ISSN 1725-2520
doi:10.3000/17252520.L_2010.122.dan
Den Europæiske Unions
Tidende
L 122
Dansk udgave
Retsforskrifter
53. årgang
18. maj 2010
|
ISSN 1725-2520 doi:10.3000/17252520.L_2010.122.dan |
||
|
Den Europæiske Unions Tidende |
L 122 |
|
|
|
||
|
Dansk udgave |
Retsforskrifter |
53. årgang |
|
Indhold |
|
II Ikke-lovgivningsmæssige retsakter |
Side |
|
|
|
FORORDNINGER |
|
|
|
* |
Kommissionens forordning (EU) nr. 406/2010 af 26. april 2010 om gennemførelse af Europa-Parlamentets og Rådets forordning (EF) nr. 79/2009 om typegodkendelse af brintdrevne motorkøretøjer ( 1 ) |
|
|
|
|
|
(1) EØS-relevant tekst |
|
DA |
De akter, hvis titel er trykt med magre typer, er løbende retsakter inden for rammerne af landbrugspolitikken og har normalt en begrænset gyldighedsperiode. Titlen på alle øvrige akter er trykt med fede typer efter en asterisk. |
II Ikke-lovgivningsmæssige retsakter
FORORDNINGER
|
18.5.2010 |
DA |
Den Europæiske Unions Tidende |
L 122/1 |
KOMMISSIONENS FORORDNING (EU) Nr. 406/2010
af 26. april 2010
om gennemførelse af Europa-Parlamentets og Rådets forordning (EF) nr. 79/2009 om typegodkendelse af brintdrevne motorkøretøjer
(EØS-relevant tekst)
EUROPA-KOMMISSIONEN HAR —
under henvisning til traktaten Den Europæiske Unions funktionsmåde,
under henvisning til Europa-Parlamentets og Rådets forordning (EF) nr. 79/2009 af 14. januar 2009 om typegodkendelse af brintdrevne motorkøretøjer og om ændring af direktiv 2007/46/EF (1), særligt artikel 12, og
ud fra følgende betragtninger:
|
(1) |
Forordning (EF) nr. 79/2009 er en særskilt forordning, som vedrører Fællesskabets typegodkendelsesprocedure i henhold til Europa-Parlamentets og Rådets direktiv 2007/46/EF af 5. september 2007 om fastlæggelse af en ramme for godkendelse af motorkøretøjer og påhængskøretøjer dertil samt af systemer, komponenter og separate tekniske enheder til sådanne køretøjer (rammedirektiv) (2). |
|
(2) |
I forordning (EF) nr. 79/2009 fastsættes de grundlæggende bestemmelser om krav til typegodkendelse af motorkøretøjer for så vidt angår brint som drivmiddel og til typegodkendelse af brintkomponenter og -systemer samt til montering af sådanne komponenter og systemer. |
|
(3) |
Fra nærværende forordnings ikrafttrædelse bør fabrikanter på frivillig basis kunne ansøge om EF-køretøjstypegodkendelse for brintdrevne køretøjer. Imidlertid bør nogle af de særdirektiver, som vedrører Fællesskabets typegodkendelsesprocedure i henhold til direktiv 2007/46/EF, eller nogle af kravene i disse ikke finde anvendelse på brintdrevne køretøjer, idet sådanne køretøjers egenskaber i betydelig grad afviger fra de konventionelle køretøjer, som disse typegodkendelsesdirektiver hovedsageligt sigtede mod. Indtil disse direktiver ændres, så de indeholder særlige bestemmelser og prøvningsforskrifter for brintdrevne køretøjer, er det nødvendigt fastsætte overgangsbestemmelser for at undtage brintdrevne køretøjer fra disse direktiver eller nogle af kravene deri. |
|
(4) |
Det er nødvendigt at vedtage harmoniserede regler for brintbeholdere, herunder beholdere beregnet til flydende brint, for at sikre, at brintkøretøjer kan tanke brændstof overalt i Fællesskabet på en sikker og pålidelig måde. |
|
(5) |
Foranstaltningerne i dette direktiv er i overensstemmelse med udtalelse fra Det Tekniske Udvalg for Motorkøretøjer — |
VEDTAGET DENNE FORORDNING:
Artikel 1
Definitioner
I denne forordning forstås ved:
|
1) |
»brintføler«: en føler, der anvendes til at opdage brint i luften |
|
2) |
»klasse 0-komponent«: højtryksbrintkomponenter, herunder brændstofledninger og fittings, som indeholder brint med et nominelt arbejdstryk på over 3,0 MPa |
|
3) |
»klasse 1-komponent«: mellemtryksbrintkomponenter, herunder brændstofledninger og fittings, som indeholder brint med et nominelt arbejdstryk på over 0,45 MPa og op til 3,0 MPa |
|
4) |
»klasse 2-komponent«: lavtryksbrintkomponenter, herunder brændstofledninger og fittings, som indeholder brint med et nominelt arbejdstryk på op til 0,45 MPa |
|
5) |
»fuld bevikling«: bevikling med fibre lagt omkring foringen både i beholderens rundtgående og langsgående retning |
|
6) |
»spiralvikling«: en bevikling, hvor fibrene hovedsagelig er lagt rundtgående omkring foringens cylindriske del, således at fibrene ikke bærer nogen væsentlig belastning i beholderens længderetning |
|
7) |
»Nm3« eller »Ncm3«: et volumen tør gas, som optager et rumfang på 1m3 eller 1 cm3 ved en temperatur på 273,15 K (0 °C) og et absolut tryk på 101,325 (1 atm) |
|
8) |
»driftslevetid«: den levetid i år, hvorunder beholderne kan anvendes sikkert i overensstemmelse med driftsbetingelserne |
|
9) |
»type brintsystem«: en gruppe af brintsystemer, som ikke adskiller sig fra hinanden med hensyn til fabrikantens handelsnavn eller -mærke eller de pågældende brintkomponenter |
|
10) |
»køretøjstype for så vidt angår brint som drivmiddel«: en gruppe køretøjer, som ikke adskiller sig fra hinanden med hensyn til formen af den anvendte brint eller de vigtigste egenskaber i dets brintsystem(er) |
|
11) |
»type brintkomponent«: en gruppe brintkomponenter, som ikke adskiller sig fra hinanden på følgende punkter:
|
|
12) |
»elektronisk kontrolsystem«: en kombination af enheder, der er udformet til at bidrage til frembringelse af den pågældende køretøjskontrolfunktion ved hjælp af elektronisk databehandling |
|
13) |
»komplekse elektroniske køretøjskontrolsystemer«: elektroniske kontrolsystemer, som er underlagt en kontrolrangfølge, således at én kontrolleret funktion kan tilsidesættes af et elektronisk kontrolsystem/en kontrolfunktion på højere niveau og indgå i et komplekst system |
|
14) |
»beholder«: ethvert system anvendt til opbevaring af kryogent brint eller komprimeret gasformig brint bortset fra enhver anden brintkomponent, som eventuelt er forbundet med eller monteret inden i beholderen |
|
15) |
»beholderaggregat«: to eller flere beholdere med integrerede indbyrdes forbundne brændstofledninger, som er anbragt i et beskyttende hus eller en beskyttende ramme |
|
16) |
»arbejdscyklus«: én opstarts- og nedlukningscyklus af et eller flere brintkonverteringssystemer |
|
17) |
»påfyldningscyklus«: en trykforøgelse på over 25 % af beholderens arbejdstryk som følge af en ekstern brintkilde |
|
18) |
»trykregulator«: en anordning, som anvendes til regulering af afgangstrykket af det gasformige brændstof til brintkonverteringssystemet |
|
19) |
»første trykregulator«: den trykregulator, som har beholdertrykket som sit indgangstryk |
|
20) |
»kontraventil«: en ventil, som kun tillader brint at strømme i én retning |
|
21) |
»tryk«: manometertryk målt i MPa i forhold til atmosfæretrykket, medmindre andet er angivet |
|
22) |
»fitting«, et forbindelsesstykke, som anvendes i et røranlæg eller et system af slanger |
|
23) |
»bøjelig brændstofledning«: en bøjelig rørforbindelse eller en slange, gennem hvilken der strømmer brint |
|
24) |
»varmeveksler«: en anordning til opvarmning af brinten |
|
25) |
»brintfilter«: en et filter, der anvendes til at adskille olie, vand og snavs fra brint |
|
26) |
»automatisk ventil«: en ventil, der ikke betjenes manuelt, men af en aktuator, dog med undtagelse af de i punkt 20 definerede kontraventiler |
|
27) |
»overtrykssikring«: en ikke-genlukkende anordning, som, når den aktiveres under nærmere bestemte forhold, anvendes til at frigive væske fra et brintsystem under tryk |
|
28) |
»overtryksventil«: en genlukkende trykaktiveret anordning, som, når den aktiveres under nærmere bestemte forhold, anvendes til at frigive væske fra et brintsystem under tryk |
|
29) |
»brændstofpåfyldningsforbindelse« eller »-beholder«: en anordning, der bruges til optankning af beholderen på tankstationen |
|
30) |
»aftageligt lagringssystem«: et aftageligt system i køretøjet, som huser og beskytter en eller flere beholder(e) eller et beholderaggregat |
|
31) |
»konnektor til aftageligt lagringssystem«: brintkonnektoranordningen mellem et aftageligt lagringssystem og den del af brintsystemet, der permanent er monteret i køretøjet |
|
32) |
»selvkrympning«: en metode til trykpåføring, som anvendes ved produktion af kompositbeholdere med en metalforing, som belastes ud over sin flydegrænse, således at der opstår blivende plastisk deformation, som medfører, at foringen har kompressionsspændinger og fibrene trækspændinger ved et indvendigt tryk på nul |
|
33) |
»foring«: en del af beholderen, som anvendes som gastæt inderbeholder, hvorpå der er beviklet forstærkende fibre, som giver den nødvendige styrke |
|
34) |
»omgivende temperatur«: et temperaturområde på 20 °C ± 10 °C |
|
35) |
»enheder«: den mindste underinddeling af systemkomponenter for så vidt angår bilag VI, idet disse kombinationer af komponenter behandles som separate enheder med henblik på identifikation, analyse eller udskiftning |
|
36) |
»køretøjets frihøjde«: afstanden mellem jordplanet og køretøjets underside |
|
37) |
»sikkerhedsanordning«: en anordning, som sørger for sikker drift inden for systemets normale driftsområde eller tilladelige fejlområde |
|
38) |
»brintkonverteringssystem«: et system, der er udformet til at konvertere brint til elektrisk, mekanisk eller termisk energi, og som f.eks. omfatter fremdriftssystem(er) eller hjælpeaggregat(er) |
|
39) |
»utilladeligt fejlområde«: vedrørende en procesvariabel — det område, inden for hvilket en uønsket begivenhed kan forventes |
|
40) |
»gas til tæthedsprøvning«: brint, helium eller en inaktiv gasblanding, der indeholder en påvist sporbar mængde helium eller brintgas |
|
41) |
»normalt driftsområde«: vedrørende en procesvariabel — det område, der er planlagt ud fra dets værdier |
|
42) |
»ydre tryk«: det tryk, der påvirker den konvekse side af den indre beholder eller den ydre kappe |
|
43) |
»ydre kappe«: den del af beholderen, der omslutter de/de indre beholder(e) og dens isoleringssystem |
|
44) |
»stiv brændstofledning«: en rørforbindelse, som ikke er bestemt til at skulle bøje ved normal drift, gennem hvilken der strømmer brint |
|
45) |
»boil off-styringssystem«: et system, som gør boil off-gas uskadeligt ved normale forhold |
|
46) |
»systemer med sikkerhedsinstrumentering«: processtyringssystemer, som forhindrer et ikke-tilladeligt fejlområde i at blive nået af en automatisk indgriben i processen. |
|
47) |
»batch«: en mængde færdige beholdere, som er fortløbende produceret og har samme nominelle dimensioner, udformning, særlige konstruktionsmateriale, fremstillingsproces og fremstillingsudstyr samt tidsforløb, temperatur og atmosfære under en eventuel varmebehandling |
|
48) |
»beholderens udstyr«: alle anordninger, som er fastgjort direkte til beholderens indre beholder eller ydre kappe |
|
49) |
»færdig beholder«: en beholder, som er typisk for en normal produktion og er komplet med udvendig belægning, herunder integreret isolering som foreskrevet af fabrikanten, men uden ikke-integreret isolering eller beskyttelse |
|
50) |
»sprængtryk«: det tryk, hvorved beholderen udviser brud |
|
51) |
»tilladeligt fejlområde«: vedrørende en procesvariabel — området mellem det normale driftsområde og det utilladelige fejlområde |
|
52) |
»boil off-system«: et system, der under normale forhold udleder boil-off, før beholderens/beholdernes trykudligningsanordning åbner |
|
53) |
»håndventil«: en manuelt betjent ventil |
|
54) |
»sikkerhedskoncept«: foranstaltninger, der skal sørge for sikker drift, selv i tilfælde af svigt eller tilfældige fejl |
|
55) |
»system til brugsovervågning og -styring«: et system, som tæller påfyldningscyklusserne og forhindrer yderligere brug af køretøjet, når et forudbestemt antal påfyldningscyklusser er overkredet |
|
56) |
»brændstoftilførselsledning«: den ledning, der leverer brint til brintkonverteringssystemet |
|
57) |
»kompositbeholder«: en beholder, der er konstrueret af mere end et materiale |
|
58) |
»bevikling«: harpiksimprægnerede endeløse fibre, som anvendes til forstærkning omkring en foring |
|
59) |
»selvkrympningstryk«: tryk i den beviklede beholder, hvor den nødvendige spændingsfordeling mellem foring og bevikling opnås |
|
60) |
»grænser for funktionel drift«: et mål, der definerer de ydre fysiske grænser, inden for hvilke systemet er i stand til at opretholde kontrollen |
|
61) |
»kontrolområde«: et område, inden for hvilket systemet forventes at udøve kontrol med en udgangsvariabel |
|
62) |
»transmissionsforbindelser«: midler, som anvendes til at forbinde forskellige enheder med hinanden, med henblik på udsendelse af signaler, driftsdata eller forsyning med energi |
|
63) |
»systemer/funktioner på højere niveau«: kontrolanordninger, som anvender yderligere behandling og/eller føleudstyr til at ændre køretøjets opførsel gennem udsendelse af kommandoer om variationer i køretøjskontrolsystemets normale funktion(er). |
Artikel 2
Administrative bestemmelser for EF-typegodkendelse af et køretøj med hensyn til brint som drivmiddel
1. Fabrikanten eller dennes repræsentant skal til den typegodkendende myndighed indsende ansøgningen om EF-typegodkendelse af en køretøjstype med hensyn brint som drivmiddel.
2. Ansøgningen udformes i overensstemmelse med den model af oplysningsskemaet, som er angivet i del 1 i bilag I.
Fabrikanten afgiver de oplysninger, som er angivet i del 3 i bilag I, med henblik på regelmæssig fornyelse af godkendelsen ved inspektion gennem hele køretøjets driftslevetid.
3. Hvis de relevante krav i del 1 i bilag III eller del 1 i bilag IV, V og VI er opfyldt, meddeler godkendelsesmyndigheden EF-typegodkendelse og udsteder et typegodkendelsesnummer i overensstemmelse med nummereringssystemet i bilag VII til direktiv 2007/46/EF.
En medlemsstat må ikke tildele samme nummer til en anden køretøjstype.
4. Ved anvendelse af stk. 3 udsteder den typegodkendende myndighed en EF-typegodkendelsesattest i overensstemmelse med den model, som er angivet i del 2 i bilag I.
Artikel 3
Administrative bestemmelser om EF-typegodkendelse af brintkomponenter og -systemer
1. Fabrikanten eller dennes repræsentant skal til den typegodkendende myndighed indsende ansøgningen om EF-komponenttypegodkendelse af en type brintkomponent eller -system.
Ansøgningen udformes i overensstemmelse med den model af oplysningsskemaet, som er angivet i del 1 i bilag II.
2. Hvis alle relevante krav i bilag III eller bilag IV er opfyldt, meddeler godkendelsesmyndigheden EF-komponenttypegodkendelse og udsteder et typegodkendelsesnummer i overensstemmelse med nummereringssystemet i bilag VII til direktiv 2007/46/EF.
En medlemsstat må ikke tildele det samme nummer til en anden type brintkomponent eller brintsystem.
3. Ved anvendelse af stk. 2 udsteder den typegodkendende myndighed en EF-typegodkendelsesattest i overensstemmelse med den model, som er angivet i del 2 i bilag II.
Artikel 4
Med henblik på EF-køretøjstypegodkendelse af brintdrevne køretøjer i henhold til artikel 6 og 9 i direktiv 2007/46/EF anvendes følgende bestemmelser ikke:
|
1) |
Rådets direktiv 80/1268/EØF (3) |
|
2) |
Rådets direktiv 80/1269/EF (4) for så vidt angår brintdrevne køretøjer, som fremdrives af forbrændingsmotorer |
|
3) |
bilag I til Rådets direktiv 70/221/EØF (5) |
|
4) |
punkt 3.3.5 i bilag II og punkt 4.3.2 i tillæg 1 til bilag II til Europa-Parlamentets og Rådets direktiv 96/27/EF (6) |
|
5) |
punkt 3.2.6 i bilag II og punkt 1.4.2.2 i tillæg 1 til bilag II til Europa-Parlamentets og Rådets direktiv 96/79/EF (7). |
Artikel 5
EF-komponenttypegodkendelsesmærke
Alle brintkomponenter eller brintsystemer, der er i overensstemmelse med en type, hvortil der er meddelt EF-komponenttypegodkendelse efter denne forordning, forsynes med et EF-komponenttypegodkendelsesmærke, jf. del 3 i bilag II.
Artikel 6
Ikrafttræden
Denne forordning træder i kraft på tyvendedagen for offentliggørelsen i Den Europæiske Unions Tidende.
Denne forordning er bindende i alle enkeltheder og gælder umiddelbart i hver medlemsstat.
Udfærdiget i Bruxelles, den 26. april 2010.
På Kommissionens vegne
José Manuel BARROSO
Formand
(1) EUT L 35 af 4.2.2009, s. 32.
(2) EUT L 263 af 9.10.2007, s. 1.
(3) EFT L 375 af 31.12.1980, s. 36.
(4) EFT L 375 af 31.12.1980, s. 46.
(5) EFT L 76 af 6.4.1970, s. 23.
(6) EFT L 169 af 8.7.1996, s. 1.
(7) EFT L 18 af 21.1.1997, s. 7.
BILAGSFORTEGNELSE
|
BILAG I |
Administrative dokumenter til EF-typegodkendelse af køretøjer med hensyn til brint som drivmiddel |
|
Del 1 |
Oplysningsskema |
|
Del 2 |
EF-typegodkendelsesattest |
|
Del 3 |
Oplysninger, der skal afgives med henblik på inspektion |
|
BILAG II |
Administrative dokumenter til EF-typegodkendelse af brintkomponenter og -systemer |
|
Del 1 |
Oplysningsskema |
|
Del 2 |
EF-typegodkendelsesattest |
|
Del 3 |
EF-komponenttypegodkendelsesmærke |
|
BILAG III |
Krav til brintkomponenter og -systemer, som er beregnet til flydende brint, og montering heraf i brintdrevne køretøjer |
|
Del 1 |
Krav til montering af brintkomponenter og -systemer, som er beregnet til flydende brint i brintdrevne køretøjer |
|
Del 2 |
Krav til brintbeholdere beregnet til flydende brint |
|
Del 3 |
Forskrifter for andre brintdele end beholdere til flydende brint |
|
BILAG IV |
Krav til brintkomponenter og -systemer, som er beregnet til anvendelse af komprimeret (gasformig) brint, og montering heraf i brintdrevne køretøjer |
|
Del 1 |
Krav til montering af brintkomponenter og -systemer, som er beregnet til komprimeret (gasformig) brint i brintdrevne køretøjer |
|
Del 2 |
Krav til brintbeholdere til komprimeret (gasformig) brint |
|
Del 3 |
Forskrifter for andre brintdele end beholdere beregnet til komprimeret (gasformig) brint |
|
BILAG V |
Krav til identifikation af køretøjet |
|
BILAG VI |
Sikkerhedskrav til komplekse elektroniske køretøjskontrolsystemer |
|
BILAG VII |
Normer, der henvises til i dette regulativ |
BILAG I
Administrative dokumenter til EF-typegodkendelse af køretøjer med hensyn til brint som drivmiddel
DEL 1
MODEL
OPLYSNINGSSKEMA Nr. …
om EF-typegodkendelse af et køretøj med hensyn til brint som drivmiddel
Nedennævnte oplysninger skal indsendes i tre eksemplarer og omfatte en indholdsfortegnelse. Eventuelle tegninger skal forelægges i en passende målestok på A4-ark eller foldet til dette format. Eventuelle fotografier skal være tilstrækkelig detaljerede.
Hvis komponenterne omfatter elektronisk styrede funktioner, anføres relevante funktionsspecifikationer.
|
0. |
GENERELT |
|
|
0.1. |
Fabriksmærke (firmabetegnelse): … |
|
|
0.2. |
Type: … |
|
|
0.2.1. |
Eventuel(le) handelsbetegnelse(r): … |
|
|
0.3. |
Typeidentifikationsmærker som markeret på køretøjet (1) (3): … |
|
|
0.3.1. |
Mærkets placering: … |
|
|
0.4. |
Køretøjets klasse (4): … |
|
|
0.5. |
Fabrikantens navn og adresse: … |
|
|
0.8. |
Navn og adresse på samlefabrik(ker): … |
|
|
0.9. |
Navn og adresse på fabrikantens bemyndigede repræsentant (i givet fald): … |
|
|
1. |
KØRETØJETS ALMINDELIGE SPECIFIKATIONER |
|
|
1.1. |
Fotografier og/eller tegninger af et repræsentativt køretøj: … |
|
|
1.3.3. |
Drivaksler (antal, placering, indbyrdes forbindelse): … |
|
|
1.4. |
Chassis (hvis et sådant forefindes) (tegning): … |
|
|
3. |
MOTORINSTALLATION |
|
|
3.9. |
Brint som drivmiddel |
|
|
3.9.1. |
Brintsystem beregnet til flydende brint/Brintsystem beregnet til komprimeret (gasformig) brint (1) |
|
|
3.9.1.1. |
Beskrivelse og tegning af brintsystem: … |
|
|
3.9.1.2. |
Navn og adresse på fabrikanten/fabrikanterne af det brintsystem, der anvendes til fremdrift af køretøjet: … |
|
|
3.9.1.3. |
Fabrikantens systemkode(r) (som markeret på systemet, eller anden identifikationsmåde): … |
|
|
3.9.1.4. |
Automatisk(e) stopventil(er): ja/nej (1) |
|
|
3.9.1.4.1. |
Fabrikat(er): … |
|
|
3.9.1.4.2. |
Type(r): … |
|
|
3.9.1.4.3. |
MPa |
|
|
3.9.1.4.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.4.5. |
Driftstemperatur (1): … |
|
|
3.9.1.4.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.4.7. |
Godkendelsesnummer: … |
|
|
3.9.1.4.8. |
Materiale: … |
|
|
3.9.1.4.9. |
Driftsprincipper: … |
|
|
3.9.1.4.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.5. |
Kontraventil(er): ja/nej (1) |
|
|
3.9.1.5.1. |
Fabrikat(er): … |
|
|
3.9.1.5.2. |
Type(r): … |
|
|
3.9.1.5.3. |
MPa |
|
|
3.9.1.5.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.5.5. |
Driftstemperatur (1): … |
|
|
3.9.1.5.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.5.7. |
Godkendelsesnummer: … |
|
|
3.9.1.5.8. |
Materiale: … |
|
|
3.9.1.5.9. |
Driftsprincipper: … |
|
|
3.9.1.5.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.6. |
Beholder(e) og beholderaggregat: ja/nej (1) |
|
|
3.9.1.6.1. |
Fabrikat(er): … |
|
|
3.9.1.6.2. |
Type(r): … |
|
|
3.9.1.6.3. |
MPa |
|
|
3.9.1.6.4. |
MPa |
|
|
3.9.1.6.5. |
Antal påfyldningscyklusser (1): … |
|
|
3.9.1.6.6. |
Driftstemperatur (1): … |
|
|
3.9.1.6.7. |
Kapacitet: … |
liter (vand) |
|
3.9.1.6.8. |
Godkendelsesnummer: … |
|
|
3.9.1.6.9. |
Materiale: … |
|
|
3.9.1.6.10. |
Driftsprincipper: … |
|
|
3.9.1.6.11. |
Beskrivelse og tegning: … |
|
|
3.9.1.7. |
Fittings: ja/nej (1) |
|
|
3.9.1.7.1. |
Fabrikat(er): … |
|
|
3.9.1.7.2. |
Type(r): … |
|
|
3.9.1.7.3. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (2): … |
MPa |
|
3.9.1.7.4. |
Antal påfyldningscyklusser eller driftscyklusser: … |
|
|
3.9.1.7.5. |
Godkendelsesnummer: … |
|
|
3.9.1.7.6. |
Materiale: … |
|
|
3.9.1.7.7. |
Driftsprincipper: … |
|
|
3.9.1.7.8. |
Beskrivelse og tegning: … |
|
|
3.9.1.8. |
Bøjelig(e) brændstofledning(er) ja/nej (1) |
|
|
3.9.1.8.1. |
Fabrikat(er): … |
|
|
3.9.1.8.2. |
Type(r): … |
|
|
3.9.1.8.3. |
MPa |
|
|
3.9.1.8.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.8.5. |
Driftstemperatur (1): … |
|
|
3.9.1.8.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.8.7. |
Godkendelsesnummer: … |
|
|
3.9.1.8.8. |
Materiale: … |
|
|
3.9.1.8.9. |
Driftsprincipper: … |
|
|
3.9.1.8.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.9. |
Varmevekslere(s): ja/nej (1) |
|
|
3.9.1.9.1. |
Fabrikat(er): … |
|
|
3.9.1.9.2. |
Type(r): … |
|
|
3.9.1.9.3. |
MPa |
|
|
3.9.1.9.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.9.5. |
Driftstemperatur (1): … |
|
|
3.9.1.9.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.9.7. |
Godkendelsesnummer: … |
|
|
3.9.1.9.8. |
Materiale: … |
|
|
3.9.1.9.9. |
Driftsprincipper: … |
|
|
3.9.1.9.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.10. |
Brintfilter/brintfiltre: ja/nej (1) |
|
|
3.9.1.10.1. |
Fabrikat(er): … |
|
|
3.9.1.10.2. |
Type(r): … |
|
|
3.9.1.10.3. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.10.4. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.10.5. |
Godkendelsesnummer: … |
|
|
3.9.1.10.6. |
Materiale: … |
|
|
3.9.1.10.7. |
Driftsprincipper: … |
|
|
3.9.1.10.8. |
Beskrivelse og tegning: … |
|
|
3.9.1.11. |
Følere til detektion af brintudslip: … |
|
|
3.9.1.11.1. |
Fabrikat(er): … |
|
|
3.9.1.11.2. |
Type(r): … |
|
|
3.9.1.11.3. |
MPa |
|
|
3.9.1.11.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.11.5. |
Driftstemperatur (1): … |
|
|
3.9.1.11.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.11.7. |
Angivne værdier: … |
|
|
3.9.1.11.8. |
Godkendelsesnummer: … |
|
|
3.9.1.11.9. |
Materiale: … |
|
|
3.9.1.11.10. |
Driftsprincipper: … |
|
|
3.9.1.11.11. |
Beskrivelse og tegning: … |
|
|
3.9.1.12. |
Håndventil(er) eller automatisk(e) ventil(er): ja/nej (1): … |
|
|
3.9.1.12.1. |
Fabrikat(er): … |
|
|
3.9.1.12.2. |
Type(r): … |
|
|
3.9.1.12.3. |
MPa |
|
|
3.9.1.12.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.12.5. |
Driftstemperatur (1): … |
|
|
3.9.1.12.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.12.7. |
Godkendelsesnummer: … |
|
|
3.9.1.12.8. |
Materiale: … |
|
|
3.9.1.12.9. |
Driftsprincipper: … |
|
|
3.9.1.12.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.13. |
Tryk- og/eller temperatur- og/eller brint- og/eller gennemstrømningsføler(e) (1): ja/nej (1) … |
|
|
3.9.1.13.1. |
Fabrikat(er): … |
|
|
3.9.1.13.2. |
Type(r): … |
|
|
3.9.1.13.3. |
MPa |
|
|
3.9.1.13.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.13.5. |
Driftstemperatur (1): … |
|
|
3.9.1.13.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.13.7. |
Angivne værdier: … |
|
|
3.9.1.13.8. |
Godkendelsesnummer: … |
|
|
3.9.1.13.9. |
Materiale: … |
|
|
3.9.1.13.10. |
Driftsprincipper: … |
|
|
3.9.1.13.11. |
Beskrivelse og tegning: … |
|
|
3.9.1.14. |
Trykregulator(er): ja/nej (1): … |
|
|
3.9.1.14.1. |
Fabrikat(er): … |
|
|
3.9.1.14.2. |
Type(r): … |
|
|
3.9.1.14.3. |
Antal hovedindstillingspunkter: … |
|
|
3.9.1.14.4. |
Principbeskrivelse af justering i hovedjusterpunkter: … |
|
|
3.9.1.14.5. |
Antal tomgangsjusterpunkter: … |
|
|
3.9.1.14.6. |
Principbeskrivelse af justering i tomgangsjusterpunkter: … |
|
|
3.9.1.14.7. |
Andre justeringsmuligheder: (angives i givet fald (beskrivelse og tegninger)): … |
|
|
3.9.1.14.8. |
MPa |
|
|
3.9.1.14.9. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.14.10. |
Driftstemperatur (1): … |
|
|
3.9.1.14.11. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.14.12. |
Indgangs- og udgangstryk: … |
|
|
3.9.1.14.13. |
Godkendelsesnummer: … |
|
|
3.9.1.14.14. |
Materiale: … |
|
|
3.9.1.14.15. |
Driftsprincipper: … |
|
|
3.9.1.14.16. |
Beskrivelse og tegning: … |
|
|
3.9.1.15. |
Overtrykssikring: ja/nej (1): … |
|
|
3.9.1.15.1. |
Fabrikat(er): … |
|
|
3.9.1.15.2. |
Type(r): … |
|
|
3.9.1.15.3. |
MPa |
|
|
3.9.1.15.4. |
Driftstemperatur (1): … |
|
|
3.9.1.15.5. |
Indstillingstryk (1): … |
|
|
3.9.1.15.6. |
Indstillet temperatur (1): … |
|
|
3.9.1.15.7. |
Blow off-kapacitet (1): … |
|
|
3.9.1.15.8. |
°C |
|
|
3.9.1.15.9. |
MPa |
|
|
3.9.1.15.10. |
Antal påfyldningscyklusser (kun klasse 0-komponenter) (1): … |
|
|
3.9.1.15.11. |
Godkendelsesnummer: … |
|
|
3.9.1.15.12. |
Materiale: … |
|
|
3.9.1.15.13. |
Driftsprincipper: … |
|
|
3.9.1.15.14. |
Beskrivelse og tegning: … |
|
|
3.9.1.16. |
Overtryksventil: ja/nej (1): … |
|
|
3.9.1.16.1. |
Fabrikat(er): … |
|
|
3.9.1.16.2. |
Type(r): … |
|
|
3.9.1.16.3. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.16.4. |
Indstillingstryk (1): … |
|
|
3.9.1.16.5. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.16.6. |
Godkendelsesnummer: … |
|
|
3.9.1.16.7. |
Materiale: … |
|
|
3.9.1.16.8. |
Driftsprincipper: … |
|
|
3.9.1.16.9. |
Beskrivelse og tegning: … |
|
|
3.9.1.17. |
Brændstofpåfyldningsforbindelse eller -beholder: ja/nej (1): … |
|
|
3.9.1.17.1. |
Fabrikat(er): … |
|
|
3.9.1.17.2. |
Type(r): … |
|
|
3.9.1.17.3. |
MPa |
|
|
3.9.1.17.4. |
Driftstemperatur (1): … |
|
|
3.9.1.17.5. |
MPa |
|
|
3.9.1.17.6. |
Antal påfyldningscyklusser (kun klasse 0-komponenter) (1): … |
|
|
3.9.1.17.7. |
Godkendelsesnummer: … |
|
|
3.9.1.17.8. |
Materiale: … |
|
|
3.9.1.17.9. |
Driftsprincipper: … |
|
|
3.9.1.17.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.18. |
Aftagelig konnektor til lagringssystem: ja/nej (1): … |
|
|
3.9.1.18.1. |
Fabrikat(er): … |
|
|
3.9.1.18.2. |
Type(r): … |
|
|
3.9.1.18.3. |
Nominelt arbejdstryk og højeste tilladte arbejdstryk (2): … |
MPa |
|
3.9.1.18.4. |
Antal driftscyklusser: … |
|
|
3.9.1.18.5. |
Godkendelsesnummer: … |
|
|
3.9.1.18.6. |
Materiale: … |
|
|
3.9.1.18.7. |
Driftsprincipper: … |
|
|
3.9.1.18.8. |
Beskrivelse og tegning: … |
|
|
3.9.2. |
Yderligere dokumentation: … |
|
|
3.9.2.1. |
Procesdiagram (flowdiagram) over brintsystemet: … |
|
|
3.9.2.2. |
Systemlayout, herunder elektriske forbindelser og andet eksternt system (indgange og/eller udgange osv.): … |
|
|
3.9.2.3. |
Forklaring af symboler anvendt i dokumentationsmaterialet: … |
|
|
3.9.2.4. |
Justeringsdata til trykbegrænsningsanordninger og trykregulatorer: … |
|
|
3.9.2.5. |
Layout for køle/varmesystem(er), herunder nominelt eller højeste tilladte arbejdstryk (NAWP eller MAWP) og driftstemperaturer: … |
|
|
3.9.2.6. |
Tegninger med krav til montering og drift … |
|
Tillæg til oplysningsskemaet
Erklæring vedr. driftsforhold for brintbeholdere
|
Fabrikant Identifikation |
Fabrikantens navn: Fabrikantens adresse: |
|||||||||||||||
|
Beholder Identifikation |
Identifikation af beholderen: |
|
||||||||||||||
|
Nominelt arbejdstryk: |
MPa |
|||||||||||||||
|
Type: |
|
|||||||||||||||
|
Diameter (5): |
mm |
|||||||||||||||
|
Længde (5): |
mm |
|||||||||||||||
|
Indvendigt rumfang: |
liter |
|||||||||||||||
|
Tørvægt: |
kg |
|||||||||||||||
|
Beholdergevind: |
|
|||||||||||||||
|
Beholder Driftslevetid |
Maksimal driftslevetid: Maksimalt antal påfyldningscyklusser: |
år cyklusser |
||||||||||||||
|
Beholder Brandsikringssystem |
Fabrikant af overtrykssikring: Identifikation af overtrykssikring: Overtrykssikring, tegning nr.: |
|||||||||||||||
|
Beholder Understøttelsesmetode |
Understøttelsesmetode: |
hals/cylindermontering (6) |
||||||||||||||
|
Understøttelse, tegning nr.: |
|
|||||||||||||||
|
Beholder Beskyttende belægninger |
Beskyttelsens formål: Beskyttelsesbelægning, tegning nr.: |
|||||||||||||||
|
Beholder Konstruktionsbeskrivelse |
Beholder, tegning nr.: Beholdertegningerne skal mindst vise følgende oplysninger:
|
|||||||||||||||
|
Beholder Korrosionsinhibitor |
Er der anvendt korrosionsinhibitor til beholderen: ja/nej (6) Fabrikant af korrosionsinhibitoren: Identifikation af korrosionsinhibitoren: |
|||||||||||||||
|
Supplerende oplysninger |
|
|||||||||||||||
|
Erklæring vedrørende beholderens driftsforhold |
Fabrikanten erklærer, at beholderens konstruktion er passende til brug gennem den angivne driftslevetid under de forhold, der er angivet i punkt 2.7 i bilag IV i forordning (EF) nr. 406/2010. Fabrikant: Navn, stilling og underskrift: Sted, dato: |
|||||||||||||||
DEL 2
MODEL
Største format: A4 (210 × 297 mm)
EF-TYPEGODKENDELSESATTEST
Meddelelse vedrørende:
|
af en køretøjstype med hensyn til brint som drivmiddel (7) |
||
|
|||
|
|||
|
|
i henhold til forordning (EF) nr. 79/2009, som gennemført ved forordning (EF) nr. 406/2010.
