|
27.6.2014
|
IT
|
Gazzetta ufficiale dell'Unione europea
|
L 189/164
|
DIRETTIVA 2014/68/UE DEL PARLAMENTO EUROPEO E DEL CONSIGLIO
del 15 maggio 2014
concernente l’armonizzazione delle legislazioni degli Stati membri relative alla messa a disposizione sul mercato di attrezzature a pressione
(rifusione)
(Testo rilevante ai fini del SEE)
IL PARLAMENTO EUROPEO E IL CONSIGLIO DELL’UNIONE EUROPEA,
visto il trattato sul funzionamento dell’Unione europea, in particolare l’articolo 114,
vista la proposta della Commissione europea,
previa trasmissione del progetto di atto legislativo ai parlamenti nazionali,
visto il parere del Comitato economico e sociale europeo (1),
deliberando secondo la procedura legislativa ordinaria (2),
considerando quanto segue:
|
(1)
|
La direttiva 97/23/CE del Parlamento europeo e del Consiglio (3) ha subito sostanziali modifiche (4). Poiché si rendono necessarie nuove modifiche, a fini di chiarezza è opportuno procedere alla sua rifusione.
|
|
(2)
|
Il regolamento (CE) n. 765/2008 del Parlamento europeo e del Consiglio (5) stabilisce norme riguardanti l’accreditamento degli organismi di valutazione della conformità, fornisce un quadro per la vigilanza del mercato dei prodotti e per i controlli sui prodotti provenienti dai paesi terzi e stabilisce i principi generali della marcatura CE.
|
|
(3)
|
La decisione n. 768/2008/CE del Parlamento europeo e del Consiglio (6) stabilisce un quadro comune di principi generali e di disposizioni di riferimento da applicare in tutta la normativa settoriale, in modo da fornire una base coerente per la revisione o la rifusione di tale normativa. La direttiva 97/23/CE dovrebbe pertanto essere adeguata a tale decisione.
|
|
(4)
|
La presente direttiva disciplina le attrezzature a pressione e gli insiemi che sono nuovi sul mercato dell’Unione al momento della loro immissione sul mercato, vale a dire le attrezzature a pressione o gli insiemi completamente nuovi prodotti da un fabbricante stabilito nell’Unione o quelli, nuovi o usati, importati da un paese terzo.
|
|
(5)
|
La presente direttiva dovrebbe applicarsi a tutte le forme di fornitura, compresa la vendita a distanza.
|
|
(6)
|
La presente direttiva si dovrebbe applicare alle attrezzature a pressione sottoposte a una pressione massima ammissibile PS superiore a 0,5 bar. Le attrezzature a pressione sottoposte a una pressione inferiore o pari a 0,5 bar non presentano rischi significativi connessi alla pressione; la loro libera circolazione nell’Unione non dovrebbe quindi essere ostacolata.
|
|
(7)
|
La presente direttiva si dovrebbe applicare anche agli insiemi composti da varie attrezzature a pressione montate per costituire un tutto integrato e funzionale. Tali insiemi possono andare da un insieme semplice quale una pentola a pressione fino a insiemi complessi come una caldaia tubolare ad acqua. Qualora il fabbricante di un insieme destini quest’ultimo a essere commercializzato e messo in servizio in quanto tale, e non gli elementi costitutivi non montati, tale insieme dovrebbe essere conforme alla presente direttiva. Tuttavia la presente direttiva non si dovrebbe applicare al montaggio di attrezzature a pressione effettuato in loco dall’utilizzatore, sotto la responsabilità di un utilizzatore che non è il fabbricante, come gli impianti industriali.
|
|
(8)
|
La presente direttiva dovrebbe armonizzare le disposizioni nazionali per quanto concerne il rischio derivante dalla pressione. Gli altri rischi che possono presentare tali attrezzature sono contemplati da altre direttive al riguardo.
|
|
(9)
|
Tuttavia talune attrezzature a pressione sono oggetto di altre direttive adottate in base all’articolo 114 del trattato sul funzionamento dell’Unione europea (TFUE). Le disposizioni previste da talune di queste direttive riguardano anche il rischio derivante dalla pressione. Dette direttive sono considerate sufficienti per un’adeguata prevenzione dei rischi derivanti dalla pressione che le attrezzature in questione presentano ove il loro livello di rischio sia modesto. È pertanto opportuno escludere tali attrezzature dall’ ambito di applicazione della presente direttiva.
|
|
(10)
|
Per talune attrezzature a pressione contemplate in accordi internazionali i rischi connessi con il trasporto internazionale, con il trasporto nazionale, nonché i pericoli e i rischi dovuti alla pressione, sono trattati in direttive dell’Unione basate su detti accordi. Tali direttive estendono l’applicazione delle disposizioni di detti accordi al trasporto nazionale, al fine di garantire la libera circolazione delle merci pericolose migliorando la sicurezza del trasporto. Tali attrezzature, oggetto della direttiva 2008/68/CE del Parlamento europeo e del Consiglio (7) e della direttiva 2010/35/UE del Parlamento europeo e del Consiglio (8), dovrebbero essere escluse dall’ambito di applicazione della presente direttiva.
|
|
(11)
|
Talune attrezzature a pressione, anche se sottoposte a una pressione massima ammissibile PS superiore a 0,5 bar, non presentano rischi significativi derivanti dalla pressione; pertanto non si dovrebbero frapporre ostacoli alla libera circolazione nell’Unione di attrezzature siffatte che siano state legalmente fabbricate o commercializzate in uno Stato membro. Non è necessario, per assicurarne la libera circolazione, includerle nell’ambito di applicazione della presente direttiva. Di conseguenza ne dovrebbero essere espressamente escluse.
|
|
(12)
|
Dovrebbero essere escluse dall’ambito di applicazione della presente direttiva altre attrezzature a pressione, sottoposte a una pressione massima ammissibile superiore a 0,5 bar e che presentano un rischio rilevante derivante dalla pressione, per le quali sono comunque garantiti la libera circolazione e un adeguato livello di sicurezza. Tali deroghe dovrebbero tuttavia essere riesaminate periodicamente onde accertare l’eventuale necessità di avviare azioni a livello dell’Unione.
|
|
(13)
|
Il campo di applicazione della presente direttiva dovrebbe fondarsi su una definizione generale di «attrezzatura a pressione» per tener conto dello sviluppo tecnico dei prodotti.
|
|
(14)
|
Al fine di garantire la sicurezza delle attrezzature a pressione, è essenziale la conformità con i requisiti essenziali di sicurezza. Detti requisiti dovrebbero essere suddivisi in requisiti generali e specifici che le attrezzature a pressione devono soddisfare. I requisiti specifici, in particolare, dovrebbero tenere conto di particolari tipi di attrezzature a pressione. Alcuni tipi di attrezzature a pressione delle categorie III e IV dovrebbero essere soggetti ad una valutazione finale comprendente un’ispezione finale e prove.
|
|
(15)
|
Gli Stati membri dovrebbero essere in grado di permettere, in occasione di fiere commerciali, la presentazione di attrezzature a pressione non ancora conformi ai requisiti della presente direttiva. Nel corso delle dimostrazioni dovrebbero essere prese le misure di sicurezza adeguate per garantire la sicurezza delle persone, in applicazione delle norme generali di sicurezza dello Stato membro interessato.
|
|
(16)
|
La direttiva 97/23/CE opera una classificazione delle attrezzature a pressione in categorie, a seconda del livello ascendente di pericolo. Viene effettuata anche una classificazione del fluido contenuto nelle attrezzature a pressione a seconda della sua pericolosità, a norma della direttiva 67/548/CEE del Consiglio (9). Il 1o giugno 2015 la direttiva 67/548/CEE sarà abrogata e sostituita dal regolamento (CE) n. 1272/2008 del Parlamento europeo e del Consiglio (10), che attua all’interno dell’Unione il sistema generale armonizzato di classificazione ed etichettatura dei prodotti chimici (GHS, Globally Harmonised System of Classification and Labelling of Chemicals) adottato a livello internazionale nell’ambito della struttura delle Nazioni Unite. Il regolamento (CE) n. 1272/2008 introduce nuove classi e categorie di pericolo che corrispondono solo parzialmente a quelle previste dalla direttiva 67/548/CEE. È pertanto opportuno adeguare la direttiva 97/23/CE al regolamento (CE) n. 1272/2008, mantenendo nel contempo i livelli esistenti di protezione garantiti dalla direttiva.
|
|
(17)
|
Gli operatori economici dovrebbero essere responsabili della conformità delle attrezzature a pressione e degli insiemi ai requisiti della presente direttiva, in funzione del rispettivo ruolo che rivestono nella catena di fornitura, in modo da garantire un elevato livello di protezione di interessi pubblici, quali la salute e la sicurezza delle persone, la protezione degli animali domestici e dei beni, nonché una concorrenza leale sul mercato dell’Unione.
|
|
(18)
|
Tutti gli operatori economici che intervengono nella catena di fornitura e distribuzione dovrebbero adottare le misure necessarie per garantire la messa a disposizione sul mercato solo di attrezzature a pressione e di insiemi conformi alla presente direttiva. È necessario stabilire una ripartizione chiara e proporzionata degli obblighi corrispondenti al ruolo di ogni operatore economico nella catena di fornitura e distribuzione.
|
|
(19)
|
Il fabbricante, possedendo le conoscenze dettagliate relative al processo di progettazione e produzione, si trova nella posizione migliore per eseguire la procedura di valutazione della conformità. La valutazione della conformità dovrebbe quindi rimanere obbligo esclusivo del fabbricante.
|
|
(20)
|
Per facilitare la comunicazione tra gli operatori economici, le autorità di vigilanza del mercato e i consumatori, gli Stati membri dovrebbero incoraggiare gli operatori economici a fornire l’indirizzo del sito Internet in aggiunta a quello postale.
|
|
(21)
|
È necessario garantire che le attrezzature a pressione e gli insiemi provenienti da paesi terzi che entrano nel mercato dell’Unione siano conformi alle prescrizioni stabilite dalla presente direttiva e in particolare che i fabbricanti abbiano effettuato adeguate procedure di valutazione della conformità in merito a tali attrezzature a pressione o tali insiemi. È pertanto opportuno prevedere che gli importatori si assicurino di immettere sul mercato attrezzature a pressione o insiemi conformi alle prescrizioni stabilite dalla presente direttiva e di non immettere sul mercato attrezzature a pressione o insiemi che non sono conformi a tali prescrizioni o presentano un rischio. Dovrebbe essere inoltre previsto che gli importatori si assicurino che siano state effettuate le procedure di valutazione della conformità e che la marcatura delle attrezzature a pressione o degli insiemi e la documentazione elaborata dai fabbricanti siano a disposizione delle autorità nazionali competenti a fini di controllo.
|
|
(22)
|
All’atto dell’immissione delle attrezzature a pressione o degli insiemi sul mercato, ogni importatore dovrebbe indicare sulle attrezzature a pressione o sugli insiemi in questione il proprio nome, la denominazione commerciale registrata o il marchio registrato e l’indirizzo postale al quale può essere contattato. È opportuno prevedere eccezioni qualora le dimensioni o la natura delle attrezzature a pressione o degli insiemi non consentano tale indicazione. Queste comprendono il caso in cui l’importatore dovrebbe aprire l’imballaggio per apporre il proprio nome e indirizzo sulle attrezzature o sugli insiemi.
|
|
(23)
|
Il distributore mette le attrezzature a pressione o gli insiemi a disposizione sul mercato dopo che il fabbricante o l’importatore li ha immessi sul mercato e dovrebbe agire con la dovuta cautela per garantire che la manipolazione delle attrezzature a pressione o degli insiemi non incida negativamente sulla loro conformità ai requisiti stabiliti dalla presente direttiva.
|
|
(24)
|
Qualsiasi operatore economico che immetta sul mercato attrezzature a pressione o insiemi con il proprio nome o marchio commerciale oppure modifichi attrezzature a pressione o insiemi in modo tale da incidere sulla conformità alle prescrizioni stabilite dalla presente direttiva dovrebbe esserne considerato il fabbricante e assumersi pertanto i relativi obblighi.
|
|
(25)
|
I distributori e gli importatori, vista la loro vicinanza al mercato, dovrebbero essere coinvolti nei compiti di vigilanza del mercato svolti dalle autorità nazionali competenti e dovrebbero essere pronti a parteciparvi attivamente, fornendo a tali autorità tutte le informazioni necessarie sulle attrezzature a pressione o sugli insiemi in questione.
|
|
(26)
|
Garantire la rintracciabilità delle attrezzature a pressione o degli insiemi in tutta la catena di fornitura contribuisce a semplificare la vigilanza del mercato e a migliorarne l’efficienza. Un sistema efficiente di rintracciabilità facilita il compito delle autorità di vigilanza del mercato di rintracciare gli operatori economici che hanno commercializzato attrezzature a pressione o insiemi non conformi.
|
|
(27)
|
Nel conservare le informazioni previste dalla presente direttiva per l’identificazione di altri operatori economici, questi ultimi non dovrebbero essere tenuti ad aggiornare tali informazioni in merito agli altri operatori economici che hanno fornito loro o ai quali essi hanno fornito attrezzature a pressione o insiemi.
|
|
(28)
|
È opportuno che la presente direttiva si limiti a formulare i requisiti essenziali di sicurezza. Per facilitare la valutazione della conformità a tali requisiti, è necessario prevedere una presunzione di conformità delle attrezzature a pressione o degli insiemi conformi alle norme armonizzate adottate a norma del regolamento (UE) n. 1025/2012 del Parlamento europeo e del Consiglio (11) con la finalità di formulare specifiche tecniche dettagliate in relazione a tali requisiti, specialmente per quanto concerne la progettazione, la fabbricazione e le prove delle attrezzature a pressione o degli insiemi.
|
|
(29)
|
Il regolamento (UE) n. 1025/2012 prevede una procedura relativa alle obiezioni alle norme armonizzate che non soddisfino completamente le prescrizioni della presente direttiva.
|
|
(30)
|
La fabbricazione di attrezzature a pressione esige l’impiego di materiali sicuri. In mancanza di norme armonizzate è opportuno definire le caratteristiche dei materiali destinati ad un uso ripetuto. Tali caratteristiche dovrebbero essere attuate mediante approvazioni europee di materiali rilasciate da uno degli organismi notificati specialmente designati per questo compito. I materiali conformi a siffatta approvazione dovrebbero beneficiare di una presunzione di conformità con i requisiti essenziali di sicurezza della presente direttiva.
|
|
(31)
|
Data la natura dei rischi determinati dall’impiego delle attrezzature a pressione e degli insiemi, e per consentire agli operatori economici di dimostrare e alle autorità competenti di garantire che le attrezzature a pressione o gli insiemi messi a disposizione sul mercato sono conformi ai requisiti essenziali di sicurezza, è necessario prevedere procedure di valutazione della conformità. Tali procedure dovrebbero essere concepite tenendo conto delgrado di pericolo caratteristico delle attrezzature a pressione o degli insiemi. Pertanto ad ogni categoria di attrezzature a pressione dovrebbe essere attribuita una procedura adeguata o una selezione di procedure diverse ma ugualmente rigorose. La decisione n. 768/2008/CE contiene una serie di moduli per le procedure di valutazione della conformità, che vanno dalla procedura meno severa a quella più severa con un rigore proporzionale al livello di rischio effettivo e di sicurezza richiesto. Per garantire la coerenza intersettoriale ed evitare varianti ad hoc, è opportuno che le procedure di valutazione della conformità siano scelte tra questi moduli. I particolari aggiunti alle suddette procedure sono giustificati dalla natura della verifica richiesta per le attrezzature a pressione.
|
|
(32)
|
Gli Stati membri dovrebbero essere in grado di autorizzare gli ispettorati degli utilizzatori a svolgere compiti definiti per valutare la conformità nell’ambito della presente direttiva. A tal fine, la direttiva dovrebbe definire i criteri per l’autorizzazione di detti ispettorati da parte degli Stati membri.
|
|
(33)
|
In base a talune procedure per la valutazione della conformità ciascun elemento dovrebbe poter essere ispezionato e verificato da un organismo notificato o un ispettorato degli utilizzatori nel quadro della valutazione finale dell’attrezzatura a pressione o dell’insieme. In altri casi è opportuno prendere misure per assicurare che la valutazione finale possa essere verificata da un organismo notificato per mezzo di visite effettuate senza preavviso.
|
|
(34)
|
I fabbricanti dovrebbero redigere una dichiarazione di conformità UE che fornisca le informazioni richieste a norma della presente direttiva sulla conformità dell’attrezzatura a pressione o dell’insieme alle prescrizioni stabilite dalla presente direttiva e da altri atti pertinenti della normativa di armonizzazione dell’Unione.
|
|
(35)
|
Per garantire un accesso effettivo alle informazioni a fini di vigilanza del mercato, nei casi in cui un’attrezzatura a pressione o un insieme siano regolamentati da vari atti della normativa di armonizzazione dell’Unione, le informazioni necessarie per identificare tutti gli atti dell’Unione applicabili dovrebbero essere disponibili in un’unica dichiarazione di conformità UE. Al fine di ridurre gli oneri amministrativi a carico degli operatori economici, tale dichiarazione unica UE può essere un fascicolo comprendente le dichiarazioni di conformità individuali pertinenti.
|
|
(36)
|
È necessario verificare il rispetto dei requisiti essenziali di sicurezza per garantire una tutela effettiva dei consumatori, degli altri utilizzatori e dei terzi.
|
|
(37)
|
In generale, le attrezzature a pressione e gli insiemi dovrebbero recare la marcatura CE. La marcatura CE, che indica la conformità delle attrezzature a pressione e degli insiemi, è la conseguenza visibile di un intero processo che comprende la valutazione della conformità in senso lato. I principi generali che disciplinano il marchio CE e le sue relazioni con altre marcature sono esposti nel regolamento (CE) n. 765/2008, mentre la presente direttiva dovrebbe dettare le norme che disciplinano l’apposizione della marcatura CE.
|
|
(38)
|
La marcatura CE non dovrebbe essere apposta alle attrezzature a pressione di cui alla presente direttiva che implicano solo un rischio minimo connesso alla pressione e per le quali non si giustifica pertanto alcuna procedura di certificazione.
|
|
(39)
|
Talune procedure di valutazione della conformità di cui alla presente direttiva richiedono l’intervento di organismi di valutazione della conformità, che sono notificati dagli Stati membri alla Commissione.
|
|
(40)
|
L’esperienza ha dimostrato che i criteri stabiliti dalla direttiva 97/23/CE, cui si devono attenere gli organismi di valutazione della conformità per essere notificati alla Commissione, non sono sufficienti a garantire un livello uniformemente alto di risultati degli organismi notificati in tutta l’Unione. È tuttavia indispensabile che tutti gli organismi di valutazione della conformità svolgano le proprie funzioni allo stesso livello e nelle stesse condizioni di concorrenza leale. A tal fine è necessario stabilire prescrizioni obbligatorie per gli organismi di valutazione della conformità che desiderano essere notificati per fornire servizi di valutazione della conformità.
|
|
(41)
|
Qualora un organismo di valutazione della conformità dimostri la conformità ai criteri fissati nelle norme armonizzate, si dovrebbe presumere che sia conforme alle corrispondenti prescrizioni fissate nella direttiva.
|
|
(42)
|
Per garantire un livello uniforme di qualità nella prestazione della valutazione della conformità, è necessario stabilire le prescrizioni da applicare alle autorità di notifica e agli altri organismi coinvolti nella valutazione, nella notifica e nel controllo degli organismi di valutazione della conformità.
|
|
(43)
|
Il sistema previsto dalla direttiva dovrebbe essere completato dal sistema di accreditamento di cui al regolamento (CE) n. 765/2008. Poiché l’accreditamento è un mezzo essenziale per la verifica della competenza degli organismi di valutazione della conformità, è opportuno impiegarlo anche ai fini della notifica.
|
|
(44)
|
L’accreditamento trasparente, quale previsto dal regolamento (CE) n. 765/2008, che garantisce il necessario livello di fiducia nei certificati di conformità, dovrebbe essere considerato dalle autorità pubbliche nazionali in tutta l’Unione lo strumento preferito per dimostrare la competenza tecnica di tali organismi. Tuttavia, le autorità nazionali possono ritenere di possedere gli strumenti idonei a effettuare da sé tale valutazione. In tal caso, onde assicurare l’opportuno livello di credibilità delle valutazioni effettuate dalle altre autorità nazionali, dovrebbero fornire alla Commissione e agli altri Stati membri le necessarie prove documentali che dimostrino che gli organismi di valutazione della conformità valutati rispettano le pertinenti prescrizioni regolamentari.
|
|
(45)
|
Spesso gli organismi di valutazione della conformità subappaltano parti delle loro attività connesse alla valutazione della conformità o fanno ricorso ad un’affiliata. Al fine di salvaguardare il livello di tutela richiesto per le attrezzature a pressione o gli insiemi da immettere sul mercato dell’Unione, è indispensabile che i subappaltatori e le affiliate di valutazione della conformità rispettino le stesse prescrizioni applicate agli organismi notificati in relazione allo svolgimento di compiti di valutazione della conformità. È pertanto importante che la valutazione della competenza e delle prestazioni degli organismi da notificare e la sorveglianza degli organismi già notificati siano estese anche alle attività eseguite dai subappaltatori e dalle affiliate.
|
|
(46)
|
È necessario aumentare l’efficienza e la trasparenza della procedura di notifica e, in particolare, adattarla alle nuove tecnologie in modo da consentire la notifica elettronica.
|
|
(47)
|
Poiché gli organismi di valutazione della conformità possono offrire i propri servizi in tutta l’Unione, è opportuno conferire agli altri Stati membri e alla Commissione la possibilità di sollevare obiezioni relative a un organismo notificato. È pertanto importante prevedere un periodo durante il quale sia possibile chiarire eventuali dubbi o preoccupazioni circa la competenza degli organismi di valutazione della conformità prima che essi inizino ad operare in qualità di organismi notificati.
|
|
(48)
|
Nell’interesse della competitività, è fondamentale che gli organismi di valutazione della conformità applichino le procedure di valutazione della conformità senza creare oneri superflui per gli operatori economici. Per lo stesso motivo, e per garantire la parità di trattamento degli operatori economici, dovrebbe essere garantita la coerenza nell’applicazione tecnica delle procedure di valutazione della conformità, che può essere realizzata meglio mediante un coordinamento appropriato e la cooperazione tra organismi di valutazione della conformità.
|
|
(49)
|
Gli Stati membri dovrebbero adottare tutti i provvedimenti opportuni per assicurare che le attrezzature a pressione e gli insiemi possano essere immessi in commercio solo se, adeguatamente immagazzinati e usati ai fini cui sono destinati, o in condizioni d’uso ragionevolmente prevedibili, non mettono in pericolo la salute e la sicurezza delle persone. Le attrezzature a pressione o gli insiemi dovrebbero essere considerati non conformi ai requisiti essenziali di sicurezza stabiliti dalla presente direttiva solo in condizioni d’uso ragionevolmente prevedibili, vale a dire quando tale uso possa derivare da un comportamento umano lecito e facilmente prevedibile.
|
|
(50)
|
Al fine di assicurare condizioni uniformi di applicazione della presente direttiva, è opportuno conferire competenze di esecuzione alla Commissione. Tali competenze dovrebbero essere esercitate conformemente al regolamento (UE) n. 182/2011 del Parlamento europeo e del Consiglio (12).
|
|
(51)
|
Per l’adozione di atti di esecuzione che richiedono allo Stato membro notificante di adottare le necessarie misure correttive nei confronti degli organismi notificati che non soddisfano o non soddisfano più i requisiti per la loro notifica, si dovrebbe far ricorso alla procedura consultiva.
|
|
(52)
|
Per l’adozione di atti di esecuzione riguardanti le approvazioni europee di materiali che presentano carenze e per le quali i riferimenti sono già stati pubblicati nella Gazzetta ufficiale dell’Unione europea si dovrebbe far ricorso alla procedura d’esame, dato che tali decisioni potrebbero avere conseguenze sulla presunzione di conformità ai requisiti essenziali applicabili.
|
|
(53)
|
Per imperativi motivi d’urgenza debitamente giustificati connessi alle attrezzature a pressione o agli insiemi conformi che presentano un rischio per la salute o l’incolumità delle persone, per gli animali domestici o per i beni, la Commissione dovrebbe adottare atti di esecuzione immediatamente applicabili.
|
|
(54)
|
Conformemente alla prassi in uso, il comitato istituito a norma della presente direttiva può svolgere un ruolo utile esaminando le questioni concernenti l’applicazione della direttiva stessa che possono essere sollevate dal suo presidente o dal rappresentante di uno Stato membro in conformità del suo regolamento interno.
|
|
(55)
|
Ogniqualvolta si esaminino questioni relative alla presente direttiva, ad eccezione della sua attuazione o di sue violazioni, vale a dire in un gruppo di esperti della Commissione, il Parlamento europeo dovrebbe ricevere, in linea con la prassi corrente, tutte le informazioni e la documentazione, nonché, ove opportuno, l’invito a partecipare a tali riunioni.
|
|
(56)
|
La Commissione dovrebbe determinare mediante atti di esecuzione e, in virtù della loro natura speciale, senza applicare il regolamento (UE) n. 182/2011, se le misure adottate dagli Stati membri nei confronti di apparecchiature a pressione o insiemi non conformi siano giustificate o meno.
|
|
(57)
|
Al fine di tenere conto di fondati motivi di sicurezza dovrebbe essere delegato alla Commissione il potere di adottare atti conformemente all’articolo 290 TFUE riguardo alla modifica della classificazione delle attrezzature a pressione o degli insiemi. La riclassificazione dovrebbe essere basata in ciascun caso su prove e motivazioni adeguate. È di particolare importanza che durante i lavori preparatori la Commissione svolga adeguate consultazioni, anche a livello di esperti.
|
|
(58)
|
Nella preparazione e nell’elaborazione degli atti delegati la Commissione dovrebbe provvedere alla contestuale, tempestiva e appropriata trasmissione dei documenti pertinenti al Parlamento europeo e al Consiglio.
|
|
(59)
|
La direttiva 97/23/CE prevede un regime transitorio che consente la messa in servizio delle attrezzature a pressione e degli insiemi rispondenti alla normativa nazionale in vigore alla data di applicazione della direttiva 97/23/CE. Per motivi di certezza del diritto, è necessario che anche la presente direttiva contempli tale regime transitorio.
|
|
(60)
|
È pertanto opportuno prevedere un regime transitorio ragionevole che consenta di mettere a disposizione sul mercato e di mettere in servizio, senza che sia necessario rispettare altri requisiti relativi ai prodotti, attrezzature a pressione e insiemi che, prima della data di applicazione delle disposizioni nazionali che recepiscono la presente direttiva, sono già stati immessi sul mercato a norma della direttiva 97/23/CE. I distributori dovrebbero quindi poter fornire attrezzature a pressione e insiemi immessi sul mercato, vale a dire gli stock che si trovano già nella catena di distribuzione, prima della data di applicazione delle disposizioni nazionali di recepimento della presente direttiva.
|
|
(61)
|
Gli Stati membri dovrebbero stabilire regole quanto alle sanzioni applicabili in caso di violazione delle disposizioni del diritto nazionale adottate ai sensi della presente direttiva e assicurare che tali regole siano applicate. Le sanzioni dovrebbero essere efficaci, proporzionate e dissuasive.
|
|
(62)
|
Poiché l’obiettivo della presente direttiva, vale a dire garantire che le attrezzature a pressione o gli insiemi sul mercato soddisfino requisiti che offrano un elevato livello di protezione della salute e della sicurezza delle persone e di protezione degli animali domestici e dell’integrità dei beni, assicurando nel contempo il funzionamento del mercato interno, non può essere conseguito in maniera sufficiente dagli Stati membri ma, a motivo della sua portata e dei suoi effetti, può essere conseguito meglio a livello dell’Unione, quest’ultima può intervenire in base al principio di sussidiarietà sancito dall’articolo 5 del trattato sull’Unione europea. La presente direttiva si limita a quanto è necessario per conseguire tale obiettivo in ottemperanza al principio di proporzionalità enunciato nello stesso articolo.
|
|
(63)
|
L’obbligo di recepire la presente direttiva nel diritto interno dovrebbe essere limitato alle disposizioni che rappresentano modificazioni sostanziali della direttiva precedente. L’obbligo di recepimento delle disposizioni rimaste immutate deriva dalla direttiva precedente.
|
|
(64)
|
La presente direttiva dovrebbe far salvi gli obblighi degli Stati membri relativi ai termini di recepimento nel diritto nazionale e alla data di applicazione della direttiva indicati nell’allegato V, parte B,
|
HANNO ADOTTATO LA PRESENTE DIRETTIVA:
CAPO 1
DISPOSIZIONI GENERALI
Articolo 1
Ambito di applicazione
1. La presente direttiva si applica alla progettazione, fabbricazione e valutazione di conformità delle attrezzature a pressione e degli insiemi sottoposti ad una pressione massima ammissibile PS superiore a 0,5 bar.
2. Sono esclusi dall’ambito di applicazione della presente direttiva:
|
a)
|
le condotte comprendenti una tubazione o un sistema di tubazioni per il trasporto di qualsiasi fluido o sostanza verso un impianto o a partire da esso (in mare aperto o sulla terraferma), a partire da, ed ivi compreso, l’ultimo organo di isolamento situato nel perimetro dell’impianto, ivi comprese tutte le attrezzature collegate specificamente concepite per la condotta. Non sono invece escluse le attrezzature a pressione standard, come quelle delle cabine di salto di pressione e delle centrali di spinta;
|
|
b)
|
le reti per la raccolta, la distribuzione e il deflusso di acqua e relative apparecchiature, nonché le canalizzazioni per acqua motrice come condotte forzate, gallerie e pozzi in pressione per impianti idroelettrici ed i relativi accessori specifici;
|
|
c)
|
i recipienti semplici a pressione di cui alla direttiva 2014/29/UE del Parlamento europeo e del Consiglio (13);
|
|
d)
|
gli aerosol di cui alla direttiva 75/324/CEE del Consiglio (14);
|
|
e)
|
le attrezzature destinate al funzionamento dei veicoli definiti nei seguenti atti giuridici:
|
i)
|
direttiva 2007/46/CE del Parlamento europeo e del Consiglio (15);
|
|
ii)
|
regolamento (UE) n. 167/2013 del Parlamento europeo e del Consiglio (16);
|
|
iii)
|
regolamento (UE) n. 168/2013 del Parlamento europeo e del Consiglio (17);
|
|
|
f)
|
le attrezzature appartenenti al massimo alla categoria I a norma dell’articolo 13 della presente direttiva e contemplate da una delle seguenti direttive:
|
i)
|
direttiva 2006/42/CE del Parlamento europeo e del Consiglio (18);
|
|
ii)
|
direttiva 2014/33/UE del Parlamento europeo e del Consiglio (19);
|
|
iii)
|
direttiva 2014/35/UE del Parlamento europeo e del Consiglio (20);
|
|
iv)
|
direttiva 93/42/CEE del Consiglio (21);
|
|
v)
|
direttiva 2009/142/CE del Parlamento europeo e del Consiglio (22);
|
|
vi)
|
direttiva 2014/34/UE del Parlamento europeo e del Consiglio (23);
|
|
|
g)
|
le attrezzature di cui all’articolo 346, paragrafo 1, lettera b) TFUE;
|
|
h)
|
le attrezzature progettate specificamente per usi nucleari le quali, in caso di guasto, possono provocare emissioni di radioattività;
|
|
i)
|
le attrezzature per il controllo dei pozzi nell’industria dell’esplorazione ed estrazione del petrolio, del gas o geotermica nonché nello stoccaggio sotterraneo, e previste per contenere e/o controllare la pressione del pozzo. Sono compresi la testa pozzo (albero di Natale), gli otturatori di sicurezza (BOP), le tubazioni e i collettori nonché le loro attrezzature a monte;
|
|
j)
|
le attrezzature di cui fanno parte alloggiamenti o meccanismi in cui il dimensionamento, la scelta dei materiali, le norme di costruzione sono motivati essenzialmente da criteri di resistenza, rigidità e stabilità nei confronti degli effetti operativi statici e dinamici o per altri criteri legati al loro funzionamento e per le quali la pressione non costituisce un fattore significativo a livello di progettazione, quali:
|
i)
|
i motori, comprese le turbine e i motori a combustione interna;
|
|
ii)
|
le macchine a vapore, le turbine a gas o a vapore, i turbogeneratori, i compressori, le pompe e gli attuatori;
|
|
|
k)
|
gli altiforni, compresi i sistemi di raffreddamento dei forni, i dispositivi di recupero dell’aria calda, di estrazione delle polveri e i dispositivi di lavaggio dei gas di scarico degli altiforni e i cubilotti per la riduzione diretta, compreso il sistema di raffreddamento del forno, i convertitori a gas e i recipienti per la fusione, la rifusione, la degassificazione e la colata di acciaio, ferro e di metalli non ferrosi;
|
|
l)
|
gli alloggiamenti per apparecchiature ad alta tensione come interruttori, dispositivi di comando, trasformatori e macchine rotanti;
|
|
m)
|
gli alloggiamenti pressurizzati che avvolgono gli elementi dei sistemi di trasmissione quali cavi elettrici e telefonici;
|
|
n)
|
navi, razzi, aeromobili o unità mobili off-shore, nonché le attrezzature espressamente destinate ad essere installate a bordo di questi veicoli o alla loro propulsione;
|
|
o)
|
le attrezzature a pressione composte di un involucro leggero, ad esempio i pneumatici, i cuscini d’aria, le palle e i palloni da gioco, le imbarcazioni gonfiabili e altre attrezzature a pressione analoghe;
|
|
p)
|
i silenziatori di scarico e di immissione;
|
|
q)
|
le bottiglie o lattine per bevande gassate, destinate al consumo finale;
|
|
r)
|
i recipienti destinati al trasporto ed alla distribuzione di bevande con un PS·V non superiore a 500 bar·L e una pressione massima ammissibile non superiore a 7 bar;
|
|
s)
|
le attrezzature contemplate dalle direttive 2008/68/CE e 2010/35/UE e le attrezzature contemplate dal Codice marittimo internazionale per il trasporto delle merci pericolose e dalla Convenzione internazionale per l’aviazione civile;
|
|
t)
|
i termosifoni e i tubi negli impianti di riscaldamento ad acqua calda;
|
|
u)
|
i recipienti destinati a contenere liquidi con una pressione gassosa al di sopra del liquido non superiore a 0,5 bar.
