

EUR-Lex Access to European Union law
This document is an excerpt from the EUR-Lex website
Document 32010R0406
Commission Regulation (EU) No 406/2010 of 26 April 2010 implementing Regulation (EC) No 79/2009 of the European Parliament and of the Council on type-approval of hydrogen-powered motor vehicles (Text with EEA relevance)
Regolamento (UE) n. 406/2010 della Commissione, del 26 aprile 2010 , recante disposizioni di applicazione del regolamento (CE) n. 79/2009 del Parlamento europeo e del Consiglio relativo all’omologazione di veicoli a motore alimentati a idrogeno (Testo rilevante ai fini del SEE)
Regolamento (UE) n. 406/2010 della Commissione, del 26 aprile 2010 , recante disposizioni di applicazione del regolamento (CE) n. 79/2009 del Parlamento europeo e del Consiglio relativo all’omologazione di veicoli a motore alimentati a idrogeno (Testo rilevante ai fini del SEE)
OJ L 122, 18.5.2010, p. 1–107
(BG, ES, CS, DA, DE, ET, EL, EN, FR, IT, LV, LT, HU, MT, NL, PL, PT, RO, SK, SL, FI, SV)
Special edition in Croatian: Chapter 13 Volume 031 P. 182 - 288
 No longer in force, Date of end of validity: 05/07/2022; abrogato da 32019R2144
No longer in force, Date of end of validity: 05/07/2022; abrogato da 32019R2144
|
18.5.2010 |
IT |
Gazzetta ufficiale dell’Unione europea |
L 122/1 |
REGOLAMENTO (UE) N. 406/2010 DELLA COMMISSIONE
del 26 aprile 2010
recante disposizioni di applicazione del regolamento (CE) n. 79/2009 del Parlamento europeo e del Consiglio relativo all’omologazione di veicoli a motore alimentati a idrogeno
(Testo rilevante ai fini del SEE)
LA COMMISSIONE EUROPEA,
visto il trattato sul funzionamento dell’Unione europea,
visto il regolamento (CE) n. 79/2009 del Parlamento europeo e del Consiglio, del 14 gennaio 2009, relativo all’omologazione di veicoli a motore alimentati a idrogeno e che modifica la direttiva 2007/46/CE (1), in particolare l’articolo 12,
considerando quanto segue:
|
(1) |
Il regolamento (CE) n. 79/2009 è un regolamento distinto, adottato ai fini della procedura comunitaria di omologazione di cui alla direttiva 2007/46/CE del Parlamento europeo e del Consiglio, del 5 settembre 2007, che istituisce un quadro per l’omologazione dei veicoli a motore e dei loro rimorchi nonché dei sistemi, componenti ed entità tecniche destinati a tali veicoli («la direttiva quadro») (2). |
|
(2) |
Il regolamento (CE) n. 79/2009 fissa le norme fondamentali per l’omologazione dei veicoli a motore alimentati a idrogeno e per l’omologazione dei componenti e degli impianti a idrogeno, nonché per l’installazione di tali componenti e impianti. |
|
(3) |
A partire dall’entrata in vigore del presente regolamento i costruttori devono essere in grado di applicare, su base volontaria, per tutta la CE l’omologazione di veicoli completi alimentati a idrogeno. Tuttavia alcune delle direttive distinte nel contesto della procedura di omologazione di cui alla direttiva 2007/46/CE o alcune delle loro prescrizioni non vanno applicate ai veicoli alimentati a idrogeno, poiché le caratteristiche tecniche dei veicoli a idrogeno sono molto diverse da quelle dei veicoli tradizionali a cui sono indirizzate tali direttive relative all’omologazione. In attesa della modifica di tali direttive al fine di includere disposizioni e procedure di prova specifiche per i veicoli a idrogeno occorre stabilire disposizioni transitorie in modo da esentare i veicoli a idrogeno da tali direttive o da alcune delle loro prescrizioni. |
|
(4) |
Occorre adottare norme armonizzate sui bocchettoni di rifornimento d’idrogeno, compresi quelli destinati all’uso dell’idrogeno liquido, in modo da garantire il rifornimento in tutta la Comunità ai veicoli a idrogeno in maniera sicura e affidabile. |
|
(5) |
Le misure di cui al presente regolamento sono conformi al parere del comitato tecnico — Veicoli a motore, |
HA ADOTTATO IL PRESENTE REGOLAMENTO:
Articolo 1
Definizioni
Ai fini del presente regolamento si applicano le definizioni seguenti:
|
1) |
«sensore di idrogeno», un sensore utilizzato per rilevare l’idrogeno nell’aria; |
|
2) |
«componente di classe 0», componenti a idrogeno ad alta pressione incluse le tubazioni di alimentazione e i raccordi contenenti idrogeno a una pressione di esercizio nominale superiore a 3,0 MPa; |
|
3) |
«componente di classe 1», componenti a idrogeno a media pressione incluse le tubazioni di alimentazione e i raccordi contenenti idrogeno a una pressione di esercizio nominale tra 0,45 MPa e 3,0 MPa; |
|
4) |
«componente di classe 2», componenti a idrogeno a bassa pressione incluse le tubazioni di alimentazione e i raccordi contenenti idrogeno a una pressione di esercizio nominale fino a 0,45 MPa; |
|
5) |
«camicia esterna completa», camicia esterna con i filamenti avvolti attorno alla camicia interna sia nella direzione circonferenziale sia in quella assiale del serbatoio; |
|
6) |
«camicia esterna circonferenziale», camicia esterna con i filamenti avvolti in una direzione sostanzialmente circonferenziale attorno alla porzione cilindrica della camicia interna in modo che i filamenti non siano soggetti ad alcun carico significativo nella direzione longitudinale del serbatoio; |
|
7) |
«Nm3» o «Ncm3», un volume di gas secco che occupa un volume di 1 m3 o 1 cm3 ad una temperatura di 273,15 K (0 °C) e una pressione assoluta di 101,325 kPa (1 atm); |
|
8) |
«vita di impiego», numero di anni durante i quali i serbatoi possono essere utilizzati in sicurezza in conformità delle condizioni di impiego; |
|
9) |
«tipo di impianto a idrogeno», un gruppo di impianti a idrogeno che non presenta differenze di nome commerciale o marchio del costruttore o di componenti a idrogeno; |
|
10) |
«tipo di veicolo a idrogeno», un gruppo di veicoli che non presenta differenze per quanto riguarda lo stato dell’idrogeno impiegato o le caratteristiche principali dei suoi impianti a idrogeno; |
|
11) |
«tipo di componente a idrogeno», gruppo di componenti a idrogeno che non presentano differenze per quanto riguarda:
|
|
12) |
«sistema di controllo elettronico», un insieme di unità progettate per cooperare nella produzione della funzione di controllo del veicolo mediante l’elaborazione elettronica dei dati; |
|
13) |
«sistemi complessi di controllo elettronico del veicolo», sistemi di controllo elettronico soggetti ad una gerarchia di controllo in cui una funzione controllata elettronicamente può essere annullata da un sistema/da una funzione di livello più elevato e che diventano parte del sistema complesso; |
|
14) |
«serbatoio», qualsiasi sistema utilizzato per l’immagazzinamento di idrogeno criogenico o gassoso compresso, ad esclusione di qualsiasi altro componente a idrogeno fissato o montato all’interno del serbatoio; |
|
15) |
«gruppo serbatoio», due o più serbatoi con tubazioni di alimentazione integrali interconnesse, protetti da un involucro o da telaio di protezione; |
|
16) |
«ciclo di funzionamento», un ciclo di avvio e di spegnimento degli impianti di conversione dell’idrogeno; |
|
17) |
«ciclo di riempimento», un aumento della pressione di oltre il 25 percento della pressione di esercizio del serbatoio a causa di una fonte esterna di idrogeno; |
|
18) |
«regolatore di pressione», un dispositivo utilizzato per controllare la pressione di erogazione del combustibile gassoso all’impianto di conversione dell’idrogeno; |
|
19) |
«primo regolatore di pressione», il regolatore di pressione che ha come pressione di entrata la pressione del serbatoio; |
|
20) |
«valvola di non ritorno», una valvola che permette il flusso dell’idrogeno in una sola direzione; |
|
21) |
«pressione», la pressione manometrica misurata in MPa rispetto alla pressione atmosferica, salvo diversa indicazione; |
|
22) |
«raccordo», una connessione utilizzata in un sistema di condotti o di tubazioni rigide o flessibili; |
|
23) |
«tubazione di alimentazione flessibile», un tubo o condotto flessibile entro cui circola l’idrogeno; |
|
24) |
«scambiatore di calore», un dispositivo di riscaldamento dell’idrogeno; |
|
25) |
«filtro dell'idrogeno», un filtro utilizzato per separare olio, acqua e sporcizia dall’idrogeno; |
|
26) |
«valvola automatica», una valvola che non è azionata manualmente ma da un attuatore, ad eccezione delle valvole di non ritorno di cui al punto 20; |
|
27) |
«dispositivo di sovrappressione», dispositivo che non si richiude e che, se attivato in condizioni specifiche, è utilizzato per rilasciare fluido da un impianto pressurizzato a idrogeno; |
|
28) |
«valvola di sovrappressione», valvola che si richiude azionata a pressione e che, se attivata in condizioni specifiche, è utilizzata per rilasciare fluido da un impianto a idrogeno pressurizzato; |
|
29) |
«raccordo» o «bocchettone di rifornimento», dispositivo utilizzato per riempire il serbatoio alla stazione di servizio; |
|
30) |
«sistema di stoccaggio amovibile», un impianto amovibile all’interno di un veicolo che contiene e protegge uno o più serbatoi o un gruppo serbatoio; |
|
31) |
«raccordo del sistema di stoccaggio amovibile», il dispositivo di connessione a idrogeno tra un sistema di stoccaggio amovibile e la parte dell’impianto a idrogeno installato sul veicolo in modo permanente; |
|
32) |
«pretensionamento della cerchiatura» (autofrettage), procedimento di applicazione di una pressione, utilizzato nella fabbricazione di serbatoi di materiale composito provvisti di camicie interne metalliche, che deforma la camicia interna oltre il suo punto di snervamento quanto basta per causare una deformazione plastica permanente. Questo procedimento fa sì che la camicia interna abbia sollecitazioni di compressione e che le fibre siano sottoposte a sollecitazioni di trazione con pressione interna nulla; |
|
33) |
«camicia interna», parte del serbatoio utilizzata come contenitore interno stagno al gas, attorno al quale sono avvolte le fibre di rinforzo (filamenti) per ottenere la resistenza necessaria; |
|
34) |
«temperatura ambiente», una temperatura di 20 °C ± 10 °C; |
|
35) |
«unità», la suddivisione più piccola dei componenti dell’impianto ai fini dell’allegato VI, poiché le combinazioni di componenti sono considerate entità separate ai fini dell’identificazione, analisi o sostituzione; |
|
36) |
«altezza libera dal suolo del veicolo», la distanza tra il piano di appoggio e la parte inferiore del veicolo; |
|
37) |
«dispositivo di sicurezza», un dispositivo che garantisce il funzionamento sicuro entro la fascia di funzionamento normale o nella fascia di errore ammissibile dell’impianto; |
|
38) |
«impianto di conversione dell'idrogeno», qualsiasi impianto progettato per la conversione di idrogeno in energia elettrica, meccanica o termica e che include, ad esempio, il propulsore e il motore ausiliario; |
|
39) |
«fascia di errore inammissibile» di una variabile di processo, la fascia entro cui si prevede un evento non desiderato; |
|
40) |
«gas di prova di tenuta», idrogeno, elio o una miscela di gas inerte contenenti una dimostrata quantità rilevabile di elio o idrogeno; |
|
41) |
«fascia di funzionamento normale» di una variabile di processo, la fascia progettata per i suoi valori; |
|
42) |
«pressione esterna», pressione che agisce sul lato convesso del recipiente interno o del contenitore esterno del serbatoio; |
|
43) |
«contenitore esterno», parte del serbatoio che avvolge i recipienti interni e il suo sistema di coibentazione; |
|
44) |
«tubazioni rigide di alimentazione», condotto entro cui circola l’idrogeno, non progettato per subire flessioni nelle condizioni normali di utilizzo; |
|
45) |
«sistema di gestione delle evaporazioni», sistema che rende inoffensivi i gas di evaporazione in condizioni normali; |
|
46) |
«sistema di sicurezza strumentato», sistemi di controllo del processo che impediscono di raggiungere una fascia di errore inammissibile mediante un intervento automatico; |
|
47) |
«lotto», una quantità di serbatoi prodotti consecutivamente con le stesse dimensioni nominali, lo stesso progetto, lo stesso materiale di costruzione specificato, lo stesso processo di fabbricazione, le medesime attrezzature di fabbricazione e, se del caso, le stesse condizioni di tempo, temperatura e atmosfera durante il trattamento termico; |
|
48) |
«parti del serbatoio», tutti i dispositivi direttamente fissati al recipiente interno o al contenitore esterno del serbatoio; |
|
49) |
«serbatoio finito», serbatoio rappresentativo della produzione normale, completo di strato di rivestimento esterno comprendente la coibentazione integrale specificata dal costruttore, ma privo di protezione o di coibentazione non integrale; |
|
50) |
«pressione di scoppio», pressione alla quale si fessura il serbatoio; |
|
51) |
«fascia di errore ammissibile» di una variabile di processo, la fascia entro il funzionamento normale e l’errore inammissibile; |
|
52) |
«sistema di evaporazione», sistema che in condizioni normali espelle le evaporazioni prima che si apra il dispositivo di sovrappressione del serbatoio; |
|
53) |
«valvola manuale», valvola azionata manualmente; |
|
54) |
«concetto di sicurezza», misure volte a garantire il funzionamento sicuro anche in caso di un malfunzionamento o di errori casuali; |
|
55) |
«sistema di monitoraggio e di controllo dell'utilizzo», un sistema che conteggia i cicli di riempimento e impedisce l’impiego ulteriore del veicolo quando viene superato un numero predeterminato di cicli di riempimento; |
|
56) |
«tubazioni di alimentazione», condotti che forniscono l’idrogeno al sistema di conversione dell’idrogeno; |
|
57) |
«serbatoio in composito», serbatoio fabbricato con più di un materiale; |
|
58) |
«camicia esterna», filamenti continui impregnati di resina utilizzati come rinforzo attorno la camicia interna; |
|
59) |
«pressione di pretensionamento» della cerchiatura (autofrettage), pressione all’interno del serbatoio ricoperto alla quale si stabilisce la necessaria distribuzione delle sollecitazioni fra la camera interna e la camera esterna; |
|
60) |
«limite di funzionamento», limiti esterni fisici entro i quali un impianto è in grado di mantenere il controllo; |
|
61) |
«fascia di controllo», fascia in cui l’impianto esercita il controllo rispetto ad una variabile; |
|
62) |
«connessioni di trasmissione», i mezzi utilizzati per interconnettere le unità distribuite ai fini di trasmettere segnali, dati operativi o l’alimentazione di energia; |
|
63) |
«sistemi/funzioni di livello superiore», controlli che utilizzano ulteriori disposizioni di processo o di rilevamento per modificare il comportamento del veicolo mediante variazioni dei comandi nelle funzioni normali del sistema di controllo del veicolo. |
Articolo 2
Disposizioni amministrative relative all’omologazione CE di un veicolo con propulsione a idrogeno
1. Il costruttore o un suo rappresentante presenta alle autorità competenti in materia di omologazione CE la domanda di omologazione CE per un veicolo con propulsione a idrogeno.
2. La domanda è basata sul modello di cui al documento d’informazione dell’allegato I, parte 1.
Il costruttore fornisce le informazioni di cui alla parte 3 dell’allegato I ai fini della riqualificazione periodica mediante ispezione durante il ciclo di vita del veicolo.
3. Se i requisiti di cui all’allegato III, parte 1, o all’allegato IV, parte 1, all’allegato V e all’allegato VI sono soddisfatti, l’autorità di omologazione rilascia l’omologazione CE e il numero di omologazione conformemente al sistema di numerazione indicato all’allegato VII della direttiva 2007/46/CE.
Uno Stato membro non può assegnare lo stesso numero ad un altro tipo di veicolo.
4. Ai fini del paragrafo 3, l’autorità di omologazione rilascia il certificato di omologazione CE conformemente al modello di cui all’allegato I, parte 2.
Articolo 3
Disposizioni amministrative per l’omologazione CE di componenti e impianti a idrogeno
1. Il costruttore o un suo rappresentante presenta alle autorità competenti in materia di omologazione CE la domanda di omologazione CE per un tipo di componente o per un impianto a idrogeno.
La domanda è basata sul modello di cui al documento d’informazione dell’allegato II, parte 1.
2. Se i requisiti di cui all’allegato III o all’allegato IV sono soddisfatti, l’autorità di omologazione rilascia l’omologazione CE per il componente a idrogeno e il numero di omologazione conformemente al sistema di numerazione indicato all’allegato VII della direttiva 2007/46/CE.
Uno Stato membro non può assegnare lo stesso numero ad un altro tipo di componente o impianto a idrogeno.
3. Ai fini del paragrafo 2 l’autorità di omologazione rilascia il certificato di omologazione CE conformemente al modello di cui all’allegato II, parte 2.
Articolo 4
Ai fini dell’omologazione CE di veicoli completi alimentati a idrogeno a norma degli articoli 6 e 9 della direttiva 2007/46/CE non è applicabile quanto segue:
|
1) |
la direttiva 80/1268/CEE del Consiglio (3); |
|
2) |
la direttiva 80/1269/CEE del Consiglio (4) per quanto riguarda i veicoli a idrogeno dotati di motore a combustione interna; |
|
3) |
l’allegato I della direttiva 70/221/CEE del Consiglio (5); |
|
4) |
l’allegato II, punto 3.3.5, e l’allegato II, appendice 1, punto 4.3.2, della direttiva 96/27/CE del Parlamento europeo e del Consiglio (6); |
|
5) |
l’allegato II, punto 3.2.6, e l’allegato II, appendice 1, punto 1.4.2.2, della direttiva 96/79/CE del Parlamento europeo e del Consiglio (7). |
Articolo 5
Marchio di omologazione CE di un componente
Un marchio di omologazione CE, così come descritto nella parte 3 dell’allegato II del presente regolamento, viene apposto su tutti i componenti o impianti a idrogeno conformi al tipo per il quale l’omologazione CE è stata concessa conformemente al presente regolamento.
Articolo 6
Entrata in vigore
Il presente regolamento entra in vigore il ventesimo giorno successivo alla pubblicazione nella Gazzetta ufficiale dell’Unione europea.
Il presente regolamento è obbligatorio in tutti i suoi elementi e direttamente applicabile in ciascuno degli Stati membri.
Fatto a Bruxelles, il 26 aprile 2010.
Per la Commissione
Il presidente
José Manuel BARROSO
(1) GU L 35 del 4.2.2009, pag. 32.
(2) GU L 263 del 9.10.2007, pag. 1.
(3) GU L 375 del 31.12.1980, pag. 36.
(4) GU L 375 del 31.12.1980, pag. 46.
(5) GU L 76 del 6.4.1970, pag. 23.
(6) GU L 169 dell’8.7.1996, pag. 1.
(7) GU L 18 del 21.1.1997, pag. 7.
ELENCO DEGLI ALLEGATI
|
ALLEGATO I |
Documenti amministrativi relativi all’omologazione CE di veicoli con propulsione a idrogeno |
|
Parte 1 |
Scheda informativa |
|
Parte 2 |
Certificato di omologazione CE |
|
Parte 3 |
Informazioni da fornire per l’ispezione |
|
ALLEGATO II |
Documenti amministrativi per l’omologazione CE di componenti e impianti a idrogeno |
|
Parte 1 |
Scheda informativa |
|
Parte 2 |
Certificato di omologazione CE |
|
Parte 3 |
Marchio di omologazione CE di un componente |
|
ALLEGATO III |
Requisiti per i componenti e gli impianti progettati per l’impiego di idrogeno liquido e la loro installazione nei veicoli a idrogeno |
|
Parte 1 |
Requisiti per l’installazione nei veicoli a idrogeno di componenti e impianti progettati per l’impiego di idrogeno liquido |
|
Parte 2 |
Requisiti dei serbatoi progettati per l’impiego di idrogeno liquido |
|
Parte 3 |
Requisiti dei componenti a idrogeno, diversi dai serbatoi progettati per l’impiego di idrogeno liquido |
|
ALLEGATO IV |
Requisiti per i componenti e gli impianti progettati per l’impiego di idrogeno compresso (gassoso) e la loro installazione nei veicoli a idrogeno |
|
Parte 1 |
Requisiti per l’installazione nei veicoli a idrogeno di componenti e impianti progettati per l’impiego di idrogeno compresso (gassoso) |
|
Parte 2 |
Requisiti dei serbatoi progettati per l’impiego di idrogeno compresso (gassoso) |
|
Parte 3 |
Requisiti dei componenti a idrogeno, diversi dai serbatoi progettati per l’impiego di idrogeno compresso (gassoso) |
|
ALLEGATO V |
Requisiti d’identificazione del veicolo |
|
ALLEGATO VI |
Requisiti di sicurezza dei sistemi complessi di controllo elettronico del veicolo |
|
ALLEGATO VII |
Norme citate nel presente regolamento |
ALLEGATO I
Documenti amministrativi relativi all’omologazione CE di veicoli con propulsione a idrogeno
PARTE 1
MODELLO
SCHEDA INFORMATIVA N. …
relativa all’omologazione CE di un veicolo con propulsione a idrogeno
Le seguenti informazioni vanno fornite in triplice copia e devono comprendere un indice. I disegni, in scala appropriata, dovranno essere sufficientemente dettagliati e forniti in formato A4 o in un raccoglitore di formato A4. Anche eventuali fotografie devono fornire un grado sufficiente di dettaglio.
Se gli impianti o i componenti sono dotati di comandi elettronici, devono essere comunicate informazioni sulle loro prestazioni.
|
0. |
GENERALITÀ |
|
|
0.1. |
Marca (denominazione commerciale del costruttore): … |
|
|
0.2. |
Tipo: … |
|
|
0.2.1. |
Nomi commerciali (se disponibili) … |
|
|
0.3. |
Mezzi di identificazione del tipo, se marcati sul veicolo (1) (3): … |
|
|
0.3.1. |
Ubicazione della marcatura: … |
|
|
0.4. |
Categoria del veicolo (4): … |
|
|
0.5. |
Nome e indirizzo del costruttore: … |
|
|
0.8. |
Nome e indirizzo dello stabilimento o degli stabilimenti di montaggio: … |
|
|
0.9. |
Nome e indirizzo dell’eventuale rappresentante del costruttore: … |
|
|
1. |
CARATTERISTICHE COSTRUTTIVE GENERALI DEL VEICOLO |
|
|
1.1 |
Fotografie e/o disegni di un veicolo rappresentativo: … |
|
|
1.3.3. |
Assi motori (numero, posizione, interconnessione): … |
|
|
1.4. |
Telaio (se esiste) (disegno complessivo): … |
|
|
3. |
GRUPPO MOTORE |
|
|
3.9. |
Propulsione a idrogeno |
|
|
3.9.1. |
Impianto a idrogeno progettato per l’impiego di idrogeno liquido/impianto a idrogeno progettato per l’impiego di idrogeno compresso (gassoso) (1) |
|
|
3.9.1.1. |
Descrizione e disegno dell’impianto a idrogeno: … |
|
|
3.9.1.2. |
Nome e indirizzo dei costruttori dell’impianto a idrogeno utilizzato per la propulsione del veicolo: … |
|
|
3.9.1.3. |
Codici del costruttore (quale apposto sull’impianto o altri mezzi d’identificazione): … |
|
|
3.9.1.4. |
Valvole d’intercettazione automatica: sì/no (1) |
|
|
3.9.1.4.1. |
Marca: … |
|
|
3.9.1.4.2. |
Tipo: … |
|
|
3.9.1.4.3. |
MPa |
|
|
3.9.1.4.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.4.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.4.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.4.7. |
Numero di omologazione: … |
|
|
3.9.1.4.8. |
Materiale: … |
|
|
3.9.1.4.9. |
Principi operativi: … |
|
|
3.9.1.4.10. |
Descrizione e disegno: … |
|
|
3.9.1.5. |
Valvole di ritenuta o valvole di non ritorno: sì/no (1) |
|
|
3.9.1.5.1. |
Marca: … |
|
|
3.9.1.5.2. |
Tipo: … |
|
|
3.9.1.5.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.5.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.5.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.5.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.5.7. |
Numero di omologazione: … |
|
|
3.9.1.5.8. |
Materiale: … |
|
|
3.9.1.5.9. |
Principi operativi: … |
|
|
3.9.1.5.10. |
Descrizione e disegno: … |
|
|
3.9.1.6. |
Serbatoi e gruppo serbatoio: sì/no (1) |
|
|
3.9.1.6.1. |
Marca: … |
|
|
3.9.1.6.2. |
Tipo: … |
|
|
3.9.1.6.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.6.4. |
MPa |
|
|
3.9.1.6.5. |
Numero di cicli di riempimento (1): … |
|
|
3.9.1.6.6. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.6.7. |
Capienza: … |
litri (acqua) |
|
3.9.1.6.8. |
Numero di omologazione: … |
|
|
3.9.1.6.9. |
Materiale: … |
|
|
3.9.1.6.10. |
Principi operativi: … |
|
|
3.9.1.6.11. |
Descrizione e disegno: … |
|
|
3.9.1.7. |
Accessori: sì/no (1) |
|
|
3.9.1.7.1. |
Marca: … |
|
|
3.9.1.7.2. |
Tipo: … |
|
|
3.9.1.7.3. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (2): … |
MPa |
|
3.9.1.7.4. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso: … |
|
|
3.9.1.7.5. |
Numero di omologazione: … |
|
|
3.9.1.7.6. |
Materiale: … |
|
|
3.9.1.7.7. |
Principi operativi: … |
|
|
3.9.1.7.8. |
Descrizione e disegno: … |
|
|
3.9.1.8. |
Tubazioni di alimentazione flessibili: sì/no (1) |
|
|
3.9.1.8.1. |
Marca: … |
|
|
3.9.1.8.2. |
Tipo: … |
|
|
3.9.1.8.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.8.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.8.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.8.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.8.7. |
Numero di omologazione: … |
|
|
3.9.1.8.8. |
Materiale: … |
|
|
3.9.1.8.9. |
Principi operativi: … |
|
|
3.9.1.8.10. |
Descrizione e disegno: … |
|
|
3.9.1.9. |
Scambiatori di calore: sì/no (1) |
|
|
3.9.1.9.1. |
Marca: … |
|
|
3.9.1.9.2. |
Tipo: … |
|
|
3.9.1.9.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.9.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.9.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.9.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.9.7. |
Numero di omologazione: … |
|
|
3.9.1.9.8. |
Materiale: … |
|
|
3.9.1.9.9. |
Principi operativi: … |
|
|
3.9.1.9.10. |
Descrizione e disegno: … |
|
|
3.9.1.10. |
Filtro dell’idrogeno: sì/no (1) |
|
|
3.9.1.10.1. |
Marca: … |
|
|
3.9.1.10.2. |
Tipo: … |
|
|
3.9.1.10.3. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.10.4. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.10.5. |
Numero di omologazione: … |
|
|
3.9.1.10.6. |
Materiale: … |
|
|
3.9.1.10.7. |
Principi operativi: … |
|
|
3.9.1.10.8. |
Descrizione e disegno: … |
|
|
3.9.1.11. |
Sensori per il rilevamento di fughe di idrogeno: … |
|
|
3.9.1.11.1. |
Marca: … |
|
|
3.9.1.11.2. |
Tipo: … |
|
|
3.9.1.11.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.11.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.11.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.11.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.11.7. |
Valori impostati: … |
|
|
3.9.1.11.8. |
Numero di omologazione: … |
|
|
3.9.1.11.9. |
Materiale: … |
|
|
3.9.1.11.10. |
Principi operativi: … |
|
|
3.9.1.11.11. |
Descrizione e disegno: … |
|
|
3.9.1.12. |
Valvole manuali o automatiche: sì/no (1) |
|
|
3.9.1.12.1. |
Marca: … |
|
|
3.9.1.12.2. |
Tipo: … |
|
|
3.9.1.12.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.12.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.12.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.12.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.12.7. |
Numero di omologazione: … |
|
|
3.9.1.12.8. |
Materiale: … |
|
|
3.9.1.12.9. |
Principi operativi: … |
|
|
3.9.1.12.10. |
Descrizione e disegno: … |
|
|
3.9.1.13. |
Sensori di pressione e/o di temperatura e/o di idrogeno e/o di flusso (1): sì/no (1) |
|
|
3.9.1.13.1. |
Marca: … |
|
|
3.9.1.13.2. |
Tipo: … |
|
|
3.9.1.13.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.13.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.13.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.13.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.13.7. |
Valori impostati: … |
|
|
3.9.1.13.8. |
Numero di omologazione: … |
|
|
3.9.1.13.9. |
Materiale: … |
|
|
3.9.1.13.10. |
Principi operativi: … |
|
|
3.9.1.13.11. |
Descrizione e disegno: … |
|
|
3.9.1.14. |
Regolatori di pressione: sì/no (1) |
|
|
3.9.1.14.1. |
Marca: … |
|
|
3.9.1.14.2. |
Tipo: … |
|
|
3.9.1.14.3. |
Numero di punti di regolazione principali: … |
|
|
3.9.1.14.4. |
Descrizione del principio di regolazione ai punti di regolazione principali: … |
|
|
3.9.1.14.5. |
Numero di punti di regolazione a vuoto: … |
|
|
3.9.1.14.6. |
Descrizione dei principi di regolazione ai punti di regolazione a vuoto: … |
|
|
3.9.1.14.7. |
Altre possibilità di regolazione: se sì, quali (allegare descrizione e disegni): … |
|
|
3.9.1.14.8. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.14.9. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.14.10. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.14.11. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.14.12. |
Pressione di entrata e di uscita: … |
|
|
3.9.1.14.13. |
Numero di omologazione: … |
|
|
3.9.1.14.14. |
Materiale: … |
|
|
3.9.1.14.15. |
Principi operativi: … |
|
|
3.9.1.14.16. |
Descrizione e disegno: … |
|
|
3.9.1.15. |
Dispositivo di sovrappressione: sì/no (1) |
|
|
3.9.1.15.1. |
Marca: … |
|
|
3.9.1.15.2. |
Tipo: … |
|
|
3.9.1.15.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.15.4. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.15.5. |
Pressione di taratura (1): … |
|
|
3.9.1.15.6. |
Temperatura di taratura (1): … |
|
|
3.9.1.15.7. |
Capacità di evaporazione (1): … |
|
|
3.9.1.15.8. |
°C |
|
|
3.9.1.15.9. |
MPa |
|
|
3.9.1.15.10. |
Numero di cicli di riempimento (solo componenti di classe 0) (1): … |
|
|
3.9.1.15.11. |
Numero di omologazione: … |
|
|
3.9.1.15.12. |
Materiale: … |
|
|
3.9.1.15.13. |
Principi operativi: … |
|
|
3.9.1.15.14. |
Descrizione e disegno: … |
|
|
3.9.1.16. |
Valvola di sovrappressione: sì/no (1) |
|
|
3.9.1.16.1. |
Marca: … |
|
|
3.9.1.16.2. |
Tipo: … |
|
|
3.9.1.16.3. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.16.4. |
Pressione di taratura (1): … |
|
|
3.9.1.16.5. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.16.6. |
Numero di omologazione: … |
|
|
3.9.1.16.7. |
Materiale: … |
|
|
3.9.1.16.8. |
Principi operativi: … |
|
|
3.9.1.16.9. |
Descrizione e disegno: … |
|
|
3.9.1.17. |
Raccordo o bocchettone di rifornimento: sì/no (1) |
|
|
3.9.1.17.1. |
Marca: … |
|
|
3.9.1.17.2. |
Tipo: … |
|
|
3.9.1.17.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.17.4. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.17.5. |
MPa |
|
|
3.9.1.17.6. |
Numero di cicli di riempimento (solo componenti di classe 0) (1): … |
|
|
3.9.1.17.7. |
Numero di omologazione: … |
|
|
3.9.1.17.8. |
Materiale: … |
|
|
3.9.1.17.9. |
Principi operativi: … |
|
|
3.9.1.17.10. |
Descrizione e disegno: … |
|
|
3.9.1.18. |
Raccordi del sistema di stoccaggio amovibile: sì/no (1) … |
|
|
3.9.1.18.1. |
Marca: … |
|
|
3.9.1.18.2. |
Tipo: … |
|
|
3.9.1.18.3. |
Pressioni di esercizio nominali e pressioni di esercizio massime autorizzate (2): … |
MPa |
|
3.9.1.18.4. |
Numero di cicli di funzionamento: … |
|
|
3.9.1.18.5. |
Numero di omologazione: … |
|
|
3.9.1.18.6. |
Materiale: … |
|
|
3.9.1.18.7. |
Principi operativi: … |
|
|
3.9.1.18.8. |
Descrizione e disegno: … |
|
|
3.9.2. |
Altra documentazione: … |
|
|
3.9.2.1. |
Schema di flusso dell’impianto a idrogeno: … |
|
|
3.9.2.2. |
Schema dell’impianto inclusi circuiti elettrici e altri sistemi esterni (entrata e/o uscita, ecc.): … |
|
|
3.9.2.3. |
Legenda dei simboli utilizzati nella documentazione: … |
|
|
3.9.2.4. |
Dati di regolazione dei dispositivi di sovrappressione e dei regolatori di pressione: … |
|
|
3.9.2.5. |
Schema del sistema di raffreddamento/riscaldamento, inclusa la pressione di esercizio nominale o massima autorizzata (NAWP o MAWP) e temperature di funzionamento: … |
|
|
3.9.2.6. |
Disegni con i requisiti di installazione e funzionamento: … |
|
Appendice della scheda informativa
Dichiarazione d’impiego per i serbatoi d’idrogeno
|
Identificazione del costruttore |
Nome del costruttore: Indirizzo del costruttore: |
|||||||||||||||
|
Identificazione del serbatoio |
Identificazione del serbatoio: |
|
||||||||||||||
|
Pressione di esercizio nominale: |
MPa |
|||||||||||||||
|
Tipo: |
|
|||||||||||||||
|
Diametro (5): |
mm |
|||||||||||||||
|
Lunghezza (5): |
mm |
|||||||||||||||
|
Volume interno: |
litri |
|||||||||||||||
|
Peso a vuoto: |
kg |
|||||||||||||||
|
Filettatura del serbatoio: |
|
|||||||||||||||
|
Vita di impiego del serbatoio |
Vita di impiego massima: Numero massimo di cicli di riempimento: |
anni cicli |
||||||||||||||
|
Sistema antincendio del serbatoio |
Costruttore del dispositivo di sovrappressione: Identificazione del dispositivo di sovrappressione: Numero del disegno del dispositivo di sovrappressione: |
|||||||||||||||
|
Sistema di fissaggio del serbatoio |
Sistema di fissaggio: |
montaggio del collo/cilindro (6) |
||||||||||||||
|
Numero dei disegni di fissaggio: |
|
|||||||||||||||
|
Rivestimento protettivo del serbatoio |
Scopo della protezione: Numero dei disegni del rivestimento protettivo: |
|||||||||||||||
|
Descrizione del progetto del serbatoio |
Numero dei disegni del serbatoio: I disegni del serbatoio devono contenere almeno le seguenti informazioni:
|
|||||||||||||||
|
Anticorrosivo del serbatoio |
È stato utilizzato un anticorrosivo per il serbatoio: sì/no (6) Produttore dell’anticorrosivo: Identificazione del produttore dell’anticorrosivo: |
|||||||||||||||
|
Ulteriori informazioni |
|
|||||||||||||||
|
Dichiarazione d’impiego del serbatoio |
Con la presente il costruttore dichiara che il disegno del serbatoio è adatto per l’uso durante la vita d’impiego alle condizioni d’impiego di cui al regolamento (UE) n. 406/2010, allegato IV, punto 2.7. Costruttore: Nome, qualifica e firma: Luogo, data: |
|||||||||||||||
PARTE 2
MODELLO
Formato massimo: A4 (210 × 297 mm)
CERTIFICATO DI OMOLOGAZIONE CE
Comunicazione riguardante
|
di un tipo di veicolo con propulsione a idrogeno (7) |
||
|
|||
|
|||
|
|
ai sensi del regolamento (CE) n. 79/2009 attuato dal regolamento (UE) n. 406/2010.
Numero di omologazione CE:
Motivo dell’estensione:
SEZIONE I
0.1. Marca (denominazione commerciale del costruttore):
Tipo:
0.2.1. Nomi commerciali (se disponibili):
Mezzi di identificazione del tipo, se marcati sul veicolo (8):
0.3.1. Ubicazione della marcatura:
0.4. Categoria del veicolo (9):
0.5. Nome e indirizzo del costruttore:
0.8. Nome e indirizzo dello stabilimento o degli stabilimenti di montaggio:
0.9. Nome e indirizzo dell’eventuale rappresentante del costruttore:
SEZIONE II
1. Altre informazioni (se del caso): cfr. addendum
2. Servizio tecnico incaricato dell’esecuzione delle prove:
3. Data del verbale di prova:
4. Numero del verbale di prova:
5. Altre osservazioni: cfr. addendum
6. Luogo:
7. Data:
8. Firma:
|
Allegati |
: |
Fascicolo di omologazione. Verbale di prova. |
Addendum
al certificato di omologazione CE n. …
relativa all’omologazione CE di un veicolo con propulsione a idrogeno
Informazioni supplementari
1.1. Veicolo dotato di impianto a idrogeno progettato per l’impiego di idrogeno liquido/impianto a idrogeno progettato per l’impiego di idrogeno compresso (gassoso) (10)
Numero di omologazione di ogni componente o impianto installati sul tipo di veicolo in conformità del presente regolamento
2.1. Impianti a idrogeno:
2.2. Valvole d’intercettazione automatica:
2.3. Valvole di ritenuta o valvole di non ritorno:
2.4. Serbatoi e gruppo serbatoio:
2.5. Raccordi:
2.6. Tubazioni di alimentazione flessibili:
2.7. Scambiatori di calore:
2.8. Filtri dell’idrogeno:
2.9. Sensori per il rilevamento di fughe di idrogeno:
2.10. Valvole manuali o automatiche:
2.11. Sensori di pressione e/o di temperatura e/o di idrogeno e/o di flusso (10):
2.12. Regolatori di pressione:
2.13. Dispositivo di sovrappressione:
2.14. Valvola di sovrappressione:
2.15. Raccordo o bocchettone di rifornimento:
2.16. Raccordo del sistema di stoccaggio amovibile:
3. Osservazioni:
PARTE 3
Informazioni da fornire per l’ispezione
1. I costruttori forniscono:
|
a) |
raccomandazioni per l’ispezione o la prova dell’impianto a idrogeno durante la sua vita d’impiego; |
|
b) |
informazioni sulla necessità di ispezioni periodiche e la frequenza necessaria nel manuale del proprietario del veicolo o mediante un’etichetta apposta vicino all’ubicazione della targhetta regolamentare di cui alla direttiva 76/114/CEE del Consiglio (11). |
2. I costruttori mettono le informazioni di cui al punto 1 a disposizione delle autorità di omologazione e delle autorità competenti negli Stati membri responsabili dell’ispezione periodica dei veicoli sotto forma di manuali o mediante media elettronici (CD-ROM, servizi on line).
(1) Cancellare la dicitura inutile (quando le risposte possibili sono più di una, non è necessario cancellare la dicitura).
(2) Specificare la tolleranza.
(3) Se i mezzi di identificazione del tipo contengono caratteri estranei alla descrizione del tipo di veicolo, di componente o di entità tecnica oggetto della presente scheda informativa, tali caratteri sono rappresentati nella documentazione dal simbolo «?» (ABC??123??).
(4) Classificazione in base alle definizioni di cui alla direttiva 2007/46/CE, allegato II, parte A.
(5) Può essere sostituito da altre dimensioni che definiscono la forma del serbatoio.
(6) Cancellare la dicitura inutile.
(7) Cancellare la dicitura inutile.
(8) Se i mezzi di identificazione del tipo contengono caratteri estranei alla descrizione del tipo di veicolo, di componente o di entità tecnica oggetto della presente scheda informativa, tali caratteri sono rappresentati nella documentazione dal simbolo «?» (ABC??123??).
(9) Quali definite nell’allegato II, sezione A, della direttiva 2007/46/CE.
(10) Cancellare la dicitura inutile.
ALLEGATO II
Documenti amministrativi per l’omologazione CE di componenti e impianti a idrogeno
PARTE 1
MODELLO
SCHEDA INFORMATIVA N. …
relativa all’omologazione CE di un componente o impianto a idrogeno
Le seguenti informazioni vanno fornite in triplice copia e devono comprendere un indice. I disegni, in scala appropriata, dovranno essere sufficientemente dettagliati e forniti in formato A4 o in un raccoglitore di formato A4. Anche eventuali fotografie devono fornire un grado sufficiente di dettaglio.
Se gli impianti o i componenti sono dotati di comandi elettronici, devono essere comunicate informazioni sulle loro prestazioni.
|
0. |
GENERALITÀ |
|
|
0.1. |
Marca (denominazione commerciale del costruttore): … |
|
|
0.2. |
Tipo: … |
|
|
0.2.1. |
Eventuali denominazioni commerciali: … |
|
|
0.2.2. |
Riferimenti o numero di identificazione del componente (1): … |
|
|
0.2.3. |
Riferimenti o numero di identificazione del componente nell’impianto (1): … |
|
|
0.2.4. |
Riferimenti o numero di identificazione dell’impianto (1): … |
|
|
0.5. |
Nome e indirizzo del costruttore: … |
|
|
0.7. |
Posizione e metodo di apposizione dei marchi di omologazione CE: |
|
|
0.8. |
Nome e indirizzo degli stabilimenti di montaggio: … |
|
|
0.9. |
Nome e indirizzo dell’eventuale rappresentante del costruttore: … |
|
|
3.9. |
Propulsione a idrogeno (1): … |
|
|
3.9.1. |
Impianto a idrogeno progettato per l’impiego di idrogeno liquido/impianto a idrogeno progettato per l’impiego di idrogeno compresso (gassoso)/componente a idrogeno progettato per l’impiego di idrogeno liquido/componente a idrogeno progettato per l’impiego di idrogeno compresso (gassoso) (1): … |
|
|
3.9.1.1. |
Descrizione e disegno dell’impianto a idrogeno (1): … |
|
|
3.9.1.2. |
Nome e indirizzo del costruttore dell’impianto a idrogeno (1): … |
|
|
3.9.1.3. |
Codici del costruttore (quali apposti sull’impianto o altri mezzi d’identificazione) (1): … |
|
|
3.9.1.4. |
Valvole d’intercettazione automatica: sì/no (1) … |
|
|
3.9.1.4.1. |
Marca: … |
|
|
3.9.1.4.2. |
Tipo: … |
|
|
3.9.1.4.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.4.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.4.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.4.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.4.7. |
Numero di omologazione: … |
|
|
3.9.1.4.8. |
Materiale: … |
|
|
3.9.1.4.9. |
Principi operativi: … |
|
|
3.9.1.4.10. |
Descrizione e disegno: … |
|
|
3.9.1.5. |
Valvole di ritenuta o valvole di non ritorno: sì/no (1) … |
|
|
3.9.1.5.1. |
Marca: … |
|
|
3.9.1.5.2. |
Tipo: … |
|
|
3.9.1.5.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.5.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.5.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.5.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.5.7. |
Numero di omologazione: … |
|
|
3.9.1.5.8. |
Materiale: … |
|
|
3.9.1.5.9. |
Principi operativi: … |
|
|
3.9.1.5.10. |
Descrizione e disegno: … |
|
|
3.9.1.6. |
Serbatoi e gruppo serbatoio: sì/no (1) … |
|
|
3.9.1.6.1. |
Marca: … |
|
|
3.9.1.6.2. |
Tipo: … |
|
|
3.9.1.6.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.6.4. |
MPa |
|
|
3.9.1.6.5. |
Numero di cicli di riempimento (1): … |
|
|
3.9.1.6.6. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.6.7. |
Capienza: … |
litri (acqua) |
|
3.9.1.6.8. |
Numero di omologazione: … |
|
|
3.9.1.6.9. |
Materiale: … |
|
|
3.9.1.6.10. |
Principi operativi: … |
|
|
3.9.1.6.11. |
Descrizione e disegno: … |
|
|
3.9.1.7. |
Accessori: sì/no (1) … |
|
|
3.9.1.7.1. |
Marca: … |
|
|
3.9.1.7.2. |
Tipo: … |
|
|
3.9.1.7.3. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (2): … |
MPa |
|
3.9.1.7.4. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso: … |
|
|
3.9.1.7.5. |
Numero di omologazione: … |
|
|
3.9.1.7.6. |
Materiale: … |
|
|
3.9.1.7.7. |
Principi operativi: … |
|
|
3.9.1.7.8. |
Descrizione e disegno: … |
|
|
3.9.1.8. |
Tubazioni di alimentazione flessibili: sì/no (1) … |
|
|
3.9.1.8.1. |
Marca: … |
|
|
3.9.1.8.2. |
Tipo: … |
|
|
3.9.1.8.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.8.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.8.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.8.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.8.7. |
Numero di omologazione: … |
|
|
3.9.1.8.8. |
Materiale: … |
|
|
3.9.1.8.9. |
Principi operativi: … |
|
|
3.9.1.8.10. |
Descrizione e disegno: … |
|
|
3.9.1.9. |
Scambiatori di calore: sì/no (1) … |
|
|
3.9.1.9.1. |
Marca: … |
|
|
3.9.1.9.2. |
Tipo: … |
|
|
3.9.1.9.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.9.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.9.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.9.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.9.7. |
Numero di omologazione: … |
|
|
3.9.1.9.8. |
Materiale: … |
|
|
3.9.1.9.9. |
Principi operativi: … |
|
|
3.9.1.9.10. |
Descrizione e disegno: … |
|
|
3.9.1.10. |
Filtri dell’idrogeno: sì/no (1) … |
|
|
3.9.1.10.1. |
Marca: … |
|
|
3.9.1.10.2. |
Tipo: … |
|
|
3.9.1.10.3. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.10.4. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.10.5. |
Numero di omologazione: … |
|
|
3.9.1.10.6. |
Materiale: … |
|
|
3.9.1.10.7. |
Principi operativi: … |
|
|
3.9.1.10.8. |
Descrizione e disegno: … |
|
|
3.9.1.11. |
Sensori per il rilevamento di fughe di idrogeno: … |
|
|
3.9.1.11.1. |
Marca: … |
|
|
3.9.1.11.2. |
Tipo: … |
|
|
3.9.1.11.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.11.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.11.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.11.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.11.7. |
Valori impostati: … |
|
|
3.9.1.11.8. |
Numero di omologazione: … |
|
|
3.9.1.11.9. |
Materiale: … |
|
|
3.9.1.11.10. |
Principi operativi: … |
|
|
3.9.1.11.11. |
Descrizione e disegno: … |
|
|
3.9.1.12. |
Valvole manuali o automatiche: sì/no (1) … |
|
|
3.9.1.12.1. |
Marca: … |
|
|
3.9.1.12.2. |
Tipo: … |
|
|
3.9.1.12.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.12.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.12.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.12.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.12.7. |
Numero di omologazione: … |
|
|
3.9.1.12.8. |
Materiale: … |
|
|
3.9.1.12.9. |
Principi operativi: … |
|
|
3.9.1.12.10. |
Descrizione e disegno: … |
|
|
3.9.1.13. |
Sensori di pressione e/o di temperatura e/o di idrogeno e/o di flusso (1): sì/no (1) … |
|
|
3.9.1.13.1. |
Marca: … |
|
|
3.9.1.13.2. |
Tipo: … |
|
|
3.9.1.13.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.13.4. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.13.5. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.13.6. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.13.7. |
Valori impostati: … |
|
|
3.9.1.13.8. |
Numero di omologazione: … |
|
|
3.9.1.13.9. |
Materiale: … |
|
|
3.9.1.13.10. |
Principi operativi: … |
|
|
3.9.1.13.11. |
Descrizione e disegno: … |
|
|
3.9.1.14. |
Regolatori di pressione: sì/no (1) … |
|
|
3.9.1.14.1. |
Marca: … |
|
|
3.9.1.14.2. |
Tipo: … |
|
|
3.9.1.14.3. |
Numero di punti di regolazione principali: … |
|
|
3.9.1.14.4. |
Descrizione del principio di regolazione ai punti di regolazione principali: … |
|
|
3.9.1.14.5. |
Numero di punti di regolazione a vuoto: … |
|
|
3.9.1.14.6. |
Descrizione dei principi di regolazione ai punti di regolazione a vuoto: … |
|
|
3.9.1.14.7. |
Altre possibilità di regolazione: se sì, quali (allegare descrizione e disegni): … |
|
|
3.9.1.14.8. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.14.9. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.14.10. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.14.11. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.14.12. |
Pressione di entrata e di uscita: … |
|
|
3.9.1.14.13. |
Numero di omologazione: … |
|
|
3.9.1.14.14. |
Materiale: … |
|
|
3.9.1.14.15. |
Principi operativi: … |
|
|
3.9.1.14.16. |
Descrizione e disegno: … |
|
|
3.9.1.15. |
Dispositivo di sovrappressione: sì/no (1) … |
|
|
3.9.1.15.1. |
Marca: … |
|
|
3.9.1.15.2. |
Tipo: … |
|
|
3.9.1.15.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.15.4. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.15.5. |
Pressione di taratura (1): … |
|
|
3.9.1.15.6. |
Temperatura di taratura (1): … |
|
|
3.9.1.15.7. |
Capacità di evaporazione (1): … |
|
|
3.9.1.15.8. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.15.9. |
°C |
|
|
3.9.1.15.10. |
MPa |
|
|
3.9.1.15.11. |
Numero di cicli di riempimento (solo componenti di classe 0) (1): … |
|
|
3.9.1.15.12. |
Numero di omologazione: … |
|
|
3.9.1.15.13. |
Materiale: … |
|
|
3.9.1.15.14. |
Principi operativi: … |
|
|
3.9.1.15.15. |
Descrizione e disegno: … |
|
|
3.9.1.16. |
Valvola di sovrappressione: sì/no (1) … |
|
|
3.9.1.16.1. |
Marca: … |
|
|
3.9.1.16.2. |
Tipo: … |
|
|
3.9.1.16.3. |
Pressioni di esercizio nominali e, se a valle del primo regolatore di pressione, pressioni di esercizio massime autorizzate (1) (2): … |
MPa |
|
3.9.1.16.4. |
Pressione di taratura (1): … |
|
|
3.9.1.16.5. |
Numero di cicli di riempimento o di cicli di funzionamento, secondo il caso (1): … |
|
|
3.9.1.16.6. |
Numero di omologazione: … |
|
|
3.9.1.16.7. |
Materiale: … |
|
|
3.9.1.16.8. |
Principi operativi: … |
|
|
3.9.1.16.9. |
Descrizione e disegno: … |
|
|
3.9.1.17. |
Raccordo o bocchettone di rifornimento: sì/no (1) … |
|
|
3.9.1.17.1. |
Marca: … |
|
|
3.9.1.17.2. |
Tipo: … |
|
|
3.9.1.17.3. |
Pressione di esercizio massima autorizzata (MAWP) (1) (2): … |
MPa |
|
3.9.1.17.4. |
Temperatura di funzionamento (1): … |
|
|
3.9.1.17.5. |
MPa |
|
|
3.9.1.17.6. |
Numero di cicli di riempimento (solo componenti di classe 0) (1): … |
|
|
3.9.1.17.7. |
Numero di omologazione: … |
|
|
3.9.1.17.8. |
Materiale: … |
|
|
3.9.1.17.9. |
Principi operativi: … |
|
|
3.9.1.17.10. |
Descrizione e disegno: … |
|
|
3.9.1.18. |
Raccordi del sistema di stoccaggio amovibile: sì/no (1) … |
|
|
3.9.1.18.1. |
Marca: … |
|
|
3.9.1.18.2. |
Tipo: … |
|
|
3.9.1.18.3. |
Pressioni di esercizio nominali e pressioni di esercizio massime autorizzate (2): … |
MPa |
|
3.9.1.18.4. |
Numero di cicli di funzionamento: … |
|
|
3.9.1.18.5. |
Numero di omologazione: … |
|
|
3.9.1.18.6. |
Materiale: … |
|
|
3.9.1.18.7. |
Principi operativi: … |
|
|
3.9.1.18.8. |
Descrizione e disegno: … |
|
|
3.9.2. |
Altra documentazione: … |
|
|
3.9.2.1. |
Schema di flusso dell’impianto a idrogeno … |
|
|
3.9.2.2. |
Schema dell’impianto inclusi circuiti elettrici e altri sistemi esterni (entrata e/o uscita, ecc.) … |
|
|
3.9.2.3. |
Legenda dei simboli utilizzati nella documentazione … |
|
|
3.9.2.4. |
Dati di regolazione dei dispositivi di sovrappressione e dei regolatori di pressione … |
|
|
3.9.2.5. |
Schema del sistema di raffreddamento/riscaldamento, inclusa la pressione di esercizio nominale o massima autorizzata (NAWP o MAWP) e temperature di funzionamento … |
|
|
3.9.2.6. |
Disegni con i requisiti di installazione e funzionamento … |
|
Appendice della scheda informativa
Dichiarazione d’impiego per i serbatoi d’idrogeno
|
Identificazione del costruttore |
Nome del costruttore: Indirizzo del costruttore: |
|||||||||||||||
|
Identificazione del serbatoio |
Identificazione del serbatoio: |
|
||||||||||||||
|
Pressione di esercizio nominale: |
MPa |
|||||||||||||||
|
Tipo: |
|
|||||||||||||||
|
Diametro (3): |
mm |
|||||||||||||||
|
Lunghezza (3): |
mm |
|||||||||||||||
|
Volume interno: |
litri |
|||||||||||||||
|
Peso a vuoto: |
kg |
|||||||||||||||
|
Filettatura del serbatoio: |
|
|||||||||||||||
|
Vita d’impiego del serbatoio |
Vita di impiego massima: |
anni |
||||||||||||||
|
Numero massimo di cicli di riempimento: |
cicli |
|||||||||||||||
|
Sistema antincendio del serbatoio |
Costruttore del dispositivo di sovrappressione: Identificazione del dispositivo di sovrappressione: Numero del disegno del dispositivo di sovrappressione: |
|||||||||||||||
|
Sistema di fissaggio del serbatoio |
Sistema di fissaggio: |
montaggio del collo/cilindro (4) |
||||||||||||||
|
Numero dei disegni di fissaggio: |
|
|||||||||||||||
|
Rivestimento protettivo del serbatoio |
Scopo della protezione: Numero dei disegni del rivestimento protettivo: |
|||||||||||||||
|
Descrizione del progetto del serbatoio |
Numero dei disegni del serbatoio: I disegni del serbatoio devono contenere almeno le seguenti informazioni:
|
|||||||||||||||
|
Anticorrosivo del serbatoio |
È stato utilizzato un anticorrosivo per il serbatoio: sì/no (4) Produttore dell’anticorrosivo: Identificazione del produttore dell’anticorrosivo: |
|||||||||||||||
|
Ulteriori informazioni |
|
|||||||||||||||
|
Dichiarazione d’impiego del serbatoio |
Con la presente il costruttore dichiara che il disegno del serbatoio è adatto per l’uso durante la vita d’impiego alle condizioni d’impiego di cui al regolamento (UE) n. 406/2010, allegato IV, punto 2.7. Costruttore: Nome, qualifica e firma: Luogo, data: |
|||||||||||||||
Specifiche dei serbatoi progettati per l’impiego di idrogeno compresso (gassoso)
|
Specifiche del materiale |
Applicabile al materiale |
|
||||||
|
Acciai |
Lega di alluminio |
Camicia interna di materia plastica |
Fibra |
Resina |
Rivestimento |
Dettagli |
||
|
|
Produttore del materiale |
|
|
|
|
|
|
|
|
|
Tipo di materiale |
|
|
|
|
|
|
|
|
|
Identificazione del materiale |
|
|
|
|
|
|
|
|
|
Definizione del trattamento termico |
|
|
|
|
|
|
|
|
|
Composizione chimica |
|
|
|
|
|
|
|
|
|
Procedura di formatura a freddo |
|
|
|
|
|
|
|
|
|
Definizione della procedura di saldatura |
|
|
|
|
|
|
|






















