

EUR-Lex Access to European Union law
This document is an excerpt from the EUR-Lex website
Document 32010R0406
Commission Regulation (EU) No 406/2010 of 26 April 2010 implementing Regulation (EC) No 79/2009 of the European Parliament and of the Council on type-approval of hydrogen-powered motor vehicles (Text with EEA relevance)
Reglamento (UE) n o 406/2010 de la Comisión, de 26 de abril de 2010 , por el que se aplica el Reglamento (CE) n o 79/2009 del Parlamento Europeo y del Consejo, relativo a la homologación de los vehículos de motor impulsados por hidrógeno (Texto pertinente a efectos del EEE)
Reglamento (UE) n o 406/2010 de la Comisión, de 26 de abril de 2010 , por el que se aplica el Reglamento (CE) n o 79/2009 del Parlamento Europeo y del Consejo, relativo a la homologación de los vehículos de motor impulsados por hidrógeno (Texto pertinente a efectos del EEE)
OJ L 122, 18.5.2010, p. 1–107
(BG, ES, CS, DA, DE, ET, EL, EN, FR, IT, LV, LT, HU, MT, NL, PL, PT, RO, SK, SL, FI, SV)
Special edition in Croatian: Chapter 13 Volume 031 P. 182 - 288
 No longer in force, Date of end of validity: 05/07/2022; derogado por 32019R2144
No longer in force, Date of end of validity: 05/07/2022; derogado por 32019R2144
- Date of document:
- 26/04/2010
- Date of effect:
- 07/06/2010; entrada en vigor fecha publicación + 20 ver art. 6
- Date of end of validity:
- 05/07/2022; derogado por 32019R2144
- Author:
- Comisión Europea
- Form:
- Reglamento
- Additional information:
- pertinente a los fines del EEE
- Treaty:
- Tratado de Funcionamiento de la Unión Europea
- Legal basis:
-
- 32009R0079 - A12
- Link
- Link
- Link
- Select all documents mentioning this document No data available in the table
- Modified by:
-
Relation Act Comment Subdivision concerned From To Corrected by 32010R0406R(01) (BG) Corrected by 32010R0406R(02) (RO) Corrected by 32010R0406R(03) (DE) Modified by 32013R0519 complemento anexo II P.3 PT 1.1.1 01/07/2013 Repealed by 32019R2144 06/07/2022 - Subsequent related instruments:
-
- Amendment proposed by 52018PC0286
- Instruments cited:
- Link
- EUROVOC descriptor:
- Subject matter:
- Directory code:
|
18.5.2010 |
ES |
Diario Oficial de la Unión Europea |
L 122/1 |
REGLAMENTO (UE) No 406/2010 DE LA COMISIÓN
de 26 de abril de 2010
por el que se aplica el Reglamento (CE) no 79/2009 del Parlamento Europeo y del Consejo, relativo a la homologación de los vehículos de motor impulsados por hidrógeno
(Texto pertinente a efectos del EEE)
LA COMISIÓN EUROPEA,
Visto el Tratado de Funcionamiento de la Unión Europea,
Visto el Reglamento (CE) no 79/2009 del Parlamento Europeo y del Consejo, de 14 de enero de 2009, relativo a la homologación de los vehículos de motor impulsados por hidrógeno y que modifica la Directiva 2007/46/CE (1), y, en particular, su artículo 12,
Considerando lo siguiente:
|
(1) |
El Reglamento (CE) no 79/2009 es un Reglamento particular a los efectos del procedimiento comunitario de homologación de tipo previsto por la Directiva 2007/46/CE del Parlamento Europeo y del Consejo, de 5 de septiembre de 2007, por la que se crea un marco para la homologación de los vehículos de motor y de los remolques, sistemas, componentes y unidades técnicas independientes destinados a dichos vehículos (Directiva marco) (2). |
|
(2) |
En el Reglamento (CE) no 79/2009, se establecen disposiciones fundamentales sobre los requisitos para la homologación de tipo de los vehículos de motor respecto a la propulsión por hidrógeno y la homologación de tipo de los componentes y los sistemas de hidrógeno, así como para la instalación de dichos componentes y sistemas. |
|
(3) |
A partir de la entrada en vigor del presente Reglamento, los fabricantes deben poder solicitar voluntariamente la homologación de tipo CE de vehículos completos impulsados por hidrógeno. Sin embargo, algunas de las distintas Directivas en el ámbito del procedimiento comunitario de homologación de tipo con arreglo a la Directiva 2007/46/CE o algunos de sus requisitos no deben aplicarse a los vehículos impulsados por hidrógeno, ya que las características técnicas de los mismos difieren notablemente de los convencionales, para los que se concibieron esencialmente dichas Directivas sobre la homologación de tipo. A la espera de que se modifiquen esas Directivas para incluir las disposiciones específicas y los procedimientos de ensayo relativos a los vehículos impulsados por hidrógeno, es necesario establecer disposiciones transitorias para eximir a los vehículos impulsados por hidrógeno de dicha Directiva o de algunos de sus requisitos. |
|
(4) |
Es necesario adoptar normas armonizadas sobre los receptáculos de hidrógeno, incluidos los diseñados para el uso de hidrógeno líquido, para asegurarse de que se puede abastecer de hidrógeno a los vehículos en toda la Comunidad de forma segura y fiable. |
|
(5) |
Las medidas previstas en el presente Reglamento se ajustan al dictamen del Comité técnico sobre vehículos de motor. |
HA ADOPTADO EL PRESENTE REGLAMENTO:
Artículo 1
Definiciones
A los efectos del presente Reglamento, se entenderá por:
|
1) |
«sensor de hidrógeno», cualquier sensor utilizado para detectar hidrógeno en el aire; |
|
2) |
«componente de clase 0», cualquier componente de hidrógeno de alta presión, incluidos los conductos de combustible y los accesorios que contengan hidrógeno a una presión de trabajo nominal superior a 3,0 MPa; |
|
3) |
«componente de clase 1», cualquier componente de hidrógeno de presión media, incluidos los conductos de combustible y los accesorios que contengan hidrógeno a una presión de trabajo nominal superior a 0,45 MPa e inferior o igual a 3,0 MPa; |
|
4) |
«componente de clase 2», cualquier componente de hidrógeno de baja presión, incluidos los conductos de combustible y los accesorios que contengan hidrógeno a una presión de trabajo nominal inferior o igual a 0,45 MPa; |
|
5) |
«recubrimiento completo», un recubrimiento con los filamentos enrollados alrededor de la camisa en la dirección circunferencial y en la dirección longitudinal del depósito; |
|
6) |
«recubrimiento parcial», un recubrimiento con los filamentos enrollados de forma básicamente circunferencial sobre la parte cilíndrica de la camisa, para que los filamentos no lleven ninguna carga importante en la dirección longitudinal del depósito; |
|
7) |
«Nm3» o «Ncm3», el volumen de gas seco que ocupa un volumen de 1 m3 o 1 cm3 a una temperatura de 273,15 K (0 °C) y a una presión absoluta de 101,325 kPa (1 atmósfera); |
|
8) |
«vida útil», el número de años durante los cuales los depósitos pueden utilizarse de forma segura con arreglo a las condiciones de servicio; |
|
9) |
«tipo de sistema de hidrógeno», cualquier grupo de sistemas de hidrógeno que no difieren ni por lo que se refiere a la marca comercial o marca de su fabricante, ni por lo que se refiere a los componentes de hidrógeno incluidos en el mismo; |
|
10) |
«tipo de vehículo por lo que se refiere a la propulsión por hidrógeno», cualquier grupo de vehículos que no difieren respecto al estado del hidrógeno utilizado ni respecto a las características principales de de su sistema o sistemas de hidrógeno; |
|
11) |
«tipo de componente del hidrógeno», cualquier grupo de componentes de hidrógeno que no difieren en ninguno de los aspectos siguientes:
|
|
12) |
«sistema electrónico de control», una combinación de unidades diseñadas para producir conjuntamente la función de control del vehículo declarada, por medio del procesamiento electrónico de datos; |
|
13) |
«sistemas electrónicos complejos de control del vehículo», sistemas de control electrónicos sujetos a una jerarquía de control en la que una función controlada electrónicamente puede ser invalidada por un sistema o una función de nivel superior y convertirse en parte del sistema complejo; |
|
14) |
«depósito», cualquier sistema utilizado para el almacenamiento de hidrógeno criogénico o de hidrógeno comprimido en estado gaseoso, que excluya cualquier otro componente del hidrógeno que pudiera estar dentro del depósito; |
|
15) |
«conjunto de depósitos», dos o más depósitos con conductos de combustible de interconexión integral, acoplados a modo de protección dentro de una carcasa o marco de protección; |
|
16) |
«ciclo de trabajo», un ciclo de encendido y apagado del sistema o los sistemas de conversión de hidrógeno; |
|
17) |
«ciclo de llenado», un aumento de presión de más del 25 % de la presión de trabajo del depósito debido a una fuente externa de hidrógeno; |
|
18) |
«regulador de presión», un dispositivo utilizado para controlar la presión de suministro del combustible en estado gaseoso que llega al sistema de conversión de hidrógeno; |
|
19) |
«primer regulador de presión», el regulador de presión que tiene la presión del depósito como presión de entrada; |
|
20) |
«válvula antirretorno», una válvula que solo deja pasar el flujo de hidrógeno en una dirección; |
|
21) |
«presión», la presión manométrica medida en MPa contra la presión atmosférica, salvo indicación en contrario; |
|
22) |
«accesorio», cualquier conector utilizado en un sistema de tubos rígidos o flexibles; |
|
23) |
«conducto de combustible flexible», una tubería o manguera flexible a través de la cual fluye el hidrógeno; |
|
24) |
«intercambiador de calor», un dispositivo para calentar el hidrógeno; |
|
25) |
«filtro de hidrógeno», filtro que se utiliza para separar del hidrógeno el aceite, el agua y la suciedad; |
|
26) |
«válvula automática», una válvula que no funciona manualmente, sino por un accionador, a excepción de las válvulas antirretorno definidas en el apartado 20; |
|
27) |
«dispositivo de descarga de presión», un dispositivo que no vuelve a cerrarse y que, una vez activado en las condiciones especificadas, se utiliza para liberar el líquido procedente de un sistema de hidrógeno a presión; |
|
28) |
«válvula de descarga de presión», un dispositivo de presión que vuelve a cerrarse y que, una vez activado en las condiciones especificadas, se utiliza para liberar el líquido procedente de un sistema de hidrógeno a presión; |
|
29) |
«conexión o receptáculo para el repostaje», un dispositivo utilizado para llenar el depósito en la estación de servicio; |
|
30) |
«sistema de almacenamiento extraíble», un sistema extraíble de un vehículo, que alberga y protege uno o más depósitos, o un conjunto de depósitos; |
|
31) |
«conector del sistema de almacenamiento extraíble», un dispositivo de conexión de hidrógeno entre un sistema de almacenamiento extraíble y la sección del sistema de hidrógeno instalada permanentemente en el vehículo; |
|
32) |
«pretensado», un procedimiento de aplicación de presión utilizado en los depósitos de material compuesto con camisas metálicas, que fuerza la camisa con esfuerzos superiores al límite de elasticidad lo suficiente como para causar una deformación plástica permanente cuyo resultado es que la camisa soporta esfuerzos de compresión y las fibras, esfuerzos de tracción a una presión interna igual a cero; |
|
33) |
«camisa», la parte de un depósito que se utiliza como forro interno estanco al gas sobre la que se bobinan fibras de refuerzo en forma de filamento para alcanzar la resistencia necesaria; |
|
34) |
«temperatura ambiente», el intervalo de temperaturas de 20 °C ± 10 °C; |
|
35) |
«unidades», las divisiones más pequeñas de los componentes del sistema a los efectos del anexo VI, ya que estas combinaciones de componentes se tratan como entidades únicas con fines de identificación, análisis o sustitución; |
|
36) |
«distancia mínima al suelo», la distancia mínima entre el plano de apoyo y la parte inferior del vehículo; |
|
37) |
«dispositivo de seguridad», un dispositivo que garantiza un funcionamiento seguro en el intervalo de funcionamiento normal o el intervalo admisible de defectos del sistema; |
|
38) |
«sistema de conversión de hidrógeno», cualquier sistema diseñado para convertir hidrógeno en energía eléctrica, mecánica o térmica, como, por ejemplo, los sistemas de propulsión o las unidades de potencia auxiliares; |
|
39) |
«intervalo no admisible de defectos» de una variable de un proceso, el intervalo dentro del cual cabe esperar un acontecimiento no deseado; |
|
40) |
«gas de ensayo de fugas», hidrógeno, helio o una mezcla de gases inertes que contenga una cantidad detectable demostrada de gas de helio o de hidrógeno; |
|
41) |
«intervalo de funcionamiento normal» de una variable de un proceso, el intervalo previsto para sus valores; |
|
42) |
«presión externa», la presión que se ejerce sobre el lado convexo del depósito interno o de la cubierta externa; |
|
43) |
«cubierta externa», la parte del depósito que reviste el depósito o los depósitos internos y su sistema de aislamiento; |
|
44) |
«conducto de combustible rígido», una serie de tubos diseñados para no doblarse en condiciones normales de funcionamiento y a través de los cuales pasa el hidrógeno; |
|
45) |
«sistema de gestión de la evaporación», un sistema que hace que los gases evaporados sean inofensivos en condiciones normales; |
|
46) |
«sistemas de seguridad instrumentados», los sistemas de control de procesos que, mediante una intervención automática en el proceso, evitan que se llegue a un intervalo no admisible de defectos; |
|
47) |
«lote», una cantidad de depósitos acabados fabricados sucesivamente, con iguales dimensiones nominales, diseño, material de construcción especificado, proceso de fabricación, equipos de fabricación y, en su caso, condiciones de tiempo, temperatura y atmósfera durante el tratamiento térmico; |
|
48) |
«equipo del depósito», todos los dispositivos que se fijan directamente al depósito interno o a la cubierta externa del depósito; |
|
49) |
«depósito acabado», cualquier depósito representativo de la producción normal, completo, con revestimiento externo, incluido el aislamiento integral especificado por el fabricante, pero sin aislamiento o protección no integral; |
|
50) |
«presión de rotura», la presión a la que se rompe el depósito; |
|
51) |
«intervalo admisible de defectos» de una variable de un proceso, el intervalo que está entre el intervalo de funcionamiento normal y el intervalo no admisible de defectos; |
|
52) |
«sistema de evaporación», un sistema que, en condiciones normales, deja escapar la evaporación antes de que se abra el dispositivo de descarga de presión del depósito o los depósitos; |
|
53) |
«válvula manual», una válvula accionada manualmente; |
|
54) |
«concepto de seguridad», las medidas diseñadas para garantizar un funcionamiento seguro, incluso en caso de avería o de defectos aleatorios; |
|
55) |
«sistema de supervisión y control del uso», un sistema que cuenta los ciclos de llenado e impide seguir utilizando el vehículo una vez que se ha superado un número de ciclos de llenado previamente determinado; |
|
56) |
«conducto de suministro de combustible», el conducto que suministra hidrógeno al sistema o los sistemas de conversión de hidrógeno; |
|
57) |
«depósito de material compuesto», un depósito fabricado a partir de más de un material; |
|
58) |
«recubrimiento», filamentos continuos impregnados con resina que se utilizan como refuerzo alrededor de una camisa; |
|
59) |
«presión de pretensado», la presión dentro del depósito con recubrimiento a la que se establece la distribución de esfuerzos necesaria entre la camisa y el recubrimiento; |
|
60) |
«límites de funcionamiento efectivo», los límites físicos externos dentro de los cuales un sistema puede mantener el control; |
|
61) |
«intervalo de control», el intervalo en el que es probable que el sistema ejerza el control respecto a una variable de salida; |
|
62) |
«enlaces de transmisión», los medios utilizados para interconectar las unidades distribuidas, a los efectos de transmisión de señales o datos relativos al funcionamiento, o del suministro de energía; |
|
63) |
«sistemas/funciones de un nivel superior», los controles que emplean dispositivos adicionales de procesamiento o detección para modificar el comportamiento del vehículo ordenando variaciones de las funciones normales del sistema de control del vehículo. |
Artículo 2
Disposiciones administrativas para la homologación de tipo CE de un vehículo respecto a la propulsión por hidrógeno
1. El fabricante o su representante deberán presentar a la autoridad de homologación de tipo la solicitud de homologación de tipo CE de un vehículo respecto a la propulsión por hidrógeno.
2. La solicitud deberá redactarse de conformidad con el modelo de ficha de características que figura en el anexo I, parte 1.
El fabricante facilitará la información solicitada en el anexo I, parte 3, para que la inspección lleve a cabo la recalificación periódica durante la vida útil del vehículo.
3. Si se cumplen todos los requisitos que figuran en el anexo III, parte 1, el anexo IV, parte 1, el anexo V y el anexo VI, la autoridad de homologación concederá una homologación de tipo CE y asignará un número de homologación de tipo de conformidad con el sistema de numeración expuesto en el anexo VII de la Directiva 2007/46/CE.
Un mismo Estado miembro no podrá asignar el mismo número a otro tipo de vehículo.
4. A los efectos del apartado 3, la autoridad de homologación de tipo deberá expedir un certificado de homologación de tipo CE establecido de conformidad con el modelo expuesto en el anexo I, parte 2.
Artículo 3
Disposiciones administrativas para la homologación de tipo CE de componentes y sistemas de hidrógeno
1. El fabricante o su representante deberán presentar a la autoridad de homologación de tipo la solicitud de homologación de tipo CE de un vehículo en lo que respecta a un componente o sistema de hidrógeno.
La solicitud deberá redactarse de conformidad con el modelo de ficha de características que figura en el anexo II, parte 1.
2. Si se cumplen todos los requisitos que figuran en el anexo III o el anexo IV, la autoridad de homologación concederá una homologación de tipo CE y asignará un número de homologación de tipo de conformidad con el sistema de numeración expuesto en el anexo VII de la Directiva 2007/46/CE.
Un mismo Estado miembro no podrá asignar el mismo número a otro tipo de componente de hidrógeno o sistema de hidrógeno.
3. A los efectos del apartado 2, la autoridad de homologación de tipo deberá expedir un certificado de homologación de tipo CE establecido de conformidad con el modelo expuesto en el anexo II, parte 2.
Artículo 4
A los efectos de la homologación de tipo CE de vehículos completos impulsados por hidrógeno de conformidad con los artículos 6 y 9 de la Directiva 2007/46/CE, no serán de aplicación:
|
1) |
la Directiva 80/1268/CEE del Consejo (3); |
|
2) |
la Directiva 80/1269/CEE del Consejo (4), por lo que se refiere a los vehículos impulsados por hidrógeno propulsados mediante un motor de combustión interna; |
|
3) |
el anexo I de la Directiva 70/221/CEE del Consejo (5); |
|
4) |
el punto 3.3.5 del anexo II ni el punto 4.3.2 del apéndice I del anexo II de la Directiva 96/27/CE del Parlamento Europeo y del Consejo (6); |
|
5) |
el punto 3.2.6 del anexo II ni el punto 1.4.2.2 del apéndice 1 del anexo II de la Directiva 96/79/CE del Parlamento Europeo y del Consejo (7). |
Artículo 5
Marca de homologación de tipo CE de un componente
Todo componente de hidrógeno o sistema de hidrógeno que se ajuste a un tipo al que se haya concedido la homologación de tipo CE de un componente de conformidad con el presente Reglamento deberá llevar una marca de homologación de tipo CE de un componente según se establece en el anexo II, parte 3.
Artículo 6
Entrada en vigor
El presente Reglamento entrará en vigor el vigésimo día siguiente al de su publicación en el Diario Oficial de la Unión Europea.
El presente Reglamento será obligatorio en todos sus elementos y directamente aplicable en cada Estado miembro.
Hecho en Bruselas, el 26 de abril de 2010.
Por la Comisión
El Presidente
José Manuel BARROSO
(1) DO L 35 de 4.2.2009, p. 32.
(2) DO L 263 de 9.10.2007, p. 1.
(3) DO L 375 de 31.12.1980, p. 36.
(4) DO L 375 de 31.12.1980, p. 46.
(5) DO L 76 de 6.4.1970, p. 23.
(6) DO L 169 de 8.7.1996, p. 1.
(7) DO L 18 de 21.1.1997, p. 7.
LISTA DE ANEXOS
|
ANEXO I |
Documentos administrativos para la homologación de tipo CE de vehículos respecto a la propulsión por hidrógeno |
|
Parte 1 |
Ficha de características |
|
Parte 2 |
Certificado de homologación de tipo CE |
|
Parte 3 |
Información que deberá proporcionarse para la inspección |
|
ANEXO II |
Documentos administrativos para la homologación de tipo CE de componentes y sistemas de hidrógeno |
|
Parte 1 |
Ficha de características |
|
Parte 2 |
Certificado de homologación de tipo CE |
|
Parte 3 |
Marca de homologación de tipo CE de un componente |
|
ANEXO III |
Requisitos de los componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno líquido y su instalación en vehículos impulsados por hidrógeno |
|
Parte 1 |
Requisitos para la instalación de los componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno líquido en vehículos impulsados por hidrógeno |
|
Parte 2 |
Requisitos de los depósitos de hidrógeno diseñados para el uso de hidrógeno líquido |
|
Parte 3 |
Requisitos de los componentes de hidrógeno distintos de los depósitos diseñados para el uso de hidrógeno líquido |
|
ANEXO IV |
Requisitos de los componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno comprimido (en estado gaseoso) y su instalación en vehículos impulsados por hidrógeno |
|
Parte 1 |
Requisitos para la instalación de los componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno comprimido (en estado gaseoso) en vehículos impulsados por hidrógeno |
|
Parte 2 |
Requisitos de los depósitos de hidrógeno diseñados para el uso de hidrógeno comprimido (en estado gaseoso) |
|
Parte 3 |
Requisitos de los componentes de hidrógeno distintos de los depósitos diseñados para el uso de hidrógeno comprimido (en estado gaseoso) |
|
ANEXO V |
Requisitos de identificación de los vehículos |
|
ANEXO VI |
Requisitos de seguridad de los sistemas complejos electrónicos de control del vehículo |
|
ANEXO VII |
Normas a las que hace referencia el presente Reglamento |
ANEXO I
Documentos administrativos para la homologación de tipo CE de vehículos respecto a la propulsión por hidrógeno
PARTE 1
MODELO
FICHA DE CARACTERÍSTICAS No …
relativa a la homologación de tipo CE de un vehículo respecto a la propulsión por hidrógeno
La información que figura a continuación se presentará por triplicado e irá acompañada de un índice. Los dibujos que vayan a entregarse se presentarán a la escala adecuada, suficientemente detallados y en formato A4 o doblados de forma que se ajusten a dicho formato. En caso de presentarse fotografías, estas serán suficientemente detalladas.
Si los sistemas o los componentes tienen controles electrónicos, se facilitará información sobre su funcionamiento.
|
0. |
INFORMACIÓN GENERAL |
|
|
0.1. |
Marca (marca comercial del fabricante): … |
|
|
0.2. |
Tipo: … |
|
|
0.2.1. |
Denominación o denominaciones comerciales (si se dispone de ellas): … |
|
|
0.3. |
Medio de identificación del tipo de vehículo, si está marcado en él (1) (3): … |
|
|
0.3.1. |
Ubicación de esa marca: … |
|
|
0.4. |
Categoría del vehículo (4): … |
|
|
0.5. |
Nombre y dirección del fabricante: … |
|
|
0.8. |
Nombre y dirección de la(s) planta(s) de montaje: … |
|
|
0.9. |
Nombre y dirección del representante del fabricante (si procede): … |
|
|
1. |
CARACTERÍSTICAS GENERALES DE CONSTRUCCIÓN DEL VEHÍCULO |
|
|
1.1 |
Fotografías o dibujos de un vehículo representativo: … |
|
|
1.3.3. |
Ejes motores (número, localización e interconexión): … |
|
|
1.4. |
Bastidor (en su caso), dibujo general: … |
|
|
3. |
UNIDAD MOTRIZ |
|
|
3.9. |
Propulsión por hidrógeno … |
|
|
3.9.1. |
Sistema de hidrógeno diseñado para el uso de hidrógeno líquido / Sistema de hidrógeno diseñado para el uso de hidrógeno comprimido (en estado gaseoso) (1) … |
|
|
3.9.1.1. |
Descripción y dibujo del sistema de hidrógeno: … |
|
|
3.9.1.2. |
Nombre y dirección de los fabricantes del sistema de hidrógeno utilizado para la propulsión del vehículo: … |
|
|
3.9.1.3. |
Código(s) del sistema del fabricante (marcados en el sistema u otro medio de identificación): … |
|
|
3.9.1.4. |
Válvula(s) de cierre automática(s): sí/no (1) … |
|
|
3.9.1.4.1. |
Marca(s): … |
|
|
3.9.1.4.2. |
Tipo(s): … |
|
|
3.9.1.4.3. |
MPa |
|
|
3.9.1.4.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.4.5. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.4.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.4.7. |
Número de homologación: … |
|
|
3.9.1.4.8. |
Material: … |
|
|
3.9.1.4.9. |
Principios de funcionamiento: … |
|
|
3.9.1.4.10. |
Descripción y dibujo: … |
|
|
3.9.1.5. |
Válvula(s) de control o válvula(s) antirretorno: sí/no (1) |
|
|
3.9.1.5.1. |
Marca(s): … |
|
|
3.9.1.5.2. |
Tipo(s): … |
|
|
3.9.1.5.3. |
MPa |
|
|
3.9.1.5.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.5.5. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.5.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.5.7. |
Número de homologación: … |
|
|
3.9.1.5.8. |
Material: … |
|
|
3.9.1.5.9. |
Principios de funcionamiento: … |
|
|
3.9.1.5.10. |
Descripción y dibujo: … |
|
|
3.9.1.6. |
Depósito(s) y conjunto de depósitos: sí/no (1) |
|
|
3.9.1.6.1. |
Marca(s): … |
|
|
3.9.1.6.2. |
Tipo(s): … |
|
|
3.9.1.6.3. |
MPa |
|
|
3.9.1.6.4. |
MPa |
|
|
3.9.1.6.5. |
Número de ciclos de llenado (1): … |
|
|
3.9.1.6.6. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.6.7. |
Capacidad: … |
litros (agua) |
|
3.9.1.6.8. |
Número de homologación: … |
|
|
3.9.1.6.9. |
Material: … |
|
|
3.9.1.6.10. |
Principios de funcionamiento: … |
|
|
3.9.1.6.11. |
Descripción y dibujo: … |
|
|
3.9.1.7. |
Accesorios: sí/no (1) |
|
|
3.9.1.7.1. |
Marca(s): … |
|
|
3.9.1.7.2. |
Tipo(s): … |
|
|
3.9.1.7.3. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (2): … |
MPa |
|
3.9.1.7.4. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda: … |
|
|
3.9.1.7.5. |
Número de homologación: … |
|
|
3.9.1.7.6. |
Material: … |
|
|
3.9.1.7.7. |
Principios de funcionamiento: … |
|
|
3.9.1.7.8. |
Descripción y dibujo: … |
|
|
3.9.1.8. |
Conducto(s) de combustible flexible(s): sí/no (1) |
|
|
3.9.1.8.1. |
Marca(s): … |
|
|
3.9.1.8.2. |
Tipo(s): … |
|
|
3.9.1.8.3. |
MPa |
|
|
3.9.1.8.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.8.5. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.8.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.8.7. |
Número de homologación: … |
|
|
3.9.1.8.8. |
Material: … |
|
|
3.9.1.8.9. |
Principios de funcionamiento: … |
|
|
3.9.1.8.10. |
Descripción y dibujo: … |
|
|
3.9.1.9. |
Intercambiador(es) de calor: sí/no (1) |
|
|
3.9.1.9.1. |
Marca(s): … |
|
|
3.9.1.9.2. |
Tipo(s): … |
|
|
3.9.1.9.3. |
MPa |
|
|
3.9.1.9.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.9.5. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.9.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.9.7. |
Número de homologación: … |
|
|
3.9.1.9.8. |
Material: … |
|
|
3.9.1.9.9. |
Principios de funcionamiento: … |
|
|
3.9.1.9.10. |
Descripción y dibujo: … |
|
|
3.9.1.10. |
Filtro(s) de hidrógeno: sí/no (1) |
|
|
3.9.1.10.1. |
Marca(s): … |
|
|
3.9.1.10.2. |
Tipo(s): … |
|
|
3.9.1.10.3. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.10.4. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.10.5. |
Número de homologación: … |
|
|
3.9.1.10.6. |
Material: … |
|
|
3.9.1.10.7. |
Principios de funcionamiento: … |
|
|
3.9.1.10.8. |
Descripción y dibujo: … |
|
|
3.9.1.11. |
Sensores de detección de fugas de hidrógeno: … |
|
|
3.9.1.11.1. |
Marca(s): … |
|
|
3.9.1.11.2. |
Tipo(s): … |
|
|
3.9.1.11.3. |
MPa |
|
|
3.9.1.11.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.11.5. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.11.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.11.7. |
Valores establecidos: … |
|
|
3.9.1.11.8. |
Número de homologación: … |
|
|
3.9.1.11.9. |
Material: … |
|
|
3.9.1.11.10. |
Principios de funcionamiento: … |
|
|
3.9.1.11.11. |
Descripción y dibujo: … |
|
|
3.9.1.12. |
Válvula(s) manual(es) o automática(s): sí/no (1) |
|
|
3.9.1.12.1. |
Marca(s): … |
|
|
3.9.1.12.2. |
Tipo(s): … |
|
|
3.9.1.12.3. |
MPa |
|
|
3.9.1.12.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.12.5. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.12.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.12.7. |
Número de homologación: … |
|
|
3.9.1.12.8. |
Material: … |
|
|
3.9.1.12.9. |
Principios de funcionamiento: … |
|
|
3.9.1.12.10. |
Descripción y dibujo: … |
|
|
3.9.1.13. |
Sensor(es) de presión, temperatura, hidrógeno o caudal (1): sí/no (1) |
|
|
3.9.1.13.1. |
Marca(s): … |
|
|
3.9.1.13.2. |
Tipo(s): … |
|
|
3.9.1.13.3. |
MPa |
|
|
3.9.1.13.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.13.5. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.13.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.13.7. |
Valores establecidos: … |
|
|
3.9.1.13.8. |
Número de homologación: … |
|
|
3.9.1.13.9. |
Material: … |
|
|
3.9.1.13.10. |
Principios de funcionamiento: … |
|
|
3.9.1.13.11. |
Descripción y dibujo: … |
|
|
3.9.1.14. |
Regulador(es) de presión: sí/no (1) |
|
|
3.9.1.14.1. |
Marca(s): … |
|
|
3.9.1.14.2. |
Tipo(s): … |
|
|
3.9.1.14.3. |
Número de puntos de ajuste de plena carga: … |
|
|
3.9.1.14.4. |
Descripción del principio de ajuste por medio de los puntos de ajuste de plena carga: … |
|
|
3.9.1.14.5. |
Número de puntos de ajuste del ralentí: … |
|
|
3.9.1.14.6. |
Descripción de los principios de ajuste por medio de los puntos de ajuste del ralentí: … |
|
|
3.9.1.14.7. |
Otras posibilidades de ajuste: si las hay y cuáles (descripción y dibujos): … |
|
|
3.9.1.14.8. |
MPa |
|
|
3.9.1.14.9. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.14.10. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.14.11. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.14.12. |
Presión de entrada y de salida: … |
|
|
3.9.1.14.13. |
Número de homologación: … |
|
|
3.9.1.14.14. |
Material: … |
|
|
3.9.1.14.15. |
Principios de funcionamiento: … |
|
|
3.9.1.14.16. |
Descripción y dibujo: … |
|
|
3.9.1.15. |
Dispositivo de descarga de presión: sí/no (1) |
|
|
3.9.1.15.1. |
Marca(s): … |
|
|
3.9.1.15.2. |
Tipo(s): … |
|
|
3.9.1.15.3. |
MPa |
|
|
3.9.1.15.4. |
Temperatura de funcionamiento … (1): |
|
|
3.9.1.15.5. |
Presión establecida … (1): |
|
|
3.9.1.15.6. |
Temperatura establecida (1): … |
|
|
3.9.1.15.7. |
Capacidad de evaporación (1): … |
|
|
3.9.1.15.8. |
°C |
|
|
3.9.1.15.9. |
MPa |
|
|
3.9.1.15.10. |
Número de ciclos de llenado (solo componentes de clase 0) (1): … |
|
|
3.9.1.15.11. |
Número de homologación: … |
|
|
3.9.1.15.12. |
Material: … |
|
|
3.9.1.15.13. |
Principios de funcionamiento: … |
|
|
3.9.1.15.14. |
Descripción y dibujo: … |
|
|
3.9.1.16. |
Válvula de descarga de presión: sí/no (1) |
|
|
3.9.1.16.1. |
Marca(s): … |
|
|
3.9.1.16.2. |
Tipo(s): … |
|
|
3.9.1.16.3. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2): … |
MPa |
|
3.9.1.16.4. |
Presión establecida (1): … |
|
|
3.9.1.16.5. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1): … |
|
|
3.9.1.16.6. |
Número de homologación: … |
|
|
3.9.1.16.7. |
Material: … |
|
|
3.9.1.16.8. |
Principios de funcionamiento: … |
|
|
3.9.1.16.9. |
Descripción y dibujo: … |
|
|
3.9.1.17. |
Conexión o receptáculo para el repostaje: sí/no (1) |
|
|
3.9.1.17.1. |
Marca(s): … |
|
|
3.9.1.17.2. |
Tipo(s): … |
|
|
3.9.1.17.3. |
MPa |
|
|
3.9.1.17.4. |
Temperatura de funcionamiento (1): … |
|
|
3.9.1.17.5. |
MPa |
|
|
3.9.1.17.6. |
Número de ciclos de llenado (solo componentes de clase 0) (1): … |
|
|
3.9.1.17.7. |
Número de homologación: … |
|
|
3.9.1.17.8. |
Material: … |
|
|
3.9.1.17.9. |
Principios de funcionamiento: … |
|
|
3.9.1.17.10. |
Descripción y dibujo: … |
|
|
3.9.1.18. |
Conector del sistema de almacenamiento extraíble: sí/no (1) |
|
|
3.9.1.18.1. |
Marca(s): … |
|
|
3.9.1.18.2. |
Tipo(s): … |
|
|
3.9.1.18.3. |
Presión o presiones de trabajo nominales y presión o presiones de trabajo máxima(s) admisible(s) (2): … |
MPa |
|
3.9.1.18.4. |
Número de ciclos de trabajo: … |
|
|
3.9.1.18.5. |
Número de homologación: … |
|
|
3.9.1.18.6. |
Material: … |
|
|
3.9.1.18.7. |
Principios de funcionamiento: … |
|
|
3.9.1.18.8. |
Descripción y dibujo: … |
|
|
3.9.2. |
Otra documentación … |
|
|
3.9.2.1. |
Gráfico de proceso (diagrama de flujo) del sistema de hidrógeno … |
|
|
3.9.2.2. |
Configuración del sistema, incluidas las conexiones eléctricas y otros sistemas externos (entradas y salidas, etc.) … |
|
|
3.9.2.3. |
Clave de los símbolos utilizados en la documentación … |
|
|
3.9.2.4. |
Datos de ajuste de las válvulas de descarga de presión y los reguladores de presión … |
|
|
3.9.2.5. |
Disposición del sistema o los sistemas de enfriamiento/calentamiento, incluidas la presión de trabajo nominal o la presión de trabajo máxima admisible (PTN o PTMA) y las temperaturas de funcionamiento … |
|
|
3.9.2.6. |
Dibujos en los que figuran los requisitos de instalación y funcionamiento … |
|
Apéndice de la ficha de características
Declaración de servicio relativa a los depósitos de hidrógeno
|
Identificación del fabricante |
Nombre del fabricante: Dirección del fabricante: |
|||||||||||||||
|
Identificación del depósito |
Identificación del depósito: |
|
||||||||||||||
|
Presión de trabajo nominal: |
MPa |
|||||||||||||||
|
Tipo: |
|
|||||||||||||||
|
Diámetro (5): |
mm |
|||||||||||||||
|
Longitud (5): |
mm |
|||||||||||||||
|
Volumen interno: |
litros |
|||||||||||||||
|
Peso vacío: |
kg |
|||||||||||||||
|
Roscas del depósito: |
|
|||||||||||||||
|
Vida útil del depósito |
Vida útil máxima: Número máximo de ciclos de llenado: |
años ciclos |
||||||||||||||
|
Sistema de protección del depósito contra el fuego |
Fabricante de la válvula de descarga de presión: Identificación de la válvula de descarga de presión: Número(s) de dibujo de la válvula de descarga de presión: |
|||||||||||||||
|
Método de soporte del depósito |
Método de soporte: |
montaje del cuello / de la botella (6) |
||||||||||||||
|
Número(s) de dibujo del soporte: |
|
|||||||||||||||
|
Revestimientos protectores del depósito |
Finalidad de la protección: Número(s) de dibujo del revestimiento protector: |
|||||||||||||||
|
Descripción del diseño del depósito |
Números de dibujo del depósito: En los dibujos del depósito figurará, como mínimo, la información siguiente:
|
|||||||||||||||
|
Inhibidor de corrosión del depósito |
Se utiliza un inhibidor de corrosión del depósito: sí/no (6) Fabricante del inhibidor de corrosión: Identificación del inhibidor de corrosión: |
|||||||||||||||
|
Información adicional |
|
|||||||||||||||
|
Declaración de servicio del depósito |
El fabricante declara que el diseño del depósito es adecuado para su uso durante la vida útil especificada en las condiciones de servicio expuestas en el anexo IV, punto 2.7, del Reglamento (UE) no 406/2010. Fabricante: Nombre, cargo y firma: Lugar y fecha: |
|||||||||||||||
PARTE 2
MODELO
Formato máximo: A4 (210 × 297 mm)
CERTIFICADO DE HOMOLOGACIÓN DE TIPO CE
Comunicación relativa a:
|
de un tipo de vehículo respecto a la propulsión por hidrógeno (7) |
||
|
|||
|
|||
|
|
de conformidad con el Reglamento (CE) no 79/2009, aplicado mediante el Reglamento (UE) no 406/2010.
