 30 Sekunden oder in kürzeren Abständen aufzuzeichnen.
A.15.5. Allgemeine Prüfvorschriften
Die Zylinder sind unter Druck mit Erdgas zu füllen und in waagerechter Lage sowohl
|
a) |
bei Arbeitsdruck als auch |
|
b) |
bei 25 % des Arbeitsdrucks zu prüfen. |
Unmittelbar nach der Zündung müssen die Flammen über die gesamte Länge der Wärmequelle und über die gesamte Breite des Zylinders auf die Oberfläche des Zylinders einwirken. Innerhalb von 5 Minuten nach der Zündung muss mindestens ein Thermoelement eine Temperatur von mindestens 590 °C anzeigen. Diese Mindesttemperatur muss für die weitere Dauer der Prüfung aufrechterhalten werden.
A.15.6. Zylinder mit einer Länge bis 1,65 m
Der Zylinder ist mittig über der Wärmequelle anzubringen.
A.15.7. Zylinder mit einer Länge über 1,65 m
Ist an einem Ende des Zylinders ein Druckminderer angebracht, muss die Einwirkung der Wärmequelle am entgegen gesetzten Ende beginnen. Sind an beiden Enden des Zylinders oder an mehr als einer Stelle in Längsrichtung Druckminderer angebracht, muss die Wärmequelle so ausgerichtet werden, dass sie mittig zwischen den Druckminderern liegt, die in der Waagerechten den größten Abstand voneinander haben.
Ist der Zylinder zusätzlich durch eine Wärmeisolierung geschützt, sind zwei Brandprüfungen bei Betriebsdruck durchzuführen: eine, bei der die Wärmequelle in Längsrichtung des Zylinders mittig ausgerichtet ist, und eine zweite, bei der die Einwirkung der Wärmequelle an einem Ende des Zylinders beginnt.
A.15.8. Annehmbare Ergebnisse
Der Zylinder muss über einen Druckminderer entlüftet werden.
A.16. Durchschlagprüfung
Ein Zylinder, der bis zu einem Druck von 20 MPa ± 1 MPa mit komprimiertem Gas gefüllt worden ist, wird mit einem Hartkerngeschoss vom Kaliber ≥ 7,62 mm beschossen. Das Geschoss muss mindestens eine Seitenwand des Zylinders vollständig durchschlagen. Bei Zylindern der Typen CNG-2, CNG-3 und CNG-4 muss das Geschoss die Seitenwand in einem Winkel von ungefähr 45° durchschlagen. Der Zylinder darf nicht aufgrund von Splitterbildung versagen. Der Verlust kleiner Materialstücke, die jeweils nicht mehr als 45 Gramm wiegen, stellt keine Nichterfüllung der Prüfanforderungen dar. Die ungefähre Größe und die Lage des Ein- und Ausschusses sind aufzuzeichnen.
A.17. Risstoleranzprüfungen am Verbundwerkstoff
Bei einem fertigen Zylinder mit Schutzüberzug (nur Ausführungen der Typen CNG-2, CNG-3 und CNG-4) müssen in Längsrichtung Risse in den Verbundwerkstoff eingeschnitten sein. Die Risse müssen größer sein als die vom Hersteller für die Sichtprüfung angegebenen maximalen Rissgrößen.
Der Zylinder mit Rissen wird dann mit einem Mindestdruck nicht über 2 MPa und einem Höchstdruck nicht unter 26 MPa zyklisch unter Druck gesetzt, wobei 3 000 Zyklen durchgeführt werden. Anschließend werden weitere 12 000 Zyklen bei Umgebungstemperatur durchgeführt. Der Zylinder darf während der ersten 3 000 Zyklen nicht undicht werden oder brechen, während der letzten 12 000 Zyklen darf er aber infolge Leckage versagen. Alle Zylinder, an denen diese Prüfung durchgeführt worden ist, sind zu vernichten.
A.18. Zeitstandprüfung bei hohen Temperaturen
Diese Prüfung ist für alle Zylinder des Typs CNG-4 sowie für alle Zylinder der Typen CNG-2 und CNG-3 vorgeschrieben, bei denen die Verglasungstemperatur des Harz-Grundmaterials die in Anhang 3 Absatz 4.4.2 angegebene maximale Werkstofftemperatur nicht um mindestens 20 °C übersteigt. Ein fertiger Zylinder ist wie folgt zu prüfen:
|
a) |
Der Zylinder wird mit 26 MPa unter Druck gesetzt, und die Temperatur wird mindestens 200 Stunden auf 100 °C gehalten. |
|
b) |
Nach der Prüfung muss der Zylinder den Vorschriften für die hydrostatische Druckprüfung nach Absatz A.11, die Dichtheitsprüfung nach Absatz A.10 und die Berstprüfung nach Absatz A.12 entsprechen. |
A.19. Beschleunigter Spannungsbruch
Ein Zylinder ohne Schutzüberzug (nur Ausführungen der Typen CNG-2, CNG-3 und CNG-4), der in Wasser mit einer Temperatur von 65 °C getaucht ist, wird mit 26 MPa unter hydrostatischen Druck gesetzt. Dieser Druck und diese Temperatur müssen 1 000 Stunden aufrechterhalten werden. Der Zylinder ist dann nach dem in Absatz A.12 beschriebenen Verfahren zum Bersten zu bringen, wobei der Berstdruck mehr als 85 % des Mindest-Konstruktionsberstdrucks betragen muss.
A.20. Fallprüfung
Ein oder mehr fertige Zylinder sind bei Umgebungstemperatur, ohne Innendruck und ohne Ventile einer Fallprüfung zu unterziehen. Die Fläche, auf die die Zylinder fallen, muss eine ebene, waagerechte Betonplatte oder ein ebener, waagerechter Betonfußboden sein. Ein Zylinder wird in waagerechter Lage fallengelassen, wobei sich seine Unterkante 1,8 m über der Fläche befindet, auf die er fällt. Ein Zylinder muss in vertikaler Lage auf jedes Ende aus einer Höhe über dem Boden oder der Platte fallengelassen werden, die so groß ist, dass die potenzielle Energie 488 J erreicht. In keinem Fall darf das untere Ende jedoch mehr als 1,8 m über der Aufprallfläche liegen. Ein Zylinder wird in einem Winkel von 45° auf eine Wölbung fallen gelassen, wobei die Fallhöhe so zu wählen ist, dass der Schwerpunkt in einer Höhe von 1,8 m liegt. Liegt das untere Ende jedoch weniger als 0,6 m über dem Boden, so ist ein anderer Winkel zu wählen, damit die Mindesthöhe von 0,6 m und die Schwerpunkthöhe von 1,8 m eingehalten werden.
Nach dem Aufschlag werden die Zylinder mit einem Mindestdruck nicht über 2 MPa und einem Höchstdruck nicht unter 26 MPa für jedes Jahr der angegebenen Lebensdauer 1 000 mal zyklisch unter Druck gesetzt. Die Zylinder dürfen während der Druckzyklusprüfung undicht werden, aber nicht brechen. Alle Zylinder, an denen die Druckzyklusprüfung durchgeführt worden ist, sind zu vernichten.
A.21. Permeationsprüfung
Diese Prüfung ist nur für Zylinder vom Typ CNG-4 vorgeschrieben. Ein fertiger Zylinder ist bis zum Erreichen des Arbeitsdrucks mit komprimiertem Erdgas oder einem Gasgemisch aus 90 % Stickstoff und 10 % Helium zu füllen, in eine umschlossene, abgedichtete Kammer mit Umgebungstemperatur zu stellen und so lange auf Leckage zu prüfen, bis eine stabile Permeationsrate bestimmt werden kann. Die Permeationsrate muss weniger als 0,25 ml Erdgas oder Helium pro Stunde und pro Liter des mit Wasser ermittelten Zylindervolumens betragen.
A.22. Zugeigenschaften von Kunststoffen
Die Streckgrenze und die spezifische Dehnung des Werkstoffs des Kunststoffinnenbehälters sind nach ISO 3628 bei – 50 °C zu bestimmen und müssen den Vorschriften von Anhang 3 Absatz 6.3.6 entsprechen.
A.23. Schmelztemperatur von Kunststoffen
Polymerwerkstoffe von fertigen Innenbehältern sind nach dem in ISO 306 beschriebenen Verfahren zu prüfen und müssen den Vorschriften von Anhang 3 Absatz 6.3.6 entsprechen.
A.24. Anforderungen an Druckminderer
Bei den vom Hersteller angegebenen Druckminderern muss mit Hilfe der nachstehenden Eignungsprüfungen nachgewiesen werden, dass sie mit den in Absatz 4 des Anhangs 3 aufgeführten Betriebsbedingungen kompatibel sind;
|
a) |
Bei einem Prüfling sind 24 Stunden lang eine kontrollierte Temperatur von mindestens 95 °C und ein Druck, der nicht unter dem Prüfdruck (30 MPa) liegt, aufrechtzuerhalten. Am Ende dieser Prüfung darf keine Leckage feststellbar sein, und eventuell verwendetes Schmelzmetall darf nicht sichtbar herausgepresst sein. |
|
b) |
Ein Prüfling ist mit höchstens 4 Druckzyklen pro Minute wie folgt auf Ermüdung zu prüfen:
Am Ende dieser Prüfung darf keine Leckage feststellbar sein, und eventuell verwendetes Schmelzmetall darf nicht sichtbar herausgepresst sein. |
|
c) |
Ungeschützte Bauteile von Druckminderern, die aus Messing bestehen und zur Aufrechterhaltung des Drucks dienen, müssen ohne Spannungsrisskorrosion einer Prüfung mit Quecksilbernitrat nach ASTM B154 standhalten. Der Druckminderer wird 30 Minuten in eine wässrige Quecksilbernitratlösung getaucht, die 10 g Quecksilbernitrat und 10 ml Salpetersäure pro Liter Lösung enthält. Nach dem Tauchvorgang ist der Druckminderer einer Dichtheitsprüfung zu unterziehen, bei der während einer Minute lang ein Luftdruck von 26 MPa aufgebracht wird. Während dieser Zeit ist das Bauteil auf äußere Leckage zu prüfen. Die Leckagerate darf 200 cm3/h nicht überschreiten. |
|
d) |
Ungeschützte Bauteile von Druckminderern, die aus nicht rostendem Stahl bestehen und zur Aufrechterhaltung des Drucks dienen, müssen aus einer Legierung hergestellt sein, die gegen chloridinduzierte Spannungsrisskorrosion beständig ist. |
A.25. Verdrehfestigkeitsprüfung für Anschlussstutzen
Der Zylindermantel wird gegen Verdrehen gesichert, und auf jeden Anschlussstutzen des Zylinders wird ein Drehmoment von 500 Nm aufgebracht, und zwar zuerst in der Richtung, in der ein Gewindeanschluss festgezogen wird, dann in entgegen gesetzter Richtung und zum Schluss noch einmal in der Richtung, in der er festgezogen wird.
A.26. Scherfestigkeit der Harzwerkstoffe
Harzwerkstoffe sind nach ASTM D2344 oder einer gleichwertigen nationalen Norm an einem Probestück zu prüfen, das für die Verbundwerkstoff-Umwicklung repräsentativ ist. Nachdem die Probe 24 Stunden in siedendem Wasser gelegen hat, muss der Verbundwerkstoff eine Mindestscherfestigkeit von 13,8 MPa aufweisen.
A.27. Erdgas-Zyklusprüfung
Ein fertiger Zylinder wird mit Erdgas 300mal zyklisch unter Druck gesetzt, wobei der Mindestdruck nicht über 2 MPa liegt und der Höchstdruck gleich dem Arbeitsdruck ist. Ein Zyklus aus Füllen und Entlüften des Zylinders darf nicht länger als eine Stunde dauern. Jeder fertige Zylinder ist nach den Vorschriften von Anlage A Absatz A.10 auf Dichtheit zu prüfen und muss die dort genannten Anforderungen erfüllen. Nach der Erdgas-Zyklusprüfung ist der Zylinder zu zerschneiden und die Anschlussstelle am Innenbehälter für Anschlussstutzen ist auf Schäden wie z. B. Ermüdungsrisse oder Spuren elektrostatischer Entladung zu untersuchen.
ANMERKUNG: Bei der Durchführung dieser Prüfung muss besonders auf Sicherheit geachtet werden. Vor dieser Prüfung müssen die zu prüfenden Zylinder die hydrostatische Druck-Berstprüfung nach Anlage A Absatz A. 12, die Druckzyklusprüfung bei Umgebungstemperatur nach Anhang 3Absatz 8.6.3, die Permeationsprüfung nach Anlage A Absatz A.21 und die Dichtheitsprüfung nach Anlage A Absatz A.10 bestanden haben.
A.28. Biegeprüfung für geschweißte Innenbehälter aus nichtrostendem Stahl
Biegeprüfungen sind an dem Werkstoff vorzunehmen, der nach dem in der EN-Norm 13322-2 Absatz 8.5 beschriebenen Verfahren aus dem zylindrischen Teil eines geschweißten Innenbehälters aus nichtrostendem Stahl entnommen und geprüft worden ist. Das Prüfstück darf nicht reißen, wenn es so lange nach innen um einen Former gebogen wird, bis der Abstand der Innenkanten nicht größer als der Durchmesser des Formers ist.
Anlage B
(frei)
Anlage C
(frei)
Anlage D
FORMBLÄTTER FÜR BERICHTE
ANMERKUNG: Diese Anlage ist kein verbindlicher Teil dieses Anhangs.
Folgende Formblätter sollen verwendet werden:
|
1. |
Bericht des Herstellers und Übereinstimmungsbescheinigung — diese Unterlagen sind unter Verwendung des Formblatts 1 klar und übersichtlich zu erstellen. |
|
2. |
Bericht (1) über die chemische Analyse des Werkstoffs für Metallzylinder, Metallinnenbehälter oder Metallanschlussstutzen — er muss Angaben über Zusammensetzung, Kennzeichnung usw. enthalten. |
|
3. |
Bericht (1) über die mechanischen Eigenschaften des Werkstoffs für Metallzylinder und Metallinnenbehälter — er muss Berichte über alle nach dieser Regelung vorgeschriebenen Prüfungen enthalten. |
|
4. |
Bericht (1) über die physikalischen und mechanischen Eigenschaften der Werkstoffe für nichtmetallische Innenbehälter -muss Berichte über alle nach dieser Regelung vorgeschriebenen Prüfungen und alle vorgeschriebenen Angaben enthalten. |
|
5. |
Bericht (1) über die Verbundwerkstoff-Analyse — er muss Berichte über alle nach dieser Regelung vorgeschriebenen Prüfungen und alle vorgeschriebenen Angaben enthalten. |
|
6. |
Bericht über hydrostatische Prüfungen, regelmäßige Druckzyklus- und Berstprüfungen — er muss Berichte über alle nach dieser Regelung vorgeschriebenen Prüfungen und Angaben enthalten. |
Formblatt 1: Bericht des Herstellers und Übereinstimmungsbescheinigung
|
|
Hersteller: |
|
|
Standort: |
|
|
Registrierungsnummer: |
|
|
Fabrikmarke und Herstellernummer: |
|
|
Seriennummer: von … bis … einschließlich |
|
|
Beschreibung des Zylinders |
|
|
Größe: Außendurchmesser: … mm Länge: … mm |
|
|
Aufschriften, die im Schulterbereich des Zylinders eingeschlagen sind oder sich auf den Schildern befinden:
|
Jeder Zylinder wurde in Übereinstimmung mit allen Vorschriften der ECE-Regelung Nr. … und entsprechend der oben stehenden Beschreibung hergestellt. Die vorgeschriebenen Prüfberichte sind beigefügt.