|
Specifiche per le prove relative al materiale |
Applicabile al materiale |
|
||||||
|
Acciai |
Lega di alluminio |
Camicia interna di materia plastica |
Fibra |
Resina |
Rivestimento |
Valore del materiale specificato |
||
|
|
Prova di trazione |
|
|
|
|
|
|
|
|
|
Charpy impact test |
|
|
|
|
|
|
|
|
|
Prova di piegamento |
|
|
|
|
|
|
|
|
|
Controllo macroscopico |
|
|
|
|
|
|
|
|
|
Prova di corrosione |
|
|
|
|
|
|
|
|
|
Test di fessurazione da carico permanente |
|
|
|
|
|
|
|
|
|
Prova della temperatura di rammollimento |
|
|
|
|
|
|
|
|
|
Prova della temperatura di transizione vetrosa |
|
|
|
|
|
|
|
|
|
Prova di resistenza al taglio della resina |
|
|
|
|
|
|
|
|
|
Prova del rivestimento |
|
|
|
|
|
|
|
|
|
Prova di compatibilità con l’idrogeno |
|
|
|
|
|
|
|


















|
Specifiche per le prove relative al serbatoio |
Valore del progetto specificato |
|
|
|
Prova di scoppio |
|
|
|
Prova dei cicli di pressione a temperatura ambiente |
|
|
|
Prova di perdita prima della rottura (LBB — leak-before-break) |
|
|
|
Prova di esposizione al fuoco (bonfire) |
|
|
|
Prova di penetrazione |
|
|
|
Prova di resistenza all’esposizione chimica |
|
|
|
Prova di tolleranza all’incrinatura dei materiali compositi |
|
|
|
Prova di rottura accelerata da sollecitazione |
|
|
|
Prova dei cicli di pressione a temperatura estrema |
|
|
|
Prova del danno da urto |
|
|
|
Prova di tenuta |
|
|
|
Prova di permeazione |
|
|
|
Prova di coppia sul bocchello |
|
|
|
Prova dei cicli dell’idrogeno gassoso |
|
PARTE 2
MODELLO
Formato massimo: A4 (210 × 297 mm)
CERTIFICATO DI OMOLOGAZIONE CE
Comunicazione riguardante
|
di un componente a idrogeno |
||
|
|||
|
|
||
|
|
ai sensi del regolamento (CE) n. 79/2009 attuato dal regolamento (UE) n. 406/2010.
Numero di omologazione CE:
Motivo dell’estensione:
SEZIONE I
0.1. Marca (denominazione commerciale del costruttore):
0.2. Tipo:
Mezzi di identificazione del tipo, se marcati sul componente (6):
0.3.1. Ubicazione della marcatura:
0.5. Nome e indirizzo del costruttore:
0.7. Posizione e metodo di fissaggio del marchio di omologazione CE per componenti ed entità tecniche:
0.8. Nome e indirizzo dello stabilimento o degli stabilimenti di montaggio:
0.9. Nome e indirizzo del rappresentante del costruttore (se disponibile):
SEZIONE II
1. Altre informazioni (se del caso): cfr. addendum
2. Servizio tecnico incaricato dell’esecuzione delle prove:
3. Data del verbale di prova:
4. Numero del verbale di prova:
5. Altre osservazioni: cfr. addendum
6. Luogo:
7. Data:
8. Firma:
|
Allegati |
: |
Fascicolo di omologazione. Verbale di prova. |
Addendum
al certificato di omologazione CE n. …
relativa all’omologazione CE di componenti e impianti a idrogeno
1. Informazioni supplementari
1.1. Impianto a idrogeno progettato per l’impiego di idrogeno liquido/impianto a idrogeno progettato per l’impiego di idrogeno compresso (gassoso)/componente a idrogeno progettato per l’impiego di idrogeno liquido/componente a idrogeno progettato per l’impiego di idrogeno compresso (gassoso) (7)
2. Specifiche e risultati delle prove
2.1. Serbatoi progettati per l’impiego di idrogeno compresso (gassoso)
2.1.1. Specifiche del materiale del serbatoio
|
Specifiche del materiale |
Applicabile al materiale |
|
||||||
|
Acciai |
Lega di alluminio |
Camicia interna di materia plastica |
Fibra |
Resina |
Rivestimento |
Dettagli |
||
|
|
Produttore del materiale |
|
|
|
|
|
|
|
|
|
Tipo di materiale |
|
|
|
|
|
|
|
|
|
Identificazione del materiale |
|
|
|
|
|
|
|
|
|
Definizione del trattamento termico |
|
|
|
|
|
|
|
|
|
Composizione chimica |
|
|
|
|
|
|
|
|
|
Procedura di formatura a freddo |
|
|
|
|
|
|
|
|
|
Definizione della procedura di saldatura |
|
|
|
|
|
|
|






















2.1.2. Risultati delle prove sul materiale del serbatoio
|
Prove sui materiali |
Applicabile al materiale |
|
|
||||||
|
Acciai |
Lega di alluminio |
Camicia interna di materia plastica |
Fibra |
Resina |
Rivestimento |
Valore del materiale specificato |
Valore di della prova |
||
|
|
Prova di trazione |
|
|
|
|
|
|
|
|
|
|
Charpy impact test |
|
|
|
|
|
|
|
|
|
|
Prova di piegamento |
|
|
|
|
|
|
|
|
|
|
Controllo macroscopico |
|
|
|
|
|
|
|
|
|
|
Prova di corrosione |
|
|
|
|
|
|
|
|
|
|
Test di fessurazione da carico permanente |
|
|
|
|
|
|
|
|
|
|
Prova della temperatura di rammollimento |
|
|
|
|
|
|
|
|
|
|
Prova della temperatura di transizione vetrosa |
|
|
|
|
|
|
|
|
|
|
Prova di resistenza al taglio della resina |
|
|
|
|
|
|
|
|
|
|
Prova del rivestimento |
|
|
|
|
|
|
|
|
|
|
Prova di compatibilità con l’idrogeno |
|
|
|
|
|
|
|
|


