Número de homologación de tipo CE:
Motivo de la extensión:
SECCIÓN I
0.1. Marca (marca comercial del fabricante):
Tipo:
0.2.1. Denominación o denominaciones comerciales (si se dispone de ellas):
Medio de identificación del tipo de vehículo, si está marcado en él (8):
0.3.1. Ubicación de esa marca:
0.4. Categoría de vehículo (9):
0.5. Nombre y dirección del fabricante:
0.8. Nombre y dirección de la(s) planta(s) de montaje:
0.9. Nombre y dirección del representante del fabricante (si procede):
SECCIÓN II
1. Información complementaria (si procede): véase la adenda
2. Servicio técnico encargado de los ensayos:
3. Fecha del informe de ensayo:
4. Número del informe de ensayo:
5. Observaciones (si las hubiera): véase la adenda
6. Lugar:
7. Fecha:
8. Firma:
|
Anexos |
: |
Expediente informativo Informe de ensayo |
Adenda
al certificado de homologación de tipo CE no …
relativa a la homologación de tipo CE de un vehículo respecto a la propulsión por hidrógeno
Información adicional
1.1. Vehículo equipado con sistema de hidrógeno diseñado para el uso de hidrógeno líquido / Sistema de hidrógeno diseñado para el uso de hidrógeno comprimido (en estado gaseoso) (10)
Número de homologación de tipo de cada componente o sistema de hidrógeno instalado en el tipo de vehículo para cumplir el presente Reglamento
2.1. Sistema(s) de hidrógeno:
2.2. Válvula(s) de cierre automática(s):
2.3. Válvula(s) de control o válvula(s) antirretorno:
2.4. Depósito(s) y conjunto de depósitos:
2.5. Accesorios:
2.6. Conducto(s) de combustible flexible(s):
2.7. Intercambiador(es) de calor:
2.8. Filtro(s) de hidrógeno:
2.9. Sensores de detección de fugas de hidrógeno:
2.10. Válvula(s) manual(es) o automática(s):
2.11. Sensor(es) de presión, temperatura, hidrógeno o caudal (10):
2.12. Regulador(es) de presión:
2.13. Dispositivo de descarga de presión:
2.14. Válvula de descarga de presión:
2.15. Conexión o receptáculo para el repostaje:
2.16. Conector del sistema de almacenamiento extraíble:
3. Observaciones:
PARTE 3
Información que deberá proporcionarse para la inspección
1. Los fabricantes proporcionarán:
|
a) |
recomendaciones para la inspección o el ensayo del sistema de hidrógeno durante su vida útil; |
|
b) |
información sobre la necesidad de realizar inspecciones periódicas y la frecuencia necesaria en el manual de instrucciones para los propietarios de los vehículos o mediante una etiqueta situada al lado de la placa reglamentaria con arreglo a la Directiva 76/114/CEE del Consejo (11). |
2. Los fabricantes pondrán la información especificada en el punto 1 a disposición de las autoridades de homologación y las autoridades competentes de los Estados miembros encargadas de la inspección periódica de los vehículos en forma de manuales o por medios electrónicos (como CD-ROM o servicios de internet).
(1) Táchese lo que no proceda (si es aplicable más de una opción, puede que no sea necesario tachar nada).
(2) Especifíquese la tolerancia.
(3) Si el medio de identificación del tipo contiene caracteres no pertinentes para la descripción de los tipos de vehículo, componente o unidad técnica independiente a que se refiere esta ficha, tales caracteres se sustituirán en la documentación por el signo «?» (ejemplo: ABC??123??).
(4) Clasificada con arreglo a las definiciones que figuran en el anexo II, parte A, de la Directiva 2007/46/CE.
(5) Podrá sustituirse por otras dimensiones que definan la forma del depósito.
(6) Táchese lo que no proceda.
(7) Táchese lo que no proceda.
(8) Si el medio de identificación del tipo contiene caracteres no pertinentes para la descripción de los tipos de vehículo, componente o unidad técnica independiente a que se refiere esta ficha de características, tales caracteres se sustituirán en la documentación por el símbolo «?». (por ejemplo, ABC??123??).
(9) Con arreglo a las definiciones del anexo II, sección A, de la Directiva 2007/46/CE.
(10) Táchese lo que no proceda.
ANEXO II
Documentos administrativos para la homologación de tipo CE de componentes y sistemas de hidrógeno
PARTE 1
MODELO
FICHA DE CARACTERÍSTICAS No
relativo a la homologación de tipo CE de un componente o sistema de hidrógeno
La información que figura a continuación se presentará por triplicado e irá acompañada de un índice. Los dibujos que vayan a entregarse se presentarán a la escala adecuada, suficientemente detallados y en formato A4 o doblados de forma que se ajusten a dicho formato. En caso de presentarse fotografías, estas serán suficientemente detalladas.
Si los sistemas o los componentes tienen controles electrónicos, se facilitará información sobre su funcionamiento.
|
0. |
INFORMACIÓN GENERAL |
|
|
0.1. |
Marca (marca comercial del fabricante): … |
|
|
0.2. |
Tipo:… |
|
|
0.2.1 |
Denominación o denominaciones comerciales (si se dispone de ellas):… |
|
|
0.2.2 |
Referencia o número de pieza del componente (1):… |
|
|
0.2.3 |
Referencia(s) o número(s) de pieza del componente o los componentes del sistema (1): … |
|
|
0.2.4 |
Referencia o número de pieza del sistema (1): … |
|
|
0.5. |
Nombre y dirección del fabricante:… |
|
|
0.7. |
Ubicación y forma de colocación de la(s) marca(s) de homologación de tipo CE:… |
|
|
0.8. |
Nombre y dirección / Nombres y direcciones de la planta o las plantas de montaje:… |
|
|
0.9. |
Nombre y dirección del representante del fabricante (en su caso):… |
|
|
3.9. |
Propulsión por hidrógeno (1):… |
|
|
3.9.1. |
Sistema de hidrógeno diseñado para el uso de hidrógeno líquido / Sistema de hidrógeno diseñado para el uso de hidrógeno comprimido (en estado gaseoso) / Componente de hidrógeno diseñado para el uso de hidrógeno líquido / Componente de hidrógeno diseñado para el uso de hidrógeno comprimido (en estado gaseoso) (1):… |
|
|
3.9.1.1. |
Descripción y dibujo del sistema de hidrógeno (1):… |
|
|
3.9.1.2. |
Nombre y dirección del fabricante o los fabricantes del sistema de hidrógeno (1):… |
|
|
3.9.1.3. |
Código(s) del sistema del fabricante (marcados en el sistema u otros medios de identificación) (1):… |
|
|
3.9.1.4. |
Válvula(s) de cierre automática(s): sí/no (1) … |
|
|
3.9.1.4.1. |
Marca(s):… |
|
|
3.9.1.4.2. |
Tipo(s):… |
|
|
3.9.1.4.3. |
MPa |
|
|
3.9.1.4.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.4.5. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.4.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.4.7. |
Número de homologación:… |
|
|
3.9.1.4.8. |
Material:… |
|
|
3.9.1.4.9. |
Principios de funcionamiento:… |
|
|
3.9.1.4.10. |
Descripción y dibujo:… |
|
|
3.9.1.5. |
Válvula(s) de control o válvula(s) antirretorno: sí/no (1) |
|
|
3.9.1.5.1. |
Marca(s):… |
|
|
3.9.1.5.2. |
Tipo(s):… |
|
|
3.9.1.5.3. |
MPa |
|
|
3.9.1.5.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.5.5. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.5.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.5.7. |
Número de homologación:… |
|
|
3.9.1.5.8. |
Material:… |
|
|
3.9.1.5.9. |
Principios de funcionamiento:… |
|
|
3.9.1.5.10. |
Descripción y dibujo:… |
|
|
3.9.1.6. |
Depósito(s) y conjunto de depósitos: sí/no (1) |
|
|
3.9.1.6.1. |
Marca(s):… |
|
|
3.9.1.6.2. |
Tipo(s):… |
|
|
3.9.1.6.3. |
MPa |
|
|
3.9.1.6.4. |
MPa |
|
|
3.9.1.6.5. |
Número de ciclos de llenado (1):… |
|
|
3.9.1.6.6. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.6.7. |
Capacidad:… |
litros (agua) |
|
3.9.1.6.8. |
Número de homologación:… |
|
|
3.9.1.6.9. |
Material:… |
|
|
3.9.1.6.10. |
Principios de funcionamiento:… |
|
|
3.9.1.6.11. |
Descripción y dibujo:… |
|
|
3.9.1.7. |
Accesorios: sí/no (1) |
|
|
3.9.1.7.1. |
Marca(s):… |
|
|
3.9.1.7.2. |
Tipo(s):… |
|
|
3.9.1.7.3. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (2):… |
MPa |
|
3.9.1.7.4. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda:… |
|
|
3.9.1.7.5. |
Número de homologación:… |
|
|
3.9.1.7.6. |
Material:… |
|
|
3.9.1.7.7. |
Principios de funcionamiento:… |
|
|
3.9.1.7.8. |
Descripción y dibujo:… |
|
|
3.9.1.8. |
Conducto(s) de combustible flexible(s): sí/no (1) … |
|
|
3.9.1.8.1. |
Marca(s):… |
|
|
3.9.1.8.2. |
Tipo(s):… |
|
|
3.9.1.8.3. |
MPa |
|
|
3.9.1.8.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.8.5. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.8.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.8.7. |
Número de homologación:… |
|
|
3.9.1.8.8. |
Material:… |
|
|
3.9.1.8.9. |
Principios de funcionamiento:… |
|
|
3.9.1.8.10. |
Descripción y dibujo:… |
|
|
3.9.1.9. |
Intercambiador(es) de calor: sí/no (1) … |
|
|
3.9.1.9.1. |
Marca(s):… |
|
|
3.9.1.9.2. |
Tipo(s):… |
|
|
3.9.1.9.3. |
MPa |
|
|
3.9.1.9.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.9.5. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.9.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.9.7. |
Número de homologación:… |
|
|
3.9.1.9.8. |
Material:… |
|
|
3.9.1.9.9. |
Principios de funcionamiento:… |
|
|
3.9.1.9.10. |
Descripción y dibujo:… |
|
|
3.9.1.10. |
Filtro(s) de hidrógeno: sí/no (1) |
|
|
3.9.1.10.1. |
Marca(s):… |
|
|
3.9.1.10.2. |
Tipo(s):… |
|
|
3.9.1.10.3. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.10.4. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.10.5. |
Número de homologación:… |
|
|
3.9.1.10.6. |
Material:… |
|
|
3.9.1.10.7. |
Principios de funcionamiento:… |
|
|
3.9.1.10.8. |
Descripción y dibujo:… |
|
|
3.9.1.11. |
Sensores de detección de fugas de hidrógeno:… |
|
|
3.9.1.11.1. |
Marca(s):… |
|
|
3.9.1.11.2. |
Tipo(s):… |
|
|
3.9.1.11.3. |
MPa |
|
|
3.9.1.11.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.11.5. |
Temperatura de funcionamiento (1): |
|
|
3.9.1.11.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.11.7. |
Valores establecidos:… |
|
|
3.9.1.11.8. |
Número de homologación:… |
|
|
3.9.1.11.9. |
Material:… |
|
|
3.9.1.11.10. |
Principios de funcionamiento:… |
|
|
3.9.1.11.11. |
Descripción y dibujo:… |
|
|
3.9.1.12. |
Válvula(s) manual(es) o automática(s): sí/no (1) |
|
|
3.9.1.12.1. |
Marca(s):… |
|
|
3.9.1.12.2. |
Tipo(s):… |
|
|
3.9.1.12.3. |
MPa |
|
|
3.9.1.12.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.12.5. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.12.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.12.7. |
Número de homologación:… |
|
|
3.9.1.12.8. |
Material:… |
|
|
3.9.1.12.9. |
Principios de funcionamiento:… |
|
|
3.9.1.12.10. |
Descripción y dibujo:… |
|
|
3.9.1.13. |
Sensor(es) de presión, temperatura, hidrógeno o caudal (1): sí/no (1) … |
|
|
3.9.1.13.1. |
Marca(s):… |
|
|
3.9.1.13.2. |
Tipo(s):… |
|
|
3.9.1.13.3. |
MPa |
|
|
3.9.1.13.4. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.13.5. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.13.6. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.13.7. |
Valores establecidos:… |
|
|
3.9.1.13.8. |
Número de homologación:… |
|
|
3.9.1.13.9. |
Material:… |
|
|
3.9.1.13.10. |
Principios de funcionamiento:… |
|
|
3.9.1.13.11. |
Descripción y dibujo:… |
|
|
3.9.1.14. |
Regulador(es) de presión: sí/no (1):… |
|
|
3.9.1.14.1. |
Marca(s):… |
|
|
3.9.1.14.2. |
Tipo(s):… |
|
|
3.9.1.14.3. |
Número de puntos de ajuste de plena carga:… |
|
|
3.9.1.14.4. |
Descripción del principio de ajuste por medio de los puntos de ajuste de plena carga:… |
|
|
3.9.1.14.5. |
Número de puntos de reglaje del ralentí:… |
|
|
3.9.1.14.6. |
Descripción de los principios de ajuste por medio de los puntos de ajuste del ralentí:… |
|
|
3.9.1.14.7. |
Otras posibilidades de ajuste: si las hay y cuáles (descripción y dibujos):… |
|
|
3.9.1.14.8. |
MPa |
|
|
3.9.1.14.9. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.14.10. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.14.11. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.14.12. |
Presión de entrada y de salida:… |
|
|
3.9.1.14.13. |
Número de homologación:… |
|
|
3.9.1.14.14. |
Material:… |
|
|
3.9.1.14.15. |
Principios de funcionamiento:… |
|
|
3.9.1.14.16. |
Descripción y dibujo:… |
|
|
3.9.1.15. |
Dispositivo de descarga de presión: sí/no (1)… |
|
|
3.9.1.15.1. |
Marca(s):… |
|
|
3.9.1.15.2. |
Tipo(s):… |
|
|
3.9.1.15.3. |
MPa |
|
|
3.9.1.15.4. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.15.5. |
Presión establecida (1):… |
|
|
3.9.1.15.6. |
Temperatura establecida (1):… |
|
|
3.9.1.15.7. |
Capacidad de evaporación (1):… |
|
|
3.9.1.15.8. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.15.9. |
°C |
|
|
3.9.1.15.10. |
MPa |
|
|
3.9.1.15.11. |
Número de ciclos de llenado (solo componentes de clase 0) (1):… |
|
|
3.9.1.15.12. |
Número de homologación:… |
|
|
3.9.1.15.13. |
Material:… |
|
|
3.9.1.15.14. |
Principios de funcionamiento:… |
|
|
3.9.1.15.15. |
Descripción y dibujo:… |
|
|
3.9.1.16. |
Válvula de descarga de presión: sí/no (1) |
|
|
3.9.1.16.1. |
Marca(s):… |
|
|
3.9.1.16.2. |
Tipo(s):… |
|
|
3.9.1.16.3. |
Presión o presiones de trabajo nominales y, si se produce(n) después del primer regulador de presión, presión o presiones de trabajo máxima(s) admisible(s) (1) (2):… |
MPa |
|
3.9.1.16.4. |
Presión establecida (1):… |
|
|
3.9.1.16.5. |
Número de ciclos de llenado o de ciclos de trabajo, según proceda (1):… |
|
|
3.9.1.16.6. |
Número de homologación:… |
|
|
3.9.1.16.7. |
Material:… |
|
|
3.9.1.16.8. |
Principios de funcionamiento:… |
|
|
3.9.1.16.9. |
Descripción y dibujo:… |
|
|
3.9.1.17. |
Conexión o receptáculo para el repostaje: sí/no (1) … |
|
|
3.9.1.17.1. |
Marca(s):… |
|
|
3.9.1.17.2. |
Tipo(s):… |
|
|
3.9.1.17.3. |
MPa |
|
|
3.9.1.17.4. |
Temperatura de funcionamiento (1):… |
|
|
3.9.1.17.5. |
MPa |
|
|
3.9.1.17.6. |
Número de ciclos de llenado (solo componentes de clase 0) (1):… |
|
|
3.9.1.17.7. |
Número de homologación:… |
|
|
3.9.1.17.8. |
Material:… |
|
|
3.9.1.17.9. |
Principios de funcionamiento:… |
|
|
3.9.1.17.10. |
Descripción y dibujo:… |
|
|
3.9.1.18. |
Conector del sistema de almacenamiento extraíble: sí/no (1) |
|
|
3.9.1.18.1. |
Marca(s):… |
|
|
3.9.1.18.2. |
Tipo(s):… |
|
|
3.9.1.18.3. |
Presión o presiones de trabajo nominales y presión o presiones de trabajo máxima(s) admisible(s) (2):… |
MPa |
|
3.9.1.18.4. |
Número de ciclos de trabajo:… |
|
|
3.9.1.18.5. |
Número de homologación:… |
|
|
3.9.1.18.6. |
Material:… |
|
|
3.9.1.18.7. |
Principios de funcionamiento:… |
|
|
3.9.1.18.8. |
Descripción y dibujo:… |
|
|
3.9.2. |
Otra documentación … |
|
|
3.9.2.1. |
Gráfico de proceso (diagrama de flujo) del sistema de hidrógeno: … |
|
|
3.9.2.2. |
Configuración del sistema, incluidas las conexiones eléctricas y otros sistemas externos (entradas y salidas, etc.):… |
|
|
3.9.2.3. |
Clave de los símbolos utilizados en la documentación:… |
|
|
3.9.2.4. |
Datos de ajuste de las válvulas de descarga de presión y los reguladores de presión:… |
|
|
3.9.2.5. |
Disposición del sistema o los sistemas de enfriamiento/calentamiento, incluidas la presión de trabajo nominal o la presión de trabajo máxima admisible (PTN o PTMA) y las temperaturas de funcionamiento:… |
|
|
3.9.2.6. |
Dibujos en los que figuran los requisitos de instalación y funcionamiento:… |
|
Apéndice de la ficha de características
Declaración de servicio relativa a los depósitos de hidrógeno
|
Identificación del fabricante |
Nombre del fabricante: Dirección del fabricante: |
|||||||||||||||
|
Identificación del depósito |
Identificación del depósito: |
|
||||||||||||||
|
Presión de trabajo nominal: |
MPa |
|||||||||||||||
|
Tipo: |
|
|||||||||||||||
|
Diámetro (3): |
mm |
|||||||||||||||
|
Longitud (3): |
mm |
|||||||||||||||
|
Volumen interno: |
litros |
|||||||||||||||
|
Peso vacío: |
kg |
|||||||||||||||
|
Roscas del depósito: |
|
|||||||||||||||
|
Vida útil del depósito |
Vida útil máxima: |
años |
||||||||||||||
|
Número máximo de ciclos de llenado: |
ciclos |
|||||||||||||||
|
Sistema de protección del depósito contra el fuego |
Fabricante de la válvula de descarga de presión: Identificación de la válvula de descarga de presión: Número(s) de dibujo de la válvula de descarga de presión: |
|||||||||||||||
|
Método de soporte del depósito |
Método de soporte: |
montaje del cuello / la botella (4) |
||||||||||||||
|
Número(s) de dibujo del soporte: |
|
|||||||||||||||
|
Revestimientos protectores del depósito |
Finalidad de la protección: Número(s) de dibujo del revestimiento protector: |
|||||||||||||||
|
Descripción del diseño del depósito |
Números de dibujo del depósito: En los dibujos del depósito figurará, como mínimo, la información siguiente:
|
|||||||||||||||
|
Inhibidor de corrosión del depósito |
Se utiliza un inhibidor de corrosión del depósito: sí/no (4) Fabricante del inhibidor de corrosión: Identificación del inhibidor de corrosión: |
|||||||||||||||
|
Información adicional |
|
|||||||||||||||
|
Declaración de servicio del depósito |
El fabricante declara que el diseño del depósito es adecuado para su uso durante la vida útil especificada en las condiciones de servicio expuestas en el anexo IV, punto 2.7, del Reglamento (UE) no 406/2010. Fabricante: Nombre, cargo y firma: Lugar y fecha: |
|||||||||||||||
Especificaciones de los depósitos diseñados para el uso de hidrógeno comprimido (en estado gaseoso)
|
Especificación del material |
Aplicables al material |
|
||||||
|
Acero |
Aleación de aluminio |
Camisa de plástico |
Fibra |
Resina |
Revestimiento |
Detalles |
||
|
|
Fabricantes de material |
|
|
|
|
|
|
|
|
|
Tipo de material |
|
|
|
|
|
|
|
|
|
Identificación del material |
|
|
|
|
|
|
|
|
|
Definición del tratamiento térmico |
|
|
|
|
|
|
|
|
|
Composición química |
|
|
|
|
|
|
|
|
|
Procedimiento de conformado en frío o de crioformado |
|
|
|
|
|
|
|
|
|
Definición del procedimiento de soldeo |
|
|
|
|
|
|
|






















|
Especificaciones para ensayos de material |
Aplicables al material |
|
||||||
|
Acero |
Aleación de aluminio |
Camisa de plástico |
Fibra |
Resina |
Revestimiento |
Valor del material especificado |
||
|
|
Ensayo de tracción |
|
|
|
|
|
|
|
|
|
Ensayo de impacto Charpy |
|
|
|
|
|
|
|
|
|
Ensayo de curvado |
|
|
|
|
|
|
|
|
|
Examen macroscópico |
|
|
|
|
|
|
|
|
|
Ensayo de corrosión |
|
|
|
|
|
|
|
|
|
Ensayo de agrietamiento bajo carga permanente |
|
|
|
|
|
|
|
|
|
Ensayo de temperatura de reblandecimiento |
|
|
|
|
|
|
|
|
|
Ensayo de temperatura de transición vítrea |
|
|
|
|
|
|
|
|
|
Ensayo de resistencia de las resinas al cizallamiento |
|
|
|
|
|
|
|
|
|
Ensayo de revestimiento |
|
|
|
|
|
|
|
|
|
Ensayo de compatibilidad con el hidrógeno |
|
|
|
|
|
|
|


















|
Especificaciones para los ensayos de los depósitos |
Valor de diseño especificado |
|
|
|
Ensayo de rotura |
|
|
|
Ensayo de ciclos de presión a temperatura ambiente |
|
|
|
Ensayo de fugas antes de la rotura |
|
|
|
Ensayo de fuego |
|
|
|
Ensayo de penetración |
|
|
|
Ensayo de exposición química |
|
|
|
Ensayo de tolerancia del material compuesto a las hendiduras |
|
|
|
Ensayo de rotura acelerada por esfuerzos |
|
|
|
Ensayo de ciclos de presión a temperatura extrema |
|
|
|
Ensayo de daños por impacto |
|
|
|
Ensayo de fugas |
|
|
|
Ensayo de permeabilidad |
|
|
|
Ensayo de par del inserto |
|
|
|
Ensayo cíclico de gas hidrógeno |
|
PARTE 2
MODELO
Formato máximo: A4 (210 × 297 mm)
CERTIFICADO DE HOMOLOGACIÓN DE TIPO CE
Comunicación relativa a:
|
de un tipo de componente de hidrógeno |
||
|
|||
|
|
||
|
|
de conformidad con el Reglamento (CE) no 79/2009, aplicado mediante el Reglamento (UE) no 406/2010.
Número de homologación de tipo CE:
Motivo de la extensión:
SECCIÓN I
0.1. Marca (marca comercial del fabricante):
0.2. Tipo:
Medio de identificación del tipo de componente, si está marcado en él (6):
0.3.1. Ubicación de esa marca:
0.5. Nombre y dirección del fabricante:
0.7. Ubicación y forma de colocación de la marca de homologación de tipo CE en componentes y unidades técnicas independientes:
0.8. Nombre y dirección de la(s) planta(s) de montaje:
0.9. Nombre y dirección del representante del fabricante (en su caso):
SECCIÓN II
1. Información complementaria (si procede): véase la adenda
2. Servicio técnico encargado de los ensayos:
3. Fecha del informe de ensayo:
4. Número del informe de ensayo:
5. Observaciones (si las hubiera): véase la adenda
6. Lugar:
7. Fecha:
8. Firma:
|
Anexos |
: |
Expediente informativo Informe de ensayo |
Adenda
al certificado de homologación de tipo CE no …
relativo a la homologación de tipo CE de un componente o sistema de hidrógeno
1. Información adicional
1.1. Sistema de hidrógeno diseñado para el uso de hidrógeno líquido / Sistema de hidrógeno diseñado para el uso de hidrógeno comprimido (en estado gaseoso) / Componente de hidrógeno diseñado para el uso de hidrógeno líquido / Componente de hidrógeno diseñado para el uso de hidrógeno comprimido (en estado gaseoso) (7)
2. Especificaciones y resultados de los ensayos
2.1. Depósitos diseñados para el uso de hidrógeno comprimido (en estado gaseoso)
2.1.1. Especificaciones del material de los depósitos
|
Especificación del material |
Aplicables al material |
|
||||||
|
Acero |
Aleación de aluminio |
Camisa de plástico |
Fibra |
Resina |
Revestimiento |
Detalles |
||
|
|
Fabricantes de material |
|
|
|
|
|
|
|
|
|
Tipo de material |
|
|
|
|
|
|
|
|
|
Identificación del material |
|
|
|
|
|
|
|
|
|
Definición del tratamiento térmico |
|
|
|
|
|
|
|
|
|
Composición química |
|
|
|
|
|
|
|
|
|
Procedimiento conformado en frío o de crioformado |
|
|
|
|
|
|
|
|
|
Definición del procedimiento de soldeo |
|
|
|
|
|
|
|






















2.1.2. Resultados de los ensayos de material de los depósitos
|
Ensayo de material |
Aplicables al material |
|
|
||||||
|
Acero |
Aleación de aluminio |
Camisa de plástico |
Fibra |
Resina |
Revestimiento |
Valor del material especificado |
Valor del ensayo |
||
|
|
Ensayo de tracción |
|
|
|
|
|
|
|
|
|
|
Ensayo de impacto Charpy |
|
|
|
|
|
|
|
|
|
|
Ensayo de curvado |
|
|
|
|
|
|
|
|
|
|
Examen macroscópico |
|
|
|
|
|
|
|
|
|
|
Ensayo de corrosión |
|
|
|
|
|
|
|
|
|
|
Ensayo de agrietamiento bajo carga permanente |
|
|
|
|
|
|
|
|
|
|
Ensayo de temperatura de reblandecimiento |
|
|
|
|
|
|
|
|
|
|
Ensayo de temperatura de transición vítrea |
|
|
|
|
|
|
|
|
|
|
Ensayo de resistencia de las resinas al cizallamiento |
|
|
|
|
|
|
|
|
|
|
Ensayo de revestimiento |
|
|
|
|
|
|
|
|
|
|
Ensayo de compatibilidad con el hidrógeno |
|
|
|
|
|
|
|
|


















2.1.3. Resultados de los ensayos de los depósitos
|
Ensayo de los depósitos |
Valor de diseño especificado |
Resultado del ensayo |
|
|
|
Ensayo de rotura |
|
|
|
|
Ensayo de ciclos de presión a temperatura ambiente |
|
|
|
|
Ensayo de fugas antes de la rotura |
|
|
|
|
Ensayo de fuego |
|
|
|
|
Ensayo de penetración |
|
|
|
|
Ensayo de exposición química |
|
|
|
|
Ensayo de tolerancia del material compuesto a las hendiduras |
|
|
|
|
Ensayo de rotura acelerada por esfuerzos |
|
|
|
|
Ensayo de ciclos de presión a temperatura extrema |
|
|
|
|
Ensayo de daños por impacto |
|
|
|
|
Ensayo de fugas |
|
|
|
|
Ensayo de permeabilidad |
|
|
|
|
Ensayo de par del inserto |
|
|
|
|
Ensayo cíclico de gas hidrógeno |
|
|
3. Restricciones en el uso del dispositivo (si las hubiera):
4. Observaciones:
PARTE 3
Marca de homologación de tipo CE de un componente
La marca de homologación de tipo CE estará compuesta:
1.1. de un rectángulo en cuyo interior figurará la letra «e» seguida del número o la(s) letra(s) distintiva(s) del Estado miembro que haya expedido la homologación de tipo CE de un componente:
|
1 |
para Alemania |
19 |
para Rumanía |
|
2 |
para Francia |
20 |
para Polonia |
|
3 |
para Italia |
21 |
para Portugal |
|
4 |
para los Países Bajos |
23 |
para Grecia |
|
5 |
para Suecia |
24 |
para Irlanda |
|
6 |
para Bélgica |
26 |
para Eslovenia |
|
7 |
para Hungría |
27 |
para Eslovaquia |
|
8 |
para la República Checa |
29 |
para Estonia |
|
9 |
para España |
32 |
para Letonia |
|
11 |
para el Reino Unido |
34 |
para Bulgaria |
|
12 |
para Austria |
36 |
para Lituania |
|
13 |
para Luxemburgo |
49 |
para Chipre |
|
17 |
para Finlandia |
50 |
para Malta |
|
18 |
para Dinamarca |
|
|
1.2. Cerca del rectángulo, el «número de homologación de base» que figura en la sección 4 del número de homologación de tipo, precedido de dos cifras que indiquen el número secuencial asignado al presente Reglamento o a la última modificación técnica de importancia del Reglamento (CE) no 79/2009 o del presente Reglamento. Para el presente Reglamento, dicho número secuencial es el 00.