Ich bescheinige hiermit, dass alle Prüfergebnisse den für den oben genannten Zylindertyp geltenden Anforderungen entsprechen.
|
|
Bemerkungen: |
|
|
zuständige Behörde: |
|
|
Unterschrift des Prüfers: |
|
|
Unterschrift des Herstellers: |
|
|
Ort, Datum: |
(1) Die Formblätter 2 bis 6 sind vom Hersteller zu entwickeln und müssen die Zylinder und die Anforderungen vollständig beschreiben. Jeder Bericht muss von der zuständigen Behörde und dem Hersteller unterschrieben werden
Anlage E
ÜBERPRÜFUNG DER SPANNUNGSVERHÄLTNISSE MITHILFE VON DEHNUNGSMESSSTREIFEN
1. Das Spannungs-Dehnungs-Verhältnis bei Fasern ist immer elastisch, daher sind Spannungs- und Dehnungsverhältnisse gleich.
2. Es sind Dehnungsmessstreifen für hohe Dehnungswerte erforderlich
3. Die Dehnungsmessstreifen sind in Richtung der Fasern auszurichten, auf denen sie angebracht werden (d. h. bei Fasern, die in Richtung des Umfangs außen um den Zylinder gewickelt sind, sind sie in Richtung des Umfangs anzubringen).
4. Verfahren 1 (bei Zylindern anzuwenden, die nicht unter hoher Spannung umwickelt werden)
|
a) |
Vor der Autofrettage sind Dehnungsmessstreifen anzubringen, und es ist eine Kalibrierung vorzunehmen. |
|
b) |
Die Dehnungswerte sind bei Autofrettagedruck, Nulldruck nach Autofrettage sowie Arbeits- und Mindestberstdruck zu messen. |
|
c) |
Es ist zu festzustellen, ob dass der Quotient aus Dehnung bei Berstdruck und Dehnung bei Arbeitsdruck dem vorgeschriebenen Spannungsverhältnis entspricht. Bei Zylindern aus Hybridwerkstoff wird die Dehnung bei Arbeitsdruck mit der Bruchdehnung von Zylindern verglichen, die mit Fasern eines einzigen Typs verstärkt sind. |
5. Verfahren 2 (bei allen Zylindern anzuwenden)
|
a) |
Nach Wicklung und Autofrettage sind bei Nulldruck Dehnungsmessstreifen anzubringen, und es ist eine Kalibrierung vorzunehmen. |
|
b) |
Die Dehnungswerte sind bei Null-, Arbeits- und Mindestberstdruck zu messen. |
|
c) |
Nach Messung der Dehnungswerte bei Arbeits- und Mindestberstdruck ist bei überwachten Dehnungsmessstreifen bei Nulldruck aus dem Zylinder ein ca. 5 Zoll langes Stück herauszuschneiden, in dem sich der Dehnungsmessstreifen befindet. Der Innenbehälter ist zu entfernen, ohne dass der Verbundwerkstoff beschädigt wird. Nach dem Entfernen des Innenbehälters sind die Dehnungswerte zu messen. |
|
d) |
Die bei Null-, Arbeits- und Mindestberstdruck abgelesenen Dehnungswerte werden um den bei Nulldruck mit und ohne Innenbehälter gemessenen Dehnungswert korrigiert. |
|
e) |
Es ist zu festzustellen, ob dass der Quotient aus Dehnung bei Berstdruck und Dehnung bei Arbeitsdruck dem vorgeschriebenen Spannungsverhältnis entspricht. Bei Zylindern aus Hybridwerkstoff wird die Dehnung bei Arbeitsdruck mit der Bruchdehnung von Zylindern verglichen, die mit Fasern eines einzigen Typs verstärkt sind. |
Anlage F
VERFAHREN ZUR PRÜFUNG DES BRUCHVERHALTENS
F.1. Bestimmung ermüdungsanfälliger Stellen
Die Lage und die Richtung von Ermüdungsbrüchen bei Zylindern sind durch entsprechende Spannungsberechnungen oder durch Ermüdungsprüfungen an fertigen Zylindern in natürlicher Größe nach den Vorschriften der Konstruktionszulassungsprüfungen für jede Art der Ausführung zu bestimmen. Werden die Spannungen nach der Finite-Elemente-Methode berechnet, so ist die ermüdungsanfällige Stelle anhand der Lage und Richtung der höchsten Hauptzugspannungskonzentration in der Zylinderwand oder im Innenbehälter bei Arbeitsdruck zu ermitteln.
F.2. Leck-vor-Bruch-Verhalten
F.2.1. Analytische Bestimmung der kritischen Form
Diese Analyse kann durchgeführt werden, um nachzuweisen, dass der fertige Zylinder bei einem Defekt im Zylinder oder Innenbehälter, der sich zu einem Wand durchdringenden Riss entwickelt, undicht wird. Die Beurteilung des Leck-vor-Bruch-Verhaltens ist am Zylindermantel vorzunehmen. Befindet sich die ermüdungsanfällige Stelle außerhalb des Zylindermantels, so ist auch an dieser Stelle mit einem „Level II approach“ nach BS PD6493 eine Beurteilung des Leck-vor-Bruch-Verhaltens vorzunehmen. Die Beurteilung umfasst folgende Schritte:
|
a) |
Es wird die größte Länge (d. h. die Länge der Hauptachse) des resultierenden Wand durchdringenden Oberflächenrisses (im allgemeinen elliptisch) bei den drei Zylindern jeder Ausführung gemessen, die im Rahmen der Konstruktionszulassungsprüfungen (nach Anlage A Absätze A.13 und A.14) geprüft worden sind. Bei der Analyse ist die größte Risslänge bei den drei Zylindern zu berücksichtigen. Es wird ein halbelliptischer Wand durchdringender Riss mit einer Hauptachse modelliert, die doppelt so lang wie die gemessene längste Hauptachse ist, und einer Nebenachse, deren Länge dem 0,9fachen der Wanddicke entspricht. Der halbelliptische Riss ist an den in der Anlage F Absatz F.1 genannten Stellen zu modellieren. Er muss so ausgerichtet sein, dass er durch die höchste Hauptzugspannung fortschreitet. |
|
b) |
Die bei der Spannungsberechnung nach Anhang 3 Absatz 6.6 bei 26 MPa ermittelten Spannungsniveaus in der Wand/im Innenbehälter sind der Beurteilung zugrunde zu legen. Die entsprechenden Kräfte für den Rissfortschritt sind nach BS PD6493 Abschnitt 9.2 oder 9.3 zu berechnen. |
|
c) |
Die Rissbruchzähigkeit des fertigen Zylinders oder des Innenbehälters eines fertigen Zylinders, die für Aluminium bei Raumtemperatur und für Stahl bei – 40 °C bestimmt wird, ist mit Hilfe eines genormten Prüfverfahrens (ISO/DIS 12737, ASTM 813-89 oder BS 7448) nach BS PD6493 Abschnitte 8.4 und 8.5 nachzuweisen. |
|
d) |
Das Schrumpfverhältnis für Kunststoffe ist nach BS PD6493-91 Abschnitt 9.4 zu berechnen. |
|
e) |
Der modellierte Riss muss nach den Kriterien von BS PD6493-91 Abschnitt 11.2 tolerierbar sein. |
F.2.2. Beurteilung des Leck-vor-Bruch-Verhaltens durch eine Berstprüfung am Zylinder mit Rissen
Eine Bruchfestigkeitsprüfung ist an der Seitenwand des Zylinders durchzuführen. Liegen die nach Anlage F Absatz F.1 bestimmten ermüdungsanfälligen Stellen außerhalb der Seitenwand, so ist auch an diesen Stellen eine Bruchfestigkeitsprüfung durchzuführen. Folgendes Prüfverfahren ist anzuwenden:
a) Bestimmung der Risslänge für die Leck-vor-Bruch-Analyse
Die Risslänge für die Leck-vor-Bruch-Analyse an der ermüdungsanfälligen Stelle muss das Doppelte der größten Länge des resultierenden Wand durchdringenden Oberflächenrisses betragen, die bei den drei Zylindern jeder Ausführung gemessen worden ist, die im Rahmen der Konstruktionszulassungsprüfungen geprüft worden sind.
b) Risse im Zylinder
Bei Zylindern des Typs CNG-1, bei denen eine ermüdungsanfällige Stelle im zylindrischen Teil in axialer Richtung liegt, werden an der Außenseite in Längsrichtung ungefähr auf halber Länge des zylindrischen Teils Risse eingeschnitten. Die Risse müssen sich im Mittelteil an einer Stelle mit der geringsten Wanddicke befinden, die durch Dickenmessungen an vier Punkten der Zylinderwand ermittelt wurde. Bei Zylindern des Typs CNG-1, bei denen sich ermüdungsanfällige Stellen außerhalb des zylindrischen Teils befinden, ist der Riss für die Leck-vor-Bruch-Analyse an der Innenseite in Richtung der ermüdungsanfälligen Stelle einzuschneiden. Bei Zylindern der Typen CNG-2 und CNG-3 ist der Riss für die Leck-vor-Bruch-Analyse in den Metallinnenbehälter einzuschneiden.
Das Werkzeug zum Schneiden von Rissen, die bei gleichmäßigem Druck zu prüfen sind, muss ungefähr 12,5 mm dick sein, einen Schneidenwinkel von 45° und eine Schneidenabrundung von höchstens 0,25 mm haben. Bei Zylindern mit einem Außendurchmesser von weniger als 140 mm muss der Durchmesser des Schneidwerkzeugs 50 mm und bei Zylindern mit einem Außendurchmesser von mehr als 140 mm 65 mm bis 80 mm betragen (es wird ein CVN-Standard-Schneidwerkzeug empfohlen)
ANMERKUNG: Das Schneidwerkzeug sollte regelmäßig geschärft werden, damit die Schneidenabrundung dem vorgeschriebenen Wert entspricht.
Die Tiefe des Risses kann so gewählt werden, dass man eine Leckage durch Druckbeaufschlagung bei gleichmäßigem Wasserdruck erhält. Der Riss darf sich nicht um mehr als 10 % über die Länge des an der Außenfläche eingeschnittenen Risses hinaus ausbreiten.
c) Prüfverfahren
Bei der Prüfung wird eine gleichförmig zunehmende oder zyklische Druckbeaufschlagung wie folgt vorgenommen:
|
i) |
Gleichförmig zunehmende Druckbeaufschlagung bis zum Bersten Der Zylinder wird so lange unter hydrostatischen Druck gesetzt, bis an der Rissstelle Druck abgebaut wird. Die Druckbeaufschlagung ist nach Anlage A Absatz A.12 vorzunehmen. |
|
ii) |
Zyklische Druckbeaufschlagung |
Das Prüfverfahren muss den Vorschriften von Anlage A Absatz A.13 entsprechen.
d) Annahmekriterien für die Prüfung am Zylinder mit Rissen
Der Zylinder hat die Prüfungen bestanden, wenn folgende Bedingungen erfüllt sind:
|
i) |
Bei der Berstprüfung mit gleichförmig zunehmender Druckbeaufschlagung muss der Druck, bei dem der Zylinder versagt, mindestens 26 MPa betragen. Bei der Berstprüfung mit gleichförmig zunehmender Druckbeaufschlagung ist eine an der Außenfläche gemessene Gesamtrisslänge zulässig, die dem 1,1fachen der Länge des ursprünglich eingeschnittenen Risses entspricht. |
|
ii) |
Bei Zylindern, die der Zyklusprüfung unterzogen werden, darf sich der Riss durch Ermüdung über die Länge des ursprünglich eingeschnittenen Risses hinaus ausbreiten. Der Zylinder darf jedoch nur durch Leckage versagen. Die Ausbreitung des Risses durch Ermüdung soll auf mindestens 90 % der Länge des ursprünglich eingeschnittenen Risses erfolgen. |
ANMERKUNG: Werden diese Prüfanforderungen nicht erfüllt (Versagen bei weniger als 36 MPa, auch wenn das durch Leckage geschieht), kann eine erneute Prüfung mit einem weniger tiefen Riss durchgeführt werden. Versagt der Zylinder bei mehr als 26 MPa durch Bruch und ist die Risstiefe gering, so kann eine erneute Prüfung mit einem tieferen Riss durchgeführt werden.
F.3. Defektgröße für zerstörungsfreie Prüfungen
F.3.1. Ermittlung der Defektgröße durch analytische Bestimmung der kritischen Form
Die Berechnungen sind nach BS PD 6493, Abschnitt 3 in folgenden Schritten durchzuführen:
|
a) |
Ermüdungsrisse sind an der hoch beanspruchten Stelle in der Wand/im Innenbehälter als flache Risse zu modellieren. |
|
b) |
Der Bereich der Spannungen an der ermüdungsanfälligen Stelle, die bei einem Druck zwischen 2 MPa und 20 MPa entstehen, ist anhand der Spannungsberechnung nach den Vorschriften von Anhang F Absatz F.1 zu bestimmen. |
|
c) |
Die Komponenten der Biegespannung und der Membranspannung können getrennt berücksichtigt werden. |
|
d) |
Es sind mindestens 15 000 Druckzyklen durchzuführen. |
|
e) |
Die Werte der Rissausbreitung durch Ermüdung sind nach ASTM E647 an Luft zu bestimmen. Lage der Rissebene ist entsprechend der Abbildung in ASTM E399 durch die Richtung C — L bestimmt (d. h. die Rissebene liegt senkrecht zum Umfang und parallel zur Achse des Zylinders). Die Rissausbreitungsrate ist der Mittelwert der Prüfergebnisse von drei Prüflingen. Liegen für den Werkstoff und die Betriebsbedingungen Werte der Rissausbreitung durch Ermüdung vor, können sie bei der Beurteilung verwendet werden. |
|
f) |
Der Rissfortschritt pro Druckzyklus in Richtung der Wanddicke und in Längsrichtung ist nach den in BS PD 6493-91 Abschnitt 14.2 aufgeführten Schritten zu bestimmen, wobei die Beziehung zwischen der Rissausbreitung durch Ermüdung (siehe Buchstabe e) und dem Bereich der Kräfte für die Rissausbreitung entsprechend dem durchgeführten Druckzyklus zu berücksichtigen ist. |
|
g) |
Anhand der Ergebnisse aus den vorstehenden Schritten sind die höchstzulässige Defekttiefe und -länge zu berechnen, die während der Betriebsdauer des Zylinders nicht zu einem Versagen durch Ermüdung oder Bruch führen. Die Defektgröße für zerstörungsfreie Prüfungen darf nicht größer sein als die für die Ausführung berechnete höchstzulässige Defektgröße. |
F.3.2. Defektgröße für Zyklusprüfungen an Zylindern mit Rissen
Drei Zylinder der Typen CNG-1, CNG-2 und CNG-3 mit künstlichen Defekten, deren Länge und Tiefe die nach Anhang 3 Absatz 6.15 bestimmte zulässige Größe übersteigen, sind nach dem Prüfverfahren nach Absatz A. 13 (Anlage A) bis zum Versagen zyklisch unter Druck zu setzen. Bei Zylindern des Typs CNG-1, die eine ermüdungsanfällige Stelle im zylindrischen Teil haben, sind Risse außen in die Seitenwand einzuschneiden. Bei Zylindern des Typs CNG-1, bei denen die ermüdungsanfällige Stelle außerhalb der Seitenwand liegt, und bei Zylindern der Typen CNG-2 und CNG-3 sind innen Risse einzuschneiden. Innen liegende Risse können vor der Wärmebehandlung und dem Schließen des Zylinderendes eingeschnitten werden.