2.1.3. Risultati delle prove sul serbatoio
|
Prove sul serbatoio |
Valore del progetto specificato |
Risultato di prova |
|
|
|
Prova di scoppio |
|
|
|
|
Prova dei cicli di pressione a temperatura ambiente |
|
|
|
|
Prova di perdita prima della rottura (LBB — leak-before-break) |
|
|
|
|
Prova di esposizione al fuoco (bonfire) |
|
|
|
|
Prova di penetrazione |
|
|
|
|
Prova di resistenza all’esposizione chimica |
|
|
|
|
Prova di tolleranza all’incrinatura dei materiali compositi |
|
|
|
|
Prova di rottura accelerata da sollecitazione |
|
|
|
|
Prova dei cicli di pressione a temperatura estrema |
|
|
|
|
Prova del danno da urto |
|
|
|
|
Prova di tenuta |
|
|
|
|
Prova di permeazione |
|
|
|
|
Prova di coppia sul bocchello |
|
|
|
|
Prova dei cicli dell’idrogeno gassoso |
|
|
3. Eventuali restrizioni d’uso del dispositivo:
4. Osservazioni:
PARTE 3
Marchio di omologazione CE di un componente
Il marchio di omologazione CE di componente è composto:
1.1. da un rettangolo all’interno del quale è iscritta la lettera «e» minuscola seguita dalle lettere o dal numero distintivo delle Stato membro che ha rilasciato l’omologazione CE di componente:
|
1 |
per la Germania, |
19 |
per la Romania, |
|
2 |
per la Francia, |
20 |
per la Polonia |
|
3 |
per l’Italia, |
21 |
per il Portogallo, |
|
4 |
per i Paesi Bassi, |
23 |
per la Grecia, |
|
5 |
per la Svezia, |
24 |
per l’Irlanda, |
|
6 |
per il Belgio, |
26 |
per la Slovenia, |
|
7 |
per l’Ungheria, |
27 |
per la Slovacchia, |
|
8 |
per la Repubblica ceca, |
29 |
per l’Estonia, |
|
9 |
per la Spagna, |
32 |
per la Lettonia, |
|
11 |
per il Regno Unito, |
34 |
per la Bulgaria, |
|
12 |
per l’Austria, |
36 |
per la Lituania, |
|
13 |
per il Lussemburgo, |
49 |
per Cipro, |
|
17 |
per la Finlandia, |
50 |
per Malta. |
|
18 |
per la Danimarca, |
|
|
1.2. In prossimità del rettangolo, il «numero di omologazione di base» figurante nella sezione 4 del numero di omologazione preceduto dalle due cifre indicanti il numero progressivo attribuito al presente regolamento oppure all’ultima modifica tecnica di rilievo del regolamento (CE) n. 79/2009 o del presente regolamento. Per il presente regolamento, il numero progressivo è 00.
2. Il marchio d’omologazione è apposto sul componente o sull’impianto in modo da risultare indelebile e chiaramente leggibile.
3. Nell’appendice figura un esempio di marchio di approvazione di un componente.
Addendum all’appendice 1
Esempio di marchio di omologazione di un componente
![]()
Legenda: l’omologazione del componente è stata rilasciata dal Belgio con il numero 0004. Le prime due cifre (00) indicano che il componente è stato omologato in conformità del presente regolamento.
(1) Cancellare la dicitura inutile (quando le risposte possibili sono più di una, non è necessario cancellare la dicitura).
(2) Specificare la tolleranza.
(3) Può essere sostituito da altre dimensioni che definiscono la forma del serbatoio.
(4) Cancellare la dicitura inutile.
(5) Cancellare la dicitura inutile.
(6) Se i mezzi di identificazione del tipo contengono caratteri estranei alla descrizione del tipo di veicolo, di componente o di entità tecnica oggetto della presente scheda informativa, tali caratteri sono rappresentati nella documentazione dal simbolo «?» (ABC??123??).
(7) Cancellare la dicitura inutile.
ALLEGATO III
Requisiti per i componenti e gli impianti progettati per l’impiego di idrogeno liquido e la loro installazione nei veicoli a idrogeno
1. INTRODUZIONE
Il presente allegato stabilisce i requisiti e le procedure di prova per i componenti e gli impianti progettati per l’impiego di idrogeno liquido e la loro installazione nei veicoli a idrogeno.
2. PRESCRIZIONI GENERALI
2.1. I materiali utilizzati in un componente o impianto a idrogeno devono essere compatibili con l’idrogeno nel suo stato liquido e/o gassoso conformemente alla parte 3, punto 4.11.
PARTE 1
Requisiti per l’installazione nei veicoli a idrogeno di componenti e impianti progettati per l’impiego di idrogeno liquido
1. Prescrizioni generali
1.1. L’installazione e il raccordo dei componenti e degli impianti a idrogeno vanno eseguiti a regola d’arte.
1.2. Gli impianti a idrogeno non devono presentare fughe oltre all’evaporazione alla pressione di esercizio massima autorizzata (MAWP), cioè non si devono formare bolle quando si utilizza uno spray cercafughe.
1.3. Le temperature di funzionamento devono corrispondere a:
|
Vano motore a combustione interna |
A bordo (tutti i tipi di propulsione) |
|
da –40 °C a + 120 °C |
da –40 °C a +85 °C |
1.4. Vanno adottate misure automatiche appropriate in coordinamento con la stazione di rifornimento per garantire che non si verifichi un’emissione non controllata d’idrogeno durante il rifornimento.
1.5. In caso di una fuga o di uno sfiato d’idrogeno, l’idrogeno non deve accumularsi negli spazi chiusi o semichiusi del veicolo.
2. Installazione del serbatoio d’idrogeno a bordo del veicolo
2.1. Il serbatoio può essere integrato nel progetto del veicolo in modo da fornire funzioni complementari. In questi casi il serbatoio deve essere progettato in modo da soddisfare i requisiti di funzionamento integrato e i requisiti relativi al serbatoio di cui alla parte 2.
2.2. Quando il veicolo è pronto per l’uso, la parte inferiore del serbatoio d’idrogeno non deve ridurre l’altezza libera dal suolo del veicolo. Tale disposizione non si applica se il serbatoio è opportunamente protetto anteriormente e ai lati e se nessuna sua parte sporge inferiormente alla struttura di protezione.
I serbatoi d’idrogeno su cui sono fissati dispositivi di sicurezza devono essere montati e fissati in modo che le accelerazioni seguenti possano essere assorbite senza fessurazione del dispositivo di fissaggio o allentamento dei serbatoi (dimostrato mediante prove o calcoli). La massa utilizzata deve essere rappresentativa di un serbatoio o di un gruppo serbatoio completamente attrezzato e pieno.
Veicoli delle categorie M1 e N1:
|
a) |
20 g nel senso di marcia; |
|
b) |
8 g sull’orizzontale perpendicolare al senso di marcia. |
Veicoli delle categorie M2 e N2:
|
a) |
10 g nel senso di marcia; |
|
b) |
5 g sull’orizzontale perpendicolare al senso di marcia. |
Veicoli delle categorie M3 e N3:
|
a) |
6,6 g nel senso di marcia; |
|
b) |
5 g sull’orizzontale perpendicolare al senso di marcia. |
2.4. Le disposizioni del punto 2.3 non sono applicabili se il veicolo è omologato a norma delle direttive del Parlamento europeo e del Consiglio 96/27/CE (1) e 96/79/CE (2).
3. Accessori montati sul serbatoio d’idrogeno
3.1. Valvole d’intercettazione automatica o di non ritorno
3.1.1. Le valvole d’intercettazione automatiche vanno utilizzate in conformità del regolamento (CE) n. 79/2009, allegato VI, punto 6, fatta eccezione per il sistema di gestione dell’evaporazione, e sono chiuse se non in funzione.
3.1.2. I raccordi o i bocchettoni di rifornimento devono essere utilizzati conformemente al regolamento (CE) n. 79/2009, allegato VI, punto 4.
3.1.3. Se si sposta il serbatoio, il primo dispositivo di coibentazione e, se del caso, il raccordo tra quest’ultimo e il serbatoio devono essere protetti in modo che la funzione di arresto rimanga operativa e che il raccordo tra il dispositivo e il serbatoio non possa essere rotto.
3.1.4. Le valvole automatiche devono essere chiuse se non in funzione (fail-safe).
3.1.5. Quando un altro sistema di conversione dell’idrogeno è spento, indipendentemente della posizione del tasto di azionamento, la fornitura di combustibile al rispettivo sistema di conversione dell’idrogeno deve essere interrotta e restare tale finché il rispettivo sistema di conversione dell’idrogeno non sia rimesso in funzione.
3.2. Dispositivi di sovrappressione
3.2.1. I dispositivi di sovrappressione azionati dalla pressione devono essere fissati ai serbatoi in maniera tale da poter sfiatare in un condotto con scarico nell’atmosfera all’esterno del veicolo. Tali dispositivi non devono scaricare in una sorgente di calore come la tubazione di scarico. Inoltre devono scaricare in modo che l’idrogeno non possa né entrare all’interno del veicolo né accumularsi in uno spazio chiuso. Il dispositivo di sovrappressione primario non deve scaricare in uno spazio semichiuso. Se il dispositivo secondario è un disco di rottura ed è installato nel recipiente interno, è necessario uno sfiato appropriato nel contenitore esterno.
3.2.2. Nel caso dei recipienti interni, la fascia di funzionamento normale della pressione del recipiente interno è tra 0 MPa e la pressione di taratura del dispositivo di sovrappressione primario che è inferiore o pari alla pressione di esercizio massima autorizzata (MAWP) del recipiente interno.
Nel caso di recipienti interni di acciaio, il limite inferiore della fascia di errore inammissibile corrisponde ad una pressione superiore al 136 percento della pressione di esercizio massima autorizzata (MAWP) del recipiente interno se è utilizzata una valvola di sicurezza come dispositivo di sovrappressione secondario. Nel caso di recipienti interni di acciaio, il limite inferiore della fascia di errore inammissibile corrisponde ad una pressione superiore al 150 percento della pressione di esercizio massima autorizzata (MAWP) del recipiente interno se è utilizzato un disco di rottura come dispositivo di sicurezza contro la sovrappressione secondario. Per gli altri materiali deve essere applicato un livello equivalente di sicurezza. La fascia di errore inammissibile corrisponde alla pressione a cui si verifica la deformazione plastica o la rottura del recipiente interno come indicato nella figura 3.2.
Figura 3.2.
Fasce di un recipiente interno di acciaio