EF-typegodkendelse nr.:
Årsag til udvidelse:
AFSNIT I
0.1. Fabriksmærke (firmabetegnelse):
Type:
0.2.1. Eventuel(le) handelsbetegnelse(r):
Typeidentifikationsmærker, hvis markeret på køretøjet (8):
0.3.1. Mærkets placering:
0.4. Køretøjets klasse (9):
0.5. Fabrikantens navn og adresse:
0.8. Navn og adresse på samlefabrik(ker):
0.9. Navn og adresse på fabrikantens bemyndigede repræsentant (i givet fald):
AFSNIT II
1. Eventuelle supplerende oplysninger (eventuelt): se addendum
2. Den tekniske tjeneste, der forestår prøvningerne:
3. Prøvningsrapportens dato:
4. Prøvningsrapportens nummer:
5. Bemærkninger (eventuelt): se addendum
6. Sted
7. Dato:
8. Underskrift:
|
Vedlagt |
: |
Informationspakke Prøvningsrapport. |
Addendum
til EF-typegodkendelsesattest nr. …
om EF-typegodkendelse af et køretøj med hensyn til brint som drivmiddel
Supplerende oplysninger
1.1. Køretøj udstyret med brintsystem beregnet til flydende brint / brintsystem beregnet til komprimeret (gasformig) brint (10)
Typegodkendelsesnummer for hver brintkomponent eller hvert brintsystem, der er monteret på køretøjstypen for at sikre overensstemmelse med denne forordning.
2.1. Brintsystem(er):
2.2. Automatisk(e) stopventil(er):
2.3. Kontraventil(er):
2.4. Beholder(e) og beholderaggregat:
2.5. Fittings:
2.6. Bøjelig(e) brændstofledning(er)
2.7. Varmeveksler(e):
2.8. Brintfilter/brintfiltre:
2.9. Følere til detektion af brintudslip:
2.10. Håndventil(er) eller automatisk(e) ventil(er):
2.11. Tryk- og/eller temperatur- og/eller brint- og/eller gennemstrømningsføler(e) (10):
2.12. Trykregulator(er):
2.13. Overtrykssikring:
2.14. Overtryksventil:
2.15. Brændstofpåfyldningsforbindelse eller -beholder:
2.16. Aftagelig konnektor til lagringssystem:
3. Bemærkninger:
DEL 3
Oplysninger, der skal afgives med henblik på inspektion
1. Fabrikanter skal:
|
a) |
give anbefalinger vedrørende syn eller prøvning af brintsystemet gennem dets driftslevetid |
|
b) |
i køretøjets instruktionsbog eller på en mærkat tæt ved det i Rådets direktiv 76/114/EØF (11) omhandlede skilt angive oplysninger om behovet for periodiske syn. |
2. Fabrikanterne skal stille oplysningerne i afsnit 1 til rådighed for de godkendelsesmyndigheder og kompetente myndigheder i medlemsstaterne, som er ansvarlige for de periodiske syn af køretøjer, i form af instruktionsbøger eller elektroniske medier (f.eks. cd-rom, online-tjenester).
(1) Det ikke gældende overstreges (i nogle tilfælde skal intet overstreges, f.eks. hvis flere muligheder er relevante).
(2) Specificer tolerancen.
(3) Hvis typeidentifikationsmærkningen indeholder tegn, der ikke er relevante for beskrivelsen af de typer køretøj, komponent eller separat teknisk enhed, der er omfattet af dette oplysningsskema, erstattes sådanne tegn i følgedokumenterne med »?« (f.eks. ABC??123??).
(4) Klassifikation i henhold til definitionerne i del A i bilag II til direktiv 2007/46/EF.
(5) Kan erstattes af andre dimensioner, der angiver beholderens form.
(6) Det ikke relevante overstreges.
(7) Det ikke gældende overstreges.
(8) Hvis typeidentifikationsmærkningen indeholder tegn, der ikke er relevante for beskrivelsen af de typer køretøj, komponent eller separat teknisk enhed, der er omfattet af dette oplysningsskema, erstattes sådanne tegn i følgedokumenterne med »?« (f.eks. ABC??123??).
(9) Som defineret i del A i bilag II til direktiv 2007/46/EF.
(10) Det ikke gældende overstreges.
BILAG II
Administrative dokumenter til EF-typegodkendelse af brintkomponenter og -systemer
DEL 1
MODEL
OPLYSNINGSSKEMA Nr.
om EF-typegodkendelse af en brintkomponent eller et brintsystem
Nedennævnte oplysninger skal indsendes i tre eksemplarer og omfatte en indholdsfortegnelse. Eventuelle tegninger skal forelægges i en passende målestok på A4-ark eller foldet til dette format. Eventuelle fotografier skal være tilstrækkelig detaljerede.
Hvis komponenterne omfatter elektronisk styrede funktioner, anføres relevante funktionsspecifikationer.
|
0. |
GENERELT |
|
|
0.1. |
Fabriksmærke (firmabetegnelse): … |
|
|
0.2. |
Type: … |
|
|
0.2.1. |
Eventuel(le) handelsbetegnelse(r): … |
|
|
0.2.2. |
Komponentens reference- eller reservedelsnummer (1): … |
|
|
0.2.3. |
Systemkomponentens/komponenternes reference- eller reservedelsnummer (1): … |
|
|
0.2.4. |
Systemets reference- eller reservedelsnummer (1): … |
|
|
0.5. |
Fabrikantens navn(e) og adresse(r): … |
|
|
0.7. |
EF-typegodkendelsesmærkets/mærkernes anbringelsessted og fastgørelsesmåde: … |
|
|
0.8. |
Navn(e) og adresse(r) på monteringsvirksomhed(er): … |
|
|
0.9. |
Navn og adresse på fabrikantens bemyndigede repræsentant (i givet fald): … |
|
|
3.9. |
Brint som drivmiddel (1): … |
|
|
3.9.1. |
Brintsystem beregnet til flydende brint/Brintsystem beregnet til komprimeret (gasformig) brint/Brintkomponent beregnet til flydende brint/Brintkomponent beregnet til komprimeret (gasformig) brint (1): … |
|
|
3.9.1.1. |
Beskrivelse og tegning af brintsystemet (1): … |
|
|
3.9.1.2. |
Navn(e) og adresse(r) på fabrikanten/fabrikanterne af brintsystemet (1): … |
|
|
3.9.1.3. |
Fabrikantens systemkode(r) (som markeret på systemet, eller anden identifikationsmåde) (1): … |
|
|
3.9.1.4. |
Automatisk(e) stopventil(er): ja/nej (1) … |
|
|
3.9.1.4.1. |
Fabrikat(er): … |
|
|
3.9.1.4.2. |
Type(r): … |
|
|
3.9.1.4.3. |
MPa |
|
|
3.9.1.4.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.4.5. |
Driftstemperatur (1): … |
|
|
3.9.1.4.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.4.7. |
Godkendelsesnummer: … |
|
|
3.9.1.4.8. |
Materiale: … |
|
|
3.9.1.4.9. |
Driftsprincipper: … |
|
|
3.9.1.4.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.5. |
Kontraventil(er): ja/nej (1) … |
|
|
3.9.1.5.1. |
Fabrikat(er): … |
|
|
3.9.1.5.2. |
Type(r): … |
|
|
3.9.1.5.3. |
MPa |
|
|
3.9.1.5.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.5.5. |
Driftstemperatur (1): … |
|
|
3.9.1.5.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.5.7. |
Godkendelsesnummer: … |
|
|
3.9.1.5.8. |
Materiale: … |
|
|
3.9.1.5.9. |
Driftsprincipper: … |
|
|
3.9.1.5.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.6. |
Beholder(e) og beholderaggregat. ja/nej (1) … |
|
|
3.9.1.6.1. |
Fabrikat(er): … |
|
|
3.9.1.6.2. |
Type(r): … |
|
|
3.9.1.6.3. |
MPa |
|
|
3.9.1.6.4. |
MPa |
|
|
3.9.1.6.5. |
Antal påfyldningscyklusser (1) … |
|
|
3.9.1.6.6. |
Driftstemperatur (1): … |
|
|
3.9.1.6.7. |
Kapacitet: … |
liter (vand) |
|
3.9.1.6.8. |
Godkendelsesnummer: … |
|
|
3.9.1.6.9. |
Materiale: … |
|
|
3.9.1.6.10. |
Driftsprincipper: … |
|
|
3.9.1.6.11. |
Beskrivelse og tegning: … |
|
|
3.9.1.7. |
Fittings: ja/nej (1) … |
|
|
3.9.1.7.1. |
Fabrikat(er): … |
|
|
3.9.1.7.2. |
Type(r): … |
|
|
3.9.1.7.3. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (2): … |
MPa |
|
3.9.1.7.4. |
Antal påfyldningscyklusser eller driftscyklusser: … |
|
|
3.9.1.7.5. |
Godkendelsesnummer: … |
|
|
3.9.1.7.6. |
Materiale: … |
|
|
3.9.1.7.7. |
Driftsprincipper: … |
|
|
3.9.1.7.8. |
Beskrivelse og tegning: … |
|
|
3.9.1.8. |
Bøjelig(e) brændstofledning(er) ja/nej (1) … |
|
|
3.9.1.8.1. |
Fabrikat(er): … |
|
|
3.9.1.8.2. |
Type(r): … |
|
|
3.9.1.8.3. |
MPa |
|
|
3.9.1.8.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.8.5. |
Driftstemperatur (1): … |
|
|
3.9.1.8.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.8.7. |
Godkendelsesnummer: … |
|
|
3.9.1.8.8. |
Materiale: … |
|
|
3.9.1.8.9. |
Driftsprincipper: … |
|
|
3.9.1.8.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.9. |
Varmevekslere(s): ja/nej (1) … |
|
|
3.9.1.9.1. |
Fabrikat(er): … |
|
|
3.9.1.9.2. |
Type(r): … |
|
|
3.9.1.9.3. |
MPa |
|
|
3.9.1.9.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.9.5. |
Driftstemperatur (1): … |
|
|
3.9.1.9.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.9.7. |
Godkendelsesnummer: … |
|
|
3.9.1.9.8. |
Materiale: … |
|
|
3.9.1.9.9. |
Driftsprincipper: … |
|
|
3.9.1.9.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.10. |
Brintfilter/brintfiltre: ja/nej (1) … |
|
|
3.9.1.10.1. |
Fabrikat(er): … |
|
|
3.9.1.10.2. |
Type(r): … |
|
|
3.9.1.10.3. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.10.4. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.10.5. |
Godkendelsesnummer: … |
|
|
3.9.1.10.6. |
Materiale: … |
|
|
3.9.1.10.7. |
Driftsprincipper: … |
|
|
3.9.1.10.8. |
Beskrivelse og tegning: … |
|
|
3.9.1.11. |
Følere til detektion af brintudslip: … |
|
|
3.9.1.11.1. |
Fabrikat(er): … |
|
|
3.9.1.11.2. |
Type(r): … |
|
|
3.9.1.11.3. |
MPa |
|
|
3.9.1.11.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2) … |
MPa |
|
3.9.1.11.5. |
Driftstemperatur (1): … |
|
|
3.9.1.11.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.11.7. |
Angivne værdier: … |
|
|
3.9.1.11.8. |
Godkendelsesnummer: … |
|
|
3.9.1.11.9. |
Materiale: … |
|
|
3.9.1.11.10. |
Driftsprincipper: … |
|
|
3.9.1.11.11. |
Beskrivelse og tegning: … |
|
|
3.9.1.12. |
Håndventil(er) eller automatisk(e) ventil(er): ja/nej (1) … |
|
|
3.9.1.12.1. |
Fabrikat(er) … |
|
|
3.9.1.12.2. |
Type(r): … |
|
|
3.9.1.12.3. |
MPa |
|
|
3.9.1.12.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.12.5. |
Driftstemperatur (1): … |
|
|
3.9.1.12.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.12.7. |
Godkendelsesnummer: … |
|
|
3.9.1.12.8. |
Materiale: … |
|
|
3.9.1.12.9. |
Driftsprincipper: … |
|
|
3.9.1.12.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.13. |
Tryk- og/eller temperatur- og/eller brint- og/eller gennemstrømningsføler(e) (1): ja/nej (1) … |
|
|
3.9.1.13.1. |
Fabrikat(er): … |
|
|
3.9.1.13.2. |
Type(r): … |
|
|
3.9.1.13.3. |
MPa |
|
|
3.9.1.13.4. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.13.5. |
Driftstemperatur (1): … |
|
|
3.9.1.13.6. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.13.7. |
Angivne værdier: … |
|
|
3.9.1.13.8. |
Godkendelsesnummer: … |
|
|
3.9.1.13.9. |
Materiale: … |
|
|
3.9.1.13.10. |
Driftsprincipper: … |
|
|
3.9.1.13.11. |
Beskrivelse og tegning: … |
|
|
3.9.1.14. |
Trykregulator(er): ja/nej (1) … |
|
|
3.9.1.14.1. |
Fabrikat(er): … |
|
|
3.9.1.14.2. |
Type(r): … |
|
|
3.9.1.14.3. |
Antal hovedindstillingspunkter: … |
|
|
3.9.1.14.4. |
Principbeskrivelse af justering i hovedjusterpunkter: … |
|
|
3.9.1.14.5. |
Antal tomgangsjusterpunkter: … |
|
|
3.9.1.14.6. |
Principbeskrivelse af justering i tomgangsjusterpunkter: … |
|
|
3.9.1.14.7. |
Andre justeringsmuligheder: (angives i givet fald (beskrivelse og tegninger)): … |
|
|
3.9.1.14.8. |
MPa |
|
|
3.9.1.14.9. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.14.10. |
Driftstemperatur (1): … |
|
|
3.9.1.14.11. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.14.12. |
Indgangs- og udgangstryk: … |
|
|
3.9.1.14.13. |
Godkendelsesnummer: … |
|
|
3.9.1.14.14. |
Materiale: … |
|
|
3.9.1.14.15. |
Driftsprincipper: … |
|
|
3.9.1.14.16. |
Beskrivelse og tegning: … |
|
|
3.9.1.15. |
Overtrykssikring: ja/nej (1) … |
|
|
3.9.1.15.1. |
Fabrikat(er): … |
|
|
3.9.1.15.2. |
Type(r): … |
|
|
3.9.1.15.3. |
MPa |
|
|
3.9.1.15.4. |
Driftstemperatur (1): … |
|
|
3.9.1.15.5. |
Indstillingstryk (1): … |
|
|
3.9.1.15.6. |
Indstillet temperatur (1): … |
|
|
3.9.1.15.7. |
Blow off-kapacitet (1): … |
|
|
3.9.1.15.8. |
Driftstemperatur (1): … |
|
|
3.9.1.15.9. |
°C |
|
|
3.9.1.15.10. |
MPa |
|
|
3.9.1.15.11. |
Antal påfyldningscyklusser (kun klasse 0-komponenter) (1): … |
|
|
3.9.1.15.12. |
Godkendelsesnummer: … |
|
|
3.9.1.15.13. |
Materiale: … |
|
|
3.9.1.15.14. |
Driftsprincipper: … |
|
|
3.9.1.15.15. |
Beskrivelse og tegning: … |
|
|
3.9.1.16. |
Overtryksventil: ja/nej (1) … |
|
|
3.9.1.16.1. |
Fabrikat(er): … |
|
|
3.9.1.16.2. |
Type(r): … |
|
|
3.9.1.16.3. |
Nominelt arbejdstryk og ved placering nedstrøms for den første trykregulator, højeste tilladte arbejdstryk (1) (2): … |
MPa |
|
3.9.1.16.4. |
Indstillingstryk (1): … |
|
|
3.9.1.16.5. |
Antal påfyldningscyklusser eller driftscyklusser (1): … |
|
|
3.9.1.16.6. |
Godkendelsesnummer: … |
|
|
3.9.1.16.7. |
Materiale: … |
|
|
3.9.1.16.8. |
Driftsprincipper: … |
|
|
3.9.1.16.9. |
Beskrivelse og tegning: … |
|
|
3.9.1.17. |
Brændstofpåfyldningsforbindelse eller -beholder: ja/nej (1) … |
|
|
3.9.1.17.1. |
Fabrikat(er): … |
|
|
3.9.1.17.2. |
Type(r): … |
|
|
3.9.1.17.3. |
MPa |
|
|
3.9.1.17.4. |
Driftstemperatur (1) … |
|
|
3.9.1.17.5. |
MPa |
|
|
3.9.1.17.6. |
Antal påfyldningscyklusser (kun klasse 0-komponenter) (1): … |
|
|
3.9.1.17.7. |
Godkendelsesnummer: … |
|
|
3.9.1.17.8. |
Materiale: … |
|
|
3.9.1.17.9. |
Driftsprincipper: … |
|
|
3.9.1.17.10. |
Beskrivelse og tegning: … |
|
|
3.9.1.18. |
Aftagelig konnektor til lagringssystem: ja/nej (1) … |
|
|
3.9.1.18.1. |
Fabrikat(er): … |
|
|
3.9.1.18.2. |
Type(r): … |
|
|
3.9.1.18.3. |
Nominelt arbejdstryk og højeste tilladte arbejdstryk (2): … |
MPa |
|
3.9.1.18.4. |
Antal driftscyklusser: … |
|
|
3.9.1.18.5. |
Godkendelsesnummer: … |
|
|
3.9.1.18.6. |
Materiale: … |
|
|
3.9.1.18.7. |
Driftsprincipper: … |
|
|
3.9.1.18.8. |
Beskrivelse og tegning: … |
|
|
3.9.2. |
Yderligere dokumentation: … |
|
|
3.9.2.1. |
Procesdiagram (flowdiagram) over brintsystemet … |
|
|
3.9.2.2. |
Systemlayout, herunder elektriske forbindelser og andet eksternt system (indgange og/eller udgange osv.) … |
|
|
3.9.2.3. |
Forklaring af symboler anvendt i dokumentationsmaterialet: … |
|
|
3.9.2.4. |
Justeringsdata til trykbegrænsningsanordninger og trykregulatorer … |
|
|
3.9.2.5. |
Layout for køle/varmesystem(er), herunder nominelt eller højeste tilladte arbejdstryk (NAWP eller MAWP) og driftstemperaturer: … |
|
|
3.9.2.6. |
Tegninger med krav til montering og drift … |
|
Tillæg til oplysningsskemaet
Erklæring vedr. driftsforhold for brintbeholdere
|
Fabrikant Identifikation |
Fabrikantens navn: Fabrikantens adresse: |
|||||||||||||||
|
Beholder Identifikation |
Identifikation af beholderen: |
|
||||||||||||||
|
Nominelt arbejdstryk: |
MPa |
|||||||||||||||
|
Type: |
|
|||||||||||||||
|
Diameter (3): |
mm |
|||||||||||||||
|
Længde (3): |
mm |
|||||||||||||||
|
Internt rumfang: |
liter |
|||||||||||||||
|
Tørvægt: |
kg |
|||||||||||||||
|
Beholdergevind: |
|
|||||||||||||||
|
Beholder Driftslevetid |
Maksimal driftslevetid: |
år |
||||||||||||||
|
Maksimalt antal påfyldningscyklusser: |
cyklusser |
|||||||||||||||
|
Beholder Brandsikringssystem |
Fabrikant af overtrykssikringen: Identifikation af overtrykssikring: Overtrykssikring, tegning nr.: |
|||||||||||||||
|
Beholder Understøttelsesmetode |
Understøttelsesmetode: |
hals/cylindermontering (4) |
||||||||||||||
|
Understøttelse, tegning nr.: |
|
|||||||||||||||
|
Beholder Beskyttende belægninger |
Beskyttelsens formål: Beskyttelsesbelægning, tegning nr.: |
|||||||||||||||
|
Beholder Konstruktionsbeskrivelse |
Beholder, tegning nr.: Beholdertegningerne skal mindst vise følgende oplysninger:
|
|||||||||||||||
|
Beholder Korrosionsinhibitor |
Er der anvendt korrosionsinhibitor til beholderen: ja/nej (4) Fabrikant af korrosionsinhibitoren: Identifikation af korrosionsinhibitoren: |
|||||||||||||||
|
Supplerende oplysninger |
|
|||||||||||||||
|
Erklæring vedrørende beholderens driftsforhold |
Fabrikanten erklærer, at beholderens konstruktion er passende til brug gennem den angivne driftslevetid under de forhold, der er angivet i punkt 2.7 i bilag IV til forordning (EF) nr. 406/2010. Fabrikant: Navn, stilling og underskrift: Sted, dato: |
|||||||||||||||
Specifikation af beholdere beregnet til komprimeret (gasformig) brint
|
Materialespecifikation |
Gælder for materialer |
|
||||||
|
Stål |
Aluminiumlegering |
Plastforing |
Fiber |
Harpiks |
Overfladebelægning |
Detaljer |
||
|
|
Materialeproducent |
|
|
|
|
|
|
|
|
|
Type materiale |
|
|
|
|
|
|
|
|
|
Materialeidentifikation |
|
|
|
|
|
|
|
|
|
Varmebehandlingsdefinition |
|
|
|
|
|
|
|
|
|
Kemisk sammensætning |
|
|
|
|
|
|
|
|
|
Kold- eller kryoformgivningsproces |
|
|
|
|
|
|
|
|
|
Definition af svejseproces |
|
|
|
|
|
|
|
|
Forskrifter for materialeprøvninger |
Gælder for materialer |
|
||||||
|
Stål |
Aluminiumlegering |
Plastforing |
Fiber |
Harpiks |
Overfladebelægning |
Specificeret materialeværdi |
||
|
|
Trækprøvning |
|
|
|
|
|
|
|
|
|
Charpy-slagprøvning |
|
|
|
|
|
|
|
|
|
Bøjeprøvning |
|
|
|
|
|
|
|
|
|
Makroskopisk undersøgelse |
|
|
|
|
|
|
|
|
|
Korrosionsprøvning |
|
|
|
|
|
|
|
|
|
Prøvning for revnedannelse ved vedvarende belastning |
|
|
|
|
|
|
|
|
|
Prøvning ved blødgøringstemperatur |
|
|
|
|
|
|
|
|
|
Prøvning ved glasovergangstemperatur |
|
|
|
|
|
|
|
|
|
Prøvning af harpiksens forskydningsstyrke |
|
|
|
|
|
|
|
|
|
Prøvning af overfladebelægning |
|
|
|
|
|
|
|
|
|
Brintforenelighedsprøvning |
|
|
|
|
|
|
|
|
Prøvningsforskrifter for beholdere |
Specificeret konstruktivt bestemt værdi |
|
|
|
Sprængprøvning |
|
|
|
Prøvning for cyklisk trykbelastning ved omgivende temperatur |
|
|
|
Prøvning for ydeevne for utæthed før brud |
|
|
|
Brandprøvning |
|
|
|
Gennemtrængningsprøvning |
|
|
|
Prøvning for kemikalieeksponering |
|
|
|
Prøvning for følsomhed over for defekter i kompositten |
|
|
|
Accelereret spændingsbrudprøvning |
|
|
|
Prøvning for cyklisk trykbelastning ved ekstrem temperatur |
|
|
|
Faldprøvning |
|
|
|
Tæthedsprøvning |
|
|
|
Gennemsivningsprøvning |
|
|
|
Vridningsprøvning på studs |
|
|
|
Cyklisk prøvning for brintgas |
|
DEL 2
MODEL
Største format: A4 (210 × 297 mm)
EF-TYPEGODKENDELSESATTEST
Meddelelse vedrørende:
|
af en type brintkomponent |
||
|
|||
|
|
||
|
|
i henhold til forordning (EF) nr. 79/2009, gennemført ved forordning (EF) nr. 406/2010.
EF-typegodkendelse nr.:
Årsag til udvidelse:
AFSNIT I
0.1. Fabriksmærke (firmabetegnelse):
0.2. Type:
Typeidentifikationsmærker, hvis markeret på komponenten (6):
0.3.1. Mærkets placering:
0.5. Fabrikantens navn og adresse:
0.7. For komponenter og separate tekniske enheder, EF-godkendelsesmærkets anbringelsessted og -måde:
0.8. Navn og adresse på samlefabrik(ker):
0.9. Navn og adresse på fabrikantens befuldmægtigede repræsentant (i givet fald):
AFSNIT II
1. Eventuelle supplerende oplysninger (eventuelt): se addendum
2. Den tekniske tjeneste, der forestår prøvningerne:
3. Prøvningsrapportens dato:
4. Prøvningsrapportens nummer:
5. Bemærkninger (eventuelt): se addendum
6. Sted:
7. Dato:
8. Underskrift:
|
Vedlagt |
: |
Informationspakke Prøvningsrapport. |
Addendum
til EF-typegodkendelsesattest nr. …
om EF-typegodkendelse af en brintkomponent eller et brintsystem
1. Supplerende oplysninger
1.1. Brintsystem beregnet til flydende brint/Brintsystem beregnet til komprimeret (gasformig) brint/Brintkomponent beregnet til flydende brint/Brintkomponent beregnet til komprimeret (gasformig) brint (7)
2. Specifikationer og prøvningsresultater
2.1. Beholdere beregnet til komprimeret (gasformig) brint
2.1.1. Specifikation af beholdermaterialer
|
Materialespecifikation |
Gælder for materialer |
|
||||||
|
Stål |
Aluminiumlegering |
Plastforing |
Fiber |
Harpiks |
Overfladebelægning |
Detaljer |
||
|
|
Materialeproducent |
|
|
|
|
|
|
|
|
|
Type materiale |
|
|
|
|
|
|
|
|
|
Materialeidentifikation |
|
|
|
|
|
|
|
|
|
Varmebehandlingsdefinition |
|
|
|
|
|
|
|
|
|
Kemisk sammensætning |
|
|
|
|
|
|
|
|
|
Kold- eller kryoformgivningsproces |
|
|
|
|
|
|
|
|
|
Definition af svejseproces |
|
|
|
|
|
|
|
2.1.2. Prøvningsresultater for beholdermaterialer
|
Materialeprøvning |
Gælder for materialer |
|
|
||||||
|
Stål |
Aluminiumlegering |
Plastforing |
Fiber |
Harpiks |
Overfladebelægning |
Specificeret materialeværdi |
Prøvningsværdi |
||
|
|
Trækprøvning |
|
|
|
|
|
|
|
|
|
|
Charpy-slagprøvning |
|
|
|
|
|
|
|
|
|
|
Bøjeprøvning |
|
|
|
|
|
|
|
|
|
|
Makroskopisk undersøgelse |
|
|
|
|
|
|
|
|
|
|
Korrosionsprøvning |
|
|
|
|
|
|
|
|
|
|
Prøvning for revnedannelse ved vedvarende belastning |
|
|
|
|
|
|
|
|
|
|
Prøvning ved blødgøringstemperatur |
|
|
|
|
|
|
|
|
|
|
Prøvning ved glasovergangstemperatur |
|
|
|
|
|
|
|
|
|
|
Prøvning af harpiksens forskydningsstyrke |
|
|
|
|
|
|
|
|
|
|
Prøvning af overfladebelægning |
|
|
|
|
|
|
|
|
|
|
Brintforenelighedsprøvning |
|
|
|
|
|
|
|
|
2.1.3. Prøvningsresultater for beholderen
|
Beholderprøvning |
Specificeret konstruktivt bestemt værdi |
Prøvningsresultat |
|
|
|
Sprængprøvning |
|
|
|
|
Prøvning for cyklisk trykbelastning ved omgivende temperatur |
|
|
|
|
Prøvning for ydeevne for utæthed før brud |
|
|
|
|
Brandprøvning |
|
|
|
|
Gennemtrængningsprøvning |
|
|
|
|
Prøvning for kemikalieeksponering |
|
|
|
|
Prøvning for følsomhed over for defekter i kompositten |
|
|
|
|
Accelereret spændingsbrudprøvning |
|
|
|
|
Prøvning for cyklisk trykbelastning ved ekstrem temperatur |
|
|
|
|
Faldprøvning |
|
|
|
|
Tæthedsprøvning |
|
|
|
|
Gennemsivningsprøvning |
|
|
|
|
Vridningsprøvning på studs |
|
|
|
|
Cyklisk prøvning for brintgas |
|
|
3. Eventuelle begrænsninger for anvendelsen af anordningen:
4. Bemærkninger:
DEL 3
EF-komponenttypegodkendelsesmærke
EF-typegodkendelsesmærket skal bestå af:
1.1. et rektangel, som omslutter bogstavet »e« (lille e) efterfulgt af kendingsbogstavet/kendingsbogstaverne for den medlemsstat, som har meddelt komponentypegodkendelse:
|
1 |
for Tyskland |
19 |
for Rumænien |
|
2 |
for Frankrig |
20 |
for Polen |
|
3 |
for Italien |
21 |
for Portugal |
|
4 |
for Nederlandene |
23 |
for Grækenland |
|
5 |
for Sverige |
24 |
for Irland |
|
6 |
for Belgien |
26 |
for Slovenien |
|
7 |
for Ungarn |
27 |
for Slovakiet |
|
8 |
for Tjekkiet |
29 |
for Estland |
|
9 |
for Spanien |
32 |
for Letland |
|
11 |
for Det Forenede Kongerige |
34 |
for Bulgarien |
|
12 |
for Østrig |
36 |
for Litauen |
|
13 |
for Luxembourg |
49 |
for Cypern |
|
17 |
for Finland |
50 |
for Malta |
|
18 |
for Danmark |
|
|
1.2. i nærheden af rektanglet: »basisgodkendelsesnummeret« — som udgør del 4 af typegodkendelsesnummeret — med to foranstillede cifre, der er løbenummeret på nærværende forordning eller den seneste større tekniske ændring af forordning (EF) nr. 79/2009 eller nærværende forordning. I denne forordning er dette løbenummeret 00.