Die Zylinder dürfen nicht nach weniger als 15 000 Zyklen undicht werden oder brechen. Die zulässige Defektgröße für zerstörungsfreie Prüfungen darf nicht größer sein als der künstliche Defekt an dieser Stelle.
Anlage G
Anweisungen des Herstellers für Handhabung, Verwendung und Überprüfung von Zylindern
G.1. Allgemeines
Mit dieser Anlage sollen vor allem dem Käufer, dem Händler, dem Fachmann, der für den Einbau verantwortlich ist, und dem Nutzer Hinweise für die sichere Verwendung des Zylinders während der vorgesehenen Betriebsdauer gegeben werden.
G.2. Vertrieb
Der Hersteller muss dem Käufer mitteilen, dass die Anweisungen an alle weitergegeben werden, die die Zylinder vertreiben, handhaben, einbauen und verwenden. Die Anweisungen können kopiert werden, damit genügend Exemplare zur Verfügung stehen, sie müssen allerdings gekennzeichnet werden, damit sie den gelieferten Zylindern zugeordnet werden können.
G.3. Bezugnahme auf geltende Vorschriften, Normen und Regelungen
Bestimmte Anweisungen können als Bezugnahmen auf nationale oder anerkannte Vorschriften, Normen und Regelungen formuliert werden.
G.4. Handhabung der Zylinder
Es müssen Handhabungsvorschriften mitgeliefert werden, um sicherzustellen, dass die Zylinder bei der Handhabung nicht beschädigt oder verunreinigt werden.
G.5. Einbau
Es müssen Einbauanweisungen mitgeliefert werden, um sicherzustellen, dass die Zylinder beim Einbau und normalen Betrieb während der vorgesehenen Betriebsdauer nicht beschädigt werden.
Wenn der Hersteller Vorschriften für den Einbau macht, müssen die Anweisungen genaue Angaben dazu enthalten wie einen Einbauplan, Angaben über die Verwendung elastischer Dichtungswerkstoffe, die vorgeschriebenen Anziehdrehmomente und einen Hinweis, dass der Zylinder Umgebungsbedingungen, unter denen er chemisch und mechanisch beansprucht wird, nicht direkt ausgesetzt werden darf.
Wenn der Hersteller keine Vorschriften für den Einbau macht, muss er den Käufer auf mögliche langfristige Auswirkungen der Befestigung des Zylinders im Fahrzeug hinweisen wie Bewegungen des Fahrzeugaufbaus und Ausdehnung/Kontraktion des Zylinders unter betriebsüblichen Drücken und Temperaturen.
Gegebenenfalls ist der Käufer darauf hinzuweisen, dass Vorrichtungen angebracht werden müssen, die verhindern, dass sich Flüssigkeiten oder Feststoffe ansammeln, durch die der Zylinder beschädigt würde.
Es ist anzugeben, welcher Druckminderer einzubauen ist.
G.6. Verwendung der Zylinder
Der Hersteller muss den Käufer auf die in dieser Regelung beschriebenen vorgesehenen Betriebsbedingungen hinweisen, vor allem auf die für den Zylinder zulässige Zahl der Druckzyklen, die Betriebsdauer in Jahren, die Grenzwerte der Gasqualität und die höchstzulässigen Drücke.
G.7. Überprüfung während der Nutzung
Der Hersteller muss den Nutzer deutlich auf die Vorschriften für die Überprüfung der Zylinder (z. B. Fristen für Wiederholungsprüfungen durch autorisiertes Personal) hinweisen, zu deren Beachtung er verpflichtet ist. Diese Hinweise müssen mit den Vorschriften für die Bauartgenehmigung übereinstimmen.
Anlage H
PRÜFUNG UNTER UMGEBUNGSBEDINGUNGEN
H.1. Anwendungsbereich
Bei der Prüfung unter Umgebungsbedingungen soll nachgewiesen werden, dass Zylinder für Erdgasfahrzeuge den Umgebungsbedingungen an der Fahrzeugunterseite und der zeitweiligen Einwirkung anderer Flüssigkeiten standhalten können. Diese Prüfung wurde von der Kraftfahrzeugindustrie der Vereinigten Staaten entwickelt, nachdem Zylinder wegen Spannungsrisskorrosion in der Verbundwerkstoff-Umwicklung versagt hatten.
H.2. Kurzbeschreibung des Prüfverfahrens
Zuerst wird ein Zylinder durch Pendel- und Steinschläge vorbehandelt, um mögliche Bedingungen an der Fahrzeugunterseite zu simulieren. Dann wird der Zylinder wiederholt in „simuliertes“ streusalzhaltiges Wasser/saures Regenwasser getaucht und anderen Flüssigkeiten, Druckzyklen und hohen und niedrigen Temperaturen ausgesetzt. Am Ende der Prüffolge wird der Zylinder bis zur Zerstörung hydrostatisch unter Druck gesetzt. Der hierbei ermittelte Berstdruck muss mindestens 85 % des Mindest-Konstruktionsberstdrucks betragen.
H.3. Anordnung und Vorbereitung des Zylinders
Der Zylinder muss in einem Zustand geprüft werden, der dem eingebauten Zustand entspricht, und einen (etwaigen) Überzug, Halterungen und Dichtungen sowie Druckarmaturen haben, bei denen dieselbe Art von Dichtungen (d. h. O-Ringe) wie im Betriebszustand verwendet wird. Halterungen können vor der Tauchprüfung beschichtet oder angestrichen werden, wenn sie vor dem Einbau ins Fahrzeug beschichtet oder angestrichen werden.
Die Zylinder werden in waagerechter Lage geprüft und dazu entlang ihrer waagerechten Mittellinie in einen „oberen“ und einen „unteren“ Teil geteilt. Der untere Teil des Zylinders wird abwechselnd in streusalzhaltiges Wasser/saures Regenwasser und in erwärmte oder gekühlte Luft getaucht.
Der obere Teil wird in fünf verschiedene Bereiche unterteilt und für die Vorbehandlung und die Flüssigkeitseinwirkung markiert. Die Bereiche haben einen Nenndurchmesser von 100 mm. Die Bereiche dürfen sich auf der Zylinderoberfläche nicht überschneiden. Wenn es für die Durchführung der Prüfung angebracht ist, brauchen die Bereiche nicht entlang einer einzigen Linie angeordnet zu sein, allerdings dürfen sie nicht in den eingetauchten Teil des Zylinders hineinreichen.
Wenn auch die Vorbehandlung und die Flüssigkeitseinwirkung nur an dem zylindrischen Teil des Zylinders erfolgen, muss doch der gesamte Zylinder einschließlich der gewölbten Teile genauso beständig gegen Umwelteinflüsse sein wie die Bereiche, die ihnen ausgesetzt werden.
Abbildung H.1
Ausrichtung des Zylinders und Anordnung der Einwirkungsbereiche

H.4. Vorbehandlungseinrichtungen
Folgende Einrichtungen werden für die Vorbehandlung des Prüfzylinders durch Pendel- und Steinschläge benötigt:
a) Pendelschlagprüfung
Der Schlagkörper besteht aus Stahl und hat die Form einer gleichseitigen Pyramide mit quadratischer Grundfläche. Spitze und Kanten sind mit einem Radius von 3 mm gerundet. Der Aufschlagmittelpunkt des Pendels muss mit dem Schwerpunkt der Pyramide zusammenfallen. Sein Abstand zur Drehachse des Pendels beträgt 1 m. Die auf den Aufschlagmittelpunkt bezogene Gesamtmasse des Pendels beträgt 15 kg. Die Aufschlagenergie des Pendels muss mindestens 30 Nm betragen, der gemessene Wert muss möglichst nahe an diesem Wert liegen.
Beim Aufschlag des Pendels muss der Zylinder durch die Anschlussstutzen oder die vorgesehenen Halterungen in seiner Lage gehalten werden.
b) Steinschlagprüfung
Die Prüfmaschine muss wie in Abbildung H.2 dargestellt gebaut sein und ist nach ASTM D3170 „genormtes Verfahren zur Prüfung der Beständigkeit von Überzügen gegen Abplatzen“ zu benutzen. Allerdings darf der Zylinder während der Steinschlagprüfung auf Umgebungstemperatur sein.
c) Kies
Es ist Alluvialstraßenkies zu verwenden, der durch ein Sieb mit einer Maschenweite von 16 mm durchgeht, aber durch ein Sieb mit einer Maschenweite von 9,5 mm zurückgehalten wird. Bei jedem Prüfgang sind 550 ml sortierter Kies (ca. 250 bis 300 Steine) zu verwenden.
Abbildung H.2
Steinschlagprüfung

H.5. Umgebungseinwirkungen
a) Tauchflüssigkeit
Bei dem entsprechenden Prüfschritt der Prüffolge (Tabelle 1) wird der Zylinder waagerecht so ausgerichtet, dass der Teil, der dem unteren Drittel des Zylinderdurchmessers entspricht, in eine „simuliertes“ streusalzhaltiges Wasser/saures Regenwasser getaucht ist. Die Lösung setzt sich wie folgt zusammen:
entionisiertes Wasser
|
Natriumchlorid |
: |
2,5 Gewichtsprozent ± 0,1 % |
|
Kalziumchlorid |
: |
2,5 Gewichtsprozent ± 0,1 % |
|
Schwefelsäure |
: |
Die Lösung ist auf einen ph-Wert von 4,0 ± 0,2 einzustellen. |
Der Flüssigkeitsstand der Lösung und der pH-Wert sind vor jedem Prüfschritt, bei dem diese Flüssigkeit verwendet wird, zu korrigieren.
Die Badtemperatur 21 °C ± 5 °C betragen. Während des Prüfvorgangs muss sich der nicht eingetauchte Teil des Zylinders in der Umgebungsluft befinden.
b) Einwirkung anderer Flüssigkeiten
Bei dem entsprechenden Prüfschritt der Prüffolge (Tabelle 1) ist jeder markierte Bereich 30 Minuten der Einwirkung einer von fünf Lösungen auszusetzen. An jeder Stelle müssen während der gesamten Prüfung dieselben Umgebungsbedingungen herrschen. Folgende Lösungen sind zu verwenden:
|
Schwefelsäure: |
19 Volumenprozent in Wasser |
|
Natriumhydroxid: |
25 Gewichtsprozent in Wasser |
|
Methanol/Ottokraftstoff: |
Mischung im Verhältnis 30/70 % |
|
Ammoniumnitrat: |
28 Gewichtsprozent in Wasser |
|
Scheibenwaschflüssigkeit: |
|
Wenn das Prüfmuster der Einwirkung der Flüssigkeiten ausgesetzt wird, ist es so anzuordnen, dass sich der Einwirkungsbereich oben befindet. Eine Auflage aus einer Schicht Glaswolle (ungefähr 0,5 mm dick), die auf die jeweiligen Abmessungen zurechtgeschnitten ist, ist auf den Einwirkungsbereich zu legen. Mit einer Pipette sind 5 ml der Prüfflüssigkeit auf den Einwirkungsbereich zu träufeln. Die Gazeauflage ist zu entfernen, nachdem der Zylinder 30 Minuten unter Druck gehalten worden ist.
H.6. Prüfbedingungen
a) Druckzyklus
Wie in der Prüffolge festgelegt, ist der Zylinder, mit einem Mindestdruck nicht über 2 MPa und einem Höchstdruck nicht unter 26 MPa zyklisch unter hydrostatischen Druck zu setzen. Die Gesamtdauer des Zyklus muss mindestens 66 Sekunden betragen und ein Halten des Drucks auf ≥ 26 MPa während mindestens 60 Sekunden einschließen. Der Zyklus verläuft wie folgt:
|
|
Druckanstieg von ≤ 20 MPa auf ≥ 26 MPa, |
|
|
Halten des Drucks auf ≥ 26 MPa während mindestens 60 Sekunden, |
|
|
Druckabfall von ≥ 26 MPa auf ≤ 2 MPa, |
|
|
Gesamtzyklusdauer mindestens 66 Sekunden. |
b) Druckprüfung bei Einwirkung anderer Flüssigkeiten
Nach dem Auftropfen der anderen Flüssigkeiten ist der Zylinder mindestens 30 Minuten einem Druck mindestens 26 MPa auszusetzen.
c) Prüfung bei hoher und bei niedriger Temperatur
Wie in der Prüffolge festgelegt, ist der gesamte Zylinder der Einwirkung von Luft mit hoher oder niedriger Temperatur auf die Außenfläche auszusetzen. Die niedrige Lufttemperatur muss – 40 °C oder weniger und die hohe Lufttemperatur 82 °C ± 5 °C betragen. Während der Einwirkung der niedrigen Temperatur muss die Flüssigkeitstemperatur bei Zylindern des Typs CNG-1 durch ein im Zylinder angebrachtes Thermoelement überwacht werden, damit sichergestellt ist, dass sie auf – 40 °C oder darunter gehalten wird.
H.7. Prüfverfahren
a) Vorbehandlung des Zylinders
Jeder der fünf Bereiche, die für die Einwirkung anderer Flüssigkeiten am oberen Teil des Zylinders markiert sind, ist durch einen einzigen Schlag mit der Spitze des Pendelschlagkörpers auf seine geometrische Mitte vorzubehandeln. Nach dem Schlag sind die fünf Bereiche durch Steinschlag weiterzubehandeln.
Der mittlere Abschnitt des unteren Zylinderteils, der eingetaucht wird, ist durch einen Schlag mit der Spitze des Pendelschlagkörpers an drei ungefähr 150 mm voneinander entfernten Stellen vorzubehandeln.
Nach dem Schlag ist dieser durch Pendelschlag vorbehandelte mittlere Abschnitt durch Steinschlag weiterzubehandeln.
Während der Vorbehandlung muss der Zylinder drucklos sein.
b) Prüffolge und Zyklen
Die einzuhaltende Prüffolge „Umgebungseinwirkung — Druckzyklen -Temperatur“ ist in der Tabelle 1 aufgeführt.
Die Zylinderoberfläche darf zwischen den einzelnen Prüfschritten nicht abgewaschen oder abgewischt werden.