3.3. Compartimento stagno al gas montato sui serbatoi di idrogeno
3.3.1. Tutti i collegamenti non saldati di componenti che trasportano idrogeno e di componenti a contatto con l’idrogeno che potrebbero perdere, montati all’interno dell’abitacolo, del vano bagagli o in altro vano non ventilato, vanno alloggiati in un compartimento stagno al gas.
3.3.2. Il compartimento stagno al gas deve sfiatare nell’atmosfera.
3.3.3. Il foro di ventilazione del compartimento stagno al gas deve trovarsi nel suo punto più alto e non deve scaricare in una sorgente di calore come il tubo di scarico. Inoltre deve scaricare in modo che l’idrogeno non possa né entrare all’interno del veicolo né accumularsi in uno spazio chiuso o semichiuso.
3.3.4. Le fonti d’ignizione non protette non sono ammesse all’interno del compartimento stagno.
3.3.5. Qualsiasi sistema di collegamento e condotto passante nel corpo del veicolo per la ventilazione del compartimento stagno deve avere una sezione trasversale di dimensione almeno uguale a quella del tubo del dispositivo di sovrappressione.
3.3.6. Ai fini delle prove il compartimento deve essere sigillato ermeticamente e deve avere una tenuta stagna al gas ad una pressione di 0,5 kPa, cioè non deve formare bolle per 1 minuto e non deve presentare deformazioni permanenti.
3.3.7. Il sistema di collegamento deve essere fissato al compartimento stagno al gas e al condotto passante mediante fascette o in altro modo da formare un giunto a tenuta stagna.
4. Tubazioni di alimentazione rigide e flessibili
4.1. Le tubazioni di alimentazione rigide devono essere fissate in modo tale da non essere soggette ad abrasione, vibrazioni e/o altre sollecitazioni meccaniche.
4.2. Le tubazioni di alimentazione flessibili devono essere fissate in modo tale da evitare sollecitazioni a torsione e abrasioni, e in modo da non poter essere schiacciate durante l’impiego normale.
4.3. Al punto di fissaggio le tubazioni di alimentazione, rigide o flessibili, devono essere montate in modo da evitare il contatto tra metalli per prevenire la corrosione elettrolitica ed interstiziale.
4.4. Le tubazioni di alimentazione rigide e flessibili devono essere installate in modo da minimizzare ragionevolmente l’esposizione ai danni incidentali sia all’interno (ad esempio caricando o spostando valigie o altri carichi) sia all’esterno del veicolo (ad esempio a causa di terreni accidentati, cric, ecc.).
4.5. Se penetrano attraverso il corpo del veicolo o altri componenti a idrogeno, le tubazioni di alimentazione devono essere provviste di guarnizioni o altro materiale di protezione.
5. Raccordi o collegamenti del gas tra i componenti
5.1. Per i tubi in acciaio inossidabile si devono utilizzare unicamente raccordi in acciaio inossidabile.
5.2. Il numero di giunti deve essere limitato al minimo.
5.3. Tutti i giunti devono essere ubicati in modo tale che siano facilmente accessibili per ispezioni e prove di tenuta.
5.4. All’interno dell’abitacolo o di un vano bagagli chiuso le tubazioni di alimentazione non devono superare la lunghezza ragionevolmente necessaria.
6. Raccordo o bocchettone di rifornimento
6.1. Il raccordo o il bocchettone di rifornimento va fissato in modo da evitare posizioni difettose e deve essere protetto da sporcizia, umidità ed errori di manipolazione.
6.2. Il raccordo o il bocchettone di rifornimento non deve essere installato nel vano motore, nell’abitacolo o in un qualsiasi altro vano non ventilato.
6.3. Il condotto di rifornimento deve essere fissato al serbatoio conformemente al punto 3.1.1.
6.4. Il raccordo o il bocchettone di rifornimento deve disporre di un dispositivo di coibentazione conformemente al punto 3.1.2.
6.5. Quando il raccordo o il bocchettone di rifornimento è collegato alla stazione di rifornimento, deve essere bloccato il funzionamento del sistema di propulsione e il veicolo non deve muoversi.
7. Installazione di impianti elettrici
7.1. I componenti elettrici dell’impianto a idrogeno devono essere protetti da eventuali sovraccarichi.
7.2. Qualora siano presenti componenti a idrogeno o siano possibili fughe di idrogeno, i raccordi di alimentazione devono essere a tenuta stagna contro l’ingresso di idrogeno.
8. Evaporazione in condizioni normali
8.1. I gas di evaporazione vanno resi inoffensivi mediante un sistema di gestione delle evaporazioni.
8.2. Il sistema di gestione delle evaporazioni deve essere progettato in modo da poter gestire il tasso di evaporazione dei serbatoi in condizioni normali di funzionamento.
8.3. All’avvio e durante il funzionamento del veicolo un sistema di allarme sarà attivato per avvisare il conducente in caso di malfunzionamento del sistema di gestione delle evaporazioni.
9. Altre prescrizioni
9.1. Tutti i dispositivi di sovrappressione e i condotti di sfiato devono essere protetti contro il vandalismo per quanto ragionevolmente possibile.
9.2. L’abitacolo, il vano bagagli e tutti i componenti essenziali per la sicurezza del veicolo (freni, coibentazione elettrica) devono essere protetti contro gli effetti avversi della temperatura a causa del combustibile criogenico. La possibilità di fughe del combustibile criogenico deve essere presa in considerazione nella valutazione della protezione necessaria.
9.3. I materiali infiammabili utilizzati nel veicolo devono essere protetti dall’aria liquefatta che può condensare sugli elementi non coibentati del sistema di alimentazione.
9.4. Il malfunzionamento del circuito di riscaldamento dello scambiatore di calore non deve causare perdite dell’impianto a idrogeno.
10. Sistema di sicurezza strumentato
10.1. I sistemi di sicurezza strumentati devono essere protetti contro i malfunzionamenti, superflui e provvisti di auto-monitoraggio.
10.2. Se i sistemi di sicurezza strumentati di cui al punto 10.1 sono sistemi elettronici protetti contro i malfunzionamenti e provvisti di auto-monitoraggio, sono d’applicazione le prescrizioni particolari di cui all’allegato VI del presente regolamento.
11. Prescrizioni per l’ispezione del sistema a idrogeno
11.1. Ogni sistema a idrogeno deve essere sottoposto a ispezione almeno ogni 48 mesi dopo la data di entrata in circolazione e al momento di qualsiasi nuova installazione.
11.2. L’ispezione è eseguita da un servizio tecnico, conformemente alle specifiche del costruttore di cui all’allegato I, parte 3.
PARTE 2
Requisiti dei serbatoi progettati per l’impiego di idrogeno liquido
1. INTRODUZIONE
La presente parte stabilisce i requisiti e le procedure di prova dei serbatoi progettati per l’impiego di idrogeno liquido.
2. PRESCRIZIONI TECNICHE
2.1. La convalida del progetto del serbatoio mediante il calcolo deve essere eseguita conformemente alla norma EN 1251-2.
2.2. Sollecitazioni meccaniche
Le parti del serbatoio devono resistere alle seguenti sollecitazioni meccaniche.
2.2.1. Recipiente interno
2.2.1.1. Pressione di prova
Il recipiente interno deve resistere alla pressione di prova Ptest:
Ptest = 1,3 (MAWP + 0,1 MPa)
dove MAWP corrisponde alla pressione di esercizio massima autorizzata del recipiente interno in Mpa.
2.2.1.2. Pressione esterna
Se è possibile un modo di funzionamento sotto vuoto del recipiente interno e dei suoi componenti, il recipiente interno e i suoi componenti devono resistere a una pressione esterna di 0,1 MPa.
2.2.2. Contenitore esterno
2.2.2.1. Il contenitore esterno deve resistere alla pressione di esercizio massima autorizzata (MAWP), che è la pressione di taratura del suo dispositivo di sicurezza.
2.2.2.2. Il contenitore esterno deve resistere a una pressione esterna di 0,1 MPa.
2.2.3. Sostegni esterni
I sostegni esterni del serbatoio pieno devono resistere alle accelerazioni di cui alla parte 1, punto 2.3, senza rompersi, nel qual caso la sollecitazione ammissibile negli elementi di sostegno calcolata in base al modello di sollecitazione lineare non deve essere superiore a:
σ ≤ 0,5 Rm
2.2.4. Sostegni interni
I sostegni interni del serbatoio pieno devono resistere alle accelerazioni di cui alla parte 1, punto 2.3, senza rompersi, nel qual caso la sollecitazione ammissibile negli elementi di sostegno calcolata in base al modello di sollecitazione lineare non deve essere superiore a:
σ ≤ 0,5 Rm
2.2.5. I requisiti dei punti 2.2.3 e 2.2.4 non sono applicabili se può essere dimostrato che il serbatoio può sopportare le accelerazioni di cui alla parte 1, punto 2.3, senza presentare alcuna perdita del recipiente interno, di tutte le diverse tubazioni a monte dei dispositivi di sicurezza automatici, delle valvole d’intercettazione e/o delle valvole di non ritorno.
2.2.6. La dimostrazione delle dimensioni dei sostegni del serbatoio può essere eseguita mediante calcolo o esperimento.
2.3. Temperatura di progetto
2.3.1. Recipiente interno e contenitore esterno del serbatoio
La temperatura di progetto del recipiente interno e del contenitore esterno deve corrispondere a 20 °C.
2.3.2. Altri componenti
Per tutti gli altri componenti non menzionati al punto 2.3.1 la temperatura di progetto corrisponde alla temperatura di funzionamento più bassa rispettivamente più alta possibile di cui alla parte 1, punto 1.3.
2.3.3. Si deve tenere conto delle sollecitazioni termiche provocate da condizioni di funzionamento quali il riempimento o il ritiro oppure dai processi di raffreddamento.
2.4. Compatibilità chimica
2.4.1. I materiali del serbatoio e i suoi componenti devono essere compatibili con:
|
a) |
l’idrogeno, se i componenti sono a contatto con esso; |
|
b) |
l’atmosfera, se i componenti sono a contatto con essa; |
|
c) |
qualsiasi altro elemento con cui i componenti sono a contatto (refrigerante, ecc.). |
3. MATERIALI
3.1. I materiali devono essere composti, fabbricati e ulteriormente trattati in modo che:
|
a) |
i prodotti finiti presentino le proprietà meccaniche richieste; |
|
b) |
i prodotti finiti destinati a componenti sotto pressione e a contatto con l’idrogeno siano resistenti alle sollecitazioni termiche, chimiche e meccaniche a cui possono essere soggetti. In particolare i materiali dei componenti a contatto con temperature criogeniche devono essere compatibili con le temperature criogeniche a norma di EN 1252-1. |
3.2. Caratteristiche
3.2.1. I materiali utilizzati a basse temperature devono essere conformi ai requisiti di resistenza di cui alla norma EN 1252-1. Per i materiali non metallici l’idoneità di temperatura deve essere convalidata da un metodo sperimentale, tenendo conto delle condizioni di funzionamento.
3.2.2. I materiali utilizzati per il contenitore esterno devono garantire l’integralità del sistema di coibentazione e il loro allungamento a rottura in una prova di trazione deve corrispondere almeno al 12 percento alla temperatura dell’azoto liquido.
3.2.3. Un margine di corrosione non è necessario per il recipiente interno. Un margine di corrosione non è necessario per le altre superfici se sono protette adeguatamente contro la corrosione.
3.3. Certificati e prove delle caratteristiche dei materiali
3.3.1. I materiali di apporto devono essere compatibili con il materiale di base in modo da formare saldature con proprietà equivalenti a quelle specificate per il materiale di base per tutte le temperature a cui può essere esposto il materiale.
3.3.2. Il produttore deve ottenere e mettere a disposizione i certificati di analisi di colata e delle proprietà meccaniche del materiale rispetto agli acciai o agli altri materiali usati per la fabbricazione degli elementi sottoposti a pressione. In caso di materiali metallici il certificato deve essere almeno di tipo 3.1 conformemente alla norma EN 10204 o equivalente. In caso di materiali non metallici i certificati devono essere di tipo equivalente.
3.3.3. Il servizio tecnico può effettuare analisi e controlli. Questi controlli devono essere effettuati su campioni prelevati dal materiale così come è consegnato al costruttore del serbatoio oppure sui serbatoi finiti.
3.3.4. Il costruttore deve mettere a disposizione del servizio tecnico i risultati delle prove meccaniche e metallurgiche e delle analisi dei materiali di base e di apporto effettuate sulle saldature.
3.3.5. I fogli dei materiali devono essere contrassegnati almeno con:
|
— |
marchio del costruttore, |
|
— |
numero d’identificazione del materiale, |
|
— |
numero di lotto, |
|
— |
firma dell’ispettore. |
3.4. Calcolo di progetto
3.4.1. Disposizioni riguardanti il recipiente interno:
Il progetto del recipiente interno deve essere eseguito conformemente alle norme EN 1251-2.
3.4.2. Disposizioni riguardanti il contenitore esterno:
Il progetto del contenitore esterno deve essere eseguito conformemente alle norme EN 1251-2.
3.4.3. Sono applicabili le tolleranze generali ISO 2768-1.
4. PRODUZIONE E MONTAGGIO DEL SERBATOIO
4.1. I costruttori di serbatoi saldati devono avere in funzionamento un sistema di qualità delle saldature che tenga conto dei requisiti di qualità delle saldature conformemente a EN 729-2:1994 o EN 729-3:1994.
4.2. I processi di saldatura devono essere approvati dal servizio tecnico conformemente a EN 288-3:1992/A1:1997, EN 288-4:1992/A1:1997 e EN 288-8:1995.
4.3. I saldatori devono essere approvati dal servizio tecnico conformemente a EN 287-1:1992/A1:1997, EN 287-2:1992/A1:1997, e per gli operatori dei processi di saldatura automatica EN 1418:1997.
4.4. Le operazioni di produzione (formatura, trattamento termico, saldatura) devono essere effettuate conformemente a EN 1251-2.
4.5. Le ispezioni e le prove delle tubazioni interne tra il recipiente interno e il contenitore esterno: tutti i giunti saldati delle tubazioni devono essere soggetti a un’ispezione non distruttiva al 100 percento, se possibile mediante ispezione radiografica o alternativamente una prova a ultrasuoni, prove di penetrazione dei liquidi, test di fuga dell’elio, ecc.
4.6. Il numero di giunti saldati deve essere mantenuto al minimo. Non sono permessi giunti nel vuoto tra il recipiente interno e il contenitore esterno a meno che non siano saldati o incollati.
4.7. I componenti del serbatoio devono essere montati in modo che il sistema e i suoi componenti funzionino in modo corretto e sicuro e siano a tenuta stagna dei gas.
4.8. Il serbatoio deve essere pulito e asciugato prima di entrare in funzione conformemente alla norma EN 12300.
5. ALTRE PRESCRIZIONI
5.1. Protezione del contenitore esterno
Il contenitore esterno deve essere protetto mediante un dispositivo che impedisce la rottura del contenitore esterno o il collasso del recipiente interno.
5.2. Disposizioni relative alla coibentazione
5.2.1. In nessuna circostanza è consentita la formazione di ghiaccio sulla parete esterna del serbatoio in condizioni di funzionamento normali. Nell’area del condotto di sovrappressione è consentita la formazione locale di ghiaccio all’esterno del condotto.
5.3. Indicatore di livello
5.3.1. Un misuratore di livello nel lato conducente deve indicare il livello di liquido nel serbatoio con una precisione del +/- 10 percento.
5.3.2. Se il sistema comprende un galleggiante, esso deve resistere a una pressione esterna superiore alla pressione di esercizio massima autorizzata (MAWP) del recipiente interno con un coefficiente minimo di sicurezza di 2 rispetto ai criteri di piegamento.
5.4. Livello di riempimento massimo
5.4.1. Deve essere previsto un sistema per evitare che il serbatoio sia riempito troppo. Questo sistema può funzionare congiuntamente alla stazione di rifornimento. Il sistema deve recare un’iscrizione permanente che indichi il tipo di serbatoio per il quale è stato progettato ed eventualmente la posizione e l’orientamento di montaggio.
5.4.2. Il processo di riempimento non deve provocare l’azionamento di un dispositivo di sovrappressione, indipendentemente del tempo passato prima/dopo il processo di riempimento. Il processo di riempimento non provocherà condizioni di funzionamento per cui il sistema di gestione delle evaporazione non è progettato e quindi non può gestire.
5.5. Marcatura
Oltre al marchio di omologazione CE dei componenti di cui all’allegato II, parte 3, su ogni serbatoio devono essere apposti i seguenti dati in modo chiaramente leggibile.
5.5.1.1. Per il recipiente interno:
|
a) |
il nome e l’indirizzo del costruttore del recipiente interno; |
|
b) |
numero di serie. |
5.5.1.2. Per il contenitore esterno:
|
a) |
un’etichetta quale indicata all’allegato V, punto 3.1; |
|
b) |
il divieto di ulteriore saldatura, fresatura e marcatura; |
|
c) |
l’orientamento consentito del serbatoio nel veicolo; |
|
d) |
una targhetta di identificazione con le informazioni seguenti:
|
La targhetta di identificazione deve essere leggibile quando è montata.
5.5.2. Il metodo di marcatura non deve causare picchi di sollecitazione locali nella struttura del recipiente interno o del contenitore esterno.
5.6. Aperture d’ispezione
Le aperture d’ispezione non sono richieste nel recipiente interno o nel contenitore esterno.
6. PROVE E ISPEZIONI
6.1. Prove e ispezioni per l’omologazione
Per l’omologazione il servizio tecnico esegue le prove e le ispezioni conformemente ai punti da 6.3.1 a 6.3.6 su due campioni di serbatoi. I campioni devono essere forniti nello stato necessario per le ispezioni. Per l’omologazione campioni del serbatoio saranno sottoposti alle prove di cui ai punti da 6.3.7 a 6.3.9, che devono avvenire sotto il controllo del servizio tecnico.
6.2. Prove e ispezioni durante la produzione
Le prove e le ispezioni conformemente ai punti da 6.3.1 a 6.3.6 devono essere eseguite su ogni serbatoio.
6.3. Procedure di prova
6.3.1. Prova di pressione
6.3.1.1. Il recipiente interno e le tubazioni situate tra il recipiente interno e il contenitore esterno devono resistere ad una prova di pressione interna a temperatura ambiente secondo le seguenti disposizioni.
La pressione di prova ptest deve corrispondere a:
ptest = 1,3 (MAWP + 0,1 MPa)
dove MAWP corrisponde alla pressione di esercizio massima autorizzata del recipiente interno in MPa.
6.3.1.2. La prova di pressione è eseguita prima del montaggio del contenitore esterno.
6.3.1.3. La pressione nel recipiente interno deve essere aumentata a tasso costante finché non è raggiunta la pressione di prova.
6.3.1.4. Il recipiente interno deve rimanere sotto la pressione di prova per almeno 10 minuti in modo da stabilire che la pressione non diminuisce.
6.3.1.5. Dopo la prova il recipiente interno non deve presentare alcun segno di deformazione permanente visibile o di perdite evidenti.
6.3.1.6. Il recipiente interno che non supera la prova a causa di deformazione permanente deve essere scartato e non va riparato.
6.3.1.7. Il recipiente interno che non supera la prova a causa di perdite può essere accettato dopo la riparazione e un’ulteriore prova.
6.3.1.8. In caso di una prova idraulica, alla conclusione della prova il serbatoio deve essere svuotato e asciugato finché il punto di rugiada all’interno del serbatoio è di –40 °C conformemente alla norma EN 12300.
6.3.1.9. Una verbale di prova deve essere redatto e il recipiente interno deve essere marcato dal servizio d’ispezione se è accettato.
6.3.2. Prova di tenuta
Dopo l’assemblaggio finale il serbatoio d’idrogeno va sottoposto ad una prova di tenuta con una miscela di gas contenente un minimo di 10 percento di elio.
6.3.3. Verifica delle dimensioni
Andranno determinati:
|
— |
per i serbatoi cilindrici la rotondità del recipiente interno conformemente alla norma EN 1251-2:2000, 5.4, |
|
— |
l’angolo rispetto ad una linea retta del recipiente interno e del contenitore esterno conformemente alla norma EN 1251-2, 5.4. |
6.3.4. Prove distruttive e non distruttive dei giunti di saldatura
Le prove sono effettuate conformemente alla norma EN 1251-2.
6.3.5. Verifica visiva
I giunti di saldatura e le superfici interne ed esterne del recipiente interno e del contenitore esterno del serbatoio vanno verificati a vista. Le superfici non devono presentare danni o difetti critici.
6.3.6. Marcatura
La marcatura è controllata conformemente alle disposizioni del punto 5.5.
6.3.7. Prova di scoppio
La prova di scoppio è eseguita su un campione del recipiente interno, non integrato nel contenitore esterno e non coibentato.
6.3.7.1. Criteri
6.3.7.1.1. La pressione di scoppio deve essere almeno uguale alla pressione di scoppio utilizzata per i calcoli meccanici. Per i serbatoi in acciaio:
|
a) |
la pressione di esercizio massima autorizzata (MAWP) (in MPa) più 0,1 MPa moltiplicato per 3,25; oppure |
|
b) |
la pressione di esercizio massima autorizzata (MAWP) (in MPa) più 0,1 MPa moltiplicato per 1,5 e moltiplicato per Rm/Rp, dove Rm corrisponde alla resistenza a trazione minima e Rp al carico di snervamento minimo. |
6.3.7.1.2. Per i serbatoi d’idrogeno in materiali diversi dall’acciaio occorre dimostrare che la loro sicurezza di funzionamento è conforme alle prescrizioni di cui ai punti 6.3.7.1.1 e 6.3.7.1.2.
6.3.7.2. Procedura
6.3.7.2.1. Il serbatoio di prova deve essere rappresentativo del progetto e della produzione del tipo da omologare.
6.3.7.2.2. Il test applicato deve essere una prova idraulica.
6.3.7.2.3. Le tubazioni e i condotti possono essere modificati per consentire di eseguire la prova (spurgo del volume morto, introduzione del liquido, chiusura di tubi non utilizzati, ecc.).
6.3.7.2.4. Il serbatoio deve essere riempito di acqua. La pressione deve essere aumentata a un tasso costante massimo di 0,5 MPa/min fino allo scoppio. Quando viene raggiunta la pressione di esercizio massima autorizzata (MAWP) si deve attendere per almeno dieci minuti a pressione costante in modo da controllare la deformazione del serbatoio.
6.3.7.2.5. Un sistema deve consentire di vedere le deformazioni possibili.
6.3.7.2.6. La pressione deve essere registrata o scritta durante l’intero test.
6.3.7.3. Risultati
Le condizioni di prova e la pressione di scoppio devono essere riportate in un certificato di prova firmato dal costruttore e dal servizio tecnico.
6.3.8. Prova di esposizione al fuoco (bonfire)
6.3.8.1. Criteri
6.3.8.1.1. Il serbatoio non deve scoppiare e la pressione all’interno del recipiente interno non deve superare la fascia di errore ammissibile del recipiente interno. Nel caso di recipienti interni di acciaio, qualora sia utilizzata una valvola di sicurezza come dispositivo di sovrappressione secondario, il dispositivo di sovrappressione secondario deve limitare la pressione all’interno del serbatoio al 136 percento della pressione di esercizio massima autorizzata (MAWP) del recipiente interno.
Nel caso di recipienti interni di acciaio, qualora sia utilizzato un disco di rottura come dispositivo di sovrappressione secondario all’esterno dell’area sotto vuoto, il dispositivo di sovrappressione secondario deve limitare la pressione all’interno del serbatoio al 150 percento della pressione di esercizio massima autorizzata (MAWP) del recipiente interno.
Nel caso di recipienti interni di acciaio, qualora sia utilizzato un disco di rottura come dispositivo di sovrappressione secondario all’interno dell’area sotto vuoto, il dispositivo di sovrappressione secondario deve limitare la pressione all’interno del serbatoio al 150 percento della pressione di esercizio massima autorizzata (MAWP) più 0,1 MPa (MAWP + 0,1 MPa) del recipiente interno.
Per gli altri materiali deve essere dimostrato un livello equivalente di sicurezza.
Il dispositivo di sovrappressione secondario non deve funzionare ad un livello inferiore al 110 percento della pressione di taratura del dispositivo di sovrappressione primario.
6.3.8.2. Procedura
6.3.8.2.1. Il serbatoio di prova deve essere rappresentativo del progetto e della produzione del tipo da omologare.
6.3.8.2.2. La costruzione del serbatoio deve essere completamente finita ed esso deve essere montato con tutti i suoi componenti.
Il serbatoio deve essere già stato raffreddato e il recipiente interno deve essere alla stessa temperatura dell’idrogeno liquido. Il serbatoio deve aver contenuto nelle precedenti 24 ore un volume d’idrogeno liquido pari almeno alla metà del volume d’acqua del recipiente interno.
6.3.8.2.3.1. Il serbatoio deve essere riempito d’idrogeno liquido in modo che la quantità d’idrogeno liquido misurata dal sistema di misurazione sia la metà della quantità massima consentita nel recipiente interno.
6.3.8.2.3.2. Il fuoco deve essere a 0,1 m sotto il serbatoio. La lunghezza e la larghezza del fuoco devono essere superiori alle dimensioni di progetto del serbatoio di almeno 0,1 m. La temperatura del fuoco deve essere di almeno 590 °C. Il fuoco deve continuare a bruciare fino al termine della prova.
6.3.8.2.3.3. All’inizio della prova la pressione del serbatoio deve essere tra 0 MPa e 0,01 MPa al punto di ebollizione dell’idrogeno nel recipiente interno.
6.3.8.2.3.4. Una volta che si apre il dispositivo di sicurezza la prova deve continuare fino a quando non finisce l’evaporazione del dispositivo di sicurezza. Durante la prova il serbatoio non deve scoppiare e la pressione all’interno del recipiente interno non deve superare la fascia di errore ammissibile del recipiente interno. Nel caso di recipienti interni in acciaio, la pressione del serbatoio non deve superare il 136 percento della pressione di esercizio massima autorizzata (MAWP) del recipiente interno. Per gli altri materiali deve essere applicato un livello equivalente di sicurezza.
6.3.8.3. Risultati
Le condizioni di prova e la pressione massima raggiunta all’interno del serbatoio durante la prova devono essere riportate in un certificato di prova firmato dal costruttore e dal servizio tecnico.
6.3.9. Prova di riempimento massimo
6.3.9.1. Criteri
Nel corso di tutte le prove necessarie per l’omologazione, il processo di riempimento non deve provocare l’azionamento di un dispositivo di sovrappressione, indipendentemente dal tempo passato prima/dopo il processo di riempimento. Il processo di riempimento non provocherà condizioni di funzionamento per cui il sistema di gestione delle evaporazione non è progettato e quindi non può gestire.
6.3.9.2. Procedura
6.3.9.2.1. Il serbatoio di prova deve essere rappresentativo del progetto e della produzione del tipo da approvare.
6.3.9.2.2. La costruzione del serbatoio deve essere completamente finita e deve essere montato con tutti i suoi componenti, in particolare l’indicatore di livello.
6.3.9.2.3. Il serbatoio deve essere già stato raffreddato e il recipiente interno deve essere alla stessa temperatura dell’idrogeno liquido. Il serbatoio deve aver contenuto nelle precedenti 24 ore un volume d’idrogeno liquido pari almeno alla metà del volume d’acqua del recipiente interno.
6.3.9.2.4. La massa d’idrogeno o il flusso della massa all’ingresso e all’uscita del serbatoio deve essere misurata con una precisione superiore all’1 percento della massa di riempimento massimo del serbatoio in prova.
6.3.9.2.5. Il serbatoio deve essere completamente riempito 10 volte con idrogeno liquido in equilibrio con l’evaporazione. Tra ogni riempimento almeno un quarto dell’idrogeno liquido del serbatoio deve essere svuotato.
6.3.9.3. Risultati
Le condizioni di prova e i dieci livelli massimi misurati dal sistema aggiunto devono essere riportati in un certificato di prova firmato dal costruttore e dal servizio tecnico.
PARTE 3
Requisiti dei componenti a idrogeno, diversi dai serbatoi progettati per l’impiego di idrogeno liquido
1. INTRODUZIONE
La presente parte stabilisce i requisiti e le procedure di prova dei componenti a idrogeno diversi dai serbatoi progettati per l’impiego di idrogeno liquido.
2. PRESCRIZIONI GENERALI
2.1. I materiali utilizzati in componenti a idrogeno devono essere compatibili con l’idrogeno conformemente al punto 4.11.
2.2. Il sistema d’idrogeno a monte del primo regolatore di pressione, escluso il serbatoio d’idrogeno, deve avere una pressione di esercizio massima autorizzata (MAWP) uguale alla pressione massima cui è assoggetto il componente ma di almeno 1,5 volte la pressione di taratura del dispositivo di sicurezza primario del recipiente interno e un coefficiente di sicurezza non inferiore a quello del recipiente interno.
2.3. I componenti a valle dei regolatori di pressione devono essere protetti contro la sovrappressione e vanno progetti per almeno 1,5 volte la pressione di uscita [pressione di esercizio massima autorizzata (MAWP)] del primo regolatore di pressione a monte.
2.4. La coibentazione dei componenti deve impedire la liquefazione dell’aria a contatto con le superfici esterne, a meno che non sia fornito un sistema di raccolta e vaporizzazione dell’aria liquefatta. I materiali dei componenti vicini devono essere compatibili con un’atmosfera arricchita di ossigeno conformemente alla norma EN 1797.
3. PRESCRIZIONI TECNICHE
3.1. Dispositivi di sovrappressione
3.1.1. Dispositivi di sovrappressione per il recipiente interno
3.1.1.1. Il dispositivo di sovrappressione primario per il recipiente interno deve limitare la pressione all’interno del serbatoio a non oltre il 110 percento della pressione di esercizio massima autorizzata (MAWP), anche in caso di una perdita repentina di vuoto. Questo dispositivo deve essere una valvola di sicurezza o equivalente e deve essere collegato direttamente alla parte gassosa in condizioni di funzionamento normali.
3.1.1.2. Il dispositivo di sovrappressione secondario per il recipiente interno deve essere installato per garantire che la pressione nel serbatoio non possa, in nessuna circostanza, superare la fascia di errore ammissibile del recipiente interno. Nel caso di recipienti interni di acciaio, qualora sia utilizzata una valvola di sicurezza come dispositivo di sovrappressione secondario, il dispositivo di sovrappressione secondario deve limitare la pressione all’interno del serbatoio al 136 percento della pressione di esercizio massima autorizzata (MAWP) del recipiente interno. Nel caso di recipienti interni di acciaio, qualora sia utilizzato un disco di rottura come dispositivo di sovrappressione secondario all’esterno dell’area sotto vuoto, il dispositivo di sovrappressione secondario deve limitare la pressione all’interno del serbatoio al 150 percento della pressione di esercizio massima autorizzata (MAWP) del recipiente interno. Nel caso di recipienti interni di acciaio, qualora sia utilizzato un disco di rottura come dispositivo di sovrappressione secondario all’interno dell’area sotto vuoto, il dispositivo di sovrappressione secondario deve limitare la pressione all’interno del serbatoio al 150 percento della pressione di esercizio massima autorizzata (MAWP) più 0,1 MPa (MAWP + 0,1 MPa) del recipiente interno. Per gli altri materiali deve essere dimostrato un livello equivalente di sicurezza. Il dispositivo di sovrappressione secondario non deve funzionare ad un livello inferiore al 110 percento della pressione di taratura del dispositivo di sovrappressione primario.
3.1.1.3. La dimensione dei dispositivi di sicurezza deve essere conforme alla norma EN 13648-3.
3.1.1.4. I due dispositivi di cui ai punti 3.1.1.1 e 3.1.1.2 possono essere collegati al recipiente interno mediante la stessa tubazione di alimentazione.
3.1.1.5. I limiti d’impiego dei dispositivi di sovrappressione devono essere chiaramente indicati. La manomissione dei dispositivi deve essere impedita mediante l’uso di un sigillo in piombo o un sistema equivalente.
3.1.1.6. Le valvole di sovrappressione, dopo lo scarico, devono chiudersi a una pressione superiore al 90 percento della pressione di taratura della valvola di sovrappressione. Esse devono rimanere chiuse a tutte le pressioni più basse.
3.1.1.7. Le valvole di sovrappressione vanno installate sulla parte gassosa del serbatoio d’idrogeno.
3.1.2. Dispositivi di sovrappressione per altri componenti
3.1.2.1. Ovunque ci sia il rischio che il liquido o il vapore criogenico sia intrappolato tra due componenti in una linea, deve essere previsto un dispositivo di sovrappressione o una altra misura che garantisca un livello di sicurezza equivalente.
3.1.2.2. A monte del primo regolatore di pressione la pressione di taratura del dispositivo di sicurezza che impedisce la sovrappressione non deve essere superiore alla pressione di esercizio massima autorizzata (MAWP) delle tubazioni e non deve essere inferiore al 120 percento della pressione di esercizio massima autorizzata (MAWP) del serbatoio in modo che non si aprano le valvole invece dei dispositivi di sovrappressione del recipiente interno.
3.1.2.3. I limiti d’impiego dei dispositivi di sovrappressione a valle dei regolatori di pressione non devono superare la pressione di esercizio massima autorizzata (MAWP) dei componenti a valle del regolatore di pressione.
3.1.2.4. Le valvole di sovrappressione, dopo lo scarico, devono chiudersi a una pressione superiore al 90 percento della pressione di taratura della valvola di sovrappressione. Esse devono rimanere chiuse a tutte le pressioni più basse.
3.1.3. Disposizioni relative all’omologazione dei dispositivi di sovrappressione
3.1.3.1. La progettazione, produzione e il controllo dei dispositivi di sovrappressione devono essere effettuati conformemente alle norme EN 13648-1 e EN 13648-2.
3.1.3.2. Se esiste un sistema di evaporazione in parallelo al dispositivo di sicurezza primario, la valvola di sicurezza deve essere un dispositivo di categoria B, negli altri casi sarà un dispositivo di sicurezza di categoria A conformemente alla norma EN 13648.
3.1.3.3. Pressione di esercizio massima autorizzata (MAWP): 1,5 × la pressione di esercizio massima autorizzata (MAWP) del recipiente interno o la pressione massima cui è soggetto il componente.
3.1.3.4. Pressione di taratura
3.1.3.4.1. Dispositivi primari del recipiente interno: secondo il punto 3.1.1.1.
3.1.3.4.2. Dispositivo secondario del recipiente interno: secondo il punto 3.1.1.2.
3.1.3.4.3. Dispositivi di sovrappressione per componenti diversi dal serbatoio: secondo il punto 3.1.2.
3.1.3.5. Temperatura di progetto
3.1.3.5.1. Temperatura esterna: secondo il punto 1.3 della parte 1.
3.1.3.5.2. Temperatura interna: da – 253 °C a +85 °C.
3.1.3.6. Procedure di prova applicabili:
|
Prova di pressione |
punto 4.2 |
|
Prova di tenuta esterna |
punto 4.3 |
|
Prova di funzionamento |
punto 4.5 |
|
Resistenza alla corrosione |
punto 4.6 solo per le parti metalliche, solo per i componenti all’esterno dell’involucro a tenuta stagna dei gas |
|
Prova dei cicli termici |
punto 4.9 solo per le parti non metalliche |
3.1.4. Condotti che incorporano dispostivi di sovrappressione
3.1.4.1. Nessun dispositivo di coibentazione deve essere installato tra il componente protetto e il dispositivo di sovrappressione.
3.1.4.2. I condotti prima e dopo i dispositivi di sovrappressione non devono impedire il loro funzionamento e devono essere compatibili con i criteri di cui ai punto da 3.1.1 a 3.1.3.
3.2. Valvole
3.2.1. Disposizioni relative all’omologazione delle valvole a idrogeno
3.2.1.1. La progettazione, produzione e il controllo delle valvole a idrogeno criogenico devono essere effettuati conformemente alle norme EN 13648-1 e EN 13648-2.
3.2.1.2. Pressione di esercizio massima autorizzata (MAWP): 1,5 × la pressione di esercizio massima autorizzata (MAWP) del recipiente interno o la pressione massima cui è soggetta la valvola.
3.2.1.3. Temperatura di progetto
3.2.1.3.1. Temperatura esterna: secondo il punto 1.3 della parte 1.
3.2.1.3.2. Temperatura interna:
da – 253 °C a +85 °C per le valvole prima dello scambiatore di calore
da –40 °C a +85 °C per le valvole dopo lo scambiatore di calore
3.2.1.4. Procedure di prova applicabili:
|
Prova di pressione |
punto 4.2 |
|
Prova di tenuta esterna |
punto 4.3 |
|
Prova di durata |
punto 4.4 (con 6 000 cicli di funzionamento per le valvole manuali, con 20 000 cicli di funzionamento per le valvole automatiche) |
|
Resistenza alla corrosione |
punto 4.6 solo per le parti metalliche, solo per i componenti all’esterno dell’involucro a tenuta stagna dei gas |
|
Resistenza al calore secco |
punto 4.7 solo per le parti non metalliche |
|
Invecchiamento da ozono |
punto 4.8 solo per le parti non metalliche |
|
Prova dei cicli termici |
punto 4.9 solo per le parti non metalliche |
|
Prova di tenuta della sede |
punto 4.12 |
3.3. Scambiatori di calore
3.3.1. Nonostante le disposizioni del punto 2.1 la pressione di esercizio massima autorizzata (MAWP) dello scambiatore di calore deve essere la pressione di esercizio massima autorizzata (MAWP) più alta dei diversi circuiti.
3.3.2. I gas di scarico dal sistema di propulsione non devono in nessuna circostanza essere usati direttamente nello scambiatore di calore.
3.3.3. Un sistema di sicurezza deve essere previsto per impedire il malfunzionamento dello scambiatore di calore e che il liquido o il gas criogenico entri nell’altro circuito e nel sistema ubicato a valle se essi non sono stati progettati a tal fine.
3.3.4. Disposizioni relative all’omologazione delle valvole a idrogeno
3.3.4.1. Pressione di esercizio massima autorizzata (MAWP): 1,5 × la pressione di esercizio massima autorizzata (MAWP) del recipiente interno o la pressione massima cui è soggetto il componente.
3.3.4.2. Temperatura di progetto
3.3.4.2.1. Temperatura esterna: secondo il punto 1.3 della parte 1.
3.3.4.2.2. Temperatura interna: da – 253 °C a +85 °C.
3.3.4.3. Procedure di prova applicabili
|
Prova di pressione |
punto 4.2 |
|
Prova di tenuta esterna |
punto 4.3 |
|
Resistenza alla corrosione |
punto 4.6 solo per le parti metalliche |
|
Resistenza al calore secco |
punto 4.7 solo per le parti non metalliche |
|
Invecchiamento da ozono |
punto 4.8 solo per le parti non metalliche |
|
Prova dei cicli termici |
punto 4.9 solo per le parti non metalliche |
3.3.4.4. La produzione e l’installazione dello scambiatore di calore devono essere certificate secondo i punti da 4.3 a 4.5 della parte 2.
3.4. Raccordi o recipienti di rifornimento
3.4.1. I raccordi o i bocchettoni di rifornimento devono essere protetti dalla contaminazione.
3.4.2. Disposizioni relative all’omologazione dei raccordi o dei bocchettoni di rifornimento
3.4.2.1. Pressione di esercizio massima autorizzata (MAWP): 1,5 × la pressione di esercizio massima autorizzata (MAWP) del recipiente interno o la pressione massima cui è soggetto il componente.
3.4.2.2. Temperatura di progetto
3.4.2.2.1. Temperatura esterna: secondo il punto 1.3 della parte 1.
3.4.2.2.2. Temperatura interna: da – 253 °C a +85 °C
3.4.2.3. Procedure di prova applicabili
|
Prova di pressione |
punto 4.2 |
|
Prova di tenuta esterna |
punto 4.3 |
|
Prova di durata |
punto 4.4 (con 3 000 cicli di funzionamento) |
|
Resistenza alla corrosione |
punto 4.6 solo per le parti metalliche |
|
Resistenza al calore secco |
punto 4.7 solo per le parti non metalliche |
|
Invecchiamento da ozono |
punto 4.8 solo per le parti non metalliche |
|
Prova dei cicli termici |
punto 4.9 solo per le parti non metalliche |
|
Prova di tenuta della sede |
punto 4.12 |
3.5. Regolatori di pressione
3.5.1. Disposizioni relative all’omologazione dei regolatori di pressione
3.5.1.1. Pressione di esercizio massima autorizzata (MAWP): 1,5 × la pressione di esercizio massima autorizzata (MAWP) del recipiente interno o la pressione massima cui è soggetto il componente.
3.5.1.2. Temperatura di progetto
3.5.1.2.1. Temperatura esterna: secondo il punto 1.3 della parte 1.
3.5.1.2.2. Temperatura interna: almeno come indicato nel punto 1.3 della parte 1.
3.5.1.3. Procedure di prova applicabili
|
Prova di pressione |
punto 4.2 |
|
Prova di tenuta esterna |
punto 4.3 |
|
Prova di durata |
punto 4.4 (con 20 000 cicli di funzionamento) |
|
Resistenza alla corrosione |
punto 4.6 solo per le parti metalliche, solo per i componenti all’esterno dell’involucro a tenuta stagna dei gas |
|
Resistenza al calore secco |
punto 4.7 solo per le parti non metalliche |
|
Invecchiamento da ozono |
punto 4.8 solo per le parti non metalliche |
|
Prova dei cicli termici |
punto 4.9 solo per le parti non metalliche |
|
Prova di tenuta della sede |
punto 4.12 |
3.6. Sensori
3.6.1. Disposizioni relative all’omologazione dei sensori
3.6.1.1. Pressione di esercizio massima autorizzata (MAWP): 1,5 × la pressione di esercizio massima autorizzata (MAWP) del recipiente interno o la pressione massima cui è soggetto il componente.
3.6.1.2. Temperatura di progetto
3.6.1.2.1. Se funzionano a temperatura ambiente: parte 1, punto 1.3.
3.6.1.2.2. Se funzionano a temperatura criogenica: temperatura minima di esercizio; – 253 °C, temperatura massima: +85 °C o + 120 °C come indicato nella parte 1, punto 1.3.
3.6.1.3. Procedure di prova applicabili
|
Prova di pressione |
punto 4.2 solo per i componenti direttamente in contatto con l’idrogeno |
|
Prova di tenuta esterna |
punto 4.3 solo per i componenti direttamente in contatto con l’idrogeno |
|
Resistenza alla corrosione |
punto 4.6 solo per le parti metalliche, solo per i componenti all’esterno dell’involucro a tenuta stagna dei gas |
|
Resistenza al calore secco |
punto 4.7 |
|
Invecchiamento da ozono |
punto 4.8 solo per le parti non metalliche |
|
Prova dei cicli termici |
punto 4.9 solo per le parti non metalliche |
3.7. Tubazioni di alimentazione flessibili
3.7.1. Disposizioni relative all’omologazione delle tubazioni di alimentazione flessibili
3.7.1.1. La progettazione, produzione e il controllo delle tubazioni flessibili criogeniche di alimentazione devono essere effettuati conformemente alla norma EN 12434.
3.7.1.2. Pressione di esercizio massima autorizzata (MAWP): 1,5 × la pressione di esercizio massima autorizzata (MAWP) del recipiente interno o la pressione massima cui è soggetto il componente.
3.7.1.3. Temperatura di progetto
3.7.1.3.1. Se funzionano a temperatura ambiente: parte 1, punto 1.3.
3.7.1.3.2. Se funzionano a temperatura criogenica: temperatura minima di esercizio; – 253 °C, temperatura massima: +85 °C o + 120 °C come indicato nella parte 1, punto 1.3.
3.7.1.4. Procedure di prova applicabili
|
Prova di pressione |
punto 4.2 |
|
Prova di tenuta esterna |
punto 4.3 |
|
Resistenza alla corrosione |
punto 4.6 solo per le parti metalliche, solo per i componenti all’esterno dell’involucro a tenuta stagna dei gas |
|
Resistenza al calore secco |
punto 4.7 solo per le parti non metalliche |
|
Invecchiamento da ozono |
punto 4.8 solo per le parti non metalliche |
|
Prova dei cicli termici |
punto 4.9 solo per le parti non metalliche |
|
Ciclo di pressione |
punto 4.10 |
3.8. Disposizioni relative ai componenti elettrici dell’impianto a idrogeno
3.8.1. Per prevenire le scintille elettriche:
|
a) |
i dispositivi comandati elettricamente contenenti idrogeno devono essere isolati in modo tale che non ci sia passaggio di corrente nelle parti contenenti idrogeno; |
|
b) |
l’impianto elettrico del dispositivo comandato elettricamente deve essere isolato dal corpo del veicolo; |
|
c) |
la resistenza di isolamento del circuito elettrico (batterie e celle a combustibile escluse) deve essere superiore a 1 kΩ per ogni volt del voltaggio nominale. |
3.8.2. L’isolatore di alimentazione, per formare una connessione elettrica isolata e stagna, deve essere di tipo a tenuta ermetica.
4. PROCEDURE DI PROVA
4.1. Disposizioni generali
4.1.1. Le prove di tenuta devono essere eseguite con gas pressurizzato, ad esempio aria o azoto contenente almeno il 10 percento di elio.
4.1.2. Per produrre la pressione necessaria per la prova di pressione si può utilizzare acqua o un altro fluido.
4.1.3. Tutti i verbali di prova devono indicare il tipo di fluido utilizzato, se applicabile.
4.1.4. La durata minima delle prove di tenuta e di pressione devono essere di almeno 3 minuti in più rispetto al tempo di risposta del sensore.
4.1.5. Tutte le prove devono essere effettuate a temperatura ambiente, se non diversamente specificato.
4.1.6. I diversi componenti devono essere correttamente asciugati prima della prova di tenuta.
4.2. Prova di pressione
4.2.1. Un componente contenente idrogeno deve resistere ad una pressione pari a 1,5 volte la pressione di esercizio massima autorizzata (MAWP) senza mostrare segni visibili di rottura o deformazione permanente e con i condotti di uscita chiusi sul lato di alta pressione. La pressione sarà successivamente aumentata da 1,5 a 3 volte la pressione di esercizio massima autorizzata (MAWP). Il componente non deve mostrare segni visibili di rottura o deformazione permanente.
4.2.2. L’impianto di alimentazione di pressione deve essere dotato di una valvola d’intercettazione comandata ed un manometro con campo di misura compreso tra 1,5 volte e 2 volte la pressione di prova. La precisione del manometro deve essere l’1 percento del campo di pressione.
4.2.3. Per i componenti che richiedono una prova di tenuta, tale prove deve essere eseguita prima della prova di pressione.
4.3. Prova di tenuta verso l’esterno
4.3.1. Il componente non deve presentare fughe alla giunzione dello stelo, del corpo o ad altre giunzioni, e non deve presentare segni di porosità nelle parti a fusione quando queste ultime vengono sottoposte, nella prova di cui al punto 4.4.3, ad una pressione di gas compresa tra 0 e la sua pressione di esercizio massima autorizzata (MAWP).
La prova deve essere effettuata sugli stessi componenti nelle seguenti condizioni:
4.3.2.1. a temperatura ambiente;
4.3.2.2. alla temperatura minima di funzionamento o alla temperatura dell’azoto liquido dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica;
4.3.2.3. alla temperatura massima di funzionamento dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica.
4.3.3. Durante questa prova i componenti in prova devono essere collegati ad una sorgente di pressione di gas. Una valvola d’intercettazione comandata ed un manometro con campo di misura compreso tra 1,5 volte e 2 volte la pressione di prova devono essere installati nelle tubazioni di alimentazione della pressione. La precisione del manometro deve essere l’1 percento del campo di pressione. Il manometro deve essere montato tra la valvola di intercettazione comandata ed il campione sottoposto alla prova.
4.3.4. Per tutta la durata del test il campione deve essere sottoposto alla prova di tenuta, con un agente attivo in superficie senza la formazione di bolle o misurato con una portata delle perdite inferiore a 10 cm3/ora.
4.4. Prova di durata
4.4.1. Un componente a idrogeno deve essere in grado di conformarsi alle prescrizioni della prova di tenuta di cui ai punti 4.3 e 4.12, dopo essere stato assoggettato al numero di cicli di funzionamento specificato nella parte 3, punti da 3.1 a 3.7.
4.4.2. Le prove appropriate di tenuta verso l’esterno e tenuta della sede, descritte rispettivamente nel punto 4.3 e nel punto 4.12, devono essere eseguite subito dopo la prova di durata.
4.4.3. Il componente deve essere collegato in modo sicuro a una sorgente di aria o azoto secco pressurizzato e sottoposto al numero di cicli indicato per quel componente specifico nella parte 3, punti da 3.1 a 3.7. Un ciclo consiste in un’apertura e una chiusura del componente entro un tempo non inferiore a 10 ± 2 secondi.
4.4.4. Il componente deve funzionare per il 96 percento del numero specificato di cicli alla temperatura ambiente e alla pressione di esercizio massima autorizzata (MAWP) del componente. Durante la chiusura la pressione a valle dell’apparecchiatura di prova deve poter scendere al 50 percento della pressione di esercizio massima autorizzata (MAWP) del componente.
4.4.5. Il componente deve funzionare per il 2 percento del numero totale di cicli alla temperatura massima del materiale (parte 1, punto 1.3) dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica e alla pressione di esercizio massima autorizzata (MAWP). Terminati i cicli ad alta temperatura, il componente deve soddisfare i requisiti di cui ai punti 4.3 e 4.12 alla temperatura massima appropriata del materiale (parte 1, punto 1.3).
4.4.6. Il componente deve funzionare per il 2 percento del numero totale di cicli alla temperatura minima del materiale (parte 1, punto 1.3), che non deve essere inferiore alla temperatura dell’azoto liquido, dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica e alla pressione di esercizio massima autorizzata (MAWP) del componente. Terminati i cicli a bassa temperatura, il componente deve soddisfare i requisiti di cui ai punti 4.3 e 4.12 alla temperatura minima appropriata del materiale (parte 1, punto 1.3).
4.5. Prova di funzionamento
4.5.1. La prova di funzionamento deve essere effettuata conformemente alle norme EN 13648-1 o EN 13648-2. Sono applicabili i requisiti specifici della norma.
4.6. Prova di resistenza alla corrosione
4.6.1. I componenti metallici a idrogeno devono superare le prove di tenuta di cui ai punti 4.3 e 4.12 dopo essere stati sottoposti per 144 ore ad una prova in nebbia salina conformemente alla norma ISO 9227 con tutti i raccordi chiusi.
4.6.2. I componenti in rame od ottone a idrogeno devono superare le prove di tenuta di cui ai punti 4.3 e 4.12 dopo essere stati sottoposti per 24 ore ad immersione in ammoniaca conformemente alla norma ISO 6957 con tutti i raccordi chiusi.
4.7. Prova di resistenza al calore secco
La prova deve essere effettuata conformemente alla norma ISO 188. Il provino deve essere esposto per 168 ore all’aria ad una temperatura pari alla temperatura massima di funzionamento. La variazione della resistenza alla trazione non deve essere superiore a +25 %. La variazione dell’allungamento a rottura non deve essere superiore ai valori seguenti:
|
— |
aumento massimo: 10 percento, |
|
— |
diminuzione massima: 30 percento. |
4.8. Prova di resistenza al deterioramento da ozono
4.8.1. La prova deve essere effettuata conformemente alla norma ISO 1431-1. Il provino, che deve essere sottoposto ad un allungamento del 20 percento, deve essere esposto per 120 ore all’aria a 40 °C con una concentrazione di ozono di 50 parti per cento milioni.
4.8.2. Non è ammessa la formazione di fessurazioni nel provino.
4.9. Prova dei cicli termici
Le parti non metalliche a contatto con l’idrogeno devono soddisfare le prove di tenuta di cui ai punti 4.3 e 4.12 dopo essere state sottoposte, per 96 ore, a cicli termici consistenti nel passare, alla pressione di esercizio massima autorizzata (MAWP), dalla temperatura minima alla temperatura massima di funzionamento. La durata di ciascun ciclo deve essere di 120 minuti.
4.10. Prova dei cicli di pressione
4.10.1. Ogni tubazione di alimentazione flessibile deve essere in grado di conformarsi alle prescrizioni della prova di tenuta applicabile di cui al punto 4.3 dopo essere stata assoggettata a 6 000 cicli di pressione.
4.10.2. La pressione deve passare dalla pressione atmosferica alla pressione di esercizio massima autorizzata (MAWP) del serbatoio in meno di cinque secondi e dopo un periodo di almeno cinque secondi deve diminuire alla pressione atmosferica entro meno di cinque secondi.
4.10.3. Le prove appropriate di tenuta verso l’esterno di cui al punto 4.3 devono essere eseguite subito dopo la prova di durata.
4.11. Prova di compatibilità con l’idrogeno
4.11.1. La compatibilità con l’idrogeno deve essere provata conformemente alla norma ISO 11114-4.
4.11.2. I materiali dei componenti a contatto con temperature criogeniche devono essere compatibili con le temperature criogeniche a norma di EN 1252-1.
4.12. Prova di tenuta della sede
4.12.1. Le prove di tenuta della sede devono essere effettuate su campioni che sono stati precedentemente sottoposti alla prova di tenuta verso l’esterno di cui al punto 4.3.
4.12.2. Le prove di tenuta della sede sono eseguite con l’entrata della valvola campione collegata ad una sorgente di pressione di gas, la valvola in posizione chiusa e l’uscita aperta. Devono essere installati nelle tubazioni dell’alimentazione di pressione una valvola d’intercettazione comandata e un manometro con campo di misura compreso tra 1,5 volte e 2 volte la pressione di prova. La precisione del manometro deve essere l’1 percento del campo di pressione. Il manometro deve essere montato tra la valvola di intercettazione comandata ed il campione sottoposto alla prova. Durante l’applicazione della pressione di prova corrispondente alla pressione di esercizio massima autorizzata (MAWP) si deve controllare l’assenza di perdite immergendo in acqua l’uscita della valvola (aperta) oppure utilizzando un misuratore di flusso montato sul lato di ingresso della valvola sottoposta a prova. Il flussometro deve essere in grado di indicare, per il fluido di prova utilizzato, la portata massima ammessa della perdita con una precisione del +/– 1 percento.
4.12.3. La sede di una valvola di intercettazione, a valvola chiusa, non deve presentare fughe ad una portata superiore a 10 cm3/ora a qualsiasi pressione del gas tra zero e la pressione di esercizio massima autorizzata (MAWP).
4.12.4. Una valvola di non ritorno, in posizione chiusa, non deve presentare perdite allorché sottoposta ad una pressione aerostatica compresa tra 50 kPa e la pressione di esercizio massima autorizzata (MAWP).
4.12.5. Se vengono utilizzate valvole di non ritorno come dispositivo di sicurezza oppure raccordo o bocchettone di rifornimento, tali valvole non devono presentare perdite con una portata superiore a 10 cm3/ora durante la prova.
4.12.6. I dispositivi di sovrappressione non devono presentare perdite a una portata superiore a 10 cm3/ora a qualsiasi pressione del gas compresa tra zero e la pressione di taratura meno il 10 percento.
ALLEGATO IV
Requisiti per i componenti e gli impianti progettati per l’impiego di idrogeno compresso (gassoso) e la loro installazione nei veicoli a idrogeno
1. INTRODUZIONE
Il presente allegato stabilisce i requisiti e le procedure di prova dei componenti e degli impianti progettati per l’impiego di idrogeno compresso (gassoso).
2. PRESCRIZIONI GENERALI
2.1. Il numero di componenti, raccordi e la lunghezza dei condotti a idrogeno deve essere mantenuto al minimo compatibile con la sicurezza e il corretto funzionamento dell’impianto a idrogeno.
2.2. Il costruttore deve garantire che i materiali utilizzati in un componente o impianto a idrogeno siano compatibili con l’idrogeno e con gli additivi previsti, nonché con le impurità di produzione, le pressioni e le temperature previste.
2.3. La compatibilità dei materiali con le condizioni di impiego di cui al punto 2.7 deve essere dimostrata mediante le prove dei materiali di cui alle parti 2 e 3.
2.4. Classificazione della pressione
I componenti a idrogeno devono essere classificati in base alla pressione di esercizio nominale e alla funzione conformemente all’articolo 1, paragrafi 2, 3 e 4.
2.5. Il costruttore deve garantire che il campo di temperatura sia conforme al punto 2.7.5.
2.6. La documentazione e i verbali di prova devono essere sufficientemente dettagliati per consentire a un impianto di prova terzo indipendente di riprodurre appropriatamente le prove di omologazione e i risultati di prova.
2.7. Condizioni di impiego
Salvo indicazioni diverse, le seguenti condizioni di impiego sono applicabili in tutto il presente allegato.
2.7.1. Vita di impiego
La vita di impiego dei serbatoi d’idrogeno deve essere definita dal costruttore e può variare in funzione delle applicazioni, tuttavia non deve essere superiore a 20 anni.
2.7.2. Pressione di esercizio
Il costruttore del veicolo deve specificare le pressioni di esercizio nominali dei componenti e dell’impianto a idrogeno. Per i componenti a valle del primo regolatore di pressione devono essere specificate anche le MAWP.
Le MAWP devono essere uguali o superiore alla pressione di taratura del dispositivo di sovrappressione di cui alla parte 1, punto 1.8.
2.7.3. Superfici esterne
Gli effetti sulle superfici esterne dei componenti a idrogeno, in posizione d’installazione, devono essere presi in considerazione in relazione ai seguenti punti:
|
a) |
acqua, per immersione intermittente o spruzzi sulla strada; |
|
b) |
sale, dovuto all’impiego del veicolo in zone marittime oppure in zone dove si utilizza sale antighiaccio; |
|
c) |
radiazioni ultraviolette e radiazioni di calore della luce solare; |
|
d) |
colpi di ghiaia; |
|
e) |
solventi, acidi e alcali, fertilizzanti; |
|
f) |
fluidi per autoveicoli, compresi la benzina, i fluidi idraulici, l’acido per batterie, il glicole e gli oli; |
|
g) |
gas di scarico. |
2.7.4. Composizione del gas
La composizione del gas d’idrogeno compresso utilizzato per le prove deve essere conforme al tipo 1, classe A, specificato nella norma ISO/TS 14687-2 oppure di purezza superiore.
2.7.5. Temperature
2.7.5.1. Temperatura dei materiali
Il campo di temperatura di normale funzionamento per i materiali utilizzati nei componenti a idrogeno deve essere tra –40 °C e +85 °C, ad eccezione dei casi seguenti:
|
a) |
il costruttore del veicolo specifica una temperatura inferiore a –40 °C; |
|
b) |
i componenti a idrogeno sono situati all’interno di un vano motore a combustione interna o direttamente esposti alla temperatura di funzionamento di un motore a combustione interna, nel qual caso il campo di temperatura deve essere tra –40 °C e + 120 °C. |
2.7.5.2. Temperature dei gas
La temperatura media del gas deve essere tra –40 °C e +85 °C in condizioni normali, incluso il riempimento e lo scarico, salvo i casi in cui il costruttore del veicolo specifica una temperatura inferiore a –40 °C.
2.7.6. Cicli di riempimento
Il presente punto si applica unicamente ai componenti a idrogeno di classe 0.
2.7.6.1. Prescrizioni generali
Il numero di cicli di riempimento per i componenti a idrogeno deve essere di 5 000 cicli, ad eccezioni dei casi di cui ai punti 2.7.6.2 e 2.7.6.3.
2.7.6.2. Numero di cicli di riempimento in presenza di un sistema di monitoraggio e controllo dell’utilizzo
A condizione che un sistema di monitoraggio e di controllo dell’utilizzo sia installato come parte dell’impianto a idrogeno, il numero dei cicli di riempimento per i componenti a idrogeno deve essere specificato dal costruttore del veicolo e può essere inferiore a 5 000 cicli ma non inferiore a 1 000 cicli. Il numero può variare in base al kilometraggio previsto per la vita del veicolo e il kilometraggio possibile con la massima capacità di combustibile.
Se viene superato il numero specificato di cicli di riempimento, il sistema di controllo e di monitoraggio deve impedire l’ulteriore utilizzo del veicolo finché non i componenti a idrogeno che hanno superato tale valore non sono stati sostituiti con componenti nuovi.
Il concetto di sicurezza del sistema di controllo e di monitoraggio dell’utilizzo deve essere approvato a norma dell’allegato VI.
2.7.6.3. Numero ridotto di cicli di riempimento
Il costruttore del veicolo può specificare un numero ridotto di cicli di riempimento per i componenti a idrogeno, calcolato con la formula seguente:
numero di cicli di riempimento basato su una vita di utilizzo di 20 anni: 5 000
vita di impiego: x anni; x ≥ 1
Numero ridotto di cicli di riempimento: 1 000 + 200 * x
I componenti a idrogeno devono essere sostituiti prima di superare la vita d’utilizzo specificata.
2.7.7. Cicli di funzionamento
2.7.7.1. Prescrizioni generali
Il numero di cicli di funzionamento per i componenti a idrogeno deve essere di 50 000 cicli, ad eccezioni dei casi di cui ai punti 2.7.7.2 e 2.7.7.3.
2.7.7.2. Numero di cicli di funzionamento in presenza di un sistema di monitoraggio e controllo dell’utilizzo
A condizione che un sistema di monitoraggio e di controllo dell’utilizzo sia installato come parte dell’impianto a idrogeno, in base alla vita d’impiego prevista il costruttore del veicolo può ridurre il numero dei cicli di funzionamento per i componenti a idrogeno a un numero inferiore a 50 000 ma superiore a 10 000 cicli.
Se il numero specificato di cicli di funzionamento è superato, il sistema di controllo e di monitoraggio deve impedire l’ulteriore utilizzo del veicolo finché i componenti a idrogeno che hanno superato tale valore non sono stati sostituiti con componenti nuovi.
Il concetto di sicurezza del sistema di controllo e di monitoraggio dell’utilizzo deve essere approvato a norma dell’allegato VI.
2.7.7.3. Numero ridotto di cicli di funzionamento
Il costruttore del veicolo può specificare un numero ridotto di cicli di funzionamento per i componenti a idrogeno, calcolato con la formula seguente:
numero di cicli di funzionamento basato su una vita di utilizzo di 20 anni: 50 000
vita di impiego: x anni; x ≥ 1
Numero ridotto di cicli di funzionamento:
10 000 + 2 000 * x
I componenti a idrogeno devono essere sostituiti prima di superare la vita d’utilizzo specificata.
PARTE 1
Requisiti per l’installazione nei veicoli a idrogeno di componenti e impianti progettati per l’impiego di idrogeno compresso (gassoso)
1. PRESCRIZIONI GENERALI
1.1. Occorre prendere precauzioni ragionevoli per evitare il malfunzionamento degli altri circuiti che interessano l’impianto a idrogeno.
1.2. L’impianto a idrogeno deve essere portato alla pressione di esercizio nominale utilizzando idrogeno al 100 percento e deve essere sottoposto alla prova di tenuta, escluso il serbatoio, con un agente attivo in superficie senza la formazione di bolle per tre minuti oppure utilizzando un metodo che è stato provato equivalente.
1.3. In caso di una fuga o di uno scarico d’idrogeno, l’idrogeno non deve accumularsi negli spazi chiusi o semichiusi.
1.4. I componenti a idrogeno che potrebbero perdere idrogeno e che sono montati nell’abitacolo o nel vano bagagli o in altro vano non ventilato, vanno alloggiati in un compartimento stagno al gas conformemente al punto 10 o ad una soluzione equivalente.
1.5. Una pressione minima di 0,2 MPa deve essere mantenuta nel serbatoio o nel gruppo serbatoio a temperatura ambiente.
1.6. Tutti i dispositivi di sovrappressione, gli altri componenti di sicurezza e i condotti di sfiato devono essere protetti contro la manomissione per quanto ragionevolmente possibile.
1.7. Se fallisce l’azionamento della valvola automatica, la valvola deve commutare al modo più sicuro di funzionamento per l’applicazione particolare.
1.8. L’impianto a idrogeno a valle di un regolatore di pressione deve essere protetto contro la sovrappressione causata dal possibile malfunzionamento del regolatore di pressione. Se viene utilizzato un dispositivo di sovrappressione, la pressione di taratura del dispositivo deve essere inferiore o uguale alla MAWP per la parte appropriata dell’impianto a idrogeno.
1.9. Un sistema deve essere previsto per rilevare eventuali malfunzionamenti in qualunque circuito di uno scambiatore di calore e impedire che l’idrogeno entri gli altri circuiti se l’interfaccia non è in grado di resistere alla perdita di pressione in uno dei circuiti.
2. INSTALLAZIONE DI UN SERBATOIO A BORDO DI UN VEICOLO
2.1. Un serbatoio o un gruppo serbatoio può soddisfare i requisiti di funzionamento integrato del veicolo. In questi casi il serbatoio o il gruppo serbatoio deve essere progettato in modo da soddisfare i requisiti di funzionamento integrato e i requisiti relativi al serbatoio di cui alla parte 2.
Il serbatoio o il gruppo serbatoio, inclusi i dispositivi di sicurezza, devono essere montati e fissati in modo che le accelerazioni seguenti possano essere assorbite senza fessurazione del dispositivo di fissaggio o allentamento dei serbatoi (dimostrato mediante prova o calcolo). La massa utilizzata deve essere rappresentativa del serbatoio o del gruppo serbatoio completamente attrezzato e pieno.
Veicoli delle categorie M1 e N1:
|
a) |
+/– 20 g nel senso di marcia; |
|
b) |
+/– 8 g sull’orizzontale perpendicolare al senso di marcia. |
Veicoli delle categorie M2 e N2:
|
a) |
+/– 10 g nel senso di marcia; |
|
b) |
+/– 5 g sull’orizzontale perpendicolare al senso di marcia. |
Veicoli delle categorie M3 e N3:
|
a) |
+/– 6,6 g nel senso di marcia; |
|
b) |
+/– 5 g sull’orizzontale perpendicolare al senso di marcia. |
2.3. Le disposizioni del punto 2.2 non sono applicabili se il veicolo è omologato a norma delle direttive 96/27/CE e 96/79/CE.
2.4. Conformemente al punto 5, dispositivi di sovrappressione devono formare il sistema antincendio del serbatoio o gruppo serbatoio in modo da impedire la rottura. La coibentazione termica o altre misure di protezione non devono influenzare la risposta e le prestazioni dei dispositivi di sovrappressione.
2.5. Un serbatoio o gruppo serbatoio con camicie non metalliche non deve essere installato nell’abitacolo, nel vano bagagli o in altri luoghi in cui la ventilazione non è sufficiente a meno che non sia integrato in un sistema che garantisce che l’idrogeno permeato sia scaricato all’esterno del veicolo, vale a dire che è installato all’interno di un compartimento stagno al gas conformemente al punto 10.
3. SISTEMA DI STOCCAGGIO AMOVIBILE
3.1. I componenti dell’impianto a idrogeno all’interno di un sistema di stoccaggio amovibile devono soddisfare tutti i requisiti del presente regolamento, come se l’impianto a idrogeno fosse montato in modo permanente sul veicolo.
3.2. Un sistema di stoccaggio amovibile può essere rimosso dal veicolo per il rifornimento. Il serbatoio o il gruppo serbatoio e i componenti a idrogeno che formano il sistema di stoccaggio amovibile devono essere installati in modo permanente all’interno del sistema di stoccaggio amovibile.
3.3. Un sistema di stoccaggio amovibile deve proteggere i serbatoi o il gruppo serbatoio e i componenti a idrogeno che formano il sistema di stoccaggio amovibile da danneggiamenti durante le operazioni necessarie per l’installazione, la rimozione, lo stoccaggio e le manipolazioni.
3.4. Misure efficaci devono essere prese per impedire la rimozione non autorizzata del sistema di stoccaggio amovibile.
3.5. Un’unica interfaccia per il flusso d’idrogeno deve essere prevista tra il sistema di stoccaggio amovibile e la parte dell’impianto a idrogeno installato sul veicolo in modo permanente. La pressione di esercizio nominale dell’impianto a idrogeno all’interfaccia deve essere pari o inferiore a 3,0 MPa.
3.6. Quando il sistema di stoccaggio amovibile è installato nel veicolo il raccordo con la parte dell’impianto a idrogeno installato in modo permanente nel veicolo deve essere effettuato senza l’ausilio di attrezzi e deve essere conforme ai requisiti di cui ai punti 1.2 e 2.2.
3.7. Quando viene scollegato il sistema di stoccaggio amovibile il volume d’idrogeno rilasciato non deve superare 200 Ncm3 e non deve essere scaricato vicino una possibile fonte d’ignizione. Deve essere impedito l’accumulo d’idrogeno dovuto a scollegamenti susseguenti.
3.8. La parte del raccordo del sistema di stoccaggio amovibile fissato permanentemente al veicolo deve essere unico per il tipo di veicolo applicabile e non deve essere compatibile con le pistole di carico per l’idrogeno o altri combustibili gassosi.
3.9. Il flusso d’idrogeno da un sistema di stoccaggio amovibile deve essere impedito se tale sistema è installato con una pressione di esercizio massima autorizzata superiore a quella della parte permanente dell’impianto a idrogeno del veicolo.
3.10. L’apertura delle valvole automatiche montate sui serbatoi o sul gruppo serbatoio non deve essere possibile se il sistema di stoccaggio amovibile non è correttamente collegato alla parte permanentemente fissa dell’impianto a idrogeno del veicolo. Un sistema d’interfaccia del veicolo deve verificare che sia stabilito correttamente il collegamento tra il sistema di stoccaggio amovibile e il veicolo prima di permettere l’apertura delle valvole automatiche. Un sistema d’interfaccia del veicolo deve inoltre verificare che il sistema di stoccaggio amovibile sia compatibile con l’impianto a idrogeno del veicolo prima di permettere l’apertura delle valvole automatiche.
3.11. Non deve essere possibile scollegare o rimuovere il sistema di stoccaggio amovibile se la valvola automatica installata sui serbatoi o sul gruppo serbatoio non è chiusa e se ci siano fonti di combustione in funzionamento, ad esempio apparecchi di riscaldamento.
3.12. L’uso dell’impianto a idrogeno deve essere impedito se si verifica un malfunzionamento parziale o totale del raccordo al sistema di stoccaggio amovibile o dei connettori elettrici tra il sistema di stoccaggio amovibile che possa nuocere alla sicurezza dell’impianto a idrogeno.
3.13. Le operazioni di installazione e rimozione del sistema di stoccaggio amovibile devono essere illustrate su un’etichetta apposta sul veicolo vicino al punto di montaggio del sistema di stoccaggio amovibile. L’etichetta deve inoltre indicare la pressione nominale di lavoro dei serbatoi o del gruppo serbatoio e del raccordo del sistema di stoccaggio amovibile.
3.14. Un’etichetta, apposta sul sistema di stoccaggio amovibile, deve indicare la pressione nominale di lavoro dei serbatoi o del gruppo serbatoio e del raccordo del sistema di stoccaggio amovibile.
3.15. Il numero di omologazione CE del veicolo deve essere riprodotto sul sistema di stoccaggio amovibile.
4. VALVOLE AUTOMATICHE O VALVOLE DI NON RITORNO PER ISOLARE UN SERBATOIO O GRUPPO SERBATOIO OPPURE UN SISTEMA DI PROPULSIONE
4.1. Le valvole d’intercettazione automatiche vanno utilizzate in conformità del regolamento (CE) n. 79/2009, allegato VI, punto 6, e devono rimanere chiuse se non in funzione. Nel caso di un gruppo serbatoio la valvola deve essere montata direttamente su o all’interno di un serbatoio.
4.2. I raccordi o i bocchettoni di rifornimento devono essere utilizzati conformemente al regolamento (CE) n. 79/2009, allegato VI, punto 4. Nel caso di un gruppo serbatoio la valvola deve essere montata direttamente su o all’interno di un serbatoio.
4.3. Se è utilizzato un singolo condotto verso il serbatoio o il gruppo serbatoio sia per il rifornimento che per l’alimentazione, esso deve essere fissato conformemente al punto 4.2 sulla tubazione di rifornimento al punto d’incontro tra la tubazione di rifornimento e la tubazione di alimentazione.
4.4. Nel caso di rottura delle tubazioni di rifornimento o di alimentazione, le valvole d’isolamento di cui ai punti 4.1 e 4.2 non devono essere separate dal serbatoio o gruppo serbatoio.
4.5. Le valvole automatiche che isolano il serbatoio o gruppo serbatoio devono chiudersi nel caso di malfunzionamento dell’impianto a idrogeno che risulta nel rilascio d’idrogeno o in perdite importanti tra il serbatoio o gruppo serbatoio e i sistemi di conversione dell’idrogeno.
4.6. Il flusso di combustibile al sistema di propulsione deve essere protetto da una valvola automatica. La valvola automatica deve funzionare in modo che l’alimentazione d’idrogeno al sistema di propulsione sia interrotta contemporaneamente allo spegnimento del sistema di propulsione, indipendentemente dalla posizione del tasto di avviamento, e resti interrotta fintantoché il sistema di propulsione non è in funzionamento.
4.7. Il flusso di combustibile agli altri sistemi di conversione dell’idrogeno deve essere protetto da una valvola automatica. La valvola automatica deve funzionare in modo che l’alimentazione d’idrogeno agli altri sistemi di conversione dell’idrogeno sia interrotta contemporaneamente allo spegnimento del sistema di conversione dell’idrogeno, indipendentemente dalla posizione del tasto di avviamento, e resti interrotta fintantoché il sistema di conversione dell’idrogeno non è in funzionamento.
5. DISPOSITIVI DI SOVRAPPRESSIONE
5.1. Per i serbatoi destinati all’idrogeno compresso (gassoso) il dispositivo di sovrappressione deve essere un dispositivo attivato termicamente che non si richiude e deve impedire al serbatoio di scoppiare in caso d’incendio.
5.2. Un dispositivo di sovrappressione deve essere installato direttamente sull’apertura del serbatoio, o di almeno un serbatoio di un gruppo serbatoio, oppure in un’apertura di una valvola assemblata nel serbatoio in modo che scarichi l’idrogeno in un’uscita che sfiata all’esterno del veicolo.
5.3. Non deve essere possibile isolare il dispositivo di sovrappressione dal serbatoio protetto da tale dispositivo nel corso del funzionamento normale o in caso di malfunzionamento di un altro componente.
5.4. Lo scarico del gas d’idrogeno dal dispositivo di sovrappressione non deve essere indirizzato:
|
a) |
verso terminali elettrici esposti, commutatori elettrici esposti o altre fonti d’ignizione; |
|
b) |
all’interno o verso l’abitacolo o il vano bagagliaio; |
|
c) |
all’interno di o verso un passaruota del veicolo; |
|
d) |
verso qualsiasi componente di classe 0; |
|
e) |
in avanti rispetto al veicolo o orizzontalmente dal retro o dai lati del veicolo. |
5.5. Le dimensioni interne dello sfiato non devono impedire il funzionamento del dispositivo di sovrappressione.
5.6. Lo sfiato del dispositivo di sovrappressione deve essere protetto dalle ostruzioni (sporcizia, ghiaccio e entrata di acqua) nel limite del ragionevole.
5.7. Lo scarico del dispositivo di sovrappressione deve essere orientato in modo che se lo sfiato si stacca dal dispositivo di sovrappressione, il flusso di gas in uscita non interessi direttamente altri serbatoi o gruppi serbatoi, a meno che non siano protetti.
6. VALVOLE DI SOVRAPPRESSIONE
6.1. Se viene utilizzato un dispositivo di sovrappressione deve essere installato in modo da poter sfiatare in uno scarico atmosferico che porta all’esterno del veicolo.
6.2. Non deve essere possibile isolare la valvola di sovrappressione dai componenti a idrogeno o da parte dell’impianto a idrogeno che essa protegge nel corso del funzionamento normale o in caso di malfunzionamento di un altro componente.
6.3. Lo scarico del gas d’idrogeno dalla valvola di sovrappressione non deve essere indirizzato:
|
a) |
verso terminali elettrici esposti, commutatori elettrici esposti o altre fonti d’ignizione; |
|
b) |
all’interno o verso l’abitacolo o il vano bagagliaio; |
|
c) |
all’interno di o verso un passaruota del veicolo; |
|
d) |
verso qualsiasi componente di classe 0. |
6.4. Lo scarico della valvola di sovrappressione deve essere protetto dalle ostruzioni (sporcizia, ghiaccio e entrata di acqua) nel limite del ragionevole.
7. TUBAZIONI DI ALIMENTAZIONE RIGIDE E FLESSIBILI
7.1. Le tubazioni di alimentazione rigide devono essere fissate in modo da non essere soggette a vibrazioni critiche e/o altre sollecitazioni meccaniche.
7.2. Le tubazioni di alimentazione flessibili devono essere fissate in modo tale da evitare sollecitazioni a torsione e abrasioni.
7.3. Le tubazioni di alimentazione rigide e flessibili devono essere progettate in modo da minimizzare ragionevolmente le sollecitazioni nelle tubazioni durante la rimozione o l’installazione di componenti d’idrogeno adiacenti.
7.4. Al punto di fissaggio, le tubazioni di alimentazione rigide o flessibili devono essere montate in modo tale da evitare la corrosione interstiziale ed elettrolitica.
7.5. Le tubazioni di alimentazione rigide e flessibili devono essere installate in modo da minimizzare ragionevolmente l’esposizione ai danni incidentali sia all’interno (ad esempio caricando o spostando valigie o altri carichi) sia all’esterno del veicolo (ad esempio a causa di terreni accidentati o elevatori).
7.6. Ai passaggi tra il corpo del veicolo o altri componenti a idrogeno le tubazioni di alimentazione devono essere provviste di guarnizioni o altro materiale di protezione.
7.7. Se raccordi sono installati nell’abitacolo o in un vano bagagli chiuso, le tubazioni di alimentazione e i raccordi devono essere racchiusi in una camicia che rispetta le stesse prescrizioni per i contenitori a tenuta stagna al gas di cui al punto 10.
8. RACCORDI TRA COMPONENTI A IDROGENO
8.1. Il costruttore del veicolo deve garantire che i materiali usati per i raccordi siano scelti in modo da prevenire la corrosione elettrolitica e interstiziale.
8.2. Il numero di giunti deve essere limitato al minimo.
8.3. Il costruttore deve indicare i mezzi per sottoporre i giunti alla prova di tenuta a fini d’ispezione. Se viene specificata una prova di tenuta con un agente attivo in superficie, i giunti devono essere ubicati in modo da essere accessibili.
9. SISTEMA DI RIFORNIMENTO
9.1. Il bocchettone deve essere fissato in modo da evitare posizioni difettose e la rotazione. Inoltre deve essere protetto dalla manomissione e dall’ingresso di sporcizia e acqua entro i limiti del ragionevole, ad esempio mediante uno sportellino chiuso a chiave. Il bocchettone deve essere protetto contro errori di manipolazione prevedibili.
9.2. Il bocchettone deve essere installato in modo che l’accesso per il riempimento non sia ubicato nell’abitacolo, nel vano bagagli o in altri vani non ventilati.
9.3. Il bocchettone non deve essere montato all’interno di elementi che assorbano l’energia esterna, ad esempio paraurti.
9.4. La pressione di esercizio nominale del bocchettone deve essere uguale alla pressione di esercizio nominale dei componenti a idrogeno di classe 0 a monte di e incluso il primo regolatore di pressione.
9.5. Si deve garantire che il sistema di propulsione o il sistema di conversione dell’idrogeno, esclusi i dispositivi di sicurezza, non siano in funzione e che il veicolo sia immobilizzato durante il rifornimento.
9.6. Etichette contenenti le seguenti informazioni devono essere apposte vicino al bocchettone, ad esempio all’interno di uno sportellino per il rifornimento:
H2 gas
«xx» MPa
dove «xx» = pressione di esercizio nominale dei serbatoi.
10. COMPARTIMENTO STAGNO AL GAS
10.1. Il compartimento stagno al gas deve sfiatare nell’atmosfera.
10.2. Il foro di ventilazione del compartimento stagno al gas deve trovarsi nel punto più alto del contenitore installato nel veicolo, nei limiti del ragionevole. Non deve scaricare sull’arco passaruota né in direzione di una sorgente di calore come la tubazione di scarico. Inoltre deve scaricare in modo che l’idrogeno non possa entrare all’interno del veicolo.
10.3. Le connessioni e i componenti elettrici situati nel compartimento stagno al gas devono essere fabbricati in modo tale che non sia possibile la formazione di scintille.
10.4. Durante le prove il condotto di sfiato deve essere sigillato ermeticamente e il compartimento stagno al gas deve soddisfare i requisiti del punto 1.2 a una pressione di 0,01 MPa e senza deformazioni permanenti.
10.5. Il sistema di collegamento deve essere fissato alla camicia o al compartimento a tenuta stagna e al condotto passante mediante fascette o altro in modo conforme ai requisiti di tenuta di cui al punto 10.4.
11. IMPIANTO ELETTRICO
11.1. I componenti elettrici dell’impianto a idrogeno devono essere protetti da eventuali sovraccarichi.
11.2. I raccordi di alimentazione devono essere stagni contro l’ingresso di idrogeno qualora siano presenti componenti a idrogeno o siano possibili fughe di idrogeno.
12. SISTEMA DI SICUREZZA STRUMENTATO
12.1. I sistemi di sicurezza strumentati devono essere protetti contro i malfunzionamenti o superflui.
12.2. Se i sistemi di sicurezza strumentati sono costituiti da sistemi elettronici protetti contro i malfunzionamenti e provvisti di auto-monitoraggio, sono d’applicazione le prescrizioni particolari di cui all’allegato VI.
13. PRESCRIZIONI PER L’ISPEZIONE DELL’IMPIANTO A IDROGENO
13.1. Ogni impianto a idrogeno deve essere sottoposto a ispezione almeno ogni 48 mesi dopo la data di entrata in circolazione e al momento di qualsiasi nuova installazione.
13.2. L’ispezione è eseguita da un servizio tecnico, conformemente alle specifiche del costruttore di cui all’allegato I, parte 3.
PARTE 2
Requisiti dei serbatoi progettati per l’impiego di idrogeno compresso (gassoso)
1. INTRODUZIONE
Il presente allegato stabilisce i requisiti e le procedure di prova dei serbatoi progettati per l’impiego di idrogeno compresso (gassoso).
1.1. Tipo di serbatoio
I serbatoi sono classificati secondo il tipo in base al tipo di costruzione conformemente all’allegato IV, punto 1, del regolamento (CE) n. 79/2009.
2. PRESCRIZIONI GENERALI
2.1. Il costruttore è libero di progettare la forma del serbatoio, a condizione che si conformi a tutte le prescrizioni appropriate di cui al punto 3.
2.2. Gruppo serbatoio
2.2.1. Il gruppo serbatoio è omologato come un serbatoio qualora il gruppo serbatoio e le camicie che lo costituiscono siano omologati conformemente alle prescrizioni di cui ai punti 3 e 4.
2.2.2. In alternativa, il gruppo serbatoio è omologato come un serbatoio qualora il gruppo serbatoio sia conforme alle prescrizioni di cui ai punti 3 e 4. Le camicie del serbatoio non devono soddisfare tutte le disposizioni di cui ai punti 3 e 4 a condizione che il gruppo serbatoio soddisfi tutte le disposizioni dei punti 3 e 4 adeguate al tipo di materiali e al metodo di costruzione usati.
2.2.3. Nonostante le prescrizioni di cui ai punti 2.2.1 e 2.2.2, il gruppo serbatoio deve soddisfare i requisiti del punto 4.2.4 (prova d’incendio), 4.2.10 (prova di danni da urto) e 4.2.11 (prova di tenuta).
2.2.4. È consentito un massimo di quattro serbatoi per gruppo serbatoio.
2.2.5. Nel gruppo serbatoio non vanno utilizzate tubazioni di alimentazione flessibili come tubazioni di alimentazione integrale interconnesse.
3. PRESCRIZIONI TECNICHE
3.1. Prescrizioni generali
I serbatoi devono soddisfare i requisiti tecnici di cui ai punti da 3.2 a 3.11.
3.2. Protezione antincendio
Il serbatoio, i dispositivi di sovrappressione e qualsiasi coibentazione aggiunta o materiale protettivo devono collettivamente impedire al serbatoio di scoppiare se esposto al fuoco. Occorre specificare la disposizione del sistema antincendio.
3.3. Filettature in aperture
Le aperture con filettature coniche e cilindriche possono essere utilizzate in tutti i tipi di serbatoio. Le filettature devono essere conformi ad una norma internazionale o nazionale riconosciuta.
3.4. Protezione della parte esterna rispetto all’ambiente
Qualsiasi rivestimento applicato sui serbatoi deve avere caratteristiche tali per cui il processo di applicazione non incida negativamente sulle proprietà meccaniche del serbatoio. Il rivestimento deve essere progettato in modo da facilitare la successiva ispezione in servizio e il costruttore deve fornire indicazioni sul trattamento del rivestimento nel corso dell’ispezione allo scopo di garantire l’integrità del serbatoio nel tempo.
3.5. Requisiti relativi ai materiali
3.5.1. Prescrizioni generali
I materiali utilizzati devono essere idonei alle condizioni di impiego specificate al punto 2.7. Il contatto tra materiali incompatibili deve essere evitato.
3.5.2. Acciai
3.5.2.1. Gli acciai per i serbatoi e per le camicie devono essere conformi ai requisiti di cui ai punti 6.1 a 6.4 della norma ISO 9809-1 o dai punti 6.1 a 6.3 della norma ISO 9809-2, a seconda dei casi.
3.5.2.2. Gli acciai inossidabili per i serbatoi e per le camicie devono essere conformi ai punti da 4.1 a 4.4 della norma EN 1964-3.
3.5.2.3. Gli acciai inossidabili saldati utilizzati per i serbatoi e per le camicie devono essere conformi ai punti da 4.1 a 4.3 della norma EN 13322-2.
3.5.3. Lega di alluminio
3.5.3.1. Le leghe di alluminio utilizzate per i serbatoi e per le camicie devono essere conformi ai punti 6.1 e 6.2 della norma ISO 7866.
3.5.3.2. Le leghe di alluminio saldate utilizzate per i serbatoi e per le camicie devono essere conformi ai punti 4.1 e 4.3 della norma EN 12862.
3.5.4. Materiali plastici utilizzati per le camicie
I materiali utilizzati per le camicie in materia plastica possono essere termoplastici o termoindurenti.
3.5.5. Fibre
Il costruttore del serbatoio deve conservare per la vita d’impiego prevista del serbatoio il fascicolo riguardante le specifiche pubblicate dei materiali compositi, inclusi i risultati delle prove principali (prova di trazione, le raccomandazioni del fabbricante del materiale relative all’immagazzinamento, le condizioni e la durata di conservazione).
Il costruttore del serbatoio deve conservare, per la vita prevista di ogni lotto di serbatoi, la certificazione del fabbricante delle fibre attestante che ogni spedizione è conforme alle specifiche del prodotto del costruttore.
3.5.6. Resine
Come materiale polimerico per l’impregnazione delle fibre possono essere utilizzate resine termoplastiche o termoindurenti.
3.6. Rapporti di pressione di scoppio
Il rapporto della pressione minima di scoppio (l’effettiva pressione di scoppio minima del serbatoio divisa dalla pressione di esercizio nominale) non deve essere inferiore ai valori di cui alla tabella IV.3.6.
Tabella IV.3.6
Rapporto di pressione minima di scoppio
|
|
Tipo di serbatoio |
||||
|
Costruzione |
Tipo 1 |
Tipo 2 |
Tipo 3 |
Tipo 4 |
|
|
Interamente in metallo |
2,25 |
|
|
|
|
|
Camicia esterna |
Vetro |
|
2,4 |
3,4 |
3,5 |
|
Aramide |
|
2,25 |
2,9 |
3,0 |
|
|
Carbonio |
|
2,25 |
2,25 |
2,25 |
|
|
Ibrido |
|
||||
3.7. Prescrizioni per la costruzione dei serbatoi
3.7.1. Serbatoi di tipo 1
Non deve essere usato un processo di formatura per sigillare le estremità dei serbatoi in lega d’alluminio. Le estremità della base dei serbatoi in acciaio sigillate mediante formatura devono essere sottoposte a PND (prove non distruttive) o controlli equivalenti. Non si deve aggiungere metallo nel processo di chiusura delle estremità. Lo spessore e la finitura superficiale di ogni serbatoio devono essere esaminati prima delle operazioni di formatura delle estremità.
Dopo la formatura delle estremità i serbatoi devono essere sottoposti ad un trattamento termico fino ad ottenere una durezza rientrante nell’intervallo di valori specificato dal progetto. Non è consentito il trattamento termico localizzato.
L’eventuale dispositivo di fissaggio costituito da un collare, da un anello a livello della parte inferiore del serbatoio o da un accessorio di supporto deve essere di materiale compatibile con il materiale del serbatoio e deve essere saldamente fissato con un metodo diverso dalla saldatura, dalla brasatura forte o dalla brasatura dolce.
3.7.2. Serbatoi di tipo 2, 3 e 4
3.7.2.1. Avvolgimento dei filamenti compositi
Se il serbatoio in materiale composito è fabbricato da una camicia ricoperta da avvolgimenti continui di filamenti, le operazioni di avvolgimento dei filamenti devono essere comandate da computer o meccanicamente. Durante l’avvolgimento i parametri principali devono essere sorvegliati e mantenuti entro le tolleranze specificate e ciò deve essere documentato in un apposito rapporto. I parametri principali sono:
|
a) |
tipo di fibra, compresi tex value e dimensioni; |
|
b) |
numero di fili di fibra per larghezza; |
|
c) |
tipo di resina e rapporto di miscelazione dei componenti; |
|
d) |
modalità d’impregnazione, peso o frazione di volume della resina o fibra; |
|
e) |
riferimento del programma di avvolgimento e angolo di avvolgimento; |
|
f) |
numero rotazioni di avvolgimento; |
|
g) |
numero di cicli di avvolgimento elicoidale (solo serbatoi di tipo 3 e 4); |
|
h) |
larghezza di banda; |
|
i) |
tensione di avvolgimento; |
|
j) |
velocità di avvolgimento; |
|
k) |
temperatura della resina. |
3.7.2.2. Trattamento (curing) delle resine termoindurenti
Una volta terminato l’avvolgimento dei filamenti le resine termoindurenti devono essere sottoposte a indurimento (curing) mediante riscaldamento, utilizzando una curva tempo-temperatura predeterminata e controllata. La relazione tempo-temperatura deve essere documentata durante il ciclo di indurimento.
Il tempo di indurimento massimo e la temperatura per i serbatoi con camicie in lega d’alluminio devono essere inferiori al tempo e alla temperatura che possono avere effetti negativi sulle proprietà del metallo.
Per i serbatoi di tipo 4 la temperatura di indurimento (curing) per le resine termoindurenti deve essere di almeno 10 °C inferiore alla temperatura di rammollimento della camicia in materiale plastico.
3.7.2.3. Pretensionamento della cerchiatura (autofrettage)
L’eventuale pretensionamento della cerchiatura deve essere effettuato prima della prova idraulica. La pressione di pretensionamento della cerchiatura deve essere compresa entro i limiti stabiliti dal costruttore.
3.7.2.4. Camicie metalliche
La saldatura di camicie in acciaio inossidabile deve essere conforme ai punti 6.1, 6.2 e 6.4 della norma EN 13322-2. La saldatura delle camicie in lega d’alluminio deve essere conforme ai punti 4.1.2 e 6.1 della norma EN 12862.
3.8. Marcature del serbatoio
Su ogni serbatoio, e se del caso sulla superficie esterna di un gruppo di serbatoi incapsulati in modo permanente, il costruttore deve apporre marcature permanenti leggibili, di altezza non inferiore a 6 mm. Le marcature devono essere realizzate mediante etichette incorporate nei rivestimenti in resina, etichette fissate con adesivo, stampigliature a bassa pressione sulle estremità rinforzate dei serbatoi di tipo 1 e 2 oppure mediante una combinazione di detti sistemi di marcatura. Le etichette adesive e la loro applicazione devono essere conformi alla norma ISO 7225 o ad una norma equivalente. Sono ammesse più etichette, che devono essere collocate in modo tale da non venire coperte dalle staffe di montaggio. Oltre al marchio di omologazione CE dei componenti di cui all’allegato II, parte 3, su ogni serbatoio omologato a norma del presente regolamento devono essere apposti i seguenti dati in modo chiaramente leggibile:
|
a) |
nome del costruttore; |
|
b) |
numero di serie unico per ogni serbatoio; |
|
c) |
un’etichetta quale indicata all’allegato V, punto 3.2; |
|
d) |
pressione di esercizio nominale (MPa) a 15 °C; |
|
e) |
mese e anno di omologazione (ad esempio 2009/01); |
|
f) |
la dicitura «NON UTILIZZARE DOPO XXXX/XX», dove XXXX/XX indica l’anno e il mese di produzione più la vita d’impiego approvata del serbatoio. Tuttavia, la data di scadenza può essere basata sulla data di spedizione del serbatoio dal costruttore, a condizione che sia stato immagazzinato in luogo asciutto senza pressione interna; |
|
g) |
«numero di cicli di riempimento xxxx», dove xxxx corrisponde al numero di cicli di riempimento a norma del punto 2.7.6. |
3.9. Prescrizioni per le prove per lotto
3.9.1. Prove per lotto
3.9.1.1. Prescrizioni generali
Il costruttore deve effettuare prove per lotto sui serbatoi finiti che sono rappresentativi della produzione normale. In ogni lotto si devono scegliere a caso i serbatoi finiti. In nessun caso un lotto deve superare 200 serbatoi finiti più i serbatoi finiti utilizzati nelle prove distruttive o il numero prodotto in un turno di produzione, qualunque sia maggiore.
La frequenza delle prove per lotto può essere ridotta nel modo seguente.
|
a) |
Se su 10 lotti di produzione consecutiva di serbatoi nessuno dei serbatoi presenta perdite o si rompe entro 1,5 volte il numero di cicli prescritti, la prova dei cicli di pressione può essere effettuata su un serbatoio per ogni 5 lotti di produzione. Se uno dei serbatoi sottoposti a prova non supera il numero prescritto di 1,5 volte il numero di cicli di pressione, è necessario effettuare prove per lotto per i prossimi cinque lotti di produzione per ritornare alla frequenza ridotta di prova. |
|
b) |
Se su 10 lotti di produzione consecutiva di serbatoi nessuno dei serbatoi presenta perdite o si rompe entro 2 volte il numero di cicli prescritti, la prova dei cicli di pressione può essere effettuata su un serbatoio per ogni 10 lotti di produzione. Se uno dei serbatoi sottoposti a prova non supera il numero prescritto di 2 volte il numero di cicli di pressione, è necessario effettuare prove per lotto per i prossimi dieci lotti di produzione per ritornare alla frequenza ridotta di prova. |
|
c) |
Nel caso siano trascorsi più di 3 mesi dall’ultima prova per lotto dei cicli di pressione, un serbatoio prelevato dal lotto di produzione successivo deve essere sottoposto alle prove di pressione allo scopo di mantenere la frequenza ridotta di prova. |
Le seguenti prove per lotto sono prescritte:
|
a) |
un serbatoio finito deve essere sottoposto alla prova dei cicli di pressione a temperatura ambiente di cui al punto 3.9.1.2; |
|
b) |
un serbatoio, una camicia o un campione testimone sottoposto a trattamento termico rappresentativo dei serbatoi finiti o delle camicie deve essere sottoposto alle prove di cui alla tabella IV.3.9; |
|
c) |
un serbatoio finito deve essere sottoposto alla prova di scoppio. Se un serbatoio finito supera la prova dei cicli di pressione a temperatura ambiente, lo stesso serbatoio può essere sottoposto alla prova di scoppio; |
|
d) |
se è utilizzato un rivestimento esterno protettivo ecologico, ad esempio vernice/rivestimento organico, un serbatoio finito o un campione testimone rappresentativo del lotto deve essere sottoposto alla prova del rivestimento per lotti. |
Se le prove vengono effettuate su un numero di serbatoi più elevato rispetto a quello previsto, tutti i risultati devono essere documentati.
Tutti i serbatoi rappresentati da una prova per lotto che non soddisfano i requisiti specificati devono essere sottoposti alle procedure di cui al punto 3.9.2.
Tabella IV.3.9
Prove per lotto
|
Prova e riferimento |
Tipo di serbatoio |
Valore del progetto specificato |
Valore di della prova |
||||
|
1 |
2 |
3 |
4 |
||||
|
Prova di trazione |
|
|
|
|
|
|
|
|
Charpy impact test |
|
|
|
|
|
|
|
|
Prova di piegamento |
|
|
|
|
|
|
|
|
Controllo macroscopico |
|
|
|
|
|
|
|
|
4.1.2. |
Prova della temperatura di rammollimento |
|
|
|
|
|
|
|
4.1.6. |
Prova del rivestimento per lotti |
|
|
|
|
|
|
|
4.2.1. |
Prova di scoppio |
|
|
|
|
|
|
|
4.2.2. |
Prova dei cicli di pressione a temperatura ambiente |
|
|
|
|
|
|
|
4.2.11. |
Prova di tenuta |
|
|
|
|
|
|
|
4.2.13. |
Prova di coppia sul bocchello di estremità |
|
|
|
|
|
|

