|
Articolo 2
Definizioni
Ai fini della presente direttiva si intende per:
1) «attrezzature a pressione»: recipienti, tubazioni, accessori di sicurezza ed accessori a pressione, compresi, se del caso, elementi annessi a parti pressurizzate, quali flange, raccordi, manicotti, supporti, alette mobili;
2) «recipiente»: un alloggiamento progettato e costruito per contenere fluidi pressurizzati; esso comprende gli elementi annessi diretti sino al dispositivo previsto per il collegamento con altre attrezzature. Un recipiente può essere composto di uno o più scomparti;
3) «tubazioni»: i componenti di una conduttura destinati al trasporto dei fluidi, allorché essi sono collegati al fine di essere inseriti in un sistema a pressione. Le tubazioni comprendono in particolare un tubo o un insieme di tubi, condotti, accessori, giunti a espansione, tubi flessibili o altri eventuali componenti sottoposti a pressione; gli scambiatori di calore costituiti da tubi per il raffreddamento o il riscaldamento di aria sono parificati alle tubazioni;
4) «accessori di sicurezza»: i dispositivi destinati alla protezione delle attrezzature a pressione contro il superamento dei limiti ammissibili, compresi i dispositivi per la limitazione diretta della pressione, quali valvole di sicurezza, dispositivi a disco di rottura, barre di schiacciamento, dispositivi di sicurezza pilotati (CSPRS) e dispositivi di limitazione che attivino i sistemi di regolazione o che chiudano o che chiudano e disattivino l’attrezzatura, come i commutatori attivati dalla pressione, dalla temperatura o dal livello del fluido e i dispositivi di misurazione, controllo e regolazione per la sicurezza (SRMCR);
5) «accessori a pressione»: i dispositivi aventi funzione di servizio e i cui alloggiamenti sono sottoposti a pressione;
6) «insiemi»: varie attrezzature a pressione montate da un fabbricante per costituire un tutto integrato e funzionale;
7) «pressione»: la pressione riferita alla pressione atmosferica, vale a dire pressione relativa; il vuoto è di conseguenza indicato con un valore negativo;
8) «pressione massima ammissibile (PS)»: la pressione massima per la quale l’attrezzatura è progettata, specificata dal fabbricante e definita in un punto da esso specificato, ovvero il punto in cui sono collegati gli organi di protezione o di sicurezza, oppure la parte superiore dell’attrezzatura o, se non idoneo, qualsiasi altro punto specificato;
9) «temperatura minima/massima ammissibile (TS)»: le temperature minime/massime per le quali l’attrezzatura è progettata, specificate dal fabbricante;
10) «volume (V)»: il volume interno di uno scomparto, compreso il volume dei raccordi alla prima connessione ed escluso il volume degli elementi interni permanenti;
11) «dimensione nominale (DN)»: la designazione numerica della dimensione comune a tutti i componenti di un sistema di tubazione diversi dai componenti indicati dai diametri esterni o dalla filettatura. Si tratta di un numero arrotondato per fini di riferimento e non è in stretta relazione con le dimensioni di fabbricazione. È contrassegnata dalle iniziali DN seguite da un numero;
12) «fluidi»: i gas, i liquidi e i vapori allo stato puro nonché le loro miscele; un fluido può contenere una sospensione di solidi;
13) «giunzioni permanenti»: le giunzioni che possono essere disgiunte solo con metodi distruttivi;
14) «approvazione europea di materiali»: un documento tecnico che definisce le caratteristiche dei materiali destinati ad un impiego ripetuto per la fabbricazione di attrezzature a pressione, che non hanno formato oggetto di una norma armonizzata;
15) «messa a disposizione sul mercato»: la fornitura di attrezzature a pressione o di insiemi per la distribuzione, il consumo o l’uso sul mercato dell’Unione nel corso di un’attività commerciale, a titolo oneroso o gratuito;
16) «immissione sul mercato»: la prima messa a disposizione sul mercato dell’Unione di attrezzature a pressione o di insiemi;
17) «messa in servizio»: la prima utilizzazione di un’attrezzatura a pressione o di un insieme da parte del suo utilizzatore;
18) «fabbricante»: la persona fisica o giuridica che fabbrica attrezzature a pressione o un insieme, o che fa progettare o fabbricare tale attrezzatura o tale insieme, e li commercializza con il proprio nome o marchio commerciale o li utilizza a fini propri;
19) «rappresentante autorizzato»: una persona fisica o giuridica stabilita nell’Unione che ha ricevuto da un fabbricante un mandato scritto che la autorizza ad agire a suo nome in relazione a determinati compiti;
20) «importatore»: la persona fisica o giuridica stabilita nell’Unione che immette sul mercato dell’Unione attrezzature a pressione o insiemi originari di un paese terzo;
21) «distributore»: la persona fisica o giuridica presente nella catena di fornitura, diversa dal fabbricante e dall’importatore, che mette a disposizione sul mercato attrezzature a pressione o insiemi;
22) «operatori economici»: il fabbricante, il rappresentante autorizzato, l’importatore e il distributore;
23) «specifica tecnica»: un documento che prescrive i requisiti tecnici che le attrezzature a pressione o gli insiemi devono soddisfare;
24) «norma armonizzata»: la norma armonizzata di cui all’articolo 2, punto 1, lettera c), del regolamento (UE) n. 1025/2012;
25) «accreditamento»: accreditamento quale definito all’articolo 2, punto 10, del regolamento (CE) n. 765/2008;
26) «organismo nazionale di accreditamento»: organismo nazionale di accreditamento di cui all’articolo 2, punto 11, del regolamento (CE) n. 765/2008;
27) «valutazione della conformità»: il processo atto a dimostrare il rispetto dei requisiti essenziali di sicurezza della presente direttiva relativi alle attrezzature a pressione o agli insiemi;
28) «organismo di valutazione della conformità»: un organismo che svolge attività di valutazione della conformità, fra cui tarature, prove, certificazioni e ispezioni;
29) «richiamo»: qualsiasi misura volta a ottenere la restituzione di attrezzature a pressione o di insiemi già messi a disposizione dei consumatori o di altri utilizzatori;
30) «ritiro»: qualsiasi misura volta a impedire la messa a disposizione sul mercato di attrezzature a pressione o di insiemi presenti nella catena di fornitura;
31) «marcatura CE»: una marcatura mediante la quale il fabbricante indica che l’attrezzatura a pressione o l’insieme è conforme ai requisiti applicabili stabiliti nella normativa di armonizzazione dell’Unione che ne prevede l’apposizione;
32) «normativa di armonizzazione dell’Unione»: la normativa dell’Unione che armonizza le condizioni di commercializzazione dei prodotti.
Articolo 3
Messa a disposizione sul mercato e messa in servizio
1. Gli Stati membri adottano tutte le disposizioni appropriate per assicurare che le attrezzature a pressione e gli insiemi possano essere messi a disposizione sul mercato e messi in servizio soltanto se soddisfano i requisiti della presente direttiva in caso di installazione e manutenzione adeguate e di impiego conforme alla loro destinazione.
2. La presente direttiva non pregiudica la facoltà degli Stati membri di prescrivere i requisiti che essi ritengono necessari per garantire la protezione delle persone e in particolare dei lavoratori in occasione dell’uso delle attrezzature a pressione o degli insiemi in questione, sempre che ciò non implichi loro modifiche non contemplate dalla presente direttiva.
3. In occasione di fiere, esposizioni, dimostrazioni ed eventi simili, gli Stati membri non vietano l’esposizione di attrezzature a pressione o di insiemi che non siano conformi alla presente direttiva, a condizione che un’evidente indicazione grafica indichi chiaramente che dette attrezzature o detti insiemi non possono essere messi a disposizione sul mercato e/o messi in servizio fintanto che non siano messi in conformità. In occasione delle dimostrazioni sono applicate disposizioni appropriate di sicurezza conformemente ai requisiti fissati dall’autorità competente dello Stato membro interessato al fine di garantire l’incolumità delle persone.
Articolo 4
Requisiti tecnici
1. Le attrezzature a pressione indicate di seguito soddisfano i requisiti essenziali di sicurezza stabiliti nell’allegato I:
|
a)
|
recipienti, ad eccezione di quelli di cui alla lettera b), destinati a:
|
i)
|
gas, gas liquefatti, gas dissolti sotto pressione, vapori e liquidi la cui tensione di vapore alla temperatura massima ammissibile è superiore di almeno 0,5 bar alla pressione atmosferica normale (1 013 mbar) entro i seguenti limiti:
|
—
|
per i fluidi del gruppo 1, quando il volume è superiore a 1 litro e il prodotto PS·V è superiore a 25 bar·L, nonché quando la pressione PS è superiore a 200 bar (allegato II, tabella 1),
|
|
—
|
per i fluidi del gruppo 2, quando il volume è superiore a 1 litro e il prodotto PS·V è superiore a 50 bar·L, nonché quando la pressione PS è superiore a 1 000 bar, nonché per tutti gli estintori portatili e le bombole per apparecchi respiratori (allegato II, tabella 2);
|
|
|
ii)
|
liquidi con una tensione di vapore alla temperatura massima ammissibile inferiore o pari a 0,5 bar oltre la pressione atmosferica normale (1 013 mbar), entro i seguenti limiti:
|
—
|
per i fluidi del gruppo 1, quando il volume è superiore a 1 litro e il prodotto PS·V è superiore a 200 bar·L, nonché quando la pressione PS è superiore a 500 bar (allegato II, tabella 3),
|
|
—
|
per i fluidi del gruppo 2, quando la pressione PS è superiore a 10 bar e il prodotto PS·V è superiore a 10 000 bar·L, nonché quando la pressione PS è superiore a 1 000 bar (allegato II, tabella 4);
|
|
|
|
b)
|
attrezzature a pressione a focolare o altro tipo di riscaldamento, con rischio di surriscaldamento, destinate alla generazione di vapore o acqua surriscaldata a temperature superiori a 110 °C, quando il volume è superiore a 2 litri, nonché tutte le pentole a pressione (allegato II, tabella 5);
|
|
c)
|
tubazioni destinate a:
|
i)
|
gas, gas liquefatti, gas dissolti sotto pressione, vapori e liquidi la cui tensione di vapore alla temperatura massima ammissibile è superiore di 0,5 bar alla pressione atmosferica normale (1 013 mbar), entro i seguenti limiti:
|
—
|
per i fluidi del gruppo 1, quando la DN è superiore a 25 (allegato II, tabella 6),
|
|
—
|
per i fluidi del gruppo 2, quando la DN è superiore a 32 e il prodotto PS·DN è superiore a 1 000 bar (allegato II, tabella 7);
|
|
|
ii)
|
liquidi con una tensione di vapore alla temperatura massima ammissibile inferiore o pari a 0,5 bar oltre la pressione atmosferica normale (1 013 mbar) entro i seguenti limiti:
|
—
|
per i fluidi del gruppo 1, quando la DN è superiore a 25 e il prodotto PS·DN è superiore a 2 000 bar (allegato II, tabella 8),
|
|
—
|
per i fluidi del gruppo 2, quando il PS è superiore a 10 bar, la DN è superiore a 200 e il prodotto PS·DN è superiore a 5 000 bar (allegato II, tabella 9);
|
|
|
|
d)
|
accessori di sicurezza e accessori a pressione destinati ad attrezzature di cui alle lettere a), b) e c), anche quando tali attrezzature sono inserite in un insieme.
|
2. Gli insiemi seguenti comprendenti almeno un’attrezzatura a pressione di cui al paragrafo 1 soddisfano i requisiti essenziali di sicurezza enunciati nell’allegato I:
|
a)
|
gli insiemi previsti per la produzione di vapore o di acqua surriscaldata ad una temperatura superiore a 110 °C, contenenti almeno un’attrezzatura a pressione a focolare o altro tipo di riscaldamento, con rischio di surriscaldamento;
|
|
b)
|
gli insiemi diversi da quelli indicati alla lettera a), allorché il fabbricante li destina a essere messi a disposizione sul mercato e messi in servizio come insiemi.
|
In deroga al primo comma, gli insiemi previsti per la produzione di acqua calda ad una temperatura inferiore o pari a 110 °C, alimentati manualmente con combustibile solido, con un PS·V superiore a 50 bar·L soddisfano i requisiti essenziali di sicurezza di cui ai punti 2.10, 2.11, 3.4, 5a) e 5d) dell’allegato I.
3. Le attrezzature a pressione e gli insiemi aventi caratteristiche inferiori o pari ai limiti fissati rispettivamente al paragrafo 1, lettere a), b) e c) e al paragrafo 2 devono essere progettati e fabbricati secondo una corretta prassi costruttiva in uso in uno degli Stati membri che assicuri la sicurezza di utilizzazione. Le attrezzature a pressione e gli insiemi devono essere corredati di sufficienti istruzioni per l’uso.
Tali attrezzature o tali insiemi non recano la marcatura CE di cui all’articolo 18, fatte salve le altre norme applicabili dell’Unione in materia di armonizzazione che ne prevedono l’affissione.
Articolo 5
Libera circolazione
1. Gli Stati membri non vietano, limitano od ostacolano, per rischi dovuti alla pressione, la messa a disposizione sul mercato o la messa in servizio, alle condizioni fissate dal fabbricante, di attrezzature a pressione o di insiemi conformi alle disposizioni della presente direttiva.
Gli Stati membri non vietano, limitano od ostacolano, per rischi dovuti alla pressione, la messa a disposizione sul mercato o la messa in servizio di attrezzature a pressione o di insiemi conformi alle disposizioni dell’articolo 4, paragrafo 3.
2. Uno Stato membro che ha designato un ispettorato degli utilizzatori in base alle prescrizioni stabilite all’articolo 25 non può, per rischi dovuti alla pressione, vietare, limitare o ostacolare la commercializzazione o la messa in servizio, alle condizioni previste dall’articolo 16, di attrezzature a pressione o di insiemi la cui conformità è stata valutata da un ispettorato degli utilizzatori designato da un altro Stato membro in base alle prescrizioni indicate nell’articolo 25.
3. Gli Stati membri possono esigere, se necessario per un’utilizzazione corretta e sicura delle attrezzature a pressione e degli insiemi, che le informazioni di cui all’allegato I, punti 3.3 e 3.4, siano fornite nella lingua ufficiale dell’Unione che può essere determinata dallo Stato membro in cui l’attrezzatura o l’insieme vengono messi a disposizione sul mercato.
CAPO 2
OBBLIGHI DEGLI OPERATORI ECONOMICI
Articolo 6
Obblighi dei fabbricanti
1. All’atto dell’immissione sul mercato delle loro attrezzature a pressione o dei loro insiemi di cui all’articolo 4, paragrafi 1 e 2, ovvero all’atto dell’utilizzo degli stessi a fini propri, i fabbricanti assicurano che siano stati progettati e fabbricati conformemente ai requisiti essenziali di sicurezza di cui all’allegato I.
All’atto dell’immissione sul mercato delle loro attrezzature a pressione o dei loro insiemi di cui all’articolo 4, paragrafo 3, ovvero all’atto dell’utilizzo degli stessi a fini propri, i fabbricanti assicurano che siano stati progettati e fabbricati conformemente ad una corretta prassi costruttiva in uso in uno degli Stati membri.
2. I fabbricanti preparano la documentazione tecnica di cui all’allegato III ed eseguono o fanno eseguire la pertinente procedura di valutazione della conformità di cui all’articolo 14 per le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafi 1 e 2.
Qualora la conformità delle attrezzature a pressione o degli insiemi di cui all’articolo 4, paragrafi 1 e 2 alle prescrizioni applicabili sia stata dimostrata dalla procedura di cui al primo comma del presente paragrafo, i fabbricanti redigono una dichiarazione di conformità UE e appongono la marcatura CE.
3. I fabbricanti conservano la documentazione tecnica e la dichiarazione di conformità UE per un periodo di dieci anni dalla data in cui leattrezzature a pressione o gli insiemi sono stati immessi sul mercato.
4. I fabbricanti garantiscono che siano predisposte le procedure necessarie affinché la produzione in serie continui a essere conforme alla presente direttiva. Si tiene debitamente conto delle modifiche della progettazione o delle caratteristiche delle attrezzature a pressione o degli insiemi, nonché delle modifiche delle norme armonizzate o di altre specifiche tecniche con riferimento alle quali è dichiarata la conformità delle attrezzature a pressione o degli insiemi.
Laddove ritenuto necessario in considerazione dei rischi presentati dalle attrezzature a pressione o dagli insiemi, i fabbricanti eseguono, per proteggere la salute e la sicurezza dei consumatori e di altri utilizzatori, una prova a campione sulle attrezzature a pressione o sugli insiemi messi a disposizione sul mercato, esaminano i reclami, le attrezzature a pressione e gli insiemi non conformi e i richiami di tali attrezzature, mantengono, se del caso, un registro degli stessi e informano i distributori di tale monitoraggio.
5. I fabbricanti garantiscono che sulle loro attrezzature a pressione o sui loro insiemi sia apposto un numero di tipo, di lotto, di serie oppure qualsiasi altro elemento che consenta la loro identificazione oppure, qualora le dimensioni o la natura dell’attrezzatura o dell’insieme non lo consentano, che le informazioni prescritte siano fornite sull’imballaggio o in un documento di accompagnamento delle attrezzature.
6. I fabbricanti indicano sull’attrezzatura a pressione o sull’insieme il loro nome, la loro denominazione commerciale registrata o il loro marchio registrato e l’indirizzo postale al quale possono essere contattati oppure, ove ciò non sia possibile, li indicano sull’imballaggio o in un documento di accompagnamento dell’attrezzatura a pressione o dell’insieme. L’indirizzo indica un unico punto in cui il fabbricante può essere contattato. Le informazioni relative al contatto sono in una lingua facilmente comprensibile per i consumatori, gli altri utilizzatori e le autorità di vigilanza del mercato.
7. I fabbricanti garantiscono che le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafi 1 e 2, siano accompagnati da istruzioni e informazioni sulla sicurezza conformi all’allegato I, punti 3.3 e 3.4, in una lingua che può essere facilmente compresa dai consumatori e dagli altri utilizzatori, secondo quanto determinato dallo Stato membro interessato. Tali istruzioni e informazioni sulla sicurezza devono essere chiare, comprensibili e intelligibili.
I fabbricanti garantiscono che le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafo 3 siano accompagnati da istruzioni e informazioni sulla sicurezza conformi all’articolo 4, paragrafo 3, in una lingua che può essere facilmente compresa dai consumatori e dagli altri utilizzatori, secondo quanto determinato dallo Stato membro interessato. Tali istruzioni e informazioni sulla sicurezza devono essere chiare, comprensibili e intelligibili.
8. I fabbricanti che ritengono o hanno motivo di ritenere che le attrezzature a pressione o gli insiemi da essi immessi sul mercato non siano conformi alla presente direttiva prendono immediatamente le misure correttive necessarie per rendere conformi tali attrezzature a pressione o tali insiemi, per ritirarli o richiamarli, a seconda dei casi. Inoltre, qualora le attrezzature a pressione o gli insiemi presentino un rischio, i fabbricanti ne informano immediatamente le autorità nazionali competenti degli Stati membri in cui hanno messo a disposizione sul mercato tali attrezzature a pressione o tali insiemi, indicando in particolare i dettagli relativi alla non conformità e qualsiasi misura correttiva presa.
9. I fabbricanti, a seguito di una richiesta motivata di un’autorità nazionale competente, forniscono a quest’ultima tutte le informazioni e la documentazione necessarie per dimostrare la conformità delle attrezzature a pressione o degli insiemi alla presente direttiva, in una lingua che può essere facilmente compresa da tale autorità. Tali informazioni e documentazione possono essere fornite in forma cartacea o elettronica. I fabbricanti cooperano con tale autorità, su sua richiesta, a qualsiasi azione intrapresa per eliminare i rischi presentati dalle attrezzature a pressione o dagli insiemi che hanno immesso sul mercato.
Articolo 7
Rappresentanti autorizzati
1. Il fabbricante può nominare, mediante mandato scritto, un rappresentante autorizzato.
Gli obblighi di cui all’articolo 6, paragrafo 1, e l’obbligo di redigere una documentazione tecnica cui fa riferimento l’articolo 6, paragrafo 2, non rientrano nel mandato del rappresentante autorizzato.
2. Il rappresentante autorizzato esegue i compiti specificati nel mandato ricevuto dal fabbricante. Il mandato consente al rappresentante autorizzato di eseguire almeno i seguenti compiti:
|
a)
|
mantenere a disposizione delle autorità nazionali di vigilanza del mercato la dichiarazione di conformità UE e la documentazione tecnica per un periodo di dieci anni dalla data in cui le attrezzature a pressione o gli insiemi sono stati immessi sul mercato;
|
|
b)
|
a seguito di una richiesta motivata di un’autorità nazionale competente, fornire a tale autorità tutte le informazioni e la documentazione necessarie per dimostrare la conformità delle attrezzature a pressione o degli insiemi;
|
|
c)
|
cooperare con le autorità nazionali competenti, su loro richiesta, a qualsiasi azione intrapresa per eliminare i rischi presentati dalle attrezzature a pressione o dagli insiemi che rientrano nel mandato del rappresentante autorizzato.
|
Articolo 8
Obblighi degli importatori
1. Gli importatori immettono sul mercato solo attrezzature a pressione o insiemi conformi.
2. Prima di immettere sul mercato le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafi 1 e 2, gli importatori assicurano che il fabbricante abbia eseguito l’appropriata procedura di valutazione della conformità a norma dell’articolo 14. Essi assicurano che il fabbricante abbia preparato la documentazione tecnica, che le attrezzature a pressione o gli insiemi rechino la marcatura CE e siano accompagnati dalle istruzioni e dalle informazioni sulla sicurezza specificate nell’allegato I, punti 3.3 e 3.4, e che il fabbricante abbia rispettato le prescrizioni di cui all’articolo 6, paragrafi 5 e 6.
Prima di immettere sul mercato le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafo 3, gli importatori assicurano che il fabbricante abbia preparato la documentazione tecnica, che le attrezzature a pressione o gli insiemi siano accompagnati da adeguate istruzioni per l’uso e che il fabbricante abbia rispettato le prescrizioni di cui all’articolo 6, paragrafi 5 e 6.
L’importatore che ritiene o ha motivo di ritenere che l’attrezzatura a pressione o l’insieme non sia conforme ai requisiti essenziali di sicurezza di cui all’allegato I, non li immette sul mercato fino a quando non siano stati resi conformi. Inoltre, qualora l’ attrezzatura a pressione o l’insieme presenti un rischio, l’importatore ne informa il fabbricante e le autorità di vigilanza del mercato.
3. Gli importatori indicano sull’attrezzatura a pressione o sull’insieme il loro nome, la loro denominazione commerciale registrata o il loro marchio registrato e l’indirizzo postale al quale possono essere contattati oppure, ove ciò non sia possibile, li indicano sull’imballaggio o in un documento di accompagnamento dell’attrezzatura a pressione o dell’insieme. Le informazioni relative al contatto sono in una lingua facilmente comprensibile per i consumatori, gli altri utilizzatori e le autorità di vigilanza del mercato.
4. Gli importatori garantiscono che le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafi 1 e 2, siano accompagnati da istruzioni e informazioni sulla sicurezza conformi all’allegato I, punti 3.3 e 3.4, in una lingua che può essere facilmente compresa dai consumatori e dagli altri utilizzatori, secondo quanto determinato dallo Stato membro interessato.
Gli importatori garantiscono che le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafo 3, siano accompagnati da istruzioni e informazioni sulla sicurezza in una lingua che può essere facilmente compresa dai consumatori e dagli altri utilizzatori, secondo quanto determinato dallo Stato membro interessato.
5. Gli importatori garantiscono che, mentre le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafi 1 e 2, sono sotto la loro responsabilità, le condizioni di immagazzinamento o di trasporto non mettano a rischio la loro conformità ai requisiti essenziali di sicurezza di cui all’allegato I.
6. Laddove ritenuto necessario in considerazione dei rischi presentati dalle attrezzature a pressione o dagli insiemi, gli importatori eseguono, per proteggere la salute e la sicurezza dei consumatori e degli altri utilizzatori, una prova a campione sulle attrezzature a pressione o sugli insiemi messi a disposizione sul mercato, esaminano i reclami, le attrezzature a pressione e gli insiemi non conformi e i richiami di tali attrezzature, mantengono, se del caso, un registro degli stessi e informano i distributori di tale monitoraggio.
7. Gli importatori che ritengono o hanno motivo di ritenere che le attrezzature a pressione o gli insiemi da essi immessi sul mercato non siano conformi alla presente direttiva prendono immediatamente le misure correttive necessarie per rendere conformi tali attrezzature a pressione o tali insiemi, per ritirarli o richiamarli, a seconda dei casi. Inoltre, qualora le attrezzature a pressione o gli insiemi presentino un rischio, gli importatori ne informano immediatamente le autorità nazionali competenti degli Stati membri in cui hanno messo a disposizione sul mercato le attrezzature a pressione o gli insiemi, indicando in particolare i dettagli relativi alla non conformità e qualsiasi misura correttiva presa.
8. Per un periodo di dieci anni dalla data in cui le attrezzature a pressione o gli insiemi sono stati immessi sul mercato gli importatori mantengono la dichiarazione di conformità UE a disposizione delle autorità di vigilanza del mercato; garantiscono inoltre che, su richiesta, la documentazione tecnica possa essere resa disponibile a tali autorità.
9. Gli importatori, a seguito di una richiesta motivata di un’autorità nazionale competente, forniscono a quest’ultima tutte le informazioni e la documentazione necessarie per dimostrare la conformità di un’attrezzatura a pressione o di un insieme in una lingua facilmente compresa da tale autorità. Tali informazioni e documentazione possono essere fornite in forma cartacea o elettronica. Gli importatori cooperano con tale autorità, su sua richiesta, a qualsiasi azione intrapresa per eliminare i rischi presentati dalle attrezzature a pressione o dagli insiemi che hanno immesso sul mercato.
Articolo 9
Obblighi dei distributori
1. Quando mettono le attrezzature a pressione o gli insiemi a disposizione sul mercato, i distributori applicano con la dovuta diligenza le prescrizioni della presente direttiva.
2. Prima di mettere le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafi 1 e 2, a disposizione sul mercato, i distributori verificano che essi rechino la marcatura CE, siano accompagnati dalla documentazione necessaria nonché dalle istruzioni e dalle informazioni sulla sicurezza a norma dell’allegato I, punti 3.3 e 3.4, in una lingua facilmente compresa dai consumatori e dagli altri utilizzatori nello Stato membro in cui l’attrezzatura a pressione o l’insieme devono essere messi a disposizione sul mercato e che il fabbricante e l’importatore si siano conformati alle prescrizioni di cui, rispettivamente, all’articolo 6, paragrafi 5 e 6, e all’articolo 8, paragrafo 3.
Il distributore che ritiene o ha motivo di ritenere che le attrezzature a pressione o gli insiemi non siano conformi ai requisiti essenziali di sicurezza di cui all’allegato I, non li mette a disposizione sul mercato fino a quando non siano stati resi conformi. Inoltre, qualora le attrezzature a pressione o l’insieme presentino un rischio, il distributore ne informa il fabbricante o l’importatore e le autorità di vigilanza del mercato.
Prima di mettere l’attrezzatura a pressione o l’insieme di cui all’articolo 4, paragrafo 3, a disposizione sul mercato, i distributori verificano che tale attrezzatura a pressione o insieme siano accompagnati da istruzioni per l’uso adeguate, in una lingua che può essere facilmente compresa dai consumatori e da altri utilizzatori nello Stato membro in cui tale attrezzatura a pressione o insieme devono essere messi a disposizione sul mercato, e che il fabbricante e l’importatore si siano conformati alle prescrizioni di cui, rispettivamente, all’articolo 6, paragrafi 5 e 6, e all’articolo 8, paragrafo 3.
3. I distributori garantiscono che, mentre le attrezzature a pressione o gli insiemi di cui all’articolo 4, paragrafi 1 e 2, sono sotto la loro responsabilità, le condizioni di immagazzinamento o di trasporto non mettano a rischio la loro conformità ai requisiti essenziali di sicurezza di cui all’allegato I.
4. I distributori che ritengono o hanno motivo di ritenere che le attrezzature a pressione o gli insiemi da essi messi a disposizione sul mercato non siano conformi alla presente direttiva si assicurano che siano prese le misure correttive necessarie per rendere conformi tali attrezzature a pressione ovvero tali insiemi, per ritirarli o richiamarli, a seconda dei casi. Inoltre, qualora le attrezzature a pressione o gli insiemi presentino un rischio, i distributori ne informano immediatamente le autorità nazionali competenti degli Stati membri in cui hanno messo a disposizione sul mercato le attrezzature a pressione o gli insiemi, indicando in particolare i dettagli relativi alla non conformità e qualsiasi misura correttiva presa.
5. I distributori, a seguito di una richiesta motivata di un’autorità nazionale competente, forniscono a quest’ultima tutte le informazioni e la documentazione necessarie per dimostrare la conformità delle attrezzature a pressione o degli insiemi. Tali informazioni e documentazione possono essere fornite in forma cartacea o elettronica. I distributori cooperano con tale autorità, su sua richiesta, a qualsiasi azione intrapresa per eliminare i rischi presentati dalle attrezzature a pressione o dagli insiemi da essi messi a disposizione sul mercato.
Articolo 10
Casi in cui gli obblighi dei fabbricanti si applicano agli importatori e ai distributori
Un importatore o distributore è ritenuto un fabbricante ai fini della presente direttiva ed è soggetto agli obblighi del fabbricante di cui all’articolo 6 quando immette sul mercato un’attrezzatura a pressione o un insieme con il proprio nome o marchio commerciale o modifica un’attrezzatura a pressione o un insieme già immessi sul mercato in modo tale da poterne condizionare la conformità alle prescrizioni della presente direttiva.
Articolo 11
Identificazione degli operatori economici
Gli operatori economici indicano alle autorità di vigilanza che ne facciano richiesta:
|
a)
|
qualsiasi operatore economico che abbia fornito loro attrezzature a pressione o insiemi;
|
|
b)
|
qualsiasi operatore economico cui abbiano fornito attrezzature a pressione o insiemi.
|
Gli operatori economici devono essere in grado di presentare le informazioni di cui al primo comma per dieci anni dal momento in cui siano stati loro forniti attrezzature a pressione o insiemi e per dieci anni dal momento in cui essi abbiano fornito attrezzature a pressione o insiemi.
CAPO 3
CONFORMITÀ E CLASSIFICAZIONE DELLE ATTREZZATURE A PRESSIONE E DEGLI INSIEMI
Articolo 12
Presunzione di conformità
1. Le attrezzature a pressione e gli insiemi di cui all’articolo 4, paragrafi 1 e 2, che sono conformi alle norme armonizzate o a parti di esse i cui riferimenti sono stati pubblicati nella Gazzetta ufficiale dell’Unione europea sono considerati conformi ai requisiti essenziali di sicurezza di tali norme o parti di esse di cui all’allegato I.
2. I materiali utilizzati per la fabbricazione delle attrezzature a pressione o degli insiemi che sono conformi alle approvazioni europee di materiali i cui riferimenti sono stati pubblicati nella Gazzetta ufficiale dell’Unione europea a norma dell’articolo 15, paragrafo 4, sono considerati conformi ai requisiti essenziali di sicurezza applicabili enunciati nell’allegato I.
Articolo 13
Classificazione delle attrezzature a pressione
1. Le attrezzature a pressione di cui all’articolo 4, paragrafo 1, sono classificate per categoria, in base all’allegato II, secondo criteri di pericolo crescente.
Ai fini di questa classificazione, i fluidi sono suddivisi in due gruppi, nel modo seguente:
|
a)
|
gruppo 1, che comprende sostanze e miscele, così come definite all’articolo 2, punti 7 e 8, del regolamento (CE) n. 1272/2008, classificate come pericolose a norma delle seguenti classi di pericolo fisico o per la salute di cui all’allegato I, parti 2 e 3, di tale regolamento:
|
i)
|
esplosivi instabili, o esplosivi delle divisioni 1.1, 1.2, 1.3, 1.4 e 1.5;
|
|
ii)
|
gas infiammabili, categorie 1 e 2;
|
|
iii)
|
gas comburenti, categoria 1;
|
|
iv)
|
liquidi infiammabili, categoria 1 e 2;
|
|
v)
|
liquidi infiammabili della categoria 3, quando la temperatura massima ammissibile è superiore al punto di infiammabilità;
|
|
vi)
|
solidi infiammabili, categorie 1 e 2;
|
|
vii)
|
sostanze o miscele auto-reattive dei tipi da A a F;
|
|
viii)
|
liquidi piroforici, categoria 1;
|
|
ix)
|
solidi piroforici, categoria 1;
|
|
x)
|
sostanze e miscele che, a contatto con l’acqua, liberano gas infiammabili, categorie 1,2 e 3;
|
|
xi)
|
liquidi comburenti, categorie 1, 2 e 3;
|
|
xii)
|
solidi comburenti, categorie 1, 2 e 3;
|
|
xiii)
|
perossidi organici dei tipi da A a F;
|
|
xiv)
|
tossicità acuta orale, categorie 1 e 2;
|
|
xv)
|
tossicità acuta per via cutanea, categorie 1 e 2;
|
|
xvi)
|
tossicità acuta per inalazione, categorie 1, 2 e 3;
|
|
xvii)
|
tossicità specifica per organi bersaglio — esposizione singola, categoria 1.
|
Nel gruppo 1 rientrano anche le sostanze e miscele contenute nelle attrezzature a pressione la cui temperatura massima ammissibile TS è superiore al punto di infiammabilità del fluido;
|
|
b)
|
gruppo 2, che comprende le sostanze e miscele non elencate alla lettera a).
|
2. Allorché un recipiente è costituito da vari scomparti, è classificato nella categoria più elevata di ciascuno dei singoli scomparti. Allorché uno scomparto contiene più fluidi, è classificato in base al fluido che comporta la categoria più elevata.
Articolo 14
Procedure di valutazione della conformità
1. Le procedure di valutazione della conformità da applicare a un’attrezzatura a pressione sono determinate in base alla categoria stabilita all’articolo 13, in cui è classificata l’attrezzatura.
2. Le procedure di valutazione della conformità da applicare per le diverse categorie sono le seguenti:
|
c)
|
categoria III:
|
—
|
moduli B (tipo di progetto) + D
|
|
—
|
moduli B (tipo di progetto) + F
|
|
—
|
moduli B (tipo di produzione) + E
|
|
—
|
moduli B (tipo di produzione) + C2
|
|
|
d)
|
categoria IV:
|
—
|
moduli B (tipo di produzione) + D
|
|
—
|
moduli B (tipo di produzione) + F
|
|
Le procedure di valutazione della conformità sono stabilite all’allegato III.
3. Le attrezzature a pressione devono essere sottoposte a una delle procedure di valutazione della conformità, a scelta del fabbricante, previste per la categoria in cui sono classificate. Il fabbricante può parimenti scegliere di applicare una delle procedure previste per una categoria superiore, laddove esista.