H.8. Annehmbare Ergebnisse
Nach Abschluss der Prüfung in der oben genannten Prüffolge ist der Zylinder nach den Vorschriften des Absatzes A.12 einer hydraulischen Druckprüfung bis zur Zerstörung zu unterziehen. Der Berstdruck des Zylinders muss mindestens 85 % des Mindest-Konstruktionsberstdrucks betragen.
Tabelle H.1
Prüfbedingungen und Prüffolge
|
Prüfschritte |
Umgebungseinwirkungen |
Zahl der Druckzyklen |
Temperatur |
|
1 |
Andere Flüssigkeiten |
— |
Umgebungstemperatur |
|
2 |
Tauchvorgang |
1 875 |
Umgebungstemperatur |
|
3 |
Luft |
1 875 |
Hoch |
|
4 |
Andere Flüssigkeiten |
— |
Umgebungstemperatur |
|
5 |
Tauchvorgang |
1 875 |
Umgebungstemperatur |
|
6 |
Luft |
3 750 |
Niedrig |
|
7 |
Andere Flüssigkeiten |
— |
Umgebungstemperatur |
|
8 |
Tauchvorgang |
1 875 |
Umgebungstemperatur |
|
9 |
Luft |
1 875 |
Hoch |
|
10 |
Andere Flüssigkeiten |
— |
Umgebungstemperatur |
|
11 |
Tauchvorgang |
1 875 |
Umgebungstemperatur |
ANHANG 4A
Vorschriften für die Genehmigung des automatischen Ventils, des Sperrventils, des Überdruckventils, des Druckminderers (temperaturgesteuert), des Überströmventils, des handbetätigten Ventils und des Druckminderers (druckgesteuert)
1. In diesem Anhang werden die Vorschriften für die Genehmigung des automatischen Ventils, des Rückschlagventils, des Überdruckventils, des Druckminderers und des Überströmventils festgelegt.
2. Automatisches Ventil
2.1. Die Werkstoffe, aus denen das automatische Ventil besteht und die beim Betrieb mit dem komprimierten Erdgas in Berührung kommen, müssen mit dem bei der Prüfung verwendeten komprimierten Erdgas verträglich sein. Diese Kompatibilität ist nach dem in Anhang 5D beschriebenen Verfahren nachzuweisen.
2.2. Betriebsbedingungen
2.2.1. Das automatische Ventil muss dem 1,5 fachen des Arbeitsdrucks standhalten ohne undicht zu werden oder sich zu verformen.
2.2.2. Das automatische Ventil muss beim 1,5 fachen des Arbeitsdrucks dicht halten (siehe Anhang 5B).
2.2.3. Das automatische Ventil wird in der vom Hersteller angegebenen normalen Benutzungsstellung 20 000 mal betätigt, anschließend wird es abgeschaltet. Es muss weiterhin beim 1,5 fachen des Arbeitsdrucks dicht halten (siehe Anhang 5B).
2.2.4. Das automatische Ventil muss bei den in Anhang 5O angegebenen Temperaturen funktionsfähig sein.
2.3. Die elektrische Anlage (falls vorhanden) muss gegen den Körper des automatischen Ventils isoliert sein. Der Isolationswiderstand muss > 10 ΜΩ sein.
2.4. Das elektrisch betätigte automatische Ventil muss in geschlossener Stellung sein, wenn der Strom abgeschaltet ist.
2.5. Das automatische Ventil muss den Anforderungen der Prüfverfahren für die jeweilige Bauteilklasse entsprechen, die nach der Darstellung in Absatz 2 Abbildung 1-1 dieser Regelung bestimmt wird.
3. Rückschlagventil
3.1. Die Werkstoffe, aus denen das Rückschlagventil besteht und die beim Betrieb mit dem komprimierten Erdgas in Berührung kommen, müssen mit dem bei der Prüfung verwendeten komprimierten Erdgas verträglich sein. Diese Kompatibilität ist nach dem in Anhang 5D beschriebenen Verfahren nachzuweisen.
3.2. Betriebsbedingungen
3.2.1. Das Rückschlagventil muss dem 1,5 fachen des Arbeitsdrucks standhalten ohne undicht zu werden oder sich zu verformen.
3.2.2. Das Rückschlagventil muss beim 1,5 fachen des Arbeitsdrucks (nach außen) dicht halten (siehe Anhang 5B).
3.2.3. Das Rückschlagventil wird in der vom Hersteller angegebenen normalen Benutzungsstellung 20 000 mal betätigt, anschließend wird es abgeschaltet. Es muss weiterhin beim 1,5 fachen des Arbeitsdrucks (nach außen) dicht halten (siehe Anhang 5B).
3.2.4. Das Rückschlagventil muss bei den in Anhang 5O angegebenen Temperaturen funktionsfähig sein.
3.3. Das Rückschlagventil muss den Anforderungen der Prüfverfahren für die jeweilige Bauteilklasse entsprechen, die nach der Darstellung in Absatz 2 Abbildung 1-1 dieser Regelung bestimmt wird.
4. Überdruckventil und Druckminderer
4.1. Die Werkstoffe, aus denen das Überdruckventil und der Druckminderer bestehen und die beim Betrieb mit dem komprimierten Erdgas in Berührung kommen, müssen mit dem bei der Prüfung verwendeten komprimierten Erdgas verträglich sein. Diese Kompatibilität ist nach dem in Anhang 5D beschriebenen Verfahren nachzuweisen.
4.2. Betriebsbedingungen
4.2.1. Überdruckventile und Druckminderer der Klasse 0 müssen dem 1,5 fachen des Arbeitsdrucks standhalten.
4.2.2. Überdruckventile und Druckminderer der Klasse 1 müssen bei verschlossenem Auslass und dem 1,5 fachen des Arbeitsdrucks dicht halten (siehe Anhang 5B).
4.2.3. Überdruckventile der Klassen 1 und 2 müssen bei verschlossenem Auslass und doppeltem Arbeitsdruck dicht halten.
4.2.4. Der Druckminderer muss so beschaffen sein, dass bei einer Temperatur von 110 °C ± 10 °C die Schmelzsicherung ausgelöst wird.
4.2.5. Überdruckventile der Klasse 0 müssen bei Temperaturen von - 40 °C bis 85 °C funktionsfähig sein.
4.3. Das Überdruckventil und der Druckminderer müssen den Anforderungen der Prüfverfahren für die jeweilige Bauteilklasse entsprechen, die nach der Darstellung in Absatz 2 Abbildung 1-1 dieser Regelung bestimmt wird.
5. Überströmventil,
5.1. Die Werkstoffe, aus denen das Überströmventil besteht und die beim Betrieb mit dem komprimierten Erdgas in Berührung kommen, müssen mit dem bei der Prüfung verwendeten komprimierten Erdgas verträglich sein. Diese Kompatibilität ist nach dem in Anhang 5D beschriebenen Verfahren nachzuweisen.
5.2. Betriebsbedingungen
5.2.1. Ist das Überströmventil nicht in den Zylinder integriert, so muss es dem 1,5 fachen des Arbeitsdrucks standhalten.
5.2.2. Das Überströmventil muss beim 1,5 fachen des Arbeitsdrucks dicht halten (siehe Anhang 5B).
5.2.3. Das Überströmventil muss bei den in Anhang 5O angegebenen Temperaturen funktionsfähig sein.
5.3. Das Überströmventil muss in den Behälter eingebaut sein.
5.4. Das Überströmventil muss mit einem Bypass ausgestattet sein, der den Druckausgleich ermöglicht.
5.5. Das Überströmventil muss den Gasstrom sperren, wenn der über ihm vorhandene Differenzdruck 650 kPa erreicht.
5.6. Wenn sich das Überströmventil in Absperrstellung befindet, darf der Leckstrom durch das Ventil bei einem Differenzdruck von 10 000 kPa nicht mehr als 0,05 Nm3/min betragen.
5.7. Das Überströmventil muss den Anforderungen der Prüfverfahren für die jeweilige Bauteilklasse entsprechen, die nach der Darstellung in Absatz 2 Abbildung 1-1 dieser Regelung bestimmt wird. Dies gilt nicht für die Merkmale Überdruck, äußere Leckage, Beständigkeit gegen trockene Hitze und Alterung durch Ozoneinwirkung.
6. Handbetätigtes Ventil
6.1. Handbetätigte Ventile der Klasse 0 müssen dem 1,5 fachen Arbeitsdruck standhalten.
6.2. Handbetätigte Ventile der Klasse 0 müssen bei Temperaturen von - 40 °C bis 85 °C funktionsfähig sein.
6.3. Vorschriften für ein handbetätigtes Ventil
Ein Muster ist einer Ermüdungsprüfung zu unterziehen, bei der nicht mehr als vier Druckzyklen pro Minute unter folgenden Bedingungen durchzuführen sind:
|
i) |
bei 20 °C während der Durchführung von 2 000 Druckzyklen zwischen 2 MPa und 26 MPa. |
7. Druckminderer (druckgesteuert)
7.1. Die Werkstoffe, aus denen der Druckminderer (druckgesteuert) besteht und die beim Betrieb mit dem komprimierten Erdgas in Berührung kommen, müssen mit dem bei der Prüfung verwendeten komprimierten Erdgas kompatibel sein. Zur Nachprüfung dieser Kompatibilität ist das in Anhang 5 D beschriebene Verfahren anzuwenden.
7.2. Betriebsbedingungen
7.2.1. Der Druckminderer (druckgesteuert) der Klasse 0 muss so beschaffen sein, dass er bei den in Anhang 5O genannten Temperaturen betrieben werden kann.
7.2.2. Der Berstdruck muss bei Umgebungstemperatur und bei der höchsten Betriebstemperatur nach Anhang 5O 34 MPa + 10 % betragen.
7.3. Die Vorrichtung muss den Anforderungen der Prüfverfahren (außer denen der Überdruckprüfung und der Prüfung auf innere und äußere Leckage) für Bauteile der Klasse entsprechen, die in der Darstellung in der Abbildung 1-1 des Absatzes 2 angegeben ist.
7.4. Vorschriften für einen Druckminderer (druckgesteuert)
7.4.1. Dauerbetrieb
7.4.1.1. Prüfverfahren
Der Druckminderer (druckgesteuert) wird unter den in der Tabelle 3 genannten Bedingungen mit Wasser mit einem Druck von 10 % bis 100 % des Arbeitsdrucks zyklisch unter Druck gesetzt, wobei nicht mehr als 10 Zyklen pro Minute bei einer Temperatur von 82 °C + 2 °C bzw. 57 °C + 2 °C durchzuführen sind.
Tabelle 3
Prüftemperaturen und Zyklen
|
Temperatur [°C] |
Zyklen |
|
82 |
2 000 |
|
57 |
18 000 |
7.4.1.2. Vorschriften
|
7.4.1.2.1. |
Am Ende der Prüfung darf bei dem Bauteil keine Leckage von mehr als 15 cm3/Stunde auftreten, wenn es bei Umgebungstemperatur und bei der höchsten Betriebstemperatur nach Anhang 5O einem Gasdruck ausgesetzt wird, der dem maximalen Arbeitsdruck entspricht. |
|
7.4.1.2.2. |
Am Ende der Prüfung muss der Berstdruck des Druckminderers (druckgesteuert) bei Umgebungstemperatur und bei der höchsten Betriebstemperatur nach Anhang 5O 34 MPa + 10 % betragen. |
7.4.2. Prüfung auf Korrosionsbeständigkeit
7.4.2.1. Prüfverfahren
Der Druckminderer (druckgesteuert) ist nach dem in Anhang 5E beschriebenen Verfahren zu prüfen; eine Dichtheitsprüfung wird nicht durchgeführt.
7.4.2.2. Vorschriften
|
7.4.2.2.1. |
Am Ende der Prüfung darf bei dem Bauteil keine Leckage von mehr als 15 cm3/Stunde auftreten, wenn es bei Umgebungstemperatur und bei der höchsten Betriebstemperatur nach Anhang 5O einem Gasdruck ausgesetzt wird, der dem maximalen Arbeitsdruck entspricht. |
|
7.4.2.2.2. |
Am Ende der Prüfung muss der Berstdruck des Druckminderers (druckgesteuert) bei Umgebungstemperatur und bei der höchsten Betriebstemperatur nach Anhang 5O 34 MPa + 10 % betragen. |
ANHANG 4B
VORSCHRIFTEN FÜR DIE GENEHMIGUNG VON BIEGSAMEN KRAFTSTOFFLEITUNGEN (SCHLÄUCHEN)
Anwendungsbereich
In diesem Anhang werden die Vorschriften für die Genehmigung von Schläuchen für komprimiertes Erdgas (CNG) festgelegt.
Dieser Anhang gilt für drei Arten von Schläuchen:
|
i) |
Hochdruckschläuche (Klasse 0) |
|
ii) |
Hochdruckschläuche (Klasse 1) |
|
iii) |
Niederdruckschläuche (Klasse 2) |
1. HOCHDRUCKSCHLÄUCHE KLASSE 0
1.1. Allgemeine Vorschriften
1.1.1. Der Schlauch muss dem 1,5fachen Arbeitsdruck standhalten.
1.1.2. Der Schlauch muss den in Anhang 5O angegebenen Temperaturen standhalten.
1.1.3. Der Innendurchmesser muss den Angaben in ISO 1307, Tabelle 1, entsprechen.
1.2. Aufbau des Schlauches
1.2.1. Der Schlauch muss aus einer innen glatten Röhre und einer Außenschicht aus einem geeigneten synthetischen Werkstoff bestehen, der durch eine oder mehr Einlagen verstärkt ist.
1.2.2. Die Verstärkungseinlagen müssen durch einen Überzug gegen Korrosion geschützt sein.
Wird für die Verstärkungseinlagen ein korrosionsbeständiger Werkstoff (wie nicht rostender Stahl) verwendet, ist kein Überzug erforderlich.
1.2.3. Die Innen- und die Außenschicht müssen glatt und frei von Poren, Löchern oder Fremdkörpern sein.
Ein absichtlich vorgenommener Einstich in der Außenschicht ist nicht als Defekt anzusehen.
1.2.4. Die Außenschicht muss absichtlich perforiert sein, um Blasenbildung zu verhindern.
1.2.5. Weist die Außenschicht Einstiche auf und besteht die Einlage aus einem nicht korrosionsbeständigen Werkstoff, so muss diese gegen Korrosion geschützt sein.