3.9.1.2. Frequenza della prova dei cicli di pressione a temperatura ambiente
I serbatoi finiti devono essere sottoposti alla prova dei cicli di pressione a temperatura ambiente ad una frequenza definita come segue:
|
a) |
un serbatoio da ogni lotto deve essere sottoposto alla prova dei cicli per 3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6; |
|
b) |
se per 10 lotti di produzione successivi nessuno dei serbatoi sottoposti alla prova dei cicli di cui alla lettera a) presenta perdite o rotture entro 4,5 volte il numero di cicli di riempimento conformemente al punto 2.7.6, la frequenza della prova dei cicli di pressione può essere ridotta a un serbatoio ogni 5 lotti di produzione e il serbatoio va selezionato dal primo dei 5 lotti; |
|
c) |
se per 10 lotti di produzione successivi nessuno dei serbatoi sottoposti alla prova dei cicli di cui alla lettera a) presenta perdite o rotture entro 6,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6, la frequenza della prova dei cicli di pressione può essere ridotta a un serbatoio ogni 10 lotti di produzione e il serbatoio va selezionato dal primo dei 10 lotti; |
|
d) |
nel caso siano trascorsi più di 3 mesi dall’ultimo lotto di produzione, un serbatoio prelevato dal lotto di produzione successivo deve essere sottoposto alle prove dei cicli di pressione allo scopo di mantenere la frequenza ridotta di esecuzione delle prove di cui alle lettere b) o c); |
|
e) |
se uno dei serbatoi sottoposti alla prova dei cicli di pressione eseguita con frequenza ridotta come previsto alle lettere b) o c) non supera il numero richiesto di cicli di pressione (3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6), è necessario tornare alla frequenza di prova di cui alla lettera a) per almeno 10 lotti di produzione per poter ristabilire la frequenza ridotta di esecuzione delle prove dei cicli di pressione di cui alle lettere b) o c) precedenti; |
|
f) |
se uno dei serbatoi di cui alle lettere a), b) o c) non soddisfa il requisito di 3,0 volte il numero di cicli di riempimento di cui al punto 2.7.6, deve essere determinata e corretta la causa del difetto conformemente alle procedure di cui al punto 3.9.2. La prova dei cicli di pressione deve essere quindi ripetuta su altri tre serbatoi dello stesso lotto. Se uno di questi tre serbatoi supplementari non soddisfa il requisito di 3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6, il lotto deve essere scartato. Il costruttore deve dimostrare che i serbatoi prodotti dall’ultima prova per lotto positiva soddisfano tutti i requisiti della prova per lotto. |
3.9.2. Non conformità ai requisiti di prova
In caso di non conformità ai requisiti di prova, si devono ripetere le prove oppure il trattamento termico con relativa ripetizione delle prove secondo quanto di seguito indicato:
|
a) |
deve essere effettuata un’ulteriore prova se è dimostrato che è stato commesso un errore di esecuzione della prova oppure un errore di misurazione. Se il risultato di questa ulteriore prova è soddisfacente, non si tiene conto della prima prova; |
|
b) |
se la prova è stata effettuata in modo soddisfacente si deve individuare la causa del mancato superamento della stessa. |
Se si ritiene che l’esito negativo della prova sia dovuto al trattamento termico applicato, il costruttore può sottoporre tutti i serbatoi del lotto ad un nuovo trattamento termico.
Se l’esito negativo della prova non è dovuto al trattamento termico applicato, tutti i serbatoi identificati come difettosi devono essere scartati o riparati utilizzando un metodo approvato. I serbatoi non scartati sono in questo caso considerati come appartenenti a un nuovo lotto.
In entrambi i casi devono essere ripetute tutte le prove pertinenti su prototipo o su lotto necessarie per dimostrare l’accettabilità del nuovo lotto. Se l’esito di una o più prove è anche solo in parte insoddisfacente, tutti i serbatoi di quel lotto devono essere scartati.
3.10. Prescrizioni relative ai controlli e alle prove di produzione
Le prove e i controlli della produzione devono essere effettuati su tutti i serbatoi durante e dopo la produzione in base alle seguenti modalità:
|
a) |
verifica che attesti che le dimensioni principali e la massa del serbatoio finito, dell’eventuale camicia interna e della camicia esterna rientrano nelle tolleranze di progetto; |
|
b) |
verifica della conformità ai parametri principali di produzione di cui all’appendice della scheda informativa conformemente all’allegato II, parte 1, incluso il controllo della finitura superficiale specificata, esaminando con particolare attenzione le pieghe e le grinze sul collo delle estremità imbutite o forgiate o ogivate a caldo al tornio, nonché le aperture o bocchelli; |
|
c) |
per i serbatoi e le camicie in metallo, PND (prove non distruttive) conformemente all’allegato B della norma ISO 9809 o all’allegato C della norma EN 1964-3 o all’allegato B della norma EN 13322-2, oppure un metodo equivalente capace di rilevare la dimensione massima consentita dei difetti, per verificare che la dimensione massima dei difetti non sia superiore alla dimensione specificata nel progetto determinata come segue. |
Inoltre le camicie in acciaio inossidabile saldate devono essere esaminate conformemente al punto 6.8.2 della norma EN 13322-2 e le camicie in lega d’alluminio saldate devono essere esaminate conformemente al punto 6.2.1 (parte seconda) e 6.2.3 della norma EN 12862.
Per i serbatoi di tipo 1, 2 e 3 si deve determinare la dimensione massima consentita dei difetti in qualsiasi punto del serbatoio metallico o della camicia metallica, che non raggiungerà dimensioni critiche prima del termine previsto per la ripetizione delle prove oppure entro la vita di impiego qualora non sia prevista la ripetizione delle prove. La dimensione critica del difetto è definita come il difetto massimo di spessore della parete (del serbatoio o della camicia) che consentirebbe al gas immagazzinato di fuoriuscire senza provocare la rottura del serbatoio. La dimensione dei difetti corrispondente ai criteri di scarto per la scansione a ultrasuoni o esame equivalente deve essere inferiore alla dimensione massima consentita dei difetti. Per i serbatoi di tipo 2 e 3, il presupposto è che i materiali non metallici non subiscano alcun danno dovuto a fenomeni dipendenti dal tempo. La dimensione consentita dei difetti per le PND deve essere determinata mediante un metodo appropriato.
I serbatoi devono soddisfare le seguenti prescrizioni:
|
a) |
prova di durezza per i serbatoi metallici e le camicie metalliche conformemente al punto 4.1.8; |
|
b) |
prova idraulica conformemente al punto 4.2.15; |
|
c) |
prova di tenuta per i serbatoi di tipo 4 e per le camicie metalliche saldate di tipo 3 conformemente al punto 4.2.11; |
|
d) |
verifica delle marcature conformemente al punto 3.8. |
Un riassunto dei controlli e delle prove della produzione prescritti per ogni serbatoio figura nella tabella IV.3.10.
Tabella IV.3.10
Prove e controlli della produzione
|
Prove e controlli della produzione e riferimenti |
Tipo di serbatoio |
||||
|
1 |
2 |
3 |
4 |
||
|
|
Dimensioni progettuali principali |
|
|
|
|
|
Appendice della scheda informativa conformemente all’allegato II, parte 1 |
Parametri principali di produzione |
|
|
|
|
|
|
PND |
|
|
|
|
|
4.1.8. |
Prova di durezza |
|
|
|
|
|
4.2.11. |
Prova di tenuta |
|
|
|
|
|
4.2.15. |
Prova idraulica |
|
|
|
|
|
3.8. |
Marcature |
|
|
|
|
