2. La marca de homologación de tipo de componente se colocará en el componente o sistema de forma que no se pueda borrar y sea claramente legible.
3. En la adenda figura un ejemplo de una marca de homologación de tipo de componente.
Adenda del apéndice 1
Ejemplo de marca de homologación de tipo de componente
![]()
Leyenda: esta homologación de tipo de componente se expidió en Bélgica con el número 0004. Las dos primeras cifras (00) indican que el componente fue homologado conforme al presente Reglamento.
(1) Táchese lo que no proceda (si es aplicable más de una opción, puede que no sea necesario tachar nada).
(2) Especifíquese la tolerancia.
(3) Podrá sustituirse por otras dimensiones que definan la forma del depósito.
(4) Táchese lo que no proceda.
(5) Táchese lo que no proceda.
(6) Si el medio de identificación del tipo contiene caracteres no pertinentes para la descripción de los tipos de vehículo, de componente o de unidad técnica independiente a que se refiere esta ficha de características, tales caracteres se sustituirán en la documentación por el símbolo «?» (por ejemplo, ABC??123??).
(7) Táchese lo que no proceda.
ANEXO III
Requisitos de los componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno líquido y su instalación en vehículos impulsados por hidrógeno
1. INTRODUCCIÓN
En el presente anexo se exponen los requisitos y los procedimientos de ensayo aplicables a los componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno líquido y su instalación en vehículos impulsados por hidrógeno.
2. REQUISITOS GENERALES
2.1. Los materiales utilizados en un componente o un sistema de hidrógeno serán compatibles con el hidrógeno en estado líquido o gaseoso, de conformidad con el punto 4.11 de la parte 3.
PARTE 1
Requisitos para la instalación de los componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno líquido en vehículos impulsados por hidrógeno
1. Requisitos generales
1.1. Todos los componentes y sistemas de hidrógeno se instalarán en el vehículo y se conectarán de conformidad con las mejores prácticas.
1.2. El sistema o los sistemas de hidrógeno no presentarán ninguna fuga distinta de la evaporación a la presión de trabajo máxima admisible (PTMA), es decir, no se observarán burbujas cuando se utilice un spray detector de fugas.
1.3. Las temperaturas de funcionamiento deben ser:
|
Combustión interna Compartimento del motor |
A bordo (Todos los tipos de sistemas de propulsión) |
|
–40 °C a + 120 °C |
–40 °C a +85 °C |
1.4. Se adoptarán medidas automáticas adecuadas en coordinación con la estación de repostaje para garantizar que no se produzca ninguna liberación incontrolada de hidrógeno durante el proceso de llenado.
1.5. En caso de fuga o descarga de hidrógeno, este no podrá acumularse en los espacios cerrados o semicerrados del vehículo.
2. Instalación del depósito de hidrógeno en un vehículo
2.1. El depósito podrá estar integrado en el diseño del vehículo para proporcionar funciones complementarias. En tales casos, el depósito estará diseñado de manera que cumpla los requisitos de funcionamiento integrado y los requisitos de los depósitos que figuran en la parte 2.
2.2. Cuando el vehículo esté listo para ser utilizado, la parte inferior del depósito de hidrógeno no reducirá la distancia mínima del vehículo al suelo. Esto no se aplicará si el depósito de hidrógeno está protegido de forma adecuada, tanto por delante como por los lados, y ninguna parte del depósito de hidrógeno está situada por debajo de tal estructura de protección.
El depósito o los depósitos de hidrógeno, incluidos los dispositivos de seguridad instalados en ellos, deberán montarse y fijarse de manera que las aceleraciones siguientes puedan absorberse sin que se rompa la fijación y sin que se aflojen el depósito o depósitos (lo cual debe demostrarse mediante ensayo o cálculos). La masa utilizada será representativa para un depósito o un conjunto de depósitos totalmente equipado y lleno.
Vehículo de las categorías M1 y N1:
|
a) |
20 g en el sentido de la marcha |
|
b) |
8 g en sentido horizontalmente perpendicular al sentido de la marcha |
Vehículos de las categorías M2 y N2:
|
a) |
10 g en el sentido de la marcha |
|
b) |
5 g en sentido horizontalmente perpendicular al sentido de la marcha |
Vehículos de las categorías M3 y N3:
|
a) |
6,6 g en la dirección de marcha |
|
b) |
5 g en sentido horizontalmente perpendicular a la dirección de marcha |
2.4. Lo dispuesto en el punto 2.3 no será aplicable si se homologa el vehículo con arreglo a las Directivas 96/27/CE (1) y 96/79/CE del Parlamento Europeo y del Consejo (2).
3. Accesorios incorporados al depósito de hidrógeno
3.1. Válvulas de cierre automáticas o válvulas antirretorno
3.1.1. Las válvulas de cierre automáticas se utilizarán de conformidad con el anexo VI, punto 6, del Reglamento (CE) no 79/2009, salvo en el caso del sistema de gestión de la evaporación, y estarán cerradas en vacío.
3.1.2. Las conexiones o los receptáculos de repostaje se utilizarán de conformidad con el anexo VI, punto 4, del Reglamento (CE) no 79/2009.
3.1.3. En caso de que se desplace el depósito, el primer dispositivo de aislamiento y, si procede, el conducto que lo une con el depósito estarán protegidos de tal manera que la función de cierre siga funcionando y no se rompa la conexión entre el dispositivo y el depósito.
3.1.4. Las válvulas automáticas estarán cerradas en vacío (a prueba de fallos).
3.1.5. Cuando otro sistema de conversión de hidrógeno se apague, independientemente de la posición del mando de activación, también se apagará el suministro de combustible al sistema de conversión de hidrógeno respectivo y permanecerá cerrado hasta que se haga funcionar este último sistema.
3.2. Dispositivos de descarga de presión
3.2.1. Los dispositivos de descarga de presión activados por la presión se instalarán en el depósito o los depósitos de hidrógeno de tal manera que descarguen fuera del vehículo, a través de un conducto de salida al exterior. No descargarán en una fuente de calor, como el tubo de escape. Además, descargarán de tal manera que el hidrógeno no pueda entrar en el vehículo ni acumularse en un espacio cerrado. Además, el primer dispositivo de descarga de presión no descargará en un espacio parcialmente cerrado. En caso de que el dispositivo de descarga de presión secundario sea un disco de rotura y esté instalado en el depósito interno, será necesario que la cubierta externa disponga de una abertura de evacuación adecuada.
3.2.2. En el caso de los depósitos internos, el intervalo de funcionamiento normal de la presión del depósito interno oscilará entre 0 MPa y la presión establecida para el dispositivo principal de descarga de presión, que será inferior o igual a la presión de trabajo máxima admisible (PTMA) del depósito interno.
En el caso de los depósitos internos de acero, el límite inferior del intervalo no admisible de defectos corresponderá a una presión superior al 136 % de la presión de trabajo máxima admisible (PTMA) del depósito interno si se utiliza una válvula de seguridad como dispositivo secundario de descarga de presión. En el caso de los depósitos internos de acero, el límite inferior del intervalo no admisible de defectos corresponde a una presión superior al 150 % de la presión de trabajo máxima admisible (PTMA) del depósito interno si se utiliza un disco de rotura como dispositivo secundario de descarga de presión. Para otros materiales debe aplicarse un nivel de seguridad equivalente. El intervalo no admisible de defectos será la presión a la que se produce la deformación o la rotura del depósito interno, como se muestra en la figura 3.2.
Figura 3.2
Intervalos de un depósito interno de acero
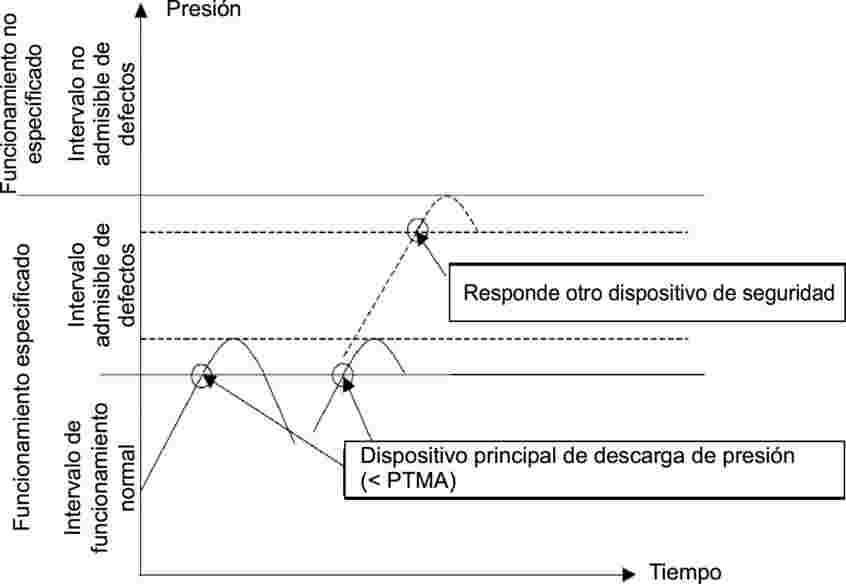
3.3. Caja estanca al gas en el depósito o los depósitos de hidrógeno
3.3.1. Las conexiones no soldadas de componentes que lleven hidrógeno y los componentes de hidrógeno que puedan tener fugas de hidrógeno, que estén montados en el habitáculo o el maletero, o en otro compartimento sin ventilación deberán estar encerradas dentro de una caja estanca al gas.
3.3.2. La caja estanca al gas descargará hacia el exterior.
3.3.3. La apertura de ventilación de la caja estanca al gas estará situada en el punto más alto de la caja y no descargará en una fuente de calor como el tubo de escape. Además, descargará de tal manera que el hidrógeno no pueda entrar en el vehículo ni acumularse en un espacio cerrado o parcialmente cerrado.
3.3.4. Dentro de la caja estanca al gas no habrá fuentes de ignición sin protección.
3.3.5. Cualquier sistema de conexión y cualquier pasapanel a través de la carrocería del vehículo para la ventilación de la caja estanca al gas tendrá, como mínimo, la misma sección transversal que el dispositivo de descarga de presión.
3.3.6. A efectos de los ensayos, dicha caja estará sellada herméticamente y será estanca al gas a una presión de 0,5 kPa, es decir, no se observarán burbujas durante un minuto, ni ninguna deformación permanente.
3.3.7. Los sistemas de conexión se fijarán mediante abrazaderas u otros medios a la caja estanca al gas y al pasapanel para garantizar que se forme una junta estanca al gas.
4. Conductos de combustible rígidos y flexibles
4.1. Los conductos de combustible rígidos se fijarán de manera que no estén sometidos a abrasiones, vibraciones críticas u otras fuerzas.
4.2. Los conductos de combustible flexibles se fijarán de manera que no estén sometidos a fuerzas de torsión, se eviten abrasiones y no puedan aplastarse con un uso normal.
4.3. En los puntos de fijación, los conductos de combustible, tanto rígidos como flexibles, se fijarán de tal manera que dos metales no puedan ponerse en contacto, a fin de prevenir la corrosión galvánica e intersticial.
4.4. Los conductos de combustible, tanto rígidos como flexibles, se colocarán de manera que se minimice de manera razonable la exposición a daños accidentales, ya sea dentro del vehículo (por ejemplo al colocar o al mover el equipaje u otros bultos), o fuera del mismo (por ejemplo al transitar por un terreno accidentado o al utilizar el gato).
4.5. Cuando los conductos de combustible penetren a través de la carrocería del vehículo o de otros componentes de hidrógeno, estarán equipados de arandelas u otro material de protección.
5. Accesorios o conexiones de gas entre componentes
5.1. Los tubos de acero inoxidable solo se unirán con accesorios de acero inoxidable.
5.2. El número de juntas será el mínimo posible.
5.3. Todas las juntas se situarán en lugares de fácil acceso para su inspección y la realización de ensayos de fugas.
5.4. Ni en el habitáculo ni en el maletero, los conductos de combustible serán más largos de lo necesario.
6. Conexión o receptáculo para el repostaje
6.1. La conexión o receptáculo para el repostaje estará garantizada contra ajustes incorrectos, y estará protegida contra la suciedad y el agua. También estará garantizada contra errores de manipulación.
6.2. La conexión o receptáculo para el repostaje no se instalará en el compartimiento del motor, el habitáculo ni en ningún otro compartimento no ventilado.
6.3. El conducto de repostaje se fijará al depósito, tal y como se describe en el punto 3.1.1.
6.4. La conexión o receptáculo para el repostaje contará con un dispositivo de aislamiento, de conformidad con el punto 3.1.2.
6.5. Se garantizará que el sistema de propulsión no pueda funcionar y el vehículo no pueda moverse mientras la conexión o receptáculo para el repostaje esté conectada a la estación de servicio.
7. Instalación eléctrica
7.1. Los componentes eléctricos del sistema de hidrógeno estarán protegidos contra las sobrecargas.
7.2. Las conexiones de alimentación serán estancas a la introducción de hidrógeno en caso de que haya componentes de hidrógeno o puedan producirse fugas de hidrógeno.
8. Evaporación en condiciones normales
8.1. Los gases evaporados serán inofensivos gracias a un sistema de gestión de la evaporación.
8.2. El sistema de gestión de la evaporación estará diseñado de manera que se acepte el índice de evaporación del depósito o los depósitos en condiciones de funcionamiento normales.
8.3. Al poner en marcha el vehículo y durante el funcionamiento del mismo, se activará un sistema de advertencia que avisará al conductor en caso de avería del sistema de gestión de la evaporación.
9. Otros requisitos
9.1. En la medida en que sea factible, todos dispositivos de descarga de presión y todos los conductos de evacuación estarán protegidos contra el vandalismo.
9.2. El habitáculo, el maletero y todos los componentes críticos para la seguridad del vehículo (como el sistema de frenado o el aislamiento eléctrico) estarán protegidos contra los efectos adversos de la temperatura debidos al combustible criogénico. Al evaluar la protección necesaria, se tendrá en cuenta la posibilidad de una fuga del combustible criogénico.
9.3. Los materiales inflamables utilizados en el vehículo estarán protegidos contra el aire licuado que pueda condensarse en elementos no aislados del sistema de combustible.
9.4. Ninguna avería del circuito de calefacción del intercambiador de calor causará fugas del sistema de hidrógeno.
10. Sistemas de seguridad instrumentados
10.1. Los sistemas de seguridad instrumentados serán a prueba de fallos, redundantes o con autocontrol.
10.2. En caso de que los sistemas de seguridad instrumentados con arreglo al punto 10.1 sean sistemas electrónicos a prueba de fallos o con autocontrol, se aplicarán los requisitos especiales del anexo VI del presente Reglamento.
11. Requisitos para la inspección del sistema de hidrógeno
11.1. Todos los sistemas de hidrógeno serán inspeccionados, como mínimo, cada cuarenta y ocho meses a partir de la fecha de su puesta en servicio y cada vez que sean reinstalados.
11.2. La inspección será efectuada por un servicio técnico, de conformidad con las especificaciones de los fabricantes que figuran en el anexo I, parte 3.
PARTE 2
Requisitos de los depósitos de hidrógeno diseñados para el uso de hidrógeno líquido
1. INTRODUCCIÓN
En la presente parte se exponen los requisitos y los procedimientos de ensayo de los depósitos de hidrógeno diseñados para el uso de hidrógeno líquido.
2. REQUISITOS TÉCNICOS
2.1. La validación del diseño del depósito mediante cálculos se efectuará de conformidad con la norma EN 1251-2.
2.2. Esfuerzos mecánicos
Las piezas del depósito soportarán los esfuerzos mecánicos siguientes:
2.2.1. Depósito interno
2.2.1.1. Presión de ensayo
El depósito interno resistirá la presión de ensayo Pensayo:
Pensayo = 1,3 (PTMA +0,1 MPa)
donde PTMA es la presión de trabajo máxima admisible del depósito interno en MPa
2.2.1.2. Presión externa
En caso de que sea posible un modo de funcionamiento del depósito interno al vacío, dicho depósito y su equipo deberán resistir una presión externa de 0,1 MPa.
2.2.2. Cubierta externa
2.2.2.1. La cubierta externa resistirá la presión de trabajo máxima admisible (PTMA), que será la presión establecida para su dispositivo de seguridad.
2.2.2.2. La cubierta externa resistirá una presión externa de 0,1 MPa.
2.2.3. Soportes externos
Los soportes externos del depósito completo resistirán las aceleraciones mencionadas en la parte 1, punto 2.3, sin que se produzcan roturas, en cuyo caso los esfuerzos en los elementos de apoyo, calculados según el modelo de esfuerzo lineal, no serán superiores a:
σ ≤ 0,5 Rm
2.2.4. Soportes internos
Los soportes internos del depósito completo resistirán las aceleraciones mencionadas en la parte 1, punto 2.3, sin que se produzcan roturas, en cuyo caso los esfuerzos en los elementos de apoyo, calculados según el modelo de esfuerzo lineal, no serán superiores a:
σ ≤ 0,5 Rm
2.2.5. Los requisitos de los puntos 2.2.3 y 2.2.4 no serán aplicables si puede demostrarse que el depósito puede soportar las aceleraciones mencionadas en la parte 1, punto 2.3, sin que se produzca ninguna fuga en el depósito interno y en los distintos tubos situados antes de los dispositivos de seguridad automáticos, las válvulas de cierre o las válvulas antirretorno.
2.2.6. La prueba para dimensionar los soportes del depósito podrán realizarse mediante cálculos o mediante experimento.
2.3. Temperatura de diseño
2.3.1. Depósito interno y cubierta externa
La temperatura de diseño del depósito interno y de la cubierta externa será de 20 °C.
2.3.2. Otros equipos
Respecto a los demás equipos no mencionados en el punto 2.3.1, la temperatura de diseño será la temperatura de funcionamiento más baja o más alta posible de las que figuran en la parte 1, punto 1.3.
2.3.3. Se tendrán en cuenta los esfuerzos térmicos provocados por las condiciones de funcionamiento, como el llenado o la extracción, o durante los procesos de enfriamiento.
2.4. Compatibilidad química
2.4.1. Los materiales del depósito y su equipo serán compatibles con:
|
a) |
el hidrógeno, si las piezas están en contacto con él; |
|
b) |
la atmósfera, si las piezas están en contacto con ella; |
|
c) |
cualquier otro medio con el que las piezas puedan entrar en contacto (líquido refrigerante, etc.). |
3. MATERIALES
3.1. Los materiales estarán compuestos, fabricados y tratados de manera que:
|
a) |
los productos acabados muestren las propiedades mecánicas necesarias; |
|
b) |
los productos acabados que se utilicen para los componentes a presión y estén en contacto con el hidrógeno resistan los esfuerzos térmicos, químicos y mecánicos a que puedan estar sometidos, en particular, los materiales de los componentes en contacto con temperaturas criogénicas serán compatibles con las temperaturas criogénicas conforme a la norma EN 1252-1. |
3.2. Características
3.2.1. Los materiales utilizados a bajas temperaturas cumplirán los requisitos de tenacidad de la norma EN 1252-1. Respecto a los materiales no metálicos, la idoneidad para las bajas temperaturas se validará mediante un método experimental, teniendo en cuenta las condiciones de servicio.
3.2.2. Los materiales utilizados para la cubierta externa garantizarán la integridad del sistema de aislamiento y su alargamiento de rotura en un ensayo de tracción será, como mínimo, del 12 % a la temperatura del nitrógeno líquido.
3.2.3. No se exige ningún margen de corrosión admisible para el depósito interno. Tampoco se exige ningún margen de corrosión admisible en otras superficies si están protegidas adecuadamente contra la corrosión.
3.3. Certificados y pruebas de las características de los materiales
3.3.1. Los materiales de aporte deberán ser compatibles con el material precursor a fin de formar soldaduras con propiedades equivalentes a las especificadas para el material precursor a todas las temperaturas que el material pueda sufrir.
3.3.2. El fabricante obtendrá y facilitará certificados de análisis químico de la fundición y de las propiedades mecánicas del material por lo que se refiere a los aceros u otros materiales utilizados para la fabricación de las piezas sometidas a presión. En el caso de los materiales metálicos, el certificado deberá ser, como mínimo, de tipo 3.1 con arreglo a la norma EN 10204 o equivalente. En el caso de los materiales no metálicos, el certificado deberá ser de tipo equivalente.
3.3.3. El servicio técnico podrá efectuar análisis y exámenes. Dichos exámenes se realizarán o bien en muestras tomadas de los materiales suministrados al fabricante del depósito o de los depósitos acabados.
3.3.4. El fabricante facilitará al servicio técnico los resultados de los ensayos mecánicos y metalúrgicos y de los análisis de los materiales precursores y de aporte de las soldaduras.
3.3.5. Las hojas de material llevarán, como mínimo:
|
— |
la firma del fabricante, |
|
— |
el número de identificación del material, |
|
— |
el número de lote, y |
|
— |
la firma del inspector. |
3.4. Cálculo del diseño
3.4.1. Disposiciones relativas al depósito interno:
El diseño del depósito interno se hará conforme a las reglas de diseño de la norma EN 1251-2.
3.4.2. Disposiciones relativas a la cubierta externa:
El diseño de la cubierta externa se hará conforme a las reglas de diseño de la norma EN 1251-2.
3.4.3. Se aplicarán las tolerancias generales de la norma ISO 2768-1.
4. FABRICACIÓN Y MONTAJE DEL DEPÓSITO
4.1. Los fabricantes de los depósitos soldados dispondrán de un sistema de calidad del soldeo que tenga en cuenta los requisitos de calidad del soldeo con arreglo a la norma EN 729-2:1994 o a la norma EN 729-3:1994.
4.2. El proceso de soldeo deberá estar autorizado por el servicio técnico con arreglo a las normas EN 288-3:1992/A1:1997, EN 288-4:1992/A1:1997 y EN 288-8:1995.
4.3. Los soldadores deberán estar autorizados por el servicio técnico con arreglo a las normas EN 287-1:1992/A1:1997, EN 287-2:1992/A1:1997 y, en el caso de los operadores de soldeo automático, con arreglo a la norma EN 1418:1997.
4.4. Las operaciones de fabricación (por ejemplo, formado y tratamiento térmico, y soldeo) se realizarán con arreglo a la norma EN 1251-2.
4.5. Respecto a las inspecciones y los ensayos de los tubos entre el depósito interno y la cubierta externa: todas las juntas soldadas de los tubos se someterán a una inspección 100 % no destructiva, si es posible mediante radiografía y, si no, mediante ensayo ultrasónico, ensayo por penetración de líquidos, ensayo de fuga de helio, etc.
4.6. Debe minimizarse el número de juntas. No se permitirán juntas en el vacío entre el depósito interno y la cubierta externa, a no ser que estén soldadas o pegadas.
4.7. El equipo del depósito se montará de tal manera que el sistema y sus componentes funcionen de forma correcta y segura, y sean estancos al gas.
4.8. El depósito se limpiará y se secará antes de su funcionamiento conforme a la norma EN 12300.
5. OTROS REQUISITOS
5.1. Protección de la cubierta externa
La cubierta externa estará protegida mediante un dispositivo que evite que se rompa o que el depósito interno se hunda.
5.2. Disposiciones relativas al aislamiento
5.2.1. En ninguna circunstancia podrá formarse hielo en la pared externa del depósito en condiciones de funcionamiento normales. En la zona del tubo de descarga de presión, se permitirá la formación de hielo en la parte exterior de dicho tubo.
5.3. Indicador de nivel
5.3.1. Un indicador de nivel en el compartimento del conductor indicará el nivel de líquido en el depósito, con una precisión de +/– 10 %.
5.3.2. Si el sistema incluye un flotador, este soportará una presión externa superior a la presión de trabajo máxima admisible (PTMA) del depósito interno, con un coeficiente mínimo de seguridad de 2 con respecto a los criterios de avería por combamiento.
5.4. Nivel de llenado máximo
5.4.1. Se suministrara un sistema que evite que el depósito rebose. Dicho sistema podrá funcionar en conjunción con la estación de repostaje. Asimismo, llevará un marcado permanente, en el que se indicará el tipo de depósito para el que se ha diseñado y, si procede, su posición de montaje y su orientación.
5.4.2. El proceso de llenado no accionará ningún dispositivo de descarga de presión, con independencia del tiempo que pase durante el proceso de llenado o después del mismo. El proceso de llenado no producirá condiciones de funcionamiento para las que el sistema de gestión de la evaporación no esté diseñado y, por tanto, que este no pueda gestionar.
5.5. Marcado
Además de la marca de homologación de tipo CE de un componente que figura en el anexo II, parte 3, todos los depósitos llevarán un marcado con los datos siguientes claramente legibles:
5.5.1.1. El depósito interno:
|
a) |
el nombre y la dirección del fabricante del depósito interno; |
|
b) |
el número de serie. |
5.5.1.2. La cubierta externa:
|
a) |
una etiqueta conforme a lo establecido en el anexo V, punto 3.1; |
|
b) |
la prohibición de soldeo, fresado y estampado adicionales; |
|
c) |
la orientación permitida del depósito en el vehículo; |
|
d) |
una placa de identificación con la información siguiente:
|
la placa de identificación será legible cuando esté instalada.
5.5.2. El método de marcado no causará picos de esfuerzo localizados en la estructura del depósito interno o en la cubierta externa.
5.6. Aberturas de inspección
No se exigen aberturas de inspección ni en el depósito interno ni en la cubierta externa.
6. ENSAYOS E INSPECCIONES
6.1. Ensayos e inspecciones para la homologación
Para la homologación, el servicio técnico realizará los ensayos y las inspecciones conforme a los puntos 6.3.1 a 6.3.6 en dos muestras de depósitos. Las muestras se facilitarán en el estado necesario para efectuar las inspecciones. Para la homologación, las muestras de los depósitos serán sometidas a los ensayos con arreglo a los puntos 6.3.7 a 6.3.9 y el servicio técnico los presenciará.
6.2. Ensayos e inspecciones durante la producción
Los ensayos y las inspecciones conforme a los puntos 6.3.1 a 6.3.6 se efectuarán en cada depósito.
6.3. Procedimientos de ensayo
6.3.1. Ensayo de presión
6.3.1.1. El depósito interno y los tubos situados entre el depósito interno y la cubierta externa soportarán un ensayo de presión interna a temperatura ambiente por un medio apropiado, según los requisitos siguientes.
La presión de ensayo pensayo será:
pensayo = 1,3 (PTMA +0,1 MPa)
donde PTMA es la presión de trabajo máxima admisible del depósito interno en MPa.
6.3.1.2. El ensayo de presión se efectuará antes de que se monte la cubierta externa.
6.3.1.3. La presión en el depósito interno aumentará a un ritmo constante hasta que se alcance la presión de ensayo.
6.3.1.4. El depósito interno deberá soportar la presión de ensayo durante al menos diez minutos para poder determinar que la presión no desciende.
6.3.1.5. Después del ensayo no deberán poder apreciarse deformaciones o fugas visibles en el depósito interno.
6.3.1.6. Los depósitos internos sometidos a ensayo que no superen el ensayo debido a una deformación permanente serán rechazados y no serán reparados.
6.3.1.7. Los depósitos internos que no superen el ensayo debido a fugas podrán ser aceptados una vez que hayan sido reparados y sometidos a un nuevo ensayo.
6.3.1.8. En caso de ensayo hidráulico, una vez que este haya concluido, se vaciará y se secará el depósito hasta que el punto de rocío dentro del depósito sea –40 °C con arreglo a la norma EN 12300.
6.3.1.9. Se redactará un informe de ensayo y, si el depósito interno es aceptado, se le pondrá la marca de los departamentos inspectores.
6.3.2. Ensayo de fugas
Tras el montaje final, el depósito de hidrógeno será sometido a un ensayo de fugas con una mezcla de gases que contenga, como mínimo, un 10 % de helio.
6.3.3. Verificación de las dimensiones.
Deberán verificarse las dimensiones siguientes:
|
— |
para el depósito o los depósitos cilíndricos, la redondez del depósito interno con arreglo al apartado 5.4 de la norma EN 1251-2:2000, |
|
— |
la desviación de una línea recta del depósito interno y la cubierta externa conforme al apartado 5.4 de la norma EN 1251-2. |
6.3.4. Ensayos destructivos y no destructivos de las soldaduras
Los ensayos se efectuarán conforme a la norma EN 1251-2.
6.3.5. Inspección visual
Se inspeccionarán visualmente las soldaduras y las superficies internas y externas del depósito interno y la cubierta externa del depósito. No deberá apreciarse ningún daño o defecto crítico en las superficies.
6.3.6. Marcado
El marcado se verificará conforme al punto 5.5.
6.3.7. Ensayo de rotura
El ensayo de rotura se efectuará con una muestra del depósito interno que no esté integrada en su cubierta externa ni esté aislada.
6.3.7.1. Criterios
6.3.7.1.1. La presión de rotura será, como mínimo, igual a la presión de rotura utilizada para los cálculos mecánicos, que, en el caso de los depósitos de acero, es:
|
a) |
la presión de trabajo máxima admisible (PTMA) (en MPa) más 0,1 MPa multiplicada por 3,25; |
|
b) |
o bien la presión de trabajo máxima admisible (PTMA) (en MPa) más 0,1 MPa, multiplicada por 1,5 y multiplicada por Rm/Rp, donde Rm significa resistencia mínima a la rotura por tracción y Rp significa límite elástico mínimo. |
6.3.7.1.2. Se demostrará que los depósitos de hidrógeno fabricados con materiales distintos del acero funcionan de forma tan segura como aquellos que cumplen los requisitos expuestos en los puntos 6.3.7.1.1 y 6.3.7.1.2.
6.3.7.2. Procedimiento
6.3.7.2.1. El depósito sometido a ensayo deberá ser representativo por lo que se refiere al diseño y la fabricación del tipo que vaya a homologarse.
6.3.7.2.2. El ensayo será un ensayo hidráulico.
6.3.7.2.3. Los tubos podrán modificarse para permitir el ensayo (purga del volumen muerto, introducción del líquido, cierre de las tuberías no utilizadas, etc.).
6.3.7.2.4. El depósito se llenará de agua. La presión aumentará a un ritmo constante que no supere 0,5 MPa/minuto hasta que se produzca la rotura. Cuando se alcance la presión de trabajo máxima admisible (PTMA) se esperará como mínimo diez minutos a presión constante a fin de que pueda comprobarse la deformación del depósito.
6.3.7.2.5. Un sistema permitirá observar las deformaciones que puedan producirse.
6.3.7.2.6. Se registrará o se anotará la presión durante todo el ensayo.
6.3.7.3. Resultados
Las condiciones de ensayo y la presión de rotura se anotarán en un certificado de ensayo firmado por el fabricante y por el servicio técnico.
6.3.8. Ensayo de fuego
6.3.8.1. Criterios
6.3.8.1.1. El depósito no deberá romperse y la presión dentro del depósito interno no deberá superar el intervalo admisible de defectos del depósito interno. En el caso de los depósitos internos de acero, el dispositivo secundario de descarga de presión limitará la presión dentro del depósito al 136 % de la presión de trabajo máxima admisible (PTMA) del depósito interno si se utiliza una válvula de seguridad como dispositivo secundario de descarga de presión.
En el caso de los depósitos internos de acero, el dispositivo secundario de descarga de presión limitará la presión dentro del depósito al 150 % de la presión de trabajo máxima admisible (PTMA) del depósito interno si se utiliza un disco de rotura fuera de la zona de vacío como dispositivo secundario de descarga de presión.
En el caso de los depósitos internos de acero, el dispositivo secundario de descarga de presión limitará la presión dentro del depósito al 150 % de la presión de trabajo máxima admisible más 0,1 MPa (PTMA +0,1 MPa) del depósito interno si se utiliza un disco de rotura dentro de la zona de vacío como dispositivo secundario de descarga de presión.
Para otros materiales, deberá demostrarse un nivel de seguridad equivalente.
El dispositivo secundario de descarga de presión no deberá funcionar por debajo del 110 % de la presión establecida para el dispositivo principal de descarga de presión.
6.3.8.2. Procedimiento
6.3.8.2.1. El depósito sometido a ensayo deberá ser representativo por lo que se refiere al diseño y la fabricación del tipo que vaya a homologarse.
6.3.8.2.2. Deberá haberse finalizado su fabricación y estará montado con todo su equipo.
El depósito deberá estar ya enfriado y el depósito interno estará a la misma temperatura que el hidrógeno líquido. El depósito deberá haber contenido durante las veinticuatro horas anteriores un volumen de hidrógeno líquido como mínimo igual a la mitad del volumen de agua del depósito interno.
6.3.8.2.3.1. El depósito se llenará con hidrógeno líquido, de manera que la cantidad de hidrógeno líquido medida por el sistema de medición de masas sea la mitad de la cantidad máxima admisible que pueda contener el depósito interno.
6.3.8.2.3.2. Deberá arder 0,1 m por debajo el depósito. La longitud y la anchura del fuego deberán superar en 0,1 m las dimensiones sobre plano del depósito. La temperatura del fuego será, como mínimo, de 590 °C. Deberá arder durante todo el ensayo.
6.3.8.2.3.3. La presión del depósito al inicio del ensayo oscilará entre 0 MPa y 0,01 MPa en el punto de ebullición del hidrógeno en el depósito interno.
6.3.8.2.3.4. Una vez que se abra el dispositivo de seguridad, el ensayo continuará hasta que haya terminado la evaporación del dispositivo de seguridad. Durante el ensayo, el depósito no deberá romperse y la presión dentro del depósito interno no deberá superar el intervalo admisible de defectos del depósito interno. En el caso de los depósitos internos de acero, la presión del depósito no deberá superar el 136 % de la presión de trabajo máxima admisible (PTMA) del depósito interno. Para otros materiales, deberá aplicarse un nivel de seguridad equivalente.