1.3. Vorschriften und Prüfungen für die Innenschicht
1.3.1. Zugfestigkeit und Dehnung für Gummimaterial und thermoplastische Elastomere (TPE)
|
1.3.1.1. |
Zugfestigkeit und Bruchdehnung nach ISO 37. Zugfestigkeit mindestens 20 MPa und Bruchdehnung mindestens 250 %. |
|
1.3.1.2. |
Beständigkeit gegen n-Pentan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
Nachdem das Prüfstück 48 Stunden an Luft mit einer Temperatur von 40 °C gelagert worden ist, darf der Massewert nicht um mehr als 5 % unter dem Ausgangswert liegen. |
|
1.3.1.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 1.3.1.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
1.3.2. Zugfestigkeit und Dehnung speziell für thermoplastisches Material
|
1.3.2.1. |
Zugfestigkeit und Bruchdehnung nach ISO 527-2 unter folgenden Bedingungen:
Vor der Prüfung ist die Probe mindestens 21 Tage bei 23 °C und einer relativen Luftfeuchtigkeit von 50 % zu konditionieren. Anforderungen:
|
|
1.3.2.2. |
Beständigkeit gegen n-Pentan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
Nach 48-stündigem Lagern an Luft bei 40 °C darf die Masse der Probe um höchstens 5 % kleiner sein als ihre ursprüngliche Masse. |
|
1.3.2.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 1.3.2.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
1.4. Vorschriften und Prüfverfahren für die Außenschicht
1.4.1. Zugfestigkeit und Dehnung von Gummi und Thermoplasten
|
1.4.1.1. |
Zugfestigkeit und Bruchdehnung nach ISO 37. Zugfestigkeit mindestens 10 MPa und Bruchdehnung mindestens 250 %. |
|
1.4.1.2. |
Beständigkeit gegen n-Hexan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
|
|
1.4.1.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 1.4.1.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren Anforderungen:
|
1.4.2. Zugfestigkeit und Dehnung von Thermoplasten
|
1.4.2.1. |
Zugfestigkeit und Bruchdehnung nach ISO 527-2 unter folgenden Bedingungen:
Vor der Prüfung ist die Probe mindestens 21 Tage bei 23 °C und einer relativen Luftfeuchtigkeit von 50 % zu konditionieren. Anforderungen:
|
|
1.4.2.2. |
Beständigkeit gegen n-Hexan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
Nach 48-stündigem Lagern an Luft bei 40 °C darf die Masse der Probe um höchstens 5 % kleiner sein als ihre ursprüngliche Masse. |
|
1.4.2.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 1.3.2.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
1.4.3. Ozonbeständigkeit
|
1.4.3.1. |
Die Prüfung ist nach den Vorschriften von ISO 1431/1 durchzuführen. |
|
1.4.3.2. |
Die Prüfstücke sind um 20 % zu strecken und 120 Stunden Luft mit einer Temperatur von 40 °C und einem Ozongehalt von 50 Teilen pro 100 Mio. Teile auszusetzen. |
|
1.4.3.3. |
An den Prüfstücken dürfen sich keine Risse bilden. |
1.5. Vorschriften für Schläuche ohne Kupplung
1.5.1. Gasdichtigkeit (Permeabilität)
|
1.5.1.1. |
Ein Schlauch mit einer freien Länge von 1 m ist an einen Behälter anzuschließen, der mit flüssigem Propan mit einer Temperatur von 23 °C ± 2 °C gefüllt ist. |
|
1.5.1.2. |
Die Prüfung ist nach dem in ISO 4080 beschriebenen Verfahren durchzuführen. |
|
1.5.1.3. |
Die Leckage durch die Schlauchwand darf nicht mehr als 95 cm3 je Meter Schlauch und 24 Stunden betragen. |
1.5.2. Beständigkeit gegen niedrige Temperaturen
|
1.5.2.1. |
Die Prüfung ist nach ISO 4672-1978, Verfahren B, durchzuführen. |
|
1.5.2.2. |
Prüftemperatur: – 25 °C ± 3 °C. |
|
1.5.2.3. |
Es darf nicht zu einer Rissbildung oder einem Bruch kommen. |
1.5.3. Biegeprüfung
|
1.5.3.1. |
Ein ungefähr 3,5 m langer leerer Schlauch muss 3 000 Zyklen der nachstehend beschriebenen Wechselbiegeprüfung standhalten, ohne zu brechen. Nach der Prüfung muss der Schlauch dem in Absatz 1.5.4.2 genannten Prüfdruck standhalten. Der Schlauch ist im Neuzustand, nach Prüfung auf Alterungsbeständigkeit (ISO 188, Absatz 1.4.2.3) und nach Prüfung auf Beständigkeit gegen n-Heptan (ISO 1817, Absatz 1.4.2.2) zu prüfen |
|
1.5.3.2. |
Abbildung 1 (dient nur als Beispiel)
|
||||||||||||||||||
|
1.5.3.3. |
Die Prüfmaschine (Abbildung 1) besteht aus einem Stahlrahmen mit zwei Holzrädern mit einer Breite von ungefähr 130 mm. In den Umfang der Räder muss eine Rille für die Führung des Schlauchs eingearbeitet sein. Der am Grund der Rille gemessene Radius der Räder muss den Angaben in Absatz 1.5.3.2 entsprechen. Die Längsmittelebenen beider Räder müssen in derselben Vertikalebene liegen, und der Abstand zwischen den Radachsen muss den Angaben in Absatz 1.5.3.2 entsprechen. Jedes Rad muss um seinen Drehpunkt frei drehbar sein. Mithilfe einer Antriebsvorrichtung wird der Schlauch mit einer Geschwindigkeit von vier vollständigen Bewegungen pro Minute über die Räder gezogen. |
|
1.5.3.4. |
Der Schlauch wird S-förmig über die Räder geführt (siehe Abbildung 1). An dem Ende, das vom oberen Rad herabhängt, wird ein Gewicht befestigt, das so schwer ist, dass der Schlauch straff an den Rädern anliegt. Der um das untere Rad herumgeführte Teil wird an der Antriebsvorrichtung befestigt. Die Antriebsvorrichtung wird so eingestellt, dass der Schlauch in beiden Richtungen einen Weg von 1,2 m zurücklegt. |
1.5.4. Hydrostatische Prüfung und Ermittlung des Berstdrucks
|
1.5.4.1. |
Die Prüfung ist nach dem in ISO 1402 beschriebenen Verfahren durchzuführen. |
|
1.5.4.2. |
Der Prüfdruck beträgt das 1,5fache des Arbeitsdrucks und ist 10 Minuten aufrechtzuerhalten. Dabei darf keine Leckage auftreten. |
|
1.5.4.3. |
Der Berstdruck darf nicht weniger als 45 MPa betragen. |
1.6. Kupplungen
1.6.1. Kupplungen müssen aus Stahl oder Messing gefertigt sein, ihre Oberfläche muss korrosionsbeständig sein.
1.6.2. Kupplungen müssen als Pressverbindungen ausgeführt sein.
|
1.6.2.1. |
Die Überwurfmutter muss UNF-Gewinde haben. |
|
1.6.2.2. |
Der Dichtkegel muss einen halben Öffnungswinkel von 45° haben. |
|
1.6.2.3. |
Kupplungen können als Schwenkverschraubungen oder als Schnellkupplungen ausgeführt werden. |
|
1.6.2.4. |
Schnellkupplungen dürfen nur mit besonderen Vorkehrungen oder mit Spezialwerkzeug lösbar sein. |
1.7. Schlauchleitung (Schlauch mit Kupplungen)
1.7.1. Die Kupplungen müssen so gestaltet sein, dass die Außenschicht des Schlauchs nicht entfernt werden muss, es sei denn die Verstärkungseinlage des Schlauchs besteht aus korrosionsbeständigem Werkstoff.
1.7.2. Die Schlauchleitung ist einer Impulsdruckprüfung nach ISO 1436 zu unterziehen.
|
1.7.2.1. |
Die Prüfung ist mit Umlauföl mit einer Temperatur von 93 °C bei einem Mindestdruck von 26 MPa durchzuführen. |
|
1.7.2.2. |
Der Schlauch ist 150 000 Impulsen auszusetzen. |
|
1.7.2.3. |
Nach der Prüfung muss der Schlauch dem in Absatz 1.5.4.2 genannten Prüfdruck standhalten. |
1.7.3. Gasdichtigkeit
|
1.7.3.1. |
Die Schlauchleitung (Schlauch mit Kupplungen) muss fünf Minuten einem Gasdruck standhalten, der dem 1,5fachen des Arbeitsdrucks (MPa) entspricht, ohne dass eine Leckage auftritt. |
1.8. Aufschriften
1.8.1. Auf jedem Schlauch müssen in Abständen von höchstens 0,5 m die nachstehenden, aus Buchstaben, Ziffern oder Symbolen bestehenden Aufschriften deutlich lesbar und dauerhaft angebracht sein:
|
1.8.1.1. |
Fabrik- oder Handelsmarke des Herstellers; |
|
1.8.1.2. |
Jahr und Monat der Herstellung, |
|
1.8.1.3. |
Größe und Typ, |
|
1.8.1.4. |
die Aufschrift „CNG Klasse 0“. |
1.8.2. An jeder Kupplung muss die Fabrik- oder Handelsmarke des Herstellers der Schlauchleitung angebracht sein.
2. MITTELDRUCKSCHLÄUCHE KLASSE 1
2.1. Allgemeine Vorschriften
2.1.1. Der Schlauch muss einem maximalen Arbeitsdruck von 3 MPa standhalten.
2.1.2. Der Schlauch muss den in Anhang 5O angegebenen Temperaturen standhalten.
2.1.3. Der Innendurchmesser muss den Angaben in ISO 1307, Tabelle 1, entsprechen.
2.2. Aufbau des Schlauches
2.2.1. Der Schlauch muss aus einer innen glatten Röhre und einer Außenschicht aus einem geeigneten synthetischen Werkstoff bestehen, der durch eine oder mehr Einlagen verstärkt ist.
2.2.2. Die Verstärkungseinlagen müssen durch einen Überzug gegen Korrosion geschützt sein.
Wird für die Verstärkungseinlagen ein korrosionsbeständiger Werkstoff (wie nicht rostender Stahl) verwendet, ist kein Überzug erforderlich.
2.2.3. Die Innen- und die Außenschicht müssen glatt und frei von Poren, Löchern oder Fremdkörpern sein.
Ein absichtlich vorgenommener Einstich in der Außenschicht ist nicht als Defekt anzusehen.
2.3. Vorschriften und Prüfungen für die Innenschicht
2.3.1. Zugfestigkeit und Dehnung von Gummi und thermoplastischen Elastomeren (TPE)
|
2.3.1.1. |
Zugfestigkeit und Bruchdehnung nach ISO 37. Zugfestigkeit mindestens 10 MPa und Bruchdehnung mindestens 250 %. |
|
2.3.1.2. |
Beständigkeit gegen n-Pentan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
Nachdem das Prüfstück 48 Stunden an Luft mit einer Temperatur von 40 °C gelagert worden ist, darf der Massewert nicht um mehr als 5 % unter dem Ausgangswert liegen. |
|
2.3.1.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 2.3.1.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
2.3.2. Zugfestigkeit und Dehnung von Thermoplasten
|
2.3.2.1. |
Zugfestigkeit und Bruchdehnung nach ISO 527-2 unter folgenden Bedingungen:
Vor der Prüfung ist die Probe mindestens 21 Tage bei 23 °C und einer relativen Luftfeuchtigkeit von 50 % zu konditionieren. Anforderungen:
|
|
2.3.2.2. |
Beständigkeit gegen n-Pentan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
Nachdem das Prüfstück 48 Stunden an Luft mit einer Temperatur von 40 °C gelagert worden ist, darf der Massewert nicht um mehr als 5 % unter dem Ausgangswert liegen. |
|
2.3.2.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 2.3.2.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
2.4. Vorschriften und Prüfverfahren für die Außenschicht
2.4.1. Zugfestigkeit und Dehnung vom Gummi und thermoplastischen Elastomeren
|
2.4.1.1. |
Zugfestigkeit und Bruchdehnung nach ISO 37. Zugfestigkeit mindestens 10 MPa und Bruchdehnung mindestens 250 %. |
|
2.4.1.2. |
Beständigkeit gegen n-Hexan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
|
|
2.4.1.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 2.4.1.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
2.4.2. Zugfestigkeit und Dehnung von Thermoplasten
|
2.4.2.1. |
Zugfestigkeit und Bruchdehnung nach ISO 527-2 unter folgenden Bedingungen:
Vor der Prüfung ist die Probe mindestens 21 Tage bei 23 °C und einer relativen Luftfeuchtigkeit von 50 % zu konditionieren. Anforderungen:
|
|
2.4.2.2. |
Beständigkeit gegen n-Hexan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
Nachdem das Prüfstück 48 Stunden an Luft mit einer Temperatur von 40 °C gelagert worden ist, darf der Massewert nicht um mehr als 5 % unter dem Ausgangswert liegen. |
|
2.4.2.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 2.4.2.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
2.4.3. Ozonbeständigkeit
|
2.4.3.1. |
Die Prüfung ist nach den Vorschriften von ISO 1431/1 durchzuführen. |
|
2.4.3.2. |
Die Prüfstücke sind um 20 % zu strecken und 120 Stunden Luft mit einer Temperatur von 40 °C und einem Ozongehalt von 50 Teilen pro 100 Mio. Teile auszusetzen. |
|
2.4.3.3. |
An den Prüfstücken dürfen sich keine Risse bilden. |
2.5. Vorschriften für Schläuche ohne Kupplung
2.5.1. Gasdichtigkeit (Permeabilität)
|
2.5.1.1. |
Ein Schlauch mit einer freien Länge von 1 m ist an einen Behälter anzuschließen, der mit flüssigem Propan mit einer Temperatur von 23 °C ± 2 °C gefüllt ist. |
|
2.5.1.2. |
Die Prüfung ist nach dem in ISO 4080 beschriebenen Verfahren durchzuführen. |
|
2.5.1.3. |
Die Leckage durch die Schlauchwand darf nicht mehr als 95 cm3 je Meter Schlauch und 24 Stunden betragen. |
2.5.2. Beständigkeit gegen niedrige Temperaturen
|
2.5.2.1. |
Die Prüfung ist nach ISO 4672-1978, Verfahren B, durchzuführen. |
|
2.5.2.2. |
Prüftemperatur: – 40 °C ± 3 °C, gegebenenfalls – 20 °C ± 3 °C |
|
2.5.2.3. |
Es darf nicht zu einer Rissbildung oder einem Bruch kommen. |
2.5.3. Biegeprüfung
|
2.5.3.1. |
Ein ungefähr 3,5 m langer leerer Schlauch muss 3 000 Zyklen der nachstehend beschriebenen Wechselbiegeprüfung standhalten, ohne zu brechen. Nach der Prüfung muss der Schlauch dem in Absatz 2.5.4.2 genannten Prüfdruck standhalten. Der Schlauch ist im Neuzustand, nach Prüfung auf Alterungsbeständigkeit (ISO 188, Absatz 2.4.2.3) und nach Prüfung auf Beständigkeit gegen n-Heptan (ISO 1817, Absatz 2.4.2.2) zu prüfen. |
|
2.5.3.2. |
Abbildung 2 (dient nur als Beispiel)
|
||||||||||||||||||
|
2.5.3.3. |
Die Prüfmaschine (Abbildung 2) besteht aus einem Stahlrahmen mit zwei Holzrädern mit einer Breite von ungefähr 130 mm. In den Umfang der Räder muss eine Rille für die Führung des Schlauchs eingearbeitet sein. Der am Grund der Rille gemessene Radius der Räder muss den Angaben in Absatz 2.5.3.2 entsprechen. Die Längsmittelebenen beider Räder müssen in derselben Vertikalebene liegen, und der Abstand zwischen den Radachsen muss den Angaben in Absatz 2.5.3.2 entsprechen. Jedes Rad muss um seinen Drehpunkt frei drehbar sein. Mit Hilfe einer Antriebvorrichtung wird der Schlauch mit einer Geschwindigkeit von vier vollständigen Bewegungen pro Minute über die Räder gezogen. |
|
2.5.3.4. |
Der Schlauch wird S-förmig über die Räder geführt (siehe Abbildung 2). An dem Ende, das vom oberen Rad herabhängt, ist ein Gewicht zu befestigen, das so schwer ist, dass der Schlauch straff an den Rädern anliegt. Der um das untere Rad herumgeführte Teil wird an der Antriebsvorrichtung befestigt. Die Antriebsvorrichtung wird so eingestellt, dass der Schlauch in beiden Richtungen einen Weg von 1,2 m zurücklegt. |
2.5.4. Hydrostatischer Prüfdruck
|
2.5.4.1. |
Die Prüfung ist nach dem in ISO 1402 beschriebenen Verfahren durchzuführen. |
|
2.5.4.2. |
Der Prüfdruck von 3 MPa ist 10 Minuten aufrechtzuerhalten. Dabei darf keine Leckage auftreten. |
2.6. Kupplungen
2.6.1. Ist eine Kupplung am Schlauch befestigt, müssen folgende Bedingungen erfüllt sein:
2.6.2. Kupplungen müssen aus Stahl oder Messing gefertigt sein, ihre Oberfläche muss korrosionsbeständig sein.
2.6.3. Kupplungen müssen als Pressverbindungen ausgeführt sein.
2.6.4. Kupplungen können als Schwenkverschraubungen oder als Schnellkupplungen ausgeführt werden.
2.6.5. Schnellkupplungen dürfen nur mit besonderen Vorkehrungen oder mit Spezialwerkzeug lösbar sein.
2.7. Schlauchleitung (Schlauch mit Kupplungen)
2.7.1. Die Kupplungen müssen so gestaltet sein, dass die Außenschicht des Schlauchs nicht entfernt werden muss, es sei denn die Verstärkungseinlage des Schlauchs besteht aus korrosionsbeständigem Werkstoff.