3.11. Modifiche
Le modifiche possono essere approvate conformemente al programma ridotto di cui alla tabella IV.3.11. Le modifiche importanti non figuranti nella tabella IV.3.11 sono soggette alle prove di omologazione complete.
Tabella IV.3.11
Prove di omologazione delle modifiche
|
|
Tipo di prova |
|||||||||||
|
Materiali — punti 4.1.1-4.1.8, a seconda dei casi |
Compatibilità con l’idrogeno — punto 4.1.7 |
Prova di scoppio — punto 4.2.1 |
Cicli di pressione a temperatura ambiente — punto 4.2.2 |
LBB prestazioni — punto 4.2.3 |
Prova d’incendio (bonfire) — punto 4.2.4 |
Penetrazione — punto 4.2.5 |
Esposizione chimica — punto 4.2.6 |
Tolleranza dei difetti nei materiali compositi — punto 4.2.7 |
Rottura accelerata da sollecitazione — punto 4.2.8 |
Prova dei danni da urto — punto 4.2.10 |
Permeazione — punto 4.2.12 Momento torcente sul bocchello — punto 4.2.13 Cicli dell’idrogeno gassoso — punto 4.2.14 |
|
|
Produttore della fibra |
|
|
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
|
|
|
|
2, 3, 4 |
3, 4 |
|
|
Materiale metallico del serbatoio o della camicia |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
1, 2 |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
2, 3 |
2, 3 |
3 |
|
|
Materiale plastico della camicia |
4 |
|
|
4 |
|
|
|
4 |
|
|
|
4 |
|
Materiale fibra |
2, 3, 4 |
|
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
3, 4 |
|
|
Materiale resina |
|
|
|
|
|
|
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
3, 4 |
|
|
Variazione del diametro ≤ 20 % |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Variazione del diametro > 20 % |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
2, 3, 4 |
|
3, 4 |
|
|
Variazione della lunghezza ≤ 50 % |
|
|
1, 2, 3, 4 |
|
|
— |
|
|
|
|
|
|
|
Variazione della lunghezza > 50 % |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
1, 2, 3, 4 |
|
|
|
|
3, 4 |
|
|
Variazione della pressione di esercizio nominale ≤ 20 % (11) |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Variazione della pressione di esercizio nominale >20 % (11) |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
1, 2, 3, 4 |
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
Forma del fondello |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
4 |
|
Dimensioni apertura |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Modifica rivestimento |
2, 3, 4 |
|
|
|
|
|
|
2, 3, 4 |
|
|
|
|
|
Progettazione del bocchello |
|
|
|
|
|
|
|
|
|
|
|
4 (12) |
|
Modifica processo produzione (13) |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Sistema antincendio |
|
|
|
|
|
1, 2, 3, 4 |
|
|
|
|
|
|
|
Note esplicative: ad esempio: 2,3 indica che una prova è prescritta solo per i serbatoi di tipo 2 e 3. |
||||||||||||
4. PROCEDURE DI PROVA
4.1. Prove sui materiali
Le prove sui materiali sono effettuate conformemente alla tabella IV.4.1 e alle procedure di prova di cui ai punti 4.1.1-4.1.8.
Tabella IV.4.1
Prove sui materiali
|
|
Applicabile al materiale |
|||||
|
Prove sui materiali |
Acciai |
Lega di alluminio |
Camicia di materia plastica |
Fibra |
Resina |
Rivestimento |
|
Prova di trazione (15) |
|
|
|
|
|
|
|
Charpy impact test (16) |
|
|
|
|
|
|
|
Prova di piegamento (17) |
|
|
|
|
|
|
|
Controllo macroscopico (18) |
|
|
|
|
|
|
|
Prova di corrosione (19) |
|
|
|
|
|
|
|
Prova di fessurazione da carico permanente (20) |
|
|
|
|
|
|
|
Prova della temperatura di rammollimento |
|
|
|
|
|
|
|
Prova della temperatura di transizione vetrosa |
|
|
|
|
|
|
|
Prova di resistenza al taglio della resina |
|
|
|
|
|
|
|
Prova del rivestimento |
|
|
|
|
|
|
|
Prova di compatibilità con l’idrogeno (21) |
|
|
|
|
|
|


