6.3.8.3. Resultados
Las condiciones de ensayo y la presión máxima alcanzadas dentro del depósito durante el ensayo se registrarán en un certificado de ensayo firmado por el fabricante y por el servicio técnico.
6.3.9. Ensayo de nivel máximo de llenado
6.3.9.1. Criterios
Durante todos los ensayos necesarios para la homologación, el proceso de llenado no activará ningún dispositivo de descarga de presión, con independencia del tiempo transcurrido durante el proceso de llenado o después del mismo. El proceso de llenado no producirá condiciones de funcionamiento para las que el sistema de gestión de la evaporación no esté diseñado y, por tanto, que este no pueda gestionar.
6.3.9.2. Procedimiento
6.3.9.2.1. El depósito sometido a ensayo deberá ser representativo por lo que se refiere al diseño y la fabricación del tipo que vaya a homologarse.
6.3.9.2.2. Deberá haberse finalizado su fabricación y estará montado con todo su equipo y, en particular, con su indicador de nivel.
6.3.9.2.3. El depósito deberá estar ya enfriado y el depósito interno estará a la misma temperatura que el hidrógeno líquido. El depósito deberá haber contenido durante las veinticuatro horas anteriores un volumen de hidrógeno líquido como mínimo igual a la mitad del volumen de agua del depósito interno.
6.3.9.2.4. La masa de hidrógeno o el caudal a la entrada y la salida del depósito se medirán con una precisión superior al 1 % de la masa máxima de llenado del depósito sometido a ensayo.
6.3.9.2.5. El depósito se llenará por completo diez veces con hidrógeno líquido en equilibrio con su vapor. Entre cada llenado, se vaciará, como mínimo, la cuarta parte del hidrógeno líquido del depósito.
6.3.9.3. Resultados
Las condiciones de ensayo y los diez niveles máximos medidos por el sistema añadido se anotarán en un certificado de ensayo firmado por el fabricante y por el servicio técnico.
PARTE 3
Requisitos de los componentes de hidrógeno distintos de los depósitos diseñados para el uso de hidrógeno líquido
1. INTRODUCCIÓN
En la presente parte se exponen los requisitos y los procedimientos de ensayo de los componentes de hidrógeno distintos de los depósitos diseñados para el uso de hidrógeno líquido.
2. REQUISITOS GENERALES
2.1. Los materiales utilizados en componentes de hidrógeno deberán ser compatibles con el hidrógeno, de conformidad con el punto 4.11.
2.2. El sistema de hidrógeno situado antes del primer regulador de presión, a excepción del depósito de hidrógeno, tendrá una presión de trabajo máxima admisible (PTMA) igual a la presión máxima a la que esté sujeto el componente y será, como mínimo, 1,5 veces la presión establecida para el dispositivo principal de seguridad de descarga de presión del depósito interno, y su coeficiente de seguridad no será inferior al de este último.
2.3. Los componentes situados después del regulador o los reguladores de presión estarán protegidos contra la sobrepresión y estarán diseñados para, como mínimo, 1,5 veces la presión de salida [presión de trabajo máxima admisible (MAWP)] del primer regulador de presión, situado antes.
2.4. El aislamiento de los componentes evitará la licuación del aire en contacto con las superficies externas, a menos que se facilite un sistema para recoger y vaporizar el aire licuado. En ese caso, los materiales de los componentes cercanos serán compatibles con una atmósfera enriquecida con oxígeno conforme a la norma EN 1797.
3. REQUISITOS TÉCNICOS
3.1. Dispositivos de descarga de presión
3.1.1. Dispositivos de descarga de presión para el depósito interno
3.1.1.1. El dispositivo principal de descarga de presión para el depósito interno limitará la presión dentro del depósito a no más del 110 % de la presión de trabajo máxima admisible (PTMA), incluso en caso de pérdida de vacío repentina. Este dispositivo será una válvula de seguridad o equivalente y estará directamente conectado con la parte gaseosa en condiciones de funcionamiento normales.
3.1.1.2. Se instalará el dispositivo secundario de descarga de presión para el depósito interno a fin de garantizar que la presión en el depósito no supere, en ninguna circunstancia, el intervalo admisible de defectos del depósito interno. En el caso de los depósitos internos de acero, el dispositivo secundario de descarga de presión limitará la presión dentro del depósito al 136 % de la presión de trabajo máxima admisible (PTMA) del depósito interno si se utiliza una válvula de seguridad como dispositivo secundario de descarga de presión. En el caso de los depósitos internos de acero, el dispositivo secundario de descarga de presión limitará la presión dentro del depósito al 150 % de la presión de trabajo máxima admisible (PTMA) del depósito interno si se utiliza un disco de rotura fuera de la zona de vacío como dispositivo secundario de descarga de presión. En el caso de los depósitos internos de acero, el dispositivo secundario de descarga de presión limitará la presión dentro del depósito al 150 % de la presión de trabajo máxima admisible más 0,1 MPa (PTMA +0,1 MPa) del depósito interno si se utiliza un disco de rotura dentro de la zona de vacío como dispositivo secundario de descarga de presión. Para otros materiales, deberá demostrarse un nivel de seguridad equivalente. El dispositivo secundario de descarga de presión no deberá funcionar por debajo del 110 % de la presión establecida para el dispositivo principal de descarga de presión.
3.1.1.3. El dimensionamiento de los dispositivos de seguridad se hará de conformidad con la norma EN 13648-3.
3.1.1.4. Los dos dispositivos mencionados en los puntos 3.1.1.1 y 3.1.1.2 pueden estar conectados con el depósito interno por el mismo conducto de combustible.
3.1.1.5. Se marcarán claramente los valores de los dispositivos de descarga de presión. Se evitará la manipulación de los dispositivos mediante un precinto de plomo o un sistema equivalente.
3.1.1.6. Después de la descarga, las válvulas de descarga de presión se cerrarán a una presión superior al 90 % de la presión establecida para las mismas. Permanecerán cerradas a todas las presiones que sean inferiores.
3.1.1.7. Se instalarán válvulas de descarga de presión en la superficie gaseosa del depósito de hidrógeno.
3.1.2. Dispositivos de descarga de presión para otros componentes
3.1.2.1. Siempre que exista riesgo de que un líquido criogénico o vapor quede retenido entre dos componentes del equipo en un conducto, se proporcionará un dispositivo de descarga de presión o una medida que garantice un nivel de seguridad equivalente.
3.1.2.2. Antes del primer regulador de presión, la presión establecida para el dispositivo de seguridad, que evita la sobrepresión, no deberá superar la presión de trabajo máxima admisible (PTMA) de los conductos y no será inferior al 120 % de la presión de trabajo máxima admisible (PTMA) del depósito, para impedir que dichas válvulas se abran en lugar de los dispositivos de descarga de presión del depósito interno.
3.1.2.3. El valor de los dispositivos de descarga de presión situados después del regulador o los reguladores de presión no superará la presión de trabajo máxima admisible (PTMA) de los componentes situados después del regulador de presión.
3.1.2.4. Una vez producida la descarga, las válvulas de descarga de presión se cerrarán a una presión superior al 90 % de la presión establecida para las mismas. Permanecerán cerradas a todas las presiones que sean inferiores.
3.1.3. Disposiciones relativas a la homologación de los dispositivos de descarga de presión
3.1.3.1. El diseño, la fabricación y el control de los dispositivos de descarga de presión serán conformes con las normas EN 13648-1 y EN 13648-2.
3.1.3.2. En el caso de un sistema de evaporación en paralelo al dispositivo principal de seguridad, la válvula de seguridad será un dispositivo de seguridad de categoría B o un dispositivo de seguridad de categoría A conforme a la norma EN 13648.
3.1.3.3. Presión de trabajo máxima admisible (PTMA): 1,5 veces la presión de trabajo máxima admisible (PTMA) del depósito interno o presión máxima a la que está sujeta el componente.
3.1.3.4. Presión establecida
3.1.3.4.1. Dispositivos principales del depósito interno: conforme al punto 3.1.1.1.
3.1.3.4.2. Dispositivo secundario del depósito interno: conforme al punto 3.1.1.2.
3.1.3.4.3. Dispositivos de descarga de presión para componentes distintos del depósito: conforme al punto 3.1.2.
3.1.3.5. Temperaturas de diseño
3.1.3.5.1. Temperatura externa: conforme al punto 1.3 de la parte 1.
3.1.3.5.2. Temperatura interna: – 253 °C a +85 °C.
3.1.3.6. Procedimientos de ensayo aplicables:
|
Ensayo de presión |
punto 4.2 |
|
Ensayo de fugas externas |
punto 4.3 |
|
Ensayo de funcionamiento |
punto 4.5 |
|
Resistencia a la corrosión |
punto 4.6, solo para piezas metálicas y para elequipo situado fuera de la caja estanca al gas |
|
Ensayo de ciclos de temperatura |
punto 4.9, solo para piezas que no sean metálicas |
3.1.4. Conductos que incorporan dispositivos de descarga de presión
3.1.4.1. No se instalará ningún dispositivo de aislamiento entre el componente protegido y el dispositivo de descarga de presión.
3.1.4.2. Los conductos situados antes y después de los dispositivos de descarga de presión no impedirán su funcionamiento y serán compatibles con los criterios definidos en los puntos 3.1.1 a 3.1.3.
3.2. Válvulas
3.2.1. Disposiciones relativas a la homologación de las válvulas de hidrógeno
3.2.1.1. El diseño, la fabricación y la comprobación de las válvulas criogénicas de hidrógeno serán conformes a las normas EN 13648-1 y EN 13648-2.
3.2.1.2. Presión de trabajo máxima admisible (PTMA): 1,5 veces la presión de trabajo máxima admisible (PTMA) del depósito interno o presión máxima a la que está sujeta la válvula.
3.2.1.3. Temperaturas de diseño
3.2.1.3.1. Temperatura externa: conforme al punto 1.3 de la parte 1.
3.2.1.3.2. Temperatura interna:
– 253 °C a +85 °C para las válvulas situadas antes del intercambiador de calor
–40 °C a +85 °C para las válvulas situadas después del intercambiador de calor
3.2.1.4. Procedimientos de ensayo aplicables:
|
Ensayo de presión |
punto 4.2 |
|
Ensayo de fugas externas |
punto 4.3 |
|
Ensayo de resistencia |
punto 4.4 (con 6 000 ciclos de funcionamiento en el caso de las válvulas manuales con 20 000 ciclos de funcionamiento en el caso de las válvulas automáticas) |
|
Resistencia a la corrosión |
punto 4.6, solo para piezas metálicas y para elequipo situado fuera de la caja estanca al gas |
|
Resistencia al calor seco |
punto 4.7, solo para piezas que no sean metálicas |
|
Envejecimiento por ozono |
punto 4.8, solo para piezas que no sean metálicas |
|
Ensayo de ciclos de temperatura |
punto 4.9, solo para piezas que no sean metálicas |
|
Ensayo de fugas del asiento |
punto 4.12 |
3.3. Intercambiadores de calor
3.3.1. No obstante lo dispuesto en el punto 2.1, la presión de trabajo máxima admisible (PTMA) del intercambiador de calor será la más alta de los distintos circuitos.
3.3.2. En ninguna circunstancia se utilizarán directamente los gases de escape del sistema de propulsión en el intercambiador de calor.
3.3.3. Se proporcionará un sistema de seguridad para: evitar averías en el intercambiador de calor; e impedir que ningún líquido o gas criogénico penetre en el otro circuito y en el sistema situados después del mismo, si no ha sido diseñado para ello.
3.3.4. Disposiciones relativas a la homologación de las válvulas de hidrógeno
3.3.4.1. Presión de trabajo máxima admisible (PTMA): 1,5 veces la presión de trabajo máxima admisible (PTMA) del depósito interno o presión máxima a la que está sujeta el componente.
3.3.4.2. Temperaturas de diseño
3.3.4.2.1. Temperatura externa: conforme al punto 1.3 de la parte 1.
3.3.4.2.2. Temperatura interna: – 253 °C a +85 °C.
3.3.4.3. Procedimientos de ensayo aplicables
|
Ensayo de presión |
punto 4.2 |
|
Ensayo de fugas externas |
punto 4.3 |
|
Resistencia a la corrosión |
punto 4.6, solo para piezas metálicas |
|
Resistencia al calor seco |
punto 4.7, solo para piezas que no sean metálicas |
|
Envejecimiento por ozono |
punto 4.8, solo para piezas que no sean metálicas |
|
Ensayo de ciclos de temperatura |
punto 4.9, solo para piezas que no sean metálicas |
3.3.4.4. La fabricación y el montaje del intercambiador de calor deberán certificarse conforme a los puntos 4.3 a 4.5 de la parte 2.
3.4. Conexiones o receptáculos para el repostaje
3.4.1. Las conexiones o receptáculos para el repostaje estarán protegidos contra la contaminación.
3.4.2. Disposiciones relativas a la homologación de las conexiones o receptáculos para el repostaje
3.4.2.1. Presión de trabajo máxima admisible (PTMA): 1,5 veces la presión de trabajo máxima admisible (PTMA) del depósito interno o presión máxima a la que está sujeta el componente.
3.4.2.2. Temperaturas de diseño
3.4.2.2.1. Temperatura externa: conforme al punto 1.3 de la parte 1.
3.4.2.2.2. Temperatura interna: – 253 °C a +85 °C
3.4.2.3. Procedimientos de ensayo aplicables
|
Ensayo de presión |
punto 4.2 |
|
Ensayo de fugas externas |
punto 4.3 |
|
Ensayo de resistencia |
punto 4.4 (con 3 000 ciclos de funcionamiento) |
|
Resistencia a la corrosión |
punto 4.6, solo para piezas metálicas |
|
Resistencia al calor seco |
punto 4.7, solo para piezas que no sean metálicas |
|
Envejecimiento por ozono |
punto 4.8, solo para piezas que no sean metálicas |
|
Ensayo de ciclos de temperatura |
punto 4.9, solo para piezas que no sean metálicas |
|
Ensayo de fugas del asiento |
punto 4.12 |
3.5. Reguladores de presión
3.5.1. Disposiciones relativas a la homologación de los reguladores de presión
3.5.1.1. Presión de trabajo máxima admisible (PTMA): 1,5 veces la presión de trabajo máxima admisible (PTMA) del depósito interno o presión máxima a la que está sujeta el componente.
3.5.1.2. Temperaturas de diseño
3.5.1.2.1. Temperatura externa: conforme al punto 1.3 de la parte 1.
3.5.1.2.2. Temperatura interna: como mínimo la que figura en el punto 1.3 de la parte 1.
3.5.1.3. Procedimientos de ensayo aplicables
|
Ensayo de presión |
punto 4.2 |
|
Ensayo de fugas externas |
punto 4.3 |
|
Ensayo de resistencia |
punto 4.4 (con 20 000 ciclos de funcionamiento) |
|
Resistencia a la corrosión |
punto 4.6, solo para piezas metálicas y para elequipo situado fuera de la caja estanca al gas |
|
Resistencia al calor seco |
punto 4.7, solo para piezas que no sean metálicas |
|
Envejecimiento por ozono |
punto 4.8, solo para piezas que no sean metálicas |
|
Ensayo de ciclos de temperatura |
punto 4.9, solo para piezas que no sean metálicas |
|
Ensayo de fugas del asiento |
punto 4.12 |
3.6. Sensores
3.6.1. Disposiciones relativas a la homologación de los sensores
3.6.1.1. Presión de trabajo máxima admisible (PTMA): 1,5 veces la presión de trabajo máxima admisible (PTMA) del depósito interno o presión máxima a la que está sujeta el componente.
3.6.1.2. Temperaturas de diseño
3.6.1.2.1. Si funcionan a temperatura ambiente: conforme al punto 1.3 de la parte 1.
3.6.1.2.2. Si funcionan a temperatura criogénica: temperatura de funcionamiento más baja: – 253 °C; temperatura máxima: +85 °C o + 120 °C, como se expone en el punto 1.3 de la parte 1.
3.6.1.3. Procedimientos de ensayo aplicables
|
Ensayo de presión |
punto 4.2, solo para el equipo en contacto directo con elhidrógeno |
|
Ensayo de fugas externas |
punto 4.3, solo para el equipo en contacto directo con elhidrógeno |
|
Resistencia a la corrosión |
punto 4.6, solo para piezas metálicas y para el equiposituado fuera de la caja estanca al gas |
|
Resistencia al calor seco |
punto 4.7 |
|
Envejecimiento por ozono |
punto 4.8, solo para piezas que no sean metálicas |
|
Ensayo de ciclos de temperatura |
punto 4.9, solo para piezas que no sean metálicas |
3.7. Conductos de combustible flexibles
3.7.1. Disposiciones relativas a la homologación de los conductos de combustible flexibles
3.7.1.1. El diseño, la fabricación y el control de los conductos de combustible flexibles criogénicos deberán ser conformes a la norma EN 12434.
3.7.1.2. Presión de trabajo máxima admisible (PTMA): 1,5 veces la presión de trabajo máxima admisible (PTMA) del depósito interno o presión máxima a la que está sujeta el componente.
3.7.1.3. Temperaturas de diseño
3.7.1.3.1. Si funcionan a temperatura ambiente: conforme al punto 1.3 de la parte 1.
3.7.1.3.2. Si funcionan a temperatura criogénica: temperatura de funcionamiento más baja: – 253 °C; temperatura máxima: +85 °C o + 120 °C, como se expone en el punto 1.3 de la parte 1.
3.7.1.4. Procedimientos de ensayo aplicables
|
Ensayo de presión |
punto 4.2 |
|
Ensayo de fugas externas |
punto 4.3 |
|
Resistencia a la corrosión |
punto 4.6, solo para piezas metálicas y para elequipo situado fuera de la caja estanca al gas |
|
Resistencia al calor seco |
punto 4.7, solo para piezas que no sean metálicas |
|
Envejecimiento por ozono |
punto 4.8, solo para piezas que no sean metálicas |
|
Ensayo de ciclos de temperatura |
punto 4.9, solo para piezas que no sean metálicas |
|
Ciclo de presión |
punto 4.10 |
3.8. Disposiciones relativas a los componentes eléctricos del sistema de hidrógeno
3.8.1. Evitar chispas eléctricas:
|
a) |
los dispositivos eléctricos que contengan hidrógeno estarán aislados de tal manera que no pase corriente a través de las piezas que contengan hidrógeno; |
|
b) |
el sistema eléctrico del dispositivo eléctrico estará aislado de la carrocería del vehículo; |
|
c) |
la resistencia de aislamiento del circuito eléctrico (a excepción de las baterías y las pilas de combustible), superará 1 kΩ por cada voltio de tensión nominal. |
3.8.2. En caso de que exista una toma de alimentación eléctrica para establecer una conexión eléctrica aislada y estanca, la conexión eléctrica estará sellada herméticamente.
4. PROCEDIMIENTOS DE ENSAYO
4.1. Disposiciones generales
4.1.1. Se efectuarán ensayos de fugas con gas a presión, como aire o nitrógeno que contenga, como mínimo, un 10 % de helio.
4.1.2. Podrá utilizarse agua u otro líquido a fin de obtener la presión necesaria para el ensayo de presión.
4.1.3. En todos los registros de los ensayos se indicará el tipo de medio de ensayo utilizado, en su caso.
4.1.4. El período de ensayo de los ensayos de fugas y de presión durará, como mínimo, tres minutos más que el tiempo de respuesta del sensor.
4.1.5. Todos los ensayos se efectuarán a temperatura ambiente, a menos que se especifique lo contrario.
4.1.6. Los distintos componentes se secarán correctamente antes del ensayo de fugas.
4.2. Ensayo de presión
4.2.1. Los componentes que contengan hidrógeno deberán soportar, sin presentar ningún signo visible de fugas o de deformación, una presión de ensayo de 1,5 veces su presión de trabajo máxima admisible (PTMA), con las salidas de la pieza de alta presión taponadas. A continuación se aumentará la presión de 1,5 a 3 veces la presión de trabajo máxima admisible (PTMA). El componente no deberá mostrar ningún signo visible de rotura o de grietas.
4.2.2. El sistema de suministro de presión deberá estar equipado con una válvula de cierre positivo y un manómetro, con un intervalo de presiones de entre un mínimo de 1,5 veces y un máximo de 2 veces la presión de ensayo, y la precisión del manómetro será del 1 % del intervalo de presiones.
4.2.3. Respecto a los componentes que requieran un ensayo de fugas, este se realizará antes del ensayo de presión.
4.3. Ensayo de fugas externas
4.3.1. El componente sometido a ensayo, conforme a lo descrito en el punto 4.4.3, a una presión del gas de entre 0 y su presión de trabajo máxima admisible (PTMA) no tendrá fugas por las juntas del vástago o del cuerpo u otras juntas, y no presentarán indicios de porosidad en la fundición.
El ensayo se efectuará con el mismo equipo en las condiciones siguientes:
4.3.2.1. a temperatura ambiente;
4.3.2.2. a la temperatura de funcionamiento mínima o a la temperatura del nitrógeno líquido después de un tiempo de acondicionamiento suficiente a dicha temperatura, a fin de garantizar la estabilidad térmica;
4.3.2.3. a la temperatura de funcionamiento máxima tras un tiempo de acondicionamiento suficiente a dicha temperatura, a fin de garantizar la estabilidad térmica.
4.3.3. Durante este ensayo, el equipo sometido al mismo deberá estar conectado a una fuente de presión de gas. En la tubería de alimentación de presión, deberá instalarse una válvula de cierre positivo y un manómetro, con un intervalo de presiones de entre un mínimo de 1,5 veces y un máximo de 2 veces la presión de ensayo, y la precisión del manómetro será del 1 % del intervalo de presiones. El manómetro se instalará entre la válvula de cierre positivo y la muestra sometida a ensayo.
4.3.4. Durante el ensayo, se verificará si se producen fugas en la muestra por medio de un agente tensioactivo, y no deberán formarse burbujas o bien deberá medirse un índice de fugas inferior a 10 cm3/hora.
4.4. Ensayo de resistencia
4.4.1. Un componente de hidrógeno deberá cumplir los requisitos aplicables al ensayo de fugas de los puntos 4.3 y 4.12 tras someterse al número de ciclos de funcionamiento especificados para dicho componente en los puntos 3.1 a 3.7 de la parte 3.
4.4.2. Los ensayos apropiados para las fugas externas y las fugas del asiento, descritos en los puntos 4.3 y 4.12, se efectuarán inmediatamente después del ensayo de resistencia.
4.4.3. El componente deberá estar firmemente conectado a una fuente presurizada de aire seco o de nitrógeno y estará sometida al número de ciclos especificados para ese componente específico en las secciones 3.1 a 3.7 de la parte 3. Un ciclo estará formado por una apertura y un cierre del componente en un período no inferior a 10 ± 2 segundos.
4.4.4. El componente deberá funcionar durante el 96 % del número de ciclos especificado, a temperatura ambiente y a la PTMA del componente. Durante el ciclo de cierre, se dejará disminuir la presión de salida del aparato de ensayo hasta el 50 % de la PTMA del componente.
4.4.5. El componente deberá funcionar durante el 2 % de los ciclos totales a la temperatura máxima del material (con arreglo al punto 1.3 de la parte 1) tras el suficiente tiempo de condicionamiento a dicha temperatura, a fin de garantizar la estabilidad térmica, y a la PTMA. El componente deberá cumplir los puntos 4.3 y 4.12 a la temperatura máxima adecuada para el material (con arreglo al punto 1.3 de la parte 1) una vez que hayan terminado los ciclos de alta temperatura.
4.4.6. El componente deberá funcionar durante el 2 % de los ciclos totales a la temperatura mínima del material (conforme al punto 1.3 de la parte 1), siempre que no sea inferior a la temperatura del nitrógeno líquido tras un tiempo de acondicionamiento suficiente a dicha temperatura, a fin de garantizar la estabilidad térmica, y a la PTMA del componente. El componente deberá cumplir los puntos 4.3 y 4.12 a la temperatura mínima adecuada para el material (con arreglo al punto 1.3 de la parte 1) una vez que hayan terminado los ciclos de baja temperatura.
4.5. Ensayo de funcionamiento
4.5.1. El ensayo de funcionamiento deberá realizarse conforme a las normas EN 13648-1 o EN 13648-2. Serán aplicables los requisitos específicos de la norma.
4.6. Ensayo de resistencia a la corrosión
4.6.1. Los componentes de hidrógeno metálicos deberán cumplir los ensayos de fugas mencionados en los puntos 4.3 y 4.12 tras haber sido sometidos a un ensayo de niebla salina de 144 horas de duración conforme a la norma ISO 9227, con todas las conexiones cerradas.
4.6.2. Los componentes de cobre o latón que contengan hidrógeno deberán cumplir los ensayos de fugas mencionados en los puntos 4.3 y 4.12 tras haber sido sometidos a una inmersión en amoniaco conforme a la norma ISO 6957, con todas las conexiones cerradas.
4.7. Ensayo de resistencia al calor seco
El ensayo se realizará con arreglo a la norma ISO 188. La muestra se expondrá al aire a una temperatura igual a la temperatura máxima de funcionamiento durante 168 horas. El cambio en la resistencia a la tracción no será superior a +25 %. El cambio del alargamiento a la rotura no superará los valores siguientes:
|
— |
aumento máximo del 10 %, |
|
— |
disminución máxima del 30 %. |
4.8. Ensayo de envejecimiento por ozono
4.8.1. El ensayo deberá cumplir la norma ISO 1431-1. La muestra, que deberá someterse a un esfuerzo de alargamiento del 20 %, se expondrá al aire a 40 °C, con una concentración de ozono de 50 partes por cada cien millones durante 120 horas.
4.8.2. No se permitirá ningún agrietamiento de la muestra.
4.9. Ensayo de ciclos de temperatura
Las piezas no metálicas que contengan hidrógeno deberán cumplir los ensayos de fugas mencionados en los puntos 4.3 y 4.12, tras haber sido sometidas a un ciclo de temperatura de 96 horas de duración, desde la temperatura mínima de funcionamiento hasta la temperatura máxima de funcionamiento, con un tiempo de ciclo de 120 minutos, a la presión de trabajo máxima admisible (PTMA).
4.10. Ensayo de ciclos de presión
4.10.1. Todo conducto de combustible flexibles deberá cumplir los requisitos aplicables al ensayo de fugas del punto 4.3 tras haber sido sometido a 6 000 ciclos de presión.
4.10.2. La presión pasará de la presión atmosférica a la presión de trabajo máxima admisible (PTMA) del depósito en menos de cinco segundos y, después de otro período de al menos cinco segundos, disminuirá hasta la presión atmosférica en menos de cinco segundos.
4.10.3. De conformidad con el punto 4.3, se efectuará un ensayo adecuado de fugas externas inmediatamente después del ensayo de resistencia.
4.11. Ensayo de compatibilidad con el hidrógeno
4.11.1. Se comprobará la compatibilidad con el hidrógeno, conforme a la norma ISO 11114-4.
4.11.2. Los materiales de los componentes en contacto con temperaturas criogénicas serán compatibles con las temperaturas criogénicas conforme a la norma EN 1252-1.
4.12. Ensayo de fugas del asiento
4.12.1. Los ensayos de fugas del asiento se efectuarán con muestras que hayan sido sometidas previamente al ensayo de fugas del asiento mencionado en el punto 4.3.
4.12.2. Los ensayos de fugas del asiento se realizarán con la entrada de la válvula de muestra conectada a una fuente de presión de gas, con la válvula en posición de cierre y con la salida abierta. En la tubería de alimentación de presión, deberá instalarse una válvula de cierre positivo y un manómetro, con un intervalo de presiones de entre un mínimo de 1,5 veces y un máximo de 2 veces la presión de ensayo, y la precisión del manómetro será del 1 % del intervalo de presiones. El manómetro se instalará entre la válvula de cierre positivo y la muestra sometida a ensayo. Mientras se aplica la presión de ensayo, correspondiente a la presión de trabajo máxima admisible (PTMA), se detectarán las fugas con la salida abierta sumergida en agua o mediante un caudalímetro instalado en la parte de entrada de la válvula sometida a ensayo. El caudalímetro deberá poder indicar, respecto al líquido de ensayo empleado, los flujos máximos de salida admisibles, con una precisión de +/– 1 %.
4.12.3. El asiento de una válvula de cierre positivo, en posición cerrada, no presentará fugas con un índice superior a 10 cm3/hora a ninguna presión del gas entre cero y la presión de trabajo máxima admisible (PTMA).
4.12.4. Las válvulas antirretorno, en posición cerrada, no presentarán fugas cuando estén sometidas a una presión aerostática de entre 50 kPa y su presión de trabajo máxima admisible (PTMA).
4.12.5. Si se utilizan como dispositivo de seguridad o conexiones/receptáculos de repostaje, las válvulas antirretorno no deberán presentar fugas con un índice superior a 10 cm3/hora durante el ensayo.
4.12.6. Los dispositivos de descarga de presión no deberán presentar fugas con un índice superior a 10 cm3/hora a ninguna presión del gas entre cero y la presión establecida menos un 10 %.
ANEXO IV
Requisitos de los componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno comprimido (en estado gaseoso) y su instalación en vehículos impulsados por hidrógeno
1. INTRODUCCIÓN
En el presente anexo se exponen los requisitos y los procedimientos de ensayo de los componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno comprimido (en estado gaseoso).
2. REQUISITOS GENERALES
2.1. El número de componentes de hidrógeno y de conexiones, así como la longitud de los conductos, serán los mínimos compatibles con la seguridad y el funcionamiento correcto del sistema de hidrógeno.
2.2. El fabricante velará por que los materiales utilizados en un componente o sistema de hidrógeno sean compatibles con el hidrógeno, así como con los aditivos y los contaminantes producidos previstos, y con las temperaturas y presiones previstas.
2.3. Mediante los ensayos de materiales de las partes 2 y 3, deberá demostrarse que el material es compatible con las condiciones de servicio definidas en el punto 2.7.
2.4. Clasificación de las presiones
Los componentes de hidrógeno se clasificarán respecto a su presión de trabajo nominal y su función conforme al artículo 1, apartados 2, 3 y 4.
2.5. El fabricante velará por que el intervalo de temperaturas sea conforme al punto 2.7.5.
2.6. La documentación y los informes de ensayo deberán estar lo suficientemente detallados como para que un laboratorio de ensayo independiente pueda reproducir los ensayos de homologación de tipo y los resultados de los ensayos.
2.7. Condiciones de servicio
A no ser que se indique lo contrario, en el presente anexo serán aplicables las condiciones de servicio siguientes.
2.7.1. Vida útil
El fabricante especificará la vida útil de los depósitos de hidrógeno, que podrá variar en función de su aplicación, pero en ningún caso será superior a veinte años.
2.7.2. Presión de trabajo
El fabricante del vehículo especificará la presión o las presiones de trabajo nominales de los componentes y el sistema de hidrógeno. En el caso de los componentes situados después del primer regulador de presión, también se especificará(n) la(s) PTMA.
Las PTMA será(n) igual(es) o superior(es) a la presión establecida para la protección contra la sobrepresión especificada en el punto 1.8 de la parte 1.
2.7.3. Superficies externas
Se observarán los efectos sobre las superficies externas de los componentes de hidrógeno una vez que hayan sido instalados, en relación con lo siguiente:
|
a) |
el agua, por inmersión intermitente o por salpicaduras de la carretera; |
|
b) |
la sal, debido al funcionamiento del vehículo cerca del mar o en sitios donde se utilice sal para el deshielo; |
|
c) |
las radiaciones ultravioletas y las radiaciones térmicas de la luz del sol; |
|
d) |
los impactos de grava; |
|
e) |
los disolventes, los ácidos y álcalis, y los fertilizantes; |
|
f) |
los líquidos de automoción, incluida la gasolina, los líquidos hidráulicos, el ácido de baterías, el glicol y los aceites; |
|
g) |
los gases de escape. |
2.7.4. Composición del gas
El gas de hidrógeno comprimido utilizado para los ensayos deberá ser un compuesto de hidrógeno con una pureza superior o igual a la de un gas de tipo I, grado A, tal como se especifica en la norma ISO/TS 14687-2.
2.7.5. Temperaturas
2.7.5.1. Temperaturas de los materiales
El intervalo de temperaturas de funcionamiento normal para los materiales utilizados en los componentes de hidrógeno oscilará entre –40 °C +85 °C, salvo si:
|
a) |
el fabricante del vehículo especifica una temperatura inferior a –40 °C; |
|
b) |
los componentes de hidrógeno están situados en un compartimento del motor de combustión interna o están expuestos directamente a la temperatura de funcionamiento de un motor de combustión interna, para el que el intervalo de temperaturas oscilará entre –40 °C y + 120 °C. |
2.7.5.2. Temperaturas del gas
La temperatura media del gas oscilará entre °C y +85 °C en condiciones normales, incluidos el llenado y la descarga, a menos que el fabricante del vehículo especifique una temperatura inferior a –40 °C.
2.7.6. Ciclos de llenado
El presente punto solo se aplica a los componentes de hidrógeno de clase 0.
2.7.6.1. Generalidades
El número de ciclos de llenado para los componentes de hidrógeno será de 5 000, excepto en los casos permitidos con arreglo a los puntos 2.7.6.2 y 2.7.6.3.
2.7.6.2. Número de ciclos de llenado si se instala un sistema de supervisión y control del uso
A condición de que un sistema de supervisión y control del uso esté instalado como parte del sistema de hidrógeno, el fabricante del vehículo podrá especificar un número de ciclos de llenado de los componentes de hidrógeno inferior a 5 000, pero no inferior a 1 000, que podrá variar con aplicaciones diferentes, basándose en el kilometraje de vida útil del diseño del vehículo y la autonomía con la capacidad de combustible máxima.
El sistema de supervisión y control del uso impedirá que se siga utilizando el vehículo cuando se supere el número especificado de ciclos de llenado hasta que los componentes de hidrógeno que hayan superado dicho valor sean sustituidos por nuevos componentes de hidrógeno.