4. Nell’ambito delle procedure per la garanzia della qualità delle attrezzature a pressione nelle categorie III e IV di cui all’articolo 4, paragrafo 1, lettera a), punto i), all’articolo 4, paragrafo 1, lettera a), punto ii), primo trattino, e all’articolo 4, paragrafo 1, lettera b), l’organismo notificato, quando svolge visite senza preavviso, preleva un campione dell’attrezzatura dai locali del fabbricante o dai locali di magazzinaggio al fine di compiere o di far compiere la valutazione finale di cui all’allegato I, punto 3.2. A tal fine, il fabbricante informa l’organismo notificato del calendario previsto per la produzione. L’organismo notificato effettua almeno due visite durante il primo anno di fabbricazione. La frequenza delle visite successive è determinata dall’organismo notificato sulla base dei criteri indicati nel punto 4.4 dei moduli D, E ed H nonché nel punto 5.4 del modulo H1.
5. Nel caso di produzione in unico esemplare di recipienti e attrezzature a pressione della categoria III di cui all’articolo 4, paragrafo 1, lettera b), in base alla procedura di cui al modulo H, l’organismo notificato compie o fa compiere la valutazione finale di cui all’allegato I, punto 3.2 dell’allegato I per ciascun singolo esemplare. A tal fine, il fabbricante comunica il calendario di produzione previsto all’organismo notificato.
6. Gli insiemi di cui all’articolo 4, paragrafo 2, sono sottoposti a una procedura globale di valutazione della conformità che comprende le seguenti valutazioni:
|
a)
|
la valutazione di conformità di ciascuna delle attrezzature a pressione costitutive dell’insieme e di cui all’articolo 4, paragrafo 1, che non sono ancora state oggetto di una distinta procedura di valutazione della conformità né di una separata marcatura CE; la procedura di valutazione è determinata in base alla categoria di ciascuna delle attrezzature;
|
|
b)
|
la valutazione dell’integrazione dei diversi componenti dell’insieme in base ai punti 2.3, 2.8 e 2.9 dell’allegato I che viene determinata in funzione della categoria più elevata tra quelle applicabili alle attrezzature interessate, diversa da quella applicabile agli accessori di sicurezza;
|
|
c)
|
la valutazione della protezione dell’insieme, per evitare che vengano superati i limiti di esercizio ammissibili in base ai punti 2.10 e 3.2.3 dell’allegato I, che deve essere effettuata in funzione della più elevata categoria applicabile alle attrezzature da proteggere.
|
7. In deroga ai paragrafi 1 e 2 del presente articolo le autorità competenti possono, ove giustificato, consentire la messa a disposizione sul mercato e la messa in servizio, nel territorio dello Stato membro interessato, di attrezzature a pressione e di singoli insiemi di cui all’articolo 2, per i quali non siano state applicate le procedure previste ai paragrafi 1 e 2 del presente articolo e il cui uso sia nell’interesse della sperimentazione.
8. I documenti e la corrispondenza relativi alle procedure di valutazione della conformità sono redatti una delle lingue ufficiali dello Stato membro in cui è stabilito l’organismo notificato responsabile dell’esecuzione di tali procedure di valutazione della conformità, o in una lingua accettata da tale organismo.
Articolo 15
Approvazione europea di materiali
1. L’approvazione europea di materiali è rilasciata, su richiesta di uno o più fabbricanti di materiali o attrezzature, da uno degli organismi notificati di cui all’articolo 20, specificamente designati per questo compito. L’organismo notificato definisce ed effettua o fa effettuare gli esami e le prove per certificare la conformità dei tipi di materiale con i requisiti corrispondenti della presente direttiva. Nel caso di materiali riconosciuti di uso sicuro prima del 29 novembre 1999, l’organismo notificato tiene conto dei dati esistenti per certificare tale conformità.
2. Prima di rilasciare un’approvazione europea di materiali, l’organismo notificato ne informa gli Stati membri e la Commissione trasmettendo loro le informazioni pertinenti. Entro un termine di tre mesi uno Stato membro o la Commissione può presentare osservazioni ed esporre i propri motivi. L’organismo notificato può rilasciare l’approvazione europea di materiali tenendo conto delle osservazioni presentate.
3. Una copia dell’approvazione europea di materiali è trasmessa agli Stati membri, agli organismi notificati e alla Commissione.
4. Qualora l’approvazione europea di materiali soddisfi i requisiti in essa contemplati ed elencati nell’allegato I, la Commissione provvede alla pubblicazione dei riferimenti di tale approvazione. La Commissione provvede altresì all’aggiornamento dell’elenco di tali approvazioni nella Gazzetta ufficiale dell’Unione europea.
5. L’organismo notificato che ha rilasciato l’approvazione europea di materiali revoca tale approvazione qualora constati che non avrebbe dovuto essere rilasciata o allorché il tipo di materiale è contemplato da una norma armonizzata. Esso informa immediatamente gli altri Stati membri, gli altri organismi notificati e la Commissione di ogni revoca di approvazione.
6. Qualora uno Stato membro o la Commissione ritenga che un’approvazione europea di materiali i cui riferimenti sono stati pubblicati nella Gazzetta ufficiale dell’Unione europea non soddisfi interamente i requisiti essenziali di sicurezza in essa contemplati ed elencati nell’allegato I, la Commissione decide, mediante atti di esecuzione, se ritirare i riferimenti di tale approvazione europea di materiali dalla Gazzetta ufficiale dell’Unione europea.
Gli atti di esecuzione di cui al primo comma del presente paragrafo sono adottati secondo la procedura d’esame di cui all’articolo 44, paragrafo 3.
Articolo 16
Ispettorati degli utilizzatori
1. In deroga alle disposizioni relative ai compiti svolti dagli organismi notificati, gli Stati membri possono autorizzare nel loro territorio l’immissione sul mercato e la messa in servizio, da parte degli utilizzatori, di attrezzature a pressione o insiemi la cui conformità ai requisiti essenziali di sicurezza sia stata valutata da un ispettorato degli utilizzatori designato in base al paragrafo 7.
2. Le attrezzature a pressione e gli insiemi la cui conformità è stata valutata da un ispettorato degli utilizzatori non possono recare la marcatura CE.
3. Le attrezzature a pressione o gli insiemi di cui al paragrafo 1 possono essere impiegati solo negli impianti gestiti dal gruppo di cui fa parte l’ispettorato. Il gruppo applica una politica comune di sicurezza per quanto riguarda le specifiche tecniche di progettazione, fabbricazione, controllo, manutenzione e uso delle attrezzature a pressione e degli insiemi.
4. Gli ispettorati degli utilizzatori lavorano esclusivamente per il gruppo di cui fanno parte.
5. Le procedure applicabili per la valutazione di conformità da parte degli ispettorati degli utilizzatori sono i moduli A2, C2, F e G, stabiliti all’allegato III.
6. Gli Stati membri comunicano agli altri Stati membri e alla Commissione i nomi degli ispettorati degli utilizzatori che hanno autorizzato, i compiti per i quali sono stati designati nonché, per ognuno di essi, l’elenco degli impianti che soddisfano le disposizioni del paragrafo 3.
7. Per la designazione degli ispettorati degli utilizzatori gli Stati membri applicano le prescrizioni stabilite nell’articolo 25 e si accertano che il gruppo di cui fa parte l’ispettorato applichi i criteri indicati al paragrafo 3, seconda frase, del presente articolo.
Articolo 17
Dichiarazione di conformità UE
1. La dichiarazione di conformità UE attesta il rispetto dei requisiti essenziali di sicurezza di cui all’allegato I.
2. La dichiarazione di conformità UE ha la struttura tipo di cui all’allegato IV, contiene gli elementi specificati nelle pertinenti procedure di valutazione della conformità di cui all’allegato III della presente direttiva ed è continuamente aggiornata. Essa è tradotta nella lingua o nelle lingue richieste dallo Stato membro nel quale l’attrezzatura a pressione o l’insieme viene immesso o messo a disposizione sul mercato.
3. Se alle attrezzature a pressione o agli insiemi si applicano più atti dell’Unione che prescrivono una dichiarazione di conformità UE, viene compilata un’unica dichiarazione di conformità UE in rapporto a tutti questi atti dell’Unione. La dichiarazione contiene gli estremi degli atti dell’Unione, compresi i riferimenti della loro pubblicazione.
4. Con la dichiarazione di conformità UE il fabbricante si assume la responsabilità della conformità dell’attrezzatura a pressione o dell’insieme ai requisiti stabiliti dalla presente direttiva.
Articolo 18
Principi generali della marcatura CE
La marcatura CE è soggetta ai principi generali esposti all’articolo 30 del regolamento (CE) n. 765/2008.
Articolo 19
Regole e condizioni per l’apposizione della marcatura CE
1. La marcatura CE è apposta in modo visibile, leggibile e indelebile:
|
a)
|
su ciascuna attrezzatura a pressione di cui all’articolo 4, paragrafo 1, o sulla sua targhetta;
|
|
b)
|
su ciascun insieme di cui all’articolo 4, paragrafo 2, o sulla sua targhetta.
|
Qualora la natura dell’attrezzatura o dell’insieme non consenta o non giustifichi l’apposizione della marcatura CE, quest’ultima è apposta sull’imballaggio e sui documenti di accompagnamento.
L’attrezzatura o l’insieme di cui alle lettere a) e b) del primo comma sono completi o in uno stato che consenta la verifica finale quale descritta al punto 3.2 dell’allegato I.
2. Non è necessario apporre la marcatura CE su ciascuna delle singole attrezzature a pressione che compongono un insieme. Le singole attrezzature a pressione recanti già la marcatura CE all’atto della loro incorporazione nell’insieme conservano tale marcatura.
3. La marcatura CE è apposta sull’attrezzatura a pressione o sull’insieme prima della loro immissione sul mercato.
4. La marcatura CE è seguita dal numero di identificazione dell’organismo notificato, qualora tale organismo intervenga nella fase di controllo della produzione.
Il numero di identificazione dell’organismo notificato è apposto dall’organismo stesso o, in base alle sue istruzioni, dal fabbricante o dal suo rappresentante autorizzato.
5. La marcatura CE e, se del caso, il numero di identificazione di cui al paragrafo 4 possono essere seguiti da qualsiasi altro marchio che indichi un rischio o un impiego particolare.
6. Gli Stati membri si avvalgono dei meccanismi esistenti per garantire un’applicazione corretta del regime che disciplina la marcatura CE e promuovono le azioni opportune contro l’uso improprio di tale marcatura.
CAPO 4
NOTIFICA DEGLI ORGANISMI DI VALUTAZIONE DELLA CONFORMITÀ
Articolo 20
Notifica
Gli Stati membri notificano alla Commissione e agli altri Stati membri gli organismi notificati e gli ispettorati degli utilizzatori autorizzati a svolgere compiti di valutazione della conformità a norma degli articoli 14, 15 o 16 e le entità terze da essi riconosciute per lo svolgimento dei compiti di cui all’allegato I, punti 3.1.2 e 3.1.3.
Articolo 21
Autorità di notifica
1. Gli Stati membri designano un’autorità di notifica che è responsabile dell’istituzione e dell’esecuzione delle procedure necessarie per la valutazione e la notifica degli organismi di valutazione della conformità e il controllo degli organismi notificati, delle entità terze riconosciute e degli ispettorati degli utilizzatori, anche per quanto riguarda l’ottemperanza all’articolo 27.
2. Gli Stati membri possono decidere che la valutazione e il controllo di cui al paragrafo 1 siano eseguiti da un organismo nazionale di accreditamento ai sensi e in conformità del regolamento (CE) n. 765/2008.
3. Se l’autorità di notifica delega o altrimenti affida la valutazione, la notifica o il controllo di cui al paragrafo 1 a un organismo che non è un ente pubblico, detto organismo è una persona giuridica e rispetta mutatis mutandis le prescrizioni di cui all’articolo 22. Inoltre, esso adotta disposizioni per coprire la responsabilità civile connessa alle proprie attività.
4. L’autorità di notifica si assume la piena responsabilità per i compiti svolti dall’organismo di cui al paragrafo 3.
Articolo 22
Prescrizioni relative alle autorità di notifica
1. L’autorità di notifica è stabilita in modo che non sorgano conflitti d’interesse con gli organismi di valutazione della conformità.
2. L’autorità di notifica è organizzata e gestita in modo che sia salvaguardata l’obiettività e l’imparzialità delle sue attività.
3. L’autorità di notifica è organizzata in modo che ogni decisione relativa alla notifica di un organismo di valutazione della conformità sia presa da persone competenti diverse da quelle che hanno eseguito la valutazione.
4. L’autorità di notifica non offre e non effettua attività eseguite dagli organismi di valutazione della conformità o servizi di consulenza su base commerciale o concorrenziale.
5. L’autorità di notifica salvaguarda la riservatezza delle informazioni ottenute.
6. L’autorità di notifica ha a sua disposizione un numero di dipendenti competenti sufficiente per l’adeguata esecuzione dei suoi compiti.
Articolo 23
Obbligo di informazione a carico delle autorità di notifica
Gli Stati membri informano la Commissione delle loro procedure per la valutazione e la notifica degli organismi di valutazione della conformità e per il controllo degli organismi notificati, delle entità terze riconosciute e degli ispettorati degli utilizzatori, nonché di qualsiasi modifica delle stesse.
La Commissione rende pubbliche tali informazioni.
Articolo 24
Prescrizioni relative agli organismi notificati e alle entità terze riconosciute
1. Ai fini della notifica, l’organismo notificato o l’entità terza riconosciuta rispetta le prescrizioni di cui ai paragrafi da 2 a 11.
2. L’organismo di valutazione della conformità è stabilito a norma della legge nazionale di uno Stato membro e ha personalità giuridica.
3. L’organismo di valutazione della conformità è un organismo terzo indipendente dall’organizzazione o dall’attrezzatura a pressione o dall’insieme che valuta.
Un organismo appartenente a un’associazione d’imprese o a una federazione professionale che rappresenta imprese coinvolte nella progettazione, nella fabbricazione, nella fornitura, nell’assemblaggio, nell’utilizzo o nella manutenzione di attrezzature a pressione o insiemi che esso valuta può essere ritenuto un organismo del genere, a condizione che siano dimostrate la sua indipendenza e l’assenza di qualsiasi conflitto di interessi.
4. L’organismo di valutazione della conformità, i suoi alti dirigenti e il personale addetto alla valutazione della conformità non sono né il progettista, né il fabbricante, né il fornitore, né l’installatore, né l’acquirente, né il proprietario, né l’utilizzatore o il responsabile della manutenzione delle attrezzature a pressione o degli insiemi sottoposti alla valutazione, né il rappresentante di uno di questi soggetti. Ciò non preclude l’uso delle attrezzature a pressione o degli insiemi valutati che sono necessari per il funzionamento dell’organismo di valutazione della conformità o l’uso di tali attrezzature per scopi privati.
L’organismo di valutazione della conformità, i suoi alti dirigenti e il personale addetto alla valutazione della conformità non intervengono direttamente nella progettazione, nella fabbricazione o nella costruzione, nella commercializzazione, nell’installazione, nell’utilizzo o nella manutenzione di tali attrezzature a pressione o insiemi, né rappresentano i soggetti impegnati in tali attività. Essi non intraprendono alcuna attività che possa essere in conflitto con la loro indipendenza di giudizio o la loro integrità per quanto riguarda le attività di valutazione della conformità per cui sono notificati. Ciò vale in particolare per i servizi di consulenza.
Gli organismi di valutazione della conformità garantiscono che le attività delle loro affiliate o dei loro subappaltatori non si ripercuotano sulla riservatezza, sull’obiettività o sull’imparzialità delle loro attività di valutazione della conformità.
5. Gli organismi di valutazione della conformità e il loro personale eseguono le operazioni di valutazione della conformità con il massimo dell’integrità professionale e della competenza tecnica richiesta nel settore specifico e sono liberi da qualsivoglia pressione e incentivo, soprattutto di ordine finanziario, che possa influenzare il loro giudizio o i risultati delle loro attività di valutazione, in particolare da parte di persone o gruppi di persone interessati ai risultati di tali attività.
6. L’organismo di valutazione della conformità è in grado di eseguire tutti i compiti di valutazione della conformità assegnatigli in base all’articolo 14 o all’articolo 15 o all’allegato I, punti 3.1.2 e 3.1.3 e per cui è stato notificato, indipendentemente dal fatto che siano eseguiti dall’organismo stesso o per suo conto e sotto la sua responsabilità.
In ogni momento, per ogni procedura di valutazione della conformità e per ogni tipo o categoria di attrezzature a pressione per i quali è stato notificato, l’organismo di valutazione della conformità ha a sua disposizione:
|
a)
|
personale con conoscenze tecniche ed esperienza sufficiente e appropriata per eseguire i compiti di valutazione della conformità;
|
|
b)
|
le necessarie descrizioni delle procedure in conformità delle quali avviene la valutazione della conformità, garantendo la trasparenza e la capacità di riproduzione di tali procedure; una politica e procedure appropriate che distinguano i compiti che svolge in qualità di organismo di valutazione della conformità dalle altre attività;
|
|
c)
|
le procedure per svolgere le attività che tengono debitamente conto delle dimensioni di un’impresa, del settore in cui opera, della sua struttura, del grado di complessità della tecnologia del prodotto in questione e della natura di massa o seriale del processo produttivo.
|
L’organismo di valutazione della conformità dispone dei mezzi necessari per eseguire in modo appropriato i compiti tecnici e amministrativi connessi alle attività di valutazione della conformità e ha accesso a tutti gli strumenti o impianti occorrenti.
7. Il personale responsabile dell’esecuzione dei compiti di valutazione della conformità dispone di quanto segue:
|
a)
|
una formazione tecnica e professionale solida che includa tutte le attività di valutazione della conformità in relazione alle quali l’organismo di valutazione della conformità è stato notificato;
|
|
b)
|
soddisfacenti conoscenze delle prescrizioni relative alle valutazioni che esegue e un’adeguata autorità per eseguire tali valutazioni;
|
|
c)
|
una conoscenza e una comprensione adeguate dei requisiti essenziali di sicurezza di cui all’allegato I, delle norme armonizzate applicabili e delle disposizioni pertinenti della normativa di armonizzazione dell’Unione e delle normative nazionali;
|
|
d)
|
la capacità di elaborare certificati, registri e rapporti atti a dimostrare che le valutazioni sono state eseguite.
|
8. È garantita l’imparzialità degli organismi di valutazione della conformità, dei loro alti dirigenti e del personale addetto alla valutazione della conformità.
La remunerazione degli alti dirigenti e del personale addetto alla valutazione della conformità di un organismo di valutazione della conformità non dipende dal numero di valutazioni eseguite o dai risultati di tali valutazioni.
9. Gli organismi di valutazione della conformità sottoscrivono un contratto di assicurazione per la responsabilità civile, a meno che detta responsabilità non sia direttamente coperta dallo Stato a norma del diritto nazionale o che lo Stato membro stesso non sia direttamente responsabile della valutazione della conformità.
10. Il personale di un organismo di valutazione della conformità è tenuto al segreto professionale per tutto ciò di cui viene a conoscenza nell’esercizio delle sue funzioni a norma dell’articolo 14, dell’articolo 15 o dell’allegato I, punti 3.1.2 e 3.1.3, o di qualsiasi disposizione esecutiva di diritto interno, tranne che nei confronti delle autorità competenti dello Stato in cui esercita le sue attività. Sono tutelati i diritti di proprietà.
11. Gli organismi di valutazione della conformità partecipano alle attività di normalizzazione pertinenti e alle attività del gruppo di coordinamento degli organismi notificati, istituito a norma della pertinente normativa di armonizzazione dell’Unione, o garantiscono che il loro personale addetto alla valutazione di conformità ne sia informato, e applicano come guida generale le decisioni ed i documenti amministrativi prodotti da tale gruppo.
Articolo 25
Prescrizioni relative agli ispettorati degli utilizzatori
1. Ai fini della notifica, l’ispettorato degli utilizzatori rispetta le prescrizioni di cui ai paragrafi da 2 a 11.
2. L’ispettorato degli utilizzatori è stabilito a norma della legge nazionale di uno Stato membro e ha personalità giuridica.
3. L’ispettorato degli utilizzatori è identificabile come organizzazione e, all’interno del gruppo di cui fa parte, dispone di metodi di relazione che ne assicurino e dimostrino l’imparzialità.
4. L’ispettorato degli utilizzatori, i suoi alti dirigenti e il personale addetto alla valutazione della conformità non sono né il progettista, né il fabbricante, né il fornitore, né l’installatore, né l’acquirente, né il proprietario, né l’utilizzatore o il responsabile della manutenzione delle attrezzature a pressione o degli insiemi sottoposti alla valutazione, né il rappresentante di uno di questi soggetti. Ciò non preclude l’uso delle attrezzature a pressione o degli insiemi valutati che sono necessari per il funzionamento dell’ispettorato degli utilizzatori o l’uso di tali attrezzature per scopi privati.
L’ispettorato degli utilizzatori, i suoi alti dirigenti e il personale addetto alla valutazione della conformità non intervengono direttamente nella progettazione, nella fabbricazione o nella costruzione, nella commercializzazione, nell’installazione, nell’utilizzo o nella manutenzione di tali attrezzature a pressione o insiemi, né rappresentano i soggetti impegnati in tali attività. Essi non intraprendono alcuna attività che possa essere in conflitto con la loro indipendenza di giudizio o la loro integrità per quanto riguarda le attività di valutazione della conformità per cui sono notificati. Ciò vale in particolare per i servizi di consulenza.
5. Gli ispettorati degli utilizzatori e il loro personale eseguono le operazioni di valutazione della conformità con il massimo dell’integrità professionale e della competenza tecnica richiesta nel campo specifico e sono liberi da qualsivoglia pressione e incentivo, soprattutto di ordine finanziario, che possa influenzare il loro giudizio o i risultati delle loro attività di valutazione, in particolare da persone o gruppi di persone interessati ai risultati di tali attività.
6. L’ispettorato degli utilizzatori è in grado di eseguire tutti i compiti di valutazione della conformità assegnatigli in base all’articolo 16 e per cui è stato notificato, indipendentemente dal fatto che siano eseguiti dall’ispettorato degli utilizzatori stesso o per suo conto e sotto la sua responsabilità.
In ogni momento, per ogni procedura di valutazione della conformità e per ogni tipo o categoria di attrezzature a pressione per i quali è stato notificato, l’ispettorato degli utilizzatori ha a sua disposizione:
|
a)
|
personale con conoscenze tecniche ed esperienza sufficiente e appropriata per eseguire i compiti di valutazione della conformità;
|
|
b)
|
le necessarie descrizioni delle procedure in conformità delle quali avviene la valutazione della conformità, garantendo la trasparenza e la capacità di riproduzione di tali procedure; una politica e procedure appropriate che distinguano i compiti che svolge in qualità di ispettorato degli utilizzatori dalle altre attività;
|
|
c)
|
le procedure per svolgere le attività che tengono debitamente conto delle dimensioni di un’impresa, del settore in cui opera, della sua struttura, del grado di complessità della tecnologia del prodotto in questione e della natura di massa o seriale del processo produttivo.
|
L’ispettorato degli utilizzatori dispone dei mezzi necessari per eseguire in modo appropriato i compiti tecnici e amministrativi connessi alle attività di valutazione della conformità e ha accesso a tutti gli strumenti e impianti occorrenti.
7. Il personale responsabile dell’esecuzione dei compiti di valutazione della conformità dispone di quanto segue:
|
a)
|
una formazione tecnica e professionale solida che includa tutte le attività di valutazione della conformità in relazione alle quali l’organismo di valutazione della conformità è stato notificato;
|
|
b)
|
soddisfacenti conoscenze delle prescrizioni relative alle valutazioni che esegue e un’adeguata autorità per eseguire tali valutazioni;
|
|
c)
|
una conoscenza e una comprensione adeguate dei requisiti essenziali di sicurezza di cui all’allegato I, delle norme armonizzate applicabili e delle disposizioni pertinenti della normativa di armonizzazione dell’Unione e delle normative nazionali;
|
|
d)
|
la capacità di elaborare certificati, registri e rapporti atti a dimostrare che le valutazioni sono state eseguite.
|
8. È garantita l’imparzialità degli ispettorati degli utilizzatori, dei loro alti dirigenti e del personale addetto alla valutazione della conformità. Gli ispettorati degli utilizzatori non possono svolgere attività che possano pregiudicarne l’indipendenza di giudizio e l’integrità in relazione alle loro funzioni ispettive.
La remunerazione degli alti dirigenti e del personale addetto alla valutazione della conformità di un ispettorato degli utilizzatori non dipende dal numero di valutazioni eseguite o dai risultati di tali valutazioni.
9. Gli ispettorati degli utilizzatori sottoscrivono un contratto di assicurazione per la responsabilità civile, a meno che detta responsabilità civile non sia assunta dal gruppo di cui fanno parte.
10. Il personale degli ispettorati degli utilizzatori è tenuto al segreto professionale per tutto ciò di cui viene a conoscenza nell’esercizio delle sue funzioni a norma dell’articolo 16 o di qualsiasi disposizione esecutiva di diritto interno, tranne che nei confronti delle autorità competenti dello Stato in cui esercita le sue attività. Sono tutelati i diritti di proprietà.
11. Gli ispettorati degli utilizzatori partecipano alle attività di normalizzazione pertinenti e alle attività del gruppo di coordinamento degli organismi notificati, istituito a norma della pertinente normativa di armonizzazione dell’Unione, o garantiscono che il loro personale addetto alla valutazione di conformità ne sia informato, e applicano come guida generale le decisioni ed i documenti amministrativi prodotti da tale gruppo.
Articolo 26
Presunzione di conformità degli organismi di valutazione della conformità
Qualora dimostri la propria conformità ai criteri stabiliti nelle pertinenti norme armonizzate o in parti di esse i cui riferimenti sono stati pubblicati nella Gazzetta ufficiale dell’Unione europea, un organismo di valutazione della conformità è considerato conforme alle prescrizioni di cui all’articolo 24 o all’articolo 25, nella misura in cui le norme armonizzate applicabili coprano tali requisiti.
Articolo 27
Affiliate e subappaltatori degli organismi di valutazione della conformità
1. Un organismo notificato, un ispettorato degli utilizzatori o un’entità terza riconosciuta, qualora subappalti compiti specifici connessi alla valutazione della conformità oppure ricorra a un’affiliata, garantisce che il subappaltatore o l’affiliata rispettino le prescrizioni di cui all’articolo 24 o all’articolo 25 e ne informa di conseguenza l’autorità di notifica.
2. Gli organismi notificati, gli ispettorati degli utilizzatori e le entità terze riconosciute si assumono la completa responsabilità delle mansioni eseguite da subappaltatori o affiliate, ovunque questi siano stabiliti.
3. Le attività possono essere subappaltate o eseguite da un’affiliata solo con il consenso del cliente.
4. Gli organismi notificati, gli ispettorati degli utilizzatori e le entità terze riconosciute mantengono a disposizione dell’autorità di notifica i documenti pertinenti riguardanti la valutazione delle qualifiche del subappaltatore o dell’affiliata e del lavoro eseguito da questi ultimi a norma dell’articolo 14, dell’articolo 15, dell’articolo 16 o dell’allegato I, punti 3.1.2 e 3.1.3.
Articolo 28
Domanda di notifica
1. L’organismo di valutazione della conformità presenta una domanda di notifica all’autorità di notifica dello Stato membro in cui è stabilito.
2. La domanda di notifica è accompagnata da una descrizione delle attività di valutazione della conformità, del modulo o dei moduli di valutazione della conformità e delle attrezzature a pressione per le quali tale organismo dichiara di essere competente, nonché da un certificato di accreditamento, se disponibile, rilasciato da un organismo nazionale di accreditamento che attesti che l’organismo di valutazione della conformità è conforme alle prescrizioni di cui all’articolo 24 o all’articolo 25.
3. Qualora l’organismo di valutazione della conformità non possa fornire un certificato di accreditamento, esso fornisce all’autorità di notifica tutte le prove documentali necessarie per la verifica, il riconoscimento e il controllo periodico della sua conformità alle prescrizioni di cui all’articolo 24 o all’articolo 25.
Articolo 29
Procedura di notifica
1. Le autorità di notifica possono notificare solo gli organismi di valutazione della conformità che soddisfino le prescrizioni di cui all’articolo 24 o all’articolo 25.
2. Esse notificano tali organismi alla Commissione e agli altri Stati membri utilizzando lo strumento elettronico di notifica elaborato e gestito dalla Commissione.
3. La notifica include tutti i dettagli riguardanti le attività di valutazione della conformità, il modulo o i moduli di valutazione della conformità e l’attrezzatura a pressione, nonché la relativa attestazione di competenza.
4. Qualora una notifica non sia basata su un certificato di accreditamento di cui all’articolo 28, paragrafo 2, l’autorità di notifica fornisce alla Commissione e agli altri Stati membri le prove documentali che attestino la competenza dell’organismo di valutazione della conformità nonché le disposizioni predisposte per fare in modo che tale organismo sia controllato periodicamente e continui a soddisfare le prescrizioni di cui all’articolo 24 o all’articolo 25.
5. L’organismo interessato può eseguire le attività di un organismo notificato, di un’entità terza riconosciuta o di un ispettorato degli utilizzatori solo se non sono sollevate obiezioni da parte della Commissione o degli altri Stati membri entro due settimane dalla notifica, qualora sia usato un certificato di accreditamento, o entro i due mesi successivi a una notifica qualora non sia usato un certificato di accreditamento.
Solo tale organismo è considerato un organismo notificato, un’entità terza riconosciuta o un ispettorato degli utilizzatori ai fini della presente direttiva.
6. L’autorità notificante informa la Commissione e gli altri Stati membri di eventuali modifiche di rilievo apportate successivamente alla notifica.
Articolo 30
Numeri di identificazione ed elenchi degli organismi notificati
1. La Commissione assegna un numero di identificazione all’organismo notificato.
La Commissione assegna un numero unico anche se l’organismo è notificato ai sensi di diversi atti dell’Unione.
2. La Commissione mette a disposizione del pubblico l’elenco degli organismi notificati a norma della presente direttiva con i rispettivi numeri d’identificazione assegnati e con l’indicazione delle attività per le quali sono stati notificati.
La Commissione provvede ad aggiornare l’elenco.
Articolo 31
Elenco delle entità terze riconosciute e degli ispettorati degli utilizzatori
La Commissione mette a disposizione del pubblico l’elenco delle entità terze riconosciute e degli ispettorati degli utilizzatori a norma della presente direttiva, indicando i compiti per i quali sono stati riconosciuti.
La Commissione provvede ad aggiornare l’elenco.
Articolo 32
Modifiche delle notifiche
1. Qualora accerti o sia informata che un organismo notificato o un’entità terza riconosciuta non è più conforme alle prescrizioni di cui all’articolo 24 o non adempie ai suoi obblighi, l’autorità di notifica, a seconda dei casi, limita, sospende o ritira la notifica, in funzione della gravità del mancato rispetto di tali prescrizioni o dell’inadempimento di tali obblighi. L’autorità di notifica informa immediatamente la Commissione e gli altri Stati membri.
Qualora accerti o sia informata che un ispettorato degli utilizzatori non è più conforme alle prescrizioni di cui all’articolo 25 o non adempie ai suoi obblighi, l’autorità di notifica, a seconda dei casi, limita, sospende o ritira la notifica, in funzione della gravità del mancato rispetto di tali prescrizioni o dell’inadempimento di tali obblighi. L’autorità di notifica informa immediatamente la Commissione e gli altri Stati membri.
2. Nei casi di limitazione, sospensione o ritiro della notifica, oppure di cessazione dell’attività dell’organismo notificato, dell’entità terza riconosciuta o dell’ispettorato degli utilizzatori, lo Stato membro notificante prende le misure appropriate per garantire che le pratiche di tale organismo siano evase da un altro organismo notificato, da un’altra entità terza riconosciuta o da un altro ispettorato degli utilizzatori o siano messe a disposizione delle autorità di notifica e di vigilanza del mercato responsabili, su loro richiesta.
Articolo 33
Contestazione della competenza degli organismi notificati, delle entità terze riconosciute e degli ispettorati degli utilizzatori
1. La Commissione indaga su tutti i casi in cui abbia dubbi o vengano portati alla sua attenzione dubbi sulla competenza di un organismo notificato, di un’entità terza riconosciuta o di un ispettorato degli utilizzatori o sull’ottemperanza di un organismo notificato, di un’entità terza riconosciuta o di un ispettorato degli utilizzatori alle prescrizioni e responsabilità cui è sottoposto.
2. Lo Stato membro notificante fornisce alla Commissione, su richiesta, tutte le informazioni relative alla base della notifica o del mantenimento della competenza dell’organismo di valutazione della conformità in questione.
3. La Commissione garantisce la riservatezza di tutte le informazioni sensibili raccolte nel corso delle sue indagini.
4. La Commissione, qualora accerti che un organismo notificato, un’entità terza riconosciuta o un ispettorato degli utilizzatori non soddisfa o non soddisfa più le prescrizioni per la sua notifica o riconoscimento, adotta un atto di esecuzione con cui richiede allo Stato membro notificante di adottare le misure correttive necessarie e, all’occorrenza, di ritirare la notifica.
Tale atto di esecuzione è adottato secondo la procedura consultiva di cui all’articolo 44, paragrafo 2.
Articolo 34
Obblighi operativi degli organismi notificati, degli ispettorati degli utilizzatori e delle entità terze riconosciute
1. Gli organismi notificati, gli ispettorati degli utilizzatori e le entità terze riconosciute eseguono le valutazioni della conformità conformemente ai compiti di valutazione della conformità di cui agli articoli 14, 15 e 16 o all’allegato I, punti 3.1.2. e 3.1.3.
2. Le valutazioni della conformità sono eseguite in modo proporzionale, evitando oneri superflui per gli operatori economici.
Gli organismi di valutazione della conformità svolgono le loro attività tenendo debitamente conto delle dimensioni di un’impresa, del settore in cui opera, della sua struttura, del grado di complessità della tecnologia dell’attrezzatura a pressione o dell’insieme in questione e della natura seriale o di massa del processo di produzione.
Nel far ciò rispettano tuttavia il grado di rigore e il livello di protezione necessari per la conformità dell’attrezzatura a pressione alle disposizioni della presente direttiva.
3. Qualora un organismo notificato riscontri che i requisiti essenziali di sicurezza di cui all’allegato I, le norme armonizzate corrispondenti o altre specifiche tecniche non siano stati rispettati da un fabbricante, chiede a tale fabbricante di prendere le misure correttive appropriate e non rilascia il certificato di conformità.
4. Un organismo di valutazione della conformità che nel corso del monitoraggio della conformità successivo al rilascio di un certificato riscontri che un’attrezzatura a pressione non è più conforme chiede al fabbricante di prendere le misure correttive opportune e all’occorrenza sospende o ritira il certificato.
5. Qualora non siano prese misure correttive o non producano il risultato richiesto, l’organismo di valutazione della conformità limita, sospende o ritira i certificati, a seconda dei casi.
Articolo 35
Ricorso contro le decisioni degli organismi notificati, delle entità terze riconosciute e degli ispettorati degli utilizzatori
Gli Stati membri provvedono affinché siano disponibili procedure di ricorso contro le decisioni degli organismi notificati, delle entità terze riconosciute e degli ispettorati degli utilizzatori.