2. Typegodkendelsesmærket for komponenten fastgøres til komponenten eller systemet, så det er holdbart og let læseligt.
3. I addendummet er der vist et eksempel på et typegodkendelsesmærke.
Addendum til tillæg 1
Eksempel på typegodkendelsesmærke til en komponent
![]()
Forklaring: Denne typegodkendelse for en komponent er udstedt af Belgien under nummer 0004. De to første cifre (00) angiver, at komponenten blev godkendt i henhold til denne forordning.
(1) Det ikke gældende overstreges (i nogle tilfælde skal intet overstreges, f.eks. hvis flere muligheder er relevante).
(2) Specificer tolerancen.
(3) Kan erstattes af andre dimensioner, der angiver beholderens form.
(4) Det ikke relevante overstreges.
(5) Det ikke gældende overstreges.
(6) Hvis typeidentifikationsmærkningen indeholder tegn, der ikke er relevante for beskrivelsen af de typer køretøj, komponent eller separat teknisk enhed, der er omfattet af dette oplysningsskema, erstattes sådanne tegn i følgedokumenterne med »?« (f.eks. ABC??123??).
(7) Det ikke gældende overstreges.
BILAG III
Krav til brintkomponenter og -systemer, som er beregnet til flydende brint, og montering heraf i brintdrevne køretøjer
1. INDLEDNING
I dette bilag fastsættes krav og prøvningsforskrifter for brintkomponenter og -systemer, som er beregnet til flydende brint, og montering heraf i brintdrevne køretøjer.
2. GENERELLE FORSKRIFTER
2.1. De materialer, der anvendes i en brintkomponent eller et brintsystem, skal være kompatible med brint i dets flydende og/eller gasformige tilstand i overensstemmelse med punkt 4.11 i del 3.
DEL 1
Krav til montering af brintkomponenter og -systemer, som er beregnet til flydende brint i brintdrevne køretøjer
1. Generelle krav
1.1. Alle brintkomponenter og -systemer skal være monteret i køretøjet og forbundet i overensstemmelse med bedste praksis.
1.2. Brintsystemet/systemerne må ikke udvise utætheder ud over boil-off ved det højeste tilladte arbejdstryk (MAWP), dvs. der må ikke dannes bobler ved brug af utæthedsdetekterende spray.
1.3. Driftstemperaturerne skal være:
|
Forbrændingsmotorer Motorrum |
I køretøjet (Alle typer fremdriftssystemer) |
|
–40 °C til + 120 °C |
–40 °C til +85 °C |
1.4. Der skal i samarbejde med påfyldningsstationen træffes relevante automatiske foranstaltninger, der sikrer, at der ikke forekommer ukontrolleret brintudslip under påfyldningsproceduren.
1.5. I tilfælde af brintudslip eller -udluftning, må brint ikke kunne akkumuleres i lukkede eller halvtlukkede områder i køretøjet.
2. Montering af en brintbeholder i et køretøj
2.1. Beholderen kan integreres i køretøjskonstruktionen, så den får supplerende funktioner. I så fald skal beholderen være konstrueret til at opfylde kravene til integreret funktion og beholderkravene i del 2.
2.2. Når køretøjet er brugsklart, må brintbeholderens laveste del ikke mindske køretøjets frihøjde. Dette gælder ikke, hvis brintbeholderen er tilstrækkelig beskyttet fortil og i siderne, og ingen del af beholderen er lavere end denne beskyttende konstruktion.
Brintbeholderen/beholderne, herunder de dertil fastgjorte sikkerhedsanordninger, skal monteres og fastgøres, således at følgende accelerationer kan optages, uden at beholderens/beholdernes fastgørelse brydes eller løsnes (påvises ved prøvning eller beregning). Den anvendte masse skal være repræsentativ for en fuldt udstyret og fyldt beholder eller beholderaggregat.
Køretøjer af klasse M1 og N1:
|
a) |
20 g i køreretningen |
|
b) |
8 g vandret og vinkelret på køreretningen. |
Køretøjer i klasse M2 og N2:
|
a) |
10 g i køreretningen |
|
b) |
5 g vandret og vinkelret på køreretningen. |
Køretøjer i klasse M3 og N3:
|
a) |
6,6 g i køreretningen |
|
b) |
5 g vandret og vinkelret på køreretningen. |
2.4. Bestemmelserne i punkt 2.3 finder ikke anvendes, hvis køretøjet er godkendt i henhold til Europa-Parlamentets og Rådets direktiv 96/27/EF (1) og 96/79/EF (2).
3. Udstyr, som er monteret på brintbeholderen
3.1. Automatiske stopventiler eller kontraventiler
3.1.1. Automatiske stopventiler skal, med undtagelse af boil off-styringssystemer, anvendes i overensstemmelse med punkt 6 i bilag VI i forordning (EF) nr. 79/2009, og skal være lukkede i normal position.
3.1.2. Brændstofpåfyldningsforbindelser eller -beholdere anvendes i overensstemmelse med punkt 4 i bilag VI til forordning (EF) nr. 79/2009.
3.1.3. I tilfælde af, at beholderen forskubbes, skal den første isolerede anordning og eventuelt den ledning, der forbinder denne til beholderen, være beskyttet på en sådan måde, at stopfunktionen forbliver funktionsdygtig, og forbindelsen mellem anordningen og beholderen ikke brydes.
3.1.4. De automatiske ventiler skal være lukkede i normal position (fejlsikrede).
3.1.5. Når et andet brintkonverteringssystem slukkes, uanset aktiveringskontaktens placering, skal brændstofflowet til det pågældende brintkonverteringssystem slukkes og forblive lukket, indtil systemdrift igen er nødvendig.
3.2. Overtrykssikringer
3.2.1. De trykudløste overtrykssikringer skal være således monteret på beholderen/beholderne, at deres udledninger går gennem en atmosfærisk afgangsledning, som fører uden for køretøjet. De må ikke sende udledningen mod en varmekilde som f.eks. udstødningen. Desuden skal udledningen foregå således, at brinten ikke kan komme ind i køretøjet og/eller akkumulere i et lukket område. Desuden må den første overtrykssikring ikke udlede i et delvist lukket område. Såfremt den anden overtrykssikring er en sprængskive og er monteret inden i den indre beholder, kræves en passende udblæsningsåbning i den ydre kappe.
3.2.2. For så vidt angår indre beholdere er det normale driftsområde for det indre beholdertryk på mellem 0 MPa og det indstillede tryk for den primære sikkerhedsanordning, som er under eller lig med den indre beholders højeste tilladte arbejdstryk (MAWP).
For så vidt angår indre stålbeholdere svarer den nedre grænse for det tilladelige fejlområde til et tryk på over 136 % af den indre beholders højeste tilladte arbejdstryk (MAWP), hvis der anvendes en sikkerhedsventil som sekundær overtrykssikring. For så vidt angår indre stålbeholdere svarer den nedre grænse for det ikke-tilladelige fejlområde til et tryk på over 150 % af den indre beholders højeste tilladte arbejdstryk (MAWP), hvis der anvendes en sprængskive som sekundær overtrykssikring. For andre materialer gælder et tilsvarende sikkerhedsniveau. Det ikke-tilladelige fejlområde er det tryk, hvor der forekommer plastisk deformation eller sprængning af den indre beholder, jf. figur 3.2.
Figur 3.2
Områder gældende for en indre ståltank

3.3. Gastæt indeslutning på brintbeholder(e)
3.3.1. Alle ikke svejste forbindelser af brintledende komponenter og brintkomponenter, fra hvilke der kan forekomme udsivning, og som er monteret inden i passagerkabinen eller bagagerummet eller andre ikke-ventilerede rum, skal placeres i en gastæt indeslutning.
3.3.2. Den gastætte indeslutning skal være i åben forbindelse med atmosfæren.
3.3.3. Den gastætte indeslutnings ventilationsåbning skal være placeret på indeslutningens højeste punkt og må ikke føre udledningen mod en varmekilde som f.eks. udstødningen. Desuden skal udledningen foregå således, at brinten ikke kan komme ind i køretøjet og/eller akkumulere i et lukket eller delvist lukket område.
3.3.4. Der må ikke være ubeskyttede antændingskilder inden i den gastætte indeslutning.
3.3.5. Et eventuelt forbindelsessystem og gennemføringer i køretøjets karrosseri til ventilation af den gastætte indeslutning skal have mindst samme tværsnit som slangen på overtrykssikringen.
3.3.6. Denne indeslutning skal til prøvningsformål være hermetisk forseglet og gastæt ved et tryk på 0,5 kPa, dvs. der må ikke forekomme bobler i 1 minut eller permanent deformation.
3.3.7. Et eventuelt forbindelsessystem skal med klemmer eller på anden måde være fastgjort til den gastætte indeslutning og gennemføringen, således at en gastæt samling er sikret.
4. Stive og bøjelige brændstofledninger
4.1. Stive brændstofledninger skal være fastgjort således, at de ikke kan blive udsat for slid, kritiske vibrationer og/eller anden belastning.
4.2. Bøjelige brændstofledninger skal være fastgjort således, at de ikke kan blive udsat for vridninger, at slid undgås, og så de ikke klemmes ved normal brug.
4.3. I fastgøringspunktet skal bøjelige og stive brændstofledninger være monteret således, at der ikke sker nogen metal-metal berøring for at undgå galvanisk korrosion og spaltekorrosion.
4.4. Stive og bøjelige brændstofledninger føres på en sådan måde, at risikoen for tilfældig beskadigelse såvel indvendigt, f.eks. pga. placering eller bevægelse af bagage eller anden last, som udvendigt, f.eks. pga. ujævn vej eller brug af donkraft, minimeres i rimelig grad.
4.5. Ved indføring gennem køretøjets karosseri eller andre brintkomponenter, skal brændstofledningerne monteres med grommetringe eller andet beskyttende materiale.
5. Fittings eller gasforbindelser mellem komponenterne
5.1. Rør af rustfrit stål må kun samles med fittings af rustfrit stål.
5.2. Antallet af samlinger skal være indskrænket til det mindst mulige.
5.3. Alle samlinger skal være placeret, så de er tilgængelige for inspektion og tæthedsprøvning.
5.4. I passagerkabinen eller lukkede bagagerum må brændstofledningerne ikke være længere end rimeligt nødvendigt.
6. Brændstofpåfyldningsforbindelse eller -beholder
6.1. Brændstofpåfyldningsforbindelsen eller -beholderen skal være sikret mod fejljustering og være beskyttet mod snavs og vand. Den skal desuden være sikret mod fejlhåndtering.
6.2. Brændstofpåfyldningsforbindelsen eller -beholderen må ikke være monteret i motorrummet, passagerkabinen eller i andre uventilerede rum.
6.3. Brændstofpåfyldningsledningerne skal fastgøres til beholderen som beskrevet i punkt 3.1.1.
6.4. Brændstofpåfyldningsforbindelsen eller -beholderen skal have en isolerende anordning i overensstemmelse med punkt 3.1.2.
6.5. Det skal sikres, at fremdriftssystemet ikke kan betjenes, og at køretøjet ikke kan bevæges, når brændstofpåfyldningsforbindelsen eller -beholderen er forbundet til tankstationen.
7. El-installation
7.1. De elektriske komponenter i brintsystemet skal være beskyttet mod overbelastning.
7.2. Strømforsyningsforbindelser skal være tætnet mod brintindtrængen, hvor der findes brintkomponenter, eller hvor brintudsivning kan forekomme.
8. Boil off under normale omstændigheder
8.1. Boil off-gasser skal uskadeliggøres via et boil off-styringssystem.
8.2. Boil off-styringssystemet skal være konstrueret til at kunne klare beholderen/beholdernes boil off-rate ved normale driftsbetingelser.
8.3. Ved opstart og under køretøjets drift skal der aktiveres et system, som advarer føreren i tilfælde af svigt i boil off-styringssystemet.
9. Øvrige krav
9.1. Alle overtrykssikringer og udluftningsledninger skal beskyttes mod hærværk, så vidt det er praktisk muligt.
9.2. Passagerkabinen, bagagerummet og alle sikkerhedsbetydende komponenter i køretøjet (f.eks. bremsesystemet, elektrisk isolering) skal være beskyttet mod skadelige temperaturpåvirkninger fra det kryogene brændstof. Der skal tages højde for eventuel udsivning af kryogent brændstof ved vurdering af den påkrævede beskyttelse.
9.3. Brændbare materialer, som anvendes i køretøjet, skal beskyttes mod flydende luft, som kan kondenseres på uisolerede elementer i brændstofsystemet.
9.4. Svigt i varmevekslerens varmekredsløb må ikke forårsage utæthed fra brintsystemet.
10. Systemer med sikkerhedsinstrumentering
10.1. Systemer med sikkerhedsinstrumentering skal være fejlsikrede, redundante eller selvovervågende.
10.2. Hvis systemerne med sikkerhedsinstrumentering under punkt 10.1 er fejlsikrede eller selvovervågende elektroniske systemer, finder de særlige krav i bilag VI til denne forordning anvendelse.
11. Krav om syn af brintsystemet
11.1. Alle brintsystemer skal synes mindst hver 48. måned efter ibrugtagningsdatoen og i forbindelse med eventuel genmontering.
11.2. Synet skal foretages af en teknisk tjeneste i overensstemmelse med fabrikanternes forskrifter i del 3, bilag I.
DEL 2
Krav til brintbeholdere beregnet til flydende brint
1. INDLEDNING
Denne del indeholder krav til og prøvningsforskrifter for brintbeholdere til flydende brint.
2. TEKNISKE KRAV
2.1. Valideringen af beholderens konstruktion gennem beregning skal foretages i henhold til EN 1251-2.
2.2. Mekanisk belastning
Beholderens dele skal kunne modstå følgende mekaniske belastninger:
2.2.1. Indre beholder
2.2.1.1. Prøvningstryk
Den indre beholder skal kunne modstå prøvningstrykket Ptest:
Ptest = 1,3 (MAWP + 0,1 MPa)
hvor MAWP er den indre beholders højeste tilladte arbejdstryk i MPa.
2.2.1.2. Ydre tryk
Hvis den indre beholder og dens udstyr under vakuum er en mulig driftsmetode, skal den indre beholder og dens udstyr kunne modstå et ydre tryk på 0,1 MPa.
2.2.2. Ydre kappe
2.2.2.1. Den ydre kappe skal kunne modstå det højeste tilladte arbejdstryk (MAWP), som er det tryk dens sikkerhedsanordning er indstillet til.
2.2.2.2. Den ydre kappe skal kunne modstå et ydre tryk på 0,1 MPa.
2.2.3. Ydre monteringsbeslag
Den fyldte beholders ydre monteringsbeslag skal kunne modstå de accelerationer, der angives i punkt 2.3 i del 1, uden at udvise brud, idet den tilladte belastning i monteringsbeslagene beregnet efter den lineære belastningsmodel ikke må overstige:
σ ≤ 0,5 Rm
2.2.4. Indre monteringsbeslag
Den fyldte beholders indre monteringsbeslag skal kunne modstå de accelerationer, der angives i punkt 2.3 i del 1, uden at udvise brud, idet den tilladte belastning i monteringsbeslagene beregnet efter den lineære belastningsmodel ikke må overstige:
σ ≤ 0,5 Rm
2.2.5. Kravene i punkt 2.2.3 og 2.2.4 finder ikke anvendelse, hvis det kan påvises, at beholderen kan tåle de i del 1, punkt 2.3, angivne accelerationer uden udsivning fra den indre beholder og fra alle de forskellige rør opstrøms for de automatiske sikkerhedsanordninger, stopventiler og/eller kontraventiler.
2.2.6. Dimensioneringen af beholderens monteringsbeslag kan påvises enten ved beregning eller afprøvning.
2.3. Konstruktivt bestemt temperatur
2.3.1. Indre beholder og ydre kappe
Den indre beholders og den ydre kappes konstruktivt bestemte temperatur skal være 20° C.
2.3.2. Forskelligt udstyr
For alt andet udstyr, som ikke er nævnt under punkt 2.3.1, er den konstruktivt bestemte temperatur den lavest, henholdsvis den højest mulige driftstemperatur, som angivet i punkt 1.3 i del 1.
2.3.3. Der tages højde for den termiske belastning ved driftsforhold som påfyldning og fjernelse eller ved nedkølingsprocesserne.
2.4. Kemisk forenelighed
2.4.1. Beholderens og udstyrets materialer skal være forenelige med:
|
a) |
brint, hvis delene er i kontakt hermed |
|
b) |
atmosfæren, hvis delene er i kontakt hermed |
|
c) |
andre medier, som delene er i kontakt med (f.eks. kølevæske). |
3. MATERIALER
3.1. Materialerne skal være sammensat, fremstillet og yderligere behandlet således, at:
|
a) |
de færdige produkter udviser de påkrævede mekaniske egenskaber |
|
b) |
de færdige produkter, som anvendes til komponenter under tryk og er i kontakt med brint, kan modstå de termiske, kemiske og mekaniske belastninger, de udsættes for. Især skal materialer i komponenter, der er i kontakt med kryogene temperaturer, være forenelige med kryogene temperaturer i henhold til EN 1252-1. |
3.2. Specifikationer
3.2.1. Materialer, der anvendes ved lave temperaturer, skal overholde hårdhedskravene i EN 1252-1. For ikke-metalliske materialer skal egnethed til lave temperaturer valideres gennem en forsøgsmetode, idet der tages højde for driftsforholdene.
3.2.2. De materialer, der anvendes til den ydre kappe, skal sikre, at isoleringssystemet forbliver intakt, og deres brudforlængelse i en strækprøvning skal være mindst 12 % ved flydende nitrogentemperatur.
3.2.3. En korrosionstolerance er ikke påkrævet for den indre beholder. Der kræves ikke korrosionstolerance på andre overflader, hvis de er tilstrækkeligt beskyttede mod korrosion.
3.3. Certifikater og beviser for materialets egenskaber
3.3.1. Tilsatsmaterialet skal være foreneligt med grundmaterialet, således at det danner svejsninger med egenskaber svarende til dem, der foreskrives for grundmateriale for alle de temperaturer, som materialet kan udsættes for.
3.3.2. Fabrikanten skal fremskaffe og levere certifikater for kemisk støbeanalyse og mekaniske materialeegenskaber for stål og andre materialer, som anvendes til produktion af trykbelastede dele. For så vidt angår metalliske materialer skal certifikatet være mindst type 3.1 i henhold til EN 10204 eller tilsvarende. For så vidt angår ikke-metalliske materialer, skal certifikatet være af en tilsvarende type.
3.3.3. Den tekniske tjeneste kan udføre analyser og undersøgelser. Sådanne undersøgelser udføres enten på materialeprøver, som forelægges af fabrikanten af beholderen, eller på de færdige beholdere.
3.3.4. Fabrikanten skal stille resultaterne af de metallurgiske og mekaniske prøvninger og analyser af grund- og tilsatsmaterialer, som er foretaget af svejsninger, til rådighed for den tekniske tjeneste.
3.3.5. Materialeskemaer skal mindst bære:
|
— |
fabrikantens tegn |
|
— |
materialets identifikationsnummer |
|
— |
partiets nummer |
|
— |
tilsynsførende tegn. |
3.4. Konstruktionsberegning
3.4.1. Bestemmelser vedrørende den indre beholder:
Udformningen af den indre beholder skal følge konstruktionsbestemmelserne i EN 1251-2.
3.4.2. Bestemmelser vedrørende den ydre kappe:
Udformningen af den ydre kappe skal følge konstruktionsbestemmelserne i EN 1251-2.
3.4.3. De generelle tolerancer i ISO 2768-1 finder anvendelse.
4. FREMSTILLING OG MONTERING AF BEHOLDEREN
4.1. Fabrikanter af svejste beholdere skal have etableret svejsningskvalitetssystemer, der sikrer de kvalitetskrav til svejsning, som er angivet i EN 729-2:1994 eller EN 729-3:1994.
4.2. Svejseprocessen skal godkendes af den tekniske tjeneste i overensstemmelse med EN 288-3:1992/A1:1997, EN 288-4:1992/A1:1997 og EN 288-8:1995.
4.3. Svejsere skal godkendes af den tekniske tjeneste i overensstemmelse med EN 287-1:1992/A1:1997, EN 287-2:1992/A1:1997 og for automatiske svejseanlæg EN 1418:1997.
4.4. Fremstillingsprocessen (f.eks. formgivning og varmebehandling, svejsning) skal udføres i overensstemmelse med EN 1251-2.
4.5. Ved inspektion og prøvning af det indre rørsystem mellem den indre beholder og den ydre kappe: Alle svejste samlinger i rørsystemet skal gennemgå en 100 % ikke destruktiv inspektion, så vidt muligt via radiografisk inspektion, alternativt via ultralydsprøvning, flydende penetrantprøvning, heliumtæthedsprøvning osv.
4.6. Antallet af samlinger bør minimeres. Samlinger tillades ikke i tomrummet mellem den indre beholder og den ydre kappe, medmindre de er svejste eller limet.
4.7. Beholderens udstyr monteres således, at systemet og dets komponenter fungerer korrekt og sikkert og er gastætte.
4.8. Beholderen renses og tørres før driften i overensstemmelse med EN 12300.
5. ANDRE FORSKRIFTER
5.1. Beskyttelse af den ydre kappe
Den ydre kappe skal beskyttes ved hjælp af en anordning, der forhindrer sprængning af den ydre kappe eller sammentrykning af den indre beholder.
5.2. Bestemmelser vedrørende isoleringen
5.2.1. Der må under ingen omstændigheder kunne dannes is på beholderens yderside ved normale driftsbetingelser. I området ved overtryksikringens rør tillades lokal isdannelse på rørets yderside.
5.3. Niveaumåler
5.3.1. En måler i førerkabinen skal angive det flydende niveau i beholderen med en nøjagtighed på +/– 10 %.
5.3.2. Hvis systemet omfatter en svømmer, skal denne kunne modstå et ydre tryk, som er højere end det højeste tilladte arbejdstryk (MAWP) i den indre beholder, med en mindste sikkerhedskoefficient på 2 i forhold til udknækningskriterierne.
5.4. Maksimalt påfyldningsniveau
5.4.1. Der skal etableres et system, som forhindrer, at beholderen overfyldes. Dette system kan fungere i forbindelse med påfyldningsstationen. Dette system skal være påført en permanent mærkning, som angiver, hvilken beholdertype den er konstrueret for og — hvis det er relevant — monteringsposition og -retning.
5.4.2. Påfyldningsprocessen må ikke medføre, at en eventuel overtrykssikring udløses, uanset tidsrummet under/efter påfyldningsprocessen. Påfyldningsprocessen må ikke føre til driftsbetingelser, som boil off-styringssystemet ikke er konstrueret til og derfor ikke kan klare.
5.5. Mærkning
Foruden EF-komponenttypegodkendelsesmærket i del 3 i bilag II skal hver beholder også være mærket med følgende letlæselige data:
5.5.1.1. Indre beholder:
|
a) |
navn og adresse på fabrikanten af den indre beholder |
|
b) |
serienummer. |
5.5.1.2. Ydre kappe:
|
a) |
et mærke som angivet i punkt 3.1 i bilag V |
|
b) |
et forbud mod yderligere svejsning, fræsning og standsning |
|
c) |
tankens tilladte retning i køretøjet |
|
d) |
en identifikationsplade med følgende oplysninger:
|
Identifikationspladen skal være læselig, når den er monteret.
5.5.2. Mærkningsmetoden må ikke forårsage øgede lokale belastninger i den indre beholders eller ydre kappes konstruktion.
5.6. Inspektionsåbninger
Inspektionsåbninger er ikke påkrævet i den indre beholder eller ydre kappe.
6. PRØVNINGER OG INSPEKTION
6.1. Prøvninger og inspektion med henblik på godkendelse
Med henblik på godkendelse udfører den tekniske tjeneste prøvninger og inspektion i overensstemmelse med punkt 6.3.1 til 6.3.6 på to prøveeksemplarer af beholderen. Prøveeksemplarerne skal leveres i den relevante tilstand, som er nødvendig for inspektionerne. Med henblik på godkendelse skal beholderen under overværelse af den tekniske tjeneste udsættes for prøvningerne i punkt 6.3.7 til 6.3.9.
6.2. Prøvning og inspektion under fremstilling
Prøvningerne og inspektionerne som angivet i punkt 6.3.1 til 6.3.6 udføres på hver beholder.
6.3. Prøvningsforskrifter
6.3.1. Trykprøvning
6.3.1.1. Den indre beholder og rørsystemet mellem den indre beholder og den ydre kappe skal kunne modstå en indre trykprøvning med et relevant medium ved rumtemperatur i overensstemmelse med til følgende forskrifter:
Prøvningstrykket ptest skal være:
ptest = 1,3 (MAWP +0,1 MPa)
hvor MAWP er den indre beholders højeste tilladte arbejdstryk i MPa.
6.3.1.2. Trykprøvningen udføres før montering af den ydre kappe.
6.3.1.3. Trykket i den indre beholder øges med konstant hastighed, indtil prøvningstrykket nås.
6.3.1.4. Den indre beholder skal forblive under prøvningstrykket i mindst 10 minutter for at sikre, at trykket ikke mindskes.
6.3.1.5. Efter prøvningen må den indre beholder ikke udvise tegn på synlig permanent deformation eller synlige utætheder.
6.3.1.6. Enhver afprøvet indre beholder, som ikke består prøvningen pga. permanent deformation, skal forkastes og må ikke repareres.
6.3.1.7. Enhver afprøvet indre beholder, som ikke består prøvningen pga. utæthed, kan accepteres efter reparation og omprøvning.
6.3.1.8. I tilfælde af hydraulisk prøvning skal beholderen, efter afslutning af denne prøvning, tømmes og tørres, indtil dugpunktet i beholderen er –40 °C i overensstemmelse med EN 12300.
6.3.1.9. Der udarbejdes en prøvningsrapport, og inspektionsafdelingen mærker den indre beholder, hvis den er accepteret.
6.3.2. Tæthedsprøvning
Efter endelig samling skal brintbeholderen prøves med en gasblanding, der indeholder mindst 10 % helium.
6.3.3. Efterprøvning af målene
Følgende mål skal efterprøves:
|
— |
for cylindriske beholdere — den indre beholders rundhed i overensstemmelse med EN 1251-2:2000, 5.4. |
|
— |
frigang i forhold til en lige linje for den indre og ydre kapsel i overensstemmelse med EN 1251-2, 5.4. |
6.3.4. Destruktive og ikke destruktive prøvninger af svejsesøm
Prøvningerne skal udføres i overensstemmelse med EN 1251-2.
6.3.5. Besigtigelse
Svejsesømmene og den indre og ydre overflade på beholderens indre og ydre kappe besigtiges. Overfladerne må ikke udvise kritisk beskadigelse eller fejl.
6.3.6. Mærkning
Mærkningen kontrolleres efter bestemmelserne i punkt 5.5.
6.3.7. Sprængprøvning
Sprængprøvningen udføres på et prøveeksemplar af den indre beholder, som ikke er integreret i dens ydre kappe og uisoleret.
6.3.7.1. Kriterier
6.3.7.1.1. Sprængtrykket skal mindst svare til det sprængtryk, der blev anvendt ved de mekaniske beregninger. For stålbeholdere vil det sige:
|
a) |
enten det højeste tilladte arbejdstryk (MAWP) (i MPa) plus 0,1 MPa ganget med 3,25 |
|
b) |
eller det højeste tilladte arbejdstryk (MAWP) (i MPa) plus 0,1 MPa ganget med 1,5 og ganget med Rm/Rp, hvor Rm betyder mindste trækbrudstyrke og Rp betyder mindste flydespænding. |
6.3.7.1.2. For brintbeholdere lavet af andre materialer end stål skal det godtgøres, at de giver lige så stor sikkerhed som beholdere, der overholder kravene i punkt 6.3.7.1.1 og 6.3.7.1.2.
6.3.7.2. Forskrifter
6.3.7.2.1. Den prøvede beholder skal konstruktions- og fremstillingsmæssigt være repræsentativ for den type, der skal godkendes.
6.3.7.2.2. Prøvningen skal være en hydraulisk prøvning.
6.3.7.2.3. Rørsystemet kan modificeres for at muliggøre prøvningen (udrensning af dødvolumen, indførelse af væsken, lukning af ikke anvendte rør osv.)
6.3.7.2.4. Beholderen skal være fyldt med vand. Trykket øges med en konstant hastighed, der ikke overstiger 0,5 MPa/min, indtil sprængning. Når det højeste tilladte arbejdstryk (MAWP) nås, ventes i mindst ti minutter ved konstant tryk, således at beholderens deformation kontrolleres.
6.3.7.2.5. Ved hjælp af et system skal de forskellige deformationer kunne undersøges.
6.3.7.2.6. Trykket registreres eller noteres under hele prøvningen.
6.3.7.3. Resultater
Prøvningsbetingelserne og sprængtrykket noteres på et prøvningscertifikat, der underskrives af fabrikanten og den tekniske tjeneste.
6.3.8. Brandprøvning
6.3.8.1. Kriterier
6.3.8.1.1. Beholderen må ikke sprænge, og trykket i den indre beholder må ikke overskride det tilladte fejlområde for den indre beholder. For så vidt angår indre stålbeholdere skal den sekundære overtrykssikring begrænse trykket i tanken til 136 % af den indre beholders højeste tilladte arbejdstryk (MAWP), hvis der anvendes en sikkerhedsventil som sekundær overtrykssikring.
For så vidt angår indre stålbeholdere skal den sekundære overtrykssikring begrænse trykket i tanken til 150 % af den indre beholders højeste tilladte arbejdstryk (MAWP), hvis en sprængskive anvendes uden for vakuumområdet som sekundær overtrykssikring.
For så vidt angår indre stålbeholdere skal den sekundære overtrykssikring begrænse trykket i tanken til 150 % af den indre beholders højeste tilladte arbejdstryk plus 0,1 MPa (MAWP +0,1 MPa), hvis en sprængskive anvendes i vakuumområdet som sekundær overtrykssikring.
For andre materialer skal der påvises et tilsvarende sikkerhedsniveau.
Den sekundære overtrykssikring skal fungere under 110 % af det indstillede tryk for den primære overtrykssikring.
6.3.8.2. Forskrifter
6.3.8.2.1. Den prøvede beholder skal konstruktions- og fremstillingsmæssigt være repræsentativ for den type, der skal godkendes.
6.3.8.2.2. Den skal være fuldstændigt færdigfremstillet og monteret med alt udstyr.
Beholderen skal allerede være nedkølet, og den indre beholder skal have samme temperatur som den flydende brint. Beholderen skal under de forudgående 24 timer have indeholdt et volumen flydende brint svarende til mindst halvdelen af den indre beholders vandvolumen.
6.3.8.2.3.1. Beholderen skal være fyldt med flydende brint, således at mængden af flydende brint målt efter rummålsystemet udgør halvdelen af den højest tilladte mængde, som den indre beholder kan rumme.
6.3.8.2.3.2. Der skal være brand 0,1 m under beholderen. Brandens længde og bredde skal overskride beholderens flademål med 0,1 m. Brandens temperatur skal være mindst 590 °C. Branden skal opretholdes i hele prøvningens varighed.
6.3.8.2.3.3. Beholderens tryk ved prøvningens begyndelse skal være mellem 0 MPa og 0,01 MPa ved brintets kogepunkt i den indre beholder.
6.3.8.2.3.4. Når sikkerhedsanordningen åbnes, fortsættes prøvningen indtil blow off fra sikkerhedsanordning er færdig. Under prøvningen må beholderen ikke sprænge, og trykket i den indre beholder må ikke overskride det tilladte fejlområde for den indre beholder. For så vidt angår indre beholdere af stål, må beholdertrykket ikke overstige 136 % af det højeste tilladte arbejdstryk (MAWP) for den indre beholder. For andre materialer gælder et tilsvarende sikkerhedsniveau.
6.3.8.3. Resultater
Prøvningsbetingelserne og det højeste opnåede tryk i beholderen under prøvningen registreres på et prøvningscertifikat, der underskrives af fabrikanten og den tekniske tjeneste.