El concepto de seguridad del sistema de supervisión y control del uso se aprobará de conformidad con el anexo VI.
2.7.6.3. Número reducido de ciclos de llenado
El fabricante del vehículo podrá especificar un número reducido de ciclos de llenado para los componentes de hidrógeno, calculado mediante la aplicación de la fórmula siguiente:
Número de ciclos de llenado, basado en veinte años de vida útil: 5 000
Vida útil del diseño: x años; x ≥ 1
Número reducido de ciclos de llenado: 1 000 + 200*x
Los componentes de hidrógeno se sustituirán antes de que superen su vida útil especificada.
2.7.7. Ciclos de trabajo
2.7.7.1. Generalidades
El número de ciclos de trabajo de los componentes de hidrógeno será de 50 000, salvo en los casos permitidos en los puntos 2.7.7.2 y 2.7.7.3.
2.7.7.2. Número de ciclos de trabajo si se instala un sistema de supervisión y control del uso
A condición de que un sistema de supervisión y control del uso esté instalado como parte del sistema de hidrógeno, el fabricante del vehículo podrá reducir el número de ciclos de trabajo de los componentes de hidrógeno a menos de 50 000, pero no a menos de 10 000, basándose en la vida útil del diseño del componente.
El sistema de supervisión y control del uso impedirá que se siga utilizando el vehículo cuando se supere el número especificado de ciclos de trabajo hasta que los componentes de hidrógeno que hayan superado dicho valor sean sustituidos por nuevos componentes de hidrógeno.
El concepto de seguridad del sistema de supervisión y control del uso se aprobará de conformidad con el anexo VI.
2.7.7.3. Número reducido de ciclos de trabajo
El fabricante de vehículo podrá especificar un número reducido de ciclos de trabajo para cada componente de hidrógeno, calculado mediante la aplicación de la fórmula siguiente:
Número de ciclos de trabajo, basado en veinte años de vida útil: 50 000
Vida útil del diseño: x años; x ≥ 1
Número reducido de ciclos de trabajo:
10 000 + 2 000*x
Los componentes de hidrógeno se sustituirán antes de que superen la vida útil especificada para ellos.
PARTE 1
Requisitos para la instalación de componentes y sistemas de hidrógeno diseñados para el uso de hidrógeno comprimido (en estado gaseoso) en vehículos impulsados por hidrógeno
1. REQUISITOS GENERALES
1.1. Se tomarán precauciones razonables para evitar fallos de otros circuitos que afecten al sistema de hidrógeno.
1.2. El sistema de hidrógeno se presurizará hasta la presión de trabajo nominal utilizando un 100 % de hidrógeno y se someterá a un ensayo de fugas, salvo el depósito, con un agente tensioactivo, sin que se formen burbujas durante 3 minutos, o con otro método cuya equivalencia haya quedado demostrada.
1.3. En caso de fuga o evacuación de hidrógeno, no se dejará que este se acumule en espacios cerrados o semicerrados.
1.4. Los componentes de hidrógeno que puedan tener fugas de hidrógeno y que vayan montados en el habitáculo o el maletero o en cualquier otro compartimento no ventilado deberán ir dentro de una caja estanca al gas, de conformidad con el punto 10, o se aplicará otra solución equivalente.
1.5. Se mantendrá una presión mínima de 0,2 MPa en el depósito o conjunto de depósitos a temperatura ambiente.
1.6. Todos los dispositivos de descarga de presión, los demás componentes de seguridad y los conductos de evacuación estarán protegidos, en la medida de lo razonable, contra las intervenciones no autorizadas.
1.7. Si falla la activación de la válvula automática, esta pasará al modo de funcionamiento más seguro para la aplicación en cuestión.
1.8. El sistema de hidrógeno situado después de un regulador de presión deberá estar protegido contra la sobrepresión que pudiera provocar una avería de dicho regulador. Si se utiliza un dispositivo de protección contra la sobrepresión, la presión establecida de dicho dispositivo será inferior o igual a la presión máxima de trabajo admisible para la sección correspondiente del sistema de hidrógeno.
1.9. Deberá disponerse de un sistema que detecte los fallos en ambos circuitos de un intercambiador de calor y que evite que el hidrógeno penetre en el otro circuito si la interconexión no puede soportar la pérdida de presión en uno de los dos circuitos.
2. INSTALACIÓN DE UN DEPÓSITO A BORDO DE UN VEHÍCULO
2.1. Un depósito o conjunto de depósitos puede cumplir funciones integradas del vehículo. Estará diseñado para cumplir los requisitos de las funciones integradas y los requisitos de los depósitos establecidos en la parte 2.
Un depósito o conjunto de depósitos que incluya dispositivos de seguridad deberá montarse y fijarse de tal manera que puedan absorberse las aceleraciones siguientes sin que se rompa la fijación o se aflojen los depósitos (se demostrará por ensayo o cálculo). La masa utilizada será representativa de un depósito o conjunto de depósitos totalmente equipado y lleno.
Vehículos de las categorías M1 y N1:
|
a) |
+/– 20 g en el sentido de la marcha |
|
b) |
+/– 8 g en el sentido perpendicular horizontalmente al sentido de la marcha |
Vehículos de las categorías M2 y N2:
|
a) |
+/– 10 g en el sentido de la marcha |
|
b) |
+/– 5 g en el sentido perpendicular horizontalmente al sentido de la marcha |
Vehículos de las categorías M3 y N3:
|
a) |
+/– 6,6 g en el sentido de la marcha |
|
b) |
+/– 5 g en el sentido perpendicular horizontalmente al sentido de la marcha |
2.3. Las disposiciones del punto 2.2 no se aplicarán si el vehículo es homologado de acuerdo con las Directivas 96/27/CE y 96/79/CE.
2.4. Los dispositivos de descarga de presión, de acuerdo con el punto 5, constituirán el sistema de protección contra el fuego de un depósito o conjunto de depósitos para evitar su rotura. El aislamiento térmico u otras medidas protectoras no influirán en la respuesta y el funcionamiento de los dispositivos de descarga de presión.
2.5. No se instalará un depósito o conjunto de depósitos sin camisa metálica en el habitáculo, el maletero u otros lugares en los que la ventilación sea insuficiente, salvo que vaya integrado en un sistema que garantice la evacuación del hidrógeno permeado fuera del vehículo, por ejemplo, instalándolo en una caja estanca al gas de acuerdo con el punto 10.
3. SISTEMA DE ALMACENAMIENTO EXTRAÍBLE
3.1. Los componentes de un sistema de hidrógeno que estén en un sistema de almacenamiento extraíble deberán cumplir todos los requisitos del presente Reglamento, en la misma medida que si el sistema de hidrógeno estuviera instalado permanentemente en el vehículo.
3.2. Un sistema de almacenamiento extraíble podrá extraerse del vehículo para el llenado. El depósito o conjunto de depósitos y los componentes de hidrógeno que constituyan el sistema de almacenamiento extraíble estarán instalados de forma permanente en este último.
3.3. Los componentes del depósito o conjunto de depósitos que constituyan el sistema de almacenamiento extraíble deberán estar protegidos contra posibles daños durante las operaciones de instalación, extracción, almacenamiento y manipulación.
3.4. Se adoptarán medidas eficaces para evitar extracciones no autorizadas del sistema de almacenamiento extraíble.
3.5. Habrá una única interconexión para el paso del hidrógeno entre el sistema de almacenamiento extraíble y la parte del sistema de hidrógeno instalado permanentemente en el vehículo. La presión de trabajo nominal del sistema de hidrógeno en la interconexión será inferior o igual a 3,0 MPa.
3.6. Al instalar el sistema de almacenamiento extraíble en el vehículo, la conexión con la parte del sistema de hidrógeno instalada de manera permanente en el vehículo deberá hacerse sin herramientas y cumplir los requisitos de los puntos 1.2 y 2.2.
3.7. Al desconectar el sistema de almacenamiento extraíble, el volumen de hidrógeno liberado no podrá exceder de 200 Ncm3 ni liberarse cerca de una fuente potencial de ignición. Se evitará la acumulación de hidrógeno como consecuencia de desconexiones sucesivas.
3.8. La parte del conector del sistema de almacenamiento extraíble instalada permanentemente en el vehículo tendrá un diseño exclusivo para el tipo de vehículo aplicable y no será compatible con las boquillas estándar de llenado de hidrógeno u otros combustibles en estado gaseoso.
3.9. Se impedirá el flujo de hidrógeno a partir de un sistema de almacenamiento extraíble cuya presión máxima de trabajo admisible sea superior a la de la parte permanente del sistema de hidrógeno del vehículo.
3.10. Las válvulas automáticas montadas en los depósitos o conjuntos de depósitos no podrán abrirse cuando el sistema de almacenamiento extraíble no esté conectado correctamente a la sección del sistema de hidrógeno del vehículo montada de manera permanente. Antes de permitir la apertura de las válvulas automáticas, el sistema de interconexión de un vehículo deberá comprobar que el sistema de almacenamiento extraíble esté conectado correctamente al vehículo. Asimismo, antes de permitir la apertura de dichas válvulas automáticas, el sistema de interconexión del vehículo verificará también que el sistema de almacenamiento extraíble sea compatible con el sistema de hidrógeno del vehículo.
3.11. Solo será posible desconectar o extraer el sistema de almacenamiento extraíble cuando la válvula automática montada en un depósito o conjunto de depósitos esté en posición cerrada y no esté funcionando ninguna fuente de combustión, por ejemplo, los calentadores del vehículo.
3.12. Se impedirá el uso del sistema de hidrógeno si se produce un fallo parcial o total del conector del sistema de almacenamiento extraíble o de los conectores eléctricos entre el sistema de almacenamiento extraíble y el vehículo que pueda afectar a la seguridad del sistema de hidrógeno.
3.13. Las operaciones de instalación y extracción del sistema de almacenamiento extraíble estarán ilustradas en una etiqueta pegada al vehículo cerca del lugar de instalación de dicho sistema. La etiqueta indicará también la presión de trabajo nominal del depósito o conjunto de depósitos y del conector del sistema de almacenamiento extraíble.
3.14. Se pegará una etiqueta en el sistema de almacenamiento extraíble que indicará la presión de trabajo nominal de su conector y del depósito o conjunto de depósitos.
3.15. En el sistema de almacenamiento extraíble se indicará también el número de homologación de tipo CE del vehículo.
4. VÁLVULAS AUTOMÁTICAS O VÁLVULAS ANTIRRETORNO PARA AISLAR UN DEPÓSITO O CONJUNTO DE DEPÓSITOS O UN SISTEMA DE PROPULSIÓN
4.1. Se utilizarán válvulas de cierre automático, de conformidad con el anexo VI, punto 6, del Reglamento (CE) no 79/2009, y estas estarán cerradas en vacío. Si se utiliza un conjunto de depósitos, la válvula se montará directamente sobre un depósito o dentro de él.
4.2. Las conexiones o los receptáculos de repostaje se utilizarán de conformidad con el anexo VI, punto 4, del Reglamento (CE) no 79/2009. Si se utiliza un conjunto de depósitos, la válvula se montará directamente sobre un depósito o dentro de él.
4.3. Si en el depósito o conjunto de depósitos se utiliza un solo conducto para el llenado y la alimentación de combustible, la bifurcación entre el conducto de llenado y el de alimentación deberá fijarse de la manera indicada en el punto 4.2 sobre el conducto de llenado.
4.4. En caso de rotura de los conductos de llenado o alimentación de combustible, las válvulas de aislamiento mencionadas en los puntos 4.1 y 4.2 no se separarán del depósito o conjunto de depósitos.
4.5. La(s) válvula(s) automática(s) que aísla(n) cada depósito o conjunto de depósitos se cerrará(n) en caso de un funcionamiento defectuoso del sistema de hidrógeno que dé lugar a un escape de hidrógeno o a una fuga grave entre el depósito o conjunto de depósitos y el (los) sistema(s) de conversión de hidrógeno.
4.6. Una válvula automática garantizará la seguridad del flujo de combustible hacia el sistema de propulsión. Esta válvula interrumpirá el suministro de hidrógeno al sistema de propulsión cuando este se apague, independientemente de la posición del mando de activación, y no lo restablecerá hasta que se haga funcionar dicho sistema.
4.7. Una válvula automática garantizará la seguridad del flujo de combustible hacia otro(s) sistema(s) de conversión de hidrógeno. Esta válvula interrumpirá el suministro de hidrógeno cuando se apague el sistema de conversión de hidrógeno respectivo, independientemente de la posición del mando de activación, y no lo restablecerá hasta que se haga funcionar dicho sistema.
5. DISPOSITIVOS DE DESCARGA DE PRESIÓN
5.1. A efectos de los depósitos diseñados para hidrógeno comprimido (en estado gaseoso), el dispositivo de descarga de presión es un dispositivo de activación térmica sin vuelta a la posición cerrada que evita que el depósito se rompa por el efecto del fuego.
5.2. Se instalará directamente un dispositivo de descarga de presión en la entrada del depósito, o de al menos uno de ellos en el caso de un conjunto de depósitos, o en la apertura de una válvula instalada en un depósito, de manera que descargue el hidrógeno en una salida atmosférica que lo evacue hacia el exterior del vehículo.
5.3. El funcionamiento normal o el fallo de otro componente no podrán aislar el dispositivo de descarga de presión del depósito que protege.
5.4. La descarga de gas hidrógeno a través del dispositivo de descarga de presión no se hará:
|
a) |
hacia terminales eléctricos sin proteger, interruptores eléctricos sin proteger u otras fuentes de ignición; |
|
b) |
dentro del habitáculo o del maletero o hacia ellos; |
|
c) |
dentro del hueco de la rueda de repuesto o hacia él; |
|
d) |
hacia ningún componente de clase 0; |
|
e) |
por delante del vehículo, ni horizontalmente a partir de las partes trasera o laterales del vehículo. |
5.5. Las dimensiones internas del paso de evacuación no impedirán el funcionamiento del dispositivo de descarga de presión.
5.6. En la medida de lo razonable, el paso de evacuación del dispositivo de descarga de presión deberá estar protegido para que no se obstruya, por ejemplo con suciedad o hielo, y para que no entre agua.
5.7. La salida del dispositivo de descarga de presión estará orientada de manera que, si el paso de evacuación se separa del dispositivo, el flujo de gas no afecte directamente a otros depósitos o conjuntos de depósitos, salvo si están protegidos.
6. VÁLVULAS DE DESCARGA DE PRESIÓN
6.1. Si se utiliza una válvula de descarga de presión, se instalará de manera que descargue el hidrógeno en una salida atmosférica que lo evacue hacia el exterior del vehículo.
6.2. El funcionamiento normal o el fallo de otro componente no podrán aislar el dispositivo de descarga de presión de los componentes de hidrógeno o de la sección del sistema de hidrógeno que protege.
6.3. La descarga de gas de hidrógeno a través de las válvulas de descarga de presión no se hará:
|
a) |
hacia terminales eléctricos sin proteger, interruptores eléctricos sin proteger u otras fuentes de ignición; |
|
b) |
dentro del habitáculo o del maletero o hacia ellos; |
|
c) |
dentro del hueco de la rueda de repuesto o hacia él; |
|
d) |
hacia ningún componente de clase 0. |
6.4. En la medida de lo razonable, la válvula de descarga de presión deberá estar protegida para que no se obstruya, por ejemplo, con suciedad o hielo, y para que no entre agua.
7. CONDUCTOS DE COMBUSTIBLE RÍGIDOS Y FLEXIBLES
7.1. Los conductos de combustible rígidos se fijarán de tal manera que no estén sometidos a vibraciones críticas u otros esfuerzos.
7.2. Los conductos de combustible flexibles se fijarán de tal manera que no estén sometidos a tensiones de torsión ni a abrasiones.
7.3. Los conductos de combustible rígidos y flexibles estarán diseñados de tal manera que se minimicen, en la medida de lo razonable, las tensiones que sufren cuando se montan o se desmontan los componentes de hidrógeno contiguos a ellos.
7.4. Los conductos de combustible rígidos y flexibles se dispondrán de manera que se evite la corrosión galvánica e intersticial en los puntos de fijación.
7.5. Los conductos de combustible rígidos y flexibles se montarán de manera que se minimice el riesgo de que se dañen accidentalmente, ya sea dentro del vehículo, por ejemplo, al colocar o mover el equipaje u otros bultos, o fuera del vehículo, por ejemplo, al circular por terreno accidentado, utilizar el gato, etc.
7.6. En los pasos a través de la carrocería o de otros componentes de hidrógeno, los conductos de combustible estarán protegidos por arandelas u otros sistemas de protección.
7.7. Si se instalan accesorios en el habitáculo o un maletero cerrado, los conductos de combustible y los accesorios deberán ir dentro de una manga que cumpla los requisitos especificados en el punto 10 para la caja estanca al gas.
8. ACCESORIOS ENTRE LOS COMPONENTES DE HIDRÓGENO
8.1. El fabricante del vehículo se asegurará de que en los accesorios se utilicen materiales resistentes a la corrosión galvánica e intersticial.
8.2. El número de juntas se limitará al mínimo.
8.3. A efectos de inspección, el fabricante prescribirá los medios de ensayo de fugas de las juntas. Si se prescriben ensayos de fugas con un agente tensioactivo, las juntas deberán estar en lugares accesibles.
9. SISTEMA DE LLENADO
9.1. El receptáculo estará garantizado contra acoplamientos incorrectos y rotaciones. Asimismo, estará protegido contra las intervenciones no autorizadas y la entrada, en la medida de lo razonable, de suciedad y agua, por ejemplo, mediante una tapa con cerrojo. Estará protegido también contra errores de manipulación razonablemente previsibles.
9.2. El receptáculo estará instalado de manera que el acceso para el llenado no esté en el habitáculo, el maletero o cualquier otro compartimento sin ventilación.
9.3. El receptáculo no se montará en ningún elemento externo de absorción de energía, por ejemplo, los parachoques.
9.4. La presión de trabajo nominal del receptáculo será igual a la presión de trabajo nominal de los componentes de hidrógeno de clase 0 que estén situados antes del primer regulador de presión, incluido este último.
9.5. Durante el llenado no estarán funcionando el sistema de propulsión ni el (los) sistema(s) de conversión de hidrógeno, salvo los dispositivos de seguridad, y el vehículo estará inmovilizado.
9.6. Se colocarán etiquetas cerca del receptáculo, por ejemplo en el interior de la tapa de llenado, que indiquen la información siguiente:
H2 gas
«xx» MPa
donde «xx» = presión de trabajo nominal del (de los) depósito(s).
10. CAJA ESTANCA AL GAS
10.1. La caja estanca al gas se evacuará hacia el exterior.
10.2. En la medida de lo razonable, la apertura de ventilación de la caja estanca al gas estará situada en el punto más elevado de esta última una vez instalada en el vehículo. La evacuación no se hará en un guardabarros ni estará orientada a una fuente de calor, como el tubo de escape. Asimismo, la evacuación se hará de manera que el hidrógeno no pueda penetrar en el vehículo.
10.3. Las conexiones eléctricas y los componentes situados en la caja estanca al gas se diseñarán de forma que no se produzcan chispas.
10.4. Durante el ensayo, el conducto de evacuación estará cerrado herméticamente y la caja estanca al gas deberá cumplir los requisitos sobre fugas del punto 1.2 a una presión de 0,01 MPa, sin que se produzcan deformaciones permanentes.
10.5. Todo sistema de conexión se fijará mediante abrazaderas, u otros medios, a la caja o manga estancas al gas y al pasapanel para asegurarse de que las juntas cumplen los requisitos sobre fugas del punto 10.4.
11. INSTALACIÓN ELÉCTRICA
11.1. Los componentes eléctricos del sistema de hidrógeno estarán protegidos contra las sobrecargas.
11.2. Las conexiones de suministro de corriente estarán aisladas contra la entrada de hidrógeno cuando haya presencia de componentes de hidrógeno o exista riesgo de fugas de hidrógeno.
12. SISTEMAS DE SEGURIDAD INSTRUMENTADOS
12.1. Los sistemas de seguridad instrumentados serán a prueba de fallos o redundantes.
12.2. Si los sistemas de seguridad instrumentados son sistemas electrónicos a prueba de fallos o autocontrolados, se aplicarán los requisitos especiales de acuerdo con el anexo VI.
13. REQUISITOS PARA LA INSPECCIÓN DEL SISTEMA DE HIDRÓGENO
13.1. Cada sistema de hidrógeno será inspeccionado al menos cada 48 meses después de la fecha de su puesta en servicio y con motivo de toda reinstalación.
13.2. La inspección la efectuará un servicio técnico, de acuerdo con las instrucciones del fabricante establecidas en el anexo I, parte 3.
PARTE 2
Requisitos de los depósitos de hidrógeno diseñados para el uso de hidrógeno comprimido (en estado gaseoso)
1. INTRODUCCIÓN
En esta parte se establecen los requisitos y los procedimientos de ensayo aplicables a los depósitos de hidrógeno diseñados para el uso de hidrógeno comprimido (en estado gaseoso)
1.1. Tipos de depósitos
Los depósitos se clasificarán por tipos, según el tipo de construcción, tal como se establece en el anexo IV, punto 1, del Reglamento (CE) no 79/2009.
2. REQUISITOS GENERALES
2.1. El fabricante tiene libertad en cuanto a la forma del depósito a condición de que cumpla todas las disposiciones aplicables que se establecen en el punto 3.
2.2. Conjunto de depósitos
2.2.1. Un tipo de conjunto de depósitos será homologado como un tipo de depósito si tanto el conjunto de depósitos como los depósitos que lo componen están homologados de acuerdo con las disposiciones establecidas en los puntos 3 y 4.
2.2.2. A modo de alternativa, un tipo de conjunto de depósitos será homologado como un tipo de depósito si el conjunto de depósitos cumple las disposiciones establecidas en los puntos 3 y 4. Los depósitos que componen el conjunto de depósitos no necesitan cumplir todas las disposiciones establecidas en los puntos 3 y 4 si dicho conjunto cumple todas las disposiciones de los citados puntos 3 y 4 relativas al tipo de materiales y al método de construcción utilizado.
2.2.3. No obstante los requisitos de los puntos 2.2.1 y 2.2.2, un conjunto de depósitos deberá cumplir los requisitos de los puntos 4.2.4 (ensayo de fuego), 4.2.10 (ensayo de daños por impacto) y 4.2.11 (ensayo de fugas).
2.2.4. Se permitirá un máximo de 4 depósitos por conjunto.
2.2.5. En un conjunto de depósitos no podrán utilizarse conductos de combustible flexibles como conductos de combustible de interconexión integral.
3. REQUISITOS TÉCNICOS
3.1. Requisitos generales
Los depósitos deberán cumplir los requisitos técnicos especificados en los puntos 3.2 a 3.11.
3.2. Protección contra el fuego
Los dispositivos de descarga de presión del depósito y cualquier material aislante o protector añadido protegerán colectivamente el depósito contra el riesgo de rotura si queda expuesto al fuego. Se especificará la disposición del sistema de protección contra el fuego.
3.3. Rosca de la boca
Podrán utilizarse roscas rectas o cónicas en las bocas de todos los tipos de depósitos. Las roscas deberán cumplir una norma internacional o nacional reconocida.
3.4. Protección ambiental externa
El proceso de aplicación de cualquier revestimiento a los depósitos no afectará a las propiedades mecánicas del depósito. El revestimiento facilitará la posterior inspección en servicio y el fabricante dará instrucciones sobre su tratamiento durante las inspecciones para garantizar la integridad permanente del depósito.
3.5. Requisitos sobre materiales
3.5.1. Generalidades
Los materiales utilizados deberán cumplir las condiciones de servicio especificadas en el punto 2.7. No se pondrán en contacto materiales incompatibles.
3.5.2. Acero
3.5.2.1. Los aceros para depósitos y camisas deberán cumplir los requisitos sobre materiales de los apartados 6.1 a 6.4 de la norma ISO 9809-1 o de los apartados 6.1 a 6.3 de la norma ISO 9809-2, según proceda.
3.5.2.2. Los aceros inoxidables para depósitos y camisas deberán ser conformes con los apartados 4.1 a 4.4 de la norma EN 1964-3.
3.5.2.3. Los aceros inoxidables soldados para camisas de depósitos de tipo 3 serán conformes con los apartados 4.1 a 4.3 de la norma EN 13322-2, según proceda.
3.5.3. Aleación de aluminio
3.5.3.1. Las aleaciones de aluminio para depósitos y camisas serán conformes con los requisitos sobre materiales de los apartados 6.1 y 6.2 de la norma ISO 7866.
3.5.3.2. Las aleaciones de aluminio soldadas para camisas de depósitos de tipo 3 serán conformes con los apartados 4.2 y 4.3 de la norma EN 12862.
3.5.4. Materiales de camisas de plástico
El material para camisas de plástico puede ser termoestable o termoplástico.
3.5.5. Fibras
El fabricante del depósito conservará archivados durante la vida prevista del diseño del depósito las especificaciones publicadas sobre materiales compuestos, incluidos los principales resultados de ensayo, a saber, el ensayo de tracción, las recomendaciones del fabricante sobre el almacenamiento del material, las condiciones y la vida útil.
El fabricante del depósito conservará archivada, durante la vida prevista de cada lote de depósitos, la certificación del fabricante de las fibras de que cada envío es conforme con sus especificaciones del producto.
3.5.6. Resinas
El material polimérico para la impregnación de las fibras podrá ser de resina termoestable o termoplástica.
3.6. Coeficientes de presión de rotura
Los coeficientes mínimos de presión de rotura, es decir, la presión real mínima de rotura del depósito dividida por su presión de trabajo nominal, no serán inferiores a los indicados en el cuadro IV.3.6.
Cuadro IV.3.6
Coeficientes mínimos de presión de rotura
|
|
Tipo de depósito |
||||
|
Construcción |
Tipo 1 |
Tipo 2 |
Tipo 3 |
Tipo 4 |
|
|
Todo de metal |
2,25 |
|
|
|
|
|
Recubrimiento |
Vidrio |
|
2,4 |
3,4 |
3,5 |
|
Aramida |
|
2,25 |
2,9 |
3,0 |
|
|
Carbono |
|
2,25 |
2,25 |
2,25 |
|
|
Híbrido |
|
||||
3.7. Requisitos de fabricación del depósito
3.7.1. Depósitos de tipo 1
No se utilizará un proceso de embutición para cerrar los extremos de los depósitos de aleación de aluminio. Los extremos de los depósitos que se hayan cerrado por embutición serán inspeccionados mediante evaluación no destructiva o técnicas equivalentes. No se añadirá metal en el proceso de cierre de los extremos. Se examinará cada depósito antes de las operaciones de embutición de los extremos para determinar el espesor y el acabado de superficie.
Después de la embutición de los extremos, los depósitos se someterán a tratamiento térmico hasta el intervalo de dureza especificado para el diseño. No se permiten los tratamientos térmicos localizados.
Los eventuales anillos de cuello, anillos de base o elementos de soporte serán de materiales compatibles con el del depósito y se fijarán sólidamente mediante un método que no sea soldeo de fusión, soldeo duro o soldeo blando.
3.7.2. Depósitos de tipo 2, 3 y 4
3.7.2.1. Bobinado de filamento compuesto
Cuando se fabriquen depósitos compuestos a partir de una camisa recubierta de bobinados de filamentos continuos, las operaciones de bobinado estarán sometidas a un control informático o mecánico. Durante el bobinado, los principales parámetros se supervisarán, se mantendrán dentro de los márgenes de tolerancia especificados y se documentarán en un registro sobre el bobinado. Los principales parámetros son:
|
a) |
el tipo de fibra, incluido el peso en gramos de mil metros de hilo, y la clasificación por tamaño; |
|
b) |
el número de haces de fibra por ancho de banda; |
|
c) |
el tipo de resina y el coeficiente de mezcla de componentes de resina; |
|
d) |
la forma de impregnación y la fracción de peso o volumen de resina o de fibra; |
|
e) |
la referencia del programa de bobinado y el ángulo de bobinado; |
|
f) |
el número de rotaciones de bobinado circular; |
|
g) |
el número de ciclos de bobinado helicoidal (solo en depósitos de tipo 3 y 4); |
|
h) |
el ancho de banda; |
|
i) |
la tensión de bobinado; |
|
j) |
la velocidad de bobinado; |
|
k) |
la temperatura de la resina. |
3.7.2.2. Endurecimiento de las resinas termoestables
Terminado el bobinado del filamento, las resinas termoestables se endurecerán mediante calor utilizando un perfil tiempo-temperatura predeterminado y controlado. Durante el endurecimiento se documentará la variación tiempo-temperatura.
La temperatura y el tiempo de endurecimiento máximos de los depósitos con camisas de aleación de aluminio serán inferiores a la temperatura y el tiempo de endurecimiento que afecten negativamente a las propiedades del metal.
En los depósitos de tipo 4, la temperatura de endurecimiento de las resinas termoestables será como mínimo 10 °C inferior a la temperatura de reblandecimiento de la camisa de plástico.
3.7.2.3. Pretensado
Si se utiliza, el pretensado se efectuará antes del ensayo hidráulico. La presión de pretensado deberá encontrase dentro de los límites establecidos por el fabricante.
3.7.2.4. Camisas metálicas
El soldeo de las camisas de acero inoxidable deberá ser conforme con los apartados 6.1, 6.2 y 6.4 de la norma EN 13322-2. El soldeo de las camisas de aleaciones de aluminio deberá ser conforme con los apartados 4.1.2 y 6.1 de la norma EN 12862.
3.8. Marcado de los depósitos
El fabricante colocará marcas claras permanentes de un tamaño de letra no inferior a 6 mm de altura en cada depósito y, en su caso, en la superficie externa de un grupo de depósitos encapsulados de manera permanente. El marcado se hará mediante etiquetas incorporadas a los revestimientos de resina, etiquetas adhesivas, estampados a baja presión en los extremos engrosados de los depósitos de tipo 1 y 2, o cualquier combinación de los tipos de marcado citados. Las etiquetas adhesivas y su aplicación serán conformes con la norma ISO 7225 u otra norma equivalente. Se permiten etiquetas múltiples, que deberán colocarse de modo que no queden tapadas por los soportes de montaje. Asimismo, además del marcado de homologación de tipo CE de un componente establecido en el anexo II, parte 3, cada depósito homologado de conformidad con el presente Reglamento deberá estar marcado con los datos siguientes claramente legibles:
|
a) |
el nombre del fabricante; |
|
b) |
un número de serie único para cada depósito; |
|
c) |
una etiqueta conforme a lo establecido en el anexo V, punto 3.2; |
|
d) |
la presión de trabajo nominal (MPa) a 15 °C; |
|
e) |
el año y el mes de fabricación, por ejemplo, 2009/01; |
|
f) |
«NO UTILIZAR DESPUÉS DE aaaa/mm», donde aaaa/mm se refiere al año y al mes de fabricación más la vida de servicio homologada del depósito; no obstante, aaaa/mm puede basarse en la fecha de expedición del depósito por el fabricante, a condición de que el depósito haya sido almacenado en un sitio seco sin presión interna; |
|
g) |
«Número de ciclos de llenado: xxxxx», donde xxxxx es el número de ciclos de llenado de acuerdo con el punto 2.7.6. |
3.9. Requisitos del ensayo de lotes
3.9.1. Ensayo de lotes
3.9.1.1. Generalidades
El fabricante someterá a ensayo lotes de depósitos acabados que sean representativos de la producción normal. Los depósitos acabados que vayan a someterse a ensayo se escogerán de manera aleatoria en cada lote. Un lote no deberá exceder de 200 depósitos acabados, además de los depósitos acabados que vayan a someterse a ensayos destructivos, o un turno de producción sucesiva si representa una cantidad superior.
La frecuencia de ensayo de lotes puede reducirse de la manera siguiente:
|
a) |
Si en 10 lotes sucesivos, ninguno de los depósitos presenta fugas o se rompe tras 1,5 veces el número de ciclos exigido, el ensayo cíclico de presión puede reducirse a uno de cada 5 lotes. Si uno de los depósitos sometidos a ensayo no cumple el requisito de aguantar 1,5 veces el número de ciclos de presión, deberán someterse a ensayo los 5 lotes siguientes para restablecer la frecuencia de ensayo reducida. |
|
b) |
Si en 10 lotes de depósitos sucesivos, ninguno de los depósitos presenta fugas o se rompe tras 2 veces el número de ciclos exigido, el ensayo cíclico de presión podrá reducirse a uno de cada 10 lotes. Si uno de los depósitos sometidos a ensayo no cumple el requisito de aguantar 2 veces el número de ciclos de presión, deberán someterse a ensayo los 10 lotes siguientes para restablecer la frecuencia de ensayo reducida. |
|
c) |
Si transcurren más de 3 meses desde el último ensayo cíclico de presión de un lote, para mantener la frecuencia reducida se someterá a un ensayo de esfuerzo un depósito del lote de producción siguiente. |
Deberán efectuarse los siguientes ensayos de lotes:
|
a) |
Se someterá un depósito acabado al ensayo cíclico de presión a temperatura ambiente con la frecuencia indicada en el punto 3.9.1.2. |
|
b) |
Se someterán a los ensayos especificados en el cuadro IV.3.9 un depósito acabado, una camisa o una muestra de ensayo tratada térmicamente que sea representativa de los depósitos o las camisas. |
|
c) |
Se someterá un depósito acabado al ensayo de rotura. Si el depósito acabado supera el ensayo cíclico de presión a temperatura ambiente, podrá someterse el mismo depósito al ensayo de rotura. |
|
d) |
Si se utiliza un revestimiento de protección ambiental externo, por ejemplo, pintura/revestimiento orgánico, se someterá un depósito acabado o una muestra de ensayo representativa del lote al ensayo de lotes de revestimiento. |
Si se somete a ensayo un número de depósitos superior al exigido, se documentarán todos los resultados.
Todos los depósitos representados en el ensayo realizado sobre un lote que no cumpla los requisitos especificados deberán someterse a los procedimientos indicados en el punto 3.9.2.