2.7.2. Die Schlauchleitung ist einer Impulsdruckprüfung nach ISO 1436 zu unterziehen.
|
2.7.2.1. |
Die Prüfung ist mit Umlauföl mit einer Temperatur von 93 °C bei mindestens dem 1,5fachen des maximalen Arbeitsdrucks durchzuführen. |
|
2.7.2.2. |
Der Schlauch ist 150 000 Impulsen auszusetzen. |
|
2.7.2.3. |
Nach der Prüfung muss der Schlauch dem in Absatz 2.5.4.2 genannten Prüfdruck standhalten. |
2.7.3. Gasdichtigkeit
|
2.7.3.1. |
Die Schlauchleitung (Schlauch mit Kupplungen) muss fünf Minuten einem Gasdruck von 3 MPa standhalten, ohne dass eine Leckage auftritt. |
2.8. Aufschriften
2.8.1. Auf jedem Schlauch müssen in Abständen von höchstens 0,5 m die nachstehenden, aus Buchstaben, Ziffern oder Symbolen bestehenden Aufschriften deutlich lesbar und dauerhaft angebracht sein:
|
2.8.1.1. |
Fabrik- oder Handelsmarke des Herstellers; |
|
2.8.1.2. |
Jahr und Monat der Herstellung, |
|
2.8.1.3. |
Größe und Typ, |
|
2.8.1.4. |
die Aufschrift „CNG Klasse 1“. |
2.8.2. An jeder Kupplung muss die Fabrik- oder Handelsmarke des Herstellers der Schlauchleitung angebracht sein.
3. NIEDERDRUCKSCHLÄUCHE KLASSE 2
3.1. Allgemeine Vorschriften
3.1.1. Der Schlauch muss einem maximalen Arbeitsdruck von 450 kPa standhalten.
3.1.2. Der Schlauch muss den in Anhang 5O angegebenen Temperaturen standhalten.
3.1.3. Der Innendurchmesser muss den Angaben in ISO 1307, Tabelle 1, entsprechen.
3.2. (frei)
3.3. Vorschriften und Prüfungen für die Innenschicht
3.3.1. Zugfestigkeit und Dehnung von Gummi und thermoplastischen Elastomeren (TPE)
|
3.3.1.1. |
Zugfestigkeit und Bruchdehnung nach ISO 37. Zugfestigkeit mindestens 10 MPa und Bruchdehnung mindestens 250 %. |
|
3.3.1.2. |
Beständigkeit gegen n-Pentan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
Nachdem das Prüfstück 48 Stunden an Luft mit einer Temperatur von 40 °C gelagert worden ist, darf der Massewert nicht um mehr als 5 % unter dem Ausgangswert liegen. |
|
3.3.1.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 3.3.1.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
3.3.2. Zugfestigkeit und Dehnung von Thermoplasten
|
3.3.2.1. |
Zugfestigkeit und Bruchdehnung nach ISO 527-2 unter folgenden Bedingungen:
Vor der Prüfung ist die Probe mindestens 21 Tage bei 23 °C und einer relativen Luftfeuchtigkeit von 50 % zu konditionieren. Anforderungen:
|
|
3.3.2.2. |
Beständigkeit gegen n-Pentan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
Nachdem das Prüfstück 48 Stunden an Luft mit einer Temperatur von 40 °C gelagert worden ist, darf der Massewert nicht um mehr als 5 % unter dem Ausgangswert liegen. |
|
3.3.2.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 3.3.2.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
3.4. Vorschriften und Prüfverfahren für die Außenschicht
3.4.1. Zugfestigkeit und Dehnung von Gummi und thermoplastischen Elastomeren
|
3.4.1.1. |
Zugfestigkeit und Bruchdehnung nach ISO 37. Zugfestigkeit mindestens 10 MPa und Bruchdehnung mindestens 250 %. |
|
3.4.1.2. |
Beständigkeit gegen n-Hexan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
|
|
3.4.1.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 3.4.1.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
3.4.2. Zugfestigkeit und Dehnung von Thermoplasten
|
3.4.2.1. |
Zugfestigkeit und Bruchdehnung nach ISO 527-2 unter folgenden Bedingungen:
Vor der Prüfung ist die Probe mindestens 21 Tage bei 23 °C und einer relativen Luftfeuchtigkeit von 50 % zu konditionieren. Anforderungen:
|
|
3.4.2.2. |
Beständigkeit gegen n-Hexan nach ISO 1817 unter folgenden Bedingungen:
Anforderungen:
Nachdem das Prüfstück 48 Stunden an Luft mit einer Temperatur von 40 °C gelagert worden ist, darf der Massewert nicht um mehr als 5 % unter dem Ausgangswert liegen. |
|
3.4.2.3. |
Alterungsbeständigkeit nach ISO 188 unter folgenden Bedingungen:
Nach dem Altern sind die Prüfstücke vor der Zugfestigkeitsprüfung nach Absatz 3.4.2.1 mindestens 21 Tage bei 23 °C und 50 % relativer Luftfeuchtigkeit zu konditionieren. Anforderungen:
|
3.4.3. Ozonbeständigkeit
|
3.4.3.1. |
Die Prüfung ist nach den Vorschriften von ISO 1431/1 durchzuführen. |
|
3.4.3.2. |
Die Prüfstücke sind um 20 % zu strecken und 120 Stunden Luft mit einer Temperatur von 40 °C und einem Ozongehalt von 50 Teilen pro 100 Mio. Teile auszusetzen. |
|
3.4.3.3. |
An den Prüfstücken dürfen sich keine Risse bilden. |
3.5. Vorschriften für Schläuche ohne Kupplung
3.5.1. Gasdichtigkeit (Permeabilität)
|
3.5.1.1. |
Ein Schlauch mit einer freien Länge von 1 m ist an einen Behälter anzuschließen, der mit flüssigem Propan mit einer Temperatur von 23 °C ± 2 °C gefüllt ist. |
|
3.5.1.2. |
Die Prüfung ist nach dem in ISO 4080 beschriebenen Verfahren durchzuführen. |
|
3.5.1.3. |
Die Leckage durch die Schlauchwand darf nicht mehr als 95 cm3 je Meter Schlauch und 24 Stunden betragen. |
3.5.2. Beständigkeit gegen niedrige Temperaturen
|
3.5.2.1. |
Die Prüfung ist nach ISO 4672, Verfahren B, durchzuführen. |
|
3.5.2.2. |
Prüftemperatur: – 40 °C ± 3 °C, gegebenenfalls – 20 °C ± 3 °C |
|
3.5.2.3. |
Es darf nicht zu einer Rissbildung oder einem Bruch kommen. |
3.5.3. Beständigkeit gegen hohe Temperaturen
|
3.5.3.1. |
Ein mindestens 0,5 m langes Stück Schlauch, das unter einen Druck von 450 kPa gesetzt wird, ist 24 Stunden in einem Ofen bei 120 °C ± 2 °C zu lagern. Der Schlauch ist im Neuzustand, nach Prüfung auf Alterungsbeständigkeit (ISO 188, Absatz 3.4.2.3) und nach Prüfung auf Beständigkeit gegen n-Heptan (ISO 1817, Absatz 3.4.2.2) zu prüfen. |
|
3.5.3.2. |
Die Leckage durch die Schlauchwand darf nicht mehr als 95 cm3 je Meter Schlauch und 24 Stunden betragen. |
|
3.5.3.3. |
Nach der Prüfung muss der Schlauch 10 Minuten dem Prüfdruck von 50 kPa standhalten. Die Leckage durch die Schlauchwand darf nicht mehr als 95 cm3 je Meter Schlauch und 24 Stunden betragen. |
3.5.4. Biegeprüfung
|
3.5.4.1. |
Ein ungefähr 3,5 m langer leerer Schlauch muss 3 000 Zyklen der nachstehend beschriebenen Wechselbiegeprüfung standhalten, ohne zu brechen. |
|
3.5.4.2. |
Abbildung 3 (dient nur als Beispiel)
Die Prüfmaschine (Abbildung 3) besteht aus einem Stahlrahmen mit zwei Holzrädern mit einer Breite von ungefähr 130 mm. In den Umfang der Räder muss eine Rille für die Führung des Schlauchs eingearbeitet sein. Der am Grund der Rille gemessene Radius der Räder muss 102 mm betragen. Die Längsmittelebenen beider Räder müssen in derselben Vertikalebene liegen. Der Abstand zwischen den Radachsen muss in der Vertikalen 241 mm und in der Horizontalen 102 mm betragen. Jedes Rad muss um seinen Drehpunkt frei drehbar sein. Mit Hilfe einer Antriebvorrichtung wird der Schlauch mit einer Geschwindigkeit von vier vollständigen Bewegungen pro Minute über die Räder gezogen. |
|
3.5.4.3. |
Der Schlauch wird S-förmig über die Räder geführt (siehe Abbildung 3). An dem Ende, das vom oberen Rad herabhängt, ist ein Gewicht zu befestigen, das so schwer ist, dass der Schlauch straff an den Rädern anliegt. Der um das untere Rad herumgeführte Teil wird an der Antriebsvorrichtung befestigt. Die Antriebsvorrichtung wird so eingestellt, dass der Schlauch in beiden Richtungen einen Weg von 1,2 m zurücklegt. |
3.6. Aufschriften
3.6.1. Auf jedem Schlauch müssen in Abständen von höchstens 0,5 m die nachstehenden, aus Buchstaben, Ziffern oder Symbolen bestehenden Aufschriften deutlich lesbar und dauerhaft angebracht sein:
|
3.6.1.1. |
Fabrik- oder Handelsmarke des Herstellers; |
|
3.6.1.2. |
Jahr und Monat der Herstellung, |
|
3.6.1.3. |
Größe und Typ, |
|
3.6.1.4. |
die Aufschrift „CNG Klasse 2“. |
3.6.2. An jeder Kupplung muss die Fabrik- oder Handelsmarke des Herstellers der Schlauchleitung angebracht sein.
ANHANG 4C
VORSCHRIFTEN FÜR DIE GENEHMIGUNG DES CNG-FILTERS
1. In diesem Anhang werden die Vorschriften für die Genehmigung des CNG-Filters festgelegt.
2. Betriebsbedingungen
|
2.1. |
Der CNG-Filter muss bei den in Anhang 5O angegebenen Temperaturen funktionsfähig sein. |
|
2.2. |
Der CNG-Filter ist nach seinem maximalen Arbeitsdruck zu klassifizieren (siehe Absatz 2 dieser Regelung). 2.2.1. Klasse 0: Der CNG-Filter der muss dem 1,5 fachen Arbeitsdruck standhalten. 2.2.2. Klassen 1 und 2: Der CNG-Filter muss dem doppelten Arbeitsdruck standhalten. 2.2.3. Klasse 3: Der CNG-Filter muss dem Doppelten des Ansprechdrucks des Überdruckventils standhalten, mit dem er verwendet wird. |
|
2.3. |
Die Werkstoffe des CNG-Filters, die im Betrieb mit dem komprimierten Erdgas in Berührung kommen, müssen mit diesem Gas verträglich sein (siehe Anhang 5D). |
|
2.4. |
Der CNG-Filter muss den Anforderungen der Prüfverfahren für die jeweilige Bauteilklasse entsprechen, die nach der Darstellung in Absatz 2 Abbildung 1.1 dieser Regelung bestimmt wird. |
ANHANG 4D
VORSCHRIFTEN FÜR DIE GENEHMIGUNG DES DRUCKREGLERS
1. In diesem Anhang werden die Vorschriften für die Genehmigung des Druckreglers festgelegt.
2. Druckregler
|
2.1. |
Die Werkstoffe des Druckreglers, die im Betrieb mit dem komprimierten Erdgas in Berührung kommen, müssen mit dem bei der Prüfung verwendeten komprimierten Erdgas verträglich sein. Diese Kompatibilität ist nach dem in Anhang 5D beschriebenen Verfahren nachzuweisen. |
|
2.2. |
Die Werkstoffe des Druckreglers, die im Betrieb mit dem Wärmeaustauschmedium des Reglers in Berührung kommen, müssen mit diesem Medium verträglich sein. |
|
2.3. |
Der Druckregler muss für die hohem Druck ausgesetzten Teile den Anforderungen der Prüfverfahren für Klasse 0 und für die mittlerem und niedrigem Druck ausgesetzten Teile den Anforderungen der Prüfverfahren für die Klassen 1, 2, 3 und 4 entsprechen. |
|
2.4. |
Haltbarkeitsprüfung (Dauerbetrieb) des Druckreglers: Der Regler muss bei der Prüfung nach dem nachstehenden Verfahren ohne Ausfall 50 000 Zyklen standhalten. Bei getrennten Druckregelstufen gilt der Betriebsdruck nach den Buchstaben a bis f als der Arbeitsdruck der Eingangsstufe.