6.3.9. Prøvning for maksimalt påfyldningsniveau
6.3.9.1. Kriterier
Under alle de prøvninger, der er nødvendige for godkendelsen, må påfyldningsprocessen ikke medføre, at en eventuel overtrykssikring udløses, uanset tidsrummet under/efter påfyldningsprocessen. Påfyldningsprocessen må ikke føre til driftsbetingelser, som boil off-styringssystemet ikke er konstrueret til og derfor ikke kan klare.
6.3.9.2. Forskrifter
6.3.9.2.1. Den prøvede beholder skal konstruktions- og fremstillingsmæssigt være repræsentativ for den type, der skal godkendes.
6.3.9.2.2. Den skal være fuldstændigt færdigfremstillet og monteret med alt udstyr, bl.a. niveaumåleren.
6.3.9.2.3. Beholderen skal allerede være nedkølet, og den indre beholder skal have samme temperatur som den flydende brint. Beholderen skal under de forudgående 24 timer have indeholdt et volumen flydende brint svarende til mindst halvdelen af den indre beholders vandvolumen.
6.3.9.2.4. Brintmassen eller masseflowet ved beholderens indgang og afgang måles med en nøjagtighed bedre end 1 % af den prøvede beholders maksimale påfyldningsmasse.
6.3.9.2.5. Beholderen skal fyldes helt 10 gange med flydende brint ved ligevægt med dens damp. Mellem hver påfyldning skal mindst en fjerdedel af beholderens flydende brint tømmes.
6.3.9.3. Resultater
Prøvningsbetingelserne og de ti højeste niveauer målt af det tilkoblede system noteres på et prøvningscertifikat, der underskrives af fabrikanten og den tekniske tjeneste.
DEL 3
Forskrifter for andre brintdele end beholdere til flydende brint
1. INDLEDNING
Denne del indeholder krav til og prøvningsforskrifter for andre brintkomponenter end beholdere til flydende brint.
2. GENERELLE FORSKRIFTER
2.1. Materialer, der anvendes i brintkomponenter, skal være forenelige med brint, jf. punkt 4.11.
2.2. Brintsystemet opstrøms for den første trykregulator, med undtagelse af brintbeholderen, skal have et højest tilladt arbejdstryk (MAWP) svarende til det maksimale tryk, som komponenten udsættes for, men mindst 1,5 gange det indstillede tryk for den indre beholders primære sikkerhedsanordning og en sikkerhedskoefficient, som ikke er mindre end den indre beholders.
2.3. Komponenter nedstrøms for trykregulatoren/trykregulatorerne skal være beskyttet mod overtryk og skal være konstrueret til mindst 1,5 gange udgangstrykket (højeste tilladte arbejdstryk (MAWP)) for den første opstrøms regulator.
2.4. Isoleringen af komponenterne skal forebygge kondensering af luft i kontakt med ydre overflader, medmindre der er indbygget et system til indsamling og fordampning af kondenseret luft. Materialerne for nærtliggende komponenter skal i så fald være forenelige med en atmosfære beriget med ilt i overensstemmelse med EN 1797.
3. TEKNISKE FORSKRIFTER
3.1. Overtrykssikringer
3.1.1. Overtrykssikringer for den indre beholder
3.1.1.1. Den primære overtrykssikring for den indre beholder skal begrænse trykket i beholderen til højst 110 % af det højeste tilladte arbejdstryk (MAWP) selv i tilfælde af et pludseligt tab af vakuum. Denne anordning skal være en sikkerhedsventil eller tilsvarende og skal være direkte forbundet til den gasformige del under normale driftsbetingelser.
3.1.1.2. Den sekundære overtrykssikring for den indre beholder skal være monteret for at sikre, at trykket i beholderen under ingen omstændigheder overstiger det tilladte fejlområde for den indre beholder. For så vidt angår indre stålbeholdere skal den sekundære overtrykssikring begrænse trykket i tanken til 136 % af den indre beholders højeste tilladte arbejdstryk (MAWP), hvis der anvendes en sikkerhedsventil som sekundær overtrykssikring. For så vidt angår indre stålbeholdere skal den sekundære overtrykssikring begrænse trykket i tanken til 150 % af den indre beholders højeste tilladte arbejdstryk (MAWP), hvis en sprængskive anvendes uden for vakuumområdet som sekundær overtrykssikring. For så vidt angår indre stålbeholdere skal den sekundære overtrykssikring begrænse trykket i tanken til 150 % af den indre beholders højeste tilladte arbejdstryk plus 0,1 MPa (MAWP +0,1 MPa), hvis en sprængskive anvendes i vakuumområdet som sekundær overtrykssikring. For andre materialer skal der påvises et tilsvarende sikkerhedsniveau. Den sekundære overtrykssikring skal fungere under 110 % af det indstillede tryk for den primære overtrykssikring.
3.1.1.3. Størrelsen af sikkerhedsanordningerne skal være i overensstemmelse med EN 13648-3.
3.1.1.4. De to overtrykssikringer, som er omhandlet i punkt 3.1.1.1 og 3.1.1.2, kan være forbundet til den indre beholder ved hjælp af samme brændstofledning.
3.1.1.5. Overtrykssikringernes ydelse skal være tydeligt angivet. Uautoriserede indgreb i sikringerne skal forhindres ved hjælp af en blyplombe eller tilsvarende system.
3.1.1.6. Overtryksventiler skal efter udledning lukke ved et tryk på over 90 % af det indstillede tryk på overtryksventilen. De skal forblive lukkede ved alle lavere tryk.
3.1.1.7. Overtryksventiler skal monteres på den del af brintbeholderen, som udgør gaszonen.
3.1.2. Overtrykssikringer til andre komponenter
3.1.2.1. Når der er risiko for, at kryogen væske eller damp kan blive fanget mellem to udstyrsdele på en ledning, skal der monteres en overtrykssikring eller en foranstaltning, der sikrer et tilsvarende sikkerhedsniveau.
3.1.2.2. Opstrøms for den første trykregulator må det indstillede tryk for sikkerhedsanordningen, som forhindrer overtryk, ikke overstige ledningernes højeste tilladte arbejdstryk (MAWP) og må ikke være under 120 % af det højeste tilladte arbejdstryk (MAWP) for beholderen for at forhindre, at sådanne ventiler åbner i stedet for overtrykssikringerne for den indre beholder.
3.1.2.3. Ydelsen for overtrykssikringer nedstrøms for trykregulatoren/trykregulatorerne må ikke overstige det højeste tilladte arbejdstryk (MAWP) for komponenterne nedstrøms for trykregulatoren.
3.1.2.4. Overtryksventiler skal efter udledning lukke ved et tryk på over 90 % af det indstillede tryk på overtryksventilen. De skal forblive lukkede ved alle lavere tryk.
3.1.3. Bestemmelser vedrørende godkendelse af overtrykssikringer
3.1.3.1. Konstruktion, fremstilling og kontrol af overtrykssikringer skal være i overensstemmelse med EN 13648-1 og EN 13648-2.
3.1.3.2. Hvis der findes et boil off-system parallelt med den primære sikkerhedsanordning, skal sikkerhedsventilen være en kategori B-sikkerhedsanordning; i modsat fald skal den være en kategori A-sikkerhedsanordning i overensstemmelse med EN 13648.
3.1.3.3. Højeste tilladte arbejdstryk (MAWP): 1,5 × det højeste tilladte arbejdstryk (MAWP) for den indre beholder eller det højeste tryk, som komponenten udsættes for.
3.1.3.4. Indstillingstryk
3.1.3.4.1. Primære anordninger på den indre beholder: jf. punkt 3.1.1.1.
3.1.3.4.2. Sekundære anordninger på den indre beholder: jf. punkt 3.1.1.2.
3.1.3.4.3. Overtrykssikringer til andre komponenter end den indre beholder: jf. punkt 3.1.2.
3.1.3.5. Konstruktivt bestemte temperaturer
3.1.3.5.1. Ydre temperatur: jf. punkt 1.3 i del 1.
3.1.3.5.2. Indre temperatur: – 253 °C til +85 °C.
3.1.3.6. Prøvningsforskrifter, som finder anvendelse:
|
Trykprøvning |
punkt 4.2 |
|
Prøvning for ekstern utæthed |
punkt 4.3 |
|
Driftsprøvning |
punkt 4.5 |
|
Korrosionsbestandighed |
punkt 4.6 kun for metalliske dele, kun for udstyr uden for den gastætte indeslutning |
|
Cyklisk temperaturprøvning |
punkt 4.9 kun for ikke-metalliske dele. |
3.1.4. Ledninger, der omfatter overtrykssikringer
3.1.4.1. Der må ikke monteres isolerende anordninger mellem den beskyttede komponent og overtrykssikringen.
3.1.4.2. Ledningerne foran og efter overtrykssikringerne må ikke hindre deres funktion og skal være forenelige med kriterierne i punkt 3.1.1 til 3.1.3.
3.2. Ventiler
3.2.1. Bestemmelser vedrørende godkendelse af brintventiler
3.2.1.1. Konstruktion, fremstilling og kontrol af de kryogene brintventiler skal være i overensstemmelse med EN 13648-1 og EN 13648-2.
3.2.1.2. Højeste tilladte arbejdstryk (MAWP): 1,5 × det højeste tilladte arbejdstryk (MAWP) for den indre beholder eller det højeste tryk, som ventilen udsættes for.
3.2.1.3. Konstruktivt bestemte temperaturer
3.2.1.3.1. Ydre temperatur: jf. punkt 1.3 i del 1.
3.2.1.3.2. Indre temperatur:
– 253 °C til +85 °C for ventiler før varmeveksleren
–40 °C til +85 °C for ventiler efter varmeveksleren
3.2.1.4. Prøvningsforskrifter, som finder anvendelse:
|
Trykprøvning |
punkt 4.2 |
|
Prøvning for ekstern utæthed |
punkt 4.3 |
|
Holdbarhedsprøvning |
punkt 4.4 (med 6 000 driftscyklusser for håndventiler med 20 000 driftscyklusser for automatiske ventiler) |
|
Korrosionsbestandighed |
punkt 4.6 kun for metalliske dele, kun for udstyr uden for den gastætte indeslutning |
|
Tørvarmebestandighed |
punkt 4.7 kun for ikke-metalliske dele |
|
Ozonældning |
punkt 4.8 kun for ikke-metalliske dele |
|
Cyklisk temperaturprøvning |
punkt 4.9 kun for ikke-metalliske dele |
|
Prøvning for utæthed ved sæde |
punkt 4.12 |
3.3. Varmevekslere
3.3.1. Uanset bestemmelsen i punkt 2.1 skal det højeste tilladte arbejdstryk (MAWP) i varmeveksleren være det højeste tilladte arbejdstryk (MAWP) i de forskellige kredsløb.
3.3.2. Udstødningsgas fra fremdriftssystemet må under ingen omstændigheder anvendes direkte i varmeveksleren.
3.3.3. Der skal etableres et sikkerhedssystem for at forhindre svigt i varmeveksleren og forhindre, at kryogen væske eller gas kommer ind i det andet kredsløb og det system, der er placeret nedstrøms for dette kredsløb, hvis det ikke er konstrueret dertil.
3.3.4. Bestemmelser vedrørende godkendelse af brintventiler
3.3.4.1. Højeste tilladte arbejdstryk (MAWP): 1,5 × det højeste tilladte arbejdstryk (MAWP) for den indre beholder eller det højeste tryk, som komponenten udsættes for.
3.3.4.2. Konstruktivt bestemte temperaturer
3.3.4.2.1. Ydre temperatur: jf. punkt 1.3 i del 1.
3.3.4.2.2. Indre temperatur: – 253 °C til +85 °C.
3.3.4.3. Afprøvningsprocedurer, som finder anvendelse
|
Trykprøvning |
punkt 4.2 |
|
Prøvning for ekstern utæthed |
punkt 4.3 |
|
Korrosionsbestandighed |
punkt 4.6 kun for metalliske dele |
|
Tørvarmebestandighed |
punkt 4.7 kun for ikke-metalliske dele |
|
Ozonældning |
punkt 4.8 kun for ikke-metalliske dele |
|
Cyklisk temperaturprøvning |
punkt 4.9 kun for ikke-metalliske dele |
3.3.4.4. Fremstillingen og montering af varmeveksleren skal certificeres i overensstemmelse med punkt 4.3 til 4.5 i del 2.
3.4. Brændstofpåfyldningsforbindelser eller -beholdere
3.4.1. Påfyldningsforbindelserne eller -beholderne skal være beskyttet mod snavs.
3.4.2. Bestemmelser vedrørende godkendelse af brændstofpåfyldningsforbindelser eller -beholdere
3.4.2.1. Højeste tilladte arbejdstryk (MAWP): 1,5 × det højeste tilladte arbejdstryk (MAWP) for den indre beholder eller det højeste tryk, som komponenten udsættes for.
3.4.2.2. Konstruktivt bestemte temperaturer
3.4.2.2.1. Ydre temperatur: jf. punkt 1.3 i del 1.
3.4.2.2.2. Indre temperatur: – 253 °C til +85 °C.
3.4.2.3. Afprøvningsprocedurer, som finder anvendelse
|
Trykprøvning |
punkt 4.2 |
|
Prøvning for ekstern utæthed |
punkt 4.3 |
|
Holdbarhedsprøvning |
punkt 4.4 (med 3 000 driftscyklusser) |
|
Korrosionsbestandighed |
punkt 4.6 kun for metalliske dele |
|
Tørvarmebestandighed |
punkt 4.7 kun for ikke-metalliske dele |
|
Ozonældning |
punkt 4.8 kun for ikke-metalliske dele |
|
Cyklisk temperaturprøvning |
punkt 4.9 kun for ikke-metalliske dele |
|
Prøvning for utæthed ved sæde |
punkt 4.12 |
3.5. Trykregulatorer
3.5.1. Bestemmelser vedrørende godkendelse af trykregulatorer
3.5.1.1. Højeste tilladte arbejdstryk (MAWP): 1,5 × det højeste tilladte arbejdstryk (MAWP) for den indre beholder eller det højeste tryk, som komponenten udsættes for.
3.5.1.2. Konstruktivt bestemte temperaturer
3.5.1.2.1. Ydre temperatur: jf. punkt 1.3 i del 1.
3.5.1.2.2. Indre temperatur: mindst som angivet i punkt 1.3 i del 1.
3.5.1.3. Afprøvningsprocedurer, som finder anvendelse
|
Trykprøvning |
punkt 4.2 |
|
Prøvning for ekstern utæthed |
punkt 4.3 |
|
Holdbarhedsprøvning |
punkt 4.4 (med 20 000 driftscyklusser) |
|
Korrosionsbestandighed |
punkt 4.6 kun for metalliske dele, kun for udstyr uden for den gastætte indeslutning |
|
Tørvarmebestandighed |
punkt 4.7 kun for ikke-metalliske dele |
|
Ozonældning |
punkt 4.8 kun for ikke-metalliske dele |
|
Cyklisk temperaturprøvning |
punkt 4.9 kun for ikke-metalliske dele |
|
Prøvning for utæthed ved sæde |
punkt 4.12 |
3.6. Følere
3.6.1. Bestemmelser vedrørende godkendelse af følere
3.6.1.1. Højeste tilladte arbejdstryk (MAWP): 1,5 × det højeste tilladte arbejdstryk (MAWP) for den indre beholder eller det højeste tryk, som komponenten udsættes for.
3.6.1.2. Konstruktivt bestemte temperaturer
3.6.1.2.1. Ved drift ved omgivende temperatur: jf. punkt 1.3 i del 1.
3.6.1.2.2. Ved drift ved kryogene temperaturer: laveste driftstemperatur: – 253 °C, højeste temperatur: +85 °C eller + 120 °C som angivet i punkt 1.3 i del 1.
3.6.1.3. Afprøvningsprocedurer, som finder anvendelse
|
Trykprøvning |
punkt 4.2 kun til udstyr i direkte kontakt med brint |
|
Prøvning for ekstern utæthed |
punkt 4.3 kun til udstyr i direkte kontakt med brint |
|
Korrosionsbestandighed |
punkt 4.6 kun for metalliske dele, kun for udstyr uden for den gastætte indeslutning |
|
Tørvarmebestandighed |
punkt 4.7 |
|
Ozonældning |
punkt 4.8 kun for ikke-metalliske dele |
|
Cyklisk temperaturprøvning |
punkt 4.9 kun for ikke-metalliske dele |
3.7. Bøjelige brændstofledninger
3.7.1. Bestemmelser vedrørende godkendelse af bøjelige brændstofledninger
3.7.1.1. Konstruktion, fremstilling og kontrol af kryogene bøjelige brændstofledninger skal være i overensstemmelse med EN 12434.
3.7.1.2. Højeste tilladte arbejdstryk (MAWP): 1,5 × det højeste tilladte arbejdstryk (MAWP) for den indre beholder eller det højeste tryk, som komponenten udsættes for.
3.7.1.3. Konstruktivt bestemte temperaturer
3.7.1.3.1. Ved drift ved omgivende temperatur: jf. punkt 1.3 i del 1.
3.7.1.3.2. Ved drift ved kryogene temperaturer: laveste driftstemperatur: – 253 °C, højeste temperatur: +85 °C eller + 120 °C som angivet i punkt 1.3 i del 1.
3.7.1.4. Afprøvningsprocedurer, som finder anvendelse
|
Trykprøvning |
punkt 4.2 |
|
Prøvning for ekstern utæthed |
punkt 4.3 |
|
Korrosionsbestandighed |
punkt 4.6 kun for metalliske dele, kun for udstyr uden for den gastætte indeslutning |
|
Tørvarmebestandighed |
punkt 4.7 kun for ikke-metalliske dele |
|
Ozonældning |
punkt 4.8 kun for ikke-metalliske dele |
|
Cyklisk temperaturprøvning |
punkt 4.9 kun for ikke-metalliske dele |
|
Trykcyklus |
punkt 4.10 |
3.8. Bestemmelser vedrørende brintsystemets elektriske komponenter
3.8.1. For at forhindre elektriske gnister:
|
a) |
elektrisk drevne brintholdige anordninger skal være således isoleret, at der ikke løber strøm gennem brintindeholdende dele |
|
b) |
den elektrisk drevne anordnings elektriske system skal være isoleret fra køretøjets karrosseri |
|
c) |
modstanden i det elektriske kredsløbs isolering (bortset fra batterier og brændselsceller) skal overstige 1 kΩ for hver volt af den nominelle spænding. |
3.8.2. Hvis der er gennemføring for strømforsyningen for at etablere en isoleret og stramtsiddende elektrisk forbindelse, skal den elektriske forbindelse være af en hermetisk lukket type.
4. PRØVNINGSPROCEDURER
4.1. Generelle bestemmelser
4.1.1. Tæthedsprøvninger udføres med komprimeret gas som luft eller nitrogen, der indeholder mindst 10 % helium.
4.1.2. Det nødvendige tryk til trykprøvningen kan opnås ved hjælp af vand eller anden væske.
4.1.3. For alle prøvningsoptegnelser skal det anvendte prøvningsmedium angives, hvis det er relevant.
4.1.4. Prøvningsperioden for tætheds- og trykprøvning skal være mindst 3 minutter længere end følerens responstid.
4.1.5. Alle prøvninger skal finde sted ved omgivende temperatur, medmindre andet er angivet.
4.1.6. De forskellige komponenter skal tørres korrekt før tæthedsprøvningen.
4.2. Trykprøvning
4.2.1. En brintholdig komponent skal uden synlige tegn på udsivning eller deformation kunne modstå et hydraulisk tryk på 1,5 gange dens maksimale arbejdstryk (MAWP), når højtryksdelens afgang tilproppes. Trykket øges derefter fra 1,5 til 3 gange det højeste tilladte arbejdstryk (MAWP). Komponenten må ikke udvise synlige tegn på brud eller revner.
4.2.2. Trykforsyningssystemet skal være udstyret med en stopventil og et manometer med et trykområde på mindst 1,5 gange og højst 2 gange prøvningstrykket, og manometerets nøjagtighed skal være 1 % af trykområdet.
4.2.3. For komponenter, der kræver tæthedsprøvning, udføres denne prøvning før trykprøvningen.
4.3. Prøvning for ekstern utæthed
4.3.1. Komponenterne skal være uden utæthed ved skaftets og husets pakninger og ved andre samlinger og må ikke udvise tegn på porøsitet af støbegodset, når de prøves som beskrevet i punkt 4.4.3 ved et vilkårligt gastryk mellem 0 og komponentens højeste tilladte arbejdstryk (MAWP).
Prøvningen skal udføres på samme udstyr under følgende forhold:
4.3.2.1. ved omgivende temperatur
4.3.2.2. ved den minimale driftstemperatur eller ved flydende nitrogentemperatur efter tilstrækkelig konditioneringstid ved denne temperatur for at sikre termisk stabilitet
4.3.2.3. ved den maksimale driftstemperatur efter tilstrækkelig konditioneringstid ved denne temperatur for at sikre termisk stabilitet.
4.3.3. Under denne prøvning tilsluttes det udstyr, der skal prøves, en gastrykforsyning. Rørene i trykforsyningssystemet skal være udstyret med en stopventil og et manometer med et trykområde på mindst 1,5 gange og højst 2 gange prøvningstrykket, og manometerets nøjagtighed skal være 1 % af trykområdet. Manometeret monteres mellem stopventilen og prøveemnet.
4.3.4. Under hele prøvningen prøves emnet for utæthed med en overfladeaktiv agens, hvorved der ikke må forekomme bobledannelse, og den målte utæthed skal være mindre end 10 cm3/h.
4.4. Holdbarhedsprøvning
4.4.1. En brintkomponent skal holde de pågældende tæthedskrav i punkt 4.3 og 4.12 ovenfor efter at have været underkastet et antal driftscyklusser som angivet i punkt 3.1-3.7 i del 3.
4.4.2. Det relevante prøvninger for ekstern utæthed og utæthed ved sædet som beskrevet i punkt 4.3 og 4.12 udføres umiddelbart efter holdbarhedsprøvningen.
4.4.3. Komponenten være solidt tilsluttet en forsyning med tør trykluft eller nitrogen og underkastes det antal cyklusser, som foreskrives for den pågældende komponent i punkt 3.1-3.7 i del 3. En cyklus består af én åbning og én lukning af komponenten i løbet af en periode på mindst 10 ± 2 sekunder.
4.4.4. Komponenten bringes til at fungere i 96 % af angivne antal cyklusser ved den omgivende temperatur og ved komponentens MAWP. I den cyklus, hvor komponenten er afbrudt, skal man lade trykket nedstrøms for prøveopstillingen aftage til 50 % af komponentens MAWP.
4.4.5. Komponenten bringes til at fungere i 2 % af det samlede antal cyklusser ved den maksimale materialetemperatur (i overensstemmelse med punkt 1.3 i del 1) efter en tilstrækkelig konditioneringstid ved denne temperatur for at sikre termisk stabilitet og ved MAWP. Komponenten skal være i overensstemmelse med punkt 4.3 og 4.12 ved den relevante maksimale materialetemperatur (i overensstemmelse med punkt 1.3 i del 1) efter gennemførelse af højtemperaturcyklusserne.
4.4.6. Komponenten bringes til at fungere i 2 % af det samlede antal cyklusser ved den mindste materialetemperatur (i overensstemmelse med punkt 1.3 i del 1), men ikke mindre end temperaturen for flydende nitrogen efter en tilstrækkelig konditioneringstid ved denne temperatur for at sikre termisk stabilitet og ved komponentens MAWP. Komponenten skal være i overensstemmelse med punkt 4.3 og 4.12 ved den relevante mindste materialetemperatur (i overensstemmelse med punkt 1.3 i del 1) efter gennemførelse af lavtemperaturcyklusserne.
4.5. Driftsprøvning
4.5.1. Driftsprøvningen udføres efter EN 13648-1 eller EN 13648 2. De særlige krav i standarden finder anvendelse.
4.6. Prøvning for korrosionsbestandighed
4.6.1. Brintkomponenter af metal skal bestå tæthedsprøvningerne i punkt 4.3 og 4.12 efter 144 timers eksponering for salttåge i overensstemmelse med ISO 9227 med alle tilslutninger lukket.
4.6.2. Komponenter, som er fremstillet af kobber eller messing og indeholder brint, skal — efter 24 timers nedsænkning i ammoniakvand i overensstemmelse med ISO 6957 med alle tilslutninger lukket — bestå de i punkt 4.3 og 4.12 omhandlede tæthedsprøvninger.
4.7. Prøvning for tørvarmebestandighed
Prøvningen udføres i overensstemmelse med ISO 188. Prøveemnet eksponeres for luft ved en temperatur lig den maksimale driftstemperatur i 168 timer. Ændringen i trækbrudstyrke må ikke være over +25 %. Ændringen i brudforlængelsen må ikke være over følgende:
|
— |
maksimal forøgelse 10 % |
|
— |
maksimal formindskelse 30 %. |
4.8. Prøvning for ozonældning
4.8.1. Prøvningen udføres i overensstemmelse med ISO 1431-1. Prøveemnet, som skal være strakt til en længdetøjning på 20 %, eksponeres for luft ved +40 °C med en ozonkoncentration på 50 dele pr. hundrede millioner i 120 timer.
4.8.2. Der tillades ingen revner i prøveemnerne.
4.9. Cyklisk temperaturprøvning
Ikke-metalliske dele, som indeholder brint, skal bestå de i punkt 4.3 og 4.12 omhandlede tæthedsprøvninger efter 96 timers eksponering for cykliske temperatursvingninger fra den minimale driftstemperatur til den maksimale driftstemperatur med en cyklusperiode på 120 minutter ved det højeste tilladte arbejdstryk (MAWP).
4.10. Cyklisk trykprøvning
4.10.1. Enhver bøjelig brændstofledning skal kunne opfylde de relevante krav til tæthedsprøvning i punkt 4.3 efter eksponering for 6 000 trykcyklusser.
4.10.2. Trykket ændres fra atmosfærisk tryk til det højeste tilladte arbejdstryk (MAWP) for beholderen, og efter mindst fem sekunder mindskes dette til det atmosfæriske tryk inden for højst fem sekunder.
4.10.3. Den relevante prøvning for ekstern utæthed som beskrevet i punkt 4.3 udføres umiddelbart efter holdbarhedsprøvningen.
4.11. Brintforenelighedsprøvning
4.11.1. Brintforenelighed efterprøves i overensstemmelse med ISO 11114-4.
4.11.2. Materialer i komponenter, der er i kontakt med kryogene temperaturer, skal være forenelige med kryogene temperaturer i overensstemmelse med EN 1252-1.
4.12. Prøvning for utæthed ved sæde
4.12.1. Prøvningen for utæthed ved sæde udføres på prøveemner, som i forvejen har gennemgået den eksterne tæthedsprøvning som beskrevet i punkt 4.3.
4.12.2. Ved prøvning for utæthed ved sædet skal den prøvede ventils indgang være tilsluttet en gastrykforsyning, ventilen skal være i lukket stilling og dens afgang åben. Rørene i trykforsyningssystemet skal være udstyret med en stopventil og et manometer med et trykområde på mindst 1,5 gange og højst 2 gange prøvningstrykket, og manometerets nøjagtighed skal være 1 % af trykområdet. Manometeret monteres mellem stopventilen og prøveemnet. Mens et prøvningstryk svarende det højeste tilladte arbejdstryk (MAWP) er påført, foretages tæthedskontrol med den åbne afgang nedsænket i vand eller med en flowmåler monteret på den prøvede ventils indgangsside. Flowmeteret skal med en nøjagtighed på +/– 1 % være i stand til at vise den maksimale tilladelige utæthedsrate med den anvendte prøvevæske.
4.12.3. En stopventils sæde må i lukket position ikke have en utæthedsrate på over 10 cm3/h ved et gastryk på mellem nul og det højeste tilladte arbejdstryk (MAWP).
4.12.4. En kontraventil må i lukket position ikke udvise utæthed ved et vilkårligt aerostatisk tryk mellem 50 kPa og dens højeste tilladte arbejdstryk (MAWP).
4.12.5. Kontraventiler, der anvendes som sikkerhedsanordning, brændstofpåfyldningsforbindelser eller brændstofbeholdere må ikke have utæthedsrater på mere end 10 cm3/h under prøvningen.
4.12.6. Overtrykssikringer må ikke have utæthedsrater på over 10 cm3/h ved gastryk på mellem nul og det indstillede tryk minus 10 %.
BILAG IV
Krav til brintkomponenter og -systemer, som er beregnet til anvendelse af komprimeret (gasformig) brint, og montering heraf i brintdrevne køretøjer
1. INDLEDNING
Dette bilag indeholder krav til og prøvningsforskrifter for brintkomponenter og systemer beregnet til komprimeret (gasformig) brint.
2. GENERELLE FORSKRIFTER
2.1. Antallet af brintkomponenter og forbindelser samt ledningernes længde skal holdes til et minimum, som er forenelig med brintsystemets sikkerhed og korrekte funktion.
2.2. Fabrikanten skal sikre, at materialer, der anvendes i en brintkomponent eller et brintsystem, er forenelige med brint og de forventede additiver, fremstillingskontaminanter, temperaturer og tryk.
2.3. Materialeforenelighed med de driftsbetingelser, som er defineret i punkt 2.7, skal påvises gennem materialeprøvningerne i del 2 og 3.
2.4. Trykklassificering
Brintkomponenter skal klassificeres efter deres nominelle arbejdstryk og funktion i overensstemmelse med artikel 1, stk. 2, 3 og 4.
2.5. Fabrikanten skal sikre, at temperaturområdet er i overensstemmelse med punkt 2.7.5.
2.6. Dokumentationen og prøvningsrapporterne skal være så detaljerede, at uafhængige tredjeparts prøvningsanlæg kan reproducere de relevante typegodkendelsesprøvninger og prøvningsresultater.
2.7. Driftsbetingelser
Medmindre andet er angivet, gælder følgende driftsbetingelser i dette bilag:
2.7.1. Driftslevetid
Brintbeholdernes driftslevetid specificeres af fabrikanten og kan variere afhængig af anvendelsen, men kan dog højst være 20 år.
2.7.2. Arbejdstryk
Køretøjsfabrikanten skal angive brintkomponenternes og systemets nominelle arbejdstryk. For komponenter nedstrøms for den første trykregulator angives desuden MAWP.
MAWP skal være lig med eller højere end det indstillede tryk for den overtryksbeskyttelse, der er angivet i punkt 1.8 i del 1.
2.7.3. Udvendige overflader
Virkningerne af de monterede brintkomponenter på de udvendige overflader vurderes i forhold til følgende:
|
a) |
vand, enten ved tilbagevendende nedsænkning eller ved vejsprøjt |
|
b) |
salt, enten som følge af kørsel i kystegne eller brug af vejsalt |
|
c) |
sollysets ultraviolette stråling og varmestråling |
|
d) |
påvirkning fra stenslag |
|
e) |
opløsningsmidler, syrer og baser, kunstgødning |
|
f) |
automobilvæsker som benzin, hydraulisk væske, batterisyre, glycol og olie |
|
g) |
udstødningsgasser. |
2.7.4. Gassens sammensætning
Komprimeret brintgas, der anvendes til prøvning, skal som minimum være af renhed type 1, kvalitet A-gassammensætning som specificeret i ISO/TS 14687-2.
2.7.5. Temperaturer
2.7.5.1. Materialetemperaturer
Det normale driftsområde for materialer, der anvendes i brintkomponenter, skal være –40 °C til +85 °C, bortset fra hvis:
|
a) |
køretøjsfabrikanten angiver en lavere temperatur end –40 °C |
|
b) |
brintkomponenterne enten er placeret i motorrummet for en forbrændingsmotor eller direkte udsat for en forbrændingsmotors driftstemperatur, hvorved temperaturområdet skal være –40 °C til + 120 °C. |
2.7.5.2. Gastemperaturer
Den gennemsnitlige gastemperatur skal være fra –40 °C til +85 °C under normale betingelser, herunder påfyldning og udledning, medmindre en lavere temperatur end –40 °C angives af køretøjsfabrikanten.
2.7.6. Påfyldningscyklusser
Dette punkt gælder kun klasse 0-brintkomponenter.
2.7.6.1. Generelt
Antallet af påfyldningscyklusser for brintkomponenterne skal være 5 000 cyklusser, bortset fra de cyklusser, der er angivet i punkt 2.7.6.2 og 2.7.6.3.
2.7.6.2. Antal påfyldningscyklusser, hvis der er monteret et system til brugsovervågning og -styring.
Forudsat at der er monteret et system til brugsovervågning og -styring som en del af brintsystemet, skal antallet af påfyldningscyklusser for brintkomponenter angives af køretøjsfabrikanten og kan være mellem mindst 1 000 og 5 000 cyklusser; antallet afhænger imidlertid af anvendelsesformålet og varierer i forhold til køretøjets konstruktivt bestemte kilometerlevetid og rækkevidde med maksimal brændstofkapacitet.