Articolo 36
Obbligo di informazione a carico degli organismi notificati, delle entità terze riconosciute e degli ispettorati degli utilizzatori
1. Gli organismi notificati, le entità terze riconosciute e gli ispettorati degli utilizzatori informano l’autorità di notifica:
|
a)
|
di qualunque rifiuto, limitazione, sospensione o ritiro di un certificato;
|
|
b)
|
di qualunque circostanza che possa influire sull’ambito o sulle condizioni della notifica;
|
|
c)
|
di eventuali richieste di informazioni che abbiano ricevuto dalle autorità di vigilanza del mercato in relazione alle attività di valutazione della conformità;
|
|
d)
|
su richiesta, delle attività di valutazione della conformità eseguite nell’ambito della loro notifica e di qualsiasi altra attività, incluse quelle transfrontaliere e di subappalto.
|
2. Gli organismi notificati, le entità terze riconosciute e gli ispettorati degli utilizzatori forniscono agli altri organismi notificati a norma della presente direttiva, le cui attività di valutazione della conformità sono simili e coprono le stesse attrezzature a pressione, informazioni pertinenti sulle questioni relative ai risultati negativi e, su richiesta, positivi delle valutazioni della conformità.
Articolo 37
Scambio di esperienze
La Commissione provvede all’organizzazione di uno scambio di esperienze tra le autorità nazionali degli Stati membri responsabili della politica di notifica.
Articolo 38
Coordinamento degli organismi notificati, delle entità terze riconosciute e degli ispettorati degli utilizzatori
La Commissione garantisce che sia istituito un appropriato sistema di coordinamento e di cooperazione tra organismi di valutazione della conformità notificati a norma della presente direttiva e che funzioni correttamente sotto forma di gruppo o di gruppi settoriali di organismi di valutazione della conformità.
Gli Stati membri garantiscono che gli organismi di valutazione della conformità da essi notificati partecipino al lavoro di tale(i) gruppo(i), direttamente o mediante rappresentanti designati.
CAPO 5
SORVEGLIANZA DEL MERCATO DELL’UNIONE, CONTROLLO DELLE ATTREZZATURE A PRESSIONE E DEGLI INSIEMI CHE ENTRANO NEL MERCATO DELL’UNIONE, E PROCEDURE DI SALVAGUARDIA DELL’UNIONE
Articolo 39
Sorveglianza del mercato dell’Unione e controllo delle attrezzature a pressione e degli insiemi che entrano nel mercato dell’Unione
Alle attrezzature a pressione e agli insiemi di cui all’articolo 1 della presente direttiva si applicano l’articolo 15, paragrafo 3, e gli articoli da 16 a 29 del regolamento (CE) n. 765/2008.
Articolo 40
Procedura a livello nazionale per le attrezzature a pressione o gli insiemi che presentano rischi
1. Qualora le autorità di vigilanza del mercato di uno Stato membro abbiano motivi sufficienti per ritenere che un’attrezzatura a pressione o un insieme cui si applica la presente direttiva presenti un rischio per la salute o l’incolumità delle persone, per gli animali domestici o per i beni materiali, esse effettuano una valutazione dell’attrezzatura a pressione o dell’insieme interessato che investa tutte le prescrizioni pertinenti di cui alla presente direttiva. A tal fine, gli operatori economici interessati cooperano ove necessario con le autorità di vigilanza del mercato.
Se nel corso della valutazione di cui al primo comma le autorità di vigilanza del mercato concludono che l’attrezzatura o l’insieme non rispetta le prescrizioni di cui alla presente direttiva, esse chiedono tempestivamente all’operatore economico interessato di adottare tutte le misure correttive del caso al fine di rendere l’attrezzatura a pressione o l’insieme conforme alle suddette prescrizioni oppure di ritirarlo o di richiamarlo dal mercato entro un termine ragionevole e proporzionato alla natura del rischio, a seconda dei casi.
Le autorità di vigilanza del mercato ne informano l’organismo notificato competente.
L’articolo 21 del regolamento (CE) n. 765/2008 si applica alle misure di cui al secondo comma del presente paragrafo.
2. Qualora ritengano che l’inadempienza non sia ristretta al territorio nazionale, le autorità di vigilanza del mercato informano la Commissione e gli altri Stati membri dei risultati della valutazione e dei provvedimenti che hanno chiesto all’operatore economico di prendere.
3. L’operatore economico prende tutte le opportune misure correttive nei confronti di tutte le attrezzature a pressione e di tutti gli insiemi interessati che ha messo a disposizione sull’intero mercato dell’Unione.
4. Qualora l’operatore economico interessato non prenda le misure correttive adeguate entro il periodo di cui al paragrafo 1, secondo comma, le autorità di vigilanza del mercato adottano tutte le opportune misure provvisorie per proibire o limitare la messa a disposizione delle attrezzature a pressione o degli insiemi sul loro mercato nazionale, per ritirarli da tale mercato o per richiamarli.
Le autorità di vigilanza del mercato informano immediatamente la Commissione e gli altri Stati membri di tali misure.
5. Le informazioni di cui al paragrafo 4, secondo comma, includono tutti i particolari disponibili, soprattutto i dati necessari all’identificazione dell’attrezzatura o dell’insieme non conforme, la sua origine, la natura della presunta non conformità e dei rischi connessi, la natura e la durata delle misure nazionali adottate, nonché le argomentazioni avanzate dall’operatore economico interessato. In particolare, le autorità di vigilanza del mercato indicano se l’inadempienza sia dovuta:
|
a)
|
alla non conformità dell’attrezzatura o dell’insieme alle prescrizioni relative alla salute o all’incolumità delle persone o alla protezione degli animali domestici o dei beni materiali; oppure
|
|
b)
|
alle carenze nelle norme armonizzate di cui all’articolo 12, che conferiscono la presunzione di conformità.
|
6. Gli Stati membri che non siano quello che ha avviato la procedura a norma del presente articolo informano senza indugio la Commissione e gli altri Stati membri di tutti i provvedimenti adottati, di tutte le altre informazioni a loro disposizione sulla non conformità dell’attrezzatura o dell’insieme interessato e, in caso di disaccordo con la misura nazionale adottata, delle loro obiezioni.
7. Qualora, entro tre mesi dal ricevimento delle informazioni di cui al paragrafo 4, secondo comma, uno Stato membro o la Commissione non sollevino obiezioni contro la misura provvisoria presa da uno Stato membro, tale misura è ritenuta giustificata.
8. Gli Stati membri garantiscono che siano adottate senza indugio le opportune misure restrittive in relazione all’attrezzatura o all’insieme in questione, quale il suo ritiro dal mercato.
Articolo 41
Procedura di salvaguardia dell’Unione
1. Se in esito alla procedura di cui all’articolo 40, paragrafi 3 e 4, vengono sollevate obiezioni contro una misura assunta da uno Stato membro o qualora la Commissione ritenga che tali misure siano contrarie alla legislazione dell’Unione, la Commissione si consulta senza indugio con gli Stati membri e con l’operatore o gli operatori economici interessati e valuta la misura nazionale. In base ai risultati di tale valutazione, la Commissione determina mediante un atto di esecuzione se la misura nazionale sia giustificata o meno.
La Commissione indirizza la propria decisione a tutti gli Stati membri e la comunica immediatamente ad essi e all’operatore o agli operatori economici interessati.
2. Se la misura nazionale è considerata giustificata, tutti gli Stati membri adottano le misure necessarie per garantire che l’attrezzatura o l’insieme non conforme sia ritirato dal mercato nazionale e ne informano la Commissione. Se la misura nazionale è considerata ingiustificata, lo Stato membro interessato la revoca.
3. Se la misura nazionale è considerata giustificata e la non conformità dell’attrezzatura o dell’insieme viene attribuita a una carenza delle norme armonizzate di cui all’articolo 40, paragrafo 5, lettera b), della presente direttiva, la Commissione applica la procedura di cui all’articolo 11 del regolamento (UE) n. 1025/2012.
Articolo 42
Attrezzature a pressione o insiemi conformi che presentano rischi
1. Se uno Stato membro, dopo aver effettuato una valutazione ai sensi dell’articolo 40, paragrafo 1, ritiene che un’attrezzatura a pressione o un insieme, pur conforme alla presente direttiva, presenti un rischio per la salute o la sicurezza delle persone o per gli animali domestici o i beni materiali, chiede all’operatore economico interessato di far sì che tale attrezzatura o insieme, all’atto della sua immissione sul mercato, non presenti più tale rischio o che l’attrezzatura o l’insieme sia, a seconda dei casi, ritirato dal mercato o richiamato entro un periodo di tempo ragionevole, proporzionato alla natura del rischio.
2. L’operatore economico garantisce che siano prese misure correttive nei confronti di tutte le attrezzature o di tutti gli insiemi interessati da esso messi a disposizione sull’intero mercato dell’Unione.
3. Lo Stato membro informa immediatamente la Commissione e gli altri Stati membri. Tali informazioni includono tutti i particolari disponibili, in particolare i dati necessari all’identificazione delle attrezzature o degli insiemi interessati, la loro origine e la catena di fornitura delle attrezzature o degli insiemi, la natura dei rischi connessi, nonché la natura e la durata delle misure nazionali adottate.
4. La Commissione avvia immediatamente consultazioni con gli Stati membri e l’operatore o gli operatori economici interessati e valuta le misure nazionali adottate. In base ai risultati della valutazione, la Commissione decide mediante atti di esecuzione se la misura nazionale sia giustificata o meno e propone, all’occorrenza, opportune misure.
Gli atti di esecuzione di cui al primo comma del presente paragrafo sono adottati secondo la procedura d’esame di cui all’articolo 44, paragrafo 3.
Per motivi imperativi di urgenza debitamente giustificati connessi alla protezione della salute o dell’incolumità delle persone o alla protezione degli animali domestici o dei beni materiali, la Commissione adotta atti di esecuzione immediatamente applicabili, secondo la procedura di cui all’articolo 44, paragrafo 4.
5. La Commissione indirizza la propria decisione a tutti gli Stati membri e la comunica immediatamente ad essi e all’operatore o agli operatori economici interessati.
Articolo 43
Non conformità formale
1. Fatto salvo l’articolo 40, se uno Stato membro giunge a una delle seguenti conclusioni, chiede all’operatore economico interessato di porre fine allo stato di non conformità in questione:
|
a)
|
la marcatura CE è stata apposta in violazione dell’articolo 30 del regolamento (CE) n. 765/2008 o dell’articolo 19 della presente direttiva;
|
|
b)
|
la marcatura CE non è stata apposta;
|
|
c)
|
il numero di identificazione dell’organismo notificato coinvolto nella fase di controllo della produzione è stato apposto in violazione dell’articolo 19 o non è stato apposto;
|
|
d)
|
la marcatura e l’etichettatura di cui all’allegato I, punto 3.3, non sono state apposte o sono state apposte in violazione dell’articolo 19 o dell’allegato I, punto 3.3;
|
|
e)
|
non è stata compilata la dichiarazione di conformità UE;
|
|
f)
|
non è stata compilata correttamente la dichiarazione di conformità UE;
|
|
g)
|
la documentazione tecnica non è disponibile o è incompleta;
|
|
h)
|
le informazioni di cui all’articolo 6, paragrafo 6, o all’articolo 8, paragrafo 3, sono assenti, false o incomplete;
|
|
i)
|
qualsiasi altra prescrizione amministrativa di cui all’articolo 6 o all’articolo 8 non è rispettata.
|
2. Se la non conformità di cui al paragrafo 1 permane, lo Stato membro interessato provvede a limitare o proibire la messa a disposizione sul mercato dell’attrezzatura o dell’insieme o garantisce che sia richiamato o ritirato dal mercato.
CAPO 6
PROCEDURA DI COMITATO E ATTI DELEGATI
Articolo 44
Procedura di comitato
1. La Commissione è assistita dal comitato «attrezzature a pressione». Esso è un comitato ai sensi del regolamento (UE) n. 182/2011.
2. Nei casi in cui è fatto riferimento al presente paragrafo, si applica l’articolo 4 del regolamento (UE) n. 182/2011.
3. Nei casi in cui è fatto riferimento al presente paragrafo, si applica l’articolo 5 del regolamento (UE) n. 182/2011.
4. Nei casi in cui è fatto riferimento al presente paragrafo, si applica l’articolo 8 del regolamento (UE) n. 182/2011 in combinato disposto con l’articolo 5 del medesimo regolamento.
5. La Commissione consulta il comitato nelle questioni per le quali la consultazione di esperti del settore è richiesta a norma del regolamento (UE) n. 1025/2012 o di un altro atto dell’Unione.
Il comitato può inoltre esaminare qualsiasi altra questione riguardante l’applicazione della presente direttiva che può essere sollevata dal suo presidente o da un rappresentante di uno Stato membro in conformità del suo regolamento interno.
Articolo 45
Delega di potere
1. Per tenere conto di fondati motivi di sicurezza che dovessero emergere, alla Commissione è conferito il potere di adottare atti delegati conformemente all’articolo 46 intesi a riclassificare le attrezzature a pressione o gli insiemi al fine di:
|
a)
|
far sì che ad un’attrezzatura a pressione o a una famiglia di attrezzature a pressione di cui all’articolo 4, paragrafo 3, si applichino le disposizioni di cui all’articolo 4, paragrafo 1;
|
|
b)
|
far sì che a un insieme o a una famiglia di insiemi di cui all’articolo 4, paragrafo 3, si applichino le disposizioni di cui all’articolo 4, paragrafo 2;
|
|
c)
|
classificare un’attrezzatura a pressione o una famiglia di attrezzature a pressione in un’altra categoria, in deroga alle disposizioni dell’allegato II.
|
2. Lo Stato membro che nutre preoccupazioni in merito alla sicurezza di attrezzature a pressione o insiemi le comunica immediatamente alla Commissione motivandole.
3. Prima di adottare un atto delegato la Commissione procede a una valutazione approfondita dei rischi che rendono necessaria una riclassificazione.
Articolo 46
Esercizio della delega
1. Il potere di adottare atti delegati è conferito alla Commissione alle condizioni stabilite nel presente articolo.
2. Il potere di adottare atti delegati di cui all’articolo 45 è conferito alla Commissione per un periodo di cinque anni a decorrere dal 1o giugno 2015. La Commissione elabora una relazione sulla delega di potere al più tardi nove mesi prima della scadenza del periodo di cinque anni. La delega di potere è tacitamente prorogata per periodi di identica durata, a meno che il Parlamento europeo o il Consiglio non si oppongano a tale proroga al più tardi tre mesi prima della scadenza di ciascun periodo.
3. La delega di potere di cui all’articolo 45 può essere revocata in qualsiasi momento dal Parlamento europeo o dal Consiglio. La decisione di revoca pone fine alla delega di potere ivi specificata. Gli effetti della decisione decorrono dal giorno successivo alla pubblicazione della decisione nella Gazzetta ufficiale dell’Unione europea o da una data successiva ivi specificata. Essa non pregiudica la validità degli atti delegati già in vigore.
4. Non appena adotta un atto delegato, la Commissione ne dà contestualmente notifica al Parlamento europeo e al Consiglio.
5. L’atto delegato adottato ai sensi dell’articolo 45 entra in vigore solo se né il Parlamento europeo né il Consiglio hanno sollevato obiezioni entro il termine di due mesi dalla data in cui esso è stato loro notificato o se, prima della scadenza di tale termine, sia il Parlamento europeo che il Consiglio hanno informato la Commissione che non intendono sollevare obiezioni. Tale termine è prorogato di due mesi su iniziativa del Parlamento europeo o del Consiglio.
CAPO 7
DISPOSIZIONI TRANSITORIE E FINALI
Articolo 47
Sanzioni
Gli Stati membri stabiliscono le disposizioni in materia di sanzioni applicabili alle infrazioni da parte degli operatori economici alla legislazione nazionale adottata ai sensi della presente direttiva e prendono tutte le misure necessarie a garantirne l’applicazione. Tali disposizioni possono includere sanzioni penali in caso di violazioni gravi.
Le sanzioni di cui al primo comma sono effettive, proporzionate e dissuasive.
Articolo 48
Disposizioni transitorie
1. Gli Stati membri non ostacolano la messa in servizio di attrezzature a pressione e insiemi conformi alla normativa in vigore nel loro territorio alla data di applicazione della direttiva 97/23/CE e immessi sul mercato fino al 29 maggio 2002.
2. Gli Stati membri non ostacolano la messa a disposizione sul mercato e/o la messa in servizio delle attrezzature a pressione o insiemi rientranti nell’ambito di applicazione della direttiva 97/23/CE e ad essa conformi, immessi sul mercato entro il 1o giugno 2015.
3. I certificati e le decisioni rilasciati dagli organismi di valutazione della conformità a norma della direttiva 97/23/CE sono validi a norma della presente direttiva.
Articolo 49
Recepimento
1. Gli Stati membri adottano e pubblicano, entro il 28 febbraio 2015, le disposizioni legislative, regolamentari e amministrative necessarie per conformarsi all’articolo 13. Essi comunicano immediatamente alla Commissione il testo di tali disposizioni.
Essi applicano tali disposizioni a decorrere dal 1o giugno 2015.
Quando gli Stati membri adottano tali disposizioni, queste contengono un riferimento alla presente direttiva o sono corredate di tale riferimento all’atto della pubblicazione ufficiale. Esse recano altresì l’indicazione che, nelle disposizioni legislative, regolamentari e amministrative in vigore, i riferimenti all’articolo 9 della direttiva 97/23/CE si intendono fatti all’articolo 13 della direttiva in questione. Le modalità del riferimento e la formulazione dell’indicazione sono stabilite dagli Stati membri.
2. Gli Stati membri adottano e pubblicano, entro il 18 luglio 2016, le disposizioni legislative, regolamentari e amministrative necessarie per conformarsi all’articolo 2, punti da 15 a 32, agli articoli da 6 a 12, agli articoli 14, 17 e 18, all’articolo 19, paragrafi 3, 4 e 5, agli articoli da 20 a 43, agli articoli 47 e 48 e agli allegati I, II, III e IV. Essi comunicano immediatamente alla Commissione il testo di tali disposizioni.
Essi applicano tali disposizioni a decorrere dal 19 luglio 2016.
Quando gli Stati membri adottano tali disposizioni, queste contengono un riferimento alla presente direttiva o sono corredate di tale riferimento all’atto della pubblicazione ufficiale. Esse recano altresì l’indicazione che, nelle disposizioni legislative, regolamentari e amministrative in vigore, i riferimenti alla direttiva abrogata dalla presente direttiva si intendono fatti a quest’ultima. Le modalità del riferimento e la formulazione dell’indicazione sono stabilite dagli Stati membri.
3. Gli Stati membri comunicano alla Commissione il testo delle disposizioni fondamentali di diritto interno che adottano nel settore disciplinato dalla presente direttiva.
Articolo 50
Abrogazione
L’articolo 9 della direttiva 97/23/CE è soppresso a decorrere dal 1o giugno 2015, fatti salvi gli obblighi degli Stati membri relativi ai termini di recepimento nel diritto interno e le date di applicazione di tale articolo indicati nell’allegato V, parte B.
La direttiva 97/23/CE, come modificata dagli atti elencati nell’allegato IV, parte A, è abrogata a decorrere dal 19 luglio 2016, fatti salvi gli obblighi degli Stati membri relativi ai termini di recepimento nel diritto interno e alla data di applicazione della direttiva indicati nell’allegato V, parte B.
I riferimenti alla direttiva abrogata si intendono fatti alla presente direttiva e vanno letti secondo la tavola di concordanza di cui all’allegato VI.
Articolo 51
Entrata in vigore e applicazione
La presente direttiva entra in vigore il ventesimo giorno successivo alla pubblicazione nella Gazzetta ufficiale dell’Unione europea.
L’articolo 1, l’articolo 2, punti da 1 a 14, gli articoli 3, 4, 5, 14, 15, 16, l’articolo 19, paragrafi 1 e 2, e gli articoli 44, 45 e 46 si applicano a decorrere dal 19 luglio 2016.
Articolo 52
Destinatari
Gli Stati membri sono destinatari della presente direttiva.
Fatto a Bruxelles, il 15 maggio 2014
Per il Parlamento europeo
Il presidente
M. SCHULZ
Per il Consiglio
Il presidente
D. KOURKOULAS
(1) GU C 67 del 6.3.2014, pag. 101.
(2) Posizione del Parlamento europeo del 15 aprile 2014 (non ancora pubblicata nella Gazzetta ufficiale) e decisione del Consiglio del 13 maggio 2014.
(3) Direttiva 97/23/CE del Parlamento europeo e del Consiglio, del 29 maggio 1997, per il ravvicinamento delle legislazioni degli Stati membri in materia di attrezzature a pressione (GU L 181 del 9.7.1997, pag. 1).
(4) Cfr. allegato V, parte A.
(5) Regolamento (CE) n. 765/2008 del Parlamento europeo e del Consiglio, del 9 luglio 2008, che pone norme in materia di accreditamento e vigilanza del mercato per quanto riguarda la commercializzazione dei prodotti e che abroga il regolamento (CEE) n. 339/93 (GU L 218 del 13.8.2008, pag. 30).
(6) Decisione n. 768/2008/CE del Parlamento europeo e del Consiglio, del 9 luglio 2008, relativa a un quadro comune per la commercializzazione dei prodotti e che abroga la decisione 93/465/CEE del Consiglio (GU L 218 del 13.8.2008, pag. 82).
(7) Direttiva 2008/68/CE del Parlamento europeo e del Consiglio, del 24 settembre 2008, relativa al trasporto interno di merci pericolose (GU L 260 del 30.9.2008, pag. 13).
(8) Direttiva 2010/35/UE del Parlamento europeo e del Consiglio, del 16 giugno 2010, in materia di attrezzature a pressione trasportabili e che abroga le direttive del Consiglio 76/767/CEE, 84/525/CEE, 84/526/CEE, 84/527/CEE e 1999/36/CE (GU L 165 del 30.6.2010, pag. 1).
(9) Direttiva 67/548/CEE del Consiglio, del 27 giugno 1967, concernente il ravvicinamento delle disposizioni legislative, regolamentari ed amministrative relative alla classificazione, all’imballaggio e all’etichettatura delle sostanze pericolose (GU 196 del 16.8.1967, pag. 1).
(10) Regolamento (CE) n. 1272/2008 del Parlamento europeo e del Consiglio, del 16 dicembre 2008, relativo alla classificazione, all’etichettatura e all’imballaggio delle sostanze e delle miscele, che modifica e abroga le direttive 67/548/CEE e 1999/45/CE e che reca modifica al regolamento (CE) n. 1907/2006 (GU L 353 del 31.12.2008, pag. 1).
(11) Regolamento (UE) n. 1025/2012 del Parlamento europeo e del Consiglio, del 25 ottobre 2012, sulla normazione europea, che modifica le direttive 89/686/CEE e 93/15/CEE del Consiglio nonché le direttive 94/9/CE, 94/25/CE, 95/16/CE, 97/23/CE, 98/34/CE, 2004/22/CE, 2007/23/CE, 2009/23/CE e 2009/105/CE del Parlamento europeo e del Consiglio e che abroga la decisione 87/95/CEE del Consiglio e la decisione n. 1673/2006/CE del Parlamento europeo e del Consiglio (GU L 316 del 14.11.2012, pag. 12).
(12) Regolamento (UE) n. 182/2011 del Parlamento europeo e del Consiglio, del 16 febbraio 2011, che stabilisce le regole e i principi generali relativi alle modalità di controllo da parte degli Stati membri dell’esercizio delle competenze di esecuzione attribuite alla Commissione (GU L 55 del 28.2.2011, pag. 13).
(13) Direttiva 2014/29/UE del Parlamento europeo e del Consiglio, del 26 febbraio 2014, concernente l’armonizzazione delle legislazioni degli Stati membri relative alla messa a disposizione sul mercato dei recipienti semplici a pressione (GU L 96 del 29.3.2014, pag. 45).
(14) Direttiva 75/324/CEE del Consiglio, del 20 maggio 1975, per il ravvicinamento delle legislazioni degli Stati membri relative agli aerosol (GU L 147 del 9.6.1975, pag. 40).
(15) Direttiva 2007/46/CE del Parlamento europeo e del Consiglio, del 5 settembre 2007, che istituisce un quadro per l’omologazione dei veicoli a motore e dei loro rimorchi, nonché dei sistemi, componenti ed entità tecniche destinati a tali veicoli (direttiva quadro) (GU L 263 del 9.10.2007, pag. 1).
(16) Regolamento (UE) n. 167/2013 del Parlamento europeo e del Consiglio, del 5 febbraio 2013, relativo all’omologazione e alla vigilanza del mercato dei veicoli agricoli e forestali (GU L 60 del 2.3.2013, pag. 1).
(17) Regolamento (UE) n. 168/2013 del Parlamento europeo e del Consiglio, del 15 gennaio 2013, relativo all’omologazione e alla vigilanza del mercato dei veicoli a motore a due o tre ruote e dei quadricicli (GU L 60 del 2.3.2013, pag. 52).
(18) Direttiva 2006/42/CE del Parlamento europeo e del Consiglio, del 17 maggio 2006, relativa alle macchine e che modifica la direttiva 95/16/CE (GU L 157 del 9.6.2006, pag. 24).
(19) Direttiva 2014/33/UE del Parlamento europeo e del Consiglio, del 26 febbraio 2014, concernente l’armonizzazione delle legislazioni degli Stati membri relative agli ascensori e ai componenti di sicurezza per ascensori (GU L 96 del 29.3.2014, pag. 251).
(20) Direttiva 2014/35/UE del Parlamento europeo e del Consiglio, del 26 febbraio 2014, concernente l’armonizzazione delle legislazioni degli Stati membri relative alla messa a disposizione sul mercato del materiale elettrico destinato a essere adoperato entro taluni limiti di tensione (GU L 96 del 29.3.2014, pag. 357).
(21) Direttiva 93/42/CEE del Consiglio, del 14 giugno 1993, concernente i dispositivi medici (GU L 169 del 12.7.1993, pag. 1).
(22) Direttiva 2009/142/CE del Parlamento europeo e del Consiglio, del 30 novembre 2009, in materia di apparecchi a gas (GU L 330 del 16.12.2009, pag. 10).
(23) Direttiva 2014/34/UE del Parlamento europeo e del Consiglio, del 26 febbraio 2014, concernente l’armonizzazione delle legislazioni degli Stati membri relative agli apparecchi e sistemi di protezione destinati a essere utilizzati in atmosfera potenzialmente esplosiva (GU L 96 del 29.3.2014, pag. 309).
ALLEGATO I
REQUISITI ESSENZIALI DI SICUREZZA
OSSERVAZIONI PRELIMINARI
|
1.
|
Gli obblighi definiti dai requisiti essenziali di sicurezza per le attrezzature a pressione indicati nel presente allegato si applicano anche agli insiemi qualora esista un pericolo corrispondente.
|
|
2.
|
I requisiti essenziali di sicurezza fissati dalla presente direttiva sono vincolanti. Gli obblighi derivanti dai requisiti essenziali di sicurezza si applicano soltanto quando sussistono i pericoli corrispondenti per le attrezzature a pressione considerate, se utilizzate alle condizioni ragionevolmente prevedibili dal fabbricante.
|
|
3.
|
Il fabbricante ha l’obbligo di analizzare i pericoli e i rischi per individuare quelli connessi con la sua attrezzatura a causa della pressione e deve quindi progettarla e costruirla tenendo conto della sua analisi.
|
|
4.
|
I requisiti essenziali di sicurezza vanno interpretati e applicati in modo da tenere conto dello stato della tecnica e della prassi al momento della progettazione e della fabbricazione, nonché dei fattori tecnici ed economici, che vanno conciliati con un elevato livello di protezione della salute e della sicurezza.
|
1. NORME DI CARATTERE GENERALE
|
1.1.
|
Le attrezzature a pressione sono progettate, fabbricate e controllate e, ove occorra, dotate dei necessari accessori ed installate in modo da garantirne la sicurezza se messe in funzione in base alle istruzioni del fabbricante o in condizioni ragionevolmente prevedibili.
|
|
1.2.
|
Nella scelta delle soluzioni più appropriate il fabbricante applica i principi fissati in appresso nell’ordine qui indicato:
|
—
|
eliminazione o riduzione dei pericoli nella misura in cui ciò sia ragionevolmente fattibile,
|
|
—
|
applicazione delle opportune misure di protezione contro i pericoli che non possono essere eliminati,
|
|
—
|
informazione degli utilizzatori circa pericoli residui, se del caso, e indicazione della necessità di opportune misure speciali di attenuazione dei rischi per l’installazione e/o l’utilizzazione.
|
|
|
1.3.
|
Ove siano note o chiaramente prevedibili le possibilità di un uso scorretto, l’attrezzatura a pressione deve essere progettata in modo da eliminare rischi derivanti da tale uso o, se ciò non fosse possibile, deve essere munita di un’avvertenza adeguata che ne sconsigli l’uso scorretto.
|
2. PROGETTAZIONE
2.1. Norme di carattere generale
Le attrezzature a pressione devono essere opportunamente progettate tenendo conto di tutti i fattori pertinenti che consentono di garantirne la sicurezza per tutta la durata di vita prevista.
La progettazione comprende coefficienti di sicurezza appropriati basati su metodi generali che utilizzano margini di sicurezza adatti a prevenire in modo coerente qualsiasi tipo di alterazione.
2.2. Progettazione ai fini di una resistenza adeguata
2.2.1. Le attrezzature a pressione devono essere progettate per carichi appropriati all’uso per esse previsto e per altre condizioni di esercizio ragionevolmente prevedibili. In particolare si terrà conto dei fattori seguenti:
|
—
|
pressione interna/esterna,
|
|
—
|
temperatura ambiente e di esercizio,
|
|
—
|
pressione statica e massa della sostanza contenuta alle condizioni di esercizio e durante le prove,
|
|
—
|
sollecitazioni dovute a traffico, vento, terremoti,
|
|
—
|
forze di reazione e momenti di reazione provocati da sostegni, collegamenti, tubazioni ecc.,
|
|
—
|
corrosione ed erosione, fatica ecc.,
|
|
—
|
decomposizione dei fluidi instabili.
|
È necessario tenere in considerazione le diverse sollecitazioni che possono verificarsi contemporaneamente, valutando le probabilità che esse avvengano allo stesso tempo.
2.2.2. La progettazione, ai fini di una resistenza adeguata deve essere basata su uno degli elementi seguenti:
|
—
|
in generale, su un metodo di calcolo, riportato al punto 2.2.3, integrato, se necessario, da un metodo di progettazione sperimentale riportato al punto 2.2.4;
|
|
—
|
su un metodo di progettazione sperimentale senza calcoli, riportato al punto 2.2.4, ove il prodotto della pressione massima ammissibile PS per il volume V sia inferiore a 6 000 bar·L o il prodotto PS·DN sia inferiore a 3 000 bar.
|
2.2.3. Metodo di calcolo
a) Contenimento della pressione ed altri aspetti legati ai carichi
Occorre limitare le sollecitazioni ammissibili delle attrezzature a pressione tenuto conto delle alterazioni ragionevolmente prevedibili in relazione alle condizioni di esercizio. A tal fine, è necessario applicare coefficienti di sicurezza che consentano di fugare del tutto le incertezze derivanti dalla fabbricazione, dalle condizioni concrete di uso, dalle sollecitazioni, dai modelli di calcolo, nonché dalle proprietà e dal comportamento dei materiali.
I metodi di calcolo devono fornire sufficienti margini di sicurezza in base, ove opportuno, alle prescrizioni del punto 7.
Tali disposizioni possono essere soddisfatte applicando uno dei seguenti metodi, a seconda dei casi, se necessario a titolo complementare o in combinazione:
|
—
|
progettazione mediante formule,
|
|
—
|
progettazione mediante analisi,
|
|
—
|
progettazione mediante meccanica della rottura.
|
b) Resistenza
Al fine di determinare la resistenza dell’attrezzatura a pressione si deve ricorrere a idonei calcoli di progetto.
In particolare:
|
—
|
le pressioni di calcolo non devono essere inferiori alle pressioni massime ammissibili e devono tener conto della pressione statica e della pressione dinamica del fluido nonché della decomposizione dei fluidi instabili. Quando un recipiente è separato in scomparti distinti e singoli soggetti a pressione, la parete di divisione va progettata tenendo conto della pressione più elevata che si possa raggiungere in uno scomparto e della pressione minima possibile nello scomparto limitrofo,
|
|
—
|
le temperature di calcolo devono offrire idonei margini di sicurezza,
|
|
—
|
la progettazione deve tenere nel dovuto conto tutte le eventuali combinazioni di temperatura e di pressione che possono coincidere durante condizioni di esercizio ragionevolmente prevedibili per l’attrezzatura,
|
|
—
|
le sollecitazioni massime e le concentrazioni delle sollecitazioni di punta devono essere mantenute entro limiti di sicurezza,
|
|
—
|
nei calcoli per il contenimento della pressione si deve fare uso dei valori appropriati relativi alle proprietà dei materiali e basati su dati verificati, tenendo conto delle norme di cui al punto 4 nonché dei fattori di sicurezza adeguati. A seconda dei casi, fra le caratteristiche dei materiali da considerare devono figurare:
|
—
|
limite di elasticità, 0,2 % o 1 %, a seconda dei casi, alla temperatura di calcolo,
|
|
—
|
resistenza alla trazione,
|
|
—
|
resistenza riferita al tempo, cioè resistenza allo scorrimento plastico,
|
|
—
|
dati relativi alla fatica,
|
|
—
|
modulo di Young (modulo di elasticità),
|
|
—
|
appropriato livello di sollecitazione plastica,
|
|
—
|
energia di flessione da urto,
|
|
—
|
resistenza alla rottura,
|
|
|
—
|
idonei coefficienti di giunzione, da applicare alle caratteristiche dei materiali e in funzione, ad esempio, del tipo di prove non distruttive, delle proprietà dei materiali assemblati e delle condizioni di esercizio previste,
|
|
—
|
la progettazione deve tenere opportunamente conto di tutti i meccanismi ragionevolmente prevedibili di deterioramento (per esempio corrosione, scorrimento, fatica) relativi all’uso previsto dell’attrezzatura. Nelle istruzioni di cui al punto 3.4 si deve richiamare l’attenzione sulle caratteristiche della progettazione che influiscono in modo determinante sulla longevità dell’attrezzatura, per esempio:
|
—
|
per quanto riguarda lo scorrimento: numero previsto di ore di esercizio alle temperature specificate,
|
|
—
|
per quanto riguarda la fatica: numero previsto di cicli ai livelli di sollecitazione specificati,
|
|
—
|
per quanto riguarda la corrosione: corrosione ammissibile prevista.
|
|
c) Stabilità
Ove lo spessore determinato per via di calcolo desse una stabilità strutturale insufficiente, andranno adottate misure idonee per eliminare l’inconveniente, tenendo conto dei rischi legati al trasporto e alla movimentazione.