4.1.1. Prova di trazione
4.1.1.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 4.
Il test è applicabile unicamente alle camicie di materiale plastico.
Prove di omologazione — numero di camicie da sottoporre a prova: 2.
4.1.1.2. Procedura
Le proprietà meccaniche per i materiali plastici utilizzati per le camicie devono essere sottoposte a prova a –40 °C conformemente alla norma ISO 527-2.
4.1.1.3. Requisiti
I risultati di prova devono essere entro il campo indicato dal costruttore nell’appendice della scheda informativa di cui all’allegato II, parte 1.
4.1.1.4. Risultati
La resistenza a trazione e l’allungamento a rottura dei materiali plastici utilizzati per la camicie devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.1.2. Prova della temperatura di rammollimento
4.1.2.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 4.
Il test è applicabile unicamente ai materiali polimerici.
Prove di omologazione — numero di camicie da sottoporre a prova: 1.
Prove per lotto — numero di camicie da sottoporre a prova: 1.
4.1.2.2. Procedura
La temperatura di rammollimento dei materiali polimerici delle camicie finite deve essere determinata in base al metodo A50 di cui alla norma ISO 306.
4.1.2.3. Requisito
La temperatura di rammollimento deve essere di ≥ 100 °C.
4.1.2.4. Risultati
La resistenza a trazione e l’allungamento a rottura dei materiali plastici utilizzati per la camicie devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.1.3. Prova della temperatura di transizione vetrosa
4.1.3.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 2, 3 e 4.
Il test è applicabile unicamente alle resine.
Prove di omologazione — numero di campioni da sottoporre a prova: 3.
4.1.3.2. Procedura
La temperatura di transizione vetrosa della resina deve essere determinata conformemente alla norma ASTM D3418.
4.1.3.3. Requisiti
I risultati di prova devono essere entro il campo indicato dal costruttore nell’appendice della scheda informativa di cui all’allegato II, parte 1.
4.1.3.4. Risultati
I risultati finali della prova devono essere documentati da un verbale di prova e presentati in forma riassuntiva, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2. La temperatura di transizione vetrosa da presentare è il valore minimo misurato.
4.1.4. Prova di resistenza al taglio della resina
4.1.4.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 2, 3 e 4.
Il test è applicabile unicamente alle resine.
Prove di omologazione — numero di campioni da sottoporre a prova: 3.
4.1.4.2. Procedura
Le resine devono essere sottoposte a prova su un provino campione rappresentativo della camicia esterna conformemente alla norma ASTM D2344/D2344M.
4.1.4.3. Requisiti
Dopo 24 ore di bollitura in acqua, il materiale composito deve avere una resistenza minima al taglio di 13,8 MPa.
4.1.4.4. Risultati
La resistenza minima al taglio della resina deve essere presentata in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.1.5. Prova del rivestimento
4.1.5.1. Campionamento
La prova è applicabile a tutti i tipi di serbatoio che hanno un rivestimento esterno protettivo ecologico, ad esempio vernice/rivestimento organico.
Prove di omologazione — numero di campioni da sottoporre a prova: come indicato nelle relative norme.
4.1.5.2. Procedura e requisiti
I rivestimenti sono valutati in base ai criteri seguenti.
|
a) |
Prove di adesione conformemente alla norma ISO 4624 utilizzando il metodo A o il metodo B, a seconda dei casi. Il rivestimento deve mostrare un indice di adesione di 4. |
|
b) |
Prove di flessibilità conformemente alla norma ASTM D522, utilizzando il metodo di prova B con un mandrino da 12,7 mm allo spessore specificato, a –20 °C. I campioni di prova devono essere preparati conformemente alla norma ASTM D522. Non devono essere riscontrate fessurazioni visibili. |
|
c) |
Resistenza all’impatto conformemente alla norma ASTM D2794. Il rivestimento deve superare una prova d’urto preliminare a 18 J, a temperatura ambiente. |
|
d) |
Resistenza chimica conformemente alla norma ASTM D1308. La prova deve essere effettuata utilizzando il metodo della prova per punti discontinui (Open Spot Test) e un’esposizione di 100 ore ad una soluzione di acido solforico al 30 percento (acido per batterie con una densità relativa di 1,219) ed un’esposizione di 24 ore a un glicole polialchilene (ad esempio fluido per freni). Non si deve riscontrare sollevamento, formazione di bolle o rammollimento del rivestimento. L’adesione deve essere di grado 3 nel caso di prova eseguita conformemente alla norma ASTM D3359. Questa prova non è necessaria se viene effettuata una prova a norma del punto 4.2.6. |
|
e) |
Esposizione alla luce e all’acqua conformemente alla norma ASTM G154, utilizzando un’esposizione di 1 000 ore. Non deve esserci alcuna traccia di formazione di bolle. L’adesione deve essere di grado 3 nel caso di prova eseguita conformemente alla norma ISO 4624. La perdita massima consentita di brillantezza è del 20 percento. |
|
f) |
Esposizione alla nebbia salina (salt spray) conformemente alla norma ASTM B117, utilizzando un’esposizione di 500 ore. L’intaglio eseguito con la punta a tracciare non deve superare 3 mm, non deve esserci alcuna traccia di formazione di bolle e l’adesione deve essere di grado 3 nel caso di prova eseguita conformemente alla norma ASTM D3359. |
|
g) |
Prove di resistenza alla scheggiatura a temperatura ambiente conformemente alla norma ASTM D3170. Il rivestimento deve essere di classe 7A o migliore, e il substrato non deve rimanere scoperto. |
4.1.5.3. Risultati
I risultati finali della prova devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.1.6. Prova del rivestimento per lotti
4.1.6.1. Campionamento
La prova è applicabile a tutti i tipi di serbatoio che hanno un rivestimento esterno protettivo ecologico, ad esempio vernice/rivestimento organico.
Prove per lotto — numero di serbatoi/campioni da sottoporre a prova per lotto: conformemente al punto 3.9.1.
4.1.6.2. Procedura e requisiti
I rivestimenti sono valutati in base ai criteri seguenti:
|
a) |
lo spessore del rivestimento è misurato conformemente alla norma ISO 2808. Lo spessore deve soddisfare i requisiti progettuali; |
|
b) |
prove di adesione conformemente alla norma ISO 4624 utilizzando il metodo A o il metodo B, a seconda dei casi. Il rivestimento deve mostrare un indice di adesione di 4. |
4.1.6.3. Risultati
I risultati finali della prova devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
Il costruttore conserva i valori dello spessore di rivestimento e dell’adesione per tutta la vita d’impiego del serbatoio.
4.1.7. Prova di compatibilità con l’idrogeno
4.1.7.1. Campionamento
La prova è applicabile ai serbatoi di tipo 1, 2 e 3 conformemente al punto 2.1.2 dell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
Prove di omologazione — numero di serbatoi o camicie da sottoporre a prova: 3.
4.1.7.2. Procedura
È necessario prestare particolare attenzione alla sicurezza durante l’esecuzione di questa prova.
A temperatura ambiente utilizzare l’idrogeno per sottoporre a ciclo di pressione per 3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6:
|
a) |
il serbatoio tra ≤ 2,0 MPa e ≥ 1,25 volte la pressione di esercizio nominale; o |
|
b) |
la camicia tra i livelli di pressione che forniscono una sollecitazione equivalente della parete della camicia come sarebbe presente a ≤ 2,0 MPa e ≥ 1,25 volte la pressione di esercizio nominale per il serbatoio. |
4.1.7.3. Requisito
I serbatoi o le camicie non devono presentare errori prima di raggiungere 3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6.
4.1.7.4. Risultati
I risultati finali della prova devono essere documentati da un verbale di prova e presentati in forma riassuntiva, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
Il costruttore conserva i risultati per tutta la vita d’impiego del serbatoio.
4.1.8. Prova di durezza
4.1.8.1. Campionamento
Il test è applicabile a tutti i serbatoi e alle camicie di tipo 1, 2 e 3.
Il test è applicabile unicamente ai materiali metallici.
Prove di produzione — numero di serbatoi o camicie da sottoporre a prova: tutti.
La prova deve essere effettuata dopo il trattamento termico finale.
4.1.8.2. Procedura
La prova di durezza deve essere eseguita sulla parete parallela a livello centrale e ad un fondello di ciascun serbatoio o camicia conformemente alla norma ISO 6506-1.
4.1.8.3. Requisito
Il valore di durezza deve essere nel campo specificato per il progetto.
4.1.8.4. Risultati
Il valore di durezza deve essere presentato in un verbale di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
Il costruttore conserva i risultati per tutta la vita d’impiego del serbatoio.
4.2. Prove sul serbatoio
4.2.1. Prova di scoppio
4.2.1.1. Campionamento
Il test è applicabile a tutti i tipi di serbatoio.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 3.
Prove di omologazione — numero di camicie da sottoporre a prova: 1 (prova supplementare solo per i serbatoi di tipo 2).
Prove per lotto — numero di serbatoi finiti da sottoporre a prova per lotto: conformemente al punto 3.9.1.
4.2.1.2. Procedura
Il serbatoio deve essere sottoposto alla prova di scoppio idraulica a temperatura ambiente con le modalità seguenti:
La pressurizzazione deve essere ≤ 1,4 MPa/s per le pressioni superiori all’80 percento della pressione di esercizio nominale per il rapporto di pressione di scoppio di cui al punto 3.6. Se il tasso supera 0,35 MPa/s a pressioni superiori all’80 percento della pressione di esercizio nominale per il rapporto di pressione di scoppio, il serbatoio deve essere posizionato in serie tra la fonte di pressione e il dispositivo di misurazione della pressione oppure il tempo alla pressione superiore alla pressione di esercizio nominale per il rapporto di pressione di scoppio deve essere superiore a 5 secondi.
4.2.1.3. Requisito
La pressione di scoppio del serbatoio deve essere superiore alla pressione di esercizio nominale per il rapporto di pressione di scoppio di cui al punto 3.6.
Per i serbatoi di tipo 2, la pressione di scoppio della camicia deve superare di 1,25 volte la pressione di esercizio nominale.
4.2.1.4. Risultati
La pressione di scoppio deve essere presentata in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
Il costruttore conserva il valore della pressione di scoppio per tutta la vita d’impiego del serbatoio.
4.2.2. Prova dei cicli di pressione a temperatura ambiente
4.2.2.1. Campionamento
Il test è applicabile a tutti i tipi di serbatoio.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 2.
Prove per lotto — numero di serbatoi finiti da sottoporre a prova per lotto: conformemente al punto 3.9.1.
4.2.2.2. Procedura
I cicli di pressione devono essere effettuati a temperatura ambiente secondo la procedura descritta qui di seguito:
|
a) |
riempire il serbatoio da sottoporre a prova con un liquido non corrosivo, ad esempio olio, acqua inibita o glicole; |
|
b) |
effettuare il ciclo di pressione per 3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6, da ≤ 2,0 MPa a ≥ 1,25 volte la pressione di esercizio nominale ad una velocità non superiore a 10 cicli al minuto. |
Per l’omologazione i serbatoi vanno sottoposti ai cicli finché non si presenta un malfunzionamento oppure fino a 9 volte il numero di cicli di riempimento.
Per le prove per lotto sono applicabili le disposizioni del punto 3.9.1.
4.2.2.3. Requisito
Per l’omologazione i serbatoi devono raggiungere o 9,0 volte il numero di cicli di riempimento senza malfunzionamenti, nel cui caso non è richiesta la prova LBB indicata al punto 4.2.3, oppure fino a quando non presentano un malfunzionamento dovuto a perdite e non a rotture. Per le prove per lotto i serbatoi non devono presentare errori prima di raggiungere 3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6.
4.2.2.4. Risultati
Il numero di cicli raggiunti prima del malfunzionamento, insieme alla posizione e alla descrizione dell’inizio del malfunzionamento devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
Il costruttore conserva i risultati per tutta la vita d’impiego del serbatoio.
4.2.3. Prova di perdita prima della rottura (LBB — leak-before-break)
4.2.3.1. Campionamento
Il test è applicabile a tutti i tipi di serbatoio. La prova non è necessaria se è già stato dimostrato che il progetto del serbatoio supera 9,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6, quando viene sottoposto a prova secondo le disposizioni del punto 4.2.2.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 3.
4.2.3.2. Procedura
Il serbatoio viene sottoposto a prova in base alla seguente procedura:
|
a) |
riempire il serbatoio da sottoporre a prova con un liquido non corrosivo, ad esempio olio, acqua inibita o glicole; |
|
b) |
effettuare il ciclo di pressione del serbatoio tra ≤ 2,0 MPa e ≥ 1,5 volte la pressione di esercizio nominale ad una velocità non superiore a ≤ 10 cicli al minuto fino a 3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6. |
4.2.3.3. Requisito
I serbatoi non devono presentare malfunzionamenti dovuti alla perdita di tenuta oppure devono superare 3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6 senza presentare malfunzionamenti.
4.2.3.4. Risultati
Il numero di cicli raggiunti prima del malfunzionamento, insieme alla posizione e alla descrizione dell’inizio del malfunzionamento devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.2.4. Prova di esposizione al fuoco (bonfire)
4.2.4.1. Campionamento
Il test è applicabile a tutti i tipi di serbatoio.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: minimo 1.
4.2.4.2. Procedura
È necessario prestare particolare attenzione alla sicurezza durante l’esecuzione di questa prova.
Il serbatoio deve essere pressurizzato alla pressione di esercizio nominale con l’idrogeno o con un gas avente un aumento di pressione termica superiore. Il serbatoio pressurizzato deve essere sottoposto a prova con la procedura seguente:
|
a) |
posizionare il serbatoio in posizione orizzontale circa 100 mm sopra un fuoco uniforme con una lunghezza di 1,65 m. La disposizione del fuoco deve essere registrata abbastanza dettagliatamente per garantire che il tasso di aggiunta di calore al serbatoio sia riproducibile. Qualsiasi malfunzionamento o inconsistenza della fonte del fuoco durante la prova invalida il risultato; |
|
b) |
se il serbatoio è ≤ 1,65 m, esso deve essere posizionato centralmente sopra la sorgente del fuoco; |
|
c) |
se serbatoio è > 1,65 m ed è provvisto di un dispositivo sovrappressione a un’estremità, la sorgente del fuoco deve cominciare all’estremità opposta; |
|
d) |
se il serbatoio è > 1,65 m ed è provvisto di dispositivi sovrappressione in più punti della sua lunghezza, il centro della sorgente di fuoco deve essere equidistante dai dispositivi di sovrappressione separati dalla maggior distanza orizzontale; |
|
e) |
se il serbatoio è > 1,65 m ed è protetto con coibentazione termica, 2 prove d’incendio saranno eseguite alla pressione di esercizio nominale. Il serbatoio deve essere posizionato centralmente sopra la sorgente di fuoco in una prova, mentre il fuoco incomincerà ad un’estremità del serbatoio nell’altra; |
|
f) |
si deve utilizzare una schermatura metallica per evitare il contatto diretto delle fiamme con le valvole, i raccordi e/o i dispositivi sovrappressione del serbatoio. La schermatura metallica non deve essere a contatto diretto con il dispositivo di sovrappressione. Qualsiasi malfunzionamento durante la prova di una valvola, raccordo o tubazione non facente parte del sistema di protezione previsto nel progetto invalida il risultato della prova; |
|
g) |
le temperature superficiali devono essere controllate mediante almeno tre termocoppie collocate lungo la parte inferiore del serbatoio a una distanza di non più di 0,75 m l’una dall’altra. Per evitare il contatto diretto della fiamma con le termocoppie si deve utilizzare una schermatura metallica di protezione. In alternativa, le termocoppie possono essere inserite in blocchi di metallo di superficie inferiore a 25 mm × 25 mm × 25 mm; |
|
h) |
la sorgente di fuoco deve permettere un contatto diretto delle fiamme con la superficie del serbatoio su tutto il diametro subito dopo l’accensione; |
|
i) |
Le temperature delle termocoppie e la pressione del serbatoio devono essere registrate a intervalli di ≤ 10 secondi durante la prova; |
|
j) |
entro 5 minuti dall’accensione e per la durata restante della prova la temperatura di almeno una termocoppia deve essere pari ad almeno 590 °C. |
4.2.4.3. Requisito
Il serbatoio deve sfiatare attraverso i dispositivi di sovrappressione e non deve rompersi.
4.2.4.4. Risultati
I risultati devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2, e devono includere almeno i dati seguenti per ogni serbatoio:
|
a) |
l’intervallo di tempo trascorso tra l’accensione del fuoco e l’inizio dello sfiato attraverso i dispositivi di sovrappressione; |
|
b) |
la pressione massima e il tempo di evacuazione fino al raggiungimento di una pressione di ≤ 1,0 MPa. |
4.2.5. Prova di penetrazione
4.2.5.1. Campionamento
Il test è applicabile a tutti i tipi di serbatoio.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 1.
4.2.5.2. Procedura
Il serbatoio, completo di rivestimento protettivo, deve essere sottoposto a prova con questa sequenza:
|
a) |
pressurizzare con gas compresso fino alla pressione di esercizio nominale di 1,0 MPa; |
|
b) |
penetrare completamente almeno una parete del serbatoio mediante una pallottola perforante o dispositivo d’impatto di diametro pari o superiore a 7,62 mm. Il proiettile o il dispositivo deve colpire la parete ad un’angolatura di circa 45°. |
4.2.5.3. Requisito
Il serbatoio non deve rompersi.
4.2.5.4. Risultati
La dimensione approssimativa dell’ingresso e dell’uscita e le relative posizioni devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.2.6. Prova di resistenza all’esposizione chimica
4.2.6.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 2, 3 e 4.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 1.
4.2.6.2. Procedura
Il serbatoio, completo di rivestimento protettivo, deve essere sottoposto a prova in questa sequenza:
|
a) |
la parte superiore del serbatoio deve essere suddivisa in cinque zone distinte marcate per il precondizionamento mediante urto con pendolo e l’esposizione ai fluidi. Le aree devono avere un diametro nominale di 100 mm. Le aree possono non essere orientate lungo una stessa linea, tuttavia non si devono sovrapporre; |
|
b) |
il centro approssimativo di ognuna delle cinque aree deve essere precondizionata mediante l’impatto di un pendolo. Il corpo d’urto d’acciaio del pendolo deve essere di forma piramidale, con facce a forma di triangolo equilatero e base quadrata. La sommità e gli spigoli devono essere arrotondati con un raggio di 3 mm. Il centro di percussione del pendolo deve coincidere con il baricentro della piramide; la sua distanza dall’asse di rotazione del pendolo deve essere di 1 m e la massa totale del pendolo riferita al suo centro di percussione deve essere di 15 kg. L’energia del pendolo al momento dell’urto non deve essere inferiore a 30 J e il più possibile vicina a tale valore. Durante l’urto del pendolo il serbatoio deve essere tenuto fermo in corrispondenza dei fondelli o delle staffe di montaggio previste. Durante il precondizionamento il serbatoio non deve essere in pressione; |
|
c) |
ognuna delle cinque aree precondizionate deve essere esposta a una delle seguenti cinque soluzioni:
|
|
d) |
durante l’esposizione orientare il serbatoio verso l’alto con le aree di esposizione al fluido. Posizionare uno strato di lana di vetro (spesso circa 0,5 mm e con un diametro di 100 mm) su ognuna delle cinque aree di esposizione precondizionate. Applicare una quantità sufficiente di fluido di prova alla lana di vetro per garantire che lo strato sia completamente bagnato attraverso la superficie e lo spessore per tutta la durata della prova; |
|
e) |
effettuare il ciclo di pressione tra ≤ 2 MPa e ≥ 1,25 volte la pressione di esercizio nominale per il numero di cicli di riempimento calcolati conformemente al punto 2.7.6, ad un tasso di pressurizzazione massima di 2,75 MPa/s; |
|
f) |
portare la pressione a 1,25 volte la pressione di esercizio nominale e mantenere questo livello di pressione per un minimo di 24 ore fino a quando il tempo di esposizione (cicli di pressione e mantenimento della pressione) ai liquidi ambientali corrisponde ad almeno 48 ore; |
|
g) |
effettuare la prova di scoppio conformemente al punto 4.2.1.2. |
4.2.6.3. Requisito
Il serbatoio deve raggiungere una pressione di scoppio di ≥ 1,8 la pressione di esercizio nominale.
4.2.6.4. Risultati
La pressione di scoppio deve essere presentata in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.2.7. Prova di resistenza all’intaglio del materiale composito
4.2.7.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 2, 3 e 4.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 1.
4.2.7.2. Procedura
Il serbatoio, completo di rivestimento protettivo, deve essere sottoposto a prova in questa sequenza:
|
a) |
si devono praticare intagli, in senso longitudinale, nella camicia esterna. Le dimensioni degli intagli devono essere maggiori rispetto ai limiti specificati dal costruttore per il controllo visivo e almeno gli intagli seguenti devono essere fatti in senso longitudinale nella parete laterale del serbatoio:
|
|
b) |
effettuare il ciclo di pressione del serbatoio difettoso tra ≤ 2,0 MPa e ≥ 1,25 volte la pressione di esercizio nominale a temperatura ambientale per 3,0 volte il numero di cicli di riempimento conformemente al punto 2.7.6. |
4.2.7.3. Requisito
Il serbatoio non deve dar segni di perdite né rompersi entro 0,6 volte il numero di cicli di riempimento conformemente al punto 2.7.6, ma può cedere per perdite durante i restanti cicli di prova.
4.2.7.4. Risultati
Il numero di cicli raggiunti prima del malfunzionamento, insieme alla posizione e alla descrizione dell’inizio del malfunzionamento devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.2.8. Prova di rottura accelerata da sollecitazione
4.2.8.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 2, 3 e 4.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 1.
4.2.8.2. Procedura
Il serbatoio, privo di qualsiasi rivestimento protettivo, deve essere sottoposto a prova in questa sequenza:
|
a) |
portare la pressione a 1,25 volte la pressione di esercizio nominale per 1 000 ore a 85 °C; |
|
b) |
effettuare la prova di scoppio conformemente al punto 4.2.1.2. |
4.2.8.3. Requisito
La pressione di scoppio del serbatoio deve essere ≥ 0,85 la pressione di esercizio nominale per il rapporto di pressione di scoppio di cui al punto 3.6.
4.2.8.4. Risultati
La pressione di scoppio deve essere presentata in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.2.9. Prova dei cicli di pressione a temperatura estrema
4.2.9.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 2, 3 e 4.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 1.
4.2.9.2. Procedura
I serbatoi, con la camicia composita priva di qualsiasi rivestimento protettivo, devono essere sottoposti a prova in questa sequenza:
|
a) |
condizionare il serbatoio per 48 ore ad una temperatura ≥ 85 °C e con ≥ 95 percento di umidità relativa; |
|
b) |
effettuare il ciclo di pressione del serbatoio tra ≤ 2,0 MPa e ≥ 1,5 volte la pressione di esercizio nominale ad una temperatura ≥ 85 °C e con ≥ 95 percento di umidità relativa per 1,5 volte il numero di cicli di riempimento calcolati conformemente al punto 2.7.6; |
|
c) |
stabilizzare a temperatura ambiente; |
|
d) |
condizionare il serbatoio e il fluido di prova a una temperatura ≤ –40 °C, misurata sulla superficie del serbatoio e nel fluido; |
|
e) |
effettuare il ciclo di pressione a ≤ –40 °C tra ≤ 2,0 MPa e ≥ la pressione di esercizio nominale per 1,5 volte il numero di cicli di riempimento calcolati conformemente al punto 2.7.6; |
|
f) |
(22)effettuare la prova di tenuta conformemente al punto 4.2.11; |
|
g) |
effettuare la prova di scoppio conformemente al punto 4.2.1.2. |
Nota esplicativa:
4.2.9.3. Requisito
I serbatoi vanno sottoposti a cicli di prova senza presentare segni di rotture, perdite o di sfilacciamento delle fibre.
Se è richiesta la prova di tenuta, i requisiti di tale prova devono essere soddisfatti.
I serbatoi non devono scoppiare a meno dell’85 percento della pressione di esercizio nominale per il rapporto di pressione di scoppio di cui al punto 3.6.
4.2.9.4. Risultati
La pressione di scoppio deve essere presentata in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.2.10. Prova del danno da urto
4.2.10.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 3 e 4.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: minimo 1 (tutte le prove d’urto possono essere effettuate su un serbatoio oppure urti individuali su un massimo di 3 serbatoi).
4.2.10.2. Procedura
4.2.10.2.1. Le prove di caduta vanno effettuate a temperatura ambiente senza pressione interna e senza valvole. Un tappo può essere inserito nelle uscite filettate per prevenire danni alle filettature e alle superfici dei sigilli.
La superficie su cui sono lasciate cadere le bombole deve essere un piano o una pavimentazione regolare e orizzontale di calcestruzzo oppure una pavimentazione rigida simile.
Il serbatoio viene sottoposto a prova in questa sequenza:
|
a) |
far cadere una volta da posizione orizzontale con il fondo 1,8 m dal suolo; |
|
b) |
far cadere una volta ogni estremità del serbatoio da una posizione verticale con un’energia potenziale ≥ 488 J, ma in nessun caso l’estremità inferiore deve essere a più di 1,8 m dal suolo; |
|
c) |
fare cadere una volta ad un angolo di 45° e per i serbatoi non simmetrici o non cilindrici ruotare il serbatoio oltre 90° sull’asse longitudinale e far cadere di nuovo ad un angolo di 45°, con il centro di gravità a 1,8 m dal suolo. Tuttavia, se l’estremità inferiore è a meno di 0,6 m dal suolo, l’angolo di caduta deve essere modificato allo scopo di mantenere un’altezza minima di 0,6 m e un baricentro di 1,8 m dal suolo; |
|
d) |
non vanno fatti tentativi di impedire il rimbalzo del serbatoio, ma si può prevenirne la caduta di lato durante la prova di caduta verticale; |
|
e) |
effettuare il ciclo di pressione del serbatoio tra ≤ 2,0 MPa e ≥ 1,25 volte la pressione di esercizio nominale per 3,0 volte il numero di cicli di riempimento calcolato conformemente al punto 2.7.6. |
4.2.10.2.2 Alternativamente per i serbatoi con un rivestimento specifico che indica che il serbatoio è stato lasciato cadere, usare l’altezza di caduta e l’energia potenziale specificata al punto 4.2.10.2.1. Dimezzare i valori di alle lettere da a) a c) (0,9 m invece di 1,8 m, 0,3 m invece di 0,6 m, 244 Joule invece di 488 Joule).
4.2.10.3. Requisiti
Il serbatoio non deve dar segni di perdite né rompersi entro 0,6 volte il numero di cicli di riempimento calcolato conformemente al punto 2.7.6, ma può cedere per perdite durante i restanti cicli di prova.
Inoltre, per i serbatoi con un rivestimento specifico di cui al punto 4.2.10.2.2, in seguito alla caduta sul rivestimento saranno chiaramente visibili deformazioni come specificato dal costruttore del serbatoio.
4.2.10.4. Risultati
Il numero di cicli raggiunti prima del malfunzionamento, insieme alla posizione e alla descrizione dell’inizio del malfunzionamento devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.2.11. Prova di tenuta
4.2.11.1. Campionamento
La prova è applicabile ai serbatoi di tipo 4 e a quelli di tipo 3 con camicie metalliche saldate.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 1.
Prove per lotto — numero di serbatoi finiti da sottoporre a prova per lotto: conformemente al punto 3.9.1.
Prove di produzione — numero di serbatoi finiti da sottoporre a prova: tutti.
4.2.11.2. Procedura
Il serbatoio deve essere completamene asciutto e pressurizzato per almeno 3 minuti alla pressione di esercizio nominale con il gas di prova.
Per le prove per lotto, seguire la sequenza di prova di cui alla nota esplicativa 6 della tabella IV.3.9.
4.2.11.3. Requisito
Si devono scartare i serbatoi che presentano perdite attraverso crepe, pori o altri difetti simili. La permeazione attraverso la parete conformemente al punto 4.2.12 non è considerata una perdita.
4.2.11.4. Risultati
I risultati della prova devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2. La portata di perdita è applicabile solo alle prove effettuate con idrogeno al 100 percento. Le portate di perdita per gli altri gas o miscele di gas devono essere convertite ad una portata di perdita equivalente a quelle per l’idrogeno al 100 percento.
4.2.12. Prova di permeazione
4.2.12.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 4.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 1.
4.2.12.2. Procedura
È necessario prestare particolare attenzione alla sicurezza durante l’esecuzione di questa prova.
Il serbatoio viene sottoposto a prova con questa sequenza:
|
a) |
pressurizzare con gas d’idrogeno alla pressione di esercizio nominale; |
|
b) |
porre in una camera chiusa sigillata a 15 °C ± 2 °C e controllare per la permeazione per 500 ore oppure fino a quando il comportamento non diventa stabile per un periodo di almeno 48 ore. |
4.2.12.3. Requisiti
Il tasso di permeazione stabile deve essere inferiore a 6,0 Ncm3 per ora di idrogeno per litro di volume interno del serbatoio.
4.2.12.4. Risultati
Il tasso di permeazione stabile deve essere presentato in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.2.13. Prova di momento torcente sul bocchello
4.2.13.1. Campionamento
Il test è applicabile unicamente ai serbatoi di tipo 4.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 1.
Prove per lotto — numero di serbatoi finiti da sottoporre a prova per lotto: conformemente al punto 3.9.1.
4.2.13.2. Procedura
Il serbatoio viene sottoposto a prova con questa sequenza:
|
a) |
fissare il corpo del serbatoio per impedirne la rotazione; |
|
b) |
su ciascun bocchello di estremità applicare una coppia pari a 2 volte la coppia di installazione della valvola o del dispositivo di sovrappressione prescritta dal costruttore; prima nella direzione di chiusura di un collegamento filettato, poi in quella di allentamento e infine di nuovo in quella di chiusura; |
|
c) |
per l’omologazione devono essere effettuate anche le prove seguenti:
|
Per le prove per lotto, seguire la sequenza di prova di cui alla nota esplicativa 6 della tabella IV.3.9.
4.2.13.3. Requisito
Per l’omologazione il serbatoio deve soddisfare i requisiti delle prove di scoppio e di tenuta.
Per le prove per lotto il serbatoio deve soddisfare i requisiti delle prove di tenuta.
4.2.13.4. Risultati
La coppia applicata, le perdite e la pressione di scoppio vanno presentate in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2. La portata di perdita è applicabile solo alle prove effettuate con idrogeno al 100 percento. Le portate di perdita per gli altri gas o miscele di gas devono essere convertite ad una portata di perdita equivalente a quelle per l’idrogeno al 100 percento.
Il costruttore conserva i risultati per tutta la vita d’impiego del serbatoio.
4.2.14. Prova dei cicli dell’idrogeno gassoso
4.2.14.1. Campionamento
La prova è applicabile ai serbatoi di tipo 4 e a quelli di tipo 3 con camicie metalliche saldate.
Prove di omologazione — numero di serbatoi finiti da sottoporre a prova: 1.
4.2.14.2. Procedura
È necessario prestare particolare attenzione alla sicurezza durante l’esecuzione di questa prova.
Il serbatoio viene sottoposto a prova con questa sequenza:
|
a) |
utilizzare il gas d’idrogeno per effettuare i cicli di pressione del serbatoio tra ≤ 2,0 MPa e ≥ la pressione di esercizio nominale per 1 000 cicli. Il tempo di riempimento non deve essere superiore a 5 minuti. Le temperature durante lo sfiato non devono essere superiori ai valori di cui al punto 2.7.5; |
|
b) |
effettuare la prova di tenuta conformemente al punto 4.2.11. |
Sezionare il serbatoio e controllare la camicia e l’interfaccia tra camicia e bocchello di estremità per rilevare segni di deterioramento come ad esempio fessurazione per fatica o scariche elettrostatiche.
4.2.14.3. Requisito
Il serbatoio deve soddisfare i requisiti della prova di tenuta.
La camicia e l’interfaccia tra camicia e bocchello di estremità devono risultare esenti da qualsiasi forma di deterioramento, come fessurazione per fatica o scariche elettrostatiche.
4.2.14.4. Risultati
Il valore di perdita totale deve essere presentato in un verbale di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
4.2.15. Prova idraulica
4.2.15.1. Campionamento
Il test è applicabile a tutti i tipi di serbatoio.
Prove di produzione — numero di serbatoi finiti da sottoporre a prova: tutti.
4.2.15.2. Procedura e requisiti
|
a) |
Il serbatoio deve essere pressurizzato a ≥ 1,5 volte la pressione di esercizio nominale. In nessun caso la pressione di prova deve essere maggiore di quella di pretensionamento della cerchiatura (auto-frettage). |
|
b) |
La pressione deve essere mantenuta per almeno 30 secondi per assicurare l’espansione completa. Se non è possibile mantenere la pressione di prova a causa di un guasto dell’apparecchiatura di prova, la prova può essere ripetuta, ad una pressione aumentata di 0,7 kPa. Non sono ammesse più di 2 ripetizioni della prova. |
|
c) |
Per i serbatoi di tipo 1, 2 o 3 il costruttore deve stabilire il limite appropriato di espansione volumetrica permanente per la pressione di prova utilizzata, ma l’espansione permanente non deve in nessun caso superare il 5 percento dell’espansione volumetrica totale misurata alla pressione di prova. L’espansione permanente è l’espansione volumetrica residua dopo che la pressione è stata rilasciata; |
|
d) |
Per i serbatoi di tipo 4 il costruttore deve definire il limite appropriato di espansione elastica per la pressione di prova utilizzata, non deve tuttavia in nessun caso superare di oltre il 10 percento il valore medio del lotto. L’espansione elastica è l’espansione totale meno l’espansione permanente [lettera c)]. |
|
e) |
I serbatoi che non rientrano nel limite di espansione definito devono essere scartati, ma possono ancora essere utilizzati per l’effettuazione di prove per lotti. |
4.2.15.3. Risultati
I risultati devono essere presentati in un riassunto di prova, come specificato nell’addendum del certificato di omologazione CE di cui all’allegato II, parte 2.
Il costruttore conserva i risultati per tutta la vita d’impiego del serbatoio.
PARTE 3
Requisiti dei componenti a idrogeno, diversi dai serbatoi progettati per l’impiego di idrogeno compresso (gassoso)
1. INTRODUZIONE
La presente parte stabilisce i requisiti e le procedure di prova dei componenti a idrogeno diversi dai serbatoi progettati per l’impiego di idrogeno compresso (gassoso).
2. PRESCRIZIONI GENERALI
2.1. I componenti a idrogeno diversi dai serbatoi devono essere omologati conformemente alle disposizioni della presente parte.
2.2. Salvo disposizioni contrarie nel presente regolamento, le parti di un connettore del sistema di stoccaggio amovibile montato sul sistema di stoccaggio amovibile e sul veicolo devono essere considerate come componenti separati.
La parte elettrica di un componente potenzialmente in contatto con miscele infiammabili di idrogeno e aria deve:
2.3.1. essere coibentata in maniera tale che non ci sia passaggio di corrente nelle parti contenenti idrogeno,
2.3.2. essere isolata da:
|
a) |
il corpo del componente; |
|
b) |
il serbatoio o gruppo serbatoio. |
2.4. Le connessioni saldate a monte del primo regolatore di pressione devono essere sottoposte a prova di pressione idraulica a tre volte la pressione di esercizio nominale senza rompersi. Le connessioni saldate a valle del primo regolatore di pressione devono essere sottoposte a prova di pressione idraulica a tre volte la pressione di esercizio massima autorizzata senza rompersi.
3. PRESCRIZIONI TECNICHE
3.1. Prescrizioni generali
3.1.1. Tutte le prove devono essere effettuate a temperatura ambiente, se non diversamente specificato in questa parte.
3.1.2. Si deve impedire lo sviluppo di miscele di gas esplosive durante le procedure di prova qui descritte.
3.1.3. La durata minima delle prove di tenuta e di pressione non deve essere inferiore a 3 minuti.
3.1.4. Salvo indicazioni diverse, la pressione di prova applicata è misurata all’ingresso del componente provato.
3.1.5. Se un componente è esposto a pressione a causa di operazioni di rifornimento, devono essere usati i cicli di riempimento. Se un componente è esposto a pressione a causa del funzionamento del veicolo (attivazione del tasto di avviamento del veicolo), devono essere usati i cicli di funzionamento.
3.1.6. Oltre alle prescrizioni sotto indicate il costruttore deve completare tutti i documenti di cui al punto 4 e presentarli all’autorità competente al momento della domanda di omologazione.
3.1.7. I componenti vanno sottoposti alle procedure di prova applicabili conformemente alla tabella dell’allegato V del regolamento (CE) n. 79/2009. Le prove devono essere effettuate su componenti che siano rappresentativi della normale produzione e che rechino le marcature di identificazione del produttore.
3.1.8. Le prove di cui al punto 4.2 vanno effettuate sugli stessi campioni di componenti nella sequenza indicata nella tabella dell’allegato V del regolamento (CE) n. 79/2009, salvo indicazioni diverse, ad esempio per i raccordi la prova di resistenza alla corrosione (4.2.1) deve essere seguita da una prova di durata (4.2.2), poi da una prova dei cicli di pressione idraulica (4.2.3) ed infine da una prova di tenuta verso l’esterno (4.2.5). Se un componente non contiene sottocomponenti metallici le prove iniziano con la prima prova applicabile.
3.2. Prescrizioni particolari
3.2.1. L’omologazione per una tubazione di alimentazione flessibile è concessa per qualsiasi lunghezza con un raggio minimo di curvatura specificato dal produttore e deve essere assemblata con un tipo particolare di raccordo.
3.2.2. Eventuali strati intermedi di rinforzo di una tubazione di alimentazione flessibile devono essere protetti dalla corrosione con una copertura oppure un materiale resistente alla corrosione (ad esempio acciaio inossidabile). Se viene utilizzata la copertura, si deve impedire la formazione di bolle tra gli strati.
3.2.3. Le tubazioni di alimentazione flessibili devono avere una resistenza elettrica inferiore a 1 mega-ohm per metro.
Il profilo del bocchettone deve essere conforme alle dimensioni di cui alle figure da 3.2.1 a 3.2.3, a seconda della pressione di esercizio nominale, dove H x significa una pressione di esercizio nominale di x MPa a 15 °C.
Figura 3.2.1
H35 Bocchettone d’idrogeno

Figura 3.2.2
H35HF Bocchettone d’idrogeno (alto flusso per veicoli commerciali)
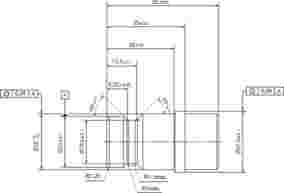
Figura 3.2.3
H70 Bocchettone d’idrogeno

3.2.5. Deve essere dimostrata una duttilità sufficiente dei tubi metallici mediante una prova di curvatura conformemente alla norma ISO 8491. Il raggio di curvatura r deve essere r ≤ 1,3 volte la dimensione esterna D del tubo. L’angolo di curvatura α deve essere di ≥ 180°. Dopo la prova non devono essere visibili fessurazioni. In alternativa, il materiale del tubo deve presentare un allungamento a rottura di almeno il 30 percento prima della formatura a freddo a almeno del 14 percento dopo la formatura a freddo.
4. PROCEDURE DI PROVA
4.1. Prove sui materiali
4.1.1. Prova di compatibilità con l’idrogeno
4.1.1.1. Campionamento
La prova è applicabile ai materiali utilizzati in un componente specifico in cui il materiale è a contatto con l’idrogeno ad eccezione di:
|
a) |
leghe d’alluminio conformi ai paragrafi 6.1 e 6.2 della norma ISO 7866; |
|
b) |
acciai conformi ai paragrafi 6.3 e 7.2.2 della norma ISO 9809-1. |
Numero di campioni di materiale da esaminare: 3.
4.1.1.2. Procedura e requisiti
|
a) |
Per i materiali metallici diversi da quelli indicati sopra la compatibilità con l’idrogeno deve essere dimostrata conformemente alle norme ISO 11114-1 e ISO 11114-4. In alternativa i produttori possono eseguire prove di qualificazione del materiale in ambienti a idrogeno come previsto nel funzionamento. In base ai risultati il progetto deve tenere conto della riduzione in proprietà meccaniche (duttilità, resistenza all’affaticamento, resistenza alle fratture, ecc.) che può verificarsi; |
|
b) |
materiali non metallici: deve essere dimostrata la compatibilità con l’idrogeno. |
4.1.1.3. Risultati
I risultati delle prove devono essere presentati in un riassunto di prova.
4.1.2. Prova di deterioramento
4.1.2.1. Campionamento
Vanno provati tutti i materiali non metallici utilizzati in un componente specifico.
Numero di campioni di materiale da esaminare: 3.
4.1.2.2. Procedura e requisiti
È necessario prestare particolare attenzione alla sicurezza durante l’esecuzione di questa prova.
La prova deve essere effettuata conformemente alla norma ASTM D572. Il campione deve essere esposto all’ossigeno alla temperatura massima del materiale conformemente al punto 2.7.5.1 a 2,0 MPa per un periodo di 96 ore. La resistenza alla trazione, l’allungamento oppure la microdurezza deve soddisfare le specifiche del costruttore. Non è consentita alcuna incrinatura visibile dei campioni di prova.
4.1.2.3. Risultati
I risultati delle prove devono essere presentati in un riassunto di prova.
4.1.3. Prova di compatibilità con l’ozono
4.1.3.1. Campionamento
Il test è applicabile unicamente agli elastomeri dove:
|
a) |
una superficie sigillante è esposta direttamente all’aria, ad esempio il sigillo frontale di un bocchettone; |
|
b) |
tali materiali sono utilizzati come copertura di una tubazione di alimentazione flessibile. |
Numero di campioni di materiale da esaminare: 3.
4.1.3.2. Procedura e requisiti
La prova deve essere effettuata conformemente alla norma ISO 1431-1.
I campioni di prova devono essere sottoposti ad un allungamento del 20 percento, e esposti per 120 ore all’aria a +40 °C con una concentrazione di ozono di 0,5 parti per milione.
Non è consentita alcuna incrinatura visibile dei campioni di prova.
4.1.3.3. Risultati
I risultati delle prove devono essere presentati in un riassunto di prova.
4.2. Test dei componenti
4.2.1. Prova di resistenza alla corrosione
4.2.1.1. Campionamento
Numero di componenti da esaminare: 3.
4.2.1.2. Procedura e requisiti
|
Prova a: |
I componenti metallici vanno sottoposti ad una prova in nebbia salina di 144 ore conformemente alla norma ISO 9227, con tutte le connessioni chiuse e devono soddisfare i requisiti prescritti. |
|
Prova b: |
I componenti di lega in rame vanno sottoposti ad una prova di 24 ore di immersione in ammoniaca conformemente alla norma ISO 6957, con tutte le connessioni chiuse e devono soddisfare i requisiti prescritti. |
4.2.1.3. Risultati
I risultati delle prove devono essere presentati in un riassunto di prova.
4.2.2. Prova di durata
4.2.2.1. Campionamento
Numero di componenti da esaminare: 3.
4.2.2.2. Procedure e requisiti
4.2.2.2.1. Il componente va provato secondo la procedura descritta qui di seguito.
|
a) |
Pressurizzare il componente con aria secca, azoto, elio o idrogeno alla pressione di esercizio nominale e sottoporlo al 96 percento del numero totale di cicli di prova a temperatura ambiente conformemente alla tabella 4.2.2. Un ciclo di prova completo deve essere effettuato entro un periodo di almeno 10 ± 2 secondi. Quando la valvola è nella posizione chiusa la pressione a valle deve deteriorarsi a ≤ 0,5 volte la pressione di esercizio nominale del componente. Il componente deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente) a questa temperatura. |
|
b) |
Il componente deve funzionare per il 2 percento del numero totale di cicli di prova alla temperatura minima del materiale conformemente al punto 2.7.5.1 dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica. Il componente deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente) a questa temperatura. |
|
c) |
Il componente deve funzionare per il 2 percento del numero totale di cicli di prova alla temperatura massima del materiale conformemente al punto 2.7.5.1 dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica e a 1,25 volte la pressione di esercizio nominale. Il componente deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente) a questa temperatura. |
Tabella 4.2.2
Cicli di prova delle valvole
|
Componente |
N. di cicli di prova |
|
Valvola automatica |
1,5 volte il numero di cicli di funzionamento o di riempimento conformemente al punto 2.7.6 o 2.7.7, secondo l’uso della valvola. |
|
Valvola manuale |
100 |
|
Valvola di non ritorno |
2,0 volte il numero di cicli di funzionamento o di riempimento conformemente al punto 2.7.6 o 2.7.7, secondo l’uso della valvola. |
4.2.2.2.2. Raccordi
I raccordi devono essere sottoposti a 25 cicli di collegamento/scollegamento.
4.2.2.2.3. Tubazioni di alimentazione flessibili
La lunghezza della parte flessibile della tubazione di alimentazione flessibile con i suoi raccordi montati da utilizzare per la prova seguente deve essere calcolata come segue:
L = 4,142R + 3,57D
dove:
|
L |
= |
lunghezza della parte flessibile della tubazione di alimentazione flessibile |
|
R |
= |
raggio di curvatura minima specificata dal produttore |
|
D |
= |
diametro esterno flessibile della tubazione di alimentazione flessibile. |
La tubazione di alimentazione flessibile deve essere piegata nel modo illustrato nella figura 4.2.2 e fissata in tale posizione con i raccordi con i quali sarà omologata. Un’estremità della tubazione di alimentazione flessibile deve essere collegata ad un collettore reciproco e l’altra estremità deve essere collegata ad un collettore stazionario collegato ad un’alimentazione idraulica. La tubazione di alimentazione flessibile deve essere pressurizzata velocemente mediante una valvola a solenoide ad apertura rapida, in modo che un ciclo consista nel mantenimento della pressione a 1,25 volte la pressione di esercizio nominale per 10 ± 1 secondi (ad eccezione delle tubazioni di alimentazione flessibili che richiedono una temperatura di 120 °C dove la pressione di mantenimento deve essere di 1,37 volte la pressione di esercizio nominale) e in seguito nella riduzione della pressione a meno di 0,1 volte la pressione di esercizio nominale per 5 ± 0,5 secondi. Il numero totale di cicli di prova deve corrispondere a 2,0 volte il numero di cicli di funzionamento o di riempimento conformemente al punto 2.7.6 o 2.7.7, secondo l’uso della tubazione di alimentazione flessibile. Secondo il caso, il 50 percento dei cicli di prova deve essere effettuato alla temperatura del materiale minima e il rimanente 50 percento alla temperatura del materiale massima conformemente al punto 2.7.5.1.
Un ciclo di flessione è sovrimposto ai cicli di pressione idraulica. Il tasso di flessione corrisponde a 6 ± 2 percento della frequenza dei cicli di pressione idraulica. Ciò garantisce che la tubazione di alimentazione flessibile è in una configurazione diversa per ogni impulso successivo del ciclo di pressione. La posizione di prova si trova nella figura 4.2.2 con la distanza A calcolata come:
A = 1,75R + D
La tubazione di alimentazione flessibile non deve presentare segni visibili di deterioramento.
Figura 4.2.2
Posizione di prova di flessione