Brugsovervågnings- og styringssystemet skal forhindre al yderligere brug af køretøjet, når det foreskrevne antal påfyldningscyklusser er overskredet, indtil de brintkomponenter, som har overskredet den pågældende værdi, erstattes af nye brintkomponenter.
Sikkerhedskonceptet i brugsovervågnings- og styringssystemet skal godkendes i overensstemmelse med bilag VI.
2.7.6.3. Formindsket antal påfyldningscyklusser
Køretøjsfabrikanten kan foreskrive et formindsket antal påfyldningscyklusser for brintkomponenter, som udregnes ved at anvende følgende formel:
Antal påfyldningscyklusser på grundlag af en driftslevetid på 20 år: 5 000
Konstruktivt bestemt driftslevetid: x år; x ≥ 1
Formindsket antal påfyldningscyklusser: 1 000 + 200*x
Brintkomponenterne skal udskiftes, før deres foreskrevne driftslevetid er overskredet.
2.7.7. Driftscyklusser
2.7.7.1. Generelt
Antallet af driftscyklusser for brintkomponenterne skal være 50 000 cyklusser, bortset fra de cyklusser, der er angivet i 2.7.7.2 og 2.7.7.3.
2.7.7.2. Antal driftscyklusser, hvis der er monteret et system til brugsovervågning og -styring
Forudsat at der er monteret et system til brugsovervågning og -styring som en del af brintsystemet, kan køretøjsfabrikanten reducere antallet af driftscyklusser for brintkomponenter til mindre end 50 000, men ikke mindre end 10 000 cyklusser i forhold til komponentens konstruktivt bestemte driftslevetid.
Brugsovervågnings- og styringssystemet skal forhindre al yderligere brug af køretøjet, når det foreskrevne antal driftscyklusser er overskredet, indtil de brintkomponenter, som har overskredet den pågældende værdi, erstattes af nye brintkomponenter.
Sikkerhedskonceptet i brugsovervågnings- og styringssystemet skal godkendes i overensstemmelse med bilag VI.
2.7.7.3. Formindsket antal driftscyklusser
Køretøjsfabrikanten kan foreskrive et formindsket antal driftscyklusser for den enkelte brintkomponent, som udregnes ved at anvende følgende formel:
Antal driftscyklusser på grundlag af en driftslevetid på 20 år: 50 000
Konstruktivt bestemt driftslevetid: x år; x ≥ 1
Formindsket antal driftscyklusser:
10 000 + 2 000*x
Brintkomponenterne skal udskiftes, før deres foreskrevne driftslevetid er overskredet.
DEL 1
Krav til montering af brintkomponenter og -systemer, som er beregnet til komprimeret (gasformig) brint i brintdrevne køretøjer
1. GENERELLE FORSKRIFTER
1.1. Der bør træffes rimelige foranstaltninger til undgåelse af svigt i andre kredsløb, der påvirker brintsystemet.
1.2. Brintsystemet bringes op på nominelt arbejdstryk ved anvendelse af 100 % brint og ved hjælp af en overfladeaktiv agens foretages tæthedsprøvning, hvorunder der ikke må dannes bobler i tre minutter, eller ved hjælp af en anden metode, hvis ækvivalens er godtgjort.
1.3. I tilfælde af brintudslip eller -udluftning, må brint ikke kunne akkumuleres i lukkede eller halvtlukkede områder.
1.4. Brintkomponenter, hvorfra der kan ske brintspild, og som er monteret i passagerkabinen, bagagerummet eller andre ikke-ventilerede rum, skal være omsluttet af en gastæt indeslutning i overensstemmelse med punkt 10 eller af en tilsvarende løsning.
1.5. Der skal opretholdes et mindste tryk på 0,2 MPa i beholderen eller beholderaggregatet ved omgivende temperatur.
1.6. Alle overtrykssikringer, andre sikkerhedskomponenter og udluftningsledninger skal beskyttes mod uautoriserede indgreb, så vidt det er praktisk muligt.
1.7. Hvis aktiveringen af den automatiske ventil svigter, skal ventilen skifte til den sikreste driftsmetode for den pågældende anvendelse.
1.8. Brintsystemet nedstrøms for en trykregulator skal beskyttes mod overtryk som følge af et eventuelt svigt i trykregulatoren. Hvis der anvendes en anordning til beskyttelse mod overtryk, skal det indstillede tryk på en sådan anordning være lavere end eller lig med MAWP for den relevante del af brintsystemet.
1.9. Der skal forefindes et system til detektering af svigt i hvert kredsløb i varmeveksleren, som også forhindrer brint i at trænge ind i det andet/de andre kredsløb, hvis grænseflade(r)n(e) ikke kan modstå tryktabet i et af kredsløbene.
2. MONTERING AF EN BEHOLDER I KØRETØJET
2.1. En beholder eller et beholderaggregat kan opfylde integrerede funktioner i køretøjet. I så fald skal den være konstrueret til at opfylde kravene til integreret funktion og beholderkravene i del 2.
En beholder eller et beholderaggregat, herunder sikkerhedsanordninger, monteres og fastgøres, således at følgende accelerationer kan optages, uden at beholderens/beholdernes fastgørelse brydes eller løsnes (påvises ved prøvning eller beregning). Den anvendte masse skal være repræsentativ for en fuldt udstyret og fyldt beholder eller beholderaggregat.
Køretøjer af klasse M1 og N1:
|
a) |
±20 g i køreretningen |
|
b) |
±8 g vandret og vinkelret på køreretningen. |
Køretøjer i klasse M2 og N2:
|
c) |
±10 g i køreretningen |
|
d) |
±5 g vandret og vinkelret på køreretningen. |
Køretøjer i klasse M3 og N3:
|
e) |
±6,6 g i køreretningen |
|
f) |
±5 g vandret og vinkelret på køreretningen. |
2.3. Bestemmelserne i punkt 2.2 finder ikke anvendes, hvis køretøjet er godkendt i henhold til direktiv 96/27/EF og direktiv 96/79/EF.
2.4. Overtrykssikringer, jf. punkt 5, udgør brandsikringssystemet for en beholder eller et beholderaggregat, således at brud forhindres. Varmeisolering eller andre beskyttelsesforanstaltninger må ikke påvirke overtrykssikringens reaktion og ydelse.
2.5. En beholder eller et beholderaggregat med ikke metallisk(e) foring(er) må ikke monteres i passagerkabinen, bagagerummet eller andre steder, hvor der ikke er tilstrækkelig ventilation, med mindre den er integreret i et system, som sikrer, at gennemsivet brint udledes uden for køretøjet, f.eks. hvis den er monteret i en gastæt indeslutning i overensstemmelse med punkt 10.
3. AFTAGELIGT LAGRINGSSYSTEM
3.1. Komponenter i et brintsystem inden i et aftageligt lagringssystem skal opfylde alle denne forordnings krav på samme måde, som hvis brintsystemet var permanent monteret i køretøjet.
3.2. Et aftageligt lagringssystem kan fjernes fra køretøjet med henblik på påfyldning. Beholder(e) eller beholderaggregatet og de brintkomponenter, der udgør det aftagelige lagringssystem, skal være permanent monteret i det aftagelige lagringssystem.
3.3. Et aftageligt lagringssystem skal beskytte beholderen/beholderne eller beholderaggregatet og de brintkomponenter, der udgør det aftagelige lagringssystem, mod beskadigelse under udførelse af de nødvendige aktiviteter i forbindelse med montering, aftagning, lagring og håndtering.
3.4. Der skal træffes effektive foranstaltninger til at forhindre uautoriseret aftagning af det aftagelige lagringssystem.
3.5. Der skal være en enkelt grænseflade for brintflow mellem det aftagelige lagringssystem og den del af brintsystemet, der permanent er monteret i køretøjet. Brintsystemets nominelle arbejdstryk ved grænsefladen skal være mindre end eller lig med 3,0 MPa.
3.6. Når det aftagelige lagringssystem er monteret i køretøjet, skal forbindelsen med den del af brintsystemet, der permanent er monteret i køretøjet, foretages uden brug af værktøj og være i stand til at opfylde kravene i punkt 1.2 og 2.2.
3.7. Når det aftagelige lagringssystem frakobles, må mængden af brintudslip ikke overstige 200 Ncm3 og må ikke udslippes i nærheden af en mulig antændelseskilde. Ophobning af brint pga. gentagne frakoblinger skal forhindres.
3.8. Den del af det aftagelige lagringssystems konnektor, som permanent er monteret på køretøjet, skal være specielt designet til den pågældende køretøjstype og må ikke være forenelig med en standardpåfyldningsstuds til brint eller andre gasformige brændstoffer.
3.9. Brintflow fra et aftageligt lagringssystem skal forhindres, hvis der er monteret et aftageligt lagringssystem med et højere MAWP end i den permanente del af køretøjets brintsystem.
3.10. Åbning af automatiske ventiler monteret på beholdere eller et beholderaggregat, må ikke kunne forekomme, når det aftagelige lagringssystem ikke er korrekt forbundet til den permanent fastgjorte del af køretøjets brintsystem. Via en grænseflade i køretøjet skal det kontrolleres, at der er etableret en korrekt forbindelse mellem køretøjet og det aftagelige beholdersystem, før åbning af de automatiske ventiler tillades. Køretøjets grænseflade skal også kontrollere, at det aftagelige lagringssystem er foreneligt med køretøjets brintsystem, før det tillader åbning af de automatiske ventiler.
3.11. Det må ikke være muligt at frakoble eller fjerne det aftagelige lagringssystem, medmindre den automatiske ventil, som er monteret på beholderen eller beholderaggregatet, er i lukket position, og ingen forbrændingskilder, f.eks. varmeanlæg i køretøjet, er i drift.
3.12. Brug af brintsystemet skal forhindres, hvis der forekommer delvist eller fuldstændigt svigt i det aftagelige lagringssystems konnektor eller i elektriske konnektorer mellem det aftagelige lagringssystem og køretøjet, som kan påvirke brintsystemets sikkerhed.
3.13. Monterings- og frakoblingsproceduren for det aftagelige lagringssystem skal være illustreret på en mærkat, som fastgøres til køretøjet tæt på det aftagelige lagringssystems monteringspunkt. Mærkaten skal også angive det nominelle arbejdstryk for beholderen eller beholderaggregatet og konnektoren for det aftagelige lagringssystem.
3.14. Det aftagelige lagringssystem skal påføres en mærkat, der angiver det nominelle arbejdstryk for beholderen eller beholderaggregatet og konnektoren for det aftagelige lagringssystem.
3.15. EF-køretøjsgodkendelsesnummeret skal gengives på det aftagelige lagringssystem.
4. AUTOMATISKE VENTILER ELLER KONTRAVENTILER TIL ISOLERING AF BEHOLDER ELLER BEHOLDERAGGREGAT ELLER FREMDRIFTSSYSTEM
4.1. Automatiske stopventiler skal anvendes i overensstemmelse med punkt 6 i bilag VI i forordning (EF) nr. 79/2009, og skal være lukkede i normal position. Hvis der anvendes et beholderaggregat, skal ventilen være monteret direkte på eller i én beholder.
4.2. Brændstofpåfyldningsforbindelser eller -beholdere anvendes i overensstemmelse med punkt 4 i bilag VI til forordning (EF) nr. 79/2009. Hvis der anvendes et beholderaggregat, skal ventilen være monteret direkte på eller i én beholder.
4.3. Hvis der anvendes en enkelt ledningsforbindelse til beholderen eller beholderaggregatet til både påfyldning og brændstofforsyning, skal den fastgøres som beskrevet i punkt 4.2 til påfyldningsledningen ved samlingen mellem påfyldningsledningen og brændstofforsyningsledniningen.
4.4. I tilfælde af brud på påfyldningsledningerne eller brændstofforsyningsledninge(r)n(e), må isolationsventilerne i punkt 4.1 og 4.2 ikke blive adskilt fra beholderen eller beholderaggregatet.
4.5. Automatiske ventiler, der isolerer hver beholder eller beholderaggregat, skal lukke, hvis der opstår en fejl i brintsystemet, som medfører brintudslip eller alvorlig udsivning mellem beholderen eller beholderaggregatet og brintkonverteringssystemet.
4.6. Brændstofflowet til fremdriftssystemet skal sikres med en automatisk ventil. Den automatiske ventil skal fungere således, at brintforsyningen til fremdriftssystemet afbrydes, når fremdriftssystemet standses, uanset tændingskontaktens stilling, og forbliver afbrudt, indtil fremdriftssystemet skal i drift.
4.7. Brændstofflowet til andre brintkonverteringssystemer skal sikres ved hjælp af en automatisk ventil. Den automatiske ventil skal fungere således, at brintforsyningen til andre brintkonverteringssystemer afbrydes, når det respektive brintkonverteringssystem standses, uanset tændingskontaktens stilling, og forbliver afbrudt, indtil brintkonverteringssystemet skal i drift.
5. OVERTRYKSSIKRING(ER)
5.1. I forbindelse med beholdere, der er beregnet til komprimeret (gasformig) brint, skal overtrykssikringen være en ikke-genlukkende termisk aktiveret anordning, som forhindrer beholderen i at sprænge som følge af brandpåvirkning.
5.2. Der skal monteres en overtrykssikring direkte i beholderens åbning eller i en beholder eller, som minimum, i én beholder i et beholderaggregat eller i åbningen i en ventil, der er monteret i beholderen, således at den udleder brinten gennem en atmosfærisk afgang, som er ført uden for køretøjet.
5.3. Det må ikke være muligt at isolere overtrykssikringen fra den beholder, der er beskyttet af overtrykssikringen, ved normal drift eller svigt i en anden komponent.
5.4. Udledningen af brintgas fra overtrykssikringen må ikke rettes:
|
a) |
mod udsatte elektriske terminaler, udsatte elektriske kontakter eller andre antændingskilder |
|
b) |
mod køretøjets passagerkabine eller bagagerum |
|
c) |
mod køretøjets hjulkasser |
|
d) |
mod en klasse 0-komponent |
|
e) |
foran køretøjet eller vandret fra køretøjets bagende eller sider. |
5.5. Udluftningsåbningens indre mål må ikke hæmme overtrykssikringens funktion.
5.6. Overtrykssikringens udluftningsåbning skal, så vidt det er praktisk muligt, være beskyttet mod blokering i form af f.eks. snavs, is og indtrængende vand.
5.7. Overtrykssikringens udledning skal rettes således, at det resulterende gasflow i tilfælde af, at udluftningsåbningen bliver adskilt fra overtrykssikringen, ikke direkte rammer andre beholdere eller beholderaggregater, medmindre disse er beskyttet.
6. OVERTRYKSVENTIL(ER)
6.1. Hvis der anvendes en overtryksventil, skal den være således monteret, at den udleder brint gennem en atmosfærisk afgang, som føres uden for køretøjet.
6.2. Det må ikke være muligt at isolere overtryksventilen fra de brintkomponenter eller den del af brintsystemet, som den beskytter, ved normal drift eller svigt i en anden komponent.
6.3. Udledningen af brintgas fra overtryksventiler må ikke rettes:
|
a) |
mod udsatte elektriske terminaler, udsatte elektriske kontakter eller andre antændingskilder |
|
b) |
mod køretøjets passagerkabine eller bagagerum |
|
c) |
mod køretøjets hjulkasser |
|
d) |
mod en klasse 0-komponent. |
6.4. Overtrykventilens udluftningsåbning skal, så vidt det er praktisk muligt, være beskyttet mod blokering i form af f.eks. snavs, is og indtrængende vand.
7. STIVE OG BØJELIGE BRÆNDSTOFLEDNINGER
7.1. Stive brændstofledninger skal være fastgjort således, at de ikke udsættes for kritiske vibrationer eller anden belastning.
7.2. Stive brændstofledninger skal være fastgjort således, at de ikke udsættes for vridninger, og så slid undgås.
7.3. Stive brændstofledninger og bøjelige brændstofledninger skal være konstrueret til i rimelig grad at minimere belastningen af ledningerne under afmontering eller montering af de tilkoblede brintkomponenter.
7.4. Ved fastgørelsespunkterne skal stive brændstofledninger og bøjelige brændstofledninger monteres således, at galvanisk korrosion og spaltekorrosion forhindres.
7.5. Stive og bøjelige brændstofledninger føres på en sådan måde, at risikoen for tilfældig beskadigelse såvel indvendigt, f.eks. pga. placering eller bevægelse af bagage eller anden last, som udvendigt, f.eks. pga. ujævn vej eller brug af donkraft, minimeres i rimelig grad.
7.6. Ved passager gennem køretøjets karosseri eller andre brintkomponenter, skal brændstofledningerne monteres med grommetringe eller andet beskyttende materiale.
7.7. Hvis der er monteret fittings i passagerkabinen eller i lukkede bagagerum, skal brændstofledningerne og tilhørende fittings indhylles i en kappe, som opfylder de samme krav som angivet for gastætte indeslutninger i punkt 10.
8. FITTINGS MELLEM BRINTKOMPONENTER
8.1. Køretøjsfabrikanten skal sikre, at de materialer, der anvendes i fittings, udvælges på en sådan måde, at galvanisk korrosion og spaltekorrosion forhindres.
8.2. Antallet af samlinger skal være indskrænket til det mindst mulige.
8.3. Fabrikanten skal foreskrive midler til tæthedsprøvning af samlinger i forbindelse med inspektion. Hvis der foreskrives tæthedsprøvning med en overfladeagens, skal alle samlinger have tilgængelige placeringer.
9. PÅFYLDNINGSSYSTEM
9.1. Beholderen skal være sikret mod fejljustering og drejning. Beholderen skal også være beskyttet mod uautoriserede indgreb og indtrængen af snavs og vand, så vidt det er praktisk muligt — f.eks. ved hjælp af en låst luge. Beholderen skal i rimelig grad være sikret mod forudsigelige håndteringsfejl.
9.2. Beholderen monteres således, at det i forbindelse med påfyldning ikke er nødvendigt at have adgang til passagerkabinen, bagagerummet eller et andet uventileret rum.
9.3. Beholderen må ikke være monteret i de eksterne energiabsorberende elementer, f.eks. kofangeren.
9.4. Beholderens nominelle arbejdstryk skal være lig med det nominelle arbejdstryk for klasse 0-komponenter opstrøms for og inklusive den første trykregulator.
9.5. Det skal sikres, at fremdriftssystemet eller brintkonverteringssystemerne med undtagelse af sikkerhedsanordningerne ikke er i drift, og at køretøjet holder stille under påfyldning.
9.6. Der skal forefindes mærkater i nærheden af beholderen, f.eks. på indersiden af påfyldningslugen, med følgende oplysninger:
H2 gas
»xx« MPa
Hvor »xx« = beholderens/beholdernes nominelle arbejdstryk.
10. GASTÆT INDESLUTNING
10.1. Den gastætte indeslutning skal være i åben forbindelse med atmosfæren.
10.2. Den gastætte indeslutnings ventilationsafgang skal, så vidt det er praktisk muligt, være placeret på indeslutningens højeste punkt, når den er monteret i køretøjet. Den må ikke ventilere ind imod en hjulkasse og må heller ikke være rettet mod en varmekilde som f.eks. udstødningen. Desuden skal den udlufte således, at der ikke kan komme brint ind i køretøjet.
10.3. De elektriske forbindelser og komponenter i den gastætte indeslutning skal være konstrueret således, at der ikke dannes gnister.
10.4. Under prøvning skal udluftningsledningen være hermetisk forseglet, og den gastætte indeslutning skal opfylde tæthedskravene i punkt 1.2 ved et tryk på 0,01 MPa uden at udvise permanent deformation.
10.5. Et eventuelt forbindelsessystem skal med klemmer eller på anden måde være fastgjort til den gastætte indeslutning og gennemføringen, så det sikres, at der dannes en samling, der opfylder tæthedskravene i punkt 10.4.
11. ELEKTRISKE INSTALLATIONER
11.1. De elektriske komponenter i brintsystemet skal være beskyttet mod overbelastning.
11.2. Strømforsyningsforbindelser skal være tætnet mod brintindtrængen, hvor der findes brintkomponenter, eller hvor brintudsivning kan forekomme.
12. SYSTEMER MED SIKKERHEDSINSTRUMENTERING
12.1. Systemer med sikkerhedsinstrumentering skal være fejlsikrede eller redundante.
12.2. Hvis systemerne med sikkerhedsinstrumentering er fejlsikrede eller selvovervågende elektroniske systemer, finder de særlige krav i bilag VI anvendelse.
13. KRAV TIL INSPEKTION AF BRINTSYSTEMET
13.1. Alle brintsystemer skal synes mindst hver 48. måned efter ibrugtagningsdatoen og i forbindelse med eventuel genmontering.
13.2. Synet skal foretages af en teknisk tjeneste i overensstemmelse med fabrikanternes forskrifter i del 3 i bilag I.
DEL 2
Krav til brintbeholdere til komprimeret (gasformig) brint
1. INDLEDNING
Denne del indeholder krav til og prøvningsforskrifter for brintbeholdere beregnet til komprimeret (gasformig) brint.
1.1. Beholdertyper
Beholdere skal klassificeres i typer efter den konstruktionstype, der er omhandlet i punkt 1 i bilag IV til forordning (EF) nr. 79/2009.
2. GENERELLE FORSKRIFTER
2.1. Fabrikanten kan frit bestemme beholderens form, forudsat at den opfylder alle de relevante bestemmelser i punkt 3.
2.2. Beholderaggregat
2.2.1. Et beholderaggregat skal være typegodkendt som én beholder, hvis både beholderaggregatet og de beholdere, der indgår heri, er godkendt i henhold til bestemmelserne i punkt 3 og 4.
2.2.2. Alternativt skal et beholderaggregat skal være typegodkendt som én beholder, hvis beholderaggregatet opfylder bestemmelserne i punkt 3 og 4. De beholdere, som indgår i enheden, behøver ikke opfylde alle bestemmelserne i punkt 3 og 4., forudsat at beholderaggregatet opfylder alle bestemmelserne i punkt 3 og 4 vedrørende den type materialer og fremstillingsmetode, der er anvendt.
2.2.3. Uanset kravene i punkt 2.2.1 og 2.2.2 skal et beholderaggregat opfylde kravene i punkt 4.2.4 (brandprøvning), 4.2.10 (faldprøvning) og 4.2.11 (tæthedsprøvning).
2.2.4. Der tillades højst fire beholdere pr. beholderaggregat.
2.2.5. Der må ikke bruges bøjelige brændstofledninger som integrerede indbyrdes forbundne brændstofledninger i et beholderaggregat.
3. TEKNISKE FORSKRIFTER
3.1. Generelle forskrifter
Beholdere skal opfylde de tekniske forskrifter i punkt 3.2 til 3.11.
3.2. Brandsikkerhed
Beholderen, overtrykssikringen og eventuel tilføjet isolering eller beskyttende materiale skal samlet set beskytte beholderen mod brud, hvis den udsættes for brand. Udformningen af brandbeskyttelsessystemet skal angives.
3.3. Gevind på åbninger
Åbninger med konisk eller cylindrisk gevind kan anvendes i alle beholdertyper. Gevind skal opfylde en anerkendt international eller national standard.
3.4. Beskyttelse mod ydre miljø
En beholder må ikke være påført belægninger, som forringer dens mekaniske egenskaber. Belægningen skal lette efterfølgende inspektion under driften, og fabrikanten skal give vejledning for behandling af belægningen under en sådan inspektion, således at det sikres, at beholderen fortsat er intakt.
3.5. Materialekrav
3.5.1. Generelt
De anvendte materialer skal være egnede til de driftsforhold, som foreskrives i punkt 2.7. Uforenelige materialer må ikke være i kontakt med hinanden.
3.5.2. Stål
3.5.2.1. Stål til beholdere og foringer skal være i overensstemmelse med materialekravene i punkt 6.1 til 6.4 i ISO 9809-1 eller punkt 6.1 til 6.3 i ISO 9809-2.
3.5.2.2. Rustfrit stål til beholdere og foringer skal være i overensstemmelse med punkt 4.1 til 4.4 i EN 1964-3.
3.5.2.3. Svejst rustfrit stål til foringer af type 3-beholdere skal være i overensstemmelse med punkt 4.1 til 4.3 i EN 13322-2.
3.5.3. Aluminiumlegering
3.5.3.1. Aluminiumlegering til beholdere og foringer skal være i overensstemmelse med punkt 6.1 og 6.2 i ISO 7866-3.
3.5.3.2. Svejste aluminiumlegeringer til foringer af type 3-beholdere skal være i overensstemmelse med punkt 4.2 og 4.3 i EN 12862-2.
3.5.4. Plastforingsmateriale
Materialet til plastforinger kan være termohærdet eller termoplastisk.
3.5.5. Fibre
Beholderfabrikanten skal gennem hele beholderkonstruktionens tilsigtede levetid opbevare de offentliggjorte forskrifter for kompositmaterialer, herunder de vigtigste prøvningsresultater, dvs. trækprøvning, materialefabrikantens opbevaringsanbefalinger, betingelser og holdbarhed.
Beholderfabrikanten skal gennem hele den tilsigtede levetid for hver batch beholdere opbevare fiberfabrikantens certificering af, at hvert parti er i overensstemmelse med fabrikantens forskrifter for produktet.
3.5.6. Harpikser
Det polymere materiale til imprægnering af fibrene kan være termohærdende eller termoplastiske harpikser.
3.6. Sprængtrykværdier
De mindste sprængtrykværdier, dvs. beholderens mindste faktiske sprængtryk divideret med dens nominelle arbejdstryk, må ikke være mindre end værdierne i tabel IV.3.6.
Tabel IV.3.6
Mindste sprængtrykværdier
|
|
Beholdertype |
||||
|
Konstruktion |
Type 1 |
Type 2 |
Type 3 |
Type 4 |
|
|
Helmetal |
2,25 |
|
|
|
|
|
Bevikling |
Glas |
|
2,4 |
3,4 |
3,5 |
|
Aramid |
|
2,25 |
2,9 |
3,0 |
|
|
Kulfiber |
|
2,25 |
2,25 |
2,25 |
|
|
Blanding |
|
||||
3.7. Forskrifter for beholderfremstilling
3.7.1. Type 1-beholdere
Enderne på beholdere af aluminiumlegering må ikke lukkes ved hjælp af plastisk bearbejdning. Stålbeholdere, hvis ender er lukket ved plastisk bearbejdning, skal inspiceres gennem ikke destruktiv prøvning eller tilsvarende. Ved lukning af enden må der ikke tilføjes metal. Hver beholder skal før processerne til plastisk bearbejdning af enden kontrolleres for tykkelse og overfladebelægning.
Efter plastisk bearbejdning af enden skal beholderne varmebehandles til det hårdhedsinterval, som foreskrives for den pågældende konstruktion. Lokal varmebehandling er ikke tilladt.
Eventuel bundring, sokkelring eller befæstelse beregnet til konsol skal være udført i et materiale, som er foreneligt med beholdermaterialet og skal være fastgjort forsvarligt ved anden metode end svejsning, slaglodning eller blødlodning.
3.7.2. Type 2-, 3- og 4-beholdere
3.7.2.1. Bevikling med kompositfibre
Når kompositbeholdere er fremstillet af en foring med endeløs fibervikling, skal fiberbeviklingsprocessen enten være computerstyret eller mekanisk styret. Under beviklingen skal de vigtigste parametre overvåges og holdes inden for nærmere angivne tolerancer og dokumenteres med en beviklingsregistrering. De vigtigste parametre er:
|
a) |
fibertype, herunder texværdi og størrelse |
|
b) |
antal fibertråde tows) pr. båndbredde |
|
c) |
harpikstype og blandingsforhold for harpikskomponenter |
|
d) |
imprægneringsmåde, harpiksens eller fibrenes vægt eller volumenfraktion |
|
e) |
henvisning til beviklingsprogram og beviklingsvinkel |
|
f) |
antal spiralviklingsrotationer |
|
g) |
antal beviklingscyklusser, skrueformede kun type 3- og 4-beholdere) |
|
h) |
båndbredde |
|
i) |
viklespænding |
|
j) |
viklehastighed |
|
k) |
harpikstemperatur. |
3.7.2.2. Hærdning af termohærdende harpikser
Når fiberbeviklingen er afsluttet, skal termohærdende harpikser varmhærdes med en forudbestemt, styret tids-temperaturprofil. Tid-temperaturforløbet dokumenteres under hærdningen.
Den maksimale hærdningstid og temperatur for beholdere med foringer af aluminiumlegering skal ligge under den tid og temperatur, som påvirker metallets egenskaber i negativ retning.
For type 4-beholdere skal hærdningstemperaturen for termohærdende harpikser ligge mindst 10 °C under plasticforingens blødgøringstemperatur.
3.7.2.3. Selvkrympning
Anvendes selvkrympning, skal den finde sted før den hydrauliske prøvning. Selvkrympningen skal ligge inden for de grænser, som er fastlagt af fabrikanten.
3.7.2.4. Metalliske foringer
Svejsning af rustfri stålforinger skal være i overensstemmelse med punkt 6.1, 6.2 og 6.4 i EN 13322-2. Svejsning af foringer i aluminiumlegering skal være i overensstemmelse med punkt 4.1.2 og 6.1 i EN 12862.
3.8. Beholdermærkning
På hver beholder og eventuelt på den ydre overflade af en gruppe permanent indkapslede beholdere, skal fabrikanten foretage en tydelig, permanent mærkning med en skriftstørrelse, som er mindst 6 mm høj. Mærkning foretages enten ved hjælp af mærkater, som er indlagt i harpiksbelægningen, selvklæbende mærkater, lavtryksprægning på den fortykkede ende af konstruktioner af type 1- og 2-beholdere eller en kombination af den oven for nævnte mærkning. Klæbemærkater og påføringen deraf skal være i overensstemmelse med ISO 7225 eller en ækvivalent standard. Der kan anvendes flere mærkater, som skal være placeret således, at de ikke skjules af monteringsbeslagene. Foruden EF-komponenttypegodkendelsesmærket i del 3 i bilag II skal hver beholder, som er typegodkendt i henhold til denne forordning, også være mærket med følgende letlæselige data:
|
a) |
fabrikantens navn |
|
b) |
et entydigt serienummer for hver beholder |
|
c) |
et mærke som angivet i punkt 3.2 i bilag V |
|
d) |
nominelt arbejdstryk (MPa) ved 15 °C |
|
e) |
fremstillingsår og -måned, f.eks. 2009/01 |
|
f) |
»MÅ IKKE ANVENDES EFTER åååå/mm«, hvor åååå/mm er fremstillingsår og -måned plus beholderens godkendte levetid; yyyy/mm kan imidlertid være baseret på datoen for fabrikantens afsendelse af beholderen, forudsat at den har været opbevaret et tørt sted uden indre tryk |
|
g) |
»antal påfyldningscyklusser xxxxx«, hvor xxxxx er antallet af påfyldningscyklusser i overensstemmelse med punkt 2.7.6. |
3.9. Forskrifter for batchprøvning
3.9.1. Batchprøvning
3.9.1.1. Generelt
Fabrikanten skal udføre batchprøvning på færdige beholdere, som er repræsentative for normal produktion. De færdige beholdere, som skal prøves, udtages på tilfældig måde fra hver batch. En batch må ikke overstige 200 færdige beholdere plus de færdige beholdere, der skal anvendes i destruktive prøver, eller ét fortløbende produktionsskift, idet den største værdi er gældende.
Frekvensen af batchprøvning kan reduceres i følgende tilfælde:
|
a) |
Hvis der ikke ved 10 på hinanden følgende beholderbatcher konstateres utæthed eller brud inden for 1,5 gange det påkrævede antal cyklusser, kan trykprøvningsfrekvensen indskrænkes til én gang for hver 5 batcher. Hvis en beholder ikke overholder kravet om 1,5 gange antallet af trykcyklusser, kræves batchprøvning for de næste 5 batcher for at genindføre den reducerede prøvningsfrekvens. |
|
b) |
Hvis der ikke ved 10 på hinanden følgende beholderbatcher konstateres utæthed eller brud inden for 2 gange det påkrævede antal cyklusser, kan trykprøvningsfrekvensen indskrænkes til én gang for hver 10 batcher. Hvis en beholder ikke overholder kravet om 2 gange antallet af trykcyklusser, kræves batchprøvning for de næste 10 batcher for at genindføre den reducerede prøvningsfrekvens. |
|
c) |
Hvis der går mere end 3 måneder siden sidste batchtrykcyklusprøvning, skal en beholder fra den næste produktionsbatch trykprøves, for at den reducerede frekvens kan bibeholdes. |
Følgende batchprøvninger er påkrævet:
|
a) |
En færdig beholder underkastes cyklisk trykprøvning ved omgivende temperatur ved den i punkt 3.9.1.2 angivne frekvens. |
|
b) |
En færdig beholder, foring eller et færdigt varmebehandlet prøveemne, som er repræsentativt for færdige beholdere eller foringer, underkastes de øvrige prøvninger angivet i tabel IV.3.9. |
|
c) |
En færdig beholder underkastes sprængprøvningen. Hvis en færdig beholder består den cykliske trykprøvning ved omgivende temperatur, kan samme beholder underkastes sprængprøvning. |
|
d) |
Hvis der anvendes en miljømæssig ydre overfladebelægning, f.eks. organisk belægning/maling, underkastes en færdig beholder eller et prøveemne, som er repræsentativt) for batchen, batchprøvningen for overfladebelægning. |
Hvis flere beholdere end foreskrevet underkastes prøvningerne, skal alle resultater dokumenteres.