2.2.4. Metodo sperimentale di progettazione
La progettazione dell’attrezzatura può essere completamente o parzialmente convalidata da un programma di prove da effettuare su un campione rappresentativo dell’attrezzatura o della categoria di attrezzature.
Prima dell’esecuzione delle prove occorre definire chiaramente il suddetto programma e aver ricevuto la relativa approvazione da parte dell’organismo notificato incaricato del modulo di valutazione della progettazione, laddove esso esista.
Il suddetto programma deve stabilire le condizioni in cui effettuare le prove e i criteri di approvazione e di rifiuto. I valori esatti delle principali dimensioni e delle caratteristiche dei materiali di costruzione delle attrezzature da collaudare devono essere determinati prima dell’esecuzione della prova.
Se del caso, durante le prove deve essere possibile osservare le aree critiche dell’attrezzatura a pressione per mezzo di strumenti adeguati che consentano di misurare le deformazioni e le sollecitazioni con sufficiente precisione.
Il programma di prove deve comprendere:
|
a)
|
una prova di resistenza alla pressione intesa a verificare che, ad una pressione che garantisca un margine di sicurezza fissato in relazione alla pressione massima ammissibile, l’attrezzatura non presenti fuoriuscite significative né deformazioni superiori ad un certo limite.
Per l’esecuzione della prova la pressione va stabilita tenendo conto delle differenze tra i valori delle caratteristiche geometriche e dei materiali rilevati alle condizioni di esecuzione della prova e i valori ammessi per la progettazione, e deve altresì tener conto della differenza tra la temperatura di prova e quella di progetto;
|
|
b)
|
in caso di rischio di scorrimento plastico o di fatica, prove appropriate stabilite in funzione delle condizioni di esercizio previste per l’attrezzatura in questione, ad esempio: durata di funzionamento a determinate temperature, numero di cicli a determinati livelli di sollecitazione;
|
|
c)
|
se necessario, prove complementari relative ad altri fattori ambientali specifici di cui al punto 2.2.1 quali corrosione, aggressioni esterne.
|
2.3. Disposizioni a garanzia delle manovre e dell’esercizio in condizioni di sicurezza
I sistemi di funzionamento delle attrezzature a pressione devono essere tali da escludere qualsiasi rischio ragionevolmente prevedibile derivante dal funzionamento. Se necessario, occorre prestare una particolare attenzione, a seconda del caso:
|
—
|
ai dispositivi di chiusura e di apertura,
|
|
—
|
agli scarichi pericolosi delle valvole di sicurezza,
|
|
—
|
ai dispositivi che impediscono l’accesso fisico in presenza di pressione o di vuoto,
|
|
—
|
alla temperatura superficiale, in considerazione dell’uso previsto,
|
|
—
|
alla decomposizione dei fluidi instabili.
|
In particolare, le attrezzature a pressione con otturatori amovibili devono essere munite di un dispositivo automatico o manuale che permetta all’utilizzatore di accertarsi facilmente che l’apertura non presenti alcun rischio. Inoltre, quando questa apertura può essere azionata rapidamente, l’attrezzatura a pressione deve essere munita di un dispositivo che ne impedisca l’apertura fintantoché la pressione o la temperatura del fluido costituiscono un rischio.
2.4. Mezzi di ispezione
|
a)
|
L’attrezzatura a pressione deve essere progettata e costruita in modo tale che sia possibile effettuare tutte le ispezioni necessarie per garantirne la sicurezza.
|
|
b)
|
Ove ciò sia necessario a garantirne la sicurezza permanente si devono predisporre mezzi per verificare le condizioni dell’attrezzatura a pressione al suo interno, quali aperture di accesso che consentano l’accesso fisico all’interno dell’attrezzatura in modo tale che si possa procedere alle opportune ispezioni in condizioni ergonomiche e di sicurezza.
|
|
c)
|
Si possono predisporre altri mezzi che permettano di garantire lo stato di sicurezza dell’attrezzatura nei casi in cui:
|
—
|
essa sia troppo piccola per consentire l’accesso fisico al suo interno,
|
|
—
|
la sua apertura possa avere effetti negativi sull’interno,
|
|
—
|
sia dimostrato che la sostanza destinata ad esservi contenuta non è dannosa per il materiale di costruzione dell’attrezzatura a pressione e che non è ragionevolmente prevedibile alcun altro meccanismo di deterioramento.
|
|
2.5. Mezzi di scarico e di sfiato
Ove occorra, vanno previsti mezzi adeguati per lo scarico e lo sfiato delle attrezzature a pressione al fine di:
|
—
|
evitare fenomeni dannosi come il colpo d’ariete, il cedimento strutturale sottovuoto, la corrosione e le reazioni chimiche incontrollate. Vanno tenute presenti tutte le fasi di funzionamento e di prova, in particolare le prove sotto pressione,
|
|
—
|
consentire le operazioni di pulizia, ispezione e manutenzione in condizioni di assoluta sicurezza.
|
2.6. Corrosione e altre aggressioni chimiche
Ove occorra, va previsto un maggiore spessore o una protezione adeguata contro la corrosione o altre aggressioni chimiche tenendo conto del tipo di utilizzo previsto e ragionevolmente prevedibile.
2.7. Usura
Ove sussista la possibilità di erosioni o di abrasioni di notevole entità, vanno prese misure adeguate per:
|
—
|
ridurre al minimo l’effetto con una progettazione adeguata, ad esempio aumentando lo spessore del materiale o prevedendo l’uso di incamiciature o di materiali di rivestimento,
|
|
—
|
consentire la sostituzione delle parti maggiormente colpite,
|
|
—
|
attirare l’attenzione, nelle istruzioni di cui al punto 3.4, sulle misure necessarie per un uso in condizioni permanenti di sicurezza.
|
2.8. Insiemi
Gli insiemi di attrezzature devono essere progettati in modo che:
|
—
|
gli elementi da assemblare siano adatti e affidabili per l’applicazione prevista,
|
|
—
|
tutti i componenti siano correttamente integrati e adeguatamente collegati.
|
2.9. Disposizioni per il caricamento e lo scarico
All’occorrenza, la progettazione delle attrezzature a pressione e l’installazione dei relativi accessori, ovvero le misure necessarie per la loro installazione, devono essere tali da garantire che esse vengano caricate e scaricate in condizioni di sicurezza, tenendo in particolare conto i seguenti rischi:
|
a)
|
per il caricamento:
|
—
|
l’eccessivo caricamento o l’eccessiva pressurizzazione, con particolare riguardo al tasso di caricamento e alla pressione di vapore alla temperatura di riferimento,
|
|
—
|
l’instabilità delle attrezzature a pressione;
|
|
|
b)
|
per lo scarico: la fuoriuscita incontrollata del fluido pressurizzato;
|
|
c)
|
per il caricamento e lo scarico: collegamento e scollegamento insicuri.
|
2.10. Protezione contro il superamento dei limiti ammissibili dell’attrezzatura a pressione
Ove, in condizioni ragionevolmente prevedibili, è possibile che vengano superati i limiti ammissibili, l’attrezzatura a pressione viene dotata ovvero si provvede a che sia dotata di adeguati dispositivi di protezione, a meno che l’attrezzatura sia destinata ad essere protetta da altri dispositivi di protezione integrati nell’insieme.
Il dispositivo adeguato o la combinazione dei dispositivi adeguati sono determinati in funzione delle peculiarità dell’attrezzatura o dell’insieme di attrezzature e delle sue condizioni di funzionamento.
I dispositivi di protezione e le relative combinazioni comprendono:
|
a)
|
gli accessori di sicurezza di cui all’articolo 2, punto 4;
|
|
b)
|
a seconda dei casi, adeguati dispositivi di controllo quali indicatori o allarmi che consentano di mantenere l’attrezzatura sotto pressione entro i limiti ammissibili in modo automatico o manuale.
|
2.11. Accessori di sicurezza
2.11.1. Gli accessori di sicurezza devono:
|
—
|
essere progettati e costruiti in modo da essere affidabili e adatti al loro uso previsto e da tener conto, se del caso, dei requisiti in materia di manutenzione e di prova dei dispositivi,
|
|
—
|
essere indipendenti da altre funzioni, a meno che la loro funzione di sicurezza non possa essere intaccata dalle altre funzioni,
|
|
—
|
essere conformi ai principi di progettazione appropriati per ottenere una protezione adeguata ed affidabile. Detti principi comprendono segnatamente un sistema «fail-safe», un sistema a ridondanza, la diversità e un sistema di autocontrollo.
|
2.11.2. Dispositivi di limitazione della pressione
Tali dispositivi devono essere progettati in modo che la pressione non superi in permanenza la pressione massima ammissibile PS; è tuttavia di regola ammesso un picco di pressione di breve durata in base, ove opportuno, alle prescrizioni di cui al punto 7.3.
2.11.3. Dispositivi di controllo della temperatura
Questi dispositivi devono avere un tempo di risposta adeguato sotto il profilo della sicurezza e coerente con le funzioni di misurazione.
2.12. Incendio all’esterno
Ove necessario, le attrezzature a pressione devono essere progettate e, ove occorra, dotate di accessori adeguati, ovvero si devono prendere misure adeguate per la loro installazione, al fine di rispondere ai requisiti in materia di limitazione dei danni in caso d’incendio di origine esterna, con particolare riguardo all’uso previsto dell’attrezzatura.
3. FABBRICAZIONE
3.1. Procedure di fabbricazione
Mediante applicazione delle tecniche idonee e delle procedure opportune, il fabbricante deve garantire la corretta esecuzione delle istruzioni previste per le fasi di progettazione, con particolare riguardo alle operazioni indicate di seguito.
3.1.1. Preparazione dei componenti
La preparazione dei componenti (ad esempio formatura e smussatura) non deve provocare difetti o incrinature, né modificare le proprietà meccaniche che potrebbero avere effetti negativi per la sicurezza delle attrezzature a pressione.
3.1.2. Giunzioni permanenti
Le giunzioni permanenti e le zone adiacenti devono essere esenti da difetti di superficie o interni tali da nuocere alla sicurezza delle attrezzature.
Le proprietà delle giunzioni permanenti devono soddisfare le proprietà minime indicate per i materiali che devono essere collegati a meno che altri valori di proprietà corrispondenti siano stati specificamente presi in considerazione nei calcoli di progettazione.
Per le attrezzature a pressione, le giunzioni permanenti delle parti che contribuiscono alla resistenza alla pressione dell’attrezzatura e le parti ad essa direttamente annesse devono essere realizzate da personale adeguatamente qualificato e secondo modalità operative adeguate.
L’approvazione delle modalità operative e del personale sono affidate per le attrezzature a pressione delle categorie II, III e IV ad una terza parte competente che è, a scelta del fabbricante:
|
—
|
un organismo notificato,
|
|
—
|
un’entità terza riconosciuta da uno Stato membro come previsto all’articolo 20.
|
Al fine di procedere a tali approvazioni, detta entità terza effettua o fa effettuare gli esami e le prove previsti nelle norme armonizzate appropriate o esami e prove equivalenti.
3.1.3. Prove non distruttive
Per le attrezzature a pressione, le prove non distruttive delle giunzioni permanenti devono essere effettuate da personale adeguatamente qualificato. Per le attrezzature a pressione delle categorie III e IV, il personale deve essere stato approvato da un’entità terza competente, riconosciuta da uno Stato membro, ai sensi dell’articolo 20.
3.1.4. Trattamento termico
Se vi è rischio che il processo di fabbricazione modifichi le proprietà dei materiali tanto da pregiudicare la sicurezza delle attrezzature a pressione, si deve applicare un trattamento termico adeguato nella opportuna fase di fabbricazione.
3.1.5. Rintracciabilità
Devono essere stabilite e mantenute opportune procedure per identificare i materiali delle parti dell’attrezzatura che contribuiscono alla resistenza alla pressione con mezzi adeguati dal momento della ricezione, passando per la produzione, fino alla prova definitiva dell’attrezzatura a pressione costruita.
3.2. Verifica finale
Le attrezzature a pressione devono essere sottoposte alla verifica finale descritta qui di seguito.
3.2.1. Esame finale
Le attrezzature a pressione devono essere sottoposte ad un esame finale volto a verificare, de visu e tramite controllo della relativa documentazione, il rispetto dei requisiti della presente direttiva. In tale ambito si possono prendere in considerazione le prove effettuate nel corso della fabbricazione. Nella misura necessaria a fini di sicurezza, l’esame finale viene effettuato all’interno e all’esterno di tutte le parti dell’attrezzatura, eventualmente durante il processo di fabbricazione (ad esempio, qualora l’attrezzatura non sia più ispezionabile all’atto dell’esame finale).
3.2.2. Prova
La verifica finale delle attrezzature a pressione comprende una prova di resistenza alla pressione, di norma costituita da una prova a pressione idrostatica a una pressione almeno pari, ove opportuno, al valore fissato al punto 7.4.
Per le attrezzature della categoria I fabbricate in serie, detta prova può essere eseguita su base statistica.
Nei casi in cui la prova a pressione idrostatica risulti dannosa o non possa essere effettuata, si possono effettuare anche altre prove di comprovata validità. Prima di effettuare le prove diverse dalla prova a pressione idrostatica, si applicano misure integrative quali prove non distruttive o altri metodi di efficacia equivalente.
3.2.3. Esame dei dispositivi di sicurezza
Per gli insiemi, la verifica finale prevede anche un esame degli accessori di sicurezza per verificare che siano pienamente rispettati i requisiti di cui al punto 2.10.
3.3. Marcatura e/o etichettatura
Oltre alla marcatura CE di cui agli articoli 18 e 19, e alle informazioni da fornire conformemente all’articolo 6, paragrafo 6, e all’articolo 8, paragrafo 3, sono fornite anche le informazioni indicate in appresso.
|
a)
|
Per tutte le attrezzature a pressione:
|
—
|
identificazione dell’attrezzatura a pressione secondo la sua natura: tipo, serie o numero di identificazione della partita, numero di fabbricazione,
|
|
—
|
limiti essenziali massimi e minimi ammissibili.
|
|
|
b)
|
A seconda del tipo di attrezzatura a pressione, informazioni supplementari atte a garantire condizioni sicure di installazione, funzionamento o impiego e, ove occorra, di manutenzione e ispezione periodica, quali:
|
—
|
volume V dell’attrezzatura a pressione espressa in L,
|
|
—
|
dimensione nominale della tubazione DN,
|
|
—
|
pressione di prova PT applicata, espressa in bar, e data,
|
|
—
|
pressione a cui è tarato il dispositivo di sicurezza espressa in bar,
|
|
—
|
potenza dell’attrezzatura in kW,
|
|
—
|
tensione d’alimentazione in V (volts),
|
|
—
|
rapporto di riempimento in kg/L,
|
|
—
|
massa di riempimento massima in kg,
|
|
|
c)
|
Ove occorra, mediante avvertenze fissate all’attrezzatura a pressione si dovrà attirare l’attenzione sugli impieghi non corretti posti in risalto dall’esperienza.
|
Le informazioni di cui alle lettere a), b) e c) figurano sull’attrezzatura a pressione o su una targhetta saldamente fissata ad essa, ad eccezione dei seguenti casi:
|
—
|
se del caso, si può usare una opportuna documentazione per evitare la marcatura ripetuta di singoli elementi, come ad esempio componenti di tubazioni, destinati allo stesso insieme,
|
|
—
|
nel caso di attrezzature a pressione troppo piccole, ad esempio accessori, dette informazioni possono essere riportate su un’etichetta apposta sull’attrezzatura in questione,
|
|
—
|
per indicare la massa contenibile e per le avvertenze di cui alla lettera c) si possono utilizzare etichette o altri mezzi adeguati, purché essi rimangano leggibili per tutto il periodo di vita previsto.
|
3.4. Istruzioni operative
|
a)
|
Al momento della messa a disposizione sul mercato, le attrezzature a pressione devono essere accompagnate, ove pertinente, da un foglio illustrativo destinato all’utilizzatore, contenente tutte le informazioni utili ai fini della sicurezza per quanto riguarda:
|
—
|
il montaggio, compreso l’assemblaggio, delle varie attrezzature a pressione,
|
|
—
|
la manutenzione e le ispezioni da parte dell’utilizzatore.
|
|
|
b)
|
Il foglio illustrativo deve riprendere le informazioni presenti nel contrassegno dell’attrezzatura a pressione a norma del punto 3.3, tranne l’identificazione della serie, e deve essere corredato, all’occorrenza, della documentazione tecnica nonché dei disegni e dei diagrammi necessari a una buona comprensione di tali istruzioni.
|
|
c)
|
Ove occorra, il foglio illustrativo deve inoltre richiamare l’attenzione sui rischi di un uso scorretto, in base al punto 1.3, e sulle caratteristiche particolari della progettazione, in base al punto 2.2.3.
|
4. MATERIALI
I materiali utilizzati per la costruzione di attrezzature a pressione devono essere adatti per tale applicazione durante la durata di vita prevista, a meno che non si preveda una sostituzione.
I materiali di saldatura e gli altri materiali di assemblaggio devono soddisfare in modo adeguato soltanto i corrispondenti requisiti dei punti 4.1, 4.2, lettera a), e 4.3, primo comma, sia singolarmente che dopo la messa in opera.
|
4.1.
|
I materiali delle parti pressurizzate:
|
a)
|
devono avere caratteristiche adeguate a tutte le condizioni di prova e di esercizio ragionevolmente prevedibili, e soprattutto possedere duttilità e tenacità sufficienti; se del caso, le caratteristiche di questi materiali dovranno rispettare i requisiti del punto 7.5; inoltre, si dovrà procedere in particolare ad un’appropriata selezione dei materiali in modo da prevenire, se necessario, una frattura di fragilità; ove per motivi specifici si debba far ricorso ad un materiale fragile, devono essere previste idonee misure;
|
|
b)
|
devono possedere una resistenza chimica sufficiente al fluido che sarà contenuto nell’attrezzatura a pressione; le proprietà chimiche e fisiche necessarie per la sicurezza operativa non devono essere influenzate in modo rilevante nel corso della durata di vita prevista dell’attrezzatura;
|
|
c)
|
non devono subire in modo rilevante l’influenza dell’usura;
|
|
d)
|
devono essere adatti alle procedure di trattamento previste;
|
|
e)
|
devono essere selezionati in modo da evitare effetti negativi rilevanti in caso di assemblaggio di materiali diversi.
|
|
|
4.2.
|
Il fabbricante dell’attrezzatura a pressione deve:
|
a)
|
definire adeguatamente i valori necessari per i calcoli di progettazione di cui al punto 2.2.3 nonché le caratteristiche essenziali dei materiali e della loro utilizzazione, di cui al punto 4.1;
|
|
b)
|
allegare alla documentazione tecnica gli elementi che attestano il rispetto delle prescrizioni della presente direttiva riguardo ai materiali in una delle seguenti forme:
|
—
|
mediante l’utilizzazione di materiali in base alle norme armonizzate,
|
|
—
|
mediante l’utilizzazione dei materiali che hanno formato oggetto di un’approvazione europea di materiali per attrezzature a pressione in base all’articolo 15,
|
|
—
|
mediante una valutazione particolare dei materiali;
|
|
|
c)
|
per le attrezzature a pressione delle categorie III e IV, una valutazione particolare dello specifico materiale è effettuata dall’organismo notificato incaricato delle procedure di valutazione della conformità dell’attrezzatura a pressione.
|
|
|
4.3.
|
Il fabbricante dell’attrezzatura deve prendere le opportune misure per accertarsi che il materiale impiegato sia conforme ai requisiti richiesti. In particolare, per tutti i materiali, il fabbricante deve fornire documenti che ne attestino la conformità ad un determinato requisito.
Per quanto riguarda le parti pressurizzate principali delle attrezzature delle categorie II, III e IV, tale attestato deve essere costituito da un certificato che prevede un controllo specifico sul prodotto.
Allorché un fabbricante di materiali ha un sistema di garanzia di qualità appropriato certificato da un organismo competente stabilito nell’Unione e che è stato oggetto di una valutazione specifica per i materiali, si presume che gli attestati da esso rilasciati assicurino la conformità ai corrispondenti requisiti del presente punto.
|
REQUISITI PARTICOLARI PER ATTREZZATURE A PRESSIONE SPECIFICHE
In aggiunta ai requisiti contemplati ai punti da 1 a 4, per i prodotti di cui ai punti 5 e 6 valgono i requisiti qui di seguito specificati.
5. ATTREZZATURE A PRESSIONE A FOCOLARE O ALTRO TIPO DI RISCALDAMENTO, CON RISCHIO DI SURRISCALDAMENTO, DI CUI ALL’ARTICOLO 4, PARAGRAFO 1
Tra le suddette attrezzature figurano:
|
—
|
i generatori di vapore e di acqua surriscaldata di cui all’articolo 4, paragrafo 1, lettera b), come le caldaie per vapore e acqua calda a focolare, i surriscaldatori e i risurriscaldatori, le caldaie a recupero calorico, le caldaie per l’incenerimento di rifiuti, le caldaie elettriche ad elettrodi o a immersione, le autoclavi a pressione, nonché i relativi accessori e, ove occorra, i relativi sistemi per il trattamento dell’acqua di alimentazione, i sistemi di alimentazione di combustibile,
|
|
—
|
gli apparecchi di riscaldamento a scopo industriale, che utilizzano fluidi diversi dal vapore e dall’acqua surriscaldata di cui all’articolo 4, paragrafo 1, lettera a), quali riscaldatori per le industrie chimiche e altre industrie affini e le attrezzature a pressione per la lavorazione dei prodotti alimentari.
|
Le suddette attrezzature a pressione devono essere calcolate, progettate e costruite in modo da evitare o ridurre i rischi di una perdita significativa di contenimento derivante da surriscaldamento. In particolare, a seconda dei casi si deve garantire che:
|
a)
|
siano forniti adeguati dispositivi di protezione per limitare parametri di funzionamento quali l’immissione e lo smaltimento del calore e, se del caso, il livello del fluido onde evitare qualsiasi rischio di surriscaldamento localizzato o generale;
|
|
b)
|
se necessario, siano previsti punti di prelevamento onde valutare le proprietà del fluido per evitare rischi connessi con i depositi e/o la corrosione;
|
|
c)
|
si prendano provvedimenti adeguati per eliminare i rischi di danni causati dai depositi;
|
|
d)
|
si provveda a dissipare, in condizioni di sicurezza, il calore residuo dopo il disinserimento dell’attrezzatura;
|
|
e)
|
si prevedano disposizioni per evitare un accumulo pericoloso di miscele infiammabili di sostanze combustibili e aria o un ritorno di fiamma.
|
6. TUBAZIONI DESCRITTE ALL’ARTICOLO 4, PARAGRAFO 1, LETTERA C)
Il progetto e la costruzione delle tubazioni devono garantire che:
|
a)
|
il rischio di sovrasollecitazioni causate da un gioco eccessivo o dalla formazione di forze eccessive a carico, ad esempio, di flange, giunzioni, soffietti o tubazioni flessibili, sia controllato mediante idonei mezzi di sostegno, vincolo, ancoraggio, allineamento e pretensione;
|
|
b)
|
ove vi sia la possibilità che si formi condensa all’interno di tubi per fluidi gassosi, siano previsti sistemi di scarico e di rimozione dei depositi dalle zone più basse onde evitare colpi d’ariete o corrosione;
|
|
c)
|
si presti debita attenzione ai possibili danni causati da turbolenze e vortici; in tal caso si applicano le disposizioni pertinenti del punto 2.7;
|
|
d)
|
si presti adeguata attenzione al rischio di fatica derivante da vibrazioni nei tubi;
|
|
e)
|
se le sostanze contenute nelle tubazioni sono fluidi appartenenti al gruppo 1, siano previsti mezzi adeguati per isolare i tubi di derivazione che presentano rischi notevoli a causa delle loro dimensioni;
|
|
f)
|
venga ridotto al minimo il rischio di scarico involontario, segnando chiaramente sul lato fisso i punti di derivazione e indicando il fluido contenuto;
|
|
g)
|
la posizione e il percorso delle tubazioni e delle condotte sotterranee siano indicati almeno nella documentazione tecnica onde facilitare le operazioni di manutenzione, ispezione o riparazione in condizioni di completa sicurezza.
|
7. REQUISITI PARTICOLARI, ESPRESSI IN CIFRE, PER ATTREZZATURE A PRESSIONE SPECIFICHE
Sono di norma applicabili le disposizioni che seguono. Tuttavia, allorché non sono applicate, compresi i casi in cui il materiale non sia indicato specificamente e non siano applicate norme armonizzate, il fabbricante deve comprovare l’applicazione di disposizioni adeguate che consentano di ottenere un livello di sicurezza globale equivalente.
Le disposizioni previste dal presente punto integrano i requisiti essenziali di sicurezza di cui ai punti da 1 a 6 per le attrezzature a pressione alle quali sono applicati.
7.1. Sollecitazioni ammissibili
7.1.1. Simboli
Re/t, limite di elasticità, indica il valore alla temperatura di calcolo, a seconda dei casi:
|
—
|
del limite massimo di scorrimento per un materiale che presenti un limite di scorrimento minimo e uno massimo,
|
|
—
|
del limite di elasticità convenzionale, pari all’1,0 %, per l’acciaio austenitico e l’alluminio non legato,
|
|
—
|
del limite di elasticità convenzionale pari, negli altri casi, allo 0,2 %.
|
Rm/20 indica il valore minimo della resistenza alla trazione a 20 °C.
Rm/t indica la resistenza alla trazione alla temperatura di calcolo.
7.1.2. A seconda del materiale impiegato, la sollecitazione generale ammissibile della membrana per carichi prevalentemente statici e per temperature situate fuori dalla gamma in cui i fenomeni di scorrimento sono significativi non deve essere superiore al più basso dei valori elencati in appresso:
|
—
|
per l’acciaio ferritico, compreso l’acciaio normalizzato (acciaio laminato), ed esclusi gli acciai a grani fini e gli acciai che hanno subito un trattamento termico speciale, 2/3 di Re/t e 5/12 di Rm/20,
|
|
—
|
per l’acciaio austenitico:
|
—
|
se l’allungamento dopo la rottura è superiore al 30 %, 2/3 di Re/t,
|
|
—
|
in via alternativa e se l’allungamento dopo la rottura è superiore al 35 %, 5/6 di Re/t e 1/3 di Rm/t,
|
|
|
—
|
per l’acciaio fuso non legato o scarsamente legato, 10/19 di Re/t e 1/3 di Rm/20,
|
|
—
|
per l’alluminio, 2/3 di Re/t,
|
|
—
|
per le leghe di alluminio che non possono essere temprate, 2/3 di Re/t e 5/12 di Rm/20.
|
7.2. Coefficienti di giunzione
Per i giunti saldati il coefficiente di giunzione deve essere al massimo pari ai seguenti valori:
|
—
|
per le attrezzature sottoposte a prove distruttive e non distruttive che consentono di verificare l’inesistenza di difetti rilevanti: 1;
|
|
—
|
per le attrezzature sottoposte a prove non distruttive mediante sondaggio: 0,85;
|
|
—
|
per le attrezzature non sottoposte a prove non distruttive diverse da un’ispezione visiva: 0,7.
|
Ove occorra, si devono prendere in considerazione anche il tipo di sollecitazione e le proprietà meccaniche e tecnologiche del giunto.
7.3. Dispositivi di limitazione della pressione, specie per i recipienti a pressione
Il picco temporaneo di pressione di cui al punto 2.11.2, deve essere limitato al 10 % della pressione massima ammissibile.
7.4. Pressione di prova idrostatica
Per i recipienti a pressione, la pressione di prova idrostatica di cui al punto 3.2.2 dev’essere almeno pari al più elevato dei due valori seguenti:
|
—
|
la pressione corrispondente al carico massimo che può sopportare l’attrezzatura in funzione, tenuto conto della pressione massima ammissibile e della temperatura massima ammissibile, moltiplicata per il coefficiente 1,25,
|
|
—
|
la pressione massima ammissibile, moltiplicata per il coefficiente 1,43.
|
7.5. Caratteristiche dei materiali
Qualora non siano richiesti altri valori in base ad altri criteri da prendere in considerazione, per essere conforme al punto 4.1, lettera a), un acciaio è considerato sufficientemente duttile se l’allungamento dopo la rottura, in una prova di trazione effettuata secondo un procedimento standard, è pari almeno al 14 % e se l’energia di flessione da urto, misurata in provetta ISO V, è pari almeno a 27 J ad una temperatura al massimo pari a 20 °C, ma non superiore alla temperatura minima di esercizio prevista.
ALLEGATO II
TABELLE DI VALUTAZIONE DELLA CONFORMITÀ
|
1.
|
Nelle tabelle i riferimenti alle diverse categorie di moduli sono i seguenti:
|
I
|
=
|
Modulo A
|
|
II
|
=
|
Moduli A2, D1, E1
|
|
III
|
=
|
Moduli B (tipo di progetto) + D, B (tipo di progetto) + F, B (tipo di produzione) + E, B (tipo di produzione) + C2, H
|
|
IV
|
=
|
Moduli B (tipo di produzione) + D, B (tipo di produzione) + F, G, H1
|
|
|
2.
|
Gli accessori di sicurezza definiti all’articolo 2, punto 4, e oggetto dell’articolo 4, paragrafo 1, lettera d), sono classificati nella categoria IV. Eccezionalmente, tuttavia, gli accessori di sicurezza fabbricati per attrezzature specifiche possono essere classificati nella stessa categoria dell’attrezzatura da proteggere.
|
|
3.
|
Gli accessori a pressione di cui all’articolo 2, punto 5, e oggetto dell’articolo 4, paragrafo 1, lettera d), sono classificati in base:
|
—
|
alla pressione massima ammissibile PS,
|
|
—
|
al volume proprio V o, a seconda dei casi, alla dimensione nominale DN,
|
|
—
|
al gruppo di fluidi che sono destinati a contenere.
|
La tabella corrispondente per i recipienti o le tubazioni va utilizzata per precisare la categoria di valutazione della conformità.
Qualora il volume e la dimensione nominale siano considerati adeguati ai fini dell’applicazione del secondo trattino del primo capoverso, l’accessorio in questione è classificato nella categoria più elevata.
|
|
4.
|
Le linee di demarcazione nelle tabelle di valutazione della conformità che seguono indicano il limite superiore per ciascuna categoria.

In via di eccezione, i recipienti destinati a contenere un gas instabile appartenente, secondo la tabella 1, alle categorie I o II, sono classificati nella categoria III.
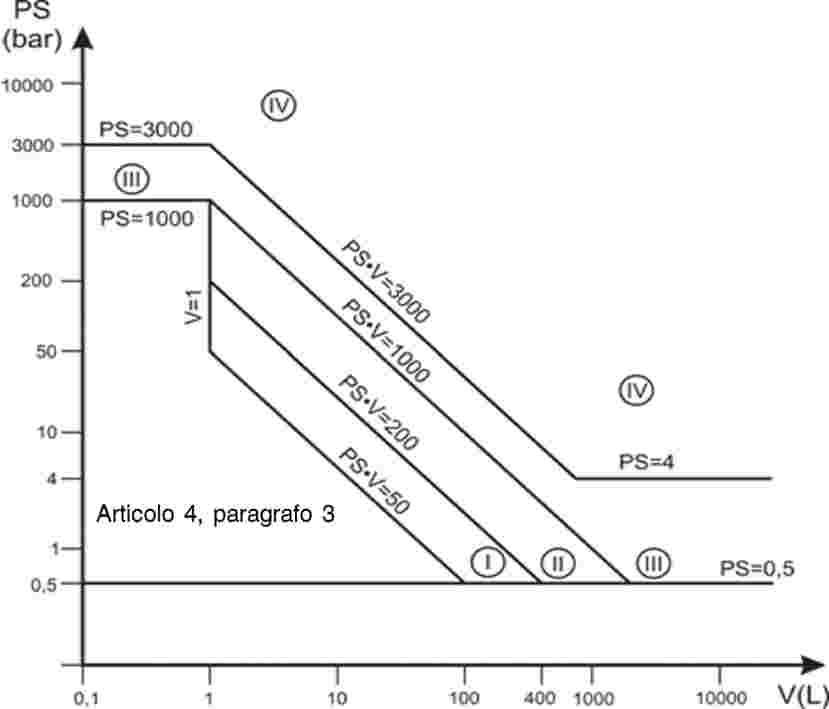
In via di eccezione, gli estintori portatili e le bombole per apparecchi respiratori sono classificati almeno nella categoria III.

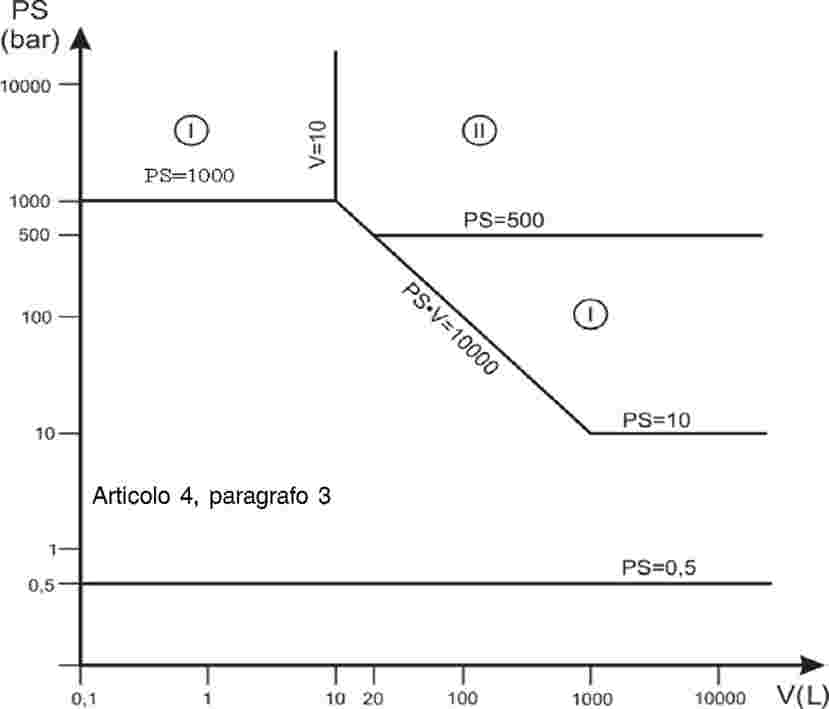
In via di eccezione, gli insiemi previsti per la produzione di acqua calda di cui all’articolo 4, paragrafo 2, secondo comma, sono oggetto di un esame UE del tipo (Modulo B — tipo di progetto) allo scopo di controllarne la conformità ai requisiti essenziali di cui ai punti 2.10, 2.11, 3.4, 5, lettere a) e d), dell’allegato I o di un sistema di garanzia della qualità totale (Modulo H).