Cuadro IV.3.9
Ensayos de lotes
|
Ensayo y referencia |
Aplicable al tipo de depósito |
Valor de diseño especificado |
Valor de ensayo |
||||
|
1 |
2 |
3 |
4 |
||||
|
Ensayo de tracción |
|
|
|
|
|
|
|
|
Ensayo de impacto Charpy |
|
|
|
|
|
|
|
|
Ensayo de curvado |
|
|
|
|
|
|
|
|
Examen macroscópico |
|
|
|
|
|
|
|
|
4.1.2. |
Ensayo de temperatura de reblandecimiento |
|
|
|
|
|
|
|
4.1.6. |
Ensayo de lotes de revestimiento |
|
|
|
|
|
|
|
4.2.1. |
Ensayo de rotura |
|
|
|
|
|
|
|
4.2.2. |
Ensayo cíclico de presión a temperatura ambiente |
|
|
|
|
|
|
|
4.2.11. |
Ensayo de fugas) |
|
|
|
|
|
|
|
4.2.13. |
Ensayo de par del inserto |
|
|
|
|
|
|

























3.9.1.2. Frecuencia del ensayo cíclico de presión a temperatura ambiente
Los depósitos acabados se someterán a ensayos cíclicos de presión a temperatura ambiente con la frecuencia de ensayo definida a continuación:
|
a) |
Un depósito de cada lote será sometido a ciclos de presión durante 3,0 veces el número de ciclos de llenado, de acuerdo con el punto 2.7.6. |
|
b) |
Si en 10 lotes de depósitos de producción sucesiva, ninguno de los depósitos contemplados en la letra a) que se sometan a ciclos de presión presenta fugas o se rompe en 4,5 veces el número de ciclos de llenado, de acuerdo con el punto 2.7.6, el ensayo cíclico de presión podrá reducirse a un depósito por cada 5 lotes de producción y el depósito se seleccionará en el primero de los 5 lotes. |
|
c) |
Si en 10 lotes de depósitos de producción sucesiva, ninguno de los depósitos contemplados en la letra a) que se sometan a ciclos de presión presenta fugas o se rompe en 6,0 veces el número de ciclos de llenado, de acuerdo con el punto 2.7.6, el ensayo cíclico de presión podrá reducirse a un depósito por cada 10 lotes de producción y el depósito se seleccionará en el primero de los 10 lotes. |
|
d) |
Si transcurren más de 3 meses desde el último lote de producción, para mantener la frecuencia reducida de ensayos de lotes indicada en las letras b) o c) se someterá al ensayo cíclico de presión un depósito del siguiente lote de producción. |
|
e) |
Si alguno de los depósitos sometidos a la frecuencia reducida de ensayo cíclico de presión contemplada en las letras b) o c) no supera 3,0 veces el número de ciclos de llenado de acuerdo con el punto 2.7.6, se restablecerá la frecuencia de ensayo cíclico de presión de lotes contemplada en la letra a) durante al menos 10 lotes de producción para restablecer la frecuencia reducida de ensayo cíclico de presión de lotes contemplada en las letras b) o c). |
|
f) |
Si alguno de los depósitos señalados en las letras a), b) o c) no supera 3,0 veces el número de ciclos de llenado de acuerdo con el punto 2.7.6, se determinará la causa del fallo y se corregirá con arreglo a los procedimientos descritos en el punto 3.9.2. El ensayo cíclico de presión se repetirá entonces con 3 depósitos adicionales de ese lote. Si alguno de los 3 depósitos adicionales no supera 3,0 veces el número de ciclos de llenado, de conformidad con el punto 2.7.6, se rechazará el lote. El fabricante demostrará que los depósitos producidos desde el último ensayo de un lote satisfactorio cumplen todos los requisitos del ensayo de lotes. |
3.9.2. Incumplimiento de los requisitos de ensayo
En caso de incumplimiento de los requisitos de ensayo, se repetirán los ensayos o se aplicará un tratamiento de recalentamiento y se repetirán los ensayos de la manera siguiente:
|
a) |
En caso de fallo manifiesto al realizar un ensayo o de error de medición, se realizará un ensayo adicional. Si el resultado de dicho ensayo es satisfactorio, se ignorará el primer ensayo. |
|
b) |
Si el ensayo se ha realizado de forma satisfactoria, se determinará la causa de fallo del ensayo. |
Si se considera que el fallo se debe al tratamiento térmico aplicado, el fabricante podrá someter todos los depósitos del lote a otro tratamiento térmico.
Si el fallo no se debe al tratamiento térmico aplicado, todos los depósitos defectuosos identificados serán rechazados o reparados mediante un método homologado. Se considerará que los depósitos no rechazados constituyen un nuevo lote.
En ambos casos, se repetirán todos los ensayos de prototipos o de lotes necesarios para demostrar la aceptabilidad del nuevo lote. Si al menos uno de los ensayos no es satisfactorio, aunque sea parcialmente, se rechazarán todos los depósitos del lote.
3.10. Requisitos de los exámenes y ensayos de producción
Se efectuarán exámenes y ensayos de producción de todos los depósitos durante y después de la fabricación, de la manera siguiente:
|
a) |
Verificación de que las dimensiones y la masa del depósito acabado y de cualquier camisa o recubrimiento están dentro de las tolerancias de diseño. |
|
b) |
Verificación del cumplimiento de los principales parámetros de fabricación contemplados en el apéndice de la ficha de características establecida en el anexo II, parte 1, incluido el examen de cualquier acabado de superficie especificado, con especial atención a las superficies de embutición profunda y a pliegues o solapas en el cuello o la base del cuello de aberturas o cierres forjados o centrifugados en los extremos. |
|
c) |
En el caso de los depósitos y las camisas de metal, realización de exámenes no destructivos de acuerdo con el anexo B de la norma ISO 9809, el anexo C de la norma EN 1964-3 o el anexo B de la norma EN 13322-2, según el caso, o un método cuya equivalencia esté demostrada que sea capaz de detectar el tamaño de defecto máximo permitido, para comprobar que el tamaño de defecto máximo no supere el tamaño especificado en el diseño que se determina más adelante. |
Además, las camisas de acero inoxidable soldadas se examinarán también de acuerdo con el apartado 6.8.2 de la norma EN 13322-2, y las camisas de aluminio soldadas se examinarán de acuerdo con los apartados 6.2.1 (párrafo segundo) y 6.2.3 de la norma EN 12862.
El diseño de los depósitos de tipo 1, 2 y 3 determinará el tamaño del defecto máximo permitido en cualquier punto del depósito o de la camisa de metal, que no aumentará hasta un tamaño crítico durante el período especificado hasta la realización de un nuevo ensayo o durante la vida útil, si no se especifica otro ensayo. El tamaño de defecto crítico se define como el defecto que limita el espesor de la pared (del depósito o de la camisa) y permitiría descargar el gas almacenado sin que se rompa el depósito. Los tamaños de los defectos establecidos en los criterios de rechazo de las exploraciones ultrasónicas o equivalentes serán inferiores al tamaño máximo de defecto admisible. Respecto a los depósitos de tipo 2 y 3, se considerará que los materiales metálicos no sufren ningún daño causado por mecanismos dependientes del tiempo. El tamaño admisible de los defectos en el examen no destructivo se determinará mediante un método adecuado.
Los depósitos deberán cumplir los requisitos siguientes:
|
a) |
un ensayo de dureza para los depósitos y las camisas de metal, de acuerdo con el punto 4.1.8; |
|
b) |
un ensayo hidráulico, de acuerdo con el punto 4.2.15; |
|
c) |
un ensayo de fugas para los depósitos de tipo 4 y los depósitos de tipo 3 con camisas de metal soldadas, de acuerdo con el punto 4.2.11; |
|
d) |
la verificación de los marcados, de acuerdo con el punto 3.8. |
El cuadro IV.3.10 ofrece un resumen de los exámenes y ensayos de producción necesarios para cada depósito.
Cuadro IV.3.10
Exámenes y ensayos de producción
|
Exámenes y ensayos de producción |
Aplicable al tipo de depósito |
||||
|
1 |
2 |
3 |
4 |
||
|
|
Principales dimensiones de diseño |
|
|
|
|
|
Apéndice de la ficha de características establecida en el anexo II, parte 1 |
Principales parámetros de fabricación |
|
|
|
|
|
|
Examen no destructivo |
|
|
|
|
|
4.1.8. |
Ensayo de dureza |
|
|
|
|
|
4.2.11. |
Ensayo de fugas |
|
|
|
|
|
4.2.15. |
Ensayo hidráulico |
|
|
|
|
|
3.8. |
Marcas |
|
|
|
|
























3.11. Modificaciones
Las modificaciones podrán homologarse de acuerdo con el programa de ensayo reducido que se especifica en el cuadro IV.3.11. Todo cambio importante que no esté contemplado en el cuadro IV.3.11 deberá someterse al proceso de ensayo de homologación completo.
Cuadro IV.3.11
Ensayo de homologación de las modificaciones
|
|
Tipo de ensayo |
|||||||||||
|
MaterialesPuntos 4.1.1-4.1.8, según proceda |
Compatibilidad con el hidrógenoPunto 4.1.7 |
RoturaPunto 4.2.1 |
Ciclos de presión a temperatura ambientePunto 4.2.2 |
Fuga antes de roturaRendimientoPunto 4.2.3 |
FuegoPunto 4.2.4 |
PenetraciónPunto 4.2.5 |
Exposición químicaPunto 4.2.6 |
Tolerancia a las hendiduras de los materiales compuestosPunto 4.2.7 |
Rotura acelerada por esfuerzoPunto 4.2.8 |
Ensayo de daños por impactoPunto 4.2.10 |
Permeación (punto 4.2.12) Ensayo de par del inserto (punto 4.2.13) Ciclo de hidrógeno (punto 4.2.14) |
|
|
Fabricante de fibras |
|
|
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
|
|
|
|
2, 3, 4 |
3, 4 |
|
|
Material metálico del depósito o de la camisa |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
1, 2 |
1, 2, 3 |
1, 2, 3 |
1, 2, 3 |
2, 3 |
2, 3 |
3 |
|
|
Material plástico de la camisa |
4 |
|
|
4 |
|
|
|
4 |
|
|
|
4 |
|
Material de fibra |
2, 3, 4 |
|
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
3, 4 |
|
|
Material de resina |
|
|
|
|
|
|
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
2, 3, 4 |
3, 4 |
|
|
Cambio de diámetro ≤ 20 % |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Cambio de diámetro > 20 % |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
2, 3, 4 |
|
3, 4 |
|
|
Cambio de longitud ≤ 50 % |
|
|
1, 2, 3, 4 |
|
|
— |
|
|
|
|
|
|
|
Cambio de longitud > 50 % |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
1, 2, 3, 4 |
|
|
|
|
3, 4 |
|
|
Cambio de presión de trabajo nominal ≤ 20 % (11) |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Cambio de presión de trabajo nominal > 20 % (11) |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
1, 2, 3, 4 |
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
Forma de la cúpula |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
4 |
|
Tamaño de la abertura |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Cambio del revestimiento |
2, 3, 4 |
|
|
|
|
|
|
2, 3, 4 |
|
|
|
|
|
Diseño del inserto del extremo |
|
|
|
|
|
|
|
|
|
|
|
4 (12) |
|
Cambio de proceso de fabricación (13) |
|
|
1, 2, 3, 4 |
1, 2, 3, 4 |
|
|
|
|
|
|
|
|
|
Sistema de protección contra el fuego |
|
|
|
|
|
1, 2, 3, 4 |
|
|
|
|
|
|
|
Notas explicativas: por ejemplo, 2,3 indica que el ensayo solo es necesario con los depósitos de tipo 2 y 3. |
||||||||||||
4. PROCEDIMIENTOS DE ENSAYO
4.1. Ensayos de materiales
Los ensayos de materiales se efectuarán de acuerdo con el cuadro IV.4.1 y los procedimientos de ensayo descritos en los puntos 4.1.1 a 4.1.8.
Cuadro IV.4.1
Ensayos de materiales
|
|
Aplicable al material |
|||||
|
Ensayos de materiales |
Acero |
Aleación de aluminio |
Camisa de plástico |
Fibra |
Resina |
Revestimiento |
|
Ensayo de tracción (15) |
|
|
|
|
|
|
|
Ensayo de impacto Charpy (16) |
|
|
|
|
|
|
|
Ensayo de curvado (17) |
|
|
|
|
|
|
|
Examen macroscópico (18) |
|
|
|
|
|
|
|
Ensayo de corrosión (19) |
|
|
|
|
|
|
|
Ensayo de agrietamiento bajo carga permanente (20) |
|
|
|
|
|
|
|
Ensayo de temperatura de reblandecimiento |
|
|
|
|
|
|
|
Ensayo de temperatura de transición vítrea |
|
|
|
|
|
|
|
Ensayo de resistencia de las resinas al cizallamiento |
|
|
|
|
|
|
|
Ensayo de revestimiento |
|
|
|
|
|
|
|
Ensayo de compatibilidad con el hidrógeno (21) |
|
|
|
|
|
|


















4.1.1. Ensayo de tracción
4.1.1.1. Muestreo
El ensayo se aplica solo a los depósitos de tipo 4.
El ensayo se aplica solo a los materiales de las camisas de plástico.
Número de camisas que deben someterse al ensayo de homologación de tipo: 2
4.1.1.2. Procedimiento
Las propiedades mecánicas de los materiales de las camisas de plástico se someterán a ensayo a –40 °C de conformidad con la norma ISO 527-2.
4.1.1.3. Requisitos
Los resultados del ensayo deberán encontrarse dentro del intervalo indicado por el fabricante en el apéndice de la ficha de características del anexo II, parte 1.
4.1.1.4. Resultados
El límite elástico a la tracción y el alargamiento de rotura de los materiales de las camisas de plástico se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.1.2. Ensayo de temperatura de reblandecimiento
4.1.2.1. Muestreo
El ensayo se aplica solo a los depósitos de tipo 4.
El ensayo se aplica solo a los materiales poliméricos.
Número de camisas que deben someterse al ensayo de homologación de tipo: 1
Número de camisas que deben someterse al ensayo de lotes: 1
4.1.2.2. Procedimiento
La temperatura de reblandecimiento de materiales poliméricos de camisas acabadas se determinará con arreglo al método A50 de la norma ISO 306.
4.1.2.3. Requisito
La temperatura de reblandecimiento será ≥ 100 °C.
4.1.2.4. Resultados
La temperatura de reblandecimiento se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.1.3. Ensayo de temperatura de transición vítrea
4.1.3.1. Muestreo
El ensayo se aplica a los depósitos de tipo 2, 3 y 4.
El ensayo se aplica solo a los materiales de resinas compuestas.
Número de muestras que deben someterse al ensayo de homologación de tipo: 3
4.1.3.2. Procedimiento
La temperatura de transición vítrea de los materiales de resinas se determinará de acuerdo con la norma ASTM D3418.
4.1.3.3. Requisitos
Los resultados del ensayo deberán encontrarse dentro del intervalo indicado por el fabricante en el apéndice de la ficha de características del anexo II, parte 1.
4.1.3.4. Resultados
Los resultados finales del ensayo se documentarán mediante un informe de ensayo y se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2. La temperatura de transición vítrea que debe presentarse será el valor mínimo medido.
4.1.4. Ensayo de resistencia de la resina al cizallamiento
4.1.4.1. Muestreo
El ensayo se aplica a los depósitos de tipo 2, 3 y 4.
El ensayo se aplica solo a los materiales de resinas compuestas.
Número de muestras que deben someterse al ensayo de homologación de tipo: 3
4.1.4.2. Procedimiento
Los materiales de resinas se someterán a ensayo en una muestra representativa del recubrimiento de acuerdo con la norma ASTM D2344/D2344M.
4.1.4.3. Requisito
Después de hervir en agua durante 24 horas, la resistencia mínima del material compuesto al cizallamiento será de 13,8 MPa.
4.1.4.4. Resultados
La resistencia mínima de la resina al cizallamiento se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.1.5. Ensayo de revestimiento
4.1.5.1. Muestreo
El ensayo se aplica a todos los tipos de depósito en los que se utilice un revestimiento de protección ambiental externo, por ejemplo, pintura/revestimiento orgánico.
Número de muestras que deben someterse al ensayo de homologación de tipo: debe determinarse de acuerdo con las especificaciones de las normas aplicables.
4.1.5.2. Procedimiento y requisitos
Los revestimientos se evaluarán por los métodos de ensayo siguientes:
|
a) |
La resistencia de adherencia, de conformidad con la norma ISO 4624, por el método A o B, según proceda. El revestimiento obtendrá una clasificación de adherencia de 4. |
|
b) |
La flexibilidad, de conformidad con la norma ASTM D522, por el método B con el mandril de 12,7 mm de grosor especificado a –20 °C. Las muestras de ensayo se prepararán de acuerdo con la norma ASTM D522. No deberá haber ninguna grieta apreciable visualmente. |
|
c) |
La resistencia al impacto, de conformidad con la norma ASTM D2794. El revestimiento a temperatura ambiente deberá superar un ensayo de impacto longitudinal de 18 J. |
|
d) |
La resistencia química, de conformidad con la norma ASTM D1308. El ensayo se realizará por el método de la gota sin cubrir con una exposición de 100 horas a una solución de ácido sulfúrico al 30 % (ácido de batería con una densidad de 1,219) y 24 horas de exposición a un glicol polialcalino (por ejemplo, líquido de frenos). No deberán observarse signos de levantamiento, formación de ampollas o reblandecimiento del revestimiento. La adherencia obtendrá una clasificación 3 cuando se someta a ensayo de acuerdo con la norma ASTM D3359. Este ensayo no será necesario si se realiza un ensayo con arreglo al punto 4.2.6. |
|
e) |
La exposición a la luz y al agua, de conformidad con la norma ASTM G154, durante 1 000 horas. No se observará ningún signo de formación de ampollas. La adherencia obtendrá una clasificación 3 cuando se someta a ensayo con arreglo a la norma ISO 4624. Se permitirá una pérdida de brillo máxima del 20 %. |
|
f) |
La exposición a niebla salina, de conformidad con la norma ASTM B117, durante 500 horas. La socavación no superará los 3 mm en la marca del gramil ni se constatarán signos de formación de ampollas. La adherencia obtendrá una clasificación 3 cuando se someta a ensayo de acuerdo con la norma ASTM D3359. |
|
g) |
La resistencia a las melladuras a temperatura ambiente, de acuerdo con la norma ASTM D3170. El revestimiento obtendrá una clasificación 7A o superior y no quedará expuesta ninguna parte del substrato. |
4.1.5.3. Resultados
Los resultados finales del ensayo se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.1.6. Ensayo de lotes de revestimientos
4.1.6.1. Muestreo
El ensayo se aplica a todos los tipos de depósito en los que se utilice un revestimiento de protección ambiental externo, por ejemplo, pintura/revestimiento orgánico.
Número de depósitos/muestras por lote que deben someterse al ensayo de lotes: debe determinarse de acuerdo con el punto 3.9.1.
4.1.6.2. Procedimiento y requisitos
Los revestimientos se evaluarán mediante los métodos de ensayo siguientes:
|
a) |
La medición del espesor del revestimiento, de conformidad con la norma ISO 2808. El espesor deberá cumplir los requisitos de diseño. |
|
b) |
La resistencia de adherencia, de conformidad con la norma ISO 4624, por el método A o B, según proceda. El revestimiento obtendrá una clasificación de adherencia de 4. |
4.1.6.3. Resultados
Los resultados finales del ensayo se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
El fabricante conservará los valores de espesor del revestimiento y de resistencia de adherencia durante toda la vida útil del depósito.
4.1.7. Ensayo de compatibilidad con el hidrógeno
4.1.7.1. Muestreo
El ensayo se aplica a los depósitos de tipo 1, 2 y 3, de acuerdo con el punto 2.1.2 de la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
Número de depósitos o camisas que deben someterse al ensayo de homologación de tipo: 3
4.1.7.2. Procedimiento
Se tendrá especialmente en cuenta la seguridad durante la realización de este ensayo.
A temperatura ambiente, utilizar hidrógeno para someter a ciclos de presión durante 3,0 veces el número de ciclos de llenado, de conformidad con el punto 2.7.6:
|
a) |
bien el depósito, entre ≤ 2,0 MPa y ≥ 1,25 veces la presión de trabajo nominal; |
|
b) |
o bien la camisa, a los niveles de presión que darían lugar a un esfuerzo de la pared de una camisa equivalente al obtenido entre ≤ 2,0 MPa y ≥ 1,25 veces la presión de trabajo nominal del depósito. |
4.1.7.3. Requisito
Los depósitos o camisas no deberán fallar antes de alcanzar 3,0 veces el número de ciclos de llenado, de conformidad con el punto 2.7.6.
4.1.7.4. Resultados
Los resultados finales del ensayo se documentarán mediante un informe de ensayo y se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
El fabricante conservará los resultados durante toda la vida útil del depósito.
4.1.8. Ensayo de dureza
4.1.8.1. Muestreo
El ensayo se aplica a todos los depósitos y las camisas de los depósitos de tipo 1, 2 y 3.
El ensayo se aplica solo a los materiales metálicos.
Número de depósitos o camisas que deben someterse al ensayo de producción: todos.
El ensayo deberá efectuarse después del tratamiento térmico final.
4.1.8.2. Procedimiento
El ensayo de dureza se efectuará en el centro de la pared paralela y en uno de los extremos redondeados de cada depósito o camisa, de conformidad con la norma ISO 6506-1.
4.1.8.3. Requisito
El valor de dureza deberá encontrarse dentro del intervalo especificado para el diseño.
4.1.8.4. Resultados
El valor de dureza se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
El fabricante conservará los resultados durante toda la vida útil del depósito.
4.2. Ensayos del depósito
4.2.1. Ensayo de rotura
4.2.1.1. Muestreo
El ensayo se aplica a todos los tipos de depósito.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 3
Número de camisas que deben someterse al ensayo de homologación de tipo: 1 (ensayo adicional únicamente en el caso de depósitos de tipo 2)
Número de depósitos acabados por lote que deben someterse al ensayo de lotes: debe determinarse de acuerdo con el punto 3.9.1.
4.2.1.2. Procedimiento
El depósito se someterá a un ensayo hidráulico de rotura a temperatura ambiente según el procedimiento siguiente:
La velocidad de presurización será ≤ 1,4 MPa/s para las presiones superiores a un 80 % de la presión de trabajo nominal multiplicada por el coeficiente de presión de rotura especificado en el punto 3.6. Si la velocidad es superior a 0,35 MPa/s a presiones superiores al 80 % de la presión de trabajo nominal multiplicada por el índice de presión de rotura, el depósito se colocará en serie entre la fuente de presión y el dispositivo de medición de la presión, o bien el tiempo a una presión superior a la presión de trabajo nominal multiplicada por el índice de presión de rotura deberá ser superior a 5 segundos.
4.2.1.3. Requisito
La presión de rotura del depósito será superior a la presión de trabajo nominal multiplicada por el índice de presión de rotura establecido en el punto 3.6.
En el caso de depósitos de tipo 2, la presión de rotura de la camisa excederá de 1,25 veces la presión de trabajo nominal.
4.2.1.4. Resultados
La presión de rotura se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
El fabricante conservará el valor de presión de rotura durante toda la vida útil del depósito.
4.2.2. Ensayo cíclico de presión a temperatura ambiente
4.2.2.1. Muestreo
El ensayo se aplica a todos los tipos de depósito.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 2
Número de depósitos acabados por lote que deben someterse al ensayo de lotes: debe determinarse de acuerdo con el punto 3.9.1.
4.2.2.2. Procedimiento
Los ciclos de presión se realizarán a temperatura ambiente siguiendo el procedimiento siguiente:
|
a) |
Llenar el depósito que se someterá a ensayo con un fluido no corrosivo, como aceite, agua inhibida o glicol. |
|
b) |
Someterlo a ciclos de presión durante 3,0 veces el número de ciclos de llenado de acuerdo con el punto 2.7.6, entre ≤ 2,0 MPa y ≥ 1,25 veces la presión de trabajo nominal a una velocidad no superior a 10 ciclos por minuto. |
A efectos de la homologación de tipo, los depósitos se someterán a ciclos hasta la rotura o hasta 9 veces el número de ciclos de llenado.
En cada ensayo de lotes se cumplirán los requisitos del punto 3.9.1.
4.2.2.3. Requisito
A efectos de la homologación de tipo, los depósitos alcanzarán 9,0 veces el número de ciclos de llenado sin fallo, en cuyo caso no será necesario el ensayo de fugas antes de rotura del punto 4.2.3, o bien el fallo deberá ser por fuga y no por rotura. En el ensayo de lotes, los depósitos no deberán fallar antes de alcanzar 3,0 veces el número de ciclos de llenado, de conformidad con el punto 2.7.6.
4.2.2.4. Resultados
El número de ciclos hasta que se produzca un fallo, además del lugar y de la descripción del inicio del fallo, deberá documentarse y presentarse en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
El fabricante conservará los resultados durante toda la vida útil del depósito.
4.2.3. Ensayo de fugas antes de rotura
4.2.3.1. Muestreo
El ensayo se aplica a todos los tipos de depósito. El ensayo no es necesario si ya ha quedado demostrado que el diseño de depósito supera 9,0 veces el número de ciclos de llenado con arreglo al punto 2.7.6, cuando se somete a ensayo de acuerdo con el punto 4.2.2.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 3
4.2.3.2. Procedimiento
El depósito se someterá a ensayo siguiendo el procedimiento siguiente:
|
a) |
Llenar el depósito que se someterá a ensayo con un fluido no corrosivo, como aceite, agua inhibida o glicol. |
|
b) |
Someter el depósito a ciclos de presión de entre ≤ 2,0 MPa y ≥ 1,5 veces la presión de trabajo nominal a una velocidad ≤ 10 ciclos por minuto hasta 3,0 veces el número de ciclos de llenado calculado de acuerdo con el punto 2.7.6. |
4.2.3.3. Requisito
Los depósitos sometidos a ensayo deberán fallar por fuga o alcanzar 3,0 veces el número de ciclos de llenado sin fallo, de conformidad con el punto 2.7.6.
4.2.3.4. Resultados
El número de ciclos hasta que se produzca un fallo, además del lugar y de la descripción del inicio del fallo, deberá presentarse en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.2.4. Ensayo de fuego
4.2.4.1. Muestreo
El ensayo se aplica a todos los tipos de depósito.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: mínimo 1
4.2.4.2. Procedimiento
Se tendrá especialmente en cuenta la seguridad durante la realización de este ensayo.
El depósito se presurizará a la presión de trabajo nominal con hidrógeno o un gas que acumule más presión térmica. El depósito presurizado se someterá a ensayo de la manera siguiente:
|
a) |
Se colocará en posición horizontal, 100 mm por encima de una fuente de fuego uniforme, un depósito de aproximadamente 1,65 m de largo. La disposición del fuego se registrará con suficiente detalle para asegurarse de que pueda reproducirse la aportación de calor al depósito. Todo fallo o inconstancia del fuego durante un ensayo invalidará el resultado. |
|
b) |
Si el depósito es ≤ 1,65 m, se colocará en una posición central sobre el fuego. |
|
c) |
Si el depósito es > 1,65 m y tiene un dispositivo de descarga de presión en un solo extremo, el fuego empezará en el extremo opuesto. |
|
d) |
Si el depósito es > 1,65 m y tiene dispositivos de descarga de presión en varios puntos dispuestos longitudinalmente, el centro del fuego equidistará de los dos dispositivos de descarga de presión entre los que haya más distancia horizontalmente. |
|
e) |
Si el depósito es > 1,65 m y, además, está protegido por aislante térmico, se realizarán 2 ensayos de fuego a la presión de trabajo nominal. El depósito se colocará en posición central sobre la fuente de fuego en un ensayo, mientras que en el otro, el fuego empezará en uno de los extremos del depósito. |
|
f) |
Se utilizará una pantalla metálica para que las llamas no incidan directamente en las válvulas, los accesorios o los dispositivos de descarga de presión de los depósitos. La pantalla metálica no podrá estar en contacto directo con los dispositivos de descarga de presión. Todo fallo durante el ensayo de una válvula, un accesorio o un conducto que no forme parte del sistema de protección previsto en el diseño invalidará el resultado. |
|
g) |
Las temperaturas en la superficie se vigilarán mediante 3 termopares situados a lo largo de la base del depósito y espaciados un máximo de 0,75 m. Se utilizará una pantalla metálica para que las llamas no incidan directamente en los termopares. Otro método alternativo consiste en insertar los termopares en bloques metálicos de menos de 25 mm × 25 mm × 25 mm. |
|
h) |
Inmediatamente después de la ignición, la llama incidirá directamente en la superficie del depósito, abarcando todo el diámetro. |
|
i) |
Durante el ensayo, las temperaturas de los termopares y la presión del depósito se registrarán a intervalos ≤ 10 segundos. |
|
j) |
En el plazo de 5 minutos después de la ignición y durante el resto del ensayo, al menos un termopar indicará una temperatura mínima de 590 °C. |
4.2.4.3. Requisito
El depósito evacuará por los dispositivos de descarga de presión y no se romperá.
4.2.4.4. Resultados
Los resultados se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2, e incluirán como mínimo los datos siguientes respecto a cada depósito:
|
a) |
el tiempo transcurrido desde la ignición del fuego hasta el inicio de la evacuación a través de los dispositivos de descarga de presión; |
|
b) |
la presión máxima y el tiempo de evacuación hasta alcanzar una presión ≤ 1,0 MPa. |
4.2.5. Ensayo de penetración
4.2.5.1. Muestreo
El ensayo se aplica a todos los tipos de depósito.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 1
4.2.5.2. Procedimiento
El depósito completo, con el revestimiento protector, se someterá a la secuencia de ensayo siguiente:
|
a) |
Se presurizará con gas comprimido hasta una presión de trabajo nominal de ±1,0 MPa. |
|
b) |
Se penetrará íntegramente al menos una pared lateral del depósito con un proyectil perforador de blindaje o un impactador de un diámetro de al menos 7,62 mm. El punto de impacto del proyectil o del impactador se producirá en una pared lateral con un ángulo de aproximadamente 45o. |
4.2.5.3. Requisito
El depósito no deberá romperse.
4.2.5.4. Resultados
El tamaño aproximado y la ubicación de los orificios de entrada y salida se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.2.6. Ensayo de exposición química
4.2.6.1. Muestreo
El ensayo se aplica a los depósitos de tipo 2, 3 y 4.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 1
4.2.6.2. Procedimiento
El depósito, con el revestimiento, si procede, se someterá a la secuencia de ensayo siguiente:
|
a) |
Dividir la sección superior del depósito en cinco zonas distintas y marcarla para el acondicionamiento previo, mediante el impacto del péndulo, y la exposición a fluidos. Las cinco zonas tendrán un diámetro nominal de 100 mm cada una. No es necesario que estén orientadas en la misma línea pero no se solaparán. |
|
b) |
Acondicionar el centro aproximado de cada una de las cinco zonas mediante el impacto de un péndulo. El cuerpo de impacto del péndulo será de acero y tendrá forma de pirámide con caras en forma de triángulos equiláteros, base cuadrada y el vértice y los ángulos redondeados según un radio de 3 mm. El centro de percusión del péndulo coincidirá con el centro de gravedad de la pirámide y estará a una distancia del eje de giro del péndulo de 1 m. La masa total del péndulo referida a su centro de percusión será de 15 kg. Su energía en el momento del impacto será como mínimo de 30 J y se alejará lo menos posible de ese valor. Durante el impacto del péndulo, el depósito se sujetará por los insertos de los extremos o mediante los soportes de montaje previstos. El depósito estará despresurizado durante el preacondicionamiento. |
|
c) |
Exponer cada una de las cinco zonas preacondicionadas a una de las cinco soluciones siguientes:
|
|
d) |
Durante la exposición, orientar hacia arriba las zonas de exposición a los fluidos del depósito. Colocar una placa de lana de vidrio de un espesor de 0,5 mm y un diámetro de 100 mm en cada una de las cinco zonas de exposición preacondicionadas. Aplicar una cantidad de fluido de ensayo suficiente a la lana de vidrio para que la humedad sea uniforme en toda la superficie y todo el espesor de la placa durante la duración del ensayo. |
|
e) |
Aplicar ciclos de presión de entre ≤ 2 MPa y ≥ 1,25 veces la presión de trabajo nominal durante el número de ciclos de llenado calculado de acuerdo con el punto 2.7.6, a una velocidad de presurización de 2,75 MPa/s. |
|
f) |
Presurizar hasta 1,25 veces la presión de trabajo nominal y mantener la presión durante un mínimo de 24 horas hasta que el tiempo de exposición a los fluidos ambientales (aplicación de ciclos de presión y mantenimiento de la presión) sea de al menos 48 horas. |
|
g) |
Efectuar un ensayo de rotura de acuerdo con el punto 4.2.1.2. |
4.2.6.3. Requisito
El depósito alcanzará una presión de rotura ≥ 1,8 veces la presión de trabajo nominal.
4.2.6.4. Resultados
La presión de rotura se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.2.7. Ensayo de tolerancia del material compuesto a las hendiduras
4.2.7.1. Muestreo
El ensayo se aplica a los depósitos de tipo 2, 3 y 4.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 1
4.2.7.2. Procedimiento
El depósito completo, con el revestimiento protector, se someterá a la secuencia de ensayo siguiente:
|
a) |
Se harán hendiduras longitudinales en el recubrimiento. Las hendiduras deberán superar los límites de inspección visual que especifique el fabricante. Deberán hacerse como mínimo las hendiduras longitudinales siguientes en la pared lateral del depósito:
|
|
b) |
El depósito hendido se someterá a ciclos de presión de entre ≤ 2,0 MPa y ≥ 1,25 veces la presión de trabajo nominal a temperatura ambiente durante 3,0 veces el número de ciclos de llenado calculado de acuerdo con el punto 2.7.6. |
4.2.7.3. Requisito
El depósito no tendrá fugas ni se romperá durante 0,6 veces el número de ciclos de llenado calculado de acuerdo con el punto 2.7.6, pero podrá tener fugas durante los ciclos de ensayo restantes.