Alle beholdere, som er repræsenteret ved en batchprøve og ikke opfylder de angivne forskrifter, underkastes procedurerne i punkt 3.9.2.
Tabel IV.3.9
Batchprøvninger
|
Prøvning og henvisning |
Gælder for beholdertype |
Specificeret konstruktivt bestemt værdi |
Prøvningsværdi |
||||
|
1 |
2 |
3 |
4 |
||||
|
Trækprøvning |
|
|
|
|
|
|
|
|
Charpy-slagprøvning |
|
|
|
|
|
|
|
|
Bøjeprøvning |
|
|
|
|
|
|
|
|
Makroskopisk undersøgelse |
|
|
|
|
|
|
|
|
4.1.2. |
Prøvning ved blødgøringstemperatur |
|
|
|
|
|
|
|
4.1.6. |
Batchprøvning af overfladebelægningen |
|
|
|
|
|
|
|
4.2.1. |
Sprængprøvning |
|
|
|
|
|
|
|
4.2.2. |
Cyklisk trykprøvning ved omgivende temperatur |
|
|
|
|
|
|
|
4.2.11. |
Tæthedsprøvning |
|
|
|
|
|
|
|
4.2.13. |
Vridningsprøvning på studs |
|
|
|
|
|
|
3.9.1.2. Frekvens af cyklisk trykprøvning ved omgivende temperatur
Færdige beholdere underkastes cyklisk trykprøvning ved omgivende temperatur med en prøvningsfrekvens, der definerer som følger:
|
a) |
En beholder fra hver batch underkastes cyklisk tryk 3,0 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6. |
|
b) |
Hvis ingen af de cyklisk trykprøvede beholdere i punkt a) efter 10 på hinanden følgende produktionsbatcher af beholdere udviser utæthed eller brud inden for 4,5 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6, kan den cykliske trykprøvning indskrænkes til én beholder for hver 5 produktionsbatcher, idet beholderen udvælges fra det første af de 5 batcher. |
|
c) |
Hvis ingen af de cyklisk trykprøvede beholdere i punkt a) efter 10 på hinanden følgende produktionsbatcher af beholdere udviser utæthed eller brud inden for 6,0 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6, kan den cykliske trykprøvning indskrænkes til én beholder for hver 10 produktionsbatcher, idet beholderen udvælges fra det første af de 10 batcher. |
|
d) |
Såfremt der er gået længere end 3 måneder siden den sidste produktionsbatch, skal en beholder fra den næste produktionsbatch underkastes cyklisk trykprøvning, for at den i punkt b) eller c) indskrænkede batchprøvningsfrekvens kan bibeholdes. |
|
e) |
Såfremt nogen af de i punkt b) eller c) omhandlede cyklisk trykprøvede beholdere ikke kan overholde 3,0 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6, skal den i punkt a) angivne frekvens for cyklisk batchtrykprøvning gentages på mindst 10 produktionsbatcher, før den reducerede frekvens for cyklisk batchtrykprøvning i punkt b) eller c) kan genindføres. |
|
f) |
Såfremt nogen af de i punkt a), b) eller c) omhandlede beholdere svigter inden for 3,0 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6, skal årsagen til svigtet fastlægges og fejl rettes efter procedurerne i punkt 3.9.2. Den cykliske trykprøvning gentages derefter på yderligere tre yderligere beholdere fra den pågældende produktionsbatch. Såfremt nogen af de tre yderligere beholdere ikke kan overholde 3,0 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6, kasseres batchen. Fabrikanten skal godtgøre, at de beholdere, der er fremstillet siden sidste vellykkede batchprøvning, overholder alle kravene i batchprøvningen. |
3.9.2. Manglende opfyldelse af prøvningskravene
Ved manglende opfyldelse af prøvningskravene kræves gentagelse af prøvningen eller af varmebehandling og prøvning som følger:
|
a) |
Er der påvist fejl ved prøvningens udførelse eller målefejl, gentages prøvningen. Er prøvningsresultatet nu tilfredsstillende, ses der bort fra den første prøvning. |
|
b) |
Er prøvningen udført tilfredsstillende, skal årsagen til svigtet ved prøven fastlægges. |
Anses svigtet for forårsaget af den påførte varmebehandling, kan fabrikanten lade alle beholdere i den pågældende produktionsbatch gennemgå en ekstra varmebehandling.
Skyldes svigtet ikke den påførte varmebehandling, skal alle de beholdere, som er fundet defekte, afvises eller repareres efter en godkendt metode. De ikke-afviste beholdere betragtes derefter som en ny produktionsbatch.
I begge tilfælde gentages alle de pågældende prototype- eller batchprøvninger, som er nødvendige for at godtgøre, at den nye batch kan godkendes. Hvis en eller flere prøver falder blot delvis utilfredsstillende ud, skal alle beholdere i batchen kasseres.
3.10. Produktionskontrol og prøvningsforskrifter
Der foretages produktionskontrol og prøvninger af alle beholdere under fremstilling og efter færdiggørelse som følger:
|
a) |
efterprøvning af, at de vigtigste dimensioner og masse af den færdige beholder og af enhver foring og bevikling er inden for de konstruktivt bestemte tolerancer |
|
b) |
efterprøvning af, at de vigtigste fremstillingsparametre, som er omhandlet i tillægget til oplysningsskemaet i del 1 i bilag II, er overholdt, herunder undersøgelse af en eventuel foreskreven overfladebelægning med særligt henblik på dybtrukne overflader og falsninger eller overlapninger i hals eller skuldre af smedede eller rullede endeafdækninger eller åbninger |
|
c) |
for metalliske beholdere og foringer, ikke destruktiv prøvning i overensstemmelse med bilag B til ISO 9809 eller bilag C til EN 1964-3 eller bilag B til EN 13322-2 eller en anden metode, hvis ækvivalens er godtgjort, som påviser at den største tilladte defekt ikke overskrider den konstruktivt foreskrevne størrelse, jf. nedenstående. |
Desuden skal også svejste rustfri stålforinger undersøges i henhold til punkt 6.8.2 i EN 13322-2, og svejste foringer i aluminiumlegering undersøges i henhold til punkt 6.2.1. (andet afsnit) og 6.2.3 i EN 12862.
For konstruktioner af beholdere af type 1, 2 og 3 bestemmes den maksimale størrelse af en defekt, som er lokaliseret et vilkårligt sted i metalbeholderen eller -foringen og ikke vil vokse til kritisk størrelse inden for den foreskrevne omprøvningsperiode eller, hvis der ikke er foreskrevet omprøvning, inden for driftslevetiden. En defekts kritiske størrelse er grænseværdien af størrelsen af en defekt i hele væggens tykkelse (af beholder eller foring), som tillader den opbevarede gas at slippe ud uden brud på beholderen. Som kassationskriterium ved ultralydsscanning eller ækvivalente metoder gælder, at defekten skal være mindre end den maksimale tilladelige defekt. For type 2- og 3-beholdere forudsættes, at der ikke sker beskadigelse af ikke-metalliske materialer ved nogen tidsafhængig mekanisme. Den tilladelige defektstørrelse for destruktiv prøvning fastlægges ved en passende metode.
Beholderne skal opfylde følgende krav:
|
a) |
hårdhedsprøvning for metalbeholdere og -foringer i overensstemmelse med punkt 4.1.8 |
|
b) |
hydraulisk prøvning i overensstemmelse med punkt 4.2.15 |
|
c) |
tæthedsprøvning for type 4-beholdere og type 3 med svejste metalforinger i overensstemmelse med punkt 4.2.11 |
|
d) |
kontrol af mærkningen efter bestemmelserne i punkt 3.8. |
Tabel IV.3.10 indeholder et resumé af de foreskrevne undersøgelser og prøvninger af de enkelte beholdere.
Tabel IV.3.10
Produktionskontrol og -prøvninger
|
Produktionskontrol og -prøvning samt henvisning |
Gælder for beholdertype |
||||
|
1 |
2 |
3 |
4 |
||
|
|
Vigtigste konstruktionsdimensioner |
|
|
|
|
|
Tillæg til oplysningsskemaet i del 1 i bilag II |
Vigtigste fremstillingsparametre |
|
|
|
|
|
|
Ikke destruktiv prøvning |
|
|
|
|
|
4.1.8. |
Hårhedsprøvning |
|
|
|
|
|
4.2.11. |
Tæthedsprøvning |
|
|
|
|
|
4.2.15. |
Hydraulisk prøvning |
|
|
|
|
|
3.8. |
Mærkning |
|
|
|
|
3.11. Ændringer
Ændringer kan godkendes i overensstemmelse med det reducerede prøvningsprogram i tabel IV.3.11. Eventuelle større ændringer, som ikke er omfattet af tabel IV.3.11, underkastes komplet godkendelsesprøvning.
Tabel IV.3.11
Godkendelsesprøvning af ændringer
|
|
Type prøvning |
|||||||||||
|
Materialer — punkt 4.1.1-4.1.8 (alt efter hvad der er relevant) |
Brintforenelighed — punkt 4.1.7 |
Sprængprøvning — punkt 4.2.1 |
Cyklisk trykbelastningsprøvning ved omgivende temperatur — punkt 4.2.2 |
Prøvning af utæthed-før-brud — Resultat — punkt 4.2.3. |
Brandprøvning — punkt 4.2.4 |
Indtrængningsprøvning — punkt 4.2.5 |
Prøvning af kemikalieeksponering — punkt 4.2.6 |
Prøvning af følsomhed over for kompositdefekter — punkt 4.2.7 |
Accelereret spændingsbrudsprøvning — punkt 4.2.8 |
Faldprøvning — punkt 4.2.10 |
Gennemsivningsprøvning (punkt 4.2.12) Vridningsprøvning på studs (punkt 4.2.13) Cyklisk brintprøvning (punkt 4.2.14) |
|
|
Fiberfabrikant |
|
|
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
|
|
|
|
2, 3, 4 |
3, 4 |
|
|
Metallisk beholder eller -foringsmateriale |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
1, 2 |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
2, 3 |
2, 3 |
3 |
|
|
Plastforingsmateriale |
4 |
|
|
4 |
|
|
|
4 |
|
|
|
4 |
|
Fibermateriale |
2, 3, 4 |
|
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
3, 4 |
|
|
Harpiksmateriale |
|
|
|
|
|
|
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
3, 4 |
|
|
Diameterændring ≤ 20 % |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Diameterændring >20 % |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
2, 3, 4 |
|
3, 4 |
|
|
Længdeændring ≤ 50 % |
|
|
1, 2, 3, 4 |
|
|
— |
|
|
|
|
|
|
|
Længdeændring > 50 % |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
1, 2, 3, 4 |
|
|
|
|
3, 4 |
|
|
Ændring i nominelt arbejdstryk ≤ 20 % (11) |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Ændring i nominelt arbejdstryk > 20 % (11) |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
1, 2, 3, 4 |
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
Hvælvingens form |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
4 |
|
Åbningsstørrelse |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Ændring af belægning |
2, 3, 4 |
|
|
|
|
|
|
2, 3, 4 |
|
|
|
|
|
Endestudsens konstruktion |
|
|
|
|
|
|
|
|
|
|
|
4 (12) |
|
Ændring af fremstillingsprocessen (13) |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Brandsikringssystem |
|
|
|
|
|
1, 2, 3, 4 |
|
|
|
|
|
|
|
Forklarende bemærkninger: for eksempel: 2, 3 angiver, at prøvning kun er påkrævet ved beholdere af type 2 og 3 |
||||||||||||
4. PRØVNINGSFORSKRIFTER
4.1. Materialeprøvning
Materialeprøvning foretages i overensstemmelse med tabel IV.4.1 og prøvningsforskrifterne i punkt 4.1.1-4.1.8.
Tabel IV.4.1
Materialeprøvning
|
|
Gælder for materialer |
|||||
|
Materialeprøvning |
Stål |
Aluminiumlegering |
Plastforing |
Fiber |
Harpiks |
Overfladebelægning |
|
Trækprøvning (15) |
|
|
|
|
|
|
|
Charpy-slagprøvning (16) |
|
|
|
|
|
|
|
Bøjeprøvning (17) |
|
|
|
|
|
|
|
Makroskopisk undersøgelse (18) |
|
|
|
|
|
|
|
Korrosionsprøvning (19) |
|
|
|
|
|
|
|
Prøvning for revnedannelse ved vedvarende belastning (20) |
|
|
|
|
|
|
|
Prøvning ved blødgøringstemperatur |
|
|
|
|
|
|
|
Prøvning ved glasovergangstemperatur |
|
|
|
|
|
|
|
Prøvning af harpiksens forskydningsstyrke |
|
|
|
|
|
|
|
Prøvning af overfladebelægning |
|
|
|
|
|
|
|
Brintforenelighedsprøvning (21) |
|
|
|
|
|
|
4.1.1. Trækprøvning
4.1.1.1. Prøveudtagning
Prøvningerne gælder kun for type 4-beholdere.
Prøvningerne gælder kun for plastforingsmateriale.
Typegodkendelsesprøvning — antal foringer, der skal prøves: 2
4.1.1.2. Forskrifter
Plastforingsmaterialets mekaniske egenskaber prøves ved –40 °C i overensstemmelse med ISO 527-2.
4.1.1.3. Krav
Prøvningsresultaterne skal ligge inden for det område, som fabrikanten har angivet i tillægget til oplysningsskemaet i del 1 i bilag II.
4.1.1.4. Resultater
Plastforingsmaterialets trækflydespænding og brudforlængelse angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.1.2. Prøvning ved blødgøringstemperatur
4.1.2.1. Prøveudtagning
Prøvningerne gælder kun for type 4-beholdere.
Prøvningerne gælder kun for polymermaterialer.
Typegodkendelsesprøvning — antal foringer, der skal prøves: 1
Batchprøvning - antal foringer, der skal prøves: 1
4.1.2.2. Forskrifter
Blødgøringstemperaturen for polymermaterialer fra færdige foringer bestemmes på baggrund af A50-metoden i ISO 306.
4.1.2.3. Krav
Blødgøringstemperaturen skal være ≥ 100 °C.
4.1.2.4. Resultater
Blødgøringstemperaturen angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.1.3. Prøvning ved glasovergangstemperatur
4.1.3.1. Prøveudtagning
Prøvningerne gælder for beholdere af type 2, 3 og 4.
Prøvningen gælder kun for harpikskompositmaterialer.
Typegodkendelsesprøvning — antal prøveemner, der skal prøves: 3
4.1.3.2. Forskrifter
Glasovergangstemperaturen for harpiksmaterialer bestemmes efter ASTM D3418.
4.1.3.3. Krav
Prøvningsresultaterne skal ligge inden for det område, som fabrikanten har angivet i tillægget til oplysningsskemaet i del 1 i bilag II.
4.1.3.4. Resultater
De endelige resultater af prøvningen skal dokumenteres i en prøvningsrapport og angives i et prøvningsresumé som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II. Den glasovergangstemperatur, der angives, skal være den mindste målte værdi.
4.1.4. Prøvning af harpiksens forskydningsstyrke
4.1.4.1. Prøveudtagning
Prøvningerne gælder for beholdere af type 2, 3 og 4.
Prøvningen gælder kun for harpikskompositmaterialer.
Typegodkendelsesprøvning — antal prøveemner, der skal prøves: 3
4.1.4.2. Forskrifter
Harpiksmaterialer afprøves på en prøvekupon, som er repræsentativ for beviklingen, i henhold til ASTM D2344/D2344M.
4.1.4.3. Krav
Efter 24 timers kogning i vand, skal komposittens forskydningsbrudstyrke være mindst 13,8 MPa.
4.1.4.4. Resultater
Harpiksens mindste forskydningsbrudstyrke angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.1.5. Prøvning af overfladebelægning
4.1.5.1. Prøveudtagning
Prøvningen gælder for alle beholdertyper, hvor der anvendes miljømæssig ydre overfladebelægning, f.eks. organisk belægning/maling.
Typegodkendelsesprøvning — antal prøveemner, der skal prøves: som foreskrevet i de relevante standarder.
4.1.5.2. Forskrifter og krav
Overfladebelægninger vurderes efter følgende prøvningsmetoder:
|
a) |
Vedhæftningsprøvning i henhold til ISO 4624 med brug af metode A eller B, afhængigt af hvad der er relevant. Overfladebelægningen skal udvise en vedhæftning svarende til bedømmelse 4. |
|
b) |
Smidighed i henhold til ASTM D522 med brug af metode B med en 12,7 mm dorn ved den foreskrevne tykkelse ved –20 °C. Prøveemner forberedes i henhold til ASTM D522. Der må ikke være synlige revner. |
|
c) |
Slagfasthed i henhold til ASTM D2794. Overfladebelægningen skal ved rumtemperatur bestå en kærvslagprøve med fremadrettet anslag med 18 J. |
|
d) |
Kemisk modstandsdygtighed i henhold til ASTM D1308. Prøvningerne udføres med Open Spot Test Method og 100 timers eksponering for 30 % svovlsyreopløsning (batterisyre med specifik vægtfylde 1,219) og 24 timers eksponering for en polyalkenglycol f.eks. bremsevæske. Der må ikke forekomme tegn på opkogning, blæredannelse eller blødgøring af overfladebelægningen. Vedhæftningen skal opfylde kravene svarende til bedømmelse 3 ved afprøvning efter ASTM D3359. Denne prøvning er ikke nødvendig, hvis der foretages en prøvning i overensstemmelse med punkt 4.2.6. |
|
e) |
Eksponering for lys og vand i overensstemmelse med ASTM G154 ved eksponering i 1 000 timer. Der må ikke være tegn på blæredannelse. Vedhæftningen skal opfylde kravene svarende til bedømmelse 3 ved afprøvning efter ISO 4624. Det maksimale tilladelige glanstab er 20 %. |
|
f) |
Eksponering for salttåge i overensstemmelse med ASTM B117 ved eksponering i 500 timer. Der må højst være 3 mm underskæring ved ridsemærket. Der må ikke være tegn på blæredannelse. Vedhæftningen skal opfylde kravene svarende til bedømmelse 3 ved afprøvning efter ASTM D3359. |
|
g) |
Bestandighed mod afskalning ved rumtemperatur med anvendelse af ASTM D3170. Overfladebelægningen skal opnå bedømmelse 7A eller bedre, og der må ikke forekomme nogen blotlægning af underlaget. |
4.1.5.3. Resultater
De endelige resultater af prøvningen angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.1.6. Batchprøvning af overfladebelægningen
4.1.6.1. Prøveudtagning
Prøvningen gælder for alle beholdertyper, hvor der anvendes miljømæssig ydre overfladebelægning, f.eks. organisk belægning/maling.
Batchprøvning — antal beholdere/prøveemner, der skal prøves pr. batch: i overensstemmelse med punkt 3.9.1.
4.1.6.2. Forskrifter og krav
Overfladebelægninger vurderes efter følgende prøvningsmetoder:
|
a) |
Måling af belægningstykkelse i overensstemmelse med ISO 2808. Tykkelsen skal overholde de konstruktivt bestemte krav. |
|
b) |
Vedhæftningsprøvning i henhold til ISO 4624 med brug af metode A eller B, afhængigt af hvad der er relevant. Overfladebelægningen skal udvise en vedhæftningsværdi på 4. |
4.1.6.3. Resultater
De endelige resultater af prøvningen angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
Fabrikanten skal opbevare værdierne for belægningstykkelse og vedhæftning gennem hele driftslevetiden for den pågældende beholder.
4.1.7. Brintforenelighedsprøvning
4.1.7.1. Prøveudtagning
Prøvningen gælder for beholdere af type 1, 2 og 3 i overensstemmelse med punkt 2.1.2 i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
Typegodkendelsesprøvning — antal beholdere eller foringer, der skal prøves: 3
4.1.7.2. Forskrifter
Ved udførelse af denne prøvning skal der tages særligt hensyn til sikkerheden.
Ved omgivende temperatur anvendes brint til cyklisk trykprøvning i 3,0 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6, enten
|
a) |
med beholderen mellem ≤ 2,0 MPa og ≥ 1,25 gange det nominelle arbejdstryk, eller |
|
b) |
med foringen mellem de trykniveauer, som giver en tilsvarende belastning af foring/væg, som ville forekomme ved ≤ 2,0 MPa og ≥ 1,25 gange beholderens nominelle arbejdstryk. |
4.1.7.3. Krav
Beholderne eller foringerne må ikke svigte, før de når 3,0 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6.
4.1.7.4. Resultater
De endelige resultater af prøvningen skal dokumenteres i en prøvningsrapport og angives i et prøvningsresumé som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
Fabrikanten skal opbevare resultaterne gennem hele driftslevetiden for den pågældende beholder.
4.1.8. Hårhedsprøvning
4.1.8.1. Prøveudtagning
Prøvningen gælder for alle beholdere og for foringer til beholdere af type 1, 2 og 3.
Prøvningerne gælder kun for metalliske materialer.
Produktionskontrol — antal beholdere eller foringer, der skal prøves: alle
Prøvningen udføres efter den endelige varmebehandlng.
4.1.8.2. Forskrifter
Hårdhedsprøvning udføres på den parallelle væg ved midten og i den ene hvælvede ende af hver beholder eller foring i overensstemmelse med ISO 6506-1.
4.1.8.3. Krav
Hårdhedsværdien skal ligge inden for det område, der er foreskrevet for konstruktionen.
4.1.8.4. Resultater
Hårdhedsværdien angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
Fabrikanten skal opbevare resultaterne gennem hele driftslevetiden for den pågældende beholder.
4.2. Beholderprøvning
4.2.1. Sprængprøvning
4.2.1.1. Prøveudtagning
Prøvningerne gælder for alle beholdertyper.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 3
Typegodkendelsesprøvning — antal foringer, der skal prøves: 1 (yderligere prøvning kun for type 2-beholdere)
Batchprøvning — antal færdige beholdere, der skal prøves pr. batch: i overensstemmelse med punkt 3.9.1.
4.2.1.2. Forskrifter
Beholderen sprængprøves hydraulisk ved omgivende temperatur efter følgende metode:
Trykværdien skal være ≤ 1,4 MPa/s for tryk på over 80 % af det nominelle arbejdstryk ganget med sprængtrykværdien i punkt 3.6. Hvis trykket overstiger 0,35 MPa/s ved tryk på over 80 % af det nominelle arbejdstryk ganget med sprængtrykværdien, skal beholderen enten placeres i serier mellem trykkilden og trykmåleranordningen, eller tiden ved tryk på over det nominelle arbejdstryk ganget med sprængtrykværdien skal være længere end 5 sekunder.
4.2.1.3. Krav
Beholderens sprængtryk skal være højere end det nominelle arbejdstryk ganget med sprængtrykværdien i punkt 3.6.
Ved type 2-beholdere, skal foringens sprængtryk være mere end 1,25 gange det nominelle arbejdstryk.
4.2.1.4. Resultater
Sprængtrykket angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
Fabrikanten skal opbevare sprængtrykværdien gennem hele driftslevetiden for den pågældende beholder.
4.2.2. Cyklisk trykprøvning ved omgivende temperatur
4.2.2.1. Prøveudtagning
Prøvningerne gælder for alle beholdertyper.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 2
Batchprøvning — antal færdige beholdere, der skal prøves pr. batch: i overensstemmelse med punkt 3.9.1.
4.2.2.2. Forskrifter
Cyklisk trykbelastning udføres ved omgivende temperatur efter følgende metode:
|
a) |
beholderen fyldes op med en ikke-korrosiv væske som olie, inhiberet vand eller glycol |
|
b) |
beholderen underkastes cyklisk trykbelastning i 3,0 gange antallet af påfyldningscyklusser i overensstemmelse med punkt 2.7.6, fra ≤ 2,0 MPa til ≥ 1,25 gange det nominelle arbejdstryk ved en værdi på højst 10 cyklusser i minuttet. |
Beholdere skal med henblik på typegodkendelse gennemføre cyklussen, indtil der opstår svigt eller indtil 9 gange antallet af påfyldningscyklusser.
Ved batchprøvning følges forskrifterne i punkt 3.9.1.
4.2.2.3. Krav
Beholderne skal med henblik på typegodkendelse enten nå 9,0 gange antallet af påfyldningscyklusser uden svigt, i så fald er prøvningen for utæthed-før-brud i punkt 4.3.3 ikke påkrævet, eller de skal udvise svigt i form af utæthed, men ikke brud. Ved batchprøvning må beholderne ikke svigte, før de når 3,0 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6.
4.2.2.4. Resultater
Antallet af cyklusser indtil svigt samt placering og beskrivelse af svigtets opståen dokumenteres og angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattest i del 2 i bilag II.
Fabrikanten skal opbevare resultaterne gennem hele driftslevetiden for den pågældende beholder.
4.2.3. Prøvning for utæthed-før-brud
4.2.3.1. Prøveudtagning
Prøvningerne gælder for alle beholdertyper. Prøvningen kræves ikke, hvis det allerede er godtgjort, at beholderkonstruktionen overstiger 9,0 gange antallet af påfyldningscyklusser, jf. punkt 2.7.6, når den prøves i henhold til punkt 4.2.2.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 3
4.2.3.2. Forskrifter
Beholderen prøves efter følgende metode:
|
a) |
beholderen fyldes op med en ikke-korrosiv væske som olie, inhiberet vand eller glycol |
|
b) |
beholderen underkastes cyklisk trykbelastning mellem ≤ 2,0 MPa og ≥ 1,5 gange det nominelle arbejdstryk ved en værdi på ≤ 10 cyklusser i minuttet til 3,0 gange antallet af påfyldningscyklusser i overensstemmelse med punkt 2.7.6. |
4.2.3.3. Krav
De prøvede beholdere skal enten svigte ved utæthed eller nå mere end 3,0 gange antallet af påfyldningscyklusser i henhold til punkt 2.7.6 uden at svigte.
4.2.3.4. Resultater
Antallet af cyklusser indtil svigt samt placering og beskrivelse af svigtets opståen angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattest i del 2 i bilag II.
4.2.4. Brandprøvning
4.2.4.1. Prøveudtagning
Prøvningerne gælder for alle beholdertyper.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: mindst 1
4.2.4.2. Forskrifter
Ved udførelse af denne prøvning skal der tages særligt hensyn til sikkerheden.
Beholderen bringes under tryk til det nominelle arbejdstryk med brint eller en gas med en højere termisk trykopbygning. Beholderen under tryk prøves som følger:
|
a) |
Beholderen placeres i vandret stilling ca. 100 mm over en ensartet brandkilde med en længde på 1,65 m. Flammeopstillingen skal være registreret tilstrækkelig detaljeret til at sikre, at varmetilførslen til beholderen er reproducerbar. Forekommer der svigt eller ujævnhed i brandkilden under prøvningen, anses resultatet for ugyldigt. |
|
b) |
Hvis beholderen er ≤ 1,65 m, placeres den midt over brandkilden. |
|
c) |
Er beholderen er > 1,65 m og kun forsynet med overtrykssikring i den ene ende, skal brandkilden begynde i modsatte ende. |
|
d) |
Hvis beholderen er > 1,65 m og forsynet med overtrykssikringer mere end ét sted på langsiden, skal midten af brandkilden være anbragt midt mellem de overtrykssikringer, som er adskilt af den største vandrette afstand. |
|
e) |
Hvis beholderen er > 1,65 m og yderligere beskyttet med varmeisolering, udføres 2 brandprøvninger ved nominelt arbejdstryk. Beholderen placeres midt over brandkilden ved den ene prøvning, mens branden i den anden prøvning skal begynde ved den ene af beholderens ender. |
|
f) |
Der anvendes metalafskærmning, som forhindrer, at flammerne kommer i direkte kontakt med beholderventiler, fittings eller overtrykssikringer. Metalafskærmningen må ikke være i direkte berøring med overtrykssikringerne. Forekommer der under prøvningen svigt af en ventil, fitting eller rørkomponent, som ikke tilhører det til konstruktionen påtænkte beskyttelsessystem, anses resultatet for ugyldigt. |
|
g) |
Overfladetemperaturen overvåges ved hjælp af mindst tre termoelementer, placeret langs beholderens bund i en indbyrdes afstand af højst 0,75 m. Der anvendes metalafskærmning, som forhindrer, at flammerne kommer i direkte kontakt med termoelementerne. I stedet kan termoelementerne indsættes i metalklodser med en størrelse på højst 25 mm × 25 mm × 25 mm. |
|
h) |
Brandkilden skal straks efter antændelse give en flammepåvirkning af beholderens overflade hele vejen rundt om denne. |
|
i) |
Termoelementernes temperaturer og beholdertrykket registreres med et interval på ≤ 10 sekunder under prøven. |
|
j) |
Inden for 5 minutter efter antændelsen og under resterende del af prøvningen skal mindst ét termoelement vise en brandtemperatur på mindst 590 °C. |
4.2.4.3. Krav
Beholderen må kun lukke tryk ud gennem overtrykssikringerne og må ikke udvise brud.
4.2.4.4. Resultater
Resultaterne angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II, og skal som minimum omfatte følgende data for hver beholder:
|
a) |
tidsforløbet fra brandens antændelse til start af udluftning gennem overtrykssikringerne |
|
b) |
det maksimale tryk og udluftningstid indtil der nås et tryk på ≤ 1,0 MPa. |
4.2.5. Gennemtrængningsprøvning
4.2.5.1. Prøveudtagning
Prøvningerne gælder for alle beholdertyper.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 1
4.2.5.2. Forskrifter
Den komplette beholder med beskyttende belægning prøves i følgende rækkefølge:
|
a) |
beholderen bringes med komprimeret gas op på det nominelle arbejdstryk ±1,0 MPa |
|
b) |
mindst én sidevæg i beholderen gennemtrænges fuldstændigt af et panserbrydende projektil eller slaglegeme med en diameter på mindst 7,62 mm. Projektilet eller slaglegemet skal ramme sidevæggen med en vinkel på ca. 45°. |
4.2.5.3. Krav
Beholderen må ikke udvise brud.
4.2.5.4. Resultater
Indgangs- og udgangsåbningernes omtrentlige størrelse og deres placering angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.2.6. Prøvning for kemikalieeksponering
4.2.6.1. Prøveudtagning
Prøvningerne gælder for beholdere af type 2, 3 og 4.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 1
4.2.6.2. Forskrifter
Beholderen med eventuel beskyttende belægning prøves i følgende rækkefølge:
|
a) |
Beholderens øverste sektion inddeles i 5 forskellige områder og afmærkes til forbehandling med pendulanslag og eksponering for væske. De 5 områder skal hvert nominelt være 100 mm i diameter. De 5 områder behøver ikke ligge på linje, men må ikke overlappe. |
|
b) |
Hvert af de 5 områders omtrentlige centrum forbehandles med slag fra pendulet. Pendulets anslagslegeme, som er udført i stål, skal være pyramideformet med sideflader af form som en ligesidet trekant, kvadratisk grundflade, og spidserne og kanterne afrundet med radius 3 mm. Pendulets anslagspunkt skal være sammenfaldende med pyramidens tyngdepunkt; dets afstand fra pendulets rotationsakse skal være 1 m, og den samlede masse, henført til anslagspunktet, skal være 15 kg. Pendulets energi i anslagsøjeblikket skal være mindst 30 J og så tæt på denne værdi som muligt. Under beholderens anslag skal flasken fastholdes i endestudserne eller i de monteringsbeslag, det skal anvendes sammen med. Under forbehandlingen skal beholderen være uden tryk. |
|
c) |
Hvert af de 5 forbehandlede områder skal eksponeres for en af 5 opløsninger. Det drejer sig om følgende 5 opløsninger:
|
|
d) |
Under prøvningen vendes beholderen med de væskeeksponerede områder opad. Der placeres en plade af glasuld, som er ca. 0,5 mm tyk og 100 mm i diameter, på hvert af de 5 forbehandlede eksponeringsområder. Glasuldet påføres en sådan mængde prøvevæske, at hele pladen er jævnt gennemvædet under hele prøvningens varighed. |
|
e) |
Beholderen underkastes cyklisk trykbelastning mellem ≤ 2 MPa og ≥ 1,25 gange det nominelle arbejdstryk i det antal påfyldningscyklusser, der er beregnet i overensstemmelse med punkt 2.7.6 ved en maksimal trykstigning på 2,75 MPa/s. |
|
f) |
Trykket sættes til 1,25 gange det nominelle arbejdstryk og fastholdes i mindst 24 timer, indtil eksponeringstiden (cyklisk tryk og trykfastholdelse) for prøvevæskerne svarer til mindst 48 timer. |
|
g) |
Sprængprøvning i overensstemmelse med punkt 4.2.1.2. |
4.2.6.3. Krav
Beholderen skal opnå et tryk på ≥ 1,8 gange det nominelle arbejdstryk.