In via di eccezione, le pentole a pressione sono oggetto di un controllo della progettazione secondo una procedura di valutazione della conformità corrispondente ad almeno uno dei moduli della categoria III.

In via di eccezione, le tubazioni destinate a contenere gas instabili appartenenti, secondo la tabella 6, alle categorie I o II sono classificate nella categoria III.
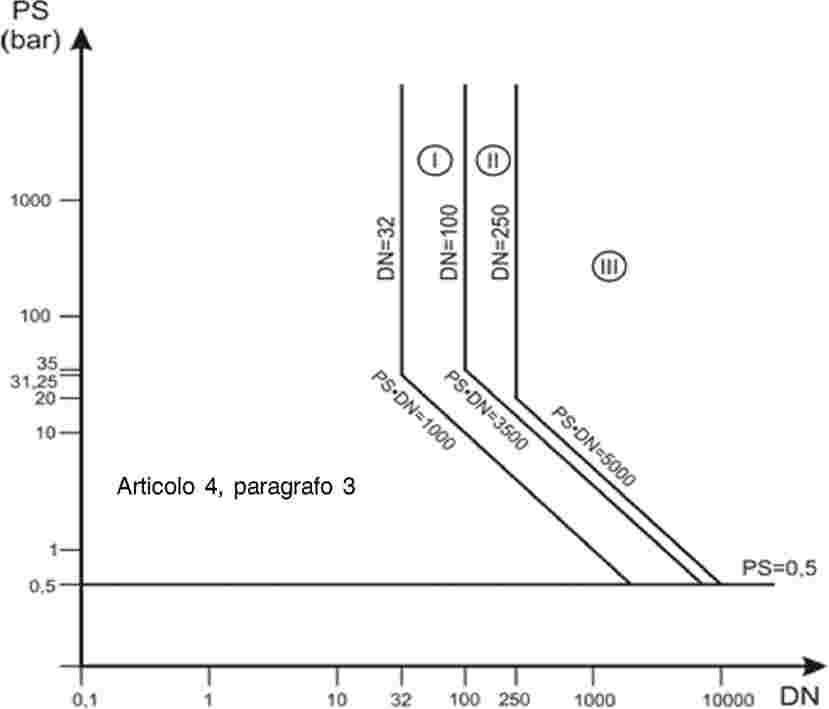
In via di eccezione, tutte le tubazioni contenenti fluidi ad una temperatura superiore a 350 °C appartenenti, secondo la tabella 7, alla categoria II sono classificate nella categoria III.


|
ALLEGATO III
PROCEDURE DI VALUTAZIONE DELLA CONFORMITÀ
Gli obblighi derivanti dalle disposizioni di cui al presente allegato per le attrezzature a pressione si applicano anche agli insiemi.
1. MODULO A: (CONTROLLO INTERNO DELLA PRODUZIONE)
1. Il controllo interno della produzione è la procedura di valutazione della conformità con cui il fabbricante ottempera agli obblighi di cui ai punti 2, 3 e 4 nonché si accerta e dichiara, sotto la sua esclusiva responsabilità, che l’attrezzatura a pressione interessata soddisfa i requisiti della presente direttiva.
2. Documentazione tecnica
Il fabbricante prepara la documentazione tecnica.
Detta documentazione consente di valutare la conformità dell’attrezzatura a pressione ai requisiti pertinenti e include un’adeguata analisi e valutazione dei rischi. Essa precisa i requisiti applicabili e comprende, nella misura necessaria a tale valutazione, il progetto, la fabbricazione e il funzionamento dell’attrezzatura a pressione. La documentazione tecnica contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate, la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
i risultati dei calcoli di progettazione realizzati, degli esami effettuati ecc.,
|
|
—
|
le relazioni sulle prove effettuate.
|
3. Fabbricazione
Il fabbricante prende tutte le misure necessarie affinché il processo di fabbricazione e il suo controllo garantiscano la conformità dell’attrezzatura a pressione alla documentazione tecnica di cui al punto 2 e ai requisiti della presente direttiva.
4. Marcatura CE e dichiarazione di conformità UE
|
4.1.
|
Il fabbricante appone la marcatura CE su ciascuna attrezzatura a pressione che soddisfi i requisiti della presente direttiva.
|
|
4.2.
|
Il fabbricante redige una dichiarazione scritta di conformità UE per un modello dell’attrezzatura a pressione che, insieme alla documentazione tecnica, mantiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica l’attrezzatura a pressione per cui è stata compilata.
Una copia di tale dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
5. Rappresentante autorizzato
Gli obblighi del fabbricante di cui al punto 4 possono essere adempiuti dal suo rappresentante autorizzato, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
2. MODULO A2: CONTROLLO INTERNO DELLA PRODUZIONE UNITO A CONTROLLI UFFICIALI DELLE ATTREZZATURE A PRESSIONE EFFETTUATI A INTERVALLI CASUALI
1. Il controllo interno della produzione unito ai controlli ufficiali delle attrezzature a pressione effettuati a intervalli casuali è la procedura di valutazione della conformità con cui il fabbricante ottempera agli obblighi di cui ai punti 2, 3, 4 e 5 nonché si accerta e dichiara, sotto la sua esclusiva responsabilità, che l’attrezzatura a pressione interessata soddisfa i requisiti della presente direttiva.
2. Documentazione tecnica
Il fabbricante prepara la documentazione tecnica. Detta documentazione consente di valutare la conformità dell’attrezzatura a pressione ai requisiti pertinenti e include un’adeguata analisi e valutazione dei rischi. Essa precisa i requisiti applicabili e comprende, nella misura necessaria a tale valutazione, il progetto, la fabbricazione e il funzionamento dell’attrezzatura a pressione. La documentazione tecnica contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate, la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
i risultati dei calcoli di progettazione, degli esami effettuati ecc., e
|
|
—
|
le relazioni sulle prove effettuate.
|
3. Fabbricazione
Il fabbricante prende tutte le misure necessarie affinché il processo di fabbricazione e il suo controllo garantiscano la conformità dell’attrezzatura a pressione alla documentazione tecnica di cui al punto 2 e ai requisiti della presente direttiva che ad essa si applicano.
4. Verifica finale e controlli sulle attrezzature a pressione
Il fabbricante effettua la verifica finale dell’attrezzatura a pressione, che viene controllata mediante visite senza preavviso da un organismo notificato scelto dal fabbricante.
L’organismo notificato effettua, o fa effettuare, controlli sul prodotto a intervalli casuali da esso determinati al fine di verificare la qualità dei controlli interni sull’attrezzatura a pressione, tenendo conto tra l’altro della complessità tecnologica dell’attrezzatura a pressione e del quantitativo prodotto.
Durante le visite senza preavviso, l’organismo notificato:
|
—
|
si accerta che il fabbricante svolga effettivamente la verifica finale in base al punto 3.2 dell’allegato I,
|
|
—
|
preleva, sul luogo di fabbricazione o di deposito, esemplari di attrezzature a pressione ai fini del controllo. L’organismo notificato valuta il numero di attrezzature da prelevare, nonché la necessità di effettuare o far effettuare su dette attrezzature a pressione la verifica finale, parzialmente o integralmente.
|
La procedura di campionamento per accettazione da applicare mira a stabilire se il processo di fabbricazione dell’attrezzatura a pressione funzioni entro limiti accettabili, al fine di garantire la conformità dell’attrezzatura a pressione.
Qualora una o più attrezzature a pressione o un insieme o non risultino conformi, l’organismo notificato prende le opportune misure.
Durante il processo di fabbricazione, il fabbricante appone, sotto la responsabilità dell’organismo notificato, il numero d’identificazione di quest’ultimo.
5. Marcatura CE e dichiarazione di conformità UE
|
5.1.
|
Il fabbricante appone la marcatura CE su ciascuna attrezzatura a pressione che soddisfi i requisiti applicabili della presente direttiva.
|
|
5.2.
|
Il fabbricante redige una dichiarazione scritta di conformità UE per un modello dell’attrezzatura a pressione che, insieme alla documentazione tecnica, mantiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica l’attrezzatura a pressione per cui è stata compilata.
Una copia di tale dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
6. Rappresentante autorizzato
Gli obblighi del fabbricante di cui al punto 5 possono essere adempiuti dal suo rappresentante autorizzato, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
3. MODULO B: ESAME UE DEL TIPO
3.1.
Esame UE del tipo — tipo di produzione
|
1.
|
L’esame UE del tipo — tipo di produzione — è la parte di una procedura di valutazione della conformità con cui un organismo notificato esamina il progetto tecnico dell’attrezzatura a pressione, nonché verifica e certifica che il progetto tecnico di tale attrezzatura a pressione rispetta le prescrizioni della presente direttiva.
|
|
2.
|
L’esame UE del tipo — tipo di produzione — consiste in una valutazione dell’adeguatezza del progetto tecnico dell’attrezzatura a pressione, effettuata esaminando la documentazione tecnica e la documentazione probatoria di cui al punto 3, unitamente all’esame di un campione, rappresentativo della produzione prevista, dell’attrezzatura a pressione finita.
|
|
3.
|
Il fabbricante presenta una richiesta di esame UE del tipo a un unico organismo notificato di sua scelta.
La domanda deve contenere:
|
—
|
il nome e l’indirizzo del fabbricante e, qualora la domanda sia presentata dal suo rappresentante autorizzato, anche il nome e l’indirizzo di quest’ultimo,
|
|
—
|
una dichiarazione scritta che la stessa domanda non è stata presentata a nessun altro organismo notificato,
|
|
—
|
la documentazione tecnica che deve consentire di valutare la conformità dell’attrezzatura a pressione alle prescrizioni applicabili della presente direttiva e comprende un’analisi e una valutazione adeguate dei rischi. La documentazione tecnica precisa le prescrizioni applicabili e include, se necessario ai fini della valutazione, il progetto, la fabbricazione e il funzionamento dell’attrezzatura a pressione. Inoltre contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate, la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
i risultati dei calcoli di progettazione realizzati, degli esami effettuati ecc.,
|
|
—
|
le relazioni sulle prove effettuate,
|
|
—
|
le informazioni relative alle prove previste nel quadro della fabbricazione,
|
|
—
|
le informazioni relative alle qualifiche o approvazioni richieste a norma dei punti 3.1.2 e 3.1.3 dell’allegato I,
|
|
|
—
|
i campioni rappresentativi della produzione prevista.
|
Il campione può coprire più varianti di un’attrezzatura a pressione, purché le differenze tra le varianti non influiscano sul livello di sicurezza.
L’organismo notificato può chiedere ulteriori campioni se necessari per effettuare il programma di prove:
|
—
|
la documentazione probatoria attestante l’adeguatezza delle soluzioni del progetto tecnico. Tale documentazione cita tutti i documenti utilizzati, in particolare qualora non siano state applicate integralmente le norme armonizzate pertinenti, e comprende, se necessario, i risultati delle prove effettuate conformemente alle altre pertinenti specifiche tecniche dal laboratorio del fabbricante oppure da un altro laboratorio di prova, a nome e sotto la responsabilità del fabbricante.
|
|
|
4.
|
L’organismo notificato:
|
4.1.
|
esamina la documentazione tecnica e probatoria per valutare l’adeguatezza del progetto tecnico dell’attrezzatura a pressione nonché le procedure di fabbricazione.
In particolare, l’organismo notificato:
|
—
|
valuta i materiali utilizzati quando questi ultimi non sono conformi alle norme armonizzate applicabili ovvero a un’approvazione europea di materiali per attrezzature a pressione e verifica il certificato rilasciato dal fabbricante dei materiali in base al punto 4.3 dell’allegato I,
|
|
—
|
approva le modalità operative di giunzione permanente dei pezzi dell’attrezzatura a pressione o verifica che siano state approvate in precedenza in base al punto 3.1.2 dell’allegato I,
|
|
—
|
verifica che il personale addetto alla giunzione permanente dei pezzi dell’attrezzatura a pressione e alle prove non distruttive sia qualificato o approvato, in base ai punti 3.1.2 o 3.1.3 dell’allegato I;
|
|
|
4.2.
|
verifica che i campioni siano stati fabbricati conformemente alla documentazione tecnica e identifica gli elementi che sono stati progettati conformemente alle disposizioni applicabili delle norme armonizzate pertinenti, nonché gli elementi che sono stati progettati utilizzando altre specifiche tecniche pertinenti senza applicare le relative disposizioni di tali norme;
|
|
4.3.
|
esegue gli esami opportuni e le prove necessarie per accertare se, ove il fabbricante abbia scelto di applicare le soluzioni di cui alle pertinenti norme armonizzate, queste siano state applicate correttamente;
|
|
4.4.
|
esegue gli esami opportuni e le prove necessarie per controllare se, laddove non siano state applicate le soluzioni di cui alle pertinenti norme armonizzate, le soluzioni adottate dal fabbricante applicando altre specifiche tecniche pertinenti soddisfino i corrispondenti requisiti essenziali di sicurezza della presente direttiva;
|
|
4.5.
|
concorda con il fabbricante il luogo in cui si dovranno effettuare gli esami e le prove.
|
|
|
5.
|
L’organismo notificato redige una relazione di valutazione che elenca le iniziative intraprese in conformità al punto 4 e i relativi risultati. Senza pregiudicare i propri obblighi di fronte all’autorità di notifica, l’organismo notificato rende pubblico l’intero contenuto della relazione, o parte di esso, solo con l’accordo del fabbricante.
|
|
6.
|
Se il tipo rispetta i requisiti della presente direttiva, l’organismo notificato rilascia al fabbricante un certificato di esame UE del tipo — tipo di produzione. Fatto salvo il punto 7, il certificato è valido per 10 anni rinnovabili e contiene il nome e l’indirizzo del fabbricante, le conclusioni dell’esame, le eventuali condizioni di validità e i dati necessari per l’identificazione del tipo approvato.
Al certificato è allegato un elenco dei fascicoli significativi della documentazione tecnica, di cui l’organismo notificato conserva una copia.
Il certificato e i suoi allegati contengono tutte le informazioni pertinenti per consentire la valutazione della conformità delle attrezzature a pressione fabbricate al tipo esaminato e permettere il controllo delle attrezzature in funzione.
Se il tipo non soddisfa i requisiti della presente direttiva ad esso applicabili, l’organismo notificato rifiuta di rilasciare un certificato di esame UE del tipo — tipo di produzione — e informa di tale decisione il richiedente, motivando dettagliatamente il suo rifiuto. È prevista una procedura di ricorso.
|
|
7.
|
L’organismo notificato segue l’evoluzione del progresso tecnologico generalmente riconosciuto e valuta se il tipo approvato non è più conforme alle prescrizioni applicabili della presente direttiva. Esso decide se tale progresso richieda ulteriori indagini e in caso affermativo l’organismo notificato ne informa il fabbricante.
Il fabbricante informa l’organismo notificato che detiene la documentazione tecnica relativa al certificato di esame UE del tipo — tipo di produzione — di tutte le modifiche al tipo approvato, qualora possano influire sulla conformità dell’attrezzatura a pressione ai requisiti essenziali di sicurezza della presente direttiva o sulle condizioni di validità del certificato. Tali modifiche comportano una nuova approvazione sotto forma di un supplemento al certificato di esame UE del tipo — tipo di produzione.
|
|
8.
|
Ogni organismo notificato informa le proprie autorità di notifica in merito ai certificati di esame UE del tipo — tipo di produzione — e/o agli eventuali supplementi che esso ha rilasciato o revocato e, periodicamente o su richiesta, mette a disposizione delle autorità di notifica l’elenco di tali certificati e/o degli eventuali supplementi respinti, sospesi o altrimenti sottoposti a restrizioni.
Ogni organismo notificato informa gli altri organismi notificati dei certificati di esame UE del tipo — tipo di produzione — e/o dei supplementi da esso respinti, ritirati, sospesi o altrimenti sottoposti a restrizioni, e, su richiesta, di tali certificati e/o dei supplementi da esso rilasciati.
La Commissione, gli Stati membri e gli altri organismi notificati possono ottenere, su richiesta, copia dei certificati di esame UE del tipo — tipo di produzione — e/o dei relativi supplementi. La Commissione e gli Stati membri possono ottenere, su richiesta, copia della documentazione tecnica e dei risultati degli esami effettuati dall’organismo notificato. L’organismo notificato conserva una copia del certificato di esame UE del tipo — tipo di produzione —, degli allegati e dei supplementi, nonché il fascicolo tecnico contenente la documentazione presentata dal fabbricante, fino alla scadenza della validità di tale certificato.
|
|
9.
|
Il fabbricante tiene a disposizione delle autorità nazionali una copia del certificato di esame UE del tipo — tipo di produzione —, degli allegati e dei supplementi insieme alla documentazione tecnica per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato.
|
|
10.
|
Il rappresentante autorizzato del fabbricante può presentare la richiesta di cui al punto 3 e adempiere agli obblighi di cui ai punti 7 e 9, purché siano specificati nel mandato.
|
3.2.
Esame UE del tipo — tipo di progetto
|
1.
|
L’esame UE del tipo — tipo di progetto — è la parte di una procedura di valutazione della conformità in cui l’organismo notificato esamina il progetto tecnico dell’attrezzatura a pressione nonché verifica e attesta che tale progetto soddisfa i requisiti della presente direttiva.
|
|
2.
|
L’esame UE del tipo — tipo di progetto — consiste in una valutazione dell’adeguatezza del progetto tecnico dell’attrezzatura a pressione, effettuata esaminando la documentazione tecnica e la documentazione probatoria di cui al punto 3, senza l’esame di campioni.
Il metodo sperimentale di progettazione di cui al punto 2.2.4 dell’allegato I non può essere usato nell’ambito di questo modulo.
|
|
3.
|
Il fabbricante presenta la domanda di esame UE del tipo — tipo di progetto — ad un solo organismo notificato di sua scelta.
La domanda deve contenere:
|
—
|
il nome e l’indirizzo del fabbricante e, qualora la domanda sia presentata dal suo rappresentante autorizzato, anche il nome e l’indirizzo di quest’ultimo,
|
|
—
|
una dichiarazione scritta che la stessa domanda non è stata presentata a nessun altro organismo notificato,
|
|
—
|
la documentazione tecnica che deve consentire di valutare la conformità dell’attrezzatura a pressione alle prescrizioni applicabili della presente direttiva e comprende un’analisi e una valutazione adeguate dei rischi. La documentazione tecnica precisa le prescrizioni applicabili e include, se necessario ai fini della valutazione, il progetto, la fabbricazione e il funzionamento dell’attrezzatura a pressione. Inoltre contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate, la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
i risultati dei calcoli di progettazione realizzati, degli esami effettuati ecc.,
|
|
—
|
le informazioni relative alle qualifiche o approvazioni richieste a norma dei punti 3.1.2 e 3.1.3 dell’allegato I,
|
|
|
—
|
la documentazione probatoria attestante l’adeguatezza delle soluzioni del progetto tecnico. Tale documentazione cita tutti i documenti utilizzati, in particolare qualora non siano state applicate integralmente le norme armonizzate pertinenti, e comprende, se necessario, i risultati delle prove effettuate conformemente alle altre pertinenti specifiche tecniche dal laboratorio del fabbricante oppure da un altro laboratorio di prova, a nome e sotto la responsabilità del fabbricante.
|
La domanda può riguardare più varianti di un’attrezzatura a pressione, purché le differenze tra le varianti non influiscano sul livello di sicurezza.
|
|
4.
|
L’organismo notificato:
|
4.1.
|
esamina la documentazione tecnica e probatoria per valutare l’adeguatezza del progetto tecnico del prodotto.
In particolare, l’organismo notificato:
|
—
|
valuta i materiali utilizzati quando questi ultimi non sono conformi alle norme armonizzate applicabili ovvero a un’approvazione europea di materiali per attrezzature a pressione,
|
|
—
|
approva le modalità operative di giunzione permanente dei pezzi dell’attrezzatura a pressione o verifica che siano state approvate in precedenza in base al punto 3.1.2 dell’allegato I;
|
|
|
4.2.
|
effettua gli esami appropriati per verificare se, qualora il fabbricante abbia deciso di applicare le soluzioni di cui alle relative norme armonizzate, tali norme siano state applicate correttamente;
|
|
4.3.
|
effettua gli esami appropriati per verificare se, qualora non siano state applicate le soluzioni di cui alle relative norme armonizzate, le soluzioni adottate dal fabbricante soddisfino i corrispondenti requisiti essenziali di sicurezza della presente direttiva.
|
|
|
5.
|
L’organismo notificato redige una relazione di valutazione che elenca le iniziative intraprese in conformità del punto 4 e i relativi risultati. Senza pregiudicare i propri obblighi di fronte alle autorità di notifica, l’organismo notificato rende pubblico l’intero contenuto della relazione, o parte di esso, solo con l’accordo del fabbricante.
|
|
6.
|
Se il progetto rispetta i requisiti della presente direttiva, l’organismo notificato rilascia al fabbricante un certificato di esame UE del tipo — tipo di progetto. Fatto salvo il punto 7, il certificato è valido per 10 anni rinnovabili e contiene il nome e l’indirizzo del fabbricante, le conclusioni dell’esame, le eventuali condizioni di validità e i dati necessari per l’identificazione del progetto approvato.
Al certificato è allegato un elenco dei fascicoli significativi della documentazione tecnica, di cui l’organismo notificato conserva una copia.
Il certificato e i suoi allegati contengono tutte le informazioni pertinenti per consentire la valutazione della conformità delle attrezzature a pressione fabbricate al progetto esaminato e permettere il controllo delle attrezzature in funzione.
Se il progetto non soddisfa i requisiti applicabili della presente direttiva, l’organismo notificato rifiuta di rilasciare un certificato di esame UE del tipo — tipo di progetto — e informa di tale decisione il richiedente, motivando dettagliatamente il suo rifiuto.
|
|
7.
|
L’organismo notificato segue l’evoluzione del progresso tecnologico generalmente riconosciuto e valuta se il progetto approvato non è più conforme ai requisiti applicabili della presente direttiva. Esso decide se tale progresso richieda ulteriori indagini e in caso affermativo ne informa il fabbricante.
Il fabbricante informa l’organismo notificato che detiene la documentazione tecnica relativa al certificato di esame UE del tipo — tipo di progetto — di tutte le modifiche al progetto approvato che possano influire sulla conformità dell’attrezzatura a pressione ai requisiti essenziali di sicurezza della presente direttiva o sulle condizioni di validità del certificato. Tali modifiche richiedono un’ulteriore approvazione, sotto forma di un supplemento al certificato originario di esame UE del tipo — tipo di progetto.
|
|
8.
|
Ogni organismo notificato informa le proprie autorità di notifica in merito ai certificati di esame UE del tipo — tipo di progetto — e/o agli eventuali supplementi che esso ha rilasciato o revocato e, periodicamente o su richiesta, mette a disposizione delle autorità di notifica l’elenco di tali certificati e/o degli eventuali supplementi respinti, sospesi o altrimenti sottoposti a restrizioni.
Ogni organismo notificato informa gli altri organismi notificati dei certificati di esame UE del tipo — tipo di progetto — e/o dei supplementi da esso respinti, ritirati, sospesi o altrimenti sottoposti a restrizioni e, su richiesta, di tali certificati e/o dei supplementi da esso rilasciati.
La Commissione, gli Stati membri e gli altri organismi notificati possono ottenere, su richiesta, una copia dei certificati di esame UE del tipo — tipo di progetto — e/o dei relativi supplementi. La Commissione e gli Stati membri possono ottenere, su richiesta, una copia della documentazione tecnica e dei risultati degli esami effettuati dall’organismo notificato. L’organismo notificato conserva una copia del certificato di esame UE del tipo — tipo di progetto — degli allegati e dei supplementi, nonché il fascicolo tecnico contenente la documentazione presentata dal fabbricante, fino alla scadenza della validità di tale certificato.
|
|
9.
|
Il fabbricante tiene a disposizione delle autorità nazionali una copia del certificato di esame UE del tipo — tipo di progetto — degli allegati e dei supplementi insieme alla documentazione tecnica per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato.
|
|
10.
|
Il rappresentante autorizzato del fabbricante può presentare la richiesta di cui al punto 3 e adempiere agli obblighi di cui ai punti 7 e 9, purché siano specificati nel mandato.
|
4. MODULO C2: CONFORMITÀ AL TIPO BASATA SUL CONTROLLO INTERNO DELLA PRODUZIONE UNITO A PROVE DELLE ATTREZZATURE A PRESSIONE SOTTO CONTROLLO UFFICIALE EFFETTUATE A INTERVALLI CASUALI
1. La conformità al tipo basata sul controllo interno della produzione, unito a prove dell’attrezzatura a pressione sotto controllo ufficiale effettuate a intervalli casuali, fa parte di una procedura di valutazione della conformità in cui il fabbricante ottempera agli obblighi di cui ai punti 2, 3 e 4 e si accerta e dichiara, sotto la sua esclusiva responsabilità, che le attrezzature a pressione in questione sono conformi al tipo oggetto del certificato di esame UE del tipo e soddisfano i requisiti della presente direttiva ad esse applicabili.
2. Produzione
Il fabbricante prende tutte le misure necessarie affinché il processo di fabbricazione e il suo controllo garantiscano la conformità dell’attrezzatura a pressione al tipo oggetto del certificato di esame UE e ai requisiti applicabili della presente direttiva.
3. Verifica finale e controlli sulle attrezzature a pressione
Un organismo notificato, scelto del fabbricante, effettua, o fa effettuare, controlli sul prodotto a intervalli casuali, stabiliti dall’organismo stesso, per verificare la qualità della verifica finale e dei controlli interni sulle attrezzature a pressione, tenuto conto tra l’altro della complessità tecnologica di tali prodotti e della quantità prodotta.
L’organismo modificato si accerta che il fabbricante svolga effettivamente la verifica finale in base al punto 3.2 dell’allegato I.
Si esamina un adeguato campione delle attrezzature a pressione finali, prelevato in loco dall’organismo notificato prima dell’immissione sul mercato, si effettuano prove appropriate, come stabilito dalle relative parti delle norme armonizzate e/o prove equivalenti previste da altre specifiche tecniche, per controllare la conformità dell’attrezzatura a pressione alle prescrizioni applicabili della presente direttiva.
L’organismo notificato valuta il numero di attrezzature da prelevare nonché la necessità di effettuare o far effettuare su dette attrezzature a pressione la verifica finale parzialmente o integralmente.
Laddove un campione non è conforme al livello di qualità accettabile, l’organismo adotta le opportune misure.
La procedura di campionamento per accettazione da applicare mira a stabilire se il processo di fabbricazione dell’attrezzatura a pressione funziona entro limiti accettabili, al fine di garantire la conformità dell’attrezzatura a pressione.
Se le prove sono effettuate da un organismo notificato, durante il processo di fabbricazione il fabbricante appone, sotto la responsabilità di tale organismo, il numero d’identificazione di quest’ultimo.
4. Marcatura CE e dichiarazione di conformità UE
|
4.1.
|
Il fabbricante appone la marcatura CE a ogni singola attrezzatura a pressione o insieme conforme al tipo descritto nel certificato di esame UE del tipo e alle prescrizioni della presente direttiva ad esso applicabili.
|
|
4.2.
|
Il fabbricante compila una dichiarazione scritta di conformità UE per un modello dell’attrezzatura a pressione e la tiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica il modello dell’attrezzatura a pressione per cui è stata compilata.
Una copia della dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
5. Rappresentante autorizzato
Gli obblighi del fabbricante di cui al punto 4 possono essere adempiuti dal suo rappresentante autorizzato, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
5. MODULO D: CONFORMITÀ AL TIPO BASATA SULLA GARANZIA DELLA QUALITÀ DEL PROCESSO DI PRODUZIONE
1. La conformità al tipo basata sulla garanzia della qualità nel processo di produzione è la parte di una procedura di valutazione della conformità con cui il fabbricante ottempera agli obblighi di cui ai punti 2 e 5 e garantisce e dichiara, sotto la sua esclusiva responsabilità, che l’attrezzatura a pressione o l’insieme interessati sono conformi al tipo descritto nel certificato di esame UE del tipo e rispondono ai requisiti della presente direttiva ad essi applicabili.
2. Produzione
Il fabbricante adotta un sistema riconosciuto di qualità per la produzione, l’ispezione del prodotto finale e la prova dell’attrezzatura a pressione interessata, come specificato al punto 3, ed è soggetto a sorveglianza come specificato al punto 4.
3. Sistema di qualità
|
3.1.
|
Il fabbricante presenta una domanda di valutazione del suo sistema di qualità a un organismo notificato di sua scelta per l’attrezzatura a pressione in questione.
La domanda deve contenere:
|
—
|
il nome e l’indirizzo del fabbricante e, nel caso in cui la domanda sia presentata dal rappresentante autorizzato, anche il nome e l’indirizzo di quest’ultimo,
|
|
—
|
una dichiarazione scritta che la stessa domanda non è stata presentata a nessun altro organismo notificato,
|
|
—
|
tutte le informazioni pertinenti sul tipo di attrezzatura a pressione contemplato,
|
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
la documentazione tecnica relativa al tipo omologato e una copia del certificato di esame UE del tipo.
|
|
|
3.2.
|
Il sistema di qualità garantisce che l’attrezzatura a pressione è conforme al tipo descritto nel certificato di esame UE del tipo e ai requisiti della presente direttiva ad essa applicabili.
Tutti i criteri, i requisiti e le disposizioni adottati dal fabbricante costituiscono una documentazione sistematica e ordinata sotto forma di misure, procedure e istruzioni scritte. Questa documentazione relativa al sistema di qualità deve consentire un’interpretazione uniforme di programmi, schemi, manuali e registri riguardanti la qualità.
Essa deve includere in particolare un’adeguata descrizione:
|
—
|
degli obiettivi di qualità, della struttura organizzativa, delle responsabilità e dei poteri del personale direttivo in materia di qualità dell’attrezzatura a pressione,
|
|
—
|
delle tecniche, dei processi e degli interventi sistematici corrispondenti che si intende applicare nella fabbricazione, nel controllo e nella garanzia della qualità, in particolare delle modalità operative di giunzione permanente dei pezzi approvate in base al punto 3.1.2 dell’allegato I,
|
|
—
|
degli esami e delle prove che saranno effettuati prima, durante e dopo la fabbricazione con indicazione della frequenza con cui si intende effettuarli,
|
|
—
|
dei registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche o sull’approvazione del personale interessato, in particolare quelle del personale addetto alla giunzione permanente dei pezzi e alle prove non distruttive in base ai punti 3.1.2 e 3.1.3 dell’allegato I ecc., e
|
|
—
|
dei mezzi di sorveglianza che consentono di controllare che sia ottenuta la richiesta qualità e se il sistema di qualità funziona efficacemente.
|
|
|
3.3.
|
L’organismo notificato valuta il sistema di qualità per determinare se soddisfa i requisiti di cui al punto 3.2.
Esso presume la conformità a tali requisiti degli elementi del sistema di qualità conformi alle specifiche pertinenti delle corrispondenti norme armonizzate.
Oltre ad avere esperienza nei sistemi di gestione della qualità, il gruppo incaricato delle ispezioni deve comprendere almeno un membro con esperienza nella valutazione del settore e della tecnologia del prodotto e che conosce le prescrizioni della presente direttiva. Il controllo comprende una visita di valutazione dei locali del fabbricante.
Il gruppo incaricato del controllo esamina la documentazione tecnica di cui al punto 3.1, quinto trattino, al fine di verificare la capacità del fabbricante di individuare le prescrizioni applicabili della presente direttiva e di effettuare gli esami atti a garantire la conformità del prodotto a tali norme.
La decisione viene notificata al fabbricante. La notifica deve contenere le conclusioni della valutazione e la motivazione circostanziata della decisione.
|
|
3.4.
|
Il fabbricante deve impegnarsi a soddisfare gli obblighi derivanti dal sistema di qualità approvato e a fare in modo che esso rimanga adeguato ed efficace.
|
|
3.5.
|
Il fabbricante deve tenere informato l’organismo notificato che ha approvato il sistema di qualità sulle modifiche che intende apportare al sistema di qualità.
L’organismo notificato valuta le modifiche proposte e decide se il sistema modificato continui a soddisfare i requisiti di cui al punto 3.2 o se sia necessaria una seconda valutazione.
Esso notifica la decisione al fabbricante. La notifica deve contenere le conclusioni del controllo e la motivazione circostanziata della decisione.
|
4. Sorveglianza sotto la responsabilità dell’organismo notificato
|
4.1.
|
Scopo della sorveglianza è garantire che il fabbricante soddisfi correttamente gli obblighi derivanti dal sistema di qualità approvato.
|
|
4.2.
|
A fini della valutazione il fabbricante consente all’organismo notificato di accedere ai siti di fabbricazione, ispezione, prova e deposito e gli fornisce ogni utile informazione, in particolare:
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
i registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche del personale interessato ecc.
|
|
|
4.3.
|
L’organismo notificato deve svolgere controlli periodici intesi ad accertare che il fabbricante mantenga e applichi il sistema di qualità e fornisce al fabbricante una relazione sui controlli stessi. La frequenza delle verifiche ispettive periodiche è tale che si procede a una rivalutazione completa ogni tre anni.
|
|
4.4.
|
Inoltre, l’organismo notificato può effettuare visite senza preavviso presso il fabbricante. La necessità di queste visite aggiuntive e la loro frequenza sono determinate in base a un sistema di controllo sulle visite gestito dall’organismo notificato. In particolare nel sistema di controllo sulle visite sono presi in considerazione i seguenti fattori:
|
—
|
la categoria dell’attrezzatura a pressione,
|
|
—
|
i risultati delle visite di sorveglianza precedenti,
|
|
—
|
la necessità di garantire il controllo delle misure di correzione,
|
|
—
|
se del caso, le condizioni speciali connesse con l’approvazione del sistema,
|
|
—
|
modifiche significative nell’organizzazione, nelle strategie e nelle tecniche relative alla fabbricazione.
|
In occasione di tali visite, l’organismo notificato può svolgere o far svolgere, se necessario, prove sui prodotti atte a verificare il corretto funzionamento del sistema di qualità. Esso fornisce al fabbricante una relazione sulla visita e, se sono state svolte prove, una relazione sulle stesse.
|
5. Marcatura CE e dichiarazione di conformità UE
|
5.1.
|
Il fabbricante appone la marcatura CE e, sotto la responsabilità dell’organismo notificato di cui al punto 3.1, il numero d’identificazione di quest’ultimo a ogni singola attrezzatura a pressione conforme al tipo approvato descritto nel certificato di esame UE del tipo e alle prescrizioni applicabili della presente direttiva.
|
|
5.2.
|
Il fabbricante compila una dichiarazione scritta di conformità UE per ciascun modello dell’attrezzatura a pressione e la tiene a disposizione delle autorità nazionali per dieci anni dalla data in cui tale attrezzatura è stata immessa sul mercato. La dichiarazione di conformità UE identifica il modello di prodotto per cui è stata compilata.