|
3. Klassifizierung und Prüfdrücke
|
3.1. |
Der Teil des Druckreglers, auf den der Druck des Behälters einwirkt, wird der Klasse 0 zugeordnet. |
|
3.1.1. |
Der der Klasse 0 zugeordnete Teil des Druckreglers muss bei verschlossenen Auslässen dieses Teils bis zum 1,5fachen des Arbeitsdrucks dicht halten (siehe Anhang 5B). |
|
3.1.2. |
Der der Klasse 0 zugeordnete Teil des Druckreglers muss einem Druck bis zum 1,5 fachen des Arbeitsdrucks standhalten. |
|
3.1.3. |
Der der Klasse 1 und der der Klasse 2 zugeordnete Teil des Druckreglers muss bis zum doppelten Arbeitsdruck dicht halten (siehe Anhang 5B). |
|
3.1.4. |
Der der Klasse 1 und der Klasse 2 zugeordnete Teil des Druckreglers muss einem Druck bis zum doppelten Arbeitsdruck standhalten. |
|
3.1.5. |
Der der Klasse 3 zugeordnete Teil des Druckreglers muss dem Doppelten des Ansprechdrucks des Überdruckventils standhalten, mit dem es verwendet wird. |
|
3.2. |
Der Druckregler muss bei den in Anhang 5O angegebenen Temperaturen funktionsfähig sein. |
ANHANG 4E
Vorschriften für die genehmigung der druck- und temperaturfühler
1. In diesem Anhang werden die Vorschriften für die Genehmigung der Druck und Temperaturfühler festgelegt.
2. Druck- und Temperaturfühler
|
2.1. |
Die Werkstoffe der Druck- und Temperaturfühler, die im Betrieb mit dem komprimierten Erdgas in Berührung kommen, müssen mit dem bei der Prüfung verwendeten komprimierten Erdgas verträglich sein. Diese Kompatibilität ist nach dem in Anhang 5D beschriebenen Verfahren nachzuweisen. |
|
2.2. |
Die Druck- und Temperaturfühler werden nach der Darstellung in Absatz 2 Abbildung 1-1 dieser Regelung klassifiziert. |
3. Klassifizierung und Prüfdrücke
|
3.1. |
Der Teil der Druck- und Temperaturfühler, auf den der Druck des Behälters einwirkt, wird der Klasse 0 zugeordnet. |
|
3.1.1. |
Der der Klasse 0 zugeordnete Teil der Druck- und Temperaturfühler bis zum bis zum 1,5fachen des Arbeitsdrucks dicht halten (siehe Anhang 5B). |
|
3.1.2. |
Der der Klasse 0 zugeordnete Teil der Druck- und Temperaturfühler dem muss einem Druck bis zum 1,5fachen des Arbeitsdrucks standhalten. |
|
3.1.3. |
Der der Klasse 1 und der der Klasse 2 zugeordnete Teil der Druck- und Temperaturfühler muss bis zum doppelten Arbeitsdruck dicht halten (siehe Anhang 5B). |
|
3.1.4. |
Der der Klasse 1 und der Klasse 2 zugeordnete Teil der Druck- und Temperaturfühler muss einem Druck bis zum doppelten Arbeitsdruck standhalten. |
|
3.1.5. |
Der der Klasse 3 zugeordnete Teil der Druck- und Temperaturfühler muss dem Doppelten des Ansprechdrucks des Überdruckventils standhalten, mit dem er verwendet wird. |
|
3.2. |
Die Druck- und Temperaturfühler müssen bei den in Anhang 5O angegebenen Temperaturen funktionsfähig sein. |
|
3.3. |
Die elektrische Anlage (falls vorhanden) muss gegen den Körper der Druck- und Temperaturfühler isoliert sein. Der Isolationswiderstand muss > 10 ΜΩ sein. |
ANHANG 4F
VORSCHRIFTEN FÜR DIE GENEHMIGUNG DER EINFÜLLVORRICHTUNG (DES EINFÜLLBEHÄLTERS)
1. Anwendungsbereich
In diesem Anhang werden die Vorschriften für die Genehmigung der Einfüllvorrichtung festgelegt.
2. Die Einfüllvorrichtung
|
2.1. |
Die Einfüllvorrichtung muss den Vorschriften des Absatzes 3 entsprechen und, falls zutreffend, die in Absatz 4 angegebenen Abmessungen haben. |
|
2.2. |
Bei Einfüllvorrichtungen, die nach der ISO-Norm 14469-1 (erste Ausgabe 2004-11-01) (1) oder der ISO-Norm 14469-2:2007 (2) hergestellt worden sind und allen darin enthaltenen Vorschriften entsprechen, gelten die Vorschriften der Absätze 3 und 4 dieses Anhangs als eingehalten. |
3. Die Prüfverfahren für die Einfüllvorrichtung
|
3.1. |
Die Einfüllvorrichtung muss den Vorschriften für die Klasse 0 entsprechen und nach den in Anhang 5 beschriebenen Verfahren geprüft werden, wobei die nachstehenden besonderen Vorschriften zu beachten sind. |
|
3.2. |
Der Werkstoff, aus dem die Einfüllvorrichtung besteht und der beim Betrieb der Vorrichtung mit dem komprimierten Erdgas in Berührung kommt, muss mit dem komprimierten Erdgas kompatibel sein. Zur Nachprüfung dieser Kompatibilität ist das in Anhang 5 D beschriebene Verfahren anzuwenden. |
|
3.3. |
Die Einfüllvorrichtung muss bei einem Druck dicht sein (siehe Anhang 5B), der dem 1,5fachen des Arbeitsdrucks (MPa) entspricht. |
|
3.4. |
Die Einfüllvorrichtung muss einem Druck von 33 MPa standhalten. |
|
3.5. |
Die Einfüllvorrichtung muss so beschaffen sein, dass sie bei den in Anhang 5O angegebenen Temperaturen funktionsfähig ist. |
|
3.6. |
Die Einfüllvorrichtung muss bei der in Anhang 5L beschriebenen Haltbarkeitsprüfung 10 000 Zyklen standhalten. |
4. Abmessungen der Einfüllvorrichtung
|
4.1. |
In der Abbildung 1 sind die Abmessungen der Einfüllvorrichtung für Fahrzeuge der Klassen M1 und N1 (3) angegeben. Abbildung 1 Einfüllvorrichtung (Behälter) für Fahrzeuge der Klassen M1 und N1 für 20 MPa
Abmessungen in mm Legende
1 Dichtfläche entsprechend dem O-Ring nach der Regelung Nr. 110 mit den Abmessungen: 9,19 mm ± 0,127 mm ID 2,62 mm ± 0,076 mm Breite Oberflächenrauigkeit ≤ Ra 3.2 μm Oberflächenbeschaffenheit der Dichtfläche: 0,8 μm bis 0,05 μm Werkstoffhärte: mindestens 75 Rockwell (HRB 75) a Mindestlänge des Behälters, in dessen Bereich sich keine Befestigungsteile für den Behälter oder Abdeckklappen befinden dürfen. |
|
4.2. |
Abbildung 2 zeigt die Abmessungen der Einfüllvorrichtung für Fahrzeuge der Klassen M2, M3, N2 und N3 Abbildung 2 Einfüllvorrichtung (Behälter) der Größe 2 für Fahrzeuge der Klassen M2, M3, N2 und N3 für 20 MPa
Abmessungen in mm Legende a
1
|
(1) Road Vehicles compressed Natural Gas (CNG) refuelling connector — part 1: 20 MPa (200 bar) connector.
(2) Road vehicles — Compressed natural gas (CNG) refueling connector — Part 2: 20 MPa (200 bar) connector, size 2.
(3) Entsprechend den Definitionen in Anhang 7 zur Gesamtresolution über Fahrzeugtechnik (R.E.3) (TRANS/WP.29/78/Rev.1/Amend.2).
ANHANG 4G
Vorschrften für die Genehmigung des Gasstromreglers und des Gas-Luft-Mischers oder der Gas-Einspritzdüse
1. In diesem Anhang werden die Vorschriften für die Genehmigung des Gasstromreglers und des Gas-Luft-Mischers oder der Gas-Einspritzdüse festgelegt.
2. Gas-Luft-Mischer oder Gas-Einspritzdüse
2.1. Die Werkstoffe des Gas-Luft-Mischers oder der Gas-Einspritzdüse die im Betrieb mit komprimiertem Erdgas in Berührung kommen, müssen damit verträglich sein. Diese Kompatibilität ist nach dem in Anhang 5D beschriebenen Verfahren nachzuweisen.
2.2. Der Gas-Luft-Mischer oder die Gas-Einspritzdüse muss je nach Klassifizierung den Vorschriften für Bauteile der Klasse 1 oder 2 entsprechen.
2.3. Prüfdrücke
|
2.3.1. |
Ein Gas-Luft-Mischer oder eine Gas-Einspritzdüse der Klasse 2 muss einem Druck bis zum doppelten Arbeitsdruck standhalten. |
|
2.3.1.1. |
Ein Gas-Luft-Mischer oder eine Gas-Einspritzdüse der Klasse 2 muss bis zum doppelten Arbeitsdruck dicht halten. |
|
2.3.2. |
Gas-Luft-Mischer und Gas-Einspritzdüsen der Klassen 1 und 2 müssen bei den in Anhang 5O angegebenen Temperaturen funktionsfähig sein. |
2.4. Elektrisch betriebene Bauteile, die CNG führen, müssen folgenden Vorschriften entsprechen:
|
i) |
Sie müssen separat geerdet sein. |
|
ii) |
Die elektrische Ausrüstung des Bauteils muss gegen das Gehäuse isoliert sein. |
|
iii) |
Die Gas-Einspritzdüse muss in geschlossener Stellung sein, wenn der Strom abgeschaltet ist. |
3. Gasstromregler
3.1. Die Werkstoffe des Gasstromreglers, die im Betrieb mit komprimiertem Erdgas in Berührung kommen, müssen damit verträglich sein. Diese Kompatibilität ist nach dem in Anhang 5D beschriebenen Verfahren nachzuweisen.
3.2. Der Gasstromregler muss je nach Klassifizierung den Vorschriften für Bauteile der Klasse 1 oder 2 entsprechen.
3.3. Prüfdrücke
|
3.3.1. |
Ein Gasstromregler der Klasse 2 muss einem Druck bis zum doppelten Arbeitsdruck standhalten. |
|
3.3.1.1. |
Ein Gasstromregler der Klasse 2 muss bis zum doppelten Arbeitsdruck dicht halten. |
|
3.3.2. |
Gasstromregler der Klassen 1 und 2 müssen bei den in Anhang 5O angegebenen Temperaturen funktionsfähig sein. |
3.4. Elektrisch betriebene Bauteile, die CNG führen, müssen folgenden Vorschriften entsprechen:
|
i) |
Sie müssen separat geerdet sein. |
|
ii) |
Die elektrische Ausrüstung des Bauteils muss gegen das Gehäuse isoliert sein. |
ANHANG 4H
VORSCHRIFTEN FÜR DIE GENEHMIGUNG DES ELEKTRONISCHEN STEUERGERÄTS
1. In diesem Anhang werden die Vorschriften für die Genehmigung des elektronischen Steuergeräts festgelegt.
2. Elektronisches Steuergerät
|
2.1. |
Das elektronische Steuergerät kann jede Einrichtung sein, die die Erdgaszufuhr zum Motor steuert und bei Undichtwerden der Kraftstoffleitung, beim Abwürgen des Motors oder bei einem Aufprall das Schließen des automatischen Ventils veranlasst. |
|
2.2. |
Nach dem Abwürgen des Motors muss das automatische Ventil innerhalb von höchstens 5 Sekunden schließen. |
|
2.3. |
Die Einrichtung kann mit einem automatischen Zündzeitpunktversteller ausgerüstet sein, der in das elektronische Modul integriert oder separat sein kann. |
|
2.4. |
Die Einrichtung kann mit inaktiven Einblasdüsen ausgerüstet sein, damit das elektronische Steuergerät für Vergaserkraftstoff während des Betriebs mit komprimiertem Erdgas einwandfrei arbeiten kann. |
|
2.5. |
Das elektronische Steuergerät muss bei den in Anhang 5O angegebenen Temperaturen funktionsfähig sein. |
ANHANG 5
PRÜFVERFAHREN
1. KLASSIFIZIERUNG
|
1.1. |
CNG-Bauteile für die Verwendung in Fahrzeugen sind nach Absatz 2 dieser Regelung hinsichtlich des Arbeitsdrucks und der Funktion zu klassifizieren. |
|
1.2. |
Die Klassifizierung der Bauteile bestimmt die Prüfungen, die für die Typgenehmigung der Bauteile oder ihrer Teile durchzuführen sind. |
2. DURCHZUFÜHRENDE PRÜFUNGEN
In der nachstehenden Tabelle 5.1 sind die je nach Klasse durchzuführenden Prüfungen aufgeführt.
Tabelle 5.1
|
Prüfung |
Klasse 0 |
Klasse 1 |
Klasse 2 |
Klasse 3 |
Klasse 4 |
Absatz |
|||||||||
|
Überdruck oder Festigkeit |
X |
X |
X |
X |
O |
5A |
|||||||||
|
Äußere Leckage |
X |
X |
X |
X |
O |
5B |
|||||||||
|
Innere Leckage |
A |
A |
A |
A |
O |
5C |
|||||||||
|
Haltbarkeitsprüfungen |
A |
A |
A |
A |
O |
5L |
|||||||||
|
CNG-Kompatibilität |
A |
A |
A |
A |
A |
5D |
|||||||||
|
Korrosionsbeständigkeit |
X |
X |
X |
X |
X |
5E |
|||||||||
|
Beständigkeit gegen trockene Hitze |
A |
A |
A |
A |
A |
5F |
|||||||||
|
Alterung durch Ozoneinwirkung |
A |
A |
A |
A |
A |
5G |
|||||||||
|
Berstprüfungen/zerstörende Prüfungen |
X |
O |
O |
O |
O |
5M |
|||||||||
|
Temperaturzyklus |
A |
A |
A |
A |
O |
5H |
|||||||||
|
Druckzyklus |
X |
O |
O |
O |
O |
5I |
|||||||||
|
Schwingungsfestigkeit |
A |
A |
A |
A |
O |
5N |
|||||||||
|
Betriebstemperaturen |
X |
X |
X |
X |
X |
5O |
|||||||||
|
|||||||||||||||
Anmerkungen:
a) Prüfung auf innere Leckage: Durchzuführen an Bauteilen mit innen liegenden Ventilen, die bei abgestelltem Motor normalerweise geschlossen sind.
b) Haltbarkeitsprüfung: Durchzuführen an Bauteilen, an denen sich Teile während des Motorbetriebs wiederholt bewegen.
c) Prüfung auf CNG-Kompatibilität, Beständigkeit gegen trockene Hitze und Alterung durch Ozoneinwirkung: Durchzuführen an Bauteilen mit synthetischen/nichtmetallischen Werkstoffen.
d) Temperaturzyklusprüfung: Durchzuführen an Bauteilen mit synthetischen/nichtmetallischen Werkstoffen.
e) Prüfung der Schwingungsfestigkeit: Durchzuführen an Bauteilen, an denen sich Teile während des Motorbetriebs wiederholt bewegen.