4.2.6.4. Resultater
Sprængtrykket angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.2.7. Prøvning for følsomhed over for defekter i kompositten
4.2.7.1. Prøveudtagning
Prøvningerne gælder for beholdere af type 2, 3 og 4.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 1
4.2.7.2. Forskrifter
Den komplette beholder med beskyttende belægning prøves i følgende rækkefølge:
|
a) |
Defekter i langsgående retning skæres ind i beviklingen. Disse defekter skal være større end de af fabrikanten foreskrevne grænser, som gælder ved besigtigelse, og følgende defekter skal som minimum skæres i langsgående retning i beholderens sidevæg:
|
|
b) |
Beholderen med defekterne underkastes cyklisk trykbelastning mellem ≤ 2,0 MPa og ≥ 1,25 gange det nominelle arbejdstryk ved omgivende temperatur i 3,0 gange antallet af påfyldningscyklusser i overensstemmelse med punkt 2.7.6. |
4.2.7.3. Krav
Beholderen må ikke udvise utæthed eller brud inden for 0,6 gange antallet af påfyldningscyklusser i overensstemmelse med punkt 2.7.6, men må udvise svigt i form af utætheder under de resterende prøvningscyklusser.
4.2.7.4. Resultater
Antallet af cyklusser indtil svigt samt placering og beskrivelse af svigtets opståen angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattest i del 2 i bilag II.
4.2.8. Accelereret spændingsbrudprøvning
4.2.8.1. Prøveudtagning
Prøvningerne gælder for beholdere af type 2, 3 og 4.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 1
4.2.8.2. Forskrifter
Beholderen, uden eventuel beskyttende belægning, prøves i følgende rækkefølge:
|
a) |
bringes under tryk svarende til 1,25 gange det nominelle arbejdstryk i 1 000 timer ved 85 °C |
|
b) |
sprængprøves i overensstemmelse med punkt 4.2.1.2. |
4.2.8.3. Krav
Beholderen skal opnå et sprængtryk ≥ 0,85 gange det nominelle arbejdstryk ganget med sprængtrykværdien i punkt 3.6.
4.2.8.4. Resultater
Sprængtrykket angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.2.9. Prøvning for cyklisk trykbelastning ved ekstrem temperatur
4.2.9.1. Prøveudtagning
Prøvningerne gælder for beholdere af type 2, 3 og 4.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 1
4.2.9.2. Forskrifter
Beholderne, med kompositbevikling, men uden eventuel beskyttende belægning, underkastes hydrostatisk cyklusprøvning i følgende rækkefølge:
|
a) |
Konditionering i 48 timer med en temperatur på ≥ 85 °C og en relativ fugtighed på ≥ 95 %. |
|
b) |
Beholderen underkastes cyklisk trykbelastning mellem ≤ 2,0 MPa og ≥ 1,25 gange det nominelle arbejdstryk ved en temperatur ≥ 85 °C og en relativ fugtighed på ≤ 95 % i 1,5 gange antallet af påfyldningscyklusser beregnet i overensstemmelse med punkt 2.7.6. |
|
c) |
Der stabiliseres ved omgivende temperatur. |
|
d) |
Beholderen og prøvevæsken forbehandles til en temperatur på ≤ –40 °C som målt på beholderens overflade og i væsken |
|
e) |
Der gennemføres cyklisk trykbelastning ved ≤ –40 °C mellem ≤ 2,0 MPa og ≤ 2,0 MPa og ≥ det nominelle arbejdstryk i 1,5 gange antallet af påfyldningscyklusser beregnet i overensstemmelse med punkt 2.7.6. |
|
f) |
Tæthedsprøvning (22) i overensstemmelse med punkt 4.2.11. |
|
g) |
Sprængprøvning i overensstemmelse med punkt 4.2.1.2. |
Forklarende bemærkning:
4.2.9.3. Krav
Beholderne skal klare prøvningscyklussen, uden at udvise tegn på brud, utæthed eller optrævling af fibre.
Hvis tæthedsprøvning er påkrævet, skal kravene for denne opfyldes.
Beholderne må ikke sprænge ved mindre end 85 % af det nominelle arbejdstryk ganget med sprængtrykværdien i punkt 3.6.
4.2.9.4. Resultater
Sprængtrykket angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.2.10. Faldprøvning
4.2.10.1. Prøveudtagning
Prøvningerne gælder for beholdere af type 3 og 4.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: mindst 1 (alle faldprøvninger kan udføres på én beholder eller de enkelte fald på højst 3 beholdere).
4.2.10.2. Forskrifter
4.2.10.2.1. Faldprøvningerne udføres ved omgivende temperatur uden indvendigt overtryk eller påmonterede ventiler. Der kan indsættes en prop i åbninger med gevind for at forhindre beskadigelse af gevindene og tætningsflader.
Som faldunderlag for beholderne anvendes et glat, vandret betonunderlag eller tilsvarende stift gulv.
Beholderen prøves i følgende rækkefølge:
|
a) |
Slippes én gang fra vandret position med bunden 1,8 m over jorden. |
|
b) |
Slippes én gang med hver ende af beholderen fra lodret position med en potentiel energi ≥ 488 J, dog må enden under ingen omstændigheder være mere end 1,8 m over jorden. |
|
c) |
Slippes én gang fra en 45° vinkel og derefter, for ikke symmetriske eller ikke-cylindriske beholdere, roteres beholderen 90° omkring sin akse i længderetningen og slippes igen fra en 45° vinkel med tyngdepunktet 1,8 m over jorden. Hvis bunden imidlertid er tættere mod jorden end 0,6 m, ændres faldvinklen, således at minimumshøjden bliver 0,6 m og tyngdepunktets højde 1,8 m. |
|
e) |
Der må ikke gøres forsøg på at forhindre, at beholderen kastes tilbage, men den må gerne forhindres i at falde under den lodrette faldprøvning. |
|
f) |
Beholderen underkastes cyklisk trykbelastning mellem ≤ 2,0 MPa og ≥ 1,25 gange det nominelle arbejdstryk i 3 gange antallet af påfyldningscyklusser beregnet i overensstemmelse med punkt 2.7.6. |
4.2.10.2.2. For beholdere med en særlig overfladebelægning, som angiver, at beholderen har været udsat for fald, skal faldhøjden og den potentielle energi, jf. punkt 4.2.10.2.1, litra a) til c), udgøre halvdelen af værdierne (dvs. 0,9 m i stedet for 1,8 m, 0,3 m i stedet for 0,6 m, 244 J i stedet for 488 J).
4.2.10.3. Krav
Beholderen må ikke udvise utæthed eller brud inden for 0,6 gange antallet af påfyldningscyklusser beregnet i overensstemmelse med punkt 2.7.6, men må udvise svigt i form af utætheder under de resterende prøvningscyklusser.
Desuden gælder for beholdere med en særlig overfladebelægning som beskrevet i 4.2.10.2.2., at denne belægning skal udvise tydelige deformationer som angivet af beholderfabrikanten.
4.2.10.4. Resultater
Antallet af cyklusser indtil svigt samt placering og beskrivelse af svigtets opståen angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattest i del 2 i bilag II.
4.2.11. Tæthedsprøvning
4.2.11.1. Prøveudtagning
Prøvningen gælder for type 4-beholdere og type 3 med svejste foringer.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 1
Batchprøvning — antal færdige beholdere, der skal prøves pr. batch: i overensstemmelse med punkt 3.9.1.
Produktionskontrol — antal færdige beholdere, der skal prøves: alle
4.2.11.2. Forskrifter
Beholderen tørres grundigt og bringes under tryk i mindst 3 minutter ved nominelt arbejdstryk med tæthedsprøvningsgas.
Ved batchprøvning følges prøvningsmetoden i den forklarende bemærkning 6 til tabel IV.3.9.
4.2.11.3. Krav
Hvis der konstateres utæthed gennem revner, huller eller lignende defekter, kasseres beholderen. Gennemsivning gennem væggen i overensstemmelse med punkt 4.3.12 betragtes ikke som utæthed.
4.2.11.4. Resultater
Prøvningsresultaterne angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II. Utæthedsraten gælder kun for prøvninger udført med 100 % brint. Utæthedsraterne for andre gasser eller gasblandinger konverteres til en utæthedsrate, som svarer til den for 100 % brint gældende.
4.2.12. Gennemsivningsprøvning
4.2.12.1. Prøveudtagning
Prøvningerne gælder kun for type 4-beholdere.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 1
4.2.12.2. Forskrifter
Ved udførelse af denne prøvning skal der tages særligt hensyn til sikkerheden.
Beholderen prøves i følgende rækkefølge:
|
a) |
beholderen bringes med brintgas op på det nominelle arbejdstryk |
|
b) |
beholderen placeres i et lukket tæt kammer ved 15 °C ±2 °C og observeres for gennemsivning i 500 timer, eller indtil der holdes en stabil tilstand i et tidsrum på mindst 48 timer. |
4.2.12.3. Krav
Ligevægtshastigheden for gennemsivning skal være under 6,0 Ncm3 brint i timen pr. liter af beholderens interne rumfang.
4.2.12.4. Resultater
Ligevægtshastigheden for gennemsivning angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.2.13. Vridningsprøvning på studs
4.2.13.1. Prøveudtagning
Prøvningerne gælder kun for type 4-beholdere.
Typegodkendelsesprøvning - — antal færdige beholdere, der skal prøves: 1
Batchprøvning - — antal færdige beholdere, der skal prøves pr. batch: i overensstemmelse med punkt 3.9.1.
4.2.13.2. Forskrifter
Beholderen prøves i følgende rækkefølge:
|
a) |
beholderens krop fastholdes, så den ikke kan dreje |
|
b) |
hver af beholderens endestudser påføres et moment på 2 gange det af fabrikanten foreskrevne monteringsmoment for ventilen eller overtryksventilen; først i tilspændingsretningen for gevindforbindelsen, derefter i den modsatte retning og derefter igen i tilspændingsretningen |
|
c) |
med henblik på typegodkendelse skal følgende prøvninger også udgøres:
|
Ved batchprøvning følges prøvningsmetoden i den forklarende bemærkning 6 til tabel IV.3.9.
4.2.13.3. Krav
Med henblik på typegodkendelse skal beholderen overholde tætheds- og sprængkravene.
Ved batchprøvning skal beholderen overholde tæthedskravene.
4.2.13.4. Resultater
Det anvendte moment, utætheden og sprængtrykket angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II. Utæthedsraten gælder kun for prøvninger udført med 100 % brint. Utæthedsraterne for andre gasser eller gasblandinger konverteres til en utæthedsrate, som svarer til den for 100 % brint gældende.
Fabrikanten skal opbevare resultaterne gennem hele driftslevetiden for den pågældende beholder.
4.2.14. Cyklisk prøvning for brintgas
4.2.14.1. Prøveudtagning
Prøvningen gælder for type 4-beholdere og type 3 med svejste foringer.
Typegodkendelsesprøvning — antal færdige beholdere, der skal prøves: 1
4.2.14.2. Forskrifter
Ved udførelse af denne prøvning skal der tages særligt hensyn til sikkerheden.
Beholderen prøves i følgende rækkefølge:
|
a) |
Der anvendes brintgas til cyklisk trykbelastning af beholderen mellem ≤ 2,0 MPa og ≥ nominelt arbejdstryk i 1 000 cyklusser. Påfyldningstiden må ikke overstige 5 minutter. Temperaturerne under udluftning må ikke overstige de værdier, der er angivet i punkt 2.7.5. |
|
b) |
Tæthedsprøvning i overensstemmelse med punkt 4.2.11. |
Beholderen gennemskæres og foringen og grænsefladen mellem foring og endestuds undersøges for tegn på eventuelle forringelser, f.eks. udmattelsesrevner eller elektrostatisk udladning.
4.2.14.3. Krav
Derefter skal beholderen overholde kravene til tæthedsprøvningen.
Foringen og grænsefladen mellem foringen og endestudsen må ikke udvise tegn på eventuelle forringelser, f.eks. udmattelsesrevner eller elektrostatisk udladning.
4.2.14.4. Resultater
Den samlede utæthedsrate angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
4.2.15. Hydraulisk prøvning
4.2.15.1. Prøveudtagning
Prøvningerne gælder for alle beholdertyper.
Produktionskontrol — antal færdige beholdere, der skal prøves: alle
4.2.15.2. Forskrifter og krav
|
a) |
Beholderen bringes under et tryk på ≥ 1,5 gange det nominelle arbejdstryk. Prøvningstrykket må under ingen omstændigheder overstige selvkrympningstrykket. |
|
b) |
Trykket opretholdes i mindst 30 sekunder for at sikre fuldstændig ekspansion. Kan trykket ikke opretholdes på grund af svigt af prøvningsapparatet, kan det tillades, at prøven gentages ved et 0,7 MPa højere tryk. Der tillades højst to sådanne gentagne prøver. |
|
c) |
For beholdere af type 1, 2 eller 3 fastsætter fabrikanten en passende grænse for den blivende volumetriske ekspansion ved det anvendte prøvningstryk, dog må den blivende ekspansion i intet tilfælde være over 5 % af den samlede volumetriske ekspansion, målt ved prøvningstrykket. Permanent ekspansion defineres som tilbageværende volumetrisk ekspansion, efter at trykket er udløst. |
|
d) |
For type 4-beholdere fastsætter fabrikanten en passende grænse for den elastiske ekspansion ved det anvendte prøvningstryk, men den elastiske ekspansion må under ingen omstændigheder være over 10 % af batchens gennemsnitsværdi. Elastisk ekspansion defineres som samlet ekspansion minus permanent ekspansion (jf. litra c)). |
|
e) |
En beholder, som ikke overholder den fastsatte ekspansionsgrænse, skal kasseres, men må stadig anvendes til batchprøvning. |
4.2.15.3. Resultater
Resultaterne angives i et prøvningsresumé, som beskrevet i addendummet til EF-typegodkendelsesattesten i del 2 i bilag II.
Fabrikanten skal opbevare resultaterne gennem hele driftslevetiden for den pågældende beholder.
DEL 3
Forskrifter for andre brintdele end beholdere beregnet til komprimeret (gasformig) brint
1. INDLEDNING
Denne del indeholder krav til og prøvningsforskrifter for andre brintkomponenter end beholdere beregnet til komprimeret (gasformig) brint.
2. GENERELLE FORSKRIFTER
2.1. Andre brintkomponenter end beholdere skal være typegodkendt i overensstemmelse med bestemmelserne i denne del.
2.2. Medmindre andet er angivet i denne forordning, skal delene i en konnektor til det aftagelige lagringssystem monteret på det aftagelige lagringssystem og på køretøjet behandles som separate komponenter.
Elektriske dele i en komponent, som potentielt kan komme i kontakt med antændelige blandinger af brint og luft, skal
2.3.1. være isoleret på en sådan måde, at der ikke ledes strøm gennem brintholdige dele
2.3.2. være isoleret fra:
|
a) |
komponentens krop |
|
b) |
beholderen eller beholderaggregatet. |
2.4. Svejste forbindelser opstrøms for den første trykregulator underkastes hydraulisk trykprøvning til tre gange det nominelle arbejdstryk og må ikke udvise brud. Svejste forbindelser nedstrøms for den første trykregulator underkastes hydraulisk trykprøvning til tre gange det højeste tilladte arbejdstryk, og må ikke udvise brud.
3. TEKNISKE FORSKRIFTER
3.1. Generelle forskrifter
3.1.1. Med mindre andet er angivet i denne del, skal alle prøvninger udføres ved omgivende temperatur.
3.1.2. Udviklingen af eksplosive gasblandinger skal forhindres under de prøvningsprocedurer, der er beskrevet i denne del.
3.1.3. Prøvningsperioden ved tæthedsprøvning og trykprøvning skal være mindst 3 minutter.
3.1.4. Medmindre andet er angivet, skal det relevante prøvningstryk måles ved komponentens indgang under prøvningen.
3.1.5. Hvis en komponent udsættes for tryk som følge af påfyldning, anvendes påfyldningscyklusser. Hvis en komponent udsættes for tryk som følge betjening af køretøjet, f.eks. omskiftning af køretøjets aktiveringskontakt, anvendes driftscyklusser.
3.1.6. Ud over de krav, der beskrives nedenfor, skal fabrikanten udfylde alle de i punkt 4 omhandlede dokumenter og indsende dem til en kompetent myndighed, når der ansøges om typegodkendelse.
3.1.7. Komponenterne underkastes de gældende prøvningsprocedurer, som er angivet i tabellen i bilag V til forordning (EF) nr. 79/2009. Prøvningerne udføres på komponenter, som er repræsentative for den normale produktion og forsynet med fabrikantens identifikationsmærker.
3.1.8. De prøvninger, der er angivet i punkt 4.2, udføres på de samme komponentprøver i den rækkefølge, der er angivet i tabellen i bilag V til forordning (EF) nr. 79/2009, med mindre andet oplyses, f.eks. skal prøvningen for korrosionsbestandighed for fittings (4.2.1) efterfølges af en holdbarhedsprøvning (4.2.2), derefter af en cyklisk hydrauliktrykprøvning (4.2.3) og endelig af en prøvning for ekstern utæthed (4.2.5). Hvis en komponent ikke indeholder metalliske underkomponenter, skal prøvningen begynde med den første relevante prøvning.
3.2. Specifikke forskrifter
3.2.1. Godkendelse af en bøjelig brændstofledning udstedes for alle længder med en mindste bøjningsradius som angivet af fabrikanten og samles med en særlig type fittings.
3.2.2. Et eventuelt forstærkende mellemlag til en bøjelig brændstofledning skal beskyttes mod korrosion enten med en kappe eller ved at anvende et korrosionsbestandigt materiale til forstærkningen, f.eks. rustfrit stål. Hvis der anvendes en kappe, skal dannelsen af bobler mellem lagene forhindres.
3.2.3. Bøjelige brændstofledninger skal have en elektrisk modstand på mindre end 1 megaohm pr. meter.
Beholderens profil skal, afhængigt af det nominelle arbejdstryk, overholde målene i figur 3.2.1-3.2.1, hvor H x er et nominelt arbejdstryk på x MPa ved 15 °C:
Figur 3.2.1
H35 brintbeholder
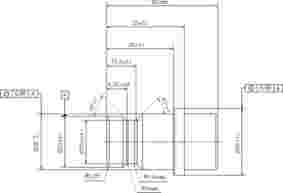
Figur 3.2.2
H35HF brintbeholder (højt flow i forbindelse med erhvervskøretøjer)
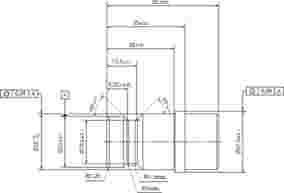
Figur 3.2.3
H70 brintbeholder

3.2.5. Tilstrækkelig duktilitet i metalrør påvises ved en bøjeprøvning efter ISO 8491. Bøjeradius r bør være r ≤ 1,3 gange rørets ydre diameter D. Bøjningsvinkelen α skal være 180°. Efter prøvningen må der ikke være synlige revner. Alternativt skal rørmaterialet udvise mindst 30 % brudforlængelse før koldformning eller mindst 14 % efter koldformning.
4. PRØVNINGSFORSKRIFTER
4.1. Materialeprøvning
4.1.1. Brintforenelighedsprøvning
4.1.1.1. Prøveudtagning
Prøvningen gælder for materialer, der anvendes i en særlig komponent, hvor materialet er i kontakt med brint, med undtagelse af:
|
a) |
aluminiumlegeringer, som overholder punkt 6.1 og 6.2 i ISO 7866 |
|
b) |
stål, som overholder punkt 6.3 og 7.2.2 i ISO 9809-1. |
Antal materialeprøver, der skal prøves: 3
4.1.1.2. Forskrifter og krav
|
a) |
For andre metalliske materialer end de ovenfor nævnte, påvises brintforenelighed efter ISO 11114-1 og ISO 11114-4. Alternativt skal fabrikanterne udføre materiale materialeegnethedsprøvninger i brintmiljøer, som kan forventes under drift. På grundlag af resultaterne bør konstruktionen tage højde for den reduktion i de mekaniske egenskaber (duktilitet, udmattelsesstyrke, brudsejhed, osv.), der kan forekomme. |
|
b) |
Ikke metalliske materialer: Brintforenelighed skal påvises. |
4.1.1.3. Resultater
Prøvningsresultaterne angives i et prøvningsresumé.
4.1.2. Ældningsprøvning
4.1.2.1. Prøveudtagning
Alle ikke metalliske materialer i en særlig komponent skal prøves.
Antal materialeprøver, der skal prøves: 3
4.1.2.2. Forskrifter og krav
Ved udførelse af denne prøvning skal der tages særligt hensyn til sikkerheden.
Prøveemner forberedes i henhold til ASTM D572. Prøveemnet eksponeres for ilt ved den maksimale materialetemperatur i overensstemmelse med punkt 2.7.5.1 ved 2,0 MPa i en periode på 96 timer. Enten trækbrudstyrke og forlængelsen eller mikrohårdheden skal overholde fabrikantens forskrifter. Der tillades ingen synlige revner i prøveemnerne.
4.1.2.3. Resultater
Prøvningsresultaterne angives i et prøvningsresumé.
4.1.3. Ozonforenelighedsprøvning
4.1.3.1. Prøveudtagning
Prøvningerne gælder for elastomermaterialer, hvor:
|
a) |
en tætningsflade udsættes direkte for luft, f.eks. en beholders ydre tætningsflade |
|
b) |
disse anvendes som kappe til en bøjelig brændstofledning. |
Antal materialeprøver, der skal prøves: 3
4.1.3.2. Forskrifter og krav
Prøveemner forberedes i henhold til ISO 1431-1.
Prøveemnerne trækkes til en længdetøjning på 20 % og eksponeres for luft ved 40 °C med en ozonkoncentration på 0,5 dele pr. million i 120 timer.
Der tillades ingen synlige revner i prøveemnerne.
4.1.3.3. Resultater
Prøvningsresultaterne angives i et prøvningsresumé.
4.2. Komponentprøvninger
4.2.1. Prøvning for korrosionsbestandighed
4.2.1.1. Prøveudtagning
Antal komponenter, der skal prøves: 3
4.2.1.2. Forskrifter og krav
|
Prøvning a) |
Metalliske komponenter underkastes en salttågeprøvning i 144 timer i overensstemmelse med ISO 9227 med alle forbindelser lukket og skal overholde kravene deri. |
|
Prøvning b) |
En komponent i kobberlegering nedsænkes desuden i ammoniakvand i 24 timer i overensstemmelse med ISO 6957 med alle forbindelser lukket og skal overholde kravene deri. |
4.2.1.3. Resultater
Prøvningsresultaterne angives i et prøvningsresumé.
4.2.2. Holdbarhedsprøvning
4.2.2.1. Prøveudtagning
Antal komponenter, der skal prøves: 3
4.2.2.2. Forskrifter og krav
4.2.2.2.1. Prøvningen prøves efter følgende procedure:
|
a) |
Komponenten bringes ved hjælp af tør luft, nitrogen, helium eller brint op på det nominelle arbejdstryk og udsættes for 96 % af det samlede antal prøvningscyklusser i overensstemmelse med tabel 4.2.2 ved omgivende temperatur. Der gennemføres en fuldstændig prøvningscyklus over en periode på mindst 10 ± 2 sekunder. Når ventilen er i lukket position, skal trykket nedstrøms aftage til 0,5 gange komponentens nominelle arbejdstryk eller lavere. Komponenten skal overholde kravene til intern og prøvning for ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5) ved denne temperatur. |
|
b) |
Komponenten bringes derefter til at fungere i 2 % af det samlede antal prøvningscyklusser ved den mindste materialetemperatur i overensstemmelse med punkt 2.7.5.1 efter en tilstrækkelig konditioneringstid ved denne temperatur til at sikre termisk stabilitet. Komponenten skal overholde prøvningskravene for intern og ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5) ved denne temperatur. |
|
c) |
Komponenten bringes derefter til at fungere i 2 % af det samlede antal prøvningscyklusser ved den maksimale materialetemperatur i overensstemmelse med punkt 2.7.5.1 efter en tilstrækkelig konditioneringstid ved denne temperatur til at sikre termisk stabilitet og ved 1,25 gange det nominelle arbejdstryk. Komponenten skal overholde prøvningskravene for intern og ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5) ved denne temperatur. |
Tabel 4.2.2
Prøvningscyklusser for ventiler
|
Komponent |
Antal prøvningscyklusser |
|
Automatisk ventil |
1,5 gange antallet af driftscyklusser eller påfyldningscyklusser i overensstemmelse med punkt 2.7.6 eller 2.7.7, afhængig af ventilens anvendelse. |
|
Håndventil |
100 |
|
Kontraventil |
2,0 gange antallet af driftscyklusser eller påfyldningscyklusser i overensstemmelse med punkt 2.7.6 eller 2.7.7, afhængig af ventilens anvendelse. |
4.2.2.2.2. Fittings
Fittings underkastes 25 tilkoblings/frakoblingscyklusser
4.2.2.2.3. Bøjelige brændstofledninger
Længden af den bøjelige del i den bøjelige brændstofledning med fittings tilkoblet, som skal anvendes i følgende prøvning, beregnes:
L = 4,142R + 3,57D
hvor:
|
L |
= |
Længden af den bøjelige del i den bøjelige brændstofledning |
|
R |
= |
Den af fabrikanten angivne mindste bøjningsradius |
|
D |
= |
Den bøjelige brændstoflednings ydre diameter. |
Den bøjelige brændstofledning bøjes som illustreret i figur 4.2.2 og forbindes til en fastgørelse i denne position ved hjælp af de fittings, som den skal godkendes med. Den ene ende af den bøjelige brændstofledning skal forbindes med en bevægende manifold, og den anden ende forbindes til en stationær manifold, som er forbundet med en hydraulisk forsyningsenhed. Den bøjelige brændstofledning bringes hurtigt under tryk ved hjælp af en hurtigtåbnende magnetventil, således at én cyklus består i at opretholde trykket på 1,25 gange det nominelle arbejdstryk i 10 ± 1 sekunder (bortset fra bøjelige brændstofledninger med en påkrævet materialetemperatur på 120 °C, hvor det fastholdte tryk skal være 1,37 gange det nominelle arbejdstryk), hvorefter det mindskes til mindre end 0,1 gange det nominelle arbejdstryk i 5 ± 0,5 sekunder. Det samlede antal driftscyklusser skal svare til 2,0 gange antallet af påfyldningscyklusser eller driftscyklusser, afhængig af den bøjelige brændstoflednings anvendelse, i overensstemmelse med punkt 2.7.6 eller 2.7.7. Afhængigt af tilfældet udføres 50 % af prøvningscyklusserne ved den minimale og de øvrige 50 % ved den maksimale materialetemperatur i overensstemmelse med punkt 2.7.5.1.
Foruden de hydrauliske trykcyklusser gennemføres en bøjningscyklus. Bøjningsværdien skal være 6 ± 2 % af værdien ved den cykliske hudrauliktrykbelastning. Dette sikrer, at den bøjelige brændstofledning ved hver efterfølgende cykliske trykimpuls er i en forskellig position. Prøveopstillingen vises i figur 4.2.2, hvor afstanden A beregnes som:
A = 1,75R + D
Den bøjelige brændstofledning må ikke udvise synlige tegn på skade.
Figur 4.2.2
Prøveopstilling for bøjning-impuls

4.2.2.2.4. Trykregulatorer
|
a) |
Trykregulatoren forbindes til en kilde med gas til tæthedsprøvning ved nominelt arbejdstryk og gennemfører 95 % af antallet af driftscyklusser beregnet i overensstemmelse med punkt 2.7.7. Én cyklus skal bestå af flow, indtil der er nået et stabilt udgangstryk, hvorefter gasflowet skal afskæres af en nedstrøms hurtigtlukkende ventil, indtil der er nået et stabilt blokeringstryk. Trykregulatoren skal derefter overholde kravene til prøvning for intern og ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5) udført ved omgivende temperatur. |
|
b) |
Trykregulatorens indgang bringes under cyklisk tryk gennem 1 % af antallet af driftscyklusser fra nominelt arbejdstryk til 0,5 gange det nominelle arbejdstryk eller mindre. Trykregulatoren skal derefter overholde kravene til prøvning af intern og ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5) udført ved omgivende temperatur. |
|
c) |
Den cykliske fremgangsmåde under a) ovenfor gentages ved den maksimale materialetemperatur i overensstemmelse med punkt 2.7.5.1 og ved 1,25 gange det nominelle arbejdstryk i 1 % af antallet af driftscyklusser. Trykregulatoren skal derefter overholde kravene til prøvning af intern og ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5) udført ved den maksimale materialetemperatur. |
|
d) |
Den cykliske fremgangsmåde under b) ovenfor gentages ved den maksimale materialetemperatur og ved 1,25 gange det nominelle arbejdstryk i 1 % af antallet af driftscyklusser. Trykregulatoren skal derefter overholde kravene til prøvning af intern og ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5) udført ved den maksimale materialetemperatur. |
|
e) |
Den cykliske fremgangsmåde under a) ovenfor gentages ved den minimale materialetemperatur i overensstemmelse med punkt 2.7.5.1 og ved det nominelle arbejdstryk i 1 % af antallet af driftscyklusser. Trykregulatoren skal derefter overholde kravene til prøvning af intern og ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5) udført ved den minimale materialetemperatur. |
|
f) |
Den cykliske fremgangsmåde under b) ovenfor gentages ved den minimale materialetemperatur og ved det nominelle arbejdstryk i 1 % af antallet af driftscyklusser. Trykregulatoren skal derefter overholde kravene til prøvning af intern og ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5) udført ved den minimale materialetemperatur. |
4.2.2.2.5. Overtrykssikringer
|
a) |
Krybeprøvning Overtrykssikringen bringes under hydrostatisk tryk på 1,25 gange det nominelle arbejdstryk, som opretholdes i 500 timer ved en temperatur (TL), som beregnes ved hjælp af følgende ligning: TL = T (0,057) (0,34 log(T/Tf)) hvor
Log = Base 10 Overtrykssikringer må ikke udvise tegn på deformation forårsaget af krybning og skal overholde kravene i den interne tæthedsprøvning (punkt 4.2.4) efter at være underkastet ovenstående prøvning. |
|
b) |
Aktiveringstemperatur Efter krybeprøvningen under a) ovenfor bringes overtrykssikringerne under tryk med tør luft, nitrogen, helium eller brint svarende til det nominelle arbejdstryk. Derefter underkastes overtrykssikringerne en stigende temperaturcyklus begyndende med den omgivende temperatur med en stigning på højst 10 °C i minuttet, indtil den angivne aktiveringstemperatur minus 10 °C nås og derefter med en stigning på højst 2 °C i minuttet, indtil overtrykssikringerne aktiveres. Aktiveringstemperaturen skal ligge inden for et område svarende til ±5 % af den af fabrikanten angivne aktiveringstemperatur. Efter aktivering må overtrykssikringerne ikke udvise tegn på fragmentationsbrud. |
4.2.2.2.6. Overtryksventiler
Overtryksventilen bringes under tryk i 25 cyklusser. En prøvningscyklus består af at bringe overtryksventilen under tryk indtil det aktiveringstryk, som får overtryksventilen til at åbne og lukke tryk ud. Når overtryksventilen lukker tryk ud, skal indgangstrykket mindskes, hvilket skal bringe overtryksventilen tilbage til sit sæde. Cyklusperioden skal være 10 ± 2 s. Aktiveringstrykket for den sidste cyklus registreres og skal svare til det af fabrikanten angivne aktiveringstryk med en afvigelse på ±10 %.
4.2.2.2.7. Beholdere
Beholdere underkastes en række tilkoblings/frakoblingscyklusser, svarende til 3 gange antallet af påfyldningscyklusser beregnet i overensstemmelse med punkt 2.7.6. For hver cyklus bringes beholderen under et tryk på 1,25 gange det nominelle arbejdstryk.
4.2.2.2.8. Følere til brintsystemer
En føler, som påtænkes monteret på en brintkomponent, og som udsættes for samme antal driftscyklusser eller påfyldningscyklusser, skal underkastes samme holdbarhedsprøvning som den brintkomponent, den skal monteres på.