Una copia di tale dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
6. Il fabbricante, per dieci anni a decorrere dalla data di immissione sul mercato dell’attrezzatura a pressione, tiene a disposizione delle autorità nazionali:
|
—
|
la documentazione di cui al punto 3.1;
|
|
—
|
le modifiche di cui al punto 3.5, e la relativa approvazione;
|
|
—
|
le decisioni e le relazioni dell’organismo notificato di cui ai punti 3.3, 3.5, 4.3 e 4.4.
|
7. Ciascun organismo notificato informa le proprie autorità di notifica circa le approvazioni dei sistemi di qualità rilasciate o ritirate e, periodicamente o su richiesta, mette a disposizione di tali autorità l’elenco delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o altrimenti limitate.
Ogni organismo notificato informa gli altri organismi notificati delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o ritirate e, a richiesta, delle approvazioni dei sistemi di qualità rilasciate.
8. Rappresentante autorizzato
Gli obblighi del fabbricante di cui ai punti 3.1, 3.5, 5 e 6 possono essere adempiuti dal suo rappresentante autorizzato, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
6. MODULO D1: GARANZIA DELLA QUALITÀ DEL PROCESSO DI PRODUZIONE
1. La garanzia della qualità del processo di produzione è la procedura di valutazione della conformità con cui il fabbricante ottempera agli obblighi di cui ai punti 2, 4 e 7 nonché si accerta e dichiara, sotto la sua esclusiva responsabilità, che l’attrezzatura a pressione interessata soddisfa i requisiti della presente direttiva ad essa applicabili.
2. Documentazione tecnica
Il fabbricante prepara la documentazione tecnica. Detta documentazione consente di valutare la conformità dell’attrezzatura a pressione ai requisiti pertinenti e deve includere un’adeguata analisi e valutazione dei rischi. Essa precisa i requisiti applicabili e comprende, nella misura necessaria ai fini della valutazione, il progetto, la fabbricazione e il funzionamento del prodotto. La documentazione tecnica contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate, la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
risultati dei calcoli di progettazione realizzati, degli esami effettuati ecc., e
|
|
—
|
le relazioni sulle prove effettuate.
|
3. Il fabbricante tiene la documentazione tecnica a disposizione delle pertinenti autorità nazionali per un periodo di dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato.
4. Fabbricazione
Il fabbricante applica un sistema di qualità approvato per la produzione, l’ispezione del prodotto finito e le prove sull’attrezzatura a pressione interessata, secondo quanto specificato al punto 5, ed è soggetto alla sorveglianza di cui al punto 6.
5. Sistema di qualità
|
5.1.
|
Il fabbricante presenta una domanda di valutazione del suo sistema di qualità per l’attrezzatura a pressione interessata a un organismo notificato di sua scelta.
La domanda deve contenere:
|
—
|
il nome e l’indirizzo del fabbricante e, nel caso in cui la domanda sia presentata dal rappresentante autorizzato, anche il nome e l’indirizzo di quest’ultimo,
|
|
—
|
una dichiarazione scritta che la stessa domanda non è stata presentata a nessun altro organismo notificato,
|
|
—
|
tutte le informazioni utili sul tipo di attrezzatura a pressione previsto,
|
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
la documentazione tecnica di cui al punto 2.
|
|
|
5.2.
|
Il sistema di qualità garantisce che le attrezzature a pressione siano conformi ai requisiti della presente direttiva che ad esse si applicano.
Tutti i criteri, i requisiti e le disposizioni adottati dal fabbricante devono costituire una documentazione sistematica e ordinata sotto forma di misure, procedure e istruzioni scritte. Tale documentazione relativa al sistema di qualità deve consentire un’interpretazione uniforme di programmi, schemi, manuali e registri riguardanti la qualità.
Essa deve includere in particolare un’adeguata descrizione:
|
—
|
degli obiettivi di qualità e della struttura organizzativa, delle responsabilità e dei poteri del personale direttivo in materia di qualità dell’attrezzatura a pressione,
|
|
—
|
dei corrispondenti processi di fabbricazione, delle tecniche di controllo e di garanzia della qualità, dei processi e degli interventi sistematici che saranno applicati, in particolare delle modalità operative di giunzione permanente dei pezzi, approvate in base al punto 3.1.2 dell’allegato I,
|
|
—
|
degli esami e delle prove che saranno effettuati prima, durante e dopo la fabbricazione con indicazione della frequenza con cui si intende effettuarli,
|
|
—
|
dei registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche o sull’approvazione del personale interessato, in particolare quelle del personale addetto alla giunzione permanente dei pezzi in base al punto 3.1.2 dell’allegato I ecc.,
|
|
—
|
dei mezzi di sorveglianza che consentono di controllare che sia ottenuta la richiesta qualità dei prodotti e se il sistema di qualità funziona efficacemente.
|
|
|
5.3.
|
L’organismo notificato valuta il sistema di qualità per determinare se soddisfa i requisiti di cui al punto 5.2. Esso presume la conformità a tali requisiti dei sistemi qualità che soddisfano la corrispondente norma armonizzata.
Oltre all’esperienza con i sistemi di gestione della qualità, almeno un membro del gruppo incaricato del controllo deve avere esperienza nella valutazione della tecnologia delle attrezzature a pressione e conoscere le prescrizioni applicabili della presente direttiva. Il controllo comprende una visita di valutazione dei locali del fabbricante.
Il gruppo incaricato del controllo esamina la documentazione tecnica di cui al punto 2, per verificare la capacità del fabbricante di individuare le prescrizioni applicabili della presente direttiva e di effettuare gli esami atti a garantire la conformità dell’attrezzatura a pressione a tali norme.
La decisione viene notificata al fabbricante. La notifica deve contenere le conclusioni del controllo e la motivazione circostanziata della decisione.
|
|
5.4.
|
Il fabbricante deve impegnarsi a soddisfare gli obblighi derivanti dal sistema di qualità approvato e a fare in modo che esso rimanga adeguato ed efficace.
|
|
5.5.
|
Il fabbricante deve tenere informato l’organismo notificato che ha approvato il sistema di qualità sulle modifiche che intende apportare al sistema di qualità.
L’organismo notificato valuta le modifiche proposte e decide se il sistema modificato continui a soddisfare i requisiti di cui al punto 5.2 o se sia necessaria una seconda verifica.
Esso notifica la decisione al fabbricante. La notifica contiene le conclusioni del controllo e la motivazione circostanziata della decisione.
|
6. Sorveglianza sotto la responsabilità dell’organismo notificato
|
6.1.
|
Scopo della sorveglianza è garantire che il fabbricante soddisfi correttamente gli obblighi derivanti dal sistema di qualità approvato.
|
|
6.2.
|
A fini della valutazione il fabbricante consente all’organismo notificato l’accesso ai siti di fabbricazione, ispezione, prova e deposito e gli fornisce ogni utile informazione, in particolare:
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
la documentazione tecnica di cui al punto 2,
|
|
—
|
i registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche del personale interessato ecc.
|
|
|
6.3.
|
L’organismo notificato deve svolgere controlli periodici intesi ad accertare che il fabbricante mantenga e applichi il sistema di qualità e fornisce al fabbricante una relazione sui controlli stessi. La frequenza delle verifiche ispettive periodiche è tale che si procede a una rivalutazione completa ogni tre anni.
|
|
6.4.
|
Inoltre, l’organismo notificato può effettuare visite senza preavviso presso il fabbricante. La necessità di queste visite aggiuntive e la loro frequenza sono determinate in base a un sistema di controllo sulle visite gestito dall’organismo notificato. In particolare nel sistema di controllo sulle visite sono presi in considerazione i seguenti fattori:
|
—
|
la categoria dell’attrezzatura a pressione,
|
|
—
|
i risultati delle visite di sorveglianza precedenti,
|
|
—
|
la necessità di garantire il controllo delle misure di correzione,
|
|
—
|
se del caso, le condizioni speciali connesse con l’approvazione del sistema,
|
|
—
|
modifiche significative nell’organizzazione, nelle misure o nelle tecniche relative alla fabbricazione.
|
In occasione di tali visite, l’organismo notificato può svolgere o far svolgere, se necessario, prove sul prodotto per verificare il buon funzionamento del sistema di qualità. Esso fornisce al fabbricante una relazione sulla visita e, se sono state svolte prove, una relazione sulle stesse.
|
7. Marcatura CE e dichiarazione di conformità UE
|
7.1.
|
Il fabbricante appone la marcatura CE e, sotto la responsabilità dell’organismo notificato di cui al punto 5.1, il numero d’identificazione di quest’ultimo a ogni singola attrezzatura a pressione conforme al tipo approvato descritto nel certificato di esame UE del tipo e alle prescrizioni applicabili della presente direttiva.
|
|
7.2.
|
Il fabbricante compila una dichiarazione scritta di conformità UE per ciascun modello di attrezzatura a pressione e la tiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica il modello di prodotto per cui è stata compilata.
Una copia della dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
8. Il fabbricante, per dieci anni a decorrere dalla data di immissione sul mercato dell’attrezzatura a pressione, tiene a disposizione delle autorità nazionali:
|
—
|
la documentazione di cui al punto 5.1,
|
|
—
|
le modifiche di cui al punto 5.5,
|
|
—
|
le decisioni e le relazioni dell’organismo notificato di cui ai punti 5.5, 6.3 e 6.4.
|
9. Ciascun organismo notificato informa le proprie autorità di notifica circa le approvazioni dei sistemi di qualità rilasciate o ritirate e, periodicamente, o su richiesta, mette a disposizione di tali autorità l’elenco delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o altrimenti limitate.
Ogni organismo notificato informa altresì gli altri organismi notificati delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o ritirate e, a richiesta, delle approvazioni dei sistemi di qualità rilasciate.
10. Rappresentante autorizzato
Gli obblighi del fabbricante di cui ai punti 3, 5.1, 5.5, 7 e 8 possono essere adempiuti dal suo rappresentante autorizzato, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
7. MODULO E: CONFORMITÀ AL TIPO BASATA SULLA GARANZIA DELLA QUALITÀ DELLE ATTREZZATURE A PRESSIONE
1. La conformità al tipo basata sulla garanzia della qualità delle attrezzature a pressione è la parte di una procedura di valutazione della conformità con cui il fabbricante ottempera agli obblighi di cui ai punti 2 e 5 e garantisce e dichiara, sotto la sua esclusiva responsabilità, che l’attrezzatura a pressione interessata è conforme al tipo descritto nel certificato di esame UE del tipo e soddisfa i requisiti della presente direttiva ad essa applicabili.
2. Fabbricazione
Il fabbricante applica un sistema di qualità approvato per l’ispezione e le prove dei prodotti finiti come indicato al punto 3 ed è soggetto alla sorveglianza di cui al punto 4.
3. Sistema di qualità
|
3.1.
|
Il fabbricante presenta una domanda di verifica del suo sistema di qualità a un organismo notificato di sua scelta per le attrezzature a pressione in questione.
La domanda deve contenere:
|
—
|
il nome e l’indirizzo del fabbricante e, nel caso in cui la domanda sia presentata dal rappresentante autorizzato, anche il nome e l’indirizzo di quest’ultimo,
|
|
—
|
una dichiarazione scritta che la stessa domanda non è stata presentata a nessun altro organismo notificato,
|
|
—
|
tutte le informazioni pertinenti sul tipo di attrezzatura a pressione contemplato,
|
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
la documentazione tecnica relativa al tipo approvato e una copia del certificato di esame UE del tipo.
|
|
|
3.2.
|
Il sistema di qualità deve garantire la conformità dei prodotti al tipo descritto nel certificato di esame UE del tipo e alle prescrizioni della presente direttiva a essi applicabili.
Tutti i criteri, i requisiti e le disposizioni adottati dal fabbricante devono costituire una documentazione sistematica e ordinata sotto forma di misure, procedure e istruzioni scritte. Tale documentazione relativa al sistema di qualità deve consentire un’interpretazione uniforme di programmi, schemi, manuali e registri riguardanti la qualità.
Essa deve includere in particolare un’adeguata descrizione:
|
—
|
degli obiettivi di qualità e della struttura organizzativa, delle responsabilità e dei poteri del personale direttivo in materia di qualità dei prodotti,
|
|
—
|
degli esami e delle prove che saranno effettuati dopo la fabbricazione,
|
|
—
|
dei registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche o sull’approvazione del personale interessato, in particolare quelle del personale addetto alla giunzione permanente dei pezzi e alle prove non distruttive in base ai punti 3.1.2 e 3.1.3 dell’allegato I,
|
|
—
|
dei mezzi per controllare l’efficacia di funzionamento del sistema di qualità.
|
|
|
3.3.
|
L’organismo notificato deve valutare il sistema di qualità per determinare se soddisfa i requisiti di cui al punto 3.2. Esso presume la conformità a tali requisiti degli elementi del sistema di qualità conformi alle specifiche pertinenti delle corrispondenti norme armonizzate.
Oltre ad avere esperienza nei sistemi di gestione della qualità, il gruppo incaricato delle ispezioni deve comprendere almeno un membro con esperienza nella valutazione del settore e della tecnologia del prodotto e che conosce le prescrizioni della presente direttiva. Il controllo comprende una visita di valutazione dei locali del fabbricante.
Il gruppo incaricato del controllo esamina la documentazione tecnica di cui al punto 3.1, quinto trattino, al fine di verificare la capacità del fabbricante di individuare le prescrizioni applicabili della presente direttiva e di effettuare gli esami atti a garantire la conformità dell’attrezzatura a pressione a tali norme.
Esso notifica la decisione notificata al fabbricante. La notifica contiene le conclusioni del controllo e la motivazione circostanziata della decisione.
|
|
3.4.
|
Il fabbricante deve impegnarsi a soddisfare gli obblighi derivanti dal sistema di qualità approvato e a fare in modo che esso rimanga adeguato ed efficace.
|
|
3.5.
|
Il fabbricante deve tenere informato l’organismo notificato che ha approvato il sistema di qualità sulle modifiche che intende apportare al sistema di qualità.
L’organismo notificato valuta le modifiche proposte e decide se il sistema modificato continui a soddisfare i requisiti di cui al punto 3.2 o se sia necessaria una nuova verifica.
Esso notifica la sua decisione al fabbricante. La notifica deve contenere le conclusioni del controllo e la motivazione circostanziata della decisione.
|
4. Sorveglianza sotto la responsabilità dell’organismo notificato
|
4.1.
|
Scopo della sorveglianza è garantire che il fabbricante soddisfi correttamente gli obblighi derivanti dal sistema di qualità approvato.
|
|
4.2.
|
A fini della valutazione il fabbricante consente all’organismo notificato l’accesso ai siti di fabbricazione, ispezione, prova e deposito e gli fornisce ogni utile informazione, in particolare:
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
la documentazione tecnica,
|
|
—
|
registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche del personale interessato ecc.
|
|
|
4.3.
|
L’organismo notificato svolge controlli periodici intesi ad accertare che il fabbricante mantenga e applichi il sistema di qualità e fornisce al fabbricante una relazione sui controlli stessi. La frequenza delle verifiche ispettive periodiche è tale che si procede a una rivalutazione completa ogni tre anni.
|
|
4.4.
|
Inoltre, l’organismo notificato può effettuare visite senza preavviso presso il fabbricante.
La necessità di queste visite aggiuntive e la loro frequenza sono determinate in base a un sistema di controllo sulle visite gestito dall’organismo notificato. In particolare nel sistema di controllo sulle visite sono presi in considerazione i seguenti fattori:
|
—
|
la categoria dell’attrezzatura a pressione,
|
|
—
|
i risultati delle visite di sorveglianza precedenti,
|
|
—
|
la necessità di garantire il controllo delle misure di correzione,
|
|
—
|
se del caso, le condizioni speciali connesse con l’approvazione del sistema,
|
|
—
|
modifiche significative nell’organizzazione, nelle misure o nelle tecniche relative alla fabbricazione.
|
In occasione di tali visite, l’organismo notificato può svolgere o far svolgere, se necessario, prove sul prodotto per verificare il buon funzionamento del sistema di qualità. L’organismo notificato deve fornire al fabbricante una relazione sulla visita e, se sono state svolte prove, una relazione sulle stesse.
|
5. Marcatura CE e dichiarazione di conformità UE
|
5.1.
|
Il fabbricante appone la marcatura CE e, sotto la responsabilità dell’organismo notificato di cui al punto 3.1, il numero d’identificazione di quest’ultimo a ogni singola attrezzatura a pressione conforme al tipo approvato descritto nel certificato di esame UE del tipo e alle prescrizioni applicabili della presente direttiva.
|
|
5.2.
|
Il fabbricante compila una dichiarazione scritta di conformità UE per ciascun modello di attrezzatura a pressione e la tiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica il modello di prodotto per cui è stata compilata.
Una copia della dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
6. Il fabbricante, per dieci anni a decorrere dalla data di immissione sul mercato dell’attrezzatura a pressione, tiene a disposizione delle autorità nazionali:
|
—
|
la documentazione di cui al punto 3.1,
|
|
—
|
le modifiche di cui al punto 3.5 e la relativa approvazione,
|
|
—
|
le decisioni e relazioni dell’organismo notificato di cui ai punti 3.3, 3.5, 4.3 e 4.4.
|
7. Ciascun organismo notificato informa le proprie autorità di notifica circa le approvazioni dei sistemi di qualità rilasciate o ritirate e, periodicamente o su richiesta, mette a disposizione di tali autorità l’elenco delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o altrimenti limitate.
Ogni organismo notificato informa gli altri organismi notificati delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o ritirate e, a richiesta, delle approvazioni dei sistemi di qualità rilasciate.
8. Rappresentante autorizzato
Gli obblighi del fabbricante di cui ai punti 3.1, 3.5, 5 e 6 possono essere adempiuti dal suo rappresentante autorizzato, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
8. MODULO E1: GARANZIA DELLA QUALITÀ DELL’ISPEZIONE E DELLA PROVA DELLE ATTREZZATURE A PRESSIONE FINITE
1. La garanzia della qualità dell’ispezione e della prova delle attrezzature a pressione finite è la procedura di valutazione della conformità con cui il fabbricante ottempera agli obblighi di cui ai punti 2, 4 e 7 nonché si accerta e dichiara, sotto la sua esclusiva responsabilità, che l’attrezzatura a pressione interessata soddisfa i requisiti della presente direttiva ad essa applicabili.
2. Documentazione tecnica
Il fabbricante prepara la documentazione tecnica. Detta documentazione consente di valutare la conformità dell’attrezzatura a pressione ai requisiti pertinenti e include un’adeguata analisi e valutazione dei rischi. Essa precisa i requisiti applicabili e comprende, nella misura necessaria ai fini della valutazione, il progetto, la fabbricazione e il funzionamento dell’attrezzatura a pressione. La documentazione tecnica contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate, la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
risultati dei calcoli di progettazione, degli esami effettuati ecc., e
|
|
—
|
le relazioni sulle prove effettuate.
|
3. Il fabbricante tiene la documentazione tecnica a disposizione delle pertinenti autorità nazionali per un periodo di dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato.
4. Fabbricazione
Il fabbricante applica un sistema di qualità approvato per l’ispezione e le prove dei prodotti finiti secondo come indicato nel punto 5 ed è soggetto alla sorveglianza di cui al punto 6.
5. Sistema di qualità
|
5.1.
|
Il fabbricante presenta una domanda di verifica del suo sistema di qualità a un organismo notificato di sua scelta per le attrezzature a pressione in questione.
La domanda deve contenere:
|
—
|
il nome e l’indirizzo del fabbricante e, nel caso in cui la domanda sia presentata dal rappresentante autorizzato, anche il nome e l’indirizzo di quest’ultimo,
|
|
—
|
una dichiarazione scritta che la stessa domanda non è stata presentata a nessun altro organismo notificato,
|
|
—
|
tutte le informazioni pertinenti sul tipo di attrezzatura a pressione contemplato,
|
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
la documentazione tecnica di cui al punto 2.
|
|
|
5.2.
|
Il sistema di qualità deve garantire la conformità delle attrezzature a pressione alle prescrizioni della presente direttiva ad esse applicabili.
Nel quadro del sistema di qualità ciascuna attrezzatura a pressione viene esaminata e su di essa vengono effettuate opportune prove, fissate nelle norme relative di cui all’articolo 12, o prove equivalenti, in particolare la verifica finale di cui al punto 3.2 dell’allegato I, per verificarne la conformità ai requisiti della presente direttiva ad essa applicabili.
Tutti criteri, i requisiti e le disposizioni adottati dal fabbricante devono costituire una documentazione sistematica e ordinata sotto forma di misure, procedure e istruzioni scritte. Tale documentazione relativa al sistema di qualità deve consentire un’interpretazione uniforme di programmi, schemi, manuali e registri riguardanti la qualità.
Essa deve includere in particolare un’adeguata descrizione:
|
—
|
degli obiettivi di qualità e della struttura organizzativa, delle responsabilità e dei poteri del personale direttivo in materia di qualità delle attrezzature a pressione,
|
|
—
|
delle modalità operative di giunzione permanente dei pezzi approvate in base al punto 3.1.2 dell’allegato I,
|
|
—
|
degli esami e delle prove che saranno effettuati dopo la fabbricazione,
|
|
—
|
dei registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche o sull’approvazione del personale interessato, in particolare quelle del personale addetto al montaggio permanente dei pezzi in base al punto 3.1.2 dell’allegato I,
|
|
—
|
dei mezzi per controllare l’efficacia di funzionamento del sistema di qualità.
|
|
|
5.3.
|
L’organismo notificato deve valutare il sistema di qualità per determinare se soddisfa i requisiti di cui al punto 5.2.
Esso presume la conformità a tali requisiti degli elementi del sistema di qualità conformi alle specifiche pertinenti delle corrispondenti norme armonizzate.
Oltre ad avere esperienza nei sistemi di gestione della qualità, il gruppo incaricato delle ispezioni deve comprendere almeno un membro con esperienza nella valutazione del settore e della tecnologia del prodotto e che conosce le prescrizioni della presente direttiva. Il controllo comprende una visita di valutazione dei locali del fabbricante.
Il gruppo incaricato del controllo esamina la documentazione tecnica di cui al punto 2, al fine di verificare la capacità del fabbricante di individuare le prescrizioni applicabili della presente direttiva e di effettuare gli esami atti a garantire la conformità dell’attrezzatura a pressione a tali norme.
La decisione viene notificata al fabbricante. La notifica deve contenere le conclusioni della valutazione e la motivazione circostanziata della decisione.
|
|
5.4.
|
Il fabbricante deve impegnarsi a soddisfare gli obblighi derivanti dal sistema di qualità approvato e a fare in modo che esso rimanga adeguato ed efficace.
|
|
5.5.
|
Il fabbricante deve tenere informato l’organismo notificato che ha approvato il sistema di qualità sulle modifiche che intende apportare al sistema di qualità.
L’organismo notificato valuta le modifiche proposte e decide se il sistema modificato continui a soddisfare i requisiti di cui al punto 5.2 o se sia necessaria una nuova verifica.
Esso notifica la decisione al fabbricante. La notifica deve contenere le conclusioni del controllo e la motivazione circostanziata della decisione.
|
6. Sorveglianza sotto la responsabilità dell’organismo notificato
|
6.1.
|
Scopo della sorveglianza è garantire che il fabbricante soddisfi correttamente gli obblighi derivanti dal sistema di qualità approvato.
|
|
6.2.
|
Ai fini della valutazione il fabbricante consente all’organismo notificato l’accesso ai siti di fabbricazione, ispezione, prova e deposito e gli fornisce ogni utile informazione, in particolare:
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
la documentazione tecnica di cui al punto 2,
|
|
—
|
i registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche del personale interessato ecc.
|
|
|
6.3.
|
L’organismo notificato deve svolgere controlli periodici intesi ad accertare che il fabbricante mantenga e applichi il sistema di qualità e fornisce al fabbricante una relazione sui controlli stessi. La frequenza delle verifiche ispettive periodiche è tale che si procede a una rivalutazione completa ogni tre anni.
|
|
6.4.
|
Inoltre, l’organismo notificato può effettuare visite senza preavviso presso il fabbricante. La necessità di queste visite aggiuntive e la loro frequenza sono determinate in base a un sistema di controllo sulle visite gestito dall’organismo notificato. In particolare nel sistema di controllo sulle visite sono presi in considerazione i seguenti fattori:
|
—
|
la categoria dell’attrezzatura,
|
|
—
|
i risultati delle visite di sorveglianza precedenti,
|
|
—
|
la necessità di garantire il controllo delle misure di correzione,
|
|
—
|
se del caso, le condizioni speciali connesse con l’approvazione del sistema,
|
|
—
|
modifiche significative nell’organizzazione, nelle misure o nelle tecniche relative alla fabbricazione.
|
In occasione di tali visite, l’organismo notificato può svolgere o far svolgere, se necessario, prove sul prodotto per verificare il buon funzionamento del sistema di qualità. L’organismo notificato deve fornire al fabbricante una relazione sulla visita e, se sono state svolte prove, una relazione sulle stesse.
|
7. Marcatura CE e dichiarazione di conformità UE
|
7.1.
|
Il fabbricante appone la marcatura CE e, sotto la responsabilità dell’organismo notificato di cui al punto 5.1, il numero d’identificazione di quest’ultimo a ogni singola attrezzatura a pressione conforme alle prescrizioni applicabili della presente direttiva.
|
|
7.2.
|
Il fabbricante compila una dichiarazione scritta di conformità UE per ciascun modello di attrezzatura a pressione e la tiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica il modello dell’attrezzatura a pressione per cui è stata compilata.
Una copia della dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
8. Il fabbricante, per dieci anni a decorrere dalla data di immissione sul mercato dell’attrezzatura a pressione, tiene a disposizione delle autorità nazionali:
|
—
|
la documentazione di cui al punto 5.1,
|
|
—
|
le modifiche di cui al punto 5.5 e la relativa approvazione,
|
|
—
|
le decisioni e relazioni dell’organismo notificato di cui ai punti 5.3, 5.5, 6.3 e 6.4.
|
9. Ciascun organismo notificato informa le proprie autorità di notifica circa le approvazioni dei sistemi di qualità rilasciate o ritirate e, periodicamente o su richiesta, mette a disposizione di tali autorità l’elenco delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o altrimenti limitate.
Ogni organismo notificato informa gli altri organismi notificati delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o ritirate e, a richiesta, delle approvazioni dei sistemi di qualità rilasciate.
10. Rappresentante autorizzato
Gli obblighi del fabbricante di cui ai punti 3, 5.1, 5.5, 7 e 8 possono essere adempiuti dal suo rappresentante autorizzato, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
9. MODULO F: CONFORMITÀ AL TIPO BASATA SULLA VERIFICA DELLE ATTREZZATURE A PRESSIONE
1. La conformità al tipo basata sulla verifica delle attrezzature a pressione è la parte della procedura con cui il fabbricante ottempera agli obblighi di cui ai punti 2 e 5 e si accerta e dichiara, sotto la sua esclusiva responsabilità, che le attrezzature a pressione interessate cui sono state applicate le disposizioni del punto 3 sono conformi al tipo oggetto del certificato di esame UE del tipo e soddisfano i requisiti della presente direttiva che ad esse si applicano.
2. Fabbricazione
Il fabbricante prende tutte le misure necessarie affinché il processo di fabbricazione e il suo controllo garantiscano la conformità dei prodotti fabbricati al tipo omologato oggetto del certificato di esame UE del tipo e soddisfano i requisiti della presente direttiva che ad essi si applicano.
3. Verifica
L’organismo notificato scelto dal fabbricante effettua gli esami e le prove del caso per verificare la conformità dell’attrezzatura a pressione al tipo omologato oggetto del certificato di esame UE e ai pertinenti requisiti della presente direttiva.
Gli esami e le prove atti a verificare la conformità dell’apparecchiatura a pressione ai requisiti pertinenti sono effettuati mediante esame e prova di ogni singolo prodotto secondo quanto stabilito al punto 4.
4. Verifica della conformità mediante esame e prova di ogni attrezzatura a pressione
|
4.1.
|
Tutte le attrezzature a pressione vengono esaminate singolarmente e su di esse vengono effettuate opportune prove, in base alle relative norme armonizzate o prove equivalenti per verificarne la conformità al tipo omologato descritto nel certificato di esame UE del tipo e ai pertinenti requisiti della presente direttiva. In assenza di tali norme armonizzate l’organismo notificato interessato decide quali prove sia opportuno effettuare.
In particolare, l’organismo notificato:
|
—
|
verifica che il personale addetto alla giunzione permanente dei pezzi e alle prove non distruttive sia qualificato o approvato, in base ai punti 3.1.2 e 3.1.3 dell’allegato I,
|
|
—
|
verifica il certificato rilasciato dal fabbricante dei materiali in base al punto 4.3 dell’allegato I,
|
|
—
|
effettua o fa effettuare l’ispezione finale e la prova di cui al punto 3.2 dell’allegato I ed esamina, se necessario, i dispositivi di sicurezza.
|
|
|
4.2.
|
L’organismo notificato rilascia un certificato di conformità relativo agli esami e alle prove effettuati e appone, o fa apporre, sotto la sua responsabilità, il suo numero di identificazione su ciascuna attrezzatura a pressione approvata.
Il fabbricante tiene a disposizione delle autorità nazionali i certificati di conformità a fini d’ispezione per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato.
|
5. Marcatura CE e dichiarazione di conformità UE
|
5.1.
|
Il fabbricante appone la marcatura CE e, sotto la responsabilità dell’organismo notificato di cui al punto 3, il numero d’identificazione di quest’ultimo a ogni singola attrezzatura a pressione conforme al tipo approvato descritto nel certificato di esame UE del tipo e alle prescrizioni applicabili della presente direttiva.
|
|
5.2.
|
Il fabbricante compila una dichiarazione scritta di conformità UE per ciascun modello di attrezzatura a pressione e la tiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica il modello dell’attrezzatura a pressione per cui è stata compilata.
Una copia della dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
Previo accordo dell’organismo notificato di cui al punto 3 e sotto la responsabilità dello stesso, il fabbricante può inoltre apporre sulle attrezzature a pressione il numero d’identificazione di tale organismo.
|
6. Previo accordo dell’organismo notificato e sotto la responsabilità dello stesso, il fabbricante può apporre sulle attrezzature a pressione il numero d’identificazione di tale organismo nel corso del processo di fabbricazione.
7. Rappresentante autorizzato
Gli obblighi del fabbricante possono essere adempiuti dal suo rappresentante autorizzato, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato. Un rappresentante autorizzato non può adempiere gli obblighi spettanti al fabbricante di cui al punto 2.
10. MODULO G: CONFORMITÀ BASATA SULLA VERIFICA DELL’UNITÀ
1. La conformità basata sulla verifica dell’unità è la procedura di valutazione della conformità con cui il fabbricante ottempera agli obblighi stabiliti ai punti 2, 3 e 5 e si accerta e dichiara, sotto la sua esclusiva responsabilità, che l’attrezzatura a pressione interessata, alla quale sono state applicate le disposizioni di cui al punto 4, è conforme ai requisiti della presente direttiva ad essa applicabili.
2. Documentazione tecnica
Il fabbricante compila la documentazione tecnica e la mette a disposizione dell’organismo notificato di cui al punto 4.
La documentazione permette di valutare la conformità dell’attrezzatura a pressione ai requisiti pertinenti e comprende un’analisi e una valutazione adeguate dei rischi. La documentazione tecnica precisa le prescrizioni applicabili e include, se necessario ai fini della valutazione, il progetto, la fabbricazione e il funzionamento dell’attrezzatura a pressione.
La documentazione tecnica contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate, la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
i risultati dei calcoli di progettazione realizzati, degli esami effettuati ecc.,
|
|
—
|
le relazioni sulle prove effettuate,
|
|
—
|
gli elementi appropriati relativi all’ approvazione dei processi di fabbricazione e di prova, nonché alle qualifiche o all’approvazione del personale ad essi preposto in base ai punti 3.1.2 e 3.1.3 dell’allegato I.
|
Il fabbricante tiene la documentazione tecnica a disposizione delle pertinenti autorità nazionali per un periodo di dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato.
3. Produzione
Il fabbricante prende tutte le misure necessarie affinché il processo di fabbricazione e il relativo controllo garantiscano la conformità dell’attrezzatura a pressione alle prescrizioni applicabili della presente direttiva.
4. Verifica
L’organismo notificato scelto dal fabbricante effettua o fa effettuare gli esami e le prove del caso, stabiliti dalle pertinenti norme armonizzate e/o prove equivalenti previste in altre specifiche tecniche, per verificare la conformità dell’attrezzatura a pressione alle prescrizioni applicabili della presente direttiva. In mancanza di tali norme armonizzate l’organismo notificato interessato decide quali prove sia opportuno effettuare applicando altre specifiche tecniche.
In particolare, l’organismo notificato:
|
—
|
esamina la documentazione tecnica riguardante la progettazione e i processi di fabbricazione,
|
|
—
|
valuta i materiali utilizzati quando questi ultimi non sono conformi alle norme armonizzate applicabili ovvero a un’approvazione europea di materiali per attrezzature a pressione e verifica il certificato rilasciato dal fabbricante dei materiali in base al punto 4.3 dell’allegato I,
|
|
—
|
approva le modalità operative della giunzione permanente dei pezzi o verifica che siano state autorizzate in precedenza, in base al punto 3.1.2 dell’allegato I,
|
|
—
|
verifica le qualifiche o le approvazioni richieste ai punti 3.1.2 e 3.1.3 dell’allegato I,
|
|
—
|
procede all’esame finale di cui al punto 3.2.1 dell’allegato I, effettua o fa effettuare la prova di cui al punto 3.2.2 dell’allegato I ed esamina, se necessario, i dispositivi di sicurezza.
|
L’organismo notificato rilascia un certificato di conformità riguardo agli esami e alle prove effettuate e appone, o fa apporre sotto la sua responsabilità, il proprio numero di identificazione su ogni attrezzatura a pressione approvata. Il fabbricante tiene a disposizione delle autorità nazionali i certificati di conformità per un periodo di dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato.
5. Marcatura CE e dichiarazione di conformità UE
|
5.1.
|
Il fabbricante appone la marcatura CE e, sotto la responsabilità dell’organismo notificato di cui al punto 4, il numero d’identificazione di quest’ultimo su ogni singola attrezzatura a pressione conforme alle prescrizioni applicabili della presente direttiva.
|
|
5.2.
|
Il fabbricante compila una dichiarazione di conformità UE e la tiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica l’attrezzatura a pressione per cui è stata compilata.
Una copia della dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
6. Rappresentante autorizzato
Gli obblighi del fabbricante di cui ai punti 2 e 5 possono essere adempiuti dal suo rappresentante autorizzato, per conto del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
11. MODULO H: CONFORMITÀ BASATA SULLA GARANZIA TOTALE DI QUALITÀ
1. La conformità basata sulla garanzia totale di qualità è la procedura di valutazione della conformità con cui il fabbricante ottempera agli obblighi di cui ai punti 2 e 5, e si accerta e dichiara, sotto la sua esclusiva responsabilità, che l’attrezzatura a pressione interessata soddisfa i requisiti della presente direttiva ad essa applicabili.