4.2.7.4. Resultados
El número de ciclos hasta que se produzca un fallo, además del lugar y la descripción del inicio del fallo, se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.2.8. Ensayo de rotura acelerada por esfuerzo
4.2.8.1. Muestreo
El ensayo se aplica a los depósitos de tipo 2, 3 y 4.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 1
4.2.8.2. Procedimiento
El depósito, sin revestimiento protector, se someterá a la secuencia de ensayo siguiente:
|
a) |
Presurizarlo hasta 1,25 veces la presión de trabajo nominal durante 1 000 horas a 85 °C. |
|
b) |
Someterlo a un ensayo de rotura de acuerdo con el punto 4.2.1.2. |
4.2.8.3. Requisito
El depósito alcanzará una presión de rotura ≥ 0,85 veces la presión de trabajo nominal multiplicada por el índice de presión de rotura establecido en el punto 3.6.
4.2.8.4. Resultados
La presión de rotura se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.2.9. Ensayo cíclico de presión a temperatura extrema
4.2.9.1. Muestreo
El ensayo se aplica a los depósitos de tipo 2, 3 y 4.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 1
4.2.9.2. Procedimiento
Los depósitos, con recubrimiento compuesto y sin revestimiento protector, se someterán a la siguiente secuencia de ensayo cíclico de presión hidrostática:
|
a) |
Acondicionar los depósitos durante 48 horas a una temperatura ≥ 85 °C y una humedad relativa ≥ 95 %. |
|
b) |
Someterlos a ciclos de presión de entre ≤ 2,0 MPa y ≥ 1,25 veces la presión de trabajo nominal a una temperatura ≥ 85 °C y una humedad relativa ≥ 95 %, durante 1,5 veces el número de ciclos de llenado, calculado de acuerdo con el punto 2.7.6. |
|
c) |
Estabilizarlos en condiciones ambientes. |
|
d) |
Acondicionar los depósitos y los fluidos de ensayo a una temperatura ≤ –40 °C, medida en la superficie del depósito y en el fluido. |
|
e) |
Someterlos a un ciclo de presión, a ≤ –40 °C, de entre ≤ 2,0 MPa y ≥ la presión de trabajo nominal, durante 1,5 veces el número de ciclos de llenado, calculado de acuerdo con el punto 2.7.6. |
|
f) |
Someterlos al ensayo de fugas (22) de acuerdo con el punto 4.2.11; |
|
g) |
Someterlos al ensayo de rotura de acuerdo con el punto 4.2.1.2. |
Nota explicativa:
4.2.9.3. Requisito
Los depósitos deberán superar el ensayo cíclico sin presentar signos de rotura, fuga o deshilachamiento de fibras.
Si se requiere un ensayo de fugas, deberán cumplirse los requisitos de dicho ensayo.
Los depósitos no deberán romperse a menos del 85 % de la presión de trabajo nominal multiplicada por el índice de presión de rotura facilitado en el punto 3.6.
4.2.9.4. Resultados
La presión de rotura se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.2.10. Ensayo de daños por impacto
4.2.10.1. Muestreo
El ensayo se aplica a los depósitos de tipo 3 y 4.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: mínimo 1 (podrán realizarse todos los ensayos con un depósito, o someter a impactos individuales un máximo de 3 depósitos).
4.2.10.2. Procedimiento
4.2.10.2.1. Los ensayos de caída se realizarán a temperatura ambiente sin presurización interna ni válvulas instaladas. Podrá ponerse un tapón en los puertos fileteados para no dañar la rosca y las superficies de sellado.
La superficie sobre la que se dejará caer el depósito será una losa de hormigón lisa y horizontal o un suelo rígido similar.
El depósito se someterá a la secuencia de ensayo siguiente:
|
a) |
Dejarlo caer una vez desde una posición horizontal con la parte inferior a 1,8 m del suelo. |
|
b) |
Dejarlo caer una vez sobre cada extremo desde una posición vertical con una energía potencial ≥ 488 J, pero en ningún caso la parte inferior estará a más de 1,8 m del suelo. |
|
c) |
Dejarlo caer una vez con un ángulo de 45o y, a continuación, en el caso de depósitos asimétricos o no cilíndricos, girarlo 90o sobre su eje longitudinal y dejarlo caer de nuevo con un ángulo de 45o y su centro de gravedad a 1,8 m del suelo. No obstante, si la parte inferior está a menos de 0,6 m del suelo, deberá cambiarse el ángulo de caída para mantener una altura mínima de 0,6 m y el centro de gravedad a 1,8 m del suelo. |
|
d) |
No se intentará evitar que el depósito rebote, pero podrá evitarse que se vuelque durante el ensayo de caída vertical. |
|
e) |
Someter el depósito a ciclos de presión de entre ≤ 2,0 MPa y ≥ 1,25 veces la presión de trabajo nominal durante 3 veces el número de ciclos de llenado, calculado de acuerdo con el punto 2.7.6. |
4.2.10.2.2 En el caso de depósitos con un revestimiento específico que indique que se han dejado caer, los valores de la altura de caída y la energía potencial indicadas en el punto 4.2.10.2.1, letras a) a c), podrán dividirse por dos (0,9 m en lugar de 1,8 m; 0,3 m en lugar de 0,6 m y 244 J en lugar de 488 J).
4.2.10.3. Requisitos
El depósito no tendrá fugas ni se romperá durante 0,6 veces el número de ciclos de llenado calculado de acuerdo con el punto 2.7.6, pero podrá fallar por fuga en los ciclos de ensayo restantes.
Además, tras la caída, los depósitos que lleven el revestimiento específico contemplado en el punto 4.2.10.2.2 mostrarán claramente en dicho revestimiento las deformaciones especificadas por el fabricante del depósito.
4.2.10.4. Resultados
El número de ciclos hasta que se produzca un fallo, además del lugar y la descripción del inicio del fallo, se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.2.11. Ensayo de fugas
4.2.11.1. Muestreo
El ensayo se aplica a los depósitos de tipo 4 y de tipo 3 con camisa de metal soldada.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 1.
Número de depósitos acabados por lote que deben someterse al ensayo de lotes: debe determinarse de acuerdo con el punto 3.9.1.
Número de depósitos acabados que deben someterse al ensayo de producción: todos.
4.2.11.2. Procedimiento
El depósito se secará totalmente y se presurizará durante un mínimo de 3 minutos a la presión de trabajo nominal con el gas de ensayo de fugas.
Para efectuar el ensayo de lotes, sígase la secuencia de ensayo indicada en la nota explicativa 6 del cuadro IV.3.9.
4.2.11.3. Requisito
Toda fuga por grietas, poros, desajustes o defectos similares dará lugar al rechazo del depósito. La permeación a través de la pared de acuerdo el punto 4.2.12 no se considera una fuga.
4.2.11.4. Resultados
Los resultados de ensayo se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2. El índice de fuga se aplica a los ensayos realizados únicamente con un 100 % de hidrógeno. Los índices de fuga de otros gases o mezclas de gases se convertirán en un índice de fuga equivalente al correspondiente a un 100 % de hidrógeno.
4.2.12. Ensayo de permeación
4.2.12.1. Muestreo
El ensayo se aplica solo a los depósitos de tipo 4.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 1
4.2.12.2. Procedimiento
Se tendrá especialmente en cuenta la seguridad durante la realización de este ensayo.
El depósito se someterá a la secuencia de ensayo siguiente:
|
a) |
Presurizarlo con gas hidrógeno hasta la presión de trabajo nominal. |
|
b) |
Colocarlo en una cámara sellada a 15 °C ± 2 °C y vigilar la permeación durante 500 horas o hasta que el comportamiento se mantenga estable durante un mínimo de 48 horas. |
4.2.12.3. Requisitos
El índice de permeación en estado constante será inferior a 6,0 Ncm3 por hora de hidrógeno por litro de volumen interno del depósito.
4.2.12.4. Resultados
El índice de permeación en estado constante se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.2.13. Ensayo de par del inserto
4.2.13.1. Muestreo
El ensayo se aplica solo a los depósitos de tipo 4.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 1.
Número de depósitos acabados por lote que deben someterse al ensayo de lotes: debe determinarse de acuerdo con el punto 3.9.1.
4.2.13.2. Procedimiento
El depósito se someterá a la secuencia de ensayo siguiente:
|
a) |
Sujetar el cuerpo del depósito para que no gire. |
|
b) |
Aplicar a los insertos de ambos extremos el doble del par de instalación de la válvula o del dispositivo de descarga de presión especificado por el fabricante, primero en la dirección que aprieta la rosca, luego en la dirección que la afloja y, por último, de nuevo en la dirección que la aprieta. |
|
c) |
A efectos de la homologación de tipo se efectuarán también los ensayos siguientes:
|
Para efectuar el ensayo de lotes, sígase la secuencia de ensayo indicada en la nota explicativa 6 del cuadro IV.3.9.
4.2.13.3. Requisito
Para la homologación de tipo, el depósito deberá cumplir los requisitos de los ensayos de fugas y de rotura.
Para efectuar el ensayo de lotes, el depósito deberá cumplir los requisitos del ensayo de fugas.
4.2.13.4. Resultados
El par aplicado, la presión de fuga y la presión de rotura se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2. El índice de fuga se aplica a los ensayos realizados únicamente con un 100 % de hidrógeno. Los índices de fuga de otros gases o mezclas de gases se convertirán en un índice de fuga equivalente al correspondiente a un 100 % de hidrógeno.
El fabricante conservará los resultados durante toda la vida útil del depósito.
4.2.14. Ensayo cíclico de gas hidrógeno
4.2.14.1. Muestreo
El ensayo se aplica a los depósitos de tipo 4 y de tipo 3 con camisa de metal soldada.
Número de depósitos acabados que deben someterse al ensayo de homologación de tipo: 1.
4.2.14.2. Procedimiento
Se tendrá especialmente en cuenta la seguridad durante la realización de este ensayo.
El depósito se someterá a la secuencia de ensayo siguiente:
|
a) |
Utilizar gas hidrógeno para someter el depósito a ciclos de presión de entre ≤ 2,0 MPa y ≥ la presión de trabajo nominal durante 1 000 ciclos. El tiempo de llenado no excederá de 5 minutos. Las temperaturas durante la evacuación no excederán de los valores especificados en el punto 2.7.5. |
|
b) |
Realizar un ensayo de fugas de acuerdo con el punto 4.2.11. |
Se seccionará el depósito y se examinará la camisa y la superficie de contacto entre esta y el inserto para ver si existe algún tipo de deterioro, como grietas de fatiga o descargas electrostáticas.
4.2.14.3. Requisito
El depósito deberá cumplir los requisitos del ensayo de fugas.
La camisa y la superficie de contacto entre la camisa y el inserto de los extremos no deberán presentar ningún signo de deterioro, como grietas de fatiga o descargas electrostáticas.
4.2.14.4. Resultados
El valor total de fuga se presentará en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
4.2.15. Ensayo hidráulico
4.2.15.1. Muestreo
El ensayo se aplica a todos los tipos de depósito.
Número de depósitos acabados que deben someterse al ensayo de producción: todos
4.2.15.2. Procedimiento y requisitos
|
a) |
El depósito se presurizará depósito hasta ≥ 1,5 veces la presión de trabajo nominal. La presión no podrá superar en ningún caso la presión de pretensazo. |
|
b) |
La presión se mantendrá durante al menos 30 segundos para garantizar una expansión completa. Si la presión de ensayo no se puede mantener a causa de un fallo del instrumental de ensayo, podrá repetirse el ensayo a una presión incrementada en 0,7 MPa. No se permiten más de dos repeticiones de este tipo. |
|
c) |
En el caso de los depósitos de tipo 1, 2 o 3, el fabricante definirá el límite adecuado de expansión volumétrica permanente respecto a la presión de ensayo utilizada, pero en ningún caso la expansión permanente será superior a un 5 % de la expansión volumétrica total medida a la presión de ensayo. La expansión permanente se define como la expansión volumétrica residual después de que se haya liberado la presión. |
|
d) |
En el caso de los depósitos de tipo 4, el fabricante definirá el límite de expansión elástica adecuada respecto a la presión de ensayo utilizada, pero en ningún caso la expansión elástica de ningún depósito superará el valor medio del lote en más de un 10 %. La expansión elástica se define como la expansión total menos la expansión permanente [véase la letra c)]. |
|
e) |
Se rechazará todo depósito que no cumpla el límite de expansión definido, pero podrá utilizarse en ensayos de lotes. |
4.2.15.3. Resultados
Los resultados se presentarán en un resumen de ensayo, tal como se especifica en la adenda del certificado de homologación de tipo CE establecido en el anexo II, parte 2.
El fabricante conservará los resultados durante toda la vida útil del depósito.
PARTE 3
Requisitos de los componentes de hidrógeno distintos de los depósitos diseñados para el uso de hidrógeno comprimido (en estado gaseoso)
1. INTRODUCCIÓN
En esta parte se establecen los requisitos y los procedimientos de ensayo aplicables a los componentes distintos de los depósitos de hidrógeno diseñados para el uso de hidrógeno comprimido (en estado gaseoso)
2. REQUISITOS GENERALES
2.1. Los componentes de hidrógeno distintos de los depósitos se homologarán de acuerdo con las disposiciones establecidas en esta parte.
2.2. Salvo que se establezca otra cosa en el presente Reglamento, las partes de un conector del sistema de almacenamiento extraíble montadas en este último y en el vehículo se tratarán como componentes separados.
La parte eléctrica de un componente que puede entrar en contacto con mezclas de hidrógeno-aire inflamables:
2.3.1. se aislará de manera que no pase corriente por las partes que contienen hidrógeno;
2.3.2. se aislará del:
|
a) |
cuerpo del componente; |
|
b) |
depósito o conjunto de depósitos. |
2.4. Las conexiones soldadas previas al primer regulador de presión se someterán a un ensayo de presión hidráulica de hasta 3 veces la presión de trabajo nominal sin que se rompan. Las conexiones soldadas posteriores al primer regulador de presión se someterán a un ensayo de presión hidráulica de hasta 3 veces la presión de trabajo nominal máxima admisible sin que se rompan.
3. REQUISITOS TÉCNICOS
3.1. Requisitos generales
3.1.1. Salvo que se indique otra cosa en esta parte, todos los ensayos se realizarán a temperatura ambiente.
3.1.2. Se evitará el desarrollo de mezclas de gas explosivas durante los procedimientos de ensayo descritos en esta parte.
3.1.3. La duración de los ensayos de fugas y de presión será como mínimo de 3 minutos.
3.1.4. Salvo que se indique otra cosa, la presión de ensayo aplicada se medirá en la entrada del componente que se somete a ensayo.
3.1.5. Si un componente está expuesto a la presión provocada por las operaciones de llenado, se someterá a ciclos de llenado. Si un componente está expuesto a la presión provocada por la utilización del vehículo, es decir, el accionamiento del mando de activación del vehículo, se someterá a ciclos de trabajo.
3.1.6. Además de los requisitos establecidos más adelante, el fabricante cumplimentará todos los documentos indicados en el punto 4 y los presentará a la autoridad competente al solicitar la homologación de tipo.
3.1.7. Los componentes estarán sujetos a los procedimientos de ensayo aplicables que se contemplan en el cuadro del anexo V del Reglamento (CE) no 79/2009. Los ensayos se efectuarán con componentes que sean representativos de la producción normal y llevarán las marcas de identificación del fabricante.
3.1.8. Salvo que se indique otra cosa, los ensayos especificados en el punto 4.2 se efectuarán con las muestras de componentes indicadas en la secuencia que figura en el cuadro del anexo V del Reglamento (CE) no 79/2009. Por ejemplo, en el caso de los accesorios, después del ensayo de resistencia a la corrosión (4.2.1) se efectuará un ensayo de resistencia (4.2.2), un ensayo cíclico de presión hidráulica (4.2.3) y, por último, un ensayo de fugas externas (4.2.5). Si un componente no contiene subcomponentes metálicos, se empezará con el primer ensayo aplicable.
3.2. Requisitos específicos
3.2.1. La homologación de un conducto de combustible flexible se concederá para cualquier longitud, con un radio de curvatura mínimo especificado por el fabricante, y se ensamblará con un tipo de accesorio específico.
3.2.2. Toda capa de refuerzo intermedia de un conducto de combustible flexible deberá estar protegida contra la corrosión, bien recubriéndola o bien utilizando capas de refuerzo de material resistente a la corrosión, como acero inoxidable. Si se utiliza un recubrimiento, se evitará la formación de burbujas entre las capas.
3.2.3. Los conductos de combustible flexibles tendrán una resistencia eléctrica inferior a 1 megaohmio por metro.
El perfil del receptáculo será conforme con las dimensiones establecidas en los gráficos 3.2.1 a 3.2.3, en función de su presión de trabajo nominal, donde H x significa una presión de trabajo nominal de x MPa a 15 °C:
Gráfico 3.2.1
Receptáculo de hidrogeno H35

Gráfico 3.2.2
Receptáculo de hidrógeno H35HF (flujo elevado para aplicaciones de vehículos comerciales)
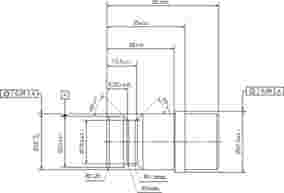
Gráfico 3.2.3
Receptáculo de hidrogeno H70
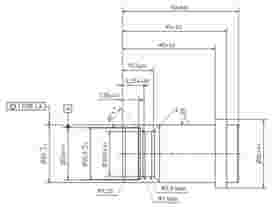
3.2.5. La suficiente ductilidad de los tubos metálicos se demostrará mediante un ensayo de curvado de acuerdo con la norma ISO 8491. El radio de curvatura r debe ser ≤ 1,3 veces el diámetro externo D del tubo. El ángulo de curvatura α será de 180°. Después del ensayo no habrá grietas visibles. Otra posibilidad es que el material de los tubos tenga al menos un alargamiento del 30 % en el momento de la rotura antes de la formación en frío o de al menos un 14 % después de la formación en frío.
4. PROCEDIMIENTOS DE ENSAYO
4.1. Ensayos de materiales
4.1.1. Ensayo de compatibilidad con el hidrógeno
4.1.1.1. Muestreo
El ensayo se aplica a los materiales utilizados en un componente específico cuando el material esté en contacto con el hidrógeno, salvo:
|
a) |
a las aleaciones de aluminio que sean conformes con los apartados 6.1 y 6.2 de la norma ISO 7866; |
|
b) |
a los aceros que sean conformes con los apartados 6.3 y 7.2.2 de la norma ISO 9809-1. |
Número de muestras de materiales que se someterán a ensayo: 3
4.1.1.2. Procedimiento y requisitos
|
a) |
La compatibilidad de los materiales metálicos distintos de los indicados anteriormente con el hidrógeno se demostrará de acuerdo con las normas ISO 11114-1 e ISO 11114-4. Otra posibilidad es que los fabricantes efectúen ensayos de calificación de materiales en entornos de hidrógeno como los que se prevén en servicio. En función de los resultados, el diseño debe tomar en consideración la posible disminución de las propiedades mecánicas (ductilidad, resistencia a la fatiga, resistencia a la fractura, etc.). |
|
b) |
Se demostrará la compatibilidad de los materiales no metálicos con el hidrógeno. |
4.1.1.3. Resultados
Los resultados de los ensayos se presentarán en un resumen de ensayo.
4.1.2. Ensayo de envejecimiento
4.1.2.1. Muestreo
Se someterán a ensayo todos los materiales no metálicos utilizados en un componente específico.
Número de muestras de materiales que se someterán a ensayo: 3
4.1.2.2. Procedimiento y requisitos
Se tendrá especialmente en cuenta la seguridad durante la realización de este ensayo.
El ensayo se realizará de acuerdo con la norma ASTM D572. La muestra se expondrá al oxígeno a la temperatura máxima del material, de acuerdo con el punto 2.7.5.1, a 2,0 MPa, durante 96 horas. La resistencia a la tracción y el alargamiento o la microdureza serán conformes con las especificaciones del fabricante. Las muestras de ensayo no deberán tener ninguna grieta visible.
4.1.2.3. Resultados
Los resultados de los ensayos se presentarán en un resumen de ensayo.
4.1.3. Ensayo de compatibilidad con el ozono
4.1.3.1. Muestreo
El ensayo se aplica a los materiales elastómeros cuando:
|
a) |
una superficie de sellado esté expuesta directamente al aire, por ejemplo, el sellado del revestimiento de un receptáculo; |
|
b) |
se utilicen como recubrimiento de un conducto de combustible flexible. |
Número de muestras de materiales que se someterán a ensayo: 3
4.1.3.2. Procedimiento y requisitos
El ensayo se realizará de acuerdo con la norma ISO 1431-1.
Las muestras de ensayo se someterán a un esfuerzo de alargamiento del 20 % y se expondrán al aire a 40 °C con una concentración de ozono de 0,5 partes por millón durante 120 horas.
Las muestras de ensayo no deberán tener ninguna grieta visible.
4.1.3.3. Resultados
Los resultados de los ensayos se presentarán en un resumen de ensayo.
4.2. Ensayos de componentes
4.2.1. Ensayo de resistencia a la corrosión
4.2.1.1. Muestreo
Número de componentes que se someterán a ensayo: 3
4.2.1.2. Procedimiento y requisitos
|
Ensayo a: |
Los componentes metálicos se someterán a un ensayo de niebla salina de 114 horas de conformidad con la norma ISO 9227, con todas las conexiones cerradas, y cumplirán todos los requisitos especificados en dicha norma. |
|
Ensayo b: |
Un componente de aleación de cobre se someterá también a una inmersión de 24 horas en amoniaco de conformidad con la norma ISO 6957, con todas las conexiones cerradas, y cumplirá los requisitos especificados en dicha norma. |
4.2.1.3. Resultados
Los resultados de los ensayos se presentarán en un resumen de ensayo.
4.2.2. Ensayo de resistencia
4.2.2.1. Muestreo
Número de componentes que se someterán a ensayo: 3
4.2.2.2. Procedimientos y requisitos
4.2.2.2.1. El componente se someterá a ensayo de conformidad con el procedimiento siguiente:
|
a) |
Se presurizará el componente con aire seco, nitrógeno, helio o hidrógeno hasta la presión de trabajo nominal y someterlo a un 96 % del número total de ciclos de ensayo, de acuerdo con el cuadro 4.2.2, a temperatura ambiente. Un ciclo de ensayo completo no durará menos de 10 ± 2 segundos. Cuando la válvula esté en la posición cerrada, la presión después de ella disminuirá a 0,5 veces la presión de trabajo nominal del componente o menos. El componente cumplirá los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5, respectivamente) a esa temperatura. |
|
b) |
A continuación, el componente se someterá a un 2 % del número total de ciclos de ensayo a la temperatura mínima del material, de acuerdo con el punto 2.7.5.1, después de un tiempo de acondicionamiento suficiente a esa temperatura para garantizar la estabilidad térmica. El componente cumplirá los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5, respectivamente) a esa temperatura. |
|
c) |
A continuación, el componente se someterá a un 2 % del número total de ciclos de ensayo a la temperatura máxima del material, de acuerdo con el punto 2.7.5.1, después de un tiempo de acondicionamiento suficiente a esa temperatura para garantizar la estabilidad térmica, y a 1,25 veces la presión de trabajo nominal. El componente cumplirá los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5, respectivamente) a esa temperatura. |
Cuadro 4.2.2
Ciclos de ensayo de las válvulas
|
Componente |
Número de ciclos de ensayo |
|
Válvula automática |
1,5 veces el número de ciclos de trabajo o de ciclos de llenado de acuerdo con los puntos 2.7.6 o 2.7.7, según proceda para la utilización de la válvula. |
|
Válvula manual |
100 |
|
Válvula antirretorno |
2,0 veces el número de ciclos de trabajo o de ciclos de llenado de acuerdo con los puntos 2.7.6 o 2.7.7, según proceda para la utilización de la válvula. |
4.2.2.2.2. Accesorios
Los accesorios se someterán a 25 ciclos de conexión/desconexión.
4.2.2.2.3. Conductos de combustible flexibles
La longitud de la parte flexible del conducto de combustible flexible, con sus accesorios montados, que deberá utilizarse en el ensayo siguiente se calculará de la manera indicada a continuación:
L = 4,142R + 3,57D
donde:
|
L |
= |
longitud de la parte flexible del conducto de combustible flexible |
|
R |
= |
radio de curvatura mínimo especificado por el fabricante |
|
D |
= |
diámetro exterior del conducto de combustible flexible |
El conducto de combustible flexible se doblará de la manera ilustrada en la figura 4.2.2 y se fijará a un soporte en esa posición con los accesorios que llevará cuando se homologue. Se fijará un extremo del conducto de combustible flexible a un colector oscilante y el otro extremo a un colector fijo conectado a un alimentador hidráulico. El conducto de combustible flexible se presurizará rápidamente por medio de una válvula de solenoide de apertura rápida, de manera que un ciclo consista en mantener la presión a 1,25 veces la presión de trabajo nominal durante 10 ± 1 segundos (salvo en el caso de los conductos de combustible flexibles en los que se requiera una temperatura del material de 120 °C, en cuyo caso la presión se mantendrá a 1,37 veces la presión de trabajo nominal) y se reducirá a menos de 0,1 veces la presión de trabajo nominal durante 5 ±0,5 segundos. El número total de ciclos de ensayo será de 2,0 veces el número de ciclos de llenado o de ciclos de trabajo, según proceda para el uso del conducto de combustible flexible de acuerdo con los puntos 2.7.6 o 2.7.7. Cuando proceda, el 50 % de los ciclos de ensayo se efectuarán a la temperatura mínima del material y el 50 % restante a la temperatura máxima del material, de acuerdo con el punto 2.7.5.1.
A los ciclos de presión hidráulica se superpondrá un ciclo de curvado. El índice de curvatura será de 6 ± 2 % del índice de ciclos de presión hidráulica. Ello garantiza que el conducto de combustible flexible se encontrará en una configuración distinta en cada impulso sucesivo del ciclo de presión. El soporte de ensayo está ilustrado en la figura 4.2.2 y la distancia A se calcula de la manera siguiente:
A = 1,75R + D
El conducto de combustible flexible no mostrará ningún signo de daño visible.
Figura 4.2.2
Soporte de ensayo de impulso-curvado
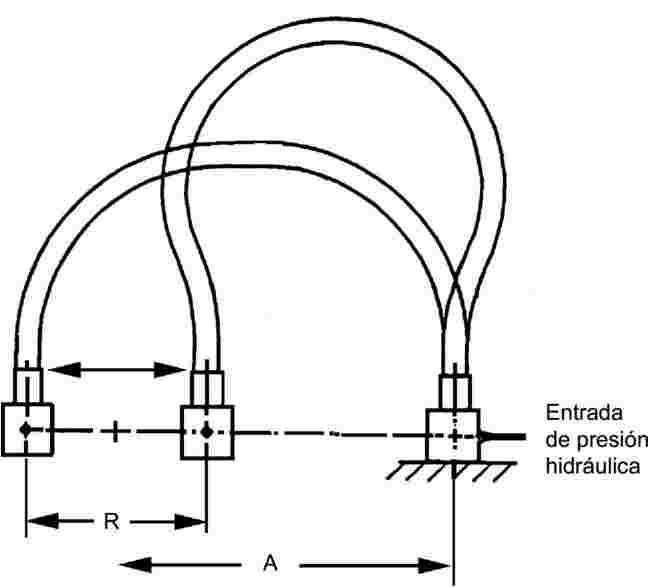
4.2.2.2.4. Reguladores de presión
|
a) |
El regulador de presión se conectará a una fuente de gas de ensayo de fugas a la presión de trabajo nominal y se someterá a ciclos durante un 95 % del número de ciclos de trabajo calculado de acuerdo con el punto 2.7.7. Un ciclo durará hasta que el flujo alcance una presión de salida estable, tras lo cual se cerrará el flujo de gas mediante una válvula posterior de cierre rápido hasta alcanzar una presión confinada estable. Tras ello, el regulador de presión deberá cumplir los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5, respectivamente) realizados a temperatura ambiente. |
|
b) |
La entrada del regulador de presión se someterá a ciclos de presión durante un 1 % del número de ciclos de trabajo desde la presión de trabajo nominal hasta 0,5 veces la presión de trabajo nominal, o menos. Tras ello, el regulador de presión deberá cumplir los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5, respectivamente) realizados a temperatura ambiente. |
|
c) |
El procedimiento de aplicación de ciclos descrito en la letra a) se repetirá a la temperatura máxima del material, de conformidad con el punto 2.7.5.1, y a 1,25 veces la presión de trabajo nominal durante un 1 % del número de ciclos de trabajo. Tras ello, el regulador de presión deberá cumplir los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5, respectivamente) realizados a la temperatura máxima del material. |
|
d) |
El procedimiento de aplicación de ciclos descrito en la letra b) se repetirá a la temperatura máxima del material y a 1,25 veces la presión de trabajo nominal durante un 1 % del número de ciclos de trabajo. Tras ello, el regulador de presión deberá cumplir los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5, respectivamente) realizados a la temperatura máxima del material. |
|
e) |
El procedimiento de aplicación de ciclos descrito en la letra a) se repetirá a la temperatura mínima del material, de conformidad con el punto 2.7.5.1, y a la presión de trabajo nominal durante un 1 % del número de ciclos de trabajo. Tras ello, el regulador de presión deberá cumplir los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5, respectivamente) realizados a la temperatura mínima del material. |
|
f) |
El procedimiento de aplicación de ciclos descrito en la letra b) se repetirá a la temperatura mínima del material y a la presión de trabajo nominal durante un 1 % del número de ciclos de trabajo. Tras ello, el regulador de presión cumplirá los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5, respectivamente) realizados a la temperatura mínima del material. |
4.2.2.2.5 Dispositivos de descarga de presión
|
a) |
Ensayo de fluencia Los dispositivos de descarga de presión se presurizarán hidrostáticamente hasta 1,25 veces la presión de trabajo nominal y se mantendrán 500 horas a una temperatura (TL) calculada de la manera siguiente: TL = T (0,057) (0,34 log(T/Tf)) siendo
Log en base 10. Los dispositivos de descarga de presión no presentarán ningún signo de deformación causado por la fluencia y cumplirán los requisitos del ensayo de fugas internas (punto 4.2.4) después de haberse sometido al ensayo de fluencia. |
|
b) |
Temperatura de activación Tras el ensayo de fluencia descrito en la letra a), los dispositivos de descarga de presión se presurizarán con aire seco, nitrógeno, helio o hidrógeno a la presión de trabajo nominal. A continuación, los dispositivos de descarga de presión se someterán a un ciclo de temperaturas incremental, que empezará a temperatura ambiente, con una velocidad de incremento no superior a 10 °C por minuto, hasta alcanzar la temperatura de activación especificada menos 10 °C y, a partir de ahí, a una velocidad de incremento no superior a 2 °C por minuto, hasta la activación de los dispositivos de descarga de presión. La temperatura de activación estará dentro de un margen de ±5 % de la temperatura de activación especificada por el fabricante. Después de la activación, los dispositivos de descarga de presión no mostrarán ningún signo de fragmentación. |
4.2.2.2.6. Válvulas de descarga de presión
Se presurizará la válvula de descarga de presión durante 25 ciclos. Un ciclo de ensayo consiste en presurizar la válvula de descarga de presión hasta la presión de activación que hace que la válvula se abra y evacue. Una vez que la válvula empiece a evacuar, se reducirá la presión de entrada y la válvula volverá a su sitio. La duración del ciclo será de 10 ± 2 s. Al efectuar el ciclo final, se notificará la presión de activación, que corresponderá a la presión de activación especificada por el fabricante, dentro de un margen de ±10 %.
4.2.2.2.7. Receptáculos
Los receptáculos se someterán a un número de ciclos de conexión/desconexión equivalente a 3 veces el número de ciclos de llenado calculado de acuerdo con el punto 2.7.6. En cada ciclo, el receptáculo se presurizará a 1,25 veces la presión de trabajo nominal.
4.2.2.2.8. Sensores para los sistemas de hidrógeno
Si un sensor que vaya a instalarse en un componente de hidrógeno se somete al mismo número de ciclos de trabajo o ciclos de llenado, se someterá también al mismo ensayo de resistencia que el componente de hidrógeno en el que está instalado.
4.2.2.2.9 Conector del sistema de almacenamiento extraíble
Un conector del sistema de almacenamiento extraíble se someterá a un número de ciclos de conexión/desconexión equivalente a 3 veces el número de ciclos de llenado calculado de acuerdo con el punto 2.7.6. En cada ciclo, el conector se presurizará a 1,25 veces la presión de trabajo nominal. A continuación, el conector del sistema de almacenamiento extraíble deberá cumplir los requisitos del ensayo de fugas externas (punto 4.2.5), no solo cuando las partes del conector montado en el vehículo y en el sistema de almacenamiento extraíble estén separadas, sino también cuando estén conectadas.
4.2.2.3. Resultados
Los resultados del ensayo se presentarán en un resumen de ensayo.
4.2.3. Ensayo cíclico de presión hidráulica
4.2.3.1. Muestreo
Número de componentes que se someterán a ensayo: 3
4.2.3.2. Procedimiento y requisitos
4.2.3.2.1. Dispositivos de descarga de presión
Los dispositivos de descarga de presión se someterán a 1,5 veces el número de ciclos de llenado calculado de acuerdo con el punto 2.7.6, a las temperaturas mínima y máxima del material de acuerdo con el punto 2.7.5.1.