4.2.2.2.4. Regolatori di pressione
|
a) |
Il regolatore di pressione deve essere collegato ad una fonte di gas di prova di tenuta e sottoposto a cicli corrispondenti al 95 percento del numero di cicli di funzionamento calcolato conformemente al punto 2.7.7. Un ciclo consiste nel flusso fino a quando non è stata raggiunta una pressione di uscita stabile; in seguito il flusso di gas va bloccato da una valvola a chiusura rapida a valle finché non è stata raggiunta una pressione di chiusura stabile. Il regolatore di pressione deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente) a temperatura ambiente. |
|
b) |
L’ingresso del regolatore di pressione va sottoposto a cicli di pressione per l’1 percento del numero di cicli di funzionamento dalla pressione di esercizio nominale a 0,5 volte la pressione di esercizio nominale o meno. In seguito il regolatore di pressione deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente) a temperatura ambiente. |
|
c) |
La procedura dei cicli di cui alla lettera a) deve essere ripetuta alla temperatura massima del materiale conformemente al punto 2.7.5.1 e a 1,25 volte la pressione di esercizio nominale per l’1 percento del numero di cicli di funzionamento. In seguito il regolatore di pressione deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente) alla temperatura massima del materiale. |
|
d) |
La procedura dei cicli di cui alla lettera b) deve essere ripetuta alla temperatura massima del materiale e a 1,25 volte la pressione di esercizio nominale per l’un percento del numero di cicli di funzionamento. In seguito il regolatore di pressione deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente) alla temperatura massima del materiale. |
|
e) |
La procedura dei cicli di cui alla lettera a) deve essere ripetuta alla temperatura minima del materiale conformemente al punto 2.7.5.1 e alla pressione di esercizio nominale per l’1 percento del numero di cicli di funzionamento. In seguito il regolatore di pressione deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente) alla temperatura minima del materiale. |
|
f) |
La procedura dei cicli di cui alla lettera b) deve essere ripetuta alla temperatura minima del materiale e alla pressione di esercizio nominale per l’1 percento del numero di cicli di funzionamento. In seguito il regolatore di pressione deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente) alla temperatura minima del materiale. |
4.2.2.2.5. Dispositivi di sovrappressione
|
a) |
Prova di scorrimento I dispositivi di sovrappressione devono essere sottoposti ad una pressione idrostatica di 1,25 volte la pressione di esercizio normale per 500 ore ad una temperatura (TL) calcolata dalla seguente equazione: TL = T (0,057) [0,34 log(T/Tf)] dove:
Log è base 10. I dispositivi di sovrappressione non devono presentare segni di deformazione causati dallo scorrimento e devono soddisfare i requisiti della prova di tenuta interna (punto 4.2.4) dopo essere stati sottoposti alla prova di cui sopra. |
|
b) |
Temperatura di attivazione In seguito alla prova di scorrimento di cui alla lettera a), i dispositivi di sovrappressione devono essere sottoposti a pressione con aria secca, azoto, elio o idrogeno fino alla pressione di esercizio nominale. In seguito i dispositivi di sovrappressione devono esser esposti ad un ciclo di temperatura crescente, partendo dalla temperatura ambiente a una velocità non superiore a 10 °C al minuto, fino al raggiungimento della temperatura di attivazione specificata meno 10 °C e in seguito a una velocità non superiore a 2 °C al minuto fino all’attivazione dei dispositivi di sovrappressione. La temperatura di attivazione deve essere in un campo di ±5 percento della temperatura di attivazione specificata dal costruttore. Dopo l’attivazione i dispositivi di sovrappressione non devono presentare segni di frammentazione. |
4.2.2.2.6. Valvole di sovrappressione
Sottoporre la valvola di sovrappressione a pressione per 25 cicli. In un ciclo di prova la valvola di sovrappressione viene pressurizzata alla pressione di attivazione causando l’apertura e lo sfiato della valvola di sovrappressione. Mentre sfiata la valvola di sovrappressione, la pressione d’ingresso sarà ridotta causando la richiusura della valvola. La durata del ciclo è di 10 ± 2 s. Per il ciclo finale deve essere registrata la pressione di attivazione, che deve corrispondere alla pressione di attivazione specificata dal costruttore con una tolleranza del ±10 percento.
4.2.2.2.7. Bocchettoni
I bocchettoni vanno sottoposti a un numero di cicli di collegamento/scollegamento pari a tre volte il numero di cicli di riempimento calcolati conformemente al punto 2.7.6. Per ogni ciclo il bocchettone deve essere pressurizzato a 1,25 volte la pressione di esercizio nominale.
4.2.2.2.8. Sensori per impianti a idrogeno
Se un sensore è destinato ad essere installato in un componente a idrogeno ed è sottoposto allo stesso numero di cicli di funzionamento o cicli di riempimento, deve essere sottoposto alla stessa prova di durata cui è sottoposto il componente a idrogeno nel quale è installato.
4.2.2.2.9. Raccordo del sistema di stoccaggio amovibile
Il raccordo di un sistema di stoccaggio amovibile deve essere sottoposto a un numero di cicli di collegamento/scollegamento pari a tre volte il numero di cicli di riempimento calcolati conformemente al punto 2.7.6. Per ogni ciclo il raccordo del sistema di stoccaggio amovibile deve essere pressurizzato a 1,25 volte la pressione di esercizio nominale. Quindi il raccordo del sistema di stoccaggio amovibile deve soddisfare i requisiti della prova di tenuta verso l’esterno (punto 4.2.5) quando sono separate le parti del raccordo del sistema di stoccaggio amovibile montate sul veicolo e sul sistema di stoccaggio amovibile e anche quando esse sono collegate.
4.2.2.3. Risultati
I risultati della prova devono essere presentati in un riassunto di prova.
4.2.3. Prova dei cicli di pressione idraulica
4.2.3.1. Campionamento
Numero di componenti da esaminare: 3.
4.2.3.2. Procedura e requisiti
4.2.3.2.1. Dispositivi di sovrappressione
I dispositivi di sovrappressione devono essere sottoposti a 1,5 volte il numero di cicli di riempimento calcolato conformemente al punto 2.7.6 sia alla temperatura minima che alla temperatura massima del materiale conformemente al punto 2.7.5.1.
La pressione cambierà periodicamente da 2 MPa a 1,25 volte la pressione di esercizio nominale a una velocità non superiore a 6 cicli al minuto, salvo quando la prova viene effettuata alla temperatura minima del materiale dove la pressione massima di prova corrisponde alla pressione di esercizio nominale.
Se viene utilizzato metallo fusibile nel dispositivo di sovrappressione, esso non deve presentare segni visibili supplementari di estrusione oltre a quella iniziale.
4.2.3.2.2. Componenti diversi dai dispositivi di sovrappressione
Prima della prova dei cicli descritta sotto i componenti vanno sottoposti a una prova di pressione idraulica di 1,5 volte la pressione di esercizio nominale o la pressione di esercizio massima autorizzata, a seconda del caso. I componenti non devono presentare segni di deformazione permanente o di perdite evidenti.
I componenti vanno sottoposti a 3 volte il numero di cicli di riempimento o di funzionamento calcolato conformemente al punto 2.7.6 o 2.7.7.
La pressione cambierà periodicamente da 2 MPa a 1,25 volte la pressione di esercizio nominale per i componenti a monte del primo regolatore di pressione o da 0,1 volte la MAWP alla MAWP per i componenti a valle del primo regolatore di pressione, ad una velocità non superiore a 6 cicli al minuto.
In seguito il componente deve soddisfare i requisiti delle prove di tenuta interna ed esterna (punti 4.2.4 e 4.2.5 rispettivamente).
4.2.3.3. Risultati
I risultati delle prove devono essere presentati in un riassunto di prova.
4.2.4. Prova di tenuta verso l’interno
4.2.4.1. Campionamento
Numero di componenti da esaminare: 3.
4.2.4.2. Procedura
I componenti devono essere provati utilizzando un gas di prova di tenuta e devono essere pressurizzati all’ingresso del componente quando è nella sua posizione chiusa caratteristica e con l’uscita corrispondente aperta.
La prova deve essere effettuata nelle seguenti condizioni:
|
a) |
a temperatura ambiente e a 0,02 volte la pressione di esercizio nominale e alla pressione di esercizio nominale. Se è richiesta anche una prova di tenuta verso l’esterno (punto 4.2.5) a questa temperatura, essa può essere effettuata prima della prossima fase della presente prova; |
|
b) |
alla temperatura minima del materiale conformemente al punto 2.7.5.1 dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica e a 0,02 volte la pressione di esercizio nominale e alla pressione di esercizio nominale. Se è richiesta anche una prova di tenuta verso l’esterno (punto 4.2.5) a questa temperatura, essa può essere effettuata prima della prossima fase della presente prova; |
|
c) |
alla temperatura massima del materiale conformemente al punto 2.7.5.1 dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica e a 0,02 volte la pressione di esercizio nominale e a 1,25 volte la pressione di esercizio nominale, ad eccezione dei componenti con una temperatura di materiale prescritta di + 120 °C, dove la pressione di prova più alta sarà di 1,37 volte la pressione di esercizio nominale. |
Si deve controllare se ci sono perdite del componente con l’uscita aperta. La perdita può essere determinata da un flussometro installato sul lato d’ingresso del componente o da un altro metodo di prova equivalente.
4.2.4.3. Requisiti
Se pressurizzato il componente non deve formare bolle per tre minuti e non deve presentare perdite all’interno a una velocità superiore a 10 Ncm3 all’ora.
4.2.4.4. Risultati
I risultati della prova devono essere presentati in un riassunto di prova.
4.2.5. Prova di tenuta esterna
4.2.5.1. Campionamento
Numero di componenti da esaminare: 3.
4.2.5.2. Procedura
La prova deve essere effettuata con gas di prova di tenuta nelle seguenti condizioni:
|
a) |
a temperatura ambiente e a 0,02 volte la pressione di esercizio nominale; |
|
b) |
a temperatura ambiente e alla pressione di esercizio nominale; |
|
c) |
alla temperatura minima richiesta del materiale conformemente al punto 2.7.5.1 dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica e a 0,02 volte la pressione di esercizio nominale e alla pressione di esercizio nominale; |
|
d) |
alla temperatura massima richiesta del materiale conformemente al punto 2.7.5.1 dopo un periodo di condizionamento sufficiente a questa temperatura per garantire la stabilità termica e a 0,02 volte la pressione di esercizio nominale e a 1,25 volte la pressione di esercizio nominale, ad eccezione dei componenti con una temperatura di materiale prescritta di + 120 °C dove la pressione di prova più alta sarà di 1,37 volte la pressione di esercizio nominale. |
Per gli scambiatori di calore questa prova deve essere effettuata solo sul circuito idraulico.
4.2.5.3. Requisiti
Per tutta la durata della prova il componente non deve presentare fughe alla giunzione dello stelo, del corpo o ad altre giunzioni, e non deve presentare segni di porosità nelle parti a fusione. L’assenza di fughe e porosità va dimostrata utilizzando un agente attivo in superficie senza che esso comporti la formazione di bolle per 3 minuti oppure va misurata con una velocità combinata di perdita e di permeazione inferiore a 10 Ncm3 all’ora (per le tubazioni di alimentazione flessibili solo 10 Ncm3 all’ora per metro) oppure utilizzando un metodo di prova equivalente. La velocità di perdita consentita è applicabile solo alle prove effettuate con idrogeno al 100 percento. Le velocità di perdita consentite per gli altri gas o miscele di gas devono essere convertite ad una velocità di perdita equivalente a quella per l’idrogeno al 100 percento.
4.2.5.4. Risultati
I risultati della prova devono essere presentati in un riassunto di prova.
(1) Per i progetti di serbatoio con rinforzo in materiale ibrido (due o più fibre strutturalmente diverse) si deve tener conto della ripartizione del carico tra le diverse fibre sulla base dei diversi moduli di elasticità delle fibre. I rapporti di sollecitazione calcolati per ogni tipo di struttura di fibra devono essere conformi ai valori specificati. La verifica dei rapporti di sollecitazione può essere effettuata anche mediante estensimetri. Il rapporto di pressione minima di scoppio deve essere scelto in modo tale che la sollecitazione calcolata nelle strutture delle fibre alla pressione minima di scoppio per la pressione di esercizio nominale, divisa per la sollecitazione calcolata nella struttura delle fibre alla pressione di esercizio nominale sia conforme alle prescrizioni riguardanti il rapporto di sollecitazione della fibra utilizzata.
|
a) |
Per i serbatoi o le camicie in acciaio inossidabile fare riferimento al punto 10.2 della norma ISO 9809-1 oppure il punto 10.2 della norma ISO 9809-2, a seconda del caso. |
|
b) |
Per i serbatoi o le camicie in acciaio inossidabile fare riferimento al punto 7.1.2.1 della norma EN 1964-3. |
|
c) |
Per le camicie in acciaio inossidabile saldate fare riferimento al punto 8.4 della norma EN 13322-2. |
|
d) |
Per i serbatoi o le camicie in lega d’alluminio fare riferimento al punto 10.2 della norma ISO 7866. |
|
e) |
Per le camicie in lega d’alluminio saldate fare riferimento ai punti 7.2.3 e 7.2.4 della norma EN 12862. |
|
f) |
Per le camicie non metalliche fare riferimento al punto 4.1.1. |
|
a) |
Per i serbatoi o le camicie in acciaio fare riferimento al punto 10.4 della norma ISO 9809-1 oppure al punto 10.4 della norma ISO 9809-2, a seconda del caso. |
|
b) |
Per i serbatoi o le camicie in acciaio inossidabile fare riferimento al punto 7.1.2.4 della norma EN 1964-3. |
|
c) |
Per le camicie in acciaio inossidabile saldate fare riferimento al punto 8.6 della norma EN 13322-2. |
|
a) |
Per le camicie in acciaio inossidabile saldate fare riferimento al punto 8.5 della norma EN 13322-2. |
|
b) |
Per le camicie in lega d’alluminio saldate fare riferimento ai punti 7.2.5, 7.2.6 e 7.2.7 della norma EN 12862. |
(5) Per le camicie in acciaio inossidabile saldate fare riferimento al punto 8.7 della norma EN 13322-2.
(6) Prove sul materiale della camicia.
(7) La seguente sequenza di prova deve essere utilizzata per i serbatoi di tipo 4: prova di momento torcente sul bocchello (punto 4.2.13), seguita da una prova dei cicli di pressione a temperatura ambiente (punto 4.2.2), seguita da una prova di tenuta (punto 4.2.11).
(8) Una prova di tenuta va effettuata su tutte le camicie metalliche saldate.
(9) Prova sulla camicia metallica.
(10) Una prova di tenuta va effettuata su tutte le camicie metalliche saldate.
(11) Solo quando la variazione dello spessore è proporzionale alla variazione del diametro o della pressione.
(12) Una prova del ciclo d’idrogeno non è prescritta se le sollecitazioni nel collo sono uguali a quelle originali o sono ridotte dalla modifica del progetto (ad esempio riducendo il diametro dei filamenti interni o cambiando la lunghezza del bocchello), l’interfaccia con il bocchello non è influenzata e i materiali originali sono utilizzati per il bocchello, la camicia e le giunzioni.
(13) Qualsiasi deviazione dai parametri indicati nell’appendice della scheda informativa di cui all’allegato II, parte 1, è considerata una modifica del processo di produzione.
(14) Solo per i serbatoi con camicie saldate.
|
a) |
Per i serbatoi o le camicie in acciaio fare riferimento al punto 10.2 della norma ISO 9809-1 oppure al punto 10.2 della norma ISO 9809-2, a seconda del caso. |
|
b) |
Per i serbatoi o le camicie in acciaio inossidabile fare riferimento al punto 7.1.2.1 della norma EN 1964-3. |
|
c) |
Per le camicie in acciaio inossidabile saldate fare riferimento al punto 8.4 della norma EN 13322-2. |
|
d) |
Per i serbatoi o le camicie in lega d’alluminio fare riferimento al punto 10.2 della norma ISO 7866. |
|
e) |
Per le camicie in lega d’alluminio saldate fare riferimento ai punti 7.2.3 e 7.2.4 della norma EN 12862. |
|
f) |
Per le camicie non metalliche fare riferimento al punto 4.1.1 dell’allegato IV, parte 2. |
|
a) |
Per i serbatoi o le camicie in acciaio fare riferimento al punto 10.4 della norma ISO 9809-1 oppure al punto 10.4 della norma ISO 9809-2, a seconda del caso. |
|
b) |
Per i serbatoi o le camicie in acciaio inossidabile fare riferimento al punto 7.1.2.4 della norma EN 1964-3. |
|
c) |
Per le camicie in acciaio inossidabile saldate fare riferimento al punto 8.6 della norma EN 13322-2. |
|
a) |
Per le camicie in acciaio inossidabile saldate fare riferimento al punto 8.5 della norma EN 13322-2. |
|
b) |
Per le camicie in lega d’alluminio saldate fare riferimento ai punti 7.2.5, 7.2.6 e 7.2.7 della norma EN 12862. |
(18) Per le camicie in acciaio inossidabile saldate fare riferimento al punto 8.7 della norma EN 13322-2.
|
a) |
Per i serbatoi o le camicie in lega d’alluminio fare riferimento all’allegato A della norma ISO 7866. |
|
b) |
Per le camicie in lega d’alluminio saldate fare riferimento all’allegato Q della norma EN 12862. |
|
a) |
Per i serbatoi o le camicie in lega d’alluminio fare riferimento all’allegato B della norma ISO 7866, ad esclusione del secondo paragrafo della clausola B.2. |
|
b) |
Per le camicie in lega d’alluminio saldate fare riferimento all’allegato B della norma EN 12862, ad esclusione del paragrafo B.2.2. |
|
a) |
Questa prova non è necessaria per:
|
|
b) |
Per gli altri serbatoi o camicie in metallo, la compatibilità con l’idrogeno del materiale, incluse le saldature, deve essere dimostrata conformemente alle norme ISO 11114-1 e ISO 11114-4 oppure al punto 4.1.7, a seconda del caso. |
|
c) |
Per i materiali non metallici deve essere dimostrata la compatibilità con l’idrogeno. |
(22) Applicabile ai serbatoi di tipo 4 e a quelli di tipo 3 con camicie metalliche saldate.
ALLEGATO V
Requisiti d’identificazione del veicolo
1. INTRODUZIONE
1.1. I veicoli a idrogeno devono essere dotati di mezzi di identificazione conformemente al presente allegato.
2. PRESCRIZIONI
Sui veicoli a idrogeno devono essere apposte le etichette specificate ai punti 3 e 4.
2.1.1. Nel caso di veicoli a idrogeno di classe M1 e N1 un’etichetta è apposta all’interno del vano motore del veicolo e una nelle vicinanze del dispositivo o del bocchettone di rifornimento.
2.1.2. Nel caso dei veicoli a idrogeno di classe M2 e M3 le etichette sono apposte sulla parte anteriore e posteriore del veicolo, nelle vicinanze del dispositivo o del bocchettone di rifornimento e ai lati di ogni coppia di porte.
2.1.3. Nel caso dei veicoli a idrogeno destinati al servizio pubblico di classe M2 e M3 le etichette sono apposte sulla parte anteriore e posteriore del veicolo e devono corrispondere alla dimensione specificata al punto 4.
2.1.4. Nel caso dei veicoli a idrogeno di classe N2 e N3 le etichette sono apposte sulla parte anteriore e posteriore del veicolo e nelle vicinanze del dispositivo o del bocchettone di rifornimento.
2.2. L’etichetta deve essere adesiva e resistente agli agenti atmosferici oppure deve essere una targhetta resistente agli agenti atmosferici.
3. ETICHETTE PER I VEICOLI A IDROGENO
3.1. Etichette per i veicoli a idrogeno che utilizzano l’idrogeno liquido

Il colore e le dimensioni dell’etichetta devono essere conformi alle seguenti prescrizioni:
Colori:
|
Sfondo |
: |
verde |
|
Bordo |
: |
bianco |
|
Caratteri |
: |
bianco |
I bordi e i caratteri oppure lo sfondo devono essere retroriflettenti.
Le proprietà colorimetriche e fotometriche devono essere conformi alle disposizioni della clausola 11 della norma ISO 3864-1.
Dimensioni dell’etichetta:
|
Larghezza |
: |
40 mm (lunghezza del lato) |
|
Altezza |
: |
40 mm (lunghezza del lato) |
|
Larghezza del bordo |
: |
2 mm |
Dimensioni del carattere:
|
Altezza del carattere |
: |
9 mm |
|
Spessore del carattere |
: |
2 mm |
Le parole devono essere scritte a caratteri maiuscoli e centrate nell’etichetta.
3.2. Etichette per i veicoli a idrogeno che utilizzano l’idrogeno compresso (gassoso)

Il colore e le dimensioni dell’etichetta devono essere conformi alle seguenti prescrizioni:
Colori:
|
Sfondo |
: |
verde |
|
Bordo |
: |
bianco |
|
Caratteri |
: |
bianco |
I bordi e i caratteri oppure lo sfondo devono essere retroriflettenti.
Le proprietà colorimetriche e fotometriche devono essere conformi alle disposizioni della clausola 11 della norma ISO 3864-1.
Dimensioni:
|
Larghezza |
: |
40 mm (lunghezza del lato) |
|
Altezza |
: |
40 mm (lunghezza del lato) |
|
Larghezza del bordo |
: |
2 mm |
Dimensioni del carattere:
|
Altezza del carattere |
: |
9 mm |
|
Spessore del carattere |
: |
2 mm |
Le parole devono essere scritte a caratteri maiuscoli e centrate nell’etichetta.
4. ETICHETTE PER I VEICOLI A IDROGENO DESTINATI AL SERVIZIO PUBBLICO DELLE CLASSI M2 E M3 DA APPORRE SULLA PARTE ANTERIORE E POSTERIORE DEL VEICOLO
4.1. Etichette per i veicoli a idrogeno che utilizzano l’idrogeno liquido

Il colore e le dimensioni dell’etichetta devono essere conformi alle seguenti prescrizioni:
Colori:
|
Sfondo |
: |
verde |
|
Bordo |
: |
bianco |
|
Caratteri |
: |
bianco |
I bordi e i caratteri oppure lo sfondo devono essere retroriflettenti.
Le proprietà colorimetriche e fotometriche devono essere conformi alle disposizioni della clausola 11 della norma ISO 3864-1.
Dimensioni dell’etichetta:
|
Larghezza |
: |
125 mm (lunghezza del lato) |
|
Altezza |
: |
125 mm (lunghezza del lato) |
|
Larghezza del bordo |
: |
5 mm |
Dimensioni del carattere:
|
Altezza del carattere |
: |
25 mm |
|
Spessore del carattere |
: |
5 mm |
Le parole devono essere scritte a caratteri maiuscoli e centrate nell’etichetta.
4.2. Etichette per i veicoli a idrogeno che utilizzano l’idrogeno compresso (gassoso)

Il colore e le dimensioni dell’etichetta devono essere conformi alle seguenti prescrizioni:
Colori:
|
Sfondo |
: |
verde |
|
Bordo |
: |
bianco |
|
Caratteri |
: |
bianco |
I bordi e i caratteri oppure lo sfondo devono essere retroriflettenti.
Le proprietà colorimetriche e fotometriche devono essere conformi alle disposizioni della clausola 11 della norma ISO 3864-1.
Dimensioni:
|
Larghezza |
: |
125 mm (lunghezza del lato) |
|
Altezza |
: |
125 mm (lunghezza del lato) |
|
Larghezza del bordo |
: |
5 mm |
Dimensioni del carattere:
|
Altezza del carattere |
: |
25 mm |
|
Spessore del carattere |
: |
5 mm |
Le parole devono essere scritte a caratteri maiuscoli e centrate nell’etichetta.
ALLEGATO VI
Requisiti di sicurezza dei sistemi complessi di controllo elettronico del veicolo
1. INTRODUZIONE
Il presente allegato stabilisce i requisiti, le procedure di prova e i criteri di sicurezza dei sistemi complessi di controllo elettronico del veicolo.
2. PRESCRIZIONI RELATIVE ALLA DOCUMENTAZIONE
2.1. Prescrizioni generali
Il costruttore deve fornire un pacchetto di documentazione che descrive il progetto di base del sistema di sicurezza strumentato e i mezzi con cui è collegato agli altri sistemi del veicolo o con i quali controlla direttamente le variabili di output. Le funzioni del sistema di sicurezza strumentato e del concetto di sicurezza, come stabilito dal costruttore, devono essere spiegate nella documentazione. Ai fini dell’ispezione, la documentazione deve indicare i mezzi necessari per controllare lo stato operativo attuale del sistema.
La documentazione deve essere suddivisa in due parti:
|
a) |
la documentazione formale del sistema di sicurezza strumentato ai fini dell’omologazione, contenente le informazioni di cui ai punti da 2.2 a 2.4. Essa servirà da riferimento di base per il processo di omologazione di cui al punto 3; |
|
b) |
eventuale materiale supplementare e dati d’analisi pertinenti per l’omologazione del sistema di sicurezza strumentato. |
2.2. Descrizione delle funzioni del sistema di sicurezza strumentato.
La descrizione deve includere una semplice spiegazione di tutte le funzioni di controllo del sistema di sicurezza strumentato e dei metodi utilizzati per raggiungere gli obiettivi, inclusa un’illustrazione dei meccanismi con i quali si esercita il controllo, tra cui:
|
a) |
un elenco di tutte le variabili di input e di tutte le variabili rilevate con il relativo campo di lavoro; |
|
b) |
un elenco di tutte le variabili di output controllate dal sistema di sicurezza strumentato, indicando, in ogni caso, se il controllo è diretto o tramite un altro sistema del veicolo. Deve essere definita la fascia di controllo esercitata per ogni variabile; |
|
c) |
se appropriato alle prestazioni del sistema, i limiti di funzionamento. |
2.3. Layout e schema del sistema
2.3.1. Inventario dei componenti
Deve essere fornito un elenco di tutte le unità del sistema di sicurezza strumentato e degli altri sistemi del veicolo necessari per raggiungere la funzione di controllo in questione. Va fornito uno schema della combinazione di queste unità insieme alla distribuzione degli apparecchi e una chiara identificazione delle interconnessioni.
2.3.2. Funzioni delle unità
La funzione di ogni unità del sistema di sicurezza strumentato deve essere presentata schematicamente insieme ai segnali che la collegano ad altre unità o altri sistemi del veicolo. È possibile usare una presentazione sotto forma di schema a blocchi con spiegazioni o altro tipo di schema oppure una descrizione appoggiata da tale schema.
2.3.3. Interconnessioni
Sono necessari i seguenti schemi: schema dei circuiti con le interconnessioni all’interno del sistema di sicurezza strumentato per i collegamenti di trasmissione elettrici; schema dei condotti per le connessioni di trasmissione pneumatiche o idrauliche; e uno schema semplificato delle connessioni di trasmissione meccaniche.
2.3.4. Flusso dei segnali e priorità
Deve esserci una chiara corrispondenza tra queste connessioni di trasmissione e i segnali trasportati tra unità. Vanno indicate le priorità dei segnali sui percorsi molteplici di dati qualora la priorità possa influenzare le prestazioni o la sicurezza.
2.3.5. Identificazione delle unità
Ogni unità deve essere chiaramente identificabile in modo non ambiguo così da stabilire un’associazione con l’hardware e la documentazione. Se le funzioni sono combinate all’interno di un’unica unità o all’interno di un unico computer, ma mostrate in blocchi multipli nello schema a blocchi, un’unica marcatura di identificazione dell’hardware deve essere usata per garantire la chiarezza e la facilità di spiegazione. Mediante l’uso di questa identificazione il costruttore può affermare che l’apparecchio fornito è conforme al corrispondente documento.
2.3.5.1. L’identificazione definisce la versione dell’hardware e del software e, se quest’ultima cambia in modo da modificare la funzione dell’unità, deve essere cambiata anche tale identificazione.
2.4. Concetto di sicurezza del costruttore del veicolo
2.4.1. Il costruttore deve garantire che la strategia scelta per realizzare gli obiettivi del sistema di sicurezza strumentato non pregiudichi, in assenza di malfunzionamenti, il funzionamento sicuro dei sistemi sottoposti alle prescrizioni del presente regolamento.
2.4.2. Per quanto riguarda il software utilizzato nel sistema di sicurezza strumentato, lo schema dell’architettura deve essere spiegato e i metodi e gli strumenti di progettazione devono essere identificati. Il costruttore deve essere preparato, se necessario, a presentare le prove dei mezzi con cui hanno realizzato la logica del sistema durante la progettazione e lo sviluppo.
Il costruttore deve fornire al servizio tecnico una spiegazione delle caratteristiche del progetto inserite nel sistema di sicurezza strumentato per realizzare un funzionamento sicuro anche in condizioni di malfunzionamento. Le possibili disposizioni nella progettazione per il malfunzionamento nel sistema di sicurezza strumentato sono:
|
a) |
ritorno al funzionamento utilizzando un sistema parziale; |
|
b) |
passaggio ad un sistema di back-up separato; |
|
c) |
rimozione della funzione ad alto livello. |
2.4.3.1. Se la disposizione prevista dal progetto seleziona un modo di funzionamento parziale in talune condizioni di malfunzionamento, queste condizioni devono essere indicate e vanno definiti i risultanti limiti di prestazione.
2.4.3.2. Se la disposizione prevista dal progetto seleziona un secondo (back-up) modo per realizzare l’obiettivo del sistema di controllo del veicolo, i principi del meccanismo di passaggio, la logica e il livello di ridondanza nonché eventuali caratteristiche di back-up integrate devono essere indicati e vanno definiti i risultanti limiti di prestazione.
2.4.3.3. Se la disposizione prevista dal progetto seleziona la rimozione del sistema/della funzione di livello superiore, tutti i segnali di controllo corrispondenti associati con tale funzione devono essere impediti in modo da limitare il disturbo dovuto alla transizione.
2.4.3.4. I sistemi/le funzioni di livello superiore consentiranno ai sistemi complessi di modificare automaticamente i loro obiettivi con una priorità che dipende dalle circostanze rilevate.
2.4.4. La documentazione deve essere sostenuta da un’analisi che dimostra, in termini generali, come il sistema si comporta al verificarsi di uno qualsiasi degli errori specificati che sono importanti per il controllo o la sicurezza del veicolo. L’analisi può essere un’analisi FMEA (Failure Mode and Effect Analysis), FTA (Fault Tree Analysis) o procedimenti analoghi adeguati a considerazioni di sicurezza. L’impostazione analitica scelta deve essere stabilita e mantenuta dal costruttore del veicolo e deve essere fornita al servizio tecnico.
2.4.5. La documentazione deve stabilire i parametri controllati e il segnale di allarme attivato per ogni condizione di errore di cui al punto 2.4.3.
3. PROCEDURE DI PROVA
L’operazione funzionale del sistema di sicurezza strumentato, conformemente ai documenti di cui al punto 2, deve essere provata nel modo seguente.
3.1.1. Verifica della funzione del sistema di sicurezza strumentato
Per stabilire i livelli di normale funzionamento si devono verificare le prestazioni del sistema del veicolo in assenza di malfunzionamenti, utilizzando le specifiche di riferimento del costruttore.
3.1.2. Verifica del concetto di sicurezza di cui al punto 2.4
A discrezione del servizio tecnico, la reazione del sistema di sicurezza strumentato deve essere controllata in presenza di un malfunzionamento in qualsiasi unità individuale applicando i corrispondenti segnali di output alle unità elettriche o agli elementi meccanici in modo da simulare gli effetti degli errori interni all’unità.
3.1.3. I risultati della verifica devono corrispondere al riassunto documentato dell’analisi di malfunzionamento, in modo tale che il concetto di sicurezza e l’esecuzione siano confermati come adeguati.
3.2. Le prescrizioni relative al segnale di allarme di cui al punto 2.4.3 possono, in generale, essere soddisfate da un unico segnale ottico per sistema complesso del veicolo, a meno che un’altra normativa applicabile agli stessi apparecchi non richieda specificamente segnali multipli.
4. PRESCRIZIONI SUPPLEMENTARI
4.1. Nel caso di malfunzionamento il conducente deve essere avvisato mediante un segnale d’allarme o la visualizzazione di un messaggio. L’avviso deve essere presente finché dura la condizione di errore, a meno che il sistema non sia disattivato dal conducente, ad esempio mettendo il tasto di attivazione del veicolo su «off» oppure spegnendo quella funzione particolare se è fornito un tasto speciale a quest’effetto.
ALLEGATO VII
Norme citate nel presente regolamento
I riferimenti alle norme nel presente regolamento si riferiscono alle seguenti versioni delle norme:
|
ISO 188:2007 |
Rubber, vulcanized or thermoplastic — Accelerated ageing and heat resistance tests |
|
ISO 306:2004 |
Plastics — Thermoplastic materials — Determination of Vicat softening temperature (VST) |
|
ISO 527-2:1993/Cor 1:1994 |
Plastics — Determination of tensile properties — Part 2: Test conditions for moulding and extrusion plastics |
|
ISO 1431-1:2004/Amd 1:2009 |
Rubber, vulcanized or thermoplastic — Resistance to ozone cracking — Part 1: Static and dynamic strain testing |
|
ISO 2768-1:1989 |
General tolerances — Part 1: Tolerances for linear and angular dimensions without individual tolerance indications |
|
ISO 2808:2007 |
Paints and varnishes — Determination of film thickness |
|
ISO 3864-1:2002 |
Graphical symbols — Safety colours and safety signs — Part 1: Design principles for safety signs in workplaces and public areas |
|
ISO 4624:1978 |
Paints and varnishes — Pull-off test for adhesion |
|
ISO 6506-1:2005 |
Metallic materials — Brinell hardness test — Part 1: Test method |
|
ISO 6957:1988 |
Copper alloys — Ammonia test for stress corrosion resistance |
|
ISO 7225:2005 |
Gas cylinders — Precautionary labels |
|
ISO 7866:1999 |
Gas cylinders — Refillable seamless aluminium alloy gas cylinders — Design, construction and testing |
|
ISO 8491:2004 |
Metallic materials — Tube (in full section) — Bend test |
|
ISO 9227:2006 |
Corrosion tests in artificial atmospheres — Salt spray tests |
|
ISO 9809-1:1999 |
Gas cylinders — Refillable seamless steel gas cylinders — Design, construction and testing — Part 1: Quenched and tempered steel cylinders with tensile strength less than 1 100 MPa |
|
ISO 9809-2:2000 |
Gas cylinders — Refillable seamless steel gas cylinders — Design, construction and testing — Part 2: Quenched and tempered steel cylinders with tensile strength greater than or equal to 1 100 MPa |
|
ISO 11114-1:1997 |
Transportable gas cylinders — Compatibility of cylinder and valve materials with gas contents — Part 1: Metallic materials |
|
ISO 11114-4:2005 |
Transportable gas cylinders — Compatibility of cylinder and valve materials with gas contents — Part 4: Test methods for selecting metallic materials resistant to hydrogen embrittlement |
|
ISO/TS 14687-2:2008 |
Hydrogen fuel — Product specification — Part 2: Proton exchange membrane (PEM) fuel cell applications for road vehicles |
|
EN 1251-2:2000/AC:2006 |
Cryogenic vessels — Transportable vacuum insulated vessels of not more than 1 000 litres volume — Part 2: Design, fabrication, inspection and testing |
|
EN 1252-1:1998/AC:1998 |
Cryogenic vessels — Materials — Part 1: Toughness requirements for temperatures below –80 °C |
|
EN 1797:2001 |
Cryogenic vessels — Gas/material compatibility |
|
EN 1964-3:2000 |
Transportable gas cylinders — Specification for the design and construction of refillable transportable seamless steel gas cylinders of water capacities from 0,5 litre up to and including 150 litres — Part 3: Cylinders made of seamless stainless steel with an Rm value of less than 1 100 MPa |
|
EN 10204:2004 |
Metallic products — Types of inspection documents |
|
EN 12300:1998/A1:2006 |
Cryogenic vessels — Cleanliness for cryogenic service |
|
EN 12434:2000/AC:2001 |
Cryogenic vessels — Cryogenic flexible hoses |
|
EN 12862:2000 |
Transportable gas cylinders — Specification for the design and construction of refillable transportable welded aluminium alloy gas cylinders |
|
EN 13322-2:2003/A1:2006 |
Transportable gas cylinders — Refillable welded steel gas cylinders — Design and construction — Part 2: Stainless steel |
|
EN 13648-1:2008 |
Cryogenic vessels — Safety devices for protection against excessive pressure — Part 1: Safety valves for cryogenic service |
|
EN 13648-2:2002 |
Cryogenic vessels — Safety devices for protection against excessive pressure — Part 2: Bursting disc safety devices for cryogenic service |
|
EN 13648-3:2002 |
Cryogenic vessels — Safety devices for protection against excessive pressure — Part 3: Determination of required discharge — Capacity and sizing |
|
ASTM B117 — 07a |
Standard practice for operating salt spray (fog) apparatus |
|
ASTM D522 — 93a(2008) |
Standard test methods for mandrel bend test of attached organic coatings |
|
ASTM D572 — 04 |
Standard test method for rubber — Deterioration by heat and oxygen |
|
ASTM D1308 — 02(2007) |
Standard test method for effect of household chemicals on clear and pigmented organic finishes |
|
ASTM D2344/D2344M — 00(2006) |
Standard test method for short-beam strength of polymer matrix composite materials and their laminates |
|
ASTM D2794 — 93(2004) |
Standard test method for resistance of organic coatings to the effects of rapid deformation (impact) |
|
ASTM D3170 — 03(2007) |
Standard test method for chipping resistance of coatings |
|
ASTM D3359 — 08 |
Standard test methods for measuring adhesion by tape test |
|
ASTM D3418 — 08 |
Test method for transition temperatures and enthalpies of fusion and crystallization of polymers by differential scanning calorimetry |
|
ASTM G154 — 06 |
Standard practice for operating fluorescent light apparatus for UV exposure of nonmetallic materials |