2. Fabbricazione
Il fabbricante applica un sistema approvato di qualità della progettazione, della produzione, dell’ispezione del prodotto finito e delle prove dell’attrezzatura a pressione, secondo quanto specificato al punto 3, ed è assoggettato alla sorveglianza di cui al punto 4.
3. Sistema di qualità
|
3.1.
|
Il fabbricante presenta una domanda di verifica del suo sistema di qualità a un organismo notificato di sua scelta per le attrezzature a pressione interessate.
La domanda deve contenere:
|
—
|
il nome e l’indirizzo del fabbricante e, nel caso in cui la domanda sia presentata dal rappresentante autorizzato, anche il nome e l’indirizzo di quest’ultimo,
|
|
—
|
la documentazione tecnica per un modello di ciascun tipo di attrezzatura a pressione che intende fabbricare. La documentazione tecnica contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
i risultati dei calcoli di progettazione realizzati, degli esami effettuati ecc.,
|
|
—
|
le relazioni sulle prove effettuate,
|
|
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
una dichiarazione scritta che la stessa domanda non è stata presentata a nessun altro organismo notificato.
|
|
|
3.2.
|
Il sistema di qualità deve garantire la conformità delle attrezzature a pressione ai requisiti applicabili della presente direttiva.
Tutti i criteri, i requisiti e le disposizioni adottati dal fabbricante devono costituire una documentazione sistematica e ordinata sotto forma di misure, procedure e istruzioni scritte. Tale documentazione relativa al sistema di qualità deve consentire un’interpretazione uniforme di programmi, schemi, manuali e registri riguardanti la qualità.
Essa deve includere in particolare un’adeguata descrizione:
|
—
|
degli obiettivi di qualità e della struttura organizzativa, delle responsabilità e dei poteri del personale direttivo in materia di progettazione e qualità del prodotto,
|
|
—
|
delle specifiche tecniche di progettazione, comprese le norme che saranno applicate e, qualora le relative norme armonizzate non siano applicate integralmente, dei mezzi per garantire che siano stati rispettati i requisiti essenziali di sicurezza della presente direttiva che si applicano alle attrezzature a pressione,
|
|
—
|
delle tecniche di controllo e di verifica della progettazione, dei processi e degli interventi sistematici per la progettazione delle attrezzature a pressione corrispondenti al tipo in questione, in particolare per quanto riguarda i materiali, in base al punto 4 dell’allegato I,
|
|
—
|
dei corrispondenti processi di fabbricazione, delle tecniche di controllo e di garanzia della qualità, dei processi e degli interventi sistematici che saranno applicati, in particolare le modalità operative di giunzione permanente dei pezzi approvati in base al punto 3.1.2 dell’allegato I,
|
|
—
|
degli esami e delle prove che saranno effettuati prima, durante e dopo la fabbricazione, con indicazione della frequenza con cui si intende effettuarli,
|
|
—
|
dei registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche o sull’approvazione del personale interessato, in particolare quelle del personale addetto alla giunzione permanente dei pezzi e alle prove non distruttive in base ai punti 3.1.2 e 3.1.3 dell’allegato I ecc.,
|
|
—
|
dei mezzi di sorveglianza che consentono di controllare che sia ottenuta la qualità richiesta in materia di progettazione e di prodotti e se il sistema di qualità funziona efficacemente.
|
|
|
3.3.
|
L’organismo notificato valuta il sistema di qualità per determinare se soddisfa i requisiti di cui al punto 3.2. Esso presume la conformità a tali requisiti degli elementi del sistema di qualità conformi alle specifiche pertinenti delle corrispondenti norme armonizzate.
Oltre all’esperienza con i sistemi di gestione della qualità, almeno un membro del gruppo incaricato del controllo deve avere esperienza nella valutazione del settore e della tecnologia relativa alle attrezzature a pressione in questione e conoscere le prescrizioni applicabili della presente direttiva. Il controllo comprende una visita di valutazione dei locali del fabbricante.
Il gruppo incaricato del controllo esamina la documentazione tecnica di cui al punto 3.1, secondo trattino, verifica la capacità del fabbricante di individuare le prescrizioni applicabili della presente direttiva e di effettuare gli esami atti a garantire la conformità dell’attrezzatura a pressione a tali norme.
La decisione è notificata al fabbricante o al suo rappresentante autorizzato. La notifica deve contenere le conclusioni del controllo e la motivazione circostanziata della decisione.
|
|
3.4.
|
Il fabbricante deve impegnarsi a soddisfare gli obblighi derivanti dal sistema di qualità approvato e a fare in modo che esso rimanga adeguato ed efficace.
|
|
3.5.
|
Il fabbricante deve tenere informato l’organismo notificato che ha approvato il sistema di qualità sulle modifiche che intende apportare al sistema di qualità.
L’organismo notificato valuta le modifiche proposte e decide se il sistema modificato continui a soddisfare i requisiti di cui al punto 3.2 o se sia necessaria una nuova verifica.
L’organismo notificato notifica la decisione al fabbricante. La notifica deve contenere le conclusioni del controllo e la motivazione circostanziata della decisione.
|
4. Sorveglianza sotto la responsabilità dell’organismo notificato
|
4.1.
|
Scopo della sorveglianza è garantire che il fabbricante soddisfi correttamente gli obblighi derivanti dal sistema di qualità approvato.
|
|
4.2.
|
Il fabbricante deve consentire all’organismo notificato di accedere, a fini della valutazione, ai locali di progettazione, fabbricazione, ispezione, prova e deposito fornendo tutte le necessarie informazioni, in particolare:
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
i registri riguardanti la qualità previsti dal sistema di qualità in materia di progettazione, come i risultati di analisi, calcoli, prove ecc.,
|
|
—
|
i registri riguardanti la qualità previsti dal sistema di qualità in materia di fabbricazione, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche del personale interessato ecc.
|
|
|
4.3.
|
L’organismo notificato deve svolgere controlli periodici intesi ad accertare che il fabbricante mantenga e applichi il sistema di qualità e fornisce al fabbricante una relazione sui controlli stessi. La frequenza delle verifiche ispettive periodiche è tale che si procede a una rivalutazione completa ogni tre anni.
|
|
4.4.
|
Inoltre, l’organismo notificato può effettuare visite senza preavviso presso il fabbricante.
La necessità di queste visite aggiuntive e la loro frequenza sono determinate in base a un sistema di controllo sulle visite gestito dall’organismo notificato. In particolare nel sistema di controllo sulle visite sono presi in considerazione i seguenti fattori:
|
—
|
la categoria dell’attrezzatura,
|
|
—
|
i risultati delle visite di sorveglianza precedenti,
|
|
—
|
la necessità di garantire il controllo delle misure di correzione,
|
|
—
|
se del caso, le condizioni speciali connesse con l’approvazione del sistema,
|
|
—
|
modifiche significative nell’organizzazione, nelle misure o nelle tecniche relative alla fabbricazione.
|
In occasione di tali visite, l’organismo notificato può, se necessario, svolgere o far svolgere prove sul prodotto, per verificare il corretto funzionamento del sistema di qualità. Esso deve fornire al fabbricante una relazione sulla visita e, se sono state svolte prove, una relazione sulle stesse.
|
5. Marcatura CE e dichiarazione di conformità UE
|
5.1.
|
Il fabbricante appone la marcatura CE e, sotto la responsabilità dell’organismo notificato di cui al punto 3.1, il numero d’identificazione di quest’ultimo a ogni singola attrezzatura a pressione conforme alle prescrizioni applicabili della presente direttiva.
|
|
5.2.
|
Il fabbricante compila una dichiarazione scritta di conformità UE per ciascun modello di attrezzatura a pressione e la tiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica il modello dell’attrezzatura a pressione per cui è stata compilata.
Una copia della dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
6. Il fabbricante, per dieci anni a decorrere dalla data di immissione sul mercato dell’attrezzatura a pressione, tiene a disposizione delle autorità nazionali:
|
—
|
la documentazione tecnica di cui al punto 3.1,
|
|
—
|
la documentazione relativa al sistema di qualità di cui al punto 3.1,
|
|
—
|
le modifiche di cui al punto 3.4, e la relativa approvazione,
|
|
—
|
le decisioni e relazioni dell’organismo notificato di cui ai punti 3.3, 3,4, 4.3 e 4.4.
|
7. Ogni organismo notificato informa le sue autorità di notifica delle approvazioni dei sistemi di qualità rilasciate o revocate e, periodicamente o su richiesta, mette a loro disposizione l’elenco delle approvazioni dei sistemi di qualità respinte, sospese o altrimenti sottoposte a restrizioni.
Ogni organismo notificato informa gli altri organismi notificati delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o ritirate e, a richiesta, delle approvazioni dei sistemi di qualità rilasciate.
8. Rappresentante autorizzato
Gli obblighi del fabbricante di cui ai punti 3.1, 3.5, 5 e 6 possono essere adempiuti dal suo rappresentante autorizzato, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
12. MODULO H1: CONFORMITÀ BASATA SULLA GARANZIA TOTALE DI QUALITÀ CON CONTROLLO DELLA PROGETTAZIONE
1. La conformità basata sulla garanzia totale di qualità con controllo della progettazione e particolare sorveglianza della verifica finale è la procedura di valutazione della conformità con cui il fabbricante ottempera agli obblighi di cui ai punti 2 e 6 nonché si accerta e dichiara, sotto la sua esclusiva responsabilità, che l’attrezzatura a pressione interessata soddisfa i requisiti della presente direttiva ad essa applicabili.
2. Fabbricazione
Il fabbricante applica un sistema di qualità approvato per la progettazione, la fabbricazione, l’ispezione del prodotto finito e le prove sui prodotti interessati secondo quanto specificato al punto 3 ed è soggetto alla sorveglianza di cui al punto 5. L’adeguatezza del progetto tecnico dell’attrezzatura a pressione è stata oggetto di esame a norma delle disposizioni del punto 4.
3. Sistema di qualità
|
3.1.
|
Il fabbricante presenta una domanda di verifica del suo sistema di qualità a un organismo notificato di sua scelta per le attrezzature a pressione interessate.
La domanda deve contenere:
|
—
|
il nome e l’indirizzo del fabbricante e, nel caso in cui la domanda sia presentata dal rappresentante autorizzato, anche il nome e l’indirizzo di quest’ultimo,
|
|
—
|
la documentazione tecnica per un modello di ciascun tipo di attrezzatura a pressione che intende fabbricare. La documentazione tecnica contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione, nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate, la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
i risultati dei calcoli di progettazione realizzati, degli esami effettuati ecc.,
|
|
—
|
le relazioni sulle prove effettuate,
|
|
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
una dichiarazione scritta che la stessa domanda non è stata presentata a nessun altro organismo notificato.
|
|
|
3.2.
|
Il sistema di qualità garantisce la conformità delle attrezzature a pressione ai requisiti della direttiva ad esse applicabili.
Tutti i criteri, i requisiti e le disposizioni adottati dal fabbricante devono costituire una documentazione sistematica e ordinata sotto forma di misure, procedure e istruzioni scritte. Tale documentazione relativa al sistema di qualità deve consentire un’interpretazione uniforme di programmi, schemi, manuali e registri riguardanti la qualità.
Essa deve includere in particolare un’adeguata descrizione:
|
—
|
degli obiettivi di qualità e della struttura organizzativa, delle responsabilità e dei poteri del personale direttivo in materia di qualità dei prodotti,
|
|
—
|
delle specifiche tecniche di progettazione, comprese le norme che saranno applicate e, qualora le relative norme armonizzate non siano applicate integralmente, dei mezzi per garantire che siano stati rispettati i requisiti essenziali di sicurezza della presente direttiva che si applicano alle attrezzature a pressione,
|
|
—
|
delle tecniche di controllo e di verifica della progettazione, dei processi e degli interventi sistematici per la progettazione delle attrezzature a pressione corrispondenti al tipo in questione, in particolare per quanto riguarda i materiali, in base al punto 4 dell’allegato I,
|
|
—
|
dei corrispondenti processi di fabbricazione, delle tecniche di controllo e di garanzia della qualità, dei processi e degli interventi sistematici che saranno applicati, in particolare le modalità operative di giunzione permanente dei pezzi approvati in base al punto 3.1.2 dell’allegato I,
|
|
—
|
degli esami e delle prove che saranno effettuati prima, durante e dopo la fabbricazione, con indicazione della frequenza con cui si intende effettuarli,
|
|
—
|
dei registri riguardanti la qualità, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche o sull’approvazione del personale interessato, in particolare quelle del personale addetto alla giunzione permanente dei pezzi e alle prove non distruttive, in base ai punti 3.1.2 e 3.1.3 dell’allegato I,
|
|
—
|
dei mezzi di sorveglianza che consentono di controllare che sia ottenuta la qualità richiesta in materia di progettazione e di prodotti e se il sistema di qualità funziona efficacemente.
|
|
|
3.3.
|
L’organismo notificato valuta il sistema di qualità per determinare se soddisfa i requisiti di cui al punto 3.2.
Esso presume la conformità a tali requisiti degli elementi del sistema di qualità conformi alle specifiche pertinenti delle corrispondenti norme armonizzate. Oltre all’esperienza con i sistemi di gestione della qualità, almeno un membro del gruppo incaricato del controllo deve avere esperienza nella valutazione del settore e della tecnologia delle attrezzature a pressione in questione e conoscere le prescrizioni applicabili della presente direttiva. Il controllo comprende una visita di valutazione dei locali del fabbricante.
Il gruppo incaricato della valutazione esamina la documentazione tecnica di cui al punto 3.1, secondo trattino, verifica la capacità del fabbricante di individuare le prescrizioni applicabili della presente direttiva e di effettuare gli esami atti a garantire la conformità dell’attrezzatura a pressione a tali norme.
La decisione è notificata al fabbricante o al suo rappresentante autorizzato.
La notifica deve contenere le conclusioni del controllo e la motivazione circostanziata della decisione.
|
|
3.4.
|
Il fabbricante deve impegnarsi a soddisfare gli obblighi derivanti dal sistema di qualità approvato e a fare in modo che esso rimanga adeguato ed efficace.
|
|
3.5.
|
Il fabbricante deve tenere informato l’organismo notificato che ha approvato il sistema di qualità sulle modifiche che intende apportare al sistema di qualità.
L’organismo notificato valuta le modifiche proposte e decide se il sistema di qualità modificato continui a soddisfare i requisiti di cui al punto 3.2 o se sia necessaria una nuova verifica.
Esso notifica la decisione al fabbricante. La notifica deve contenere le conclusioni del controllo e la motivazione circostanziata della decisione.
|
|
3.6.
|
Ciascun organismo notificato informa le proprie autorità di notifica circa le approvazioni dei sistemi di qualità rilasciate o ritirate e, periodicamente o su richiesta, mette a disposizione di tali autorità l’elenco delle approvazioni dei sistemi di qualità da esso rifiutate, sospese o altrimenti limitate.
Ogni organismo notificato informa gli altri organismi notificati delle approvazioni dei sistemi di qualità da esso rifiutate, sospese, ritirate o altrimenti sottoposte a restrizioni e, su richiesta, delle approvazioni dei sistemi di qualità rilasciate.
|
4. Esame del progetto
|
4.1.
|
Il fabbricante presenta all’organismo notificato di cui al punto 3.1 una domanda di esame del progetto per ciascuna attrezzatura a pressione non sottoposta a un precedente esame del progetto.
|
|
4.2.
|
La domanda consente di comprendere il progetto, il processo di fabbricazione e il funzionamento dell’attrezzatura a pressione, nonché di accertare la conformità ai requisiti della presente direttiva che ad essa si applicano. La domanda deve contenere:
|
—
|
il nome e l’indirizzo del fabbricante,
|
|
—
|
una dichiarazione scritta che la stessa domanda non è stata presentata a nessun altro organismo notificato,
|
|
—
|
la documentazione tecnica. Detta documentazione consente di valutare la conformità dell’attrezzatura a pressione ai requisiti pertinenti e include un’adeguata analisi e valutazione dei rischi. Essa precisa i requisiti applicabili e comprende, nella misura necessaria ai fini della valutazione, il progetto e il funzionamento dell’attrezzatura a pressione. La documentazione tecnica contiene, laddove applicabile, almeno gli elementi seguenti:
|
—
|
una descrizione generale dell’attrezzatura a pressione,
|
|
—
|
disegni di progettazione e fabbricazione nonché diagrammi di componenti, sottoinsiemi, circuiti ecc.,
|
|
—
|
le descrizioni e le spiegazioni necessarie alla comprensione di tali disegni e diagrammi e del funzionamento dell’attrezzatura a pressione,
|
|
—
|
un elenco delle norme armonizzate, applicate completamente o in parte, i cui riferimenti siano stati pubblicati nella Gazzetta ufficiale dell’Unione europea e, qualora non siano state applicate tali norme armonizzate, le descrizioni delle soluzioni adottate per soddisfare i requisiti essenziali di sicurezza della presente direttiva. In caso di applicazione parziale delle norme armonizzate, la documentazione tecnica specifica le parti che sono state applicate,
|
|
—
|
risultati dei calcoli di progettazione, degli esami effettuati ecc., e
|
|
—
|
le relazioni sulle prove effettuate,
|
|
|
—
|
la documentazione probatoria attestante l’adeguatezza del progetto tecnico. Tale documentazione cita tutti i documenti utilizzati, in particolare qualora non siano state applicate integralmente le norme armonizzate pertinenti, e comprende, se necessario, i risultati delle prove effettuate conformemente alle altre pertinenti specifiche tecniche dal laboratorio del fabbricante oppure da un altro laboratorio di prova, a nome e sotto la responsabilità del fabbricante.
|
|
|
4.3.
|
L’organismo notificato esamina la domanda e, qualora il progetto sia conforme ai requisiti della presente direttiva applicabili alle attrezzature a pressione, rilascia al fabbricante un certificato di esame UE del progetto. Tale certificato contiene il nome e l’indirizzo del fabbricante, le conclusioni dell’esame, le eventuali condizioni di validità e i dati necessari per identificare il progetto approvato. Il certificato può comprendere uno o più allegati.
Il certificato e gli allegati contengono tutte le informazioni pertinenti per consentire la valutazione della conformità dei prodotti fabbricati al progetto esaminato nonché, se del caso, il controllo del prodotto in funzione.
Se il progetto non soddisfa i requisiti applicabili della presente direttiva, l’organismo notificato rifiuta di rilasciare il certificato di esame del progetto e ne informa il richiedente, motivando dettagliatamente tale rifiuto.
|
|
4.4.
|
L’organismo notificato segue l’evoluzione del progresso tecnologico generalmente riconosciuto e valuta se il progetto approvato non è più conforme ai requisiti applicabili della presente direttiva. Esso decide se tale progresso richieda ulteriori indagini e in caso affermativo ne informa il fabbricante.
Il fabbricante tiene informato l’organismo notificato che ha rilasciato il certificato di esame UE del progetto di qualsiasi modifica del progetto approvato che possa pregiudicare la conformità ai requisiti essenziali di sicurezza della presente direttiva o le condizioni di validità del certificato. Tali modifiche richiedono un’ulteriore approvazione, sotto forma di un supplemento del certificato di esame UE originale del progetto, da parte dell’organismo notificato che ha rilasciato il certificato.
|
|
4.5.
|
Ogni organismo notificato informa le proprie autorità di notifica in merito ai certificati di esame UE del progetto e/o agli eventuali supplementi che esso ha rilasciato o revocato e, periodicamente o su richiesta, mette a disposizione delle autorità di notifica l’elenco di tali certificati e/o degli eventuali supplementi respinti, sospesi o altrimenti sottoposti a restrizioni.
Ogni organismo notificato informa gli altri organismi notificati dei certificati di esame UE del progetto e/o dei supplementi da esso respinti, ritirati, sospesi o altrimenti sottoposti a restrizioni, e, su richiesta, di tali certificati e/o dei supplementi da esso rilasciati.
La Commissione, gli Stati membri e gli altri organismi notificati possono ottenere, su richiesta, una copia dei certificati di esame UE del progetto e/o dei relativi supplementi. La Commissione e gli Stati membri possono ottenere, su richiesta, una copia della documentazione tecnica e dei risultati degli esami effettuati dall’organismo notificato.
L’organismo notificato conserva una copia del certificato di esame UE del progetto, degli allegati e dei supplementi, nonché il fascicolo tecnico contenente la documentazione presentata dal fabbricante, fino alla scadenza della validità di tale certificato.
|
|
4.6.
|
Il fabbricante tiene a disposizione delle autorità nazionali una copia del certificato di esame UE del progetto, degli allegati e dei supplementi insieme alla documentazione tecnica per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato.
|
5. Sorveglianza sotto la responsabilità dell’organismo notificato
5.1. Scopo della sorveglianza è garantire che il fabbricante soddisfi correttamente gli obblighi derivanti dal sistema di qualità approvato.
5.2. Ai fini della valutazione il fabbricante consente all’organismo notificato l’accesso ai siti di fabbricazione, ispezione, prova e deposito e gli fornisce ogni utile informazione, in particolare:
|
—
|
la documentazione relativa al sistema di qualità,
|
|
—
|
i registri riguardanti la qualità previsti dalla sezione del sistema di qualità relativa alla progettazione, ad esempio, risultati di analisi, calcoli, prove ecc.,
|
|
—
|
i registri riguardanti la qualità previsti dalla sezione del sistema di qualità relativa alla fabbricazione, come le relazioni ispettive e i dati sulle prove e sulle tarature, le relazioni sulle qualifiche del personale interessato ecc.
|
5.3. L’organismo notificato deve svolgere controlli periodici intesi ad accertare che il fabbricante mantenga e applichi il sistema di qualità e fornisce al fabbricante una relazione sui controlli stessi. La frequenza dei controlli periodici è tale che si procede a una rivalutazione completa ogni tre anni.
5.4. Inoltre, l’organismo notificato può effettuare visite senza preavviso presso il fabbricante.
La necessità di queste visite aggiuntive e la loro frequenza sono determinate in base a un sistema di controllo sulle visite gestito dall’organismo notificato. In particolare nel sistema di controllo sulle visite sono presi in considerazione i seguenti fattori:
|
—
|
la categoria dell’attrezzatura,
|
|
—
|
i risultati delle visite di sorveglianza precedenti,
|
|
—
|
la necessità di garantire il controllo delle misure di correzione,
|
|
—
|
se del caso, le condizioni speciali connesse con l’approvazione del sistema,
|
|
—
|
modifiche significative nell’organizzazione, nelle misure o nelle tecniche relative alla fabbricazione.
|
In occasione di tali visite, l’organismo notificato può, se necessario, svolgere o far svolgere prove sul prodotto, per verificare il corretto funzionamento del sistema di qualità. Esso fornisce al fabbricante una relazione sulla visita e, se sono state svolte prove, una relazione sulle stesse.
5.5. Particolare sorveglianza della verifica finale
La verifica finale di cui all’allegato I, punto 3.2, si svolge secondo criteri di ancor più severa sorveglianza in forma di visite senza preavviso da parte dell’organismo notificato. Durante tali visite, l’organismo notificato procede a esami sulle attrezzature a pressione.
L’organismo trasmette al fabbricante un rapporto sulla visita e, se sono state effettuate prove, un verbale delle prove.
6. Marcatura CE e dichiarazione di conformità UE
|
6.1.
|
Il fabbricante appone la marcatura CE e, sotto la responsabilità dell’organismo notificato di cui al punto 3.1, il numero d’identificazione di quest’ultimo su ogni singola attrezzatura a pressione conforme alle prescrizioni applicabili della presente direttiva.
|
|
6.2.
|
Il fabbricante compila una dichiarazione scritta di conformità UE per ciascun modello di attrezzatura a pressione e la tiene a disposizione delle autorità nazionali per dieci anni dalla data in cui l’attrezzatura a pressione è stata immessa sul mercato. La dichiarazione di conformità UE identifica il modello di attrezzatura a pressione per cui è stata compilata e indica il numero del certificato di esame del progetto.
Una copia della dichiarazione di conformità UE è messa a disposizione delle autorità competenti su richiesta.
|
7. Il fabbricante, per dieci anni a decorrere dalla data di immissione sul mercato dell’attrezzatura a pressione, tiene a disposizione delle autorità nazionali:
|
—
|
la documentazione relativa al sistema di qualità di cui al punto 3.1,
|
|
—
|
le modifiche di cui al punto 3.5 e la relativa approvazione,
|
|
—
|
le decisioni e le relazioni dell’organismo notificato di cui ai punti 3.5, 5.3 e 5.4.
|
8. Rappresentante autorizzato
Il rappresentante autorizzato del fabbricante può presentare la domanda di cui ai punti 4.1 e 4.2 e adempiere agli obblighi di cui ai punti 3.1, 3.5, 4.4, 4.6, 6 e 7, a nome del fabbricante e sotto la sua responsabilità, purché siano specificati nel mandato.
ALLEGATO IV
DICHIARAZIONE DI CONFORMITÀ UE (n. XXXX)
(1)
|
1.
|
Attrezzatura a pressione o insieme (numero di prodotto, di tipo, di lotto, o di serie):
|
|
2.
|
Nome e indirizzo del fabbricante e, laddove applicabile, del suo rappresentante autorizzato:
|
|
3.
|
La presente dichiarazione di conformità è rilasciata sotto la responsabilità esclusiva del fabbricante.
|
|
4.
|
Oggetto della dichiarazione (identificazione dell’attrezzatura a pressione o dell’insieme che ne consenta la rintracciabilità. Essa può comprendere un’immagine, laddove necessario per l’identificazione dell’attrezzatura a pressione o dell’insieme):
|
—
|
descrizione dell’attrezzatura a pressione o dell’insieme,
|
|
—
|
procedura di valutazione di conformità utilizzata,
|
|
—
|
per gli insiemi, descrizione delle attrezzature a pressione che li compongono, nonché delle procedure di valutazione di conformità utilizzate.
|
|
|
5.
|
L’oggetto della dichiarazione di cui sopra è conforme alla pertinente normativa di armonizzazione dell’Unione:
|
|
6.
|
Riferimento alle pertinenti norme armonizzate utilizzate o alle altre specifiche tecniche in relazione alle quali è dichiarata la conformità:
|
|
7.
|
Eventualmente, il nome, l’indirizzo e il numero dell’organismo notificato che ha effettuato la valutazione di conformità e il numero del certificato rilasciato, nonché un riferimento al certificato di esame UE del tipo - tipo di produzione, certificato di esame UE del tipo, tipo di progetto, certificato di esame UE del progetto o certificato di conformità.
|
|
8.
|
Informazioni supplementari:
Firmato a nome e per conto di:
|
|
(luogo e data del rilascio):
|
|
|
(nome e cognome, funzione) (firma):
|
|
|
(eventualmente, identificazione del firmatario che ha la delega del fabbricante o del suo rappresentante autorizzato)
|
|
(1) L’assegnazione di un numero, da parte del fabbricante, alla dichiarazione di conformità è opzionale.
ALLEGATO V
PARTE A
Direttiva abrogata e modifiche successive
(di cui all’articolo 50)
PARTE B
Termini di recepimento nel diritto nazionale e date di applicazione
(di cui all’articolo 49)
|
Direttiva
|
Termine di recepimento
|
Data di applicazione
|
|
97/23/CE
|
29 maggio 1999
|
29 novembre 1999 (1)
|
(1) A norma dell’articolo 20, paragrafo 3, della direttiva 97/23/CE, gli Stati membri devono autorizzare la messa in servizio di attrezzature a pressione e insiemi rispondenti alla normativa in vigore nel loro territorio alla data di applicazione della direttiva, oltre tale data.
ALLEGATO VI
TAVOLA DI CONCORDANZA
|
Direttiva 97/23/CE
|
Presente direttiva
|
|
Articolo 1, paragrafo 1
|
Articolo 1, paragrafo 1
|
|
Articolo 1, paragrafo 2
|
Articolo 2, paragrafi da 1 a 14
|
|
Articolo 1, paragrafo 3
|
Articolo 1, paragrafo 2
|
|
—
|
Articolo 2, paragrafi da 15 a 32
|
|
Articolo 2
|
Articolo 3
|
|
Articolo 3
|
Articolo 4
|
|
Articolo 4, paragrafo 1
|
Articolo 5, paragrafo 1
|
|
Articolo 4, paragrafo 2
|
Articolo 5, paragrafo 3
|
|
—
|
Articolo 6
|
|
—
|
Articolo 7
|
|
—
|
Articolo 8
|
|
—
|
Articolo 9
|
|
—
|
Articolo 10
|
|
—
|
Articolo 11
|
|
Articolo 5
|
—
|
|
Articolo 6
|
—
|
|
—
|
Articolo 12, paragrafo 1
|
|
Articolo 7, paragrafo 1
|
Articolo 45
|
|
Articolo 7, paragrafo 2
|
Articolo 44, paragrafo 1
|
|
Articolo 7, paragrafo 3
|
—
|
|
Articolo 7, paragrafo 4
|
Articolo 44, paragrafo 5, secondo comma
|
|
Articolo 8
|
—
|
|
Articolo 9, paragrafo 1
|
Articolo 13, paragrafo 1, frase introduttiva
|
|
Articolo 9, paragrafo 2, punto 1
|
—
|
|
—
|
Articolo 13, paragrafo 1, lettera a)
|
|
Articolo 9, paragrafo 2, punto 2
|
Articolo 13, paragrafo 1, lettera b)
|
|
Articolo 9, paragrafo 3
|
Articolo 13, paragrafo 2
|
|
Articolo 10
|
Articolo 14
|
|
Articolo 11, paragrafo 1
|
Articolo 15, paragrafo 1
|
|
Articolo 11, paragrafo 2
|
Articolo 15, paragrafo 2
|
|
Articolo 11, paragrafo 3
|
Articolo 15, paragrafo 3
|
|
Articolo 11, paragrafo 4
|
Articolo 12, paragrafo 2
|
|
—
|
Articolo 15, paragrafo 4
|
|
Articolo 11, paragrafo 5
|
Articolo 15, paragrafo 5
|
|
—
|
Articolo 15, paragrafo 6
|
|
Articolo 12
|
—
|
|
Articolo 13
|
—
|
|
Articolo 14, paragrafo 1
|
Articolo 16, paragrafo 1
|
|
Articolo 14, paragrafo 2
|
Articolo 5, paragrafo 2
|
|
Articolo 14, paragrafi da 3 a 8
|
Articolo 16, paragrafi da 2 a 7
|
|
Articolo 14, paragrafi 9 e 10
|
—
|
|
—
|
Articolo 17
|
|
—
|
Articolo 18
|
|
Articolo 15, paragrafo 1
|
—
|
|
Articolo 15, paragrafo 2
|
Articolo 19, paragrafo 1
|
|
Articolo 15, paragrafo 3
|
Articolo 19, paragrafo 2
|
|
Articolo 15, paragrafi 4 e 5
|
—
|
|
—
|
Articolo 19, paragrafi da 3 a 6
|
|
—
|
Articolo 20
|
|
—
|
Articolo 21
|
|
—
|
Articolo 22
|
|
—
|
Articolo 23
|
|
—
|
Articolo 24
|
|
—
|
Articolo 25
|
|
—
|
Articolo 26
|
|
—
|
Articolo 27
|
|
—
|
Articolo 28
|
|
—
|
Articolo 29
|
|
—
|
Articolo 30
|
|
—
|
Articolo 31
|
|
—
|
Articolo 32
|
|
—
|
Articolo 33
|
|
—
|
Articolo 34
|
|
—
|
Articolo 35
|
|
—
|
Articolo 36
|
|
—
|
Articolo 37
|
|
—
|
Articolo 38
|
|
Articolo 16
|
—
|
|
Articolo 17
|
—
|
|
Articolo 18
|
—
|
|
—
|
Articolo 39
|
|
—
|
Articolo 40
|
|
—
|
Articolo 41
|
|
—
|
Articolo 42
|
|
—
|
Articolo 43
|
|
—
|
Articolo 44, paragrafi da 2 a 4
|
|
—
|
Articolo 44, paragrafo 5, primo comma
|
|
|
Articolo 46
|
|
—
|
Articolo 47
|
|
Articolo 19
|
—
|
|
Articolo 20, paragrafi 1 e 2
|
—
|
|
Articolo 20, paragrafo 3
|
Articolo 48, paragrafo 1
|
|
—
|
Articolo 48, paragrafi 2 e 3
|
|
—
|
Articolo 49
|
|
—
|
Articolo 50
|
|
—
|
Articolo 51
|
|
Articolo 21
|
Articolo 52
|
|
Allegato I
|
Allegato I
|
|
Allegato II
|
Allegato II
|
|
Allegato III, frase introduttiva
|
Allegato III, frase introduttiva
|
|
Allegato III, Modulo A
|
Allegato III, punto 1, Modulo A
|
|
Allegato III, Modulo A1
|
Allegato III, punto 2, Modulo A2
|
|
Allegato III, Modulo B
|
Allegato III, punto 3.1, Modulo B, Esame UE del tipo — tipo di produzione
|
|
Allegato III, Modulo B1
|
Allegato III, punto 3.2, Modulo B, Esame UE del tipo — tipo di progetto
|
|
Allegato III, Modulo C1
|
Allegato III, punto 4, Modulo C2
|
|
Allegato III, Modulo D
|
Allegato III, punto 5, Modulo D
|
|
Allegato III, Modulo D1
|
Allegato III, punto 6, Modulo D1
|
|
Allegato III, Modulo E
|
Allegato III, punto 7, Modulo E
|
|
Allegato III, Modulo E1
|
Allegato III, punto 8, Modulo E1
|
|
Allegato III, Modulo F
|
Allegato III, punto 9, Modulo F
|
|
Allegato III, Modulo G
|
Allegato III, punto 10, Modulo G
|
|
Allegato III, Modulo H
|
Allegato III, punto 11, Modulo H
|
|
Allegato III, Modulo H1
|
Allegato III, punto 12, Modulo H1
|
|
Allegato IV
|
—
|
|
Allegato V
|
—
|
|
Allegato VI
|
—
|
|
Allegato VII
|
Allegato IV
|
|
—
|
Allegato V
|
|
—
|
Allegato VI
|
DICHIARAZIONE DEL PARLAMENTO EUROPEO
Il Parlamento europeo ritiene che le commissioni possano essere considerate comitati di «comitatologia» ai sensi dell'allegato I dell'accordo quadro sulle relazioni tra il Parlamento europeo e la Commissione europea unicamente se e nella misura in cui tali commissioni nelle loro riunioni discutono di atti di esecuzione ai sensi del regolamento (UE) n. 182/2011. Le riunioni delle commissioni rientrano quindi nell'ambito di applicazione del punto 15 dell'accordo quadro se e nella misura in cui vengono discussi altri temi.