Für die Werkstoffe, aus denen die Bauteile bestehen, müssen schriftliche Angaben vorliegen, aus denen hervorgeht, dass die (Prüf-)Anforderungen dieses Anhangs für folgende Merkmale erfüllt oder übertroffen werden:
|
i) |
Temperatur |
|
ii) |
Druck |
|
iii) |
CNG-Kompatibilität |
|
iv) |
Haltbarkeit |
3. ALLGEMEINE VORSCHRIFTEN
|
3.1. |
Dichtheitsprüfungen sind mit komprimiertem Gas wie Luft oder Stickstoff durchzuführen. |
|
3.2. |
Für die hydrostatische Druckprüfung kann Wasser oder eine andere Flüssigkeit verwendet werden. |
|
3.3. |
Die Prüfdauer darf bei den Dichtheitsprüfungen und den hydrostatische Druckprüfungen nicht weniger als 3 Minuten betragen. |
ANHANG 5A
ÜBERDRUCKPRÜFUNG (FESTIGKEITSPRÜFUNG)
|
1. |
Ein Bauteil, das komprimiertes Erdgas führt, muss ohne erkennbaren Bruch oder erkennbare bleibende Verformung mindestens 3 Minuten bei Raumtemperatur einem hydrostatischen Druck standhalten, der dem 1,5- bis 2fachen des maximalen Arbeitsdrucks entspricht. Dabei muss der Auslass des Hochdruckteils verschlossen sein. Als Prüfmedium kann Wasser oder eine andere geeignete Flüssigkeit verwendet werden. |
|
2. |
Die Muster, die vorher der Haltbarkeitsprüfung nach Anhang 5L unterzogen worden sind, sind an eine Quelle für hydrostatischen Druck anzuschließen. Ein formschlüssiges Rückschlagventil und ein Druckmessgerät für einen Druckbereich zwischen dem 1,5fachen und dem 2fachen des Prüfdrucks müssen in die hydrostatische Druckleitung eingebaut sein. |
|
3. |
In der nachstehenden Tabelle 5.2 sind die Arbeitsdrücke und die Prüfdrücke für die Berstprüfung für die einzelnen Bauteilklassen nach Absatz 2 dieser Regelung angegeben. Tabelle 5.2
|
ANHANG 5B
PRÜFUNG AUF ÄUSSERE LECKAGE
1. An einem Bauteil darf keine Leckage durch Spindel- oder Gehäusedichtungen oder andere Verbindungsstellen auftreten; und bei der Prüfung nach den Absätzen 2 und 3 dieses Anhangs darf sich bei einem Luftdruck zwischen 0 und dem in Tabelle 5.2 angegebenen Wert keine Porosität des Gussgehäuses zeigen.
2. Die Prüfung ist unter folgenden Bedingungen durchzuführen:
|
i) |
bei Raumtemperatur, |
|
ii) |
bei der niedrigsten Betriebstemperatur, |
|
iii) |
bei der höchsten Betriebstemperatur. |
Die höchsten und niedrigsten Betriebstemperaturen sind in Anhang 5O angegeben.
3. Während dieser Prüfung ist die zu prüfende Ausrüstung an eine Luftdruckquelle anzuschließen. Ein automatisches Ventil und ein Druckmessgerät für einen Druckbereich zwischen dem 1,5fachen und dem 2fachen des Prüfdrucks müssen in die Druckversorgungsleitung eingebaut sein. Das Druckmessgerät muss zwischen dem automatischen Ventil und dem Prüfling eingebaut sein. Während der Prüfling unter Prüfdruck steht, sollte er in Wasser getaucht sein, damit eine Leckage festgestellt werden kann. Es kann auch ein gleichwertiges anderes Prüfverfahren angewandt werden (Durchfluss- oder Druckabfallmessung).
4. Die äußere Leckage muss unter den in den Anhängen genannten Grenzwerten liegen. Fehlen solche Grenzwerte, so muss sie weniger als 15 cm3/Stunde betragen.
5. Hochtemperaturprüfung
Bei einem Bauteil, das komprimiertes Erdgas führt, darf keine Leckrate über 15 cm3/Stunde auftreten, wenn es bei der höchsten Betriebstemperatur nach Anhang 5O bei verschlossenem Auslass einem Gasdruck ausgesetzt wird, der dem maximalen Arbeitsdruck entspricht. Das Bauteil muss mindestens 8 Stunden bei dieser Temperatur konditioniert werden.
6. Tieftemperaturprüfung
Bei einem Bauteil, das komprimiertes Erdgas führt, darf keine Leckrate über 15 cm3/Stunde auftreten, wenn es bei der niedrigsten Betriebstemperatur nach Anhang 5O bei verschlossenem Auslass einem Gasdruck ausgesetzt wird, der dem maximalen Arbeitsdruck entspricht. Das Bauteil muss mindestens 8 Stunden bei dieser Temperatur konditioniert werden.
ANHANG 5C
PRÜFUNG AUF INNERE LECKAGE
|
1. |
Die folgenden Prüfungen sind an Mustern von Ventilen oder Einfüllvorrichtungen durchzuführen, die vorher der Prüfung auf äußere Leckage nach Anhang 5B unterzogen worden sind. |
|
2. |
Wenn die Ventile geschlossen sind, darf an ihren Sitzen bei einem Luftdruck bis zum 1,5fachen des Arbeitsdrucks keine Leckage auftreten. |
|
3. |
Ein Rückschlagventil mit elastischem Sitz (Gummi) darf in geschlossener Stellung nicht undicht werden, wenn es einem Luftdruck bis zum 1,5fachen des Arbeitsdrucks ausgesetzt wird. |
|
4. |
Bei einem Rückschlagventil mit „Metall-auf-Metall“-Sitz darf in geschlossener Stellung eine Leckrate von 0,47 dm3/s nicht überschritten werden, wenn es einem effektiven Differenzluftdruck von 138 kPa ausgesetzt wird. |
|
5. |
Am Sitz des oberen Rückschlagventils, das bei einer Einfüllvorrichtung verwendet wird, darf bei geschlossenem Ventil und einem Luftdruck bis zum 1,5fachen des Arbeitsdrucks keine Leckage auftreten. |
|
6. |
Bei den Prüfungen auf innere Leckage ist der Einlass des zu prüfenden Ventils an eine Luftdruckquelle angeschlossen, das Ventil ist in geschlossener Stellung, und der Auslass offen. Ein automatisches Ventil und ein Druckmessgerät für einen Druckbereich zwischen dem 1,5fachen und dem 2fachen des Prüfdrucks müssen in die Druckversorgungsleitung eingebaut sein. Das Druckmessgerät muss zwischen dem automatischen Ventil und dem Prüfling eingebaut sein. Während der Prüfling unter Prüfdruck steht, ist zu beobachten, ob eine Leckage auftritt, wobei der offene Auslass in Wasser getaucht ist, sofern nichts anderes angegeben ist. |
|
7. |
Um die Einhaltung der Vorschriften der Absätze 2 bis 5 nachzuprüfen, wird an den Ventilauslass ein Rohr angeschlossen, über dessen offenem Ende ein umgedrehter Messzylinder mit einer Skalenteilung in Kubikzentimeter platziert wird. Der umgedrehte Zylinder ist mit einem wasserdichten Dichtelement zu verschließen. Die Einrichtung ist so anzuordnen, dass:
Am Ende der Prüfung wird bei gleichem Wasserstand innerhalb und außerhalb des Messzylinders der Wasserstand im Messzylinder erneut aufgezeichnet. Anhand der Volumenänderung im Messzylinder ist der Leckagewert mit Hilfe der nachstehenden Formel zu berechnen:
Darin ist:
|
|
8. |
Statt wie vorstehend beschrieben die Leckage auch mit einem Durchflussmessgerät gemessen werden, das an der Einlassseite des geprüften Ventils montiert ist. Das Durchflussmessgerät muss für das verwendete Prüfmedium die höchstzulässigen Leckagewerte genau anzeigen können. |
ANHANG 5D
PRÜFUNG AUF CNG-KOMPATIBILITÄT
|
1. |
Bei einem Teil aus synthetischem Werkstoff, das mit CNG in Berührung kommt, darf weder eine übermäßige Volumenänderung noch ein übermäßiger Masseverlust auftreten. Beständigkeit gegen n-Pentan nach ISO 1817 unter folgenden Bedingungen:
|
|
2. |
Anforderungen: maximale Änderung des Volumens: 20 % Nachdem das Prüfstück 48 Stunden an Luft mit einer Temperatur von 40 °C gelagert worden ist, darf der Massewert um nicht mehr als 5 % unter dem Ausgangswert liegen. |
ANHANG 5E
PRÜFUNG AUF KORROSIONSBESTÄNDIGKEIT
Prüfverfahren:
|
1. |
Ein Metallbauteil, das komprimiertes Erdgas führt, muss die in Anhang 5B und 5C beschriebenen Dichtheitsprüfungen bestehen, nachdem es 144 Stunden einer Salzsprühprüfung nach ISO 15500-2 unterzogen worden ist, bei der alle Anschlüsse verschlossen waren. |
|
2. |
Ein Bauteil aus Kupfer oder Messing, das komprimiertes Erdgas führt, muss die in Anhang 5B und 5C beschriebenen Dichtheitsprüfungen bestehen, nachdem es mit verschlossenen Anschlüssen nach ISO CD 15500-2 24 Stunden der Einwirkung von Ammoniak ausgesetzt worden ist. |
ANHANG 5F
BESTÄNDIGKEIT GEGEN TROCKENE HITZE
|
1. |
Die Prüfung ist nach den Vorschriften von ISO 188/1 durchzuführen. Das Prüfstück ist 168 Stunden Luft auszusetzen, deren Temperatur der höchsten Betriebstemperatur entspricht. |
|
2. |
Die Änderung der Zugfestigkeit darf nicht mehr als + 25 % betragen. Die Änderung der Bruchdehnung darf folgende Werte nicht überschreiten:
|
ANHANG 5G
ALTERUNG DURCH OZONEINWIRKUNG
|
1. |
Die Prüfung ist nach den Vorschriften der ISO-Norm 1431/1 durchzuführen. Das Prüfstück, das bis zu einer Dehnung von 20 % gestreckt werden muss, ist 72 Stunden lang der Einwirkung von Luft mit einer Temperatur von 40 °C und einem Ozongehalt von 50 Teilen pro hundert Millionen Teilen auszusetzen. |
|
2. |
An dem Prüfstück dürfen sich keine Risse bilden. |
ANHANG 5H
TEMPERATURZYKLUSPRÜFUNG
Ein nichtmetallisches Teil, das komprimiertes Erdgas führt, muss die in Anhang 5B und 5C beschriebenen Dichtheitsprüfungen bestehen, nachdem es 96 Stunden einer Temperaturzyklusprüfung von der niedrigsten bis zur höchsten Betriebstemperatur mit einer Zyklusdauer von 120 Minuten bei maximalem Arbeitsdruck unterzogen worden ist.
ANHANG 5I
DRUCKZYKLUSPRÜFUNG NUR FÜR ZYLINDER (SIEHE ANHANG 3)
ANHÄNGE 5J AND 5K
frei
ANHANG 5L
HALTBARKEITSPRÜFUNG (DAUERBETRIEB)
Prüfverfahren
Das Bauteil ist mithilfe eines geeigneten Anschlussstücks an eine Versorgung mit trockener Druckluft oder Stickstoff anzuschließen und einer Prüfung mit der für dieses Bauteil vorgeschriebenen Zahl von Zyklen zu unterziehen. Ein Zyklus besteht aus einem Öffnungs- und Schließvorgang des Bauteils und dauert mindestens 10 ± 2 Sekunden.
a) Zyklusprüfung bei Raumtemperatur
Das Bauteil ist während 96 % der Gesamtzyklen bei Raumtemperatur und Nennbetriebsdruck zu betreiben. Während des Schließvorgangs sollte der Ausgangsdruck der Prüfanordnung auf 50 % des Prüfdrucks fallen. Danach muss das Bauteil die in Anhang 5B beschriebene Dichtheitsprüfung bei Raumtemperatur bestehen. Dieser Teil der Prüfung darf in 20 %-Intervallen unterbrochen werden, damit Dichtheitsprüfungen durchgeführt werden können.
b) Zyklusprüfung bei hoher Temperatur
Das Bauteil ist während 2 % der Gesamtzyklen bei der jeweils angegebenen Höchsttemperatur und Nennbetriebsdruck zu betreiben. Danach muss das Bauteil die in Anhang 5B beschriebene Dichtheitsprüfung bei der höchsten Betriebstemperatur bestehen
c) Zyklusprüfung bei niedriger Temperatur
Das Bauteil ist während 2 % der Gesamtzyklen bei der jeweils angegebenen niedrigsten Temperatur und Nennbetriebsdruck zu betreiben. Danach muss das Bauteil die in Anhang 5B beschriebene Dichtheitsprüfung bei der niedrigsten Betriebstemperatur bestehen.
Nach der Zyklusprüfung und einer erneuten Dichtheitsprüfung muss sich das Bauteil vollständig öffnen und schließen lassen, wenn auf das Bedienteil in Öffnungsrichtung und anschließend in entgegen gesetzter Richtung ein Drehmoment aufgebracht wird, das den in Tabelle 5.3 jeweils angegebenen Wert nicht übersteigt.
Tabelle 5.3
|
Größe des Einlasses am Bauteil (mm) |
max. Drehmoment (Nm) |
|
6 |
1,7 |
|
8 oder 10 |
2,3 |
|
12 |
2,8 |
Diese Prüfung ist bei der jeweils angegebenen Höchsttemperatur durchzuführen und bei einer Temperatur von - 40 °C zu wiederholen.
ANHANG 5M
BERSTPRÜFUNG/ZERSTÖRUNGSPRÜFUNG NUR FÜR ZYLINDER (SIEHE ANHANG 3)
ANHANG 5N
SCHWINGUNGSVERTRÄGLICHKEITSPRÜFUNG
Alle Bauteile mit beweglichen Teilen müssen ohne Schaden bleiben, weiterhin arbeiten und die Dichtheitsprüfungen bestehen, nachdem sie der nachstehend beschriebenen 6-stündigen Schwingungsprüfung unterzogen worden sind.
Prüfverfahren
Das Bauteil ist in einem Prüfgerät zu befestigen und in jeder der drei Koordinatenachsen je 2 Stunden Schwingungen mit einer Frequenz von 17 Hz und einer Amplitude von 1,5 mm auszusetzen. Nach Abschluss der Schwingungsprüfung muss das Bauteil die Anforderungen des Anhangs 5C erfüllen.
ANHANG 5O
BETRIEBSTEMPERATUREN
|
|
Motorraum |
Am Motor angebracht |
Innen-/Gepäckraum |
|
Gemäßigt |
– 20 °C bis + 105 °C |
– 20 °C bis + 120 °C |
– 20 °C bis + 85 °C |
|
Kalt |
– 40 °C bis + 105 °C |
– 40 °C bis + 120 °C |
– 40 °C bis + 85 °C |
ANHANG 6
Vorschriften für die CNG-Kennzeichnung von Fahrzuegen im öffentlichen Verkehr

Das Kennzeichen besteht aus einem witterungsbeständigen Aufkleber.
Farbe und Abmessungen des Aufklebers müssen folgenden Vorschriften entsprechen:
|
|
Farben:
|
|
|
Abmessungen
|
Die Angabe „CNG“ muss sich in der Mitte des Aufklebers befinden.