4.2.2.2.9. Konnektor til aftageligt lagringssystem
En konnektor til et aftageligt lagringssystem underkastes en række tilkoblings/frakoblingscyklusser, svarende til 3 gange antallet af påfyldningscyklusser beregnet i overensstemmelse med punkt 2.7.6. For hver cyklus bringes konnektoren til det aftagelige lagringssystem under et tryk på 1,25 gange det nominelle arbejdstryk. Derefter skal konnektoren til det aftagelige lagringssystem overholde kravene til prøvning af ekstern (punkt 4.2.5), når delene til i konnektoren til det aftagelige lagringssystem, som er monteret på køretøjet og på det aftagelige lagringssystem, er adskilt, og når de igen er forbundet med hinanden.
4.2.2.3. Resultater
Prøvningsresultaterne angives i et prøvningsresumé.
4.2.3. Cyklisk hydrauliktrykprøvning
4.2.3.1. Prøveudtagning
Antal komponenter, der skal prøves: 3
4.2.3.2. Forskrifter og krav
4.2.3.2.1. Overtrykssikringer
Overtrykssikringer underkastes 1,5 gange antallet af påfyldningscyklusser beregnet i overensstemmelse med punkt 2.7.6 ved både minimums- og maksimumstemperaturerne i overensstemmelse med punkt 2.7.5.1.
Trykket ændres periodevis fra 2 MPa til 1,25 gange det nominelle arbejdstryk ved en hastighed på højst 6 cyklusser i minuttet, dog skal det højeste prøvningstryk ved prøvning ved mindste materialetemperatur svare til det nominelle arbejdstryk.
Hvis der anvendes smelteligt metal i en overtrykssikring, må det ikke udvise synlige tegn på ekstrudering ud over den første sætning.
4.2.3.2.2. Andre komponenter end overtrykssikringer
Før den cykliske prøvning, som er beskrevet nedenfor, skal komponenterne underkastes et hydraulisk prøvningstryk på 1,5 gange det nominelle arbejdstryk eller højeste tilladte arbejdstryk, afhængigt af det relevante. Komponenterne må ikke udvise tegn på permanent deformation eller synlige utætheder.
Komponenterne underkastes 3 gange antallet af påfyldningscyklusser eller driftscyklusser i henhold til punkt 2.7.6 eller 2.7.7.
Trykket ændres periodevis fra 2,0 MPa til 1,25 gange det nominelle arbejdstryk for komponenter opstrøms for den første trykregulator eller fra 0,1 gange MAWP til MAWP for komponenter nedstrøms for den første trykregulator med en frekvens på højst 6 cyklusser i minuttet.
Komponenten skal derefter overholde kravene til prøvning af intern og ekstern utæthed (henholdsvis punkt 4.2.4 og 4.2.5).
4.2.3.3. Resultater
Prøvningsresultaterne angives i et prøvningsresumé.
4.2.4. Prøvning for intern utæthed
4.2.4.1. Prøveudtagning
Antal komponenter, der skal prøves: 3
4.2.4.2. Forskrifter
Komponenterne prøves ved hjælp af gas til tæthedsprøvning og bringes under tryk ved komponentens indgang, når den er i sin typiske lukkede position og med den tilsvarende udgangsport åben.
Komponenterne prøves under følgende forhold:
|
a) |
Ved omgivende temperatur og ved 0,02 gange det nominelle arbejdstryk og ved nominelt arbejdstryk. Hvis der desuden kræves en prøvning for ekstern utæthed (punkt 4.2.5) ved denne temperatur, kan den udføres, før prøvningens næste trin. |
|
b) |
Ved den mindste materialetemperatur i overensstemmelse med punkt 2.7.5.1 efter en tilstrækkelig konditioneringstid ved denne temperatur, der sikrer termisk stabilitet, og ved 0,02 gange det nominelle arbejdstryk og ved det nominelle arbejdstryk. Hvis der desuden kræves en prøvning for ekstern utæthed (punkt 4.2.5) ved denne temperatur, kan den udføres, før prøvningens næste trin. |
|
c) |
Ved den maksimale materialetemperatur i overensstemmelse med punkt 2.7.5.1 efter en tilstrækkelig konditioneringstid ved denne temperatur, der sikrer termisk stabilitet, og ved 0,02 gange det nominelle arbejdstryk og ved 1,25 gange det nominelle arbejdstryk, bortset fra komponenter med en påkrævet materialetemperatur på 120 °C, hvor det højeste prøvningstryk skal være 1,37 gange det nominelle arbejdstryk. |
Komponenten observeres for utæthed med afgangsporten åben. Utætheden kan bestemmes ved hjælp af et flowmeter installeret på komponentens indgangsside eller ved en anden prøvningsmetode, hvis ækvivalens er godtgjort.
4.2.4.3. Krav
Når komponenten bringes under tryk, skal den være fri for bobler i tre minutter eller må ikke have en intern utæthedsrate på over 10 Ncm3 i timen.
4.2.4.4. Resultater
Prøvningsresultaterne angives i et prøvningsresumé.
4.2.5. Prøvning for ekstern utæthed
4.2.5.1. Prøveudtagning
Antal komponenter, der skal prøves: 3
4.2.5.2. Forskrifter
Komponenterne prøves med gas til tæthedsprøvning under følgende forhold:
|
a) |
ved omgivende temperatur og ved 0,02 gange det nominelle arbejdstryk |
|
b) |
ved omgivende temperatur og ved det nominelle arbejdstryk |
|
c) |
ved den mindste påkrævede materialetemperatur i overensstemmelse med punkt 2.7.5.1 efter en tilstrækkelig konditioneringstid ved denne temperatur, der sikrer termisk stabilitet, og ved 0,02 gange det nominelle arbejdstryk og ved de nominelle arbejdstryk |
|
d) |
ved den maksimale påkrævede materialetemperatur i overensstemmelse med punkt 2.7.5.1 efter en tilstrækkelig konditioneringstid ved denne temperatur, der sikrer termisk stabilitet, og ved 0,02 gange det nominelle arbejdstryk og ved 1,25 gange det nominelle arbejdstryk, bortset fra komponenter med en påkrævet materialetemperatur på 120 °C, hvor det højeste prøvningstryk skal være 1,37 gange det nominelle arbejdstryk. |
For varmevekslere udføres denne prøvning kun på brintkredsløbet.
4.2.5.3. Krav
Gennem hele prøvningen skal komponenten være fri for utæthed ved skaftets eller husets pakninger og andre samlinger og må ikke udvise tegn på porøsitet af støbegodset, hvilket påvises med en overfladeaktiv agens uden bobbeldannelser i 3 minutter eller ved måling af en kombineret utætheds- og gennemsivningsrate på under 10 Ncm3 i timen (for bøjelige brændstofledninger højst 10 Ncm3/t/m) eller ved en anden prøvningsmetode, hvis ækvivalens er godtgjort. Denne tilladelige utæthedsrate gælder kun for prøvninger udført med 100 % brint. De tilladelige utæthedsrater for andre gasser eller gasblandinger konverteres til en utæthedsrate, som svarer til den for 100 % brint gældende.
4.2.5.4. Resultater
Prøvningsresultaterne angives i et prøvningsresumé.
(1) Ved beholderkonstruktioner, hvor der anvendes blandet forstærkning, dvs. to eller flere forskellige typer fibre, skal de forskellige fibres belastningsandel tages i betragtning, baseret på fibrenes respektive elasticitetsmoduler. De beregnede spændingsindeks for hver enkelt konstruktionsfibertype skal være i overensstemmelse med de foreskrevne værdier. Efterprøvning af spændingsindekser kan endvidere foretages ved hjælp af tøjningsmålere. Den mindste sprængtrykværdi skal vælges således, at den beregnede spænding i de strukturelle fibre ved den laveste sprængtrykværdi ganget med det nominelle arbejdstryk divideret med den beregnede spænding i konstruktionsfiberen ved nominelt arbejdstryk opfylder forskrifterne for spændingsindekset for den anvendte fiber.
|
a) |
For stålbeholdere eller -foringer henvises til punkt 10.2 i ISO 9809-1 eller punkt 10.2 i ISO 9809-2. |
|
b) |
For rustfri stålbeholdere eller -foringer henvises til punkt 7.1.2.1 i EN 1964-3. |
|
c) |
For svejste rustfri stålforinger henvises til punkt 8.4 i EN 13322-2. |
|
d) |
For beholdere eller foringer i aluminiumlegering henvises til punkt 10.2 i ISO 7866. |
|
e) |
For svejste foringer i aluminiumlegering henvises til punkt 7.2.3 og 7.2.4 i EN 12862. |
|
f) |
For ikke metalliske foringer henvises til punkt 4.1.1. |
|
a) |
For stålbeholdere eller -foringer henvises til punkt 10.4 i ISO 9809-1 eller punkt 10.4 i ISO 9809-2. |
|
b) |
For rustfri stålbeholdere eller -foringer henvises til punkt 7.1.2.4 i EN 1964-3. |
|
c) |
For svejste rustfri stålforinger henvises til punkt 8.6 i EN 13322-2. |
|
a) |
For svejste rustfri stålforinger henvises til punkt 8.5 i EN 13322-2. |
|
b) |
For svejste foringer i aluminiumlegering henvises til punkt 7.2.5, 7.2.6 og 7.2.7 i EN 12862. |
(5) For svejste rustfri stålforinger henvises til punkt 8.7 i EN 13322-2.
(6) Prøvning af foringsmateriale.
(7) Følgende prøvningsrækkefølge anvendes ved type 4-beholdere: Vridningsprøvning på studs (punkt 4.2.13), efterfulgt af en cyklisk trykprøvning ved omgivende temperatur (punkt 4.2.2), efterfulgt af en tæthedsprøvning (punkt 4.2.11).
(8) Der udføres tæthedsprøvning af alle svejste metalforinger.
(9) Prøvning af metalforing.
(10) Der udføres tæthedsprøvning af alle svejste metalforinger.
(11) Kun når tykkelsen ændres proportionalt med ændring af diameter eller tryk.
(12) Cyklisk brintprøvning er ikke påkrævet, hvis spændingen i halsen svarer til den originale eller er mindsket gennem konstruktionsændringen (f.eks. det interne gevinds diameter er mindsket, eller studsens længde er ændret), grænsefladen mellem foring og studs ikke er påvirket, og de originale materialer er anvendt til studs, foring og segl.
(13) Enhver afvigelse fra parametrene i tillægget til oplysningsskemaet i del 1 i bilag II anses for at være en ændring i fremstillingsprocessen.
(14) Gælder kun beholdere med svejste foringer.
|
a) |
For stålbeholdere eller -foringer henvises til punkt 10.2 i ISO 9809-1 eller punkt 10.2 i ISO 9809-2. |
|
b) |
For rustfri stålbeholdere eller -foringer henvises til punkt 7.1.2.1 i EN 1964-3. |
|
c) |
For svejste rustfri stålforinger henvises til punkt 8.4 i EN 13322-2. |
|
d) |
For beholdere eller foringer i aluminiumlegering henvises til punkt 10.2 i ISO 7866. |
|
e) |
For svejste foringer i aluminiumlegering henvises til punkt 7.2.3 og 7.2.4 i EN 12862. |
|
f) |
For ikke metalliske foringer henvises til punkt 4.1.1 i del 2 i bilag IV. |
|
a) |
For stålbeholdere eller -foringer henvises til punkt 10.4 i ISO 9809-1 eller punkt 10.4 i ISO 9809-2. |
|
b) |
For rustfri stålbeholdere eller -foringer henvises til punkt 7.1.2.4 i EN 1964-3. |
|
c) |
For svejste rustfri stålforinger henvises til punkt 8.6 i EN 13322-2. |
|
a) |
For svejste rustfri stålforinger henvises til punkt 8.5 i EN 13322-2. |
|
b) |
For svejste foringer i aluminiumlegering henvises til punkt 7.2.5, 7.2.6 og 7.2.7 i EN 12862. |
(18) For svejste rustfri stålforinger henvises til punkt 8.7 i EN 13322-2.
|
a) |
For beholdere eller foringer i aluminiumlegering henvises til bilag A til ISO 7866. |
|
b) |
For svejste foringer i aluminiumlegering henvises til bilag A til EN 12862. |
|
a) |
For beholdere eller foringer i aluminiumlegering henvises til bilag B til ISO 7866, med undtagelse af andet afsnit i punkt B.2. |
|
b) |
For svejste foringer i aluminiumlegering henvises til bilag B til EN 12862, med undtagelse af punkt B.2.2. |
|
a) |
Denne prøvning er ikke påkrævet for:
|
|
b) |
For andre metalbeholdere eller -foringer skal materialets brintforenelighed, herunder svejsninger, påvises i overensstemmelse med ISO 11114-1 og ISO 11114-4 eller punkt 4.1.7. |
|
c) |
For ikke metalliske materialer kræves godtgørelse for brintforenelighed. |
(22) Gælder for type 4-beholdere og type 3 med svejste foringer.
BILAG V
Krav til identifikation af køretøjet
1. INDLEDNING
1.1. Brintkøretøjer skal være forsynet med identifikationsangivelse som angivet i dette bilag.
2. KRAV
Brintkøretøjer skal være forsynet med mærkning som foreskrevet i punkt 3 og 4.
2.1.1. Hvis der er tale om brintkøretøjer i klasse M1 og N1, placeres en mærkat i køretøjets motorrum og en i nærheden af påfyldningsanordningen eller -beholderen.
2.1.2. Hvis der er tale om brintkøretøjer i klasse M2 og M3, placeres mærkaterne: på køretøjets front og bagende; i nærheden af påfyldningsanordningen eller -beholderen og på siden af hvert dørsæt.
2.1.3. Hvis der er tale om brintkøretøjer i klasse M2 og M3 til offentlig transport, skal mærkaterne på fronten og bagenden være dimensioneret som angivet i punkt 4.
2.1.4. Hvis der er tale om brintkøretøjer i klasse N2 og N3, placeres mærkaterne: på køretøjets front og bagende og i nærheden af påfyldningsanordningen eller -beholderen.
2.2. Mærkaten skal enten være en vejrbestandig selvklæbende mærkat eller en vejrbestandig plade.
3. MÆRKATER TIL BRINTKØRETØJER
3.1. Mærkater til brintkøretøjer, der anvender flydende brint

Mærkaten skal opfylde nedenstående krav til farve og dimensioner:
Farver:
|
Baggrund |
: |
grøn |
|
Kant |
: |
hvid |
|
Bogstaver |
: |
hvide |
Enten skal kanterne og bogstaverne eller baggrunden være retroreflekterende.
De kolorimetriske og fotometriske egenskaber skal overholde kravene i afsnit 11 i ISO 3864-1.
Mærkatens dimensioner:
|
Bredde |
: |
40 mm (sidelængde) |
|
Højde |
: |
40 mm (sidelængde) |
|
Kantbredde |
: |
2 mm |
Skriftstørrelse:
|
Skriftstørrelse |
: |
9 mm |
|
Skriftstørrelse |
: |
2 mm |
Ordene skal skrives med blokbogstaver og centreres midt i mærkaten.
3.2. Mærkater til brintkøretøjer, der anvender komprimeret (gasformig) brint

Mærkaten skal opfylde nedenstående krav til farve og dimensioner:
Farver:
|
Baggrund |
: |
grøn |
|
Kant |
: |
hvid |
|
Bogstaver |
: |
hvide |
Enten skal kanterne og bogstaverne eller baggrunden være retroreflekterende.
De kolorimetriske og fotometriske egenskaber skal overholde kravene i afsnit 11 i ISO 3864-1.
Dimensioner:
|
Bredde |
: |
40 mm (sidelængde) |
|
Højde |
: |
40 mm (sidelængde) |
|
Kantbredde |
: |
2 mm |
Skriftstørrelse:
|
Skriftstørrelse |
: |
9 mm |
|
Skriftstørrelse |
: |
2 mm |
Ordene skal skrives med blokbogstaver og centreres midt i mærkaten.
4. MÆRKATER TIL BRINTKØRETØJER I KLASSE M2 OG M3 TIL OFFENTLIG TRANSPORT, SOM SKAL MONTERES PÅ KØRETØJETS FRONT OG BAGENDE
4.1. Mærkater til brintkøretøjer, der anvender flydende brint

Mærkaten skal opfylde nedenstående krav til farve og dimensioner:
Farver:
|
Baggrund |
: |
grøn |
|
Kant |
: |
hvid |
|
Bogstaver |
: |
hvide |
Enten skal kanterne og bogstaverne eller baggrunden være retroreflekterende.
De kolorimetriske og fotometriske egenskaber skal overholde kravene i afsnit 11 i ISO 3864-1.
Mærkatens dimensioner:
|
Bredde |
: |
125 mm (sidelængde) |
|
Højde |
: |
125 mm (sidelængde) |
|
Kantbredde |
: |
5 mm |
Skriftstørrelse:
|
Skriftstørrelse |
: |
25 mm |
|
Skriftstørrelse |
: |
5 mm |
Ordene skal skrives med blokbogstaver og centreres midt i mærkaten.
4.2. Mærkater til brintkøretøjer, der anvender komprimeret (gasformig) brint

Mærkaten skal opfylde nedenstående krav til farve og dimensioner:
Farver:
|
Baggrund |
: |
grøn |
|
Kant |
: |
hvid |
|
Bogstaver |
: |
hvide |
Enten skal kanterne og bogstaverne eller baggrunden være retroreflekterende.
De kolorimetriske og fotometriske egenskaber skal overholde kravene i afsnit 11 i ISO 3864-1.
Dimensioner:
|
Bredde |
: |
125 mm (sidelængde) |
|
Højde |
: |
125 mm (sidelængde) |
|
Kantbredde |
: |
5 mm |
Skriftstørrelse:
|
Skriftstørrelse |
: |
25 mm |
|
Skriftstørrelse |
: |
5 mm |
Ordene skal skrives med blokbogstaver og centreres midt i mærkaten.
BILAG VI
Sikkerhedskrav til komplekse elektroniske køretøjskontrolsystemer
1. INDLEDNING
Dette bilag indeholder krav til og prøvningsforskrifter for sikkerhedsaspekter ved komplekse elektroniske køretøjskontrolsystemer.
2. DOKUMENTATIONSKRAV
2.1. Generelle krav
Fabrikanten skal levere en dokumentationspakke, der beskriver den grundlæggende udformning af systemet med sikkerhedsinstrumentering og de midler, hvormed det forbindes til andre køretøjssystemer, eller som direkte kontrollerer output-variablerne. Funktion(erne) i systemet med sikkerhedsinstrumentering og sikkerhedskonceptet, som fastlagt af fabrikanten, skal forklares i dokumentationen. Med henblik på syn skal dokumentationen angive, hvordan systemets aktuelle driftsstatus kan efterprøves.
Dokumentationen skal foreligge i to dele:
|
a) |
Den formelle dokumentation om systemer med sikkerhedsinstrumentering med henblik på godkendelse, som indeholder de i punkt 2.2-2.4 angivne oplysninger. Denne dokumentation fungerer som grundreference for godkendelsesprocessen i punkt 3. |
|
b) |
Evt. supplerende materiale og analysedata af relevans for godkendelsen af systemet med sikkerhedsinstrumentering. |
2.2. Beskrivelse af funktionerne i systemet med sikkerhedsinstrumentering
Der gives en beskrivelse, som enkelt forklarer alle kontrolfunktionerne i systemet med sikkerhedsinstrumentering og de metoder, der er anvendt for at nå målene, herunder en beskrivelse af, hvilke mekanismer der benyttes til udøvelse af kontrollen:
|
a) |
en liste over alle inputvariabler og målte variabler og deres arbejdsområde |
|
b) |
en liste over alle outputvariabler, som styres af systemet med sikkerhedsinstrumentering, og angivelse i hvert enkelt tilfælde af, hvorvidt der er tale om direkte kontrol eller kontrol via et andet køretøjssystem; det kontrolområde, der udøves på hver af disse variabler, skal defineres |
|
c) |
hvis det er relevant for systemets ydelse: værdier, der definerer grænser for den funktionelle drift. |
2.3. Systemkonfiguration og -diagram
2.3.1. Fortegnelse over komponenter
Der leveres en liste med alle enhederne i systemet med sikkerhedsinstrumentering og med angivelse af andre køretøjssystemer, som er nødvendige for at opnå den pågældende kontrolfunktion. Desuden leveres et diagram, som viser kombinationen af disse enheder og indeholder en tydelig angivelse af komponenternes fordeling og forbindelser med hinanden.
2.3.2. Enhedernes funktioner
Der gives en kort beskrivelse af de enkelte enheders funktion i systemet med sikkerhedsinstrumentering, og de signaler, som forbinder systemet med andre enheder eller med andre køretøjssystemer, angives. Disse oplysninger kan afgives som et blokdiagram eller andet diagram, eller som en beskrivelse suppleret af et sådant diagram.
2.3.3. Indbyrdes forbindelser
For elektriske transmissionsforbindelser vises de indbyrdes forbindelser i systemet med sikkerhedsinstrumentering i et kredsløbsdiagram, for pneumatiske eller hydrauliske transmissionsforbindelser anvendes et rørdiagram, og for mekaniske transmissionsforbindelser anvendes et oversigtsdiagram.
2.3.4. Signalflow og prioriteringer
Der skal være en klar overensstemmelse mellem transmissionsforbindelserne, og de signaler, der sendes mellem enhederne. Prioriteringer for signaler i multiplexdatastier skal angives, såfremt disse kan påvirke ydelse eller sikkerhed.
2.3.5. Identifikation af enheder
Hver enhed skal klart og utvetydigt kunne identificeres for at sikre sammenhæng mellem hardware og dokumentation. Hvis flere funktioner er kombineret i en enkelt enhed eller i en enkelt computer, men af overskuelighedshensyn er angivet som flere blokke i blokdiagrammet, anvendes kun en enkelt identifikationsmærkning af det pågældende hardware. Ved anvendelse af denne identifikation skal fabrikanten bekræfte, at det leverede udstyr er i overensstemmelse med det respektive dokument.
2.3.5.1. Identifikationen angiver den pågældende hardware- og softwareversion, og såfremt der kommer en ny version, som ændrer den angivne funktion, skal identifikation også ændres.
2.4. Køretøjsfabrikantens sikkerhedskoncept
2.4.1. Fabrikanten sikrer, at den strategi, der er valgt for at nå målene for systemet med sikkerhedsinstrumentering, ikke ved normaltilstand påvirker sikkerheden for systemdriften, som er underlagt forskrifterne i denne forordning.
2.4.2. Med hensyn til software, der anvendes i systemet med sikkerhedsinstrumentering, skal konfigurationen forklares, og de anvendte metoder og redskaber i forbindelse med konceptet skal defineres. Fabrikanten skal på anmodning godtgøre, hvordan han bestemte systemets logik i udformnings- og udviklingsprocessen.
Fabrikanten skal tilsende den tekniske tjeneste en forklaring af de konstruktionsmæssige foranstaltninger, der er indbygget i systemet med sikkerhedsinstrumentering for at opretholde sikker drift i tilfælde af svigt. Mulige konstruktionsmæssige foranstaltninger ved svigt i systemet med sikkerhedsinstrumentering kan være:
|
a) |
fall-back til drift ved hjælp af delvist system |
|
b) |
omskift til særligt back-up-system |
|
c) |
deaktivering af funktion på højere niveau. |
2.4.3.1. Hvis den valgte konstruktionsmæssige foranstaltning aktiverer en delvis driftsfunktion ved visse fejltilstande, skal disse tilstande angives, og den deraf følgende begrænsede effektivitet specificeres.
2.4.3.2. Hvis den valgte konstruktionsmæssige foranstaltning aktiverer en reserveanordning (back-up) til opfyldelse af køretøjskontrolsystemets mål, skal principperne for omskiftningsmekanismen, logikken og redundansniveauet og eventuelle indbyggede back-up-kontrolfunktioner forklares, og de deraf følgende begrænsninger for back-up-effektiviteten specificeres.
2.4.3.3. Hvis den valgte konstruktionsmæssige foranstaltning resulterer i deaktivering af en funktion/et system på højere niveau, skal alle output-kontrolsignaler vedrørende denne funktion blokeres på en sådan måde, at overgangsforstyrrelser begrænses.
2.4.3.4. Systemer/funktioner på et højere niveau skal tillade, at komplekse systemer automatisk ændrer prioriteringen af deres mål, afhængigt af de målte omstændigheder.
2.4.4. Dokumentationen skal understøttes af en analyse, som overordnet viser, hvordan systemet vil opføre sig ved en af de angivne fejltilstande, som påvirker køretøjkontrollens ydelse eller sikkerheden. Dette kan være baseret på en analyse af fejltilstande og virkningen heraf (FMEA), en fejltræsanalyse (FTA) eller en lignende proces, der er relevant i forhold til systemsikkerheden. Den valgte analytiske tilgang etableres og vedligeholdes af køretøjsfabrikanten og stilles til rådighed for den tekniske tjeneste.
2.4.5. Dokumentationen skal angive de parametre, der overvåges, og det advarselssignal, som aktiveres for hver enkelt fejltilstand i punkt 2.4.3.
3. PRØVNINGSFORSKRIFTER
Den funktionelle drift af systemet med sikkerhedsinstrumentering som angivet i de dokumenter, der er nævnt i punkt 2, prøves således:
3.1.1. Efterprøvning af funktionen i systemet med sikkerhedsinstrumentering
For at bestemme det normale driftsniveau sammenlignes verifikationen af køretøjssystemets ydelse i normaltilstand med fabrikantens grundlæggende benchmarkspecifikationer.
3.1.2. Verifikation af sikkerhedskonceptet i punkt 2.4
Reaktionen i systemet med sikkerhedsinstrumentering skal på den tekniske tjenestes anmodning kontrolleres ved fejltilstand i en vilkårlig enhed ved at anvende de respektive outputsignaler til elektriske enheder eller mekaniske elementer for at simulere virkningen af indre fejl i enheden.
3.1.3. Resultaterne af verifikationen skal have en sådan grad af overensstemmelse med den dokumenterede sammenfatning af fejlanalysen, at det overordnet kan bekræftes, at sikkerhedskonceptet og udførelsen er tilstrækkelig.
3.2. Forskrifterne for advarselssignaler i punkt 2.4.3 kan generelt opfyldes med ét optisk signal for hvert komplekse køretøjssystem, medmindre flere signaler udtrykkeligt foreskrives i anden lovgivning, som finder anvendelse på samme udstyr.
4. SUPPLERENDE KRAV
4.1. I tilfælde af svigt skal føreren advares ved et advarselssignal eller en besked på displayet. Advarslen skal vedblive i hele fejltilstandens varighed, medmindre systemet deaktiveres af føreren, f.eks. ved at dreje køretøjets tændingslås til »off«-indstilling eller ved at slukke for den pågældende funktion, hvis der findes en særlig kontakt til det formål.
BILAG VII
Normer, der henvises til i dette regulativ
Henvisninger til standarder i denne forordning læses som henvisninger til de følgende versioner af standarderne:
|
ISO 188:2007 |
Gummi, vulkaniseret eller termoplastisk. Accelereret ældning. Prøvning af varmebestandighed |
|
ISO 306:2004 |
Plast — Termoplastmaterialer — Bestemmelse af VST (Vicat softening temperature) |
|
ISO 527-2:1993/Cor 1:1994 |
Plast. Bestemmelse af trækegenskaber. Del 2: Betingelser for prøvning af plast til støbning og ekstrudering |
|
ISO 1431-1:2004/Amd 1:2009 |
Gummi, vulkaniseret. Bestandighed mod ozonrevnedannelse. Del 1: Prøvning under konstant forlængelse |
|
ISO 2768-1:1989 |
Generelle tolerancer. Del 1: Tolerancer for lineære mål og vinkelmål uden individuelle toleranceangivelser |
|
ISO 2808:2007 |
Malinger og lakker — Bestemmelse af lagtykkelse |
|
ISO 3864-1:2002 |
Sikkerhedsskilte — Del 1: Principper, skiltedimensioner og læseafstande |
|
ISO 4624:1978 |
Malinger og lakker — Afprøvning af vedhæftning |
|
ISO 6506-1:2005 |
Metalliske materialer — Brinell-hårdhedsprøvning — Del 1: Prøvningsmetode |
|
ISO 6957:1988 |
Copper alloys — Ammonia test for stress corrosion resistance |
|
ISO 7225:2005 |
Gasflasker — Sikkerhedsmærkater |
|
ISO 7866:1999 |
Gasflasker — Genfyldelige, sømløse, aluminiumlegerede gasflasker — Design, konstruktion og prøvning |
|
ISO 8491:2004 |
Metalliske materialer — Rør — Bøjeprøvning |
|
ISO 9227:2006 |
Korrosionsprøvninger i kunstig atmosfære — Salttågeprøvning |
|
ISO 9809-1:1999 |
Gasflasker — Genfyldelige sømløse gasflasker — Design, konstruktion og prøvning — Del 1: Sejhærdede stålflasker med en brudstyrke på mindre end 1 100 MPa |
|
ISO 9809-2:2000 |
Gasflasker — Genfyldelige sømløse gasflasker — Design, konstruktion og prøvning — Del 2: Sejhærdede stålflasker med en brudstyrke på mere end eller lig med 1 100 MPa |
|
ISO 11114-1:1997 |
Transportable gasflasker. Kompatibilitet mellem flaske- og ventilmaterialer og gasindhold. Del 1: Metalliske materialer |
|
ISO 11114-4:2005 |
Transportable gasflasker — Kompatibilitet mellem flaske- og ventilmateriale og gasindhold — Del 4: Prøvningsmetoder til udvælgelse af metalliske materialer, som er resistente over for hydrogenskørhed |
|
ISO/TS 14687-2:2008 |
Hydrogen fuel — Product specification — Part 2: Proton exchange membrane (PEM) fuel cell applications for road vehicles |
|
EN 1251-2:2000/AC:2006 |
Kryogene beholdere — Transportable vakuumisolerede beholdere med et volumen, der ikke overstiger 1 000 liter — Del 2: Konstruktion, fremstilling, inspektion og prøvning |
|
EN 1252-1:1998/AC:1998 |
Kryogene beholdere — Materialer — Del 1: Sejhedskrav ved temperaturer under –80 °C |
|
EN 1797:2001 |
Kryogene beholdere — Kompatibilitet mellem gas og materiale |
|
EN 1964-3:2000 |
Transportable gasflasker — Konstruktion og fremstilling af genfyldelige transportable sømløse gasflasker af stål med kapacitet fra 0,5 l til 150 l — Del 3: Sømløse rustfrie stålflasker med en trækstyrke < 1 100 MPa |
|
EN 10204:2004 |
Metalliske produkter — Typer af inspektionsdokumenter |
|
EN 12300:1998/A1:2006 |
Kryogene beholdere — Renhed til kryogen-service |
|
EN 12434:2000/AC:2001 |
Kryogene beholdere — Kryogene fleksible slanger |
|
EN 12862:2000 |
Transportable gasflasker — Konstruktion og fremstilling af genfyldelige transportable svejste gasflasker i aluminiumlegering |
|
EN 13322-2:2003/A1:2006 |
Transportable gasflasker — Svejste stålflasker — Konstruktion og fremstilling — Del 2: Rustfrit stål |
|
EN 13648-1:2008 |
Kryogene beholdere — Sikkerhedsudstyr til beskyttelse mod overtryk — Del 1: Sikkerhedsventiler til kryogen drift |
|
EN 13648-2:2002 |
Kryogene beholdere — Sikkerhedsanordninger mod overtryk — Del 2: Sprængplader til kryogen drift |
|
EN 13648-3:2002 |
Kryogene beholdere — Sikkerhedsanordninger mod overtryk — Del 3: Bestemmelse af nødvendig udtømning — Kapacitet og størrelse |
|
ASTM B117-07a |
Standard practice for operating salt spray (fog) apparatus |
|
ASTM D522-93a(2008) |
Standard test methods for mandrel bend test of attached organic coatings |
|
ASTM D572-04 |
Standard test method for rubber — Deterioration by heat and oxygen |
|
ASTM D1308-02(2007) |
Standard test method for effect of household chemicals on clear and pigmented organic finishes |
|
ASTM D2344/D2344M-00(2006) |
Standard test method for short-beam strength of polymer matrix composite materials and their laminates |
|
ASTM D2794-93(2004) |
Standard test method for resistance of organic coatings to the effects of rapid deformation (impact) |
|
ASTM D3170-03(2007) |
Standard test method for chipping resistance of coatings |
|
ASTM D3359-08 |
Standard test methods for measuring adhesion by tape test |
|
ASTM D3418-08 |
Test method for transition temperatures and enthalpies of fusion and crystallization of polymers by differential scanning calorimetry |
|
ASTM G154-06 |
Standard practice for operating fluorescent light apparatus for UV exposure of nonmetallic materials |


















































































































