La presión cambiará periódicamente de 2 MPa a 1,25 veces la presión de trabajo nominal, a una velocidad no superior a 6 ciclos por minuto, salvo cuando el ensayo se haga a la temperatura mínima del material, en cuyo caso la presión de ensayo máxima será la presión de trabajo nominal.
Si se utiliza metal fusible en un dispositivo de descarga de presión, este no mostrará signos visibles de extrusión más allá de la situación inicial.
4.2.3.2.2. Componentes distintos de los dispositivos de descarga de presión
Antes del ensayo de ciclos descrito más adelante, los componentes se someterán a una presión de ensayo hidráulica de 1,5 veces la presión de trabajo nominal o a la presión de trabajo máxima admisible, según proceda. Los componentes no mostrarán signos de deformación permanente ni fugas visibles.
Los componentes se someterán a 3 veces el número de ciclos de llenado o ciclos de trabajo, calculado de acuerdo con los puntos 2.7.6 o 2.7.7.
La presión cambiará periódicamente de 2 MPa a 1,25 veces la presión de trabajo nominal en el caso de los componentes situados antes del primer regulador de presión, o de 0,1 veces la presión de trabajo máxima admisible a la presión de trabajo máxima admisible en el caso de los componentes situados después del primer regulador de presión, a una velocidad no superior a 6 ciclos por minuto.
A continuación, el componente cumplirá los requisitos de los ensayos de fugas internas y externas (puntos 4.2.4 y 4.2.5).
4.2.3.3. Resultados
Los resultados de los ensayos se presentarán en un resumen de ensayo.
4.2.4. Ensayo de fugas internas
4.2.4.1. Muestreo
Número de componentes que se someterán a ensayo: 3
4.2.4.2. Procedimiento
Los componentes se someterán a ensayo con gas de ensayo de fugas y se presurizarán en la entrada del componente, en su posición cerrada característica y con el puerto de salida correspondiente abierto.
Los componentes se someterán a ensayo en las condiciones siguientes:
|
a) |
A temperatura ambiente, a 0,02 veces la presión de trabajo nominal y a la presión de trabajo nominal. Cuando sea preciso efectuar también un ensayo de fugas externas (punto 4.2.5) a esa temperatura, podrá realizarse antes de pasar a la etapa siguiente de este ensayo. |
|
b) |
A la temperatura mínima del material de acuerdo con el punto 2.7.5.1, después de un tiempo de acondicionamiento suficiente a esa temperatura para garantizar la estabilidad térmica, a 0,02 veces la presión de trabajo nominal y a la presión de trabajo nominal. Cuando sea preciso efectuar también un ensayo de fugas externas (punto 4.2.5) a esa temperatura, podrá realizarse antes de pasar a la etapa siguiente de este ensayo. |
|
c) |
A la temperatura máxima del material de acuerdo con el punto 2.7.5.1, después de un tiempo de acondicionamiento suficiente a esa temperatura para garantizar la estabilidad térmica, a 0,02 veces la presión de trabajo nominal y a 1,25 veces la presión de trabajo nominal, a excepción de los componentes en los que se requiera una temperatura del material de 120 °C, en cuyo caso la presión de ensayo más alta equivaldrá a 1,37 veces la presión de trabajo nominal. |
El componente se examinará con el puerto abierto para detectar posibles fugas. Las fugas podrán detectarse con un flujómetro instalado en la entrada del componente o por cualquier otro método de ensayo cuya equivalencia haya quedado demostrada.
4.2.4.3. Requisitos
Al presurizarlo, el componente permanecerá 3 minutos sin burbujas o no tendrá fugas internas de más de 10 Ncm3 por hora.
4.2.4.4. Resultados
Los resultados del ensayo se presentarán en un resumen de ensayo.
4.2.5. Ensayo de fugas externas
4.2.5.1. Muestreo
Número de componentes que se someterán a ensayo: 3
4.2.5.2. Procedimiento
Los componentes se someterán a ensayo con gas de ensayo de fugas en las condiciones siguientes:
|
a) |
A temperatura ambiente, a 0,02 veces la presión de trabajo nominal. |
|
b) |
A temperatura ambiente, a la presión de trabajo nominal. |
|
c) |
A la temperatura mínima requerida del material de acuerdo con el punto 2.7.5.1, después de un tiempo de acondicionamiento suficiente a esa temperatura para garantizar la estabilidad térmica, a 0,02 veces la presión de trabajo nominal y a la presión de trabajo nominal. |
|
d) |
A la temperatura máxima requerida del material de acuerdo con el punto 2.7.5.1, después de un tiempo de acondicionamiento suficiente a esa temperatura para garantizar la estabilidad térmica, a 0,02 veces la presión de trabajo nominal y a 1,25 veces la presión de trabajo nominal, a excepción de los componentes en los que se requiera una temperatura del material de 120 °C, en cuyo caso la presión de ensayo más alta equivaldrá a 1,37 veces la presión de trabajo nominal. |
En el caso de los intercambiadores de calor, este ensayo solo se aplicará al circuito de hidrógeno.
4.2.5.3. Requisitos
Durante todo el ensayo, las uniones u otras juntas del vástago o del cuerpo no tendrán fugas ni mostrarán signos de porosidad del material en la fundición, lo cual se comprobará con un agente tensioactivo, al no formarse burbujas durante 3 minutos, o midiendo un índice combinado de fuga y permeación inferior a 10 Ncm3 por hora (en el caso de los conductos de combustible flexibles, solo 10 Ncm3 por hora y por metro), o bien mediante un método de ensayo cuya equivalencia haya quedado demostrada. El índice de fuga permitido se aplica solo a los ensayos con un 100 % de hidrógeno. Los índices de fuga de otros gases o mezclas de gases se convertirán en un índice de fuga equivalente al correspondiente a un 100 % de hidrógeno.
4.2.5.4. Resultados
Los resultados del ensayo se presentarán en un resumen de ensayo.
(1) Respecto a los diseños de depósitos con refuerzos híbridos, a saber, dos o más tipos de fibras estructurales distintos, se tendrá en cuenta la proporción de carga entre las distintas fibras sobre la base de los distintos módulos de elasticidad de las fibras. Los coeficientes de esfuerzo calculados para cada tipo de fibra estructural deberán ser conformes con los valores especificados. La verificación de los coeficientes de esfuerzo podrá hacerse también mediante extensómetros. El coeficiente mínimo de presión de rotura se elegirá de manera que el esfuerzo calculado en las fibras estructurales a dicho coeficiente mínimo de presión de rotura, multiplicado por la presión de trabajo nominal y dividido por el esfuerzo calculado en la fibra estructural a la presión de trabajo nominal, cumpla los requisitos de coeficiente de esfuerzo para las fibras utilizadas.
|
a) |
En relación con los depósitos o las camisas de acero, véase el apartado 10.2 de la norma ISO 9809-1 o el apartado 10.2 de la norma ISO 9809-2, según proceda. |
|
b) |
En relación con los depósitos o las camisas de acero inoxidable, véase el apartado 7.1.2.1 de la norma EN 1964-3. |
|
c) |
En relación con las camisas de acero inoxidable soldadas, véase el apartado 8.4 de la norma EN 13322-2. |
|
d) |
En relación con los depósitos o las camisas de aluminio, véase el apartado 10.2 de la norma ISO 7866. |
|
e) |
En relación con las camisas de aleación de aluminio soldadas, véanse los apartados 7.2.3 y 7.2.4 de la norma EN 12862. |
|
f) |
En relación con las camisas no metálicas, véase el punto 4.1.1. |
|
a) |
En relación con los depósitos o las camisas de acero, véase el apartado 10.4 de la norma ISO 9809-1 o el apartado 10.4 de la norma ISO 9809-2, según proceda. |
|
b) |
En relación con los depósitos o las camisas de acero inoxidable, véase el apartado 7.1.2.4 de la norma EN 1964-3. |
|
c) |
En relación con las camisas de acero inoxidable, véase el apartado 8.6 de la norma EN 13322-2. |
|
a) |
En relación con las camisas de acero inoxidable soldadas, véase el apartado 8.5 de la norma EN 13322-2. |
|
b) |
En relación con las camisas de aleación de aluminio soldadas, véanse los apartados 7.2.5, 7.2.6 y 7.2.7 de la norma EN 12862. |
(5) En relación con las camisas de acero inoxidable soldadas, véase el apartado 8.7 de la norma EN 13322-2.
(6) Ensayo del material de la camisa
(7) En el caso de los depósitos de tipo 4 se utilizará la siguiente secuencia de ensayo: ensayo de par del inserto (punto 4.2.13), seguido de un ensayo cíclico de presión a temperatura ambiente (punto 4.2.2), seguido de un ensayo de fugas (punto 4.2.11).
(8) Todas las camisas de metal soldadas deberán someterse a un ensayo de fugas.
(9) Ensayo de camisa metálica
(10) Todas las camisas de metal soldadas deberán someterse a un ensayo de fugas.
(11) Solo cuando el cambio de espesor es proporcional al cambio de diámetro o de presión.
(12) No es necesario un ensayo cíclico de hidrógeno si los esfuerzos en el cuello son los mismos que en el diseño original o se han reducido con el cambio de diseño (por ejemplo, la reducción del diámetro de la rosca interna o la modificación de la longitud del inserto), no se modifica la superficie de contacto entre el inserto y la camisa y se utilizan los materiales originales para el inserto, la camisa y las juntas.
(13) Se considera que todo desvío respecto a los parámetros indicados en el apéndice de la ficha de características del anexo II, parte 1, constituye un cambio del proceso de fabricación.
(14) Solo se aplica a los depósitos con camisas soldadas.
|
a) |
En relación con los depósitos o las camisas de acero, véanse el apartado 10.2 de la norma ISO 9809-1 o el apartado 10.2 de la norma ISO 9809-2, según proceda. |
|
b) |
En relación con los depósitos o las camisas de acero inoxidable, véase el apartado 7.1.2.1 de la norma EN 1964-3. |
|
c) |
En relación con las camisas de acero inoxidable soldadas, véase el apartado 8.4 de la norma EN 13322-2. |
|
d) |
En relación con los depósitos o las camisas de aleación de aluminio, véase el apartado 10.2 de la norma ISO 7866. |
|
e) |
En relación con las camisas de aleación de aluminio soldadas, véanse los apartados 7.2.3 y 7.2.4 de la norma EN 12862. |
|
f) |
En relación con las camisas no metálicas, véase el anexo IV, parte 2, punto 4.1.1. |
|
a) |
En relación con los depósitos o las camisas de acero, véanse el apartado 10.4 de la norma ISO 9809-1 o el apartado 10.4 de la norma ISO 9809-2, según proceda. |
|
b) |
En relación con los depósitos o las camisas de acero inoxidable, véase el apartado 7.1.2.4 de la norma EN 1964-3. |
|
c) |
En relación con las camisas de acero inoxidable soldadas, véase el apartado 8.6 de la norma EN 13322-2. |
|
a) |
En relación con las camisas de acero inoxidable soldadas, véase el apartado 8.5 de la norma EN 13322-2. |
|
b) |
En relación con las camisas de aleación de aluminio soldadas, véanse los apartados 7.2.5, 7.2.6 y 7.2.7 de la norma EN 12862. |
(18) En relación con las camisas de acero inoxidable soldadas, véase el apartado 8.7 de la norma EN 13322-2.
|
a) |
En relación con los depósitos o las camisas de aleación de aluminio, véase el anexo A de la norma ISO 7866. |
|
b) |
En relación con las camisas de aleación de aluminio soldadas, véase el anexo A de la norma EN 12862. |
|
a) |
En relación con los depósitos o las camisas de aleación de aluminio, véase el anexo B de la norma ISO 7866, pero excluyendo el párrafo segundo del apartado B.2. |
|
b) |
En relación con las camisas de aleación de aluminio soldadas, véase el anexo B de la norma EN 12862, pero excluyendo el apartado B.2.2. |
|
a) |
Este ensayo no es necesario si se utilizan:
|
|
b) |
En el caso de otros depósitos o camisas de metal, la compatibilidad del material con el hidrógeno, incluidas las soldaduras, se demostrará con arreglo a las normas ISO 11114-1 e ISO 11114-4 o el punto 4.1.7, según proceda. |
|
c) |
En el caso de los materiales no metálicos se demostrará su compatibilidad con el hidrógeno. |
(22) Se aplica a los depósitos de tipo 4 y de tipo 3 con camisa de metal soldada.
ANEXO V
Requisitos de identificación de los vehículos
1. INTRODUCCIÓN
1.1. Los vehículos de hidrógeno estarán dotados de medios de identificación conformes con lo establecido en este anexo.
2. REQUISITOS
Los vehículos de hidrógeno llevarán etiquetas de acuerdo con lo especificado en los puntos 3 y 4.
2.1.1. En el caso de los vehículos de hidrógeno de las categorías M1 y N1 se colocará una etiqueta dentro del compartimiento del motor y otra cerca del dispositivo o el receptáculo de repostaje.
2.1.2. En el caso de los vehículos de hidrógeno de las categorías M2 y M3 se colocarán etiquetas en las partes delantera y trasera del vehículo, cerca del dispositivo o receptáculo de repostaje y al lado de cada conjunto de puertas.
2.1.3. En el caso de vehículos de hidrógeno de servicio público de las categorías M2 y M3, las etiquetas colocadas en las partes delantera y trasera del vehículo tendrán el tamaño establecido en el punto 4.
2.1.4. En el caso de los vehículos de hidrógeno de las categorías N2 y N3 se colocarán etiquetas en las partes delantera y trasera del vehículo y cerca del dispositivo o receptáculo de llenado.
2.2. Se utilizarán etiquetas adhesivas o placas resistentes a la intemperie.
3. ETIQUETAS PARA VEHÍCULOS DE HIDRÓGENO
3.1. Etiquetas para vehículos de hidrógeno que utilicen hidrógeno líquido

El color y las dimensiones de la etiqueta cumplirán los requisitos siguientes:
Colores:
|
Fondo |
: |
verde |
|
Borde |
: |
blanco |
|
Letras |
: |
blanco |
Bien los bordes y las letras o bien el fondo deberán ser reflectantes.
Las propiedades colorimétricas y fotométricas cumplirán los requisitos del apartado 11 de la norma ISO 3864-1.
Dimensiones de la etiqueta:
|
Anchura |
: |
40 mm (longitud de un lado) |
|
Altura |
: |
40 mm (longitud de un lado) |
|
Anchura del borde |
: |
2 mm |
Tamaño de los caracteres:
|
Altura de los caracteres |
: |
9 mm |
|
Grosor de los caracteres |
: |
2 mm |
Las palabras estarán escritas en mayúsculas y centradas en la etiqueta.
3.2. Etiquetas para vehículos de hidrógeno que utilicen hidrógeno comprimido (en estado gaseoso)

El color y las dimensiones de la etiqueta cumplirán los requisitos siguientes:
Colores:
|
Fondo |
: |
verde |
|
Borde |
: |
blanco |
|
Letras |
: |
blanco |
Bien los bordes y las letras o bien el fondo deberán ser reflectantes.
Las propiedades colorimétricas y fotométricas cumplirán los requisitos del apartado 11 de la norma ISO 3864-1.
Dimensiones:
|
Anchura |
: |
40 mm (longitud de un lado) |
|
Altura |
: |
40 mm (longitud de un lado) |
|
Anchura del borde |
: |
2 mm |
Tamaño de los caracteres:
|
Altura de los caracteres |
: |
9 mm |
|
Grosor de los caracteres |
: |
2 mm |
Las palabras estarán escritas en mayúsculas y centradas en la etiqueta.
4. ETIQUETAS PARA VEHÍCULOS DE HIDRÓGENO DE SERVICIO PÚBLICO DE LAS CATEGORÍAS M2 Y M3 QUE DEBERÁN COLOCARSE EN LAS PARTES DELANTERA Y TRASERA DEL VEHÍCULO
4.1. Etiquetas para vehículos de hidrógeno que utilicen hidrógeno líquido

El color y las dimensiones de la etiqueta cumplirán los requisitos siguientes:
Colores:
|
Fondo |
: |
verde |
|
Borde |
: |
blanco |
|
Letras |
: |
blanco |
Bien los bordes y las letras o bien el fondo deberán ser reflectantes.
Las propiedades colorimétricas y fotométricas cumplirán los requisitos del apartado 11 de la norma ISO 3864-1.
Dimensiones de la etiqueta:
|
Anchura |
: |
125 mm (longitud de un lado) |
|
Altura |
: |
125 mm (longitud de un lado) |
|
Anchura del borde |
: |
5 mm |
Tamaño de los caracteres:
|
Altura de los caracteres |
: |
25 mm |
|
Grosor de los caracteres |
: |
5 mm |
Las palabras estarán escritas en mayúsculas y centradas en la etiqueta.
4.2. Etiquetas para vehículos de hidrógeno que utilicen hidrógeno comprimido (en estado gaseoso)

El color y las dimensiones de la etiqueta cumplirán los requisitos siguientes:
Colores:
|
Fondo |
: |
verde |
|
Borde |
: |
blanco |
|
Letras |
: |
blanco |
Bien los bordes y las letras o bien el fondo deberán ser reflectantes.
Las propiedades colorimétricas y fotométricas cumplirán los requisitos del apartado 11 de la norma ISO 3864-1.
Dimensiones:
|
Anchura |
: |
125 mm (longitud de un lado) |
|
Altura |
: |
125 mm (longitud de un lado) |
|
Anchura del borde |
: |
5 mm |
Tamaño de los caracteres:
|
Altura de los caracteres |
: |
25 mm |
|
Grosor de los caracteres |
: |
5 mm |
Las palabras estarán en mayúsculas y centradas en la etiqueta.
ANEXO VI
Requisitos de seguridad de los sistemas electrónicos complejos de control del vehículo
1. INTRODUCCIÓN
El presente anexo establece los requisitos y los procedimientos de ensayo de los aspectos de seguridad de los sistemas electrónicos complejos de control de los vehículos.
2. REQUISITOS DE DOCUMENTACIÓN
2.1. Requisitos generales
El fabricante deberá presentar documentación que describa el diseño básico del sistema de seguridad instrumentado y los medios por los que se conecta a otros sistemas del vehículo o por los que controla directamente las variables de salida. Las funciones del sistema de seguridad instrumentado y el concepto de seguridad, establecido por el fabricante, se explicarán en la documentación. A efectos de las inspecciones, la documentación indicará los medios por los que puede verificarse el estado de funcionamiento del sistema en ese momento.
La documentación se presentará en dos partes:
|
a) |
La documentación oficial del sistema de seguridad instrumentado a efectos de homologación, que comprenderá la información indicada en los puntos 2.2 a 2.4. Esta servirá de referencia de base para el proceso de homologación establecido en el punto 3. |
|
b) |
Cualquier otro dato material y de análisis pertinente para la homologación del sistema de seguridad instrumentado. |
2.2. Descripción de las funciones del sistema de seguridad instrumentado
Se facilitará una descripción con una explicación sencilla de todas las funciones de control del sistema de seguridad instrumentado y de los métodos empleados para alcanzar los objetivos, lo que incluirá una descripción de los mecanismos por los que se ejerce el control, en particular:
|
a) |
una lista de todas las variables de entrada y las variables detectadas, y su gama de funcionamiento; |
|
b) |
una lista de todas las variables de salida controladas por el sistema de seguridad instrumentado, indicando en cada caso si el control es directo o se hace a través de otro sistema del vehículo; se definirá el intervalo del control ejercido sobre cada una de estas variables; |
|
c) |
los limites que determinen la frontera de utilización funcional, cuando sea conveniente para el funcionamiento del sistema. |
2.3. Configuración y esquema del sistema
2.3.1. Inventario de componentes
Se facilitará una lista que incluya todas las unidades del sistema de seguridad instrumentado e indique qué otros sistemas del vehículo son necesarios para lograr la función de control en cuestión. Se proporcionará un esquema que muestre esas unidades combinadas y que indique claramente la distribución de los instrumentos y las interconexiones.
2.3.2. Funciones de las unidades
Se indicará la función de cada unidad del sistema de seguridad instrumentado y se mostrarán las señales que las conectan a otras unidades u otros sistemas del vehículo. Esta información podrá suministrarse mediante un diagrama de bloques con etiquetas u otro tipo de esquema, o mediante una descripción acompañada de un diagrama de este tipo.
2.3.3. Interconexiones
Las interconexiones dentro del sistema de seguridad instrumentado se mostrarán mediante un diagrama de circuitos para los enlaces de transmisión eléctrica, un diagrama de tuberías para los enlaces de transmisión neumática o hidráulica y un diagrama simplificado para los enlaces de transmisión mecánica.
2.3.4. Flujo de señales y prioridades
Existirá una correspondencia clara entre estos enlaces de transmisión y las señales transmitidas entre las unidades. Se establecerán prioridades de las señales en canales de datos multiplexados, siempre que la prioridad pueda constituir un elemento que afecte al rendimiento o la seguridad.
2.3.5. Identificación de las unidades
Cada unidad será identificable de manera clara e inequívoca para asociarla al hardware y la documentación correspondientes. Cuando se combinen varias funciones en una única unidad, o incluso en un único ordenador, pero se muestren en varios bloques en el diagrama para mejorar la claridad y facilitar las explicaciones, se utilizará una marca única de identificación del hardware. Al utilizar esta identificación, el fabricante afirma que el equipo suministrado es conforme con el documento correspondiente.
2.3.5.1. La identificación determina la versión del hardware y del software, y si esta se modifica de manera que se altere la función de la unidad, se modificará también esta identificación.
2.4. Concepto de seguridad del fabricante del vehículo
2.4.1. El fabricante se asegurará de que la estrategia elegida para alcanzar los objetivos del sistema de seguridad instrumentado no afecte, en condiciones de ausencia de fallos, al funcionamiento seguro de los sistemas sujetos a las prescripciones del presente Reglamento.
2.4.2. En lo que respecta al software empleado en el sistema de seguridad instrumentado, se explicará su arquitectura y se indicarán los métodos y herramientas de diseño empleados. El fabricante deberá estar preparado para acreditar, previa solicitud, los medios por los que materializó la lógica del sistema durante el proceso de diseño y de desarrollo.
El fabricante proporcionará al servicio técnico una explicación de las especificaciones de diseño incorporadas al sistema de seguridad instrumentado para obtener un funcionamiento seguro en condiciones de fallo. Las especificaciones de diseño en caso de fallo en el sistema de seguridad instrumentado pueden consistir en:
|
a) |
mantener el funcionamiento mediante la utilización de un sistema parcial; |
|
b) |
recurrir a un sistema de reserva separado; |
|
c) |
suprimir la función de alto nivel. |
2.4.3.1. Si la disposición de diseño elegida selecciona un modo de funcionamiento de rendimiento parcial en determinadas condiciones de fallo, se especificarán dichas condiciones y se definirán los límites de eficacia resultantes.
2.4.3.2. Si la disposición de diseño elegida selecciona un segundo medio (de reserva) para lograr el objetivo del sistema de control del vehículo, se explicarán los principios del mecanismo de cambio a dicho medio, la lógica y el nivel de redundancia y toda característica integrada de verificación del medio de reserva, y se definirán los límites de eficacia resultantes del medio de reserva.
2.4.3.3. Si la disposición de diseño elegida selecciona la supresión de la función o del sistema del nivel superior, se inhibirán todas las señales de control de salida asociadas a dicha función, de tal manera que se limiten las perturbaciones transitorias.
2.4.3.4. Los sistemas o las funciones del nivel superior permitirán a los sistemas complejos cambiar automáticamente sus objetivos con una prioridad que dependerá de las circunstancias detectadas.
2.4.4. La documentación irá acompañada de un análisis que muestre, en términos generales, cómo se comportará el sistema en caso de que se produzca cualquiera de los fallos especificados que repercutan en la seguridad o la eficacia del control del vehículo. Podrá tratarse de un análisis de los modos de fallo y sus efectos, un análisis de árbol de fallos o cualquier otro procedimiento similar que resulte adecuado en lo que respecta a la seguridad del sistema. El fabricante del vehículo establecerá y mantendrá el planteamiento analítico elegido, y este deberá facilitarse al servicio técnico.
2.4.5. La documentación determinará los parámetros que se someten a control y establecerá la señal de alarma que deberá activarse para cada situación de fallo definida en el punto 2.4.3.
3. PROCEDIMIENTOS DE ENSAYO
El funcionamiento del sistema de seguridad instrumentado, establecido en los documentos contemplados en el punto 2, se someterá a ensayo de la manera descrita a continuación.
3.1.1. Verificación de la función del sistema de seguridad instrumentado
Para establecer los niveles de funcionamiento normales, se efectuará un control del rendimiento del sistema del vehículo en condiciones de ausencia de fallos respecto a la especificación básica de referencia del fabricante.
3.1.2. Verificación del concepto de seguridad del punto 2.4
A discreción del servicio técnico, se verificará la reacción del sistema de seguridad instrumentado ante la presencia de un fallo en cualquiera de las unidades, aplicando las señales de salida correspondientes a unidades eléctricas o elementos mecánicos con el fin de simular los efectos de fallos que se produzcan dentro de la unidad.
3.1.3. Los resultados de la verificación corresponderán al resumen documentado del análisis de fallos, hasta un nivel de efecto global que confirme que el concepto de seguridad y la ejecución son adecuados.
3.2. En general, los requisitos de la señal de aviso establecidos en el punto 2.4.3 pueden satisfacerse por medio de una señal óptica por sistema complejo del vehículo, salvo que otra legislación aplicable al mismo equipo exija específicamente señales múltiples.
4. REQUISITOS ADICIONALES
4.1. En caso de fallo, se advertirá al conductor mediante una señal de aviso o la aparición de un mensaje. El aviso seguirá presente mientras persista la situación de fallo, salvo si el conductor desactiva el sistema, por ejemplo, colocando el mando de activación del vehículo en posición «off», o desactivando esa función particular si se prevé un mando para ese fin concreto.
ANEXO VII
Normas a las que hace referencia el presente Reglamento
Las referencias a determinadas normas en este Reglamento se entenderán hechas a las siguientes versiones de las mismas:
|
ISO 188:2007 |
Elastómeros, vulcanizados o termoplásticos. Envejecimiento acelerado y ensayos de resistencia al calor |
|
ISO 306:2004 |
Plásticos. Materiales termoplásticos. Determinación de la temperatura de reblandecimiento Vicat (VST) |
|
ISO 527-2:1993/Cor 1:1994 |
Plásticos. Determinación de las propiedades de tracción. Parte 2: Condiciones de ensayo de plásticos para moldeo y extrusión |
|
ISO 1431-1:2004/Amd 1:2009 |
Elastómeros. Caucho vulcanizado o termoplástico. Resistencia al agrietamiento por ozono. Parte 1: Ensayo de deformación en condiciones estáticas y dinámicas |
|
ISO 2768-1:1989 |
Tolerancias generales. Parte 1: Tolerancias para las cotas dimensionales lineales y angulares sin indicación individual de tolerancia |
|
ISO 2808:2007 |
Pinturas y barnices. Determinación del espesor de película |
|
ISO 3864-1:2002 |
Símbolos gráficos. Colores y señales de seguridad. Parte 1: Principios de diseño de las señales de seguridad en los lugares de trabajo y los espacios públicos |
|
ISO 4624:1978 |
Pinturas y barnices. Ensayo de adherencia por tracción |
|
ISO 6506-1:2005 |
Materiales metálicos. Ensayo de dureza Brinell. Parte 1: Método de ensayo |
|
ISO 6957:1988 |
Aleaciones de cobre. Ensayo de resistencia a la tensocorrosión con amoniaco |
|
ISO 7225:2005 |
Botellas de gas. Etiquetas de precaución |
|
ISO 7866:1999 |
Gas cylinders — Refillable seamless aluminium alloy gas cylinders — Design, construction and testing (Botellas de gas. Botellas de gas rellenables, de aleación de aluminio y sin soldaduras. Diseño, construcción y ensayo) |
|
ISO 8491:2004 |
Materiales metálicos. Tubos (sección completa). Ensayo de curvado |
|
ISO 9227:2006 |
Ensayos de corrosión en atmósferas artificiales. Ensayos de niebla salina |
|
ISO 9809-1:1999 |
Gas cylinders — Refillable seamless steel gas cylinders — Design, construction and testing — Part 1: Quenched and tempered steel cylinders with tensile strength less than 1 100 MPa (Botellas de gas. Botellas de gas rellenables, de acero y sin soldaduras. Diseño, construcción y ensayo. Parte 1: Botellas de acero templado y revenido con una fuerza de tensión inferior a 1 100 MPa) |
|
ISO 9809-2:2000 |
Gas cylinders — Refillable seamless steel gas cylinders — Design, construction and testing — Part 2: Quenched and tempered steel cylinders with tensile strength greater than or equal to 1 100 MPa (Botellas de gas. Botellas de gas rellenables, de acero y sin soldaduras. Diseño, construcción y ensayo. Parte 2: Botellas de acero templado y revenido con una resistencia a la tensión igual o superior a 1 100 MPa) |
|
ISO 11114-1:1997 |
Botellas para el transporte de gas. Compatibilidad de los materiales de la válvula y la botella con el gas contenido. Parte 1: Materiales metálicos |
|
ISO 11114-4:2005 |
Botellas para el transporte de gas. Compatibilidad de los materiales de la válvula y la botella con el gas contenido. Parte 4: Métodos de ensayo para la selección de materiales metálicos resistentes a la fragilización por hidrógeno |
|
ISO/TS 14687-2:2008 |
Hydrogen fuel — Product specification — Part 2: Proton exchange membrane (PEM) fuel cell applications for road vehicles (Hidrógeno como combustible. Especificaciones de producto. Parte 2: Celdas de combustible de membrana de intercambio de protones (PEM) para vehículos de carretera) |
|
EN 1251-2:2000/AC:2006 |
Recipientes criogénicos. Recipientes portátiles aislados al vacío, de un volumen no superior a 1 000 litros. Parte 2: Diseño, fabricación, inspección y ensayos |
|
EN 1252-1:1998/AC:1998 |
Recipientes criogénicos. Materiales. Parte 1: Requisitos de tenacidad para temperaturas inferiores a –80 °C. |
|
EN 1797:2001 |
Recipientes criogénicos. Compatibilidad entre el gas y el material |
|
EN 1964-3:2000 |
Botellas para el transporte de gas. Especificación para el diseño y la construcción de botellas rellenables de acero para gas, sin soldadura, de una capacidad desde 0,5 l hasta 150 l (ambas incluidas). Parte 3: Botellas de acero inoxidable sin soldadura con un valor de Rm inferior a 1 100 MPa |
|
EN 10204:2004 |
Productos metálicos. Tipos de documentos de inspección |
|
EN 12300:1998/A1:2006 |
Recipientes criogénicos. Limpieza para el servicio criogénico |
|
EN 12434:2000/AC:2001 |
Recipientes criogénicos. Mangueras flexibles criogénicas |
|
EN 12862:2000 |
Botellas para el transporte de gas. Especificaciones para el diseño y construcción de botellas para gas portátiles y rellenables de aleación de aluminio soldado |
|
EN 13322-2:2003/A1:2006 |
Botellas para gas transportables. Botellas recargables para gas de acero soldado. Diseño y construcción. Parte 2: Acero inoxidable |
|
EN 13648-1:2008 |
Recipientes criogénicos. Dispositivos de seguridad para la protección contra la presión excesiva. Parte 1: Válvulas de seguridad para el servicio criogénico |
|
EN 13648-2:2002 |
Recipientes criogénicos. Dispositivos de seguridad para protección contra la presión excesiva. Parte 2: Dispositivos de seguridad con discos de ruptura para el servicio criogénico |
|
EN 13648-3:2002 |
Recipientes criogénicos. Dispositivos de seguridad para protección contra la presión excesiva. Parte 3: Determinación de la descarga requerida. Capacidad y dimensionamiento |
|
ASTM B117 - 07a |
Standard practice for operating salt spray (fog) apparatus (Práctica estándar para la utilización de cámaras de niebla salina) |
|
ASTM D522 - 93a(2008) |
Standard test methods for mandrel bend test of attached organic coatings (Métodos de ensayo estándar para el ensayo de curvado con mandril de revestimientos orgánicos adheridos) |
|
ASTM D572 - 04 |
Standard test method for rubber — Deterioration by heat and oxygen (Método de ensayo estándar para el caucho. Deterioro por calor y oxígeno) |
|
ASTM D1308 - 02(2007) |
Standard test method for effect of household chemicals on clear and pigmented organic finishes (Método de ensayo estándar del efecto de las sustancias químicas domésticas en los acabados orgánicos claros y pigmentados) |
|
ASTM D2344 / D2344M - 00(2006) |
Standard test method for short-beam strength of polymer matrix composite materials and their laminates (Método de ensayo estándar de la resistencia de vigas cortas de materiales compuestos de matriz polimérica y sus laminas) |
|
ASTM D2794 - 93(2004) |
Standard test method for resistance of organic coatings to the effects of rapid deformation (impact) (Método de ensayo estándar de la resistencia de los revestimientos a los efectos de la deformación rápida (impacto)) |
|
ASTM D3170 - 03(2007) |
Standard test method for chipping resistance of coatings (Método de ensayo estándar de la resistencia de los revestimientos a las melladuras) |
|
ASTM D3359 - 08 |
Standard test methods for measuring adhesion by tape test (Métodos de ensayo estándar para medir la adherencia mediante el ensayo de cinta adhesiva) |
|
ASTM D3418 - 08 |
Test method for transition temperatures and enthalpies of fusion and crystallization of polymers by differential scanning calorimetry (Método de ensayo de las temperaturas de transición y las entalpías de fusión y cristalización de los polímeros mediante calorimetría diferencial de barrido) |
|
ASTM G154 - 06 |
Standard practice for operating fluorescent light apparatus for UV exposure of nonmetallic materials (Práctica estándar de utilización de aparatos de luz fluorescente para la exposición a rayos UV de materiales no metálicos